
高耐熱性アルミニウム合金ブレージングシートおよびその製造方法
【課題】高温・高圧となるインタークーラのチューブ材等に適した高耐熱性を有しかつ薄肉化が可能なブレージングシートとして、高い高温強度を有するものを提供する。
【解決手段】Al合金心材の片面または両面にAl−Si系ろう材をクラッドしてなるブレージングシートにおいて、心材のAl合金が、Si0.05%以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%の1種以上を含有し、残部が実質的にAlからなり、かつ心材板断面における金属間化合物密度として、0.1μm以上0.3μm未満のものが10個/μm2以下で、0.3μm以上のものの密度が0.5個/μm2以下であるブレージングシート。その製造方法として、熱間クラッド圧延における各段階の温度および時間を厳密に規定した。
【解決手段】Al合金心材の片面または両面にAl−Si系ろう材をクラッドしてなるブレージングシートにおいて、心材のAl合金が、Si0.05%以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%の1種以上を含有し、残部が実質的にAlからなり、かつ心材板断面における金属間化合物密度として、0.1μm以上0.3μm未満のものが10個/μm2以下で、0.3μm以上のものの密度が0.5個/μm2以下であるブレージングシート。その製造方法として、熱間クラッド圧延における各段階の温度および時間を厳密に規定した。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、自動車用熱交換器等に使用されるアルミニウム合金ブレージングシート、特にインタークーラなどの熱交換器における高温圧縮空気や冷媒の通路構成部材として好適に使用される高耐熱性を有するアルミニウム合金ブレージングシートおよびその製造方法に関するものである。
【背景技術】
【0002】
アルミニウム合金は軽量かつ高熱伝導性を備えているため、自動車用熱交換器、例えば、ラジエータ、コンデンサ、エバポレータ、ヒータ、インタークーラなどに広く用いられている。自動車用熱交換器は、主にろう付法によって製造され、その場合Al−Si系合金のろう材を用いて、600℃程度の高温でろう付するのが通常である。
【0003】
ところでろう付により製造されるアルミニウム合金製熱交換器は、主に放熱を担うコルゲート成形したフィンと、空気や冷却水、冷媒を循環させるための通路構成部材としてのチューブとによって構成される。このような熱交換器において、チューブが破壊して貫通してしまえば、内部を循環している空気や冷却水、冷媒の漏洩が生じてしまう問題がある。一方近年では、自動車の軽量化に対する要求が高まっているため、自動車用の熱交換器を構成する各部材の薄肉化が強く要望されており、特に前述のようなチューブ材としては、肉厚0.6mm程度以下を実現することが望まれている。
【0004】
このような熱交換器の製品寿命向上と軽量化を同時に達成するためには、通路構成部材として、ろう付後の強度に優れたアルミニウム合金ブレージングシートが必要不可欠である。さらに最近では、EUおよび米国における排ガス規制を満足させるため、ディーゼルエンジン車に搭載されるターボチャージャについては、その高性能化が求められている。それに伴なってターボチャージャにより圧縮される空気の圧力も従来よりも高くなる傾向があり、その圧縮空気の温度も、より高くなる傾向にある。そこで、ターボチャージャで圧縮されて高温になった空気を冷却する装置であるインタークーラの使用温度も、従来よりも高温化することとなり、そのため通路構成部材であるブレージングシートについても、ろう付後の耐熱性についての要求が、従来よりも一層強まっている。
【0005】
ここで、チューブとフィンが充分にろう付されていれば、フィンがチューブの変形を抑制するため、上述のような高温において高い圧力が長時間負荷される場合でもある程度高い耐久性を示すことができる。しかしながら、従来よりも高温、高圧で使用されるインタークーラにおいては、従来よりも一層高い耐クリープ性を有するチューブ材が必要とされるのである。
【0006】
従来、自動車用インタークーラのチューブ材としては、JIS3003合金に代表されるAl−Mn系合金などからなる心材の両面にAl−Si系合金などのろう材をクラッドした3層ブレージングシートからなるチューブ材が広く用いられてきた。しかしながら、JIS3003合金心材を使用したクラッド材のろう付後の高温強度は、例えば200℃において60MPa程度の引張強さに過ぎず、最近の高温、高圧で使用されるインタークーラのチューブ材としては不充分であった。
【0007】
ところでAl−Mn系合金からなる心材を用いたブレージングシートの耐熱性を向上させた提案として、既に特許文献1〜3に示すような技術が知られている。
【0008】
そのうち特許文献1には、心材の合金成分を従来の材料よりも増量するとともにMgを含有させ、所定の温度範囲内で熱間圧延・中間焼鈍・最終焼鈍を行なうことにより、耐熱性を向上させたアルミニウム合金ブレージングシートが示されている。また特許文献2には、心材にMgを含有させてろう付後にピーク時効処理を施すことにより、Mg2Siによる析出硬化を利用して耐熱性を向上させたアルミニウム合金ブレージングシートが示されている。さらに特許文献3には、心材の均質化処理条件を規定し、熱間圧延前の加熱を500℃以下とすることにより、金属間化合物の分布を微細にし、強度を向上させたアルミニウム合金ブレージングシートが示されている。
【0009】
しかしながら、これらの特許文献1〜3の提案では、熱間圧延前の加熱時間や熱間圧延に要する時間等が明確かつ厳密には規定されておらず、そのためこれらの工程中において比較的粗大な金属間化合物が析出してしまって、耐熱性の向上に有効である心材アルミニウムの母相中に固溶したMnの量が減少する可能性があり、ろう付後の高温強度が不充分となってしまうおそれがある。したがってこれらの提案の技術では、耐熱性が未だ不充分で、特に200℃程度の高温で使用するに耐える高温強度を確実かつ安定して得ることは困難であった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特表2007−530794号公報
【特許文献2】特表2004−524442号公報
【特許文献3】特開平8−246117号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
この発明は以上の事情を背景としてなされたもので、自動車用インタークーラのチューブ材などとして使用されるアルミニウム合金ブレージングシートの高耐熱化および薄肉化の要求を満たすべく、ろう付後の高温強度等の特性を向上させ、特に従来技術では実現困難であった200℃程度の高温での使用に耐えるような高温強度を有するブレージングシートを提供することを基本的な課題としている。そしてこの発明においては、上述のようにろう付後に優れた高温強度を有しているばかりでなく、ろう付用の材料として、ろう付時のろう拡散が少なくてろう付性も良好なアルミニウム合金ブレージングシート、特にインタークーラなどの自動車用熱交換器の流体通路構成材(チューブ材)として好適に使用できるアルミニウム合金ブレージングシートおよびその製造方法を提供することを課題とするものである。
【課題を解決するための手段】
【0012】
前述のような課題を解決するべく、本発明者等が鋭意実験・検討を重ねた結果、アルミニウム合金ブレージングシートにおけるAl−Mn系合金からなる心材の成分組成を適切に調整し、特に適切な量のCuを添加するとともに、Si量、Fe量を適切に調整し、併せて金属組織、特に金属間化合物の分散状況を適切に調整することにより、前述の課題を解決し得ることを見出した。また心材にそのような金属組織を有するアルミニウム合金ブレージングシートを製造するために適切な条件、特に熱間クラッド圧延における適切な条件を見出した。そしてこれらに基いて、この発明をなすに至ったのである。
【0013】
具体的には、請求項1の発明は、アルミニウム合金からなる心材の片面または両面にAl−Si系ろう材をクラッドしてなるアルミニウム合金ブレージングシートにおいて、前記心材のアルミニウム合金が、Si0.05%以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%のうちから選ばれた1種以上を含有し、残部がAlおよび不可避的不純物からなり、かつ心材部分の金属組織として、厚さ方向の板断面における0.1μm以上0.3μm未満の金属間化合物の分布密度が10個/μm2以下で、しかも0.3μm以上の金属間化合物の分布密度が0.5個/μm2以下であることを特徴とするものである。
【0014】
また請求項2の発明は、請求項1に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、前記心材のアルミニウム合金が、前記各成分元素のほか、さらにMg0.05〜0.5%を含有することを特徴とするものである。
【0015】
さらに請求項3の発明は、請求項1、請求項2のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、前記心材の一方の面にAl−Si系ろう材が、心材の他方の面にAl−Zn系アルミニウム合金からなる犠牲陽極材がクラッドされ、かつそのAl−Zn系アルミニウム合金犠牲陽極材が、Zn1.0〜6.0%を含有し、残部がAlおよび不可避的不純物よりなることを特徴とするものである。
【0016】
そしてまた請求項4の発明は、請求項3に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、Al−Mn系アルミニウム合金犠牲陽極材が、前記各成分元素のほか、さらにSi1.0%以下、Mn1.8%以下、Ti0.02〜0.3%、V0.02〜0.3%のうちから選ばれた1種以上を含有することを特徴とするものである。
【0017】
一方請求項5の発明は、請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって、請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせてこれらを加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、冷間圧延の中途において中間焼鈍を少なくとも1回行う中間焼鈍工程とを有してなり、前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を400℃以上500℃以下の範囲内の温度で10時間以下行ない、さらに熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、さらに板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御し、しかも板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、さらに熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、さらに前記中間焼鈍工程においては、バッチ式の炉を用いて250℃〜400℃の範囲内の温度で中間焼鈍を行なうことを特徴とするものである。
【0018】
また請求項6の発明は、請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって、請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせてこれらを加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、冷間圧延の中途において中間焼鈍を少なくとも1回行う中間焼鈍工程とを有してなり、前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を400℃以上500℃以下の範囲内の温度で10時間以下行ない、熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、さらに板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御し、しかも板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、さらに熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、さらに前記中間焼鈍工程においては、連続式の炉を用いて380〜550℃の範囲内の温度で中間焼鈍を行なうことを特徴とするものである。
【0019】
さらに請求項7の発明は、請求項5、請求項6のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートの製造方法において、前記冷間圧延工程の後、200〜400℃の範囲内の温度に加熱する軟化焼鈍工程を行うことを特徴とするものである。
【0020】
そしてまた請求項8の発明は、請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって、請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせて加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、その冷間圧延工程の後に施す軟化焼鈍工程とを有し、前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を500℃以下の範囲内の温度で10時間以下行ない、熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、さらに板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御し、しかも板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、さらに熱間クラッド圧延を開始してから熱間圧延を終了するまでに要する時間を40分以下に制御し、また前記軟化焼鈍工程における加熱温度を200〜400℃の範囲内とすることを特徴とするものである。
【0021】
また請求項9の発明は、請求項5〜請求項8のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートの製造方法において、前記心材の一方の面にAl−Si系合金ろう材を重ね合わせるとともに、心材の他方の面に、請求項3もしくは請求項4のいずれかの請求項中に記載の成分組成の犠牲陽極材を重ね合せ、その状態で加熱して熱間クラッド圧延に供することを特徴とするものである。
【発明の効果】
【0022】
この発明のアルミニウム合金ブレージングシートは、肉厚0.6mm程度以下と薄肉化しても、フィン接合率や耐エロージョン性などのろう付性に優れているばかりでなく、ろう付後の高温強度が優れていて、200℃程度の高温下での使用に対する耐久性が高く、したがって自動車用熱交換器、特にインタークーラのチューブなど、高温、高圧下で使用される薄肉のブレージングシートとして極めて優れており、熱交換器の軽量化とその寿命の延長を同時に図ることができる。
【0023】
またこの発明の製造方法によれば、前述のように優れた特性を有するアルミニウム合金ブレージングシートを実際に確実かつ安定して製造することができる。
【図面の簡単な説明】
【0024】
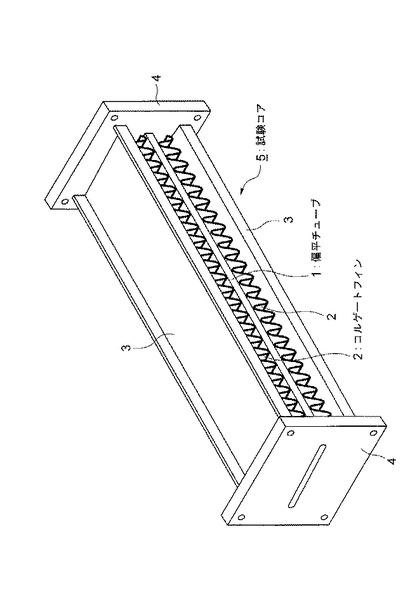
【図1】図1は、実施例において繰返し耐圧性評価のために使用した試験コアを示す略解的な斜視図である。
【図2】図2は、実施例において図1に示される試験コアを用いて繰返し耐圧性試験を行なっている状況を示す略解的な断面図である。
【発明を実施するための形態】
【0025】
この発明のアルミニウム合金ブレージングシートおよびその製造方法について、その好ましい実施の態様について、以下に詳細に説明する。
【0026】
先ずこの発明のアルミニウム合金ブレージングシートを構成する心材、ろう材、犠牲陽極材に使用される各合金について説明する。
【0027】
心材のアルミニウム合金としては、Si0.05%以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%のうちから選ばれた1種以上を含有し、残部がAlおよび不可避的不純物からなるものを用いる。このような心材合金の成分限定理由は次の通りである。
【0028】
[心材]
Si:
Siは、通常のアルミニウム合金において不可避的に含有される元素であるが、このSiはMnとともにAl−Mn−Si系の金属間化合物を形成するため、その含有量が多ければ固溶Mn量が減少して、固溶Mnによる固溶強化の効果が充分に得られなくなる。特にSi量が0.3%以上となれば、固溶Mn量が減少して高温強度が低下する。一方Si量を0.05%未満とするためには、高純度のアルミニウム地金を使用しなければならなくなって、コスト上昇を招く。そこで心材のSi量は0.05%以上、0.3%未満の範囲内とした。
【0029】
Fe:
Feは、再結晶核となり得るサイズの金属間化合物を生成しやすく、Feの含有量が多ければ、ろう付後の結晶粒径が微細になってろう拡散が生じやすくなるから、Fe量はできるだけ少ないことが望ましい。しかしながらFe量が0.05%未満では、高純度アルミニウム地金を使用しなければならなくなってコスト上昇を招き、一方Fe量が0.4%を越えれば、ろう付後の結晶粒径が微細となって、ろう拡散が生じるおそれがある。そこでFe量は0.05〜0.4%の範囲内とした。なお好ましくは、Fe量は0.1〜0.2%の範囲内とする。
【0030】
Cu:
Cuは、固溶強化により高温強度の向上に寄与する。Cuの含有量が0.3%未満では、Cu添加による効果が小さく、一方Cu量が1.2%を越えれば、鋳造時に割れが発生する可能性が高くなってしまうから、心材のCu量は0.3〜1.2%の範囲内とした。なお好ましくは、0.5〜1.0%の範囲内のCu量とする。
【0031】
Mn:
Mnは、固溶強化により高温強度の向上に寄与する。Mnの含有量が0.8%未満では、Mn添加による効果が小さく、一方Mn量が1.8%を越えれば、鋳造時に巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。そこで心材のMn量は0.8〜1.8%の範囲内とした。なお好ましくは1.0〜1.6%の範囲内のMn量とする。
【0032】
さらにこの発明のブレージングシートの心材の成分元素としては、Ti、Zr、Cr、Vのうちから選ばれた1種または2種以上を添加する。これらの元素はいずれも高温強度の向上に寄与する元素であり、これらについて次に説明する。
【0033】
Ti:
Tiは、固溶強化により高温強度を向上させる元素であり、0.05〜0.3%の範囲内で選択的に添加する。Ti量が0.05%未満ではその効果は得られず、一方0.3%を越えれば巨大金属間化合物を形成しやすくなって、塑性加工性を低下させる。なおTiのより好ましい添加量範囲は0.1〜0.2%である。なおまた、一般のアルミニウム合金においては、鋳塊の組織微細化のために微量(通常0.005〜0.05%)のTiを添加することがあり、また同じ目的でTiと同時に極微量(通常0.001〜0.01%)のBを添加することがあり、この発明のブレージングシート心材についても、上記の目的からのその程度のTi、Bの添加は許容される。
【0034】
Zr:
Zrも、固溶強化により高温強度を向上させる元素であり、またZrの添加によりAl−Zr系の金属間化合物が析出して、ろう付後の結晶粒粗大化に寄与するから、0.05〜0.3%の範囲内で添加することができる。Zr量が0.05%未満では、その効果が得られず、一方Zr量が0.3%を越えれば、巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。なおZrのより好ましい添加量範囲は、0.1〜0.2%である。
【0035】
Cr:
Crも、固溶強化により高温強度を向上させ、またCrの添加によりAl−Cr系の金属間化合物が析出して、ろう付後の結晶粒粗大化に寄与するから、0.05〜0.3%の範囲内で添加することができる。Cr量が0.05%未満では、その効果が得られず、一方Cr量が0.3%を越えれば、巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。なおCrのより好ましい添加量範囲は、0.1〜0.2%である。
【0036】
V:
Vも、固溶強化により高温強度を向上させる元素であり、0.05〜0.3%の範囲内で添加することができる。V添加量が0.05%未満では、その効果が得られず、一方V添加量が0.3%を越えれば、巨大金属間化合物が生成されすくなって、塑性加工性を低下させる。なおVのより好ましい添加量範囲は、0.1〜0.2%である。
【0037】
この発明のアルミニウム合金ブレージングシートの心材の成分としては、以上の各元素のほかは、基本的にはAlおよび不可避的不純物とすれば良いが、請求項2で規定するように、さらにMgを0.05〜0.5%の範囲内で添加しても良い。
【0038】
すなわち、Mgは、ろう付時にろう材中から拡散したSiと反応してMg2Siを析出することにより、高温強度を向上させる元素であり、高温強度の一層の向上のために必要に応じて添加しても良い。ここで、Mgの添加量が、0.05%未満ではその効果が小さく、一方0.5%を越えればろう付が困難となるから、その添加量は0.05〜0.5%の範囲内とする。なお好ましくは、Mg添加量は0.15〜0.4%の範囲内とする。
【0039】
[ろう材]
この発明のアルミニウム合金ブレージングシートにおける心材の片面もしくは両面にはろう材がクラッドされるが、このろう材としては、従来からアルミニウム合金ブレージングシートに一般的に使用されているAl−Si系合金ろう材を使用することができ、特に限定されるものではなく、例えば、JIS4343、4045、4047合金(Al−7〜13mass%Si)などが好ましい。
【0040】
[犠牲陽極材]
この発明のアルミニウム合金ブレージングシートにおける心材の片面もしくは両面には、前述のようにろう材がクラッドされるが、熱交換器の使用環境として高い耐食性が求められるような場合には、請求項3において規定しているように、心材の片面(すなわちろう材を心材の片面のみにクラッドした場合であって、そのろう材がクラッドされていない側の面)に、犠牲陽極材をクラッドしても良い。その場合の犠牲陽極材としては、Zn1.0〜6.0%、Fe0.05〜0.4%を含有し、残部がAlおよび不可避的不純物よりなるAl−Zn系合金を用いることとする。このような犠牲陽極材の成分限定理由は、次の通りである。
【0041】
Zn:
Znは、Alに添加することによりその電位を卑にすることができ、したがってZnを添加した合金を心材の片面にクラッドすることにより、犠牲陽極効果を発揮させて、耐食性を向上させることができる。ここで、Znの含有量が1.0%未満ではその効果が充分ではなく、一方Znが6.0%を越えれば、腐食速度が速くなって早期に犠牲陽極材が消失し、耐食性が逆に低下してしまうから、犠牲陽極材のZn量は1.0〜6.0%の範囲内とする。なおその範囲内でもZnは特に2.0〜5.0%の範囲内が好ましい。
【0042】
Fe:
Feは、再結晶核となり得るサイズの金属間化合物を生成しやすく、Feの含有量が多ければ、ろう付後の結晶粒径が微細になってろう拡散が生じやすくなるから、Fe量はできるだけ少ないことが望ましい。しかしながらFe量が0.05%未満では、高純度アルミニウム地金を使用しなければならなくなってコスト高を招き、一方Fe量が0.4%を越えれば、ろう付後の結晶粒径が微細となって、ろう拡散が生じるおそれがある。そこでFe量は0.05〜0.4%の範囲内とした。なお好ましくは、Fe量は0.1〜0.2%の範囲内とする。
【0043】
犠牲陽極材として用いるAl−Zn系合金におけるZn、Fe以外の成分については、基本的にはAlおよび不可避的不純物とすれば良いが、主として高温強度向上のため、請求項4において規定しているように、Si、Mn、Ti、Vのうちから選ばれた1種または2種以上を添加しても良い。犠牲陽極材におけるこれらの選択的添加元素の添加理由について次に説明する。
【0044】
Si:
Siは、Fe、MnとともにAl−Fe−Mn−Si系の化合物を形成して、分散強化により高温強度向上に寄与し、またマトリクスに固溶したSiは、固溶強化により高温強度を向上させる。またSiを添加すれば、ろう付時に心材から拡散してくるMgと反応してMg2Si化合物を形成することにより、高温強度向上に寄与する。ここで、犠牲陽極材のSi量が1.0%を越えれば、その犠牲陽極材の融点が低下して、ろう付加熱時に溶融が起こる可能性が高くなり、またSiは犠牲陽極材の電位を貴にする元素であって、Si量が1.0%を越えれば犠牲陽極効果が阻害されて耐食性が低下してしまう。そこでSiの添加量は1.0%以下とした。なおSiのより好ましい添加量は0.8%以下である。
【0045】
Mn:
Mnは、高温強度と耐食性を向上させる元素であり、1.8%以下の範囲内で添加される。Mn量が1.8%を越えれば、鋳造時に巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。またMnは犠牲陽極材の電位を貴にする元素であるため、1.8%を越えてMnを添加すれば、犠牲陽極効果が阻害されて耐食性が低下する。なおMnのより好ましい添加量は1.5%以下である。
【0046】
Ti:
Tiは、固溶強化により高温強度を向上させるとともに耐食性を向上させる元素であり、0.02〜0.3%以下の範囲内で添加する。Ti量が0.3%を越えれば巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。なおTiのより好ましい添加量範囲は0.1〜0.2%である。なお既に心材について述べたように、通常のアルミニウム合金では、鋳造時の組織微細化のために微量(通常0.005〜0.05%)のTiを添加することがあり、また同じ目的から、Tiと併せて極微量(通常0.001〜0.01%)のBを添加することがあり、この発明のブレージングシートにおける犠牲陽極材のAl−Zn系合金としても、このような目的からTi、Bを添加することは許容される。
【0047】
V:
Vは、固溶強化により高温強度を向上させるとともに、耐食性の向上に効果があり、0.02〜0.3%の範囲内で添加する。V量が0.02%未満ではその効果が得られず、一方V量が0.3%を越えれば、巨大金属間化合物が生成されやすくなって、塑性加工性が低下する。なおVのより好ましい添加量範囲は0.1〜0.2%である。
【0048】
この発明のアルミニウム合金ブレージングシートにおいては、心材、ろう材、さらには犠牲陽極材として使用する各合金の成分組成を前述のように調整するばかりではなく、心材部分の金属組織条件として、最終冷間圧延後の製品板(ろう付加熱前のもの)における金属間化合物の分散状況が重要である。すなわち、ブレージングシートの最終冷間圧延後の心材部分の金属組織として、その厚さ方向の断面において0.1μm以上0.3μm未満のサイズの金属間化合物の分布密度が10個/μm2以下、好ましくは5個/μm2以下であって、しかも0.3μm以上のサイズの金属間化合物の分布密度が0.5個/μm2以下であることが必要である。なおここで規定している金属間化合物のサイズは、全て円相当径を意味するものとする。
【0049】
このように心材部分の金属間化合物のサイズおよび密度を定めた理由は、次の通りである。
【0050】
この発明のアルミニウム合金ブレージングシートの心材においては、基本的には、固溶元素(主として固溶Mn)による固溶強化を主体として、ろう付加熱後の高温強度の向上を図っている。ここで、ろう付加熱前のブレージングシート製品板の段階で、心材部分に金属間化合物が多量に含まれていれば、ろう付加熱中に再固溶し切れなかった金属間化合物が核となってAl−Mn−Si系の化合物が析出し、その結果ろう付加熱後の状態で固溶Mnを主体とする固溶元素量が減少してしまい、固溶強化による高温強度の向上効果が充分に得られなくなってしまう。したがってろう付加熱前の段階で心材中に存在する金属間化合物は、その数が少なくかつそのサイズが小さいことが望ましい。そして本発明者等の詳細な実験・検討の結果、製品板(ろう付加熱前)の心材中における金属間化合物の分布密度が前述のように規制されていることが必要であって、その場合にはじめてろう付加熱後における固溶Mn等の固溶元素量が充分に確保されて、固溶強化による高温強度向上効果が充分に得られることを見出し、前述のような金属間化合物分布条件を定めたのである。なおここでろう付の条件は特に制限されるものではなく、通常は600℃程度まで加熱した後に空冷することにより行なわれるものであって、ここでもろう付加熱後の高温強度等の性能は、通常の条件でろう付した後の性能を意味するものとする。
【0051】
さらに前述のような金属間化合物の分布条件の限定理由について詳細に説明する。
【0052】
ろう付加熱後においてMnを主体とする固溶元素量を充分に確保して固溶強化を充分に図るためには、最終冷間圧延後のアルミニウム合金ブレージングシート(すなわちろう付加熱前のブレージングシート)において、0.1μm以上0.3μm未満の金属間化合物の密度が10個/μm2以下、より好ましくは5個/μm2以下であって、しかも0.3μm以上の金属間化合物の分布密度が0.5個/μm2以下であることが必要である。このような金属組織を有するアルミニウム合金ブレージングシートの心材部分においては、ろう付加熱に供した後の段階でも、心材のアルミニウム母相中にMn、Siを固溶状態で多量に含んでおり、そのためろう付加熱後も充分な固溶強化による高温強度向上効果を発揮することができる。またMn、Siのみならず、選択的に添加されるTi、Zr、Cr、Vによる固溶強化も、高温強度の向上に寄与し、これらの元素のうち1種以上を添加してその元素がろう付後の段階で心材のアルミニウム合金母相中に固溶していれば、より一層充分な固溶強化を発揮することができる。一方最終圧延後のアルミニウム合金ブレージングシートの心材部分において、0.1μm以上0.3μm未満の金属間化合物が10個/μm2より多く含まれる場合、および0.3μm以上の金属間化合物が0.5個/μm2より多く含まれる場合には、ろう付加熱後にMn等の充分な固溶量を確保することができず、固溶強化の効果を期待することができない。
【0053】
ここで、金属間化合物の密度およびサイズは、最終冷間圧延後のブレージングシートにおける心材部分のL−LT面を研磨により面出しして、心材部分の透過型電子顕微鏡(TEM)観察を行うことにより調べたものとする。このTEM観察においては、等厚干渉縞から、観察部の膜厚を測定して、膜厚が0.1〜0.3μmの箇所でのみTEM観察を行ない、TEM写真を画像解析することにより金属間化合物の密度を求めるものとする。
【0054】
なお請求項2のアルミニウム合金ブレージングシートの心材においては、前述のような固溶強化による高温強度向上効果のみならず、Mgを添加してMg2Siを析出させることによる時効硬化によって、より一層の高温強度の向上を図っている。ここで、心材にMgを添加した場合、ろう付性は低下するが、高温強度が充分に高くなることにより、長時間の圧力負荷に対しても充分な耐久性を示すことが可能となる。
【0055】
次にこの発明のアルミニウム合金ブレージングシートの製造方法について説明する。
【0056】
この発明のアルミニウム合金ブレージングシートにおいては、ろう付加熱後に充分な固溶元素量(主として固溶Mn量)を得て、充分な高温強度向上効果を発揮させるために、既に述べたように最終冷間圧延後(ろう付加熱前)に心材部分で0.1μm以上0.3μm未満の金属間化合物の密度が10個/μm2以下、より好ましくは50個/μm2以下で、しかも0.3μm以上の金属間化合物の密度が0.5個/μm2以下となるように規制することが必要であり、このように金属間化合物の過剰な析出を規制するためには、製造工程中で加えられる熱を適切な範囲内に制御する必要があり、とりわけ熱間圧延の各段階における温度や時間の厳密な制御が極めて重要となる。
【0057】
この発明のアルミニウム合金ブレージングシートは、基本的には前述の成分組成の合金からなる心材の片面または両面にAl−Si系ろう材(あるいはAl−Si系ろう材および犠牲陽極材)をクラッドすることによって製造される。そこで、先ず心材の製造方法から説明することとする。
【0058】
心材用の素材として、前述の成分組成を有するアルミニウム合金をそれぞれ溶解し、DC鋳造法等の常法に従って鋳造する。鋳造時においては、鋳塊中に固溶するMnの量を多くするため、鋳造後の冷却速度を1.5℃/s以上とすることが好ましい。得られた心材鋳塊は必要に応じて面削して仕上げ、その後に熱間クラッド圧延に供することとなるが、熱間クラッド圧延前には、心材鋳塊に対して均質化処理を行わないか、または550℃以上の温度で鋳塊加熱を行う。心材鋳塊の均質化処理を行わない場合には、鋳造時に得られる固溶Mn量が多い状態を維持したまま、その後の工程に供することが可能となる。一方、心材鋳塊の均質化処理を行なう場合には、その鋳塊加熱温度を550℃以上とすることにより、心材鋳塊中の金属間化合物を再固溶させて、均質化処理後に固溶Mn量が多い状態として、その後の工程に供することができる。なお均質化処理温度が620℃を越えれば、鋳塊が溶融してしまうおそれがあるから、均質化処理温度は620℃以下とすることが好ましい。
【0059】
得られた心材鋳塊は、前述のようなろう材あるいは犠牲陽極材と組み合わせて重ね合せ、その状態で加熱して熱間クラッド圧延に供する。ここで、この熱間クラッド圧延について、以下では単に「熱間圧延」と記す。なお熱間クラッド圧延前の重ね合せ材の厚みは特に限定しないが、通常は通常は250〜800mm程度(望ましくは300〜600mm程度)である。
【0060】
重ね合せ材の熱間圧延前の加熱については、400℃以上500℃以下で10時間以下とし、引続く熱間圧延では、熱間圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下、さらに板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、しかも板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下、なおかつ板厚20mmに達した時点での材料温度を300℃以上400℃以下に制御し、また熱間圧延を開始してから終了するまでに要する時間を40分以下に制御し、これによってクラッド材を作製する。
【0061】
このような熱間圧延前の加熱および熱間圧延中の各段階での時間、温度の条件を定めた理由は次の通りである。
【0062】
熱間圧延前の加熱を500℃以下かつ10時間以下とすることにより、加熱中における金属間化合物の過剰な析出を抑えことができる。熱間圧延前の加熱が400℃未満では、熱間圧延中の変形抵抗が大きく圧延が困難となり、一方熱間圧延前の加熱が500℃を越えるかあるいは10時間を越えれば、金属間化合物が過剰に析出するため、最終的に金属間化合物のサイズ、密度を前述のように規制することが困難となってしまうから、熱間圧延前の重ね合わせ材の加熱は400〜500℃で10時間以下とした。なお熱間圧延前の加熱のより好ましい条件は、480℃以下で5時間以下である。なおまた、熱間圧延前の加熱においては、好ましい析出物分布を得るためには加熱時間が短いことが好ましく、400〜500℃の範囲内の温度に到達すれば、特にその温度での保持は行なわなくても良いが、材料全体が均一に所定温度とならなければクラッド圧着不良等の問題が生じるおそれがあるから、通常は2時間程度保持することが好ましい。
【0063】
上述のようにして加熱した重ね合わせ材は、直ちに熱間圧延に供する。すなわち、熱間圧延開始温度が実質的に400℃より低い温度に下がらないうちに熱間圧延を開始する。この熱間圧延中においては、加えられる歪の影響により金属間化合物の析出が促進されてしまうため、短時間で熱間圧延を終えることが極めて重要である。
【0064】
前述のように厚みが250〜800mm程度(望ましくは300〜600mm程度)の重ね合せ板に対して熱間圧延を開始してから板厚減少量が50mmに達するまでは、心材とろう材あるいは犠牲陽極材を圧着させる段階であり、この段階に要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度が450℃以下となるように制御することによって、金属間化合物の過剰な析出を抑えることができる。一方、熱間圧延を開始してから板厚減少量が50mmに達した時点での材料温度が400℃未満になれば、心材とろう材あるいは犠牲陽極材とを充分に圧着させることができない。そこで熱間圧延を開始してから板厚減少量が50mmに達するまでの時間を5分以下、板厚減少量が50mmに達した時点での材料温度を400〜450℃の範囲内に規制することとした。
【0065】
さらに、熱間圧延を開始した後、板厚減少量が50mmに達してから板厚が20mmに達するまでの間は、材料温度が比較的高く、しかも加えられる歪の量が極めて多い段階であり、この段階に要する時間を10分以下に制御し、しかも板厚が20mmに達した時点での材料温度を400℃以下に制御することにより、金属間化合物の過剰な析出を抑えることができる。一方、板厚が20mmに達した時点での材料温度が300℃以下になれば、熱間圧延が困難になって製造性が損なわれてしまう。そこで熱間圧延中途で板厚減少量が50mmに達してから板厚が20mmに達するまでの時間は10分以下、板厚が20mmに達した時点での材料温度は300℃以上400℃以下の範囲内に制御することとした。
【0066】
板厚が20mmに達した後は、材料温度が低下しているため、これ以降の段階の熱間圧延に要する時間に関して特別な制御は必要としないが、熱間圧延を開始してから熱間圧延が終了するまでの合計時間は40分以下としなければならない。熱間圧延の開始から終了までの合計時間が40分を越えれば、金属間化合物が過剰に析出するため、最終的に適切な金属間化合物の分布が得られなくなってしまう。
【0067】
以上のように、熱間圧延の各段階に要する時間および各段階における材料温度、さらには合計時間が上記の規定を外れれば、金属間化合物のサイズ、密度を適切に規制することが困難となる。なお熱間圧延終了後にコイルに巻取った後の析出を抑制するため、熱間圧延の終了温度は250℃以下とすることが好ましい。
【0068】
なお、上述のように熱間圧延の各段階に要する時間および各段階における材料温度、さらには合計時間を、上記の条件が満たされるように制御するための具体的手段は特に限定されないが、例えば、熱間圧延の各パス間において温度を測定し、上記の条件を満たすよう、次のパスにおける圧延速度、圧下量、圧延油量などをフィードバック制御する、などの手段を適用すればよい。
【0069】
以上のような熱間圧延により得られたアルミニウム合金クラッド材は、これを冷間圧延に供して、所要の製品板厚(望ましくは0.15〜0.6mm程度)に仕上げるが、請求項5、請求項6の発明の方法の場合、冷間圧延の間において、最終厚さに到達する前の中途の段階で中間焼鈍を少なくとも1回行うものとする。この中間焼鈍には、バッチ焼鈍炉、あるいは連続焼鈍炉(CAL)のいずれを用いても良い。このような中間焼鈍は、最終冷間圧延前の段階で材料を完全に再結晶させて、最終冷間圧延後の製品板の成形性およびろう付性を高めるために必要な工程である。
【0070】
中間焼鈍にバッチ式焼鈍を適用する場合は、中間焼鈍温度を250℃〜400℃の範囲内とすることにより、中間焼鈍後の金属組織を完全に再結晶させることができるとともに、固溶Mn量を多くして、金属間化合物が微細な状態となった材料とすることができる。バッチ焼鈍による中間焼鈍温度が250℃未満では、中間焼鈍後に完全に再結晶した金属組織を得ることができず、一方400℃を越えれば、中間焼鈍中に0.3μm以上のサイズの金属間化合物が過剰に析出してしまい、適切に金属間化合物密度を規制することが困難となる。なおバッチ焼鈍による中間焼鈍におけるより好ましい温度は、300〜370℃である。
【0071】
一方、連続焼鈍炉(CAL)を用いて中間焼鈍を行なう場合、その中間焼鈍温度を380℃〜550℃の範囲内とすることにより、中間焼鈍後の金属組織を完全に再結晶させ、同時に固溶Mn量が多くて金属間化合物が微細かつ少量となった状態を得ることができる。連続焼鈍炉による中間焼鈍温度が380℃未満では、中間焼鈍後に完全に再結晶した金属組織が得られない。ここで、中間焼鈍に連続焼鈍炉を用いる場合には昇温速度および冷却速度が極めて速く、中間焼鈍中の析出がほとんど生じないため、金属組織の観点からは中間焼鈍温度の上限は特に制約されないが、クラッドされたろう材の溶融を防ぐためには、中間焼鈍の上限を550℃以下とする。なお連続焼鈍炉を用いた中間焼鈍において、380〜550℃の範囲内の温度での保持時間は特に規定しないが、通常は5分以下(保持なしを含む)とすれば良い。
【0072】
ここで、中間焼鈍を中途に挟んでの冷間圧延においては、中間焼鈍前の冷間圧延(一次冷間圧延)の圧延率は特に限定されるものではなく、熱間上り板厚および中間焼鈍後の最終冷間圧延率、製品板厚に応じて適宜定めれば良い。一方、中間焼鈍後の最終冷間圧延率は5〜50%とすることが望ましい。最終冷間圧延率が大きくて、その最終冷間圧延により大きな歪が導入されれば、ろう付時のろう拡散を招きやすくなり、また、材料の強度を高くして、後の成形工程に支障をきたすおそれがある。逆に最終冷間圧延率が小さくて歪量が少なすぎれば、ろう付時のろう溶融前に心材が充分に再結晶せず、亜結晶粒が残存して、その亜結晶粒を介してろう拡散が生じてしまう。中間焼鈍条件によっても最終冷間圧延率の最適値は変化するが、上述の観点から、通常は5〜50%の範囲内が望ましく、より好ましくは、10〜40%とする。
【0073】
以上のような最終冷間圧延により製品板厚とされたクラッド材は、これをそのままブレージングシートとして、熱交換器における高温圧縮空気や冷媒の通路構成材(チューブ)に成形してもよいが、成形形状が複雑で、そのままでは成形が困難な場合には、最終冷間圧延の後に軟化焼鈍を施して成形性を向上させても良く、これを規定したのが請求項7の発明である。
【0074】
この軟化焼鈍における加熱温度は200℃〜400℃とする。加熱温度が200℃未満では、成形性が充分に向上されず、一方400℃を越えれば、金属間化合物が過剰に析出するため、最終的に適切な金属間化合物の分布が得られなくなってしまう。なお軟化焼鈍の加熱温度は、より好ましくは250℃〜350℃の範囲内とする。また軟化焼鈍における加熱時間は特に限定しないが、通常は1時間〜10時間程度とすることが望ましい。加熱時間が1時間未満では、ブレージングシートの強度がコイル全体において均一とならないおそれがあり、一方10時間を越えれば、軟化焼鈍の効果が飽和して経済性を損なうだけである。
【0075】
ここで、前述の説明では、熱間圧延後の冷間圧延の中途で中間焼鈍を施すこととしているが、このような中間焼鈍を省略して、中間焼鈍を行わずに最終板厚まで冷間圧延しても良い。但し、その場合は、冷間圧延により所要の板厚とした後、軟化焼鈍を行なう。これを規定したのが請求項8の発明である。
【0076】
このように中間焼鈍を省略する場合でも、熱間圧延前の加熱、熱間圧延中の各条件は、既に述べたものと同様とすれば良い。また熱間圧延後の冷間圧延(中間焼鈍なし)の圧延率は特に限定しないが、通常は5〜95%で行えば良い。冷間圧延率が5%未満では、ろう付時のろう溶融前に心材が充分に再結晶せず、亜結晶粒が残存して、その亜結晶粒を介してろう拡散が生じてしまうおそれがあり、一方一方95%を越えれば、材料の強度が高くなり過ぎ、目標の板厚まで圧延することが困難となるおそれがある。また冷間圧延後の軟化焼鈍の条件も前述の場合と同様であれば良く、200〜400℃の範囲内の温度で、望ましくは1〜10時間加熱する条件とすれば良い。このように、中間焼鈍を省略したプロセスでは、金属間化合物の過剰な析出を抑制し得るため、適切に金属間化合物のサイズ、密度を規制することが容易となる。
【0077】
以上のところにおいて、この発明のアルミニウム合金ブレージングシートの厚みについては特に限定しないが、この発明のブレージングシートの場合、薄肉でも高い高温強度を備えかつろう付性も良好であることから、ターボチャージャにより圧縮空気を循環させるインタークーラのチューブ材などとして高温、高圧力に耐えて、優れた耐久性を示し得ることが大きなメリットである。そこで、これらの用途として、充分な耐久性を維持しつつ、軽量化を図り得るというメリットを生かすためには、0.6mm程度以下(通常は0.15mm以上)の薄肉材として使用することが適切である。ただし、この範囲内の板厚に限定されるものではなく、0.6mm程度以上、5mm程度以下の比較的厚肉の材料として使用することも可能であることはもちろんである。ちなみに、自動車におけるターボチャージャによる圧縮空気を循環させる前述のようなインタークーラのチューブ材の場合、0.6mm程度以下の薄肉材として使用することができる。
【0078】
またこの発明のアルミニウム合金ブレージングシートにおけるろう材のクラッド率は特に限定されるものではないが、通常は片面あたり3〜20%程度とすることが望ましい。また心材の片面に犠牲陽極材をクラッドする場合も、その犠牲陽極材層のクラッド率は特に限定されないが、通常は通常は3〜20%程度とすれば良い。
【実施例】
【0079】
以下にこの発明を実施例に基いて、さらに詳細に説明する。なおこの実施例は、飽くまでこの発明の効果を説明するためのものであり、この発明の技術的範囲が実施例により制限されるものではないことはもちろんである。
【0080】
表1、2に示す合金成分および組成を有する心材、皮材合金(犠牲陽極材用合金)をそれぞれDC鋳造法により鋳造して、各々両面を面削して厚さ500mmに仕上げた。ろう材には、JIS4045合金を用い、ろう材、犠牲陽極材を常法に従って熱間圧延によりそれぞれ50mmの厚さまで圧延した。これらの合金を用い、心材の片面には皮材1として前記ろう材を組み合わせ、もう一方の面には皮材2としてろう材もしくは表2の犠牲陽極材を組み合わせ、重ね合せた。その状態での合計厚みは、600mmであった。具体的な組合せを表5中に示す。なおその状態でのクラッド率は全て片面あたり10%であり、また合計厚みは、600mmであった。このような重ね合わせ材について、表3に示す条件で加熱および熱間圧延を行い、3.5mmの3層クラッド材とし、さらにこのクラッド材に、表4に示す条件で1次冷間圧延、中間焼鈍、最終冷間圧延を施して、H1n調質の板厚0.4mmの板材とし、さらに軟化焼鈍を施した。なおいくつかの例については、中間焼鈍および/または軟化焼鈍を省略した。
【0081】
得られたブレージングシートについて、金属間化合物分布密度を下記に示す方法で調査したので、その結果を表5に示す。さらに各ブレージングシートについて、ろう付後の高温強度、フィン接合率、繰返し耐圧性、耐エロージョン性、巨大金属間化合物、耐食性を下記に示す方法で評価したので、その結果を表6に示す。なお耐食性に関しては、皮材に犠牲陽極材を用いたもののみを評価対象とし、犠牲陽極材を用いずろう材のみをクラッドしたものは評価対象外とした。
【0082】
(1) 金属間化合物の密度:
各ブレージングシートの心材部分についてL−LT面を研磨で面出しし、透過型電子顕微鏡(TEM)観察を行うことにより調べた。この際、等厚干渉縞から観察部の膜厚を測定し、膜厚が約0.1〜0.2μmの箇所でのみTEM観察を行って、各サンプル1000倍の倍率で10視野ずつ観察し、それぞれの視野のTEM写真を画像解析することによって、ろう付後の各サイズの金属間化合物の密度を求めた。なお表5に示したろう付後の金属間化合物の分布密度は、それぞれ10視野より求めた値の平均値で表した。
【0083】
(2) ろう付後の高温強度:
600℃×3分のろう付加熱後、200℃/minの冷却速度で冷却し、その後200℃の炉中で1週間放置した。このサンプルを、30℃/minで200℃に昇温後、10分保持し、引張速度10mm/min、ゲージ長50mmの条件で、JIS Z2241に従って引張試験に供した。得られた応力−歪曲線から引張強さを読み取り、100MPa以上の場合を合格として「○」を、また100MPa未満を不合格として「×」を、それぞれ表6中に記入した。
【0084】
(3) フィン接合率:
3003合金のフィン材をコルゲート成形し、供試材のろう材面とあわせた後、これを5%のフッ化物フラックス水溶液中に浸漬し、200℃で乾燥後に600℃×3分のノコロックろう付加熱を行った。この試験コアのフィン接合率が100%のものは合格として「○」印を、また100%未満95%以上のものは「△」印を、95%未満のものは「×」印を、それぞれ表6中に記入した。
【0085】
(4) 繰返し耐圧性:
前述のようにして得られた各ブレージングシートを電縫加工により偏平なチューブ状に成形し、一方3003合金のフィン材をコルゲート成形して、図1に示すように、その偏平チューブ1と2枚のコルゲートフィン2、および厚さ1mmの2枚のブレージングシート3と厚さ10mmの2枚の3003合金板4とを組み合わせて、5%のフッ化物フラックス水溶液中に浸漬し、200℃で乾燥後に600℃×3分のノコロックろう付加熱を行なって、試験コア5を作成した。なおブレージングシート3は、3003合金心材の両面に4045合金ろう材を5%クラッドしたものである。この試験コア5を、図2に示すような繰返し耐圧性試験装置の一対の治具8の間にパッキング9を介して挟み込んで固定し、試験コア5の偏平チューブ1内に、図示しない油圧装置から配管6を介して、温度150℃、圧力170kPa、周波数1Hzの条件で繰返し油圧を加えた。その結果、繰返し数100万回以上で異常のなかったものは合格として「○」印を、また繰返し数100万回未満でチューブ欠陥が生じたものは不合格として「×」印を、それぞれ表6中に記入した。
【0086】
(5) 耐エロージョン性:
上記と同様の条件で繰返し耐圧性試験と同様の試験コアを作製後、断面ミクロ観察を行い、エロージョン発生の有無を確認した。エロージョン無しは合格として「○」印を、エロージョン有りは不合格として「×」印を、それぞれ表6中に記入した。
【0087】
(6) 巨大金属間化合物:
各ブレージングシートの心材部分のL−ST面を研磨により面出しし、ケラー氏液でエッチングした後に光学顕微鏡で観察した。各試験材とも無作為に10個ずつサンプリングして観察を行い、円相当径が100μm以上の巨大な金属間化合物が観察されなかったものは合格として「○」を、また観察されたものは不合格として「×」印を、それぞれ表6中に記入した。
【0088】
(7) 耐食性評価:
引張試験試料と同様に、600℃×3分のろう付加熱を行った後、ろう材側をシールし、Cl−500ppm、SO42−100ppm、Cu2+10ppmを含む88℃の高温水中で8時間、室温放置16時間を1サイクルとするサイクル浸漬試験を3ヶ月間実施し、腐食貫通の生じなかったものは合格として「○」を、生じたものは不合格として「×」を、それぞれ表6中に記入した。
【0089】
【表1】

【0090】
【表2】
【0091】
【表3】
【0092】
【表4】
【0093】
【表5】
【0094】
【表6】
【0095】
これらの表から明らかなように、本発明例であるNo.1〜No.8、No.13〜No.20、No.29〜No.31の場合は、心材の合金成分および熱間圧延条件がこの発明で規定する条件を満たしており、最終冷間圧延後の心材の金属組織として、0.1μm以上0.3μm未満の金属間化合物の密度が10個/μm2以下でかつ0.3μm以上の金属間化合物の密度が0.5個/μm2以下となっており、この発明で規定する金属組織の条件を満たしていた。
【0096】
これに対してNo.9〜No.12は、いずれも心材の合金成分がこの発明で規定する条件を満たしていない例である。またNo.21〜No.28は、心材の合金成分はこの発明で規定する条件を満たしているが、製造工程がこの発明の条件から外れており、その結果これらの例では、いずれも金属組織の条件がこの発明で既定する範囲から外れていた。そしてまたNo.32、No.33の例は、片面の皮材2として、この発明で規定する犠牲陽極材の合金成分組成から外れた合金を用いた例である。
【0097】
さらに、これらの表に基いて、本発明例および比較例について詳細に検討する。
【0098】
表6から明らかなように、本発明例であって金属間化合物の密度条件この発明の規定を満たしているNo.1〜No.5、No.13〜No.16の例では、ろう付後の高温(200℃)での引張強さが80MPa以上と高く、フィン接合率が100%となり、さらにこれらの材料を用いた試験コアは高温での繰返し耐圧試験において100万回以上チューブに欠陥が生じず、優れた耐熱性を有していることが確認された。そしてこれらの発明例のうち、心材にMgを含有しているNo.6〜No.8、No.17〜No.20の例では、ろう付後の高温(200℃)での引張強さが100MPa以上と、より高い高温強度が得られており、フィン接合率が95%以上100%未満とMg無添加の場合よりは劣るものの、材料の高温強度か高いことを考慮すれば問題ない水準ということができる。さらに、これらの本発明例No.1〜No.8、No.13〜No.20の材料は、いずれも耐エロージョン性にも優れており、また100μm以上の巨大金属間化合物は存在しておらず、熱交換器用材料として用いるに好適であることが確認された。
【0099】
これに対して、心材の合金成分がこの発明で規定する条件を満たしていないNo.10〜No.12の比較例では、ろう付後の高温(200℃)での引張強さが80MPa未満となり、これらの材料を用いた試験コアは、高温での繰返し耐圧試験において100万回未満でチューブに欠陥が生じてしまった。
【0100】
また心材にMgを含んでおらず、製造工程がこの発明で規定する条件を外れている比較例のNo.21〜No.24では、ろう付後の高温(200℃)での引張強さが80MPa未満となり、これらの材料を用いた試験コアは、高温での繰返し耐圧試験において100万回未満でチューブに欠陥が生じてしまった。
【0101】
さらに心材にMgを含んでおり、製造工程がこの発明で規定する条件を外れているNo.25〜No.28の比較例では、ろう付後の高温(200℃)での引張強さが80MPa未満となり、またフィン接合率は95%以上100%未満ではあるが、高温強度が100MPa未満の場合にはこれは不充分な水準と言える。そしてこれらのNo.25〜No.28の例の材料を用いた試験コアは、高温での繰返し耐圧試験において100万回未満でチューブに欠陥が生じてしまった。
【0102】
一方、Fe量、Mn量、Mg量が高い合金を心材として用いたNo.9の例の場合は、100μm以上の巨大金属間化合物が存在し、ろう付においてフィンの接合不良およびエロージョンが発生してしまった。
【0103】
さらに、心材の片面に犠牲陽極材をクラッドしているNo.29〜No.33の例については、耐食性の評価も行なった。これらのうち、本発明例であるNo.29〜No.31の例では、腐食貫通が見られず、耐食性が良好であった。これに対して、比較例であるNo.32、No.33の場合は、腐食貫通が生じ、耐食性が不充分とあった。なおNo.29〜No.33の例の場合、ろう付後の高温(200℃)での引張強さは80MPa以上と高く、したがってこの結果から、皮材の一方を犠牲陽極材としたことが高温強度には影響していないことが確認された。
【0104】
以上の実施例から、この発明のブレージングシートは、高温強度に優れ、しかもろう付性が良好で、巨大金属間化合物を含まず、生産性に優れたものであって、熱交換器チューブ用材、特にインタークーラの如く高温高圧下で使用されるチューブ材に適していることが明らかである。
【符号の説明】
【0105】
1 偏平チューブ
2 コルゲートフィン
3 ブレージングシート
5 試験コア
【技術分野】
【0001】
この発明は、自動車用熱交換器等に使用されるアルミニウム合金ブレージングシート、特にインタークーラなどの熱交換器における高温圧縮空気や冷媒の通路構成部材として好適に使用される高耐熱性を有するアルミニウム合金ブレージングシートおよびその製造方法に関するものである。
【背景技術】
【0002】
アルミニウム合金は軽量かつ高熱伝導性を備えているため、自動車用熱交換器、例えば、ラジエータ、コンデンサ、エバポレータ、ヒータ、インタークーラなどに広く用いられている。自動車用熱交換器は、主にろう付法によって製造され、その場合Al−Si系合金のろう材を用いて、600℃程度の高温でろう付するのが通常である。
【0003】
ところでろう付により製造されるアルミニウム合金製熱交換器は、主に放熱を担うコルゲート成形したフィンと、空気や冷却水、冷媒を循環させるための通路構成部材としてのチューブとによって構成される。このような熱交換器において、チューブが破壊して貫通してしまえば、内部を循環している空気や冷却水、冷媒の漏洩が生じてしまう問題がある。一方近年では、自動車の軽量化に対する要求が高まっているため、自動車用の熱交換器を構成する各部材の薄肉化が強く要望されており、特に前述のようなチューブ材としては、肉厚0.6mm程度以下を実現することが望まれている。
【0004】
このような熱交換器の製品寿命向上と軽量化を同時に達成するためには、通路構成部材として、ろう付後の強度に優れたアルミニウム合金ブレージングシートが必要不可欠である。さらに最近では、EUおよび米国における排ガス規制を満足させるため、ディーゼルエンジン車に搭載されるターボチャージャについては、その高性能化が求められている。それに伴なってターボチャージャにより圧縮される空気の圧力も従来よりも高くなる傾向があり、その圧縮空気の温度も、より高くなる傾向にある。そこで、ターボチャージャで圧縮されて高温になった空気を冷却する装置であるインタークーラの使用温度も、従来よりも高温化することとなり、そのため通路構成部材であるブレージングシートについても、ろう付後の耐熱性についての要求が、従来よりも一層強まっている。
【0005】
ここで、チューブとフィンが充分にろう付されていれば、フィンがチューブの変形を抑制するため、上述のような高温において高い圧力が長時間負荷される場合でもある程度高い耐久性を示すことができる。しかしながら、従来よりも高温、高圧で使用されるインタークーラにおいては、従来よりも一層高い耐クリープ性を有するチューブ材が必要とされるのである。
【0006】
従来、自動車用インタークーラのチューブ材としては、JIS3003合金に代表されるAl−Mn系合金などからなる心材の両面にAl−Si系合金などのろう材をクラッドした3層ブレージングシートからなるチューブ材が広く用いられてきた。しかしながら、JIS3003合金心材を使用したクラッド材のろう付後の高温強度は、例えば200℃において60MPa程度の引張強さに過ぎず、最近の高温、高圧で使用されるインタークーラのチューブ材としては不充分であった。
【0007】
ところでAl−Mn系合金からなる心材を用いたブレージングシートの耐熱性を向上させた提案として、既に特許文献1〜3に示すような技術が知られている。
【0008】
そのうち特許文献1には、心材の合金成分を従来の材料よりも増量するとともにMgを含有させ、所定の温度範囲内で熱間圧延・中間焼鈍・最終焼鈍を行なうことにより、耐熱性を向上させたアルミニウム合金ブレージングシートが示されている。また特許文献2には、心材にMgを含有させてろう付後にピーク時効処理を施すことにより、Mg2Siによる析出硬化を利用して耐熱性を向上させたアルミニウム合金ブレージングシートが示されている。さらに特許文献3には、心材の均質化処理条件を規定し、熱間圧延前の加熱を500℃以下とすることにより、金属間化合物の分布を微細にし、強度を向上させたアルミニウム合金ブレージングシートが示されている。
【0009】
しかしながら、これらの特許文献1〜3の提案では、熱間圧延前の加熱時間や熱間圧延に要する時間等が明確かつ厳密には規定されておらず、そのためこれらの工程中において比較的粗大な金属間化合物が析出してしまって、耐熱性の向上に有効である心材アルミニウムの母相中に固溶したMnの量が減少する可能性があり、ろう付後の高温強度が不充分となってしまうおそれがある。したがってこれらの提案の技術では、耐熱性が未だ不充分で、特に200℃程度の高温で使用するに耐える高温強度を確実かつ安定して得ることは困難であった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特表2007−530794号公報
【特許文献2】特表2004−524442号公報
【特許文献3】特開平8−246117号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
この発明は以上の事情を背景としてなされたもので、自動車用インタークーラのチューブ材などとして使用されるアルミニウム合金ブレージングシートの高耐熱化および薄肉化の要求を満たすべく、ろう付後の高温強度等の特性を向上させ、特に従来技術では実現困難であった200℃程度の高温での使用に耐えるような高温強度を有するブレージングシートを提供することを基本的な課題としている。そしてこの発明においては、上述のようにろう付後に優れた高温強度を有しているばかりでなく、ろう付用の材料として、ろう付時のろう拡散が少なくてろう付性も良好なアルミニウム合金ブレージングシート、特にインタークーラなどの自動車用熱交換器の流体通路構成材(チューブ材)として好適に使用できるアルミニウム合金ブレージングシートおよびその製造方法を提供することを課題とするものである。
【課題を解決するための手段】
【0012】
前述のような課題を解決するべく、本発明者等が鋭意実験・検討を重ねた結果、アルミニウム合金ブレージングシートにおけるAl−Mn系合金からなる心材の成分組成を適切に調整し、特に適切な量のCuを添加するとともに、Si量、Fe量を適切に調整し、併せて金属組織、特に金属間化合物の分散状況を適切に調整することにより、前述の課題を解決し得ることを見出した。また心材にそのような金属組織を有するアルミニウム合金ブレージングシートを製造するために適切な条件、特に熱間クラッド圧延における適切な条件を見出した。そしてこれらに基いて、この発明をなすに至ったのである。
【0013】
具体的には、請求項1の発明は、アルミニウム合金からなる心材の片面または両面にAl−Si系ろう材をクラッドしてなるアルミニウム合金ブレージングシートにおいて、前記心材のアルミニウム合金が、Si0.05%以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%のうちから選ばれた1種以上を含有し、残部がAlおよび不可避的不純物からなり、かつ心材部分の金属組織として、厚さ方向の板断面における0.1μm以上0.3μm未満の金属間化合物の分布密度が10個/μm2以下で、しかも0.3μm以上の金属間化合物の分布密度が0.5個/μm2以下であることを特徴とするものである。
【0014】
また請求項2の発明は、請求項1に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、前記心材のアルミニウム合金が、前記各成分元素のほか、さらにMg0.05〜0.5%を含有することを特徴とするものである。
【0015】
さらに請求項3の発明は、請求項1、請求項2のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、前記心材の一方の面にAl−Si系ろう材が、心材の他方の面にAl−Zn系アルミニウム合金からなる犠牲陽極材がクラッドされ、かつそのAl−Zn系アルミニウム合金犠牲陽極材が、Zn1.0〜6.0%を含有し、残部がAlおよび不可避的不純物よりなることを特徴とするものである。
【0016】
そしてまた請求項4の発明は、請求項3に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、Al−Mn系アルミニウム合金犠牲陽極材が、前記各成分元素のほか、さらにSi1.0%以下、Mn1.8%以下、Ti0.02〜0.3%、V0.02〜0.3%のうちから選ばれた1種以上を含有することを特徴とするものである。
【0017】
一方請求項5の発明は、請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって、請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせてこれらを加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、冷間圧延の中途において中間焼鈍を少なくとも1回行う中間焼鈍工程とを有してなり、前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を400℃以上500℃以下の範囲内の温度で10時間以下行ない、さらに熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、さらに板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御し、しかも板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、さらに熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、さらに前記中間焼鈍工程においては、バッチ式の炉を用いて250℃〜400℃の範囲内の温度で中間焼鈍を行なうことを特徴とするものである。
【0018】
また請求項6の発明は、請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって、請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせてこれらを加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、冷間圧延の中途において中間焼鈍を少なくとも1回行う中間焼鈍工程とを有してなり、前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を400℃以上500℃以下の範囲内の温度で10時間以下行ない、熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、さらに板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御し、しかも板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、さらに熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、さらに前記中間焼鈍工程においては、連続式の炉を用いて380〜550℃の範囲内の温度で中間焼鈍を行なうことを特徴とするものである。
【0019】
さらに請求項7の発明は、請求項5、請求項6のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートの製造方法において、前記冷間圧延工程の後、200〜400℃の範囲内の温度に加熱する軟化焼鈍工程を行うことを特徴とするものである。
【0020】
そしてまた請求項8の発明は、請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって、請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせて加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、その冷間圧延工程の後に施す軟化焼鈍工程とを有し、前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を500℃以下の範囲内の温度で10時間以下行ない、熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、さらに板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御し、しかも板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、さらに熱間クラッド圧延を開始してから熱間圧延を終了するまでに要する時間を40分以下に制御し、また前記軟化焼鈍工程における加熱温度を200〜400℃の範囲内とすることを特徴とするものである。
【0021】
また請求項9の発明は、請求項5〜請求項8のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートの製造方法において、前記心材の一方の面にAl−Si系合金ろう材を重ね合わせるとともに、心材の他方の面に、請求項3もしくは請求項4のいずれかの請求項中に記載の成分組成の犠牲陽極材を重ね合せ、その状態で加熱して熱間クラッド圧延に供することを特徴とするものである。
【発明の効果】
【0022】
この発明のアルミニウム合金ブレージングシートは、肉厚0.6mm程度以下と薄肉化しても、フィン接合率や耐エロージョン性などのろう付性に優れているばかりでなく、ろう付後の高温強度が優れていて、200℃程度の高温下での使用に対する耐久性が高く、したがって自動車用熱交換器、特にインタークーラのチューブなど、高温、高圧下で使用される薄肉のブレージングシートとして極めて優れており、熱交換器の軽量化とその寿命の延長を同時に図ることができる。
【0023】
またこの発明の製造方法によれば、前述のように優れた特性を有するアルミニウム合金ブレージングシートを実際に確実かつ安定して製造することができる。
【図面の簡単な説明】
【0024】
【図1】図1は、実施例において繰返し耐圧性評価のために使用した試験コアを示す略解的な斜視図である。
【図2】図2は、実施例において図1に示される試験コアを用いて繰返し耐圧性試験を行なっている状況を示す略解的な断面図である。
【発明を実施するための形態】
【0025】
この発明のアルミニウム合金ブレージングシートおよびその製造方法について、その好ましい実施の態様について、以下に詳細に説明する。
【0026】
先ずこの発明のアルミニウム合金ブレージングシートを構成する心材、ろう材、犠牲陽極材に使用される各合金について説明する。
【0027】
心材のアルミニウム合金としては、Si0.05%以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%のうちから選ばれた1種以上を含有し、残部がAlおよび不可避的不純物からなるものを用いる。このような心材合金の成分限定理由は次の通りである。
【0028】
[心材]
Si:
Siは、通常のアルミニウム合金において不可避的に含有される元素であるが、このSiはMnとともにAl−Mn−Si系の金属間化合物を形成するため、その含有量が多ければ固溶Mn量が減少して、固溶Mnによる固溶強化の効果が充分に得られなくなる。特にSi量が0.3%以上となれば、固溶Mn量が減少して高温強度が低下する。一方Si量を0.05%未満とするためには、高純度のアルミニウム地金を使用しなければならなくなって、コスト上昇を招く。そこで心材のSi量は0.05%以上、0.3%未満の範囲内とした。
【0029】
Fe:
Feは、再結晶核となり得るサイズの金属間化合物を生成しやすく、Feの含有量が多ければ、ろう付後の結晶粒径が微細になってろう拡散が生じやすくなるから、Fe量はできるだけ少ないことが望ましい。しかしながらFe量が0.05%未満では、高純度アルミニウム地金を使用しなければならなくなってコスト上昇を招き、一方Fe量が0.4%を越えれば、ろう付後の結晶粒径が微細となって、ろう拡散が生じるおそれがある。そこでFe量は0.05〜0.4%の範囲内とした。なお好ましくは、Fe量は0.1〜0.2%の範囲内とする。
【0030】
Cu:
Cuは、固溶強化により高温強度の向上に寄与する。Cuの含有量が0.3%未満では、Cu添加による効果が小さく、一方Cu量が1.2%を越えれば、鋳造時に割れが発生する可能性が高くなってしまうから、心材のCu量は0.3〜1.2%の範囲内とした。なお好ましくは、0.5〜1.0%の範囲内のCu量とする。
【0031】
Mn:
Mnは、固溶強化により高温強度の向上に寄与する。Mnの含有量が0.8%未満では、Mn添加による効果が小さく、一方Mn量が1.8%を越えれば、鋳造時に巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。そこで心材のMn量は0.8〜1.8%の範囲内とした。なお好ましくは1.0〜1.6%の範囲内のMn量とする。
【0032】
さらにこの発明のブレージングシートの心材の成分元素としては、Ti、Zr、Cr、Vのうちから選ばれた1種または2種以上を添加する。これらの元素はいずれも高温強度の向上に寄与する元素であり、これらについて次に説明する。
【0033】
Ti:
Tiは、固溶強化により高温強度を向上させる元素であり、0.05〜0.3%の範囲内で選択的に添加する。Ti量が0.05%未満ではその効果は得られず、一方0.3%を越えれば巨大金属間化合物を形成しやすくなって、塑性加工性を低下させる。なおTiのより好ましい添加量範囲は0.1〜0.2%である。なおまた、一般のアルミニウム合金においては、鋳塊の組織微細化のために微量(通常0.005〜0.05%)のTiを添加することがあり、また同じ目的でTiと同時に極微量(通常0.001〜0.01%)のBを添加することがあり、この発明のブレージングシート心材についても、上記の目的からのその程度のTi、Bの添加は許容される。
【0034】
Zr:
Zrも、固溶強化により高温強度を向上させる元素であり、またZrの添加によりAl−Zr系の金属間化合物が析出して、ろう付後の結晶粒粗大化に寄与するから、0.05〜0.3%の範囲内で添加することができる。Zr量が0.05%未満では、その効果が得られず、一方Zr量が0.3%を越えれば、巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。なおZrのより好ましい添加量範囲は、0.1〜0.2%である。
【0035】
Cr:
Crも、固溶強化により高温強度を向上させ、またCrの添加によりAl−Cr系の金属間化合物が析出して、ろう付後の結晶粒粗大化に寄与するから、0.05〜0.3%の範囲内で添加することができる。Cr量が0.05%未満では、その効果が得られず、一方Cr量が0.3%を越えれば、巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。なおCrのより好ましい添加量範囲は、0.1〜0.2%である。
【0036】
V:
Vも、固溶強化により高温強度を向上させる元素であり、0.05〜0.3%の範囲内で添加することができる。V添加量が0.05%未満では、その効果が得られず、一方V添加量が0.3%を越えれば、巨大金属間化合物が生成されすくなって、塑性加工性を低下させる。なおVのより好ましい添加量範囲は、0.1〜0.2%である。
【0037】
この発明のアルミニウム合金ブレージングシートの心材の成分としては、以上の各元素のほかは、基本的にはAlおよび不可避的不純物とすれば良いが、請求項2で規定するように、さらにMgを0.05〜0.5%の範囲内で添加しても良い。
【0038】
すなわち、Mgは、ろう付時にろう材中から拡散したSiと反応してMg2Siを析出することにより、高温強度を向上させる元素であり、高温強度の一層の向上のために必要に応じて添加しても良い。ここで、Mgの添加量が、0.05%未満ではその効果が小さく、一方0.5%を越えればろう付が困難となるから、その添加量は0.05〜0.5%の範囲内とする。なお好ましくは、Mg添加量は0.15〜0.4%の範囲内とする。
【0039】
[ろう材]
この発明のアルミニウム合金ブレージングシートにおける心材の片面もしくは両面にはろう材がクラッドされるが、このろう材としては、従来からアルミニウム合金ブレージングシートに一般的に使用されているAl−Si系合金ろう材を使用することができ、特に限定されるものではなく、例えば、JIS4343、4045、4047合金(Al−7〜13mass%Si)などが好ましい。
【0040】
[犠牲陽極材]
この発明のアルミニウム合金ブレージングシートにおける心材の片面もしくは両面には、前述のようにろう材がクラッドされるが、熱交換器の使用環境として高い耐食性が求められるような場合には、請求項3において規定しているように、心材の片面(すなわちろう材を心材の片面のみにクラッドした場合であって、そのろう材がクラッドされていない側の面)に、犠牲陽極材をクラッドしても良い。その場合の犠牲陽極材としては、Zn1.0〜6.0%、Fe0.05〜0.4%を含有し、残部がAlおよび不可避的不純物よりなるAl−Zn系合金を用いることとする。このような犠牲陽極材の成分限定理由は、次の通りである。
【0041】
Zn:
Znは、Alに添加することによりその電位を卑にすることができ、したがってZnを添加した合金を心材の片面にクラッドすることにより、犠牲陽極効果を発揮させて、耐食性を向上させることができる。ここで、Znの含有量が1.0%未満ではその効果が充分ではなく、一方Znが6.0%を越えれば、腐食速度が速くなって早期に犠牲陽極材が消失し、耐食性が逆に低下してしまうから、犠牲陽極材のZn量は1.0〜6.0%の範囲内とする。なおその範囲内でもZnは特に2.0〜5.0%の範囲内が好ましい。
【0042】
Fe:
Feは、再結晶核となり得るサイズの金属間化合物を生成しやすく、Feの含有量が多ければ、ろう付後の結晶粒径が微細になってろう拡散が生じやすくなるから、Fe量はできるだけ少ないことが望ましい。しかしながらFe量が0.05%未満では、高純度アルミニウム地金を使用しなければならなくなってコスト高を招き、一方Fe量が0.4%を越えれば、ろう付後の結晶粒径が微細となって、ろう拡散が生じるおそれがある。そこでFe量は0.05〜0.4%の範囲内とした。なお好ましくは、Fe量は0.1〜0.2%の範囲内とする。
【0043】
犠牲陽極材として用いるAl−Zn系合金におけるZn、Fe以外の成分については、基本的にはAlおよび不可避的不純物とすれば良いが、主として高温強度向上のため、請求項4において規定しているように、Si、Mn、Ti、Vのうちから選ばれた1種または2種以上を添加しても良い。犠牲陽極材におけるこれらの選択的添加元素の添加理由について次に説明する。
【0044】
Si:
Siは、Fe、MnとともにAl−Fe−Mn−Si系の化合物を形成して、分散強化により高温強度向上に寄与し、またマトリクスに固溶したSiは、固溶強化により高温強度を向上させる。またSiを添加すれば、ろう付時に心材から拡散してくるMgと反応してMg2Si化合物を形成することにより、高温強度向上に寄与する。ここで、犠牲陽極材のSi量が1.0%を越えれば、その犠牲陽極材の融点が低下して、ろう付加熱時に溶融が起こる可能性が高くなり、またSiは犠牲陽極材の電位を貴にする元素であって、Si量が1.0%を越えれば犠牲陽極効果が阻害されて耐食性が低下してしまう。そこでSiの添加量は1.0%以下とした。なおSiのより好ましい添加量は0.8%以下である。
【0045】
Mn:
Mnは、高温強度と耐食性を向上させる元素であり、1.8%以下の範囲内で添加される。Mn量が1.8%を越えれば、鋳造時に巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。またMnは犠牲陽極材の電位を貴にする元素であるため、1.8%を越えてMnを添加すれば、犠牲陽極効果が阻害されて耐食性が低下する。なおMnのより好ましい添加量は1.5%以下である。
【0046】
Ti:
Tiは、固溶強化により高温強度を向上させるとともに耐食性を向上させる元素であり、0.02〜0.3%以下の範囲内で添加する。Ti量が0.3%を越えれば巨大金属間化合物が生成されやすくなって、塑性加工性を低下させる。なおTiのより好ましい添加量範囲は0.1〜0.2%である。なお既に心材について述べたように、通常のアルミニウム合金では、鋳造時の組織微細化のために微量(通常0.005〜0.05%)のTiを添加することがあり、また同じ目的から、Tiと併せて極微量(通常0.001〜0.01%)のBを添加することがあり、この発明のブレージングシートにおける犠牲陽極材のAl−Zn系合金としても、このような目的からTi、Bを添加することは許容される。
【0047】
V:
Vは、固溶強化により高温強度を向上させるとともに、耐食性の向上に効果があり、0.02〜0.3%の範囲内で添加する。V量が0.02%未満ではその効果が得られず、一方V量が0.3%を越えれば、巨大金属間化合物が生成されやすくなって、塑性加工性が低下する。なおVのより好ましい添加量範囲は0.1〜0.2%である。
【0048】
この発明のアルミニウム合金ブレージングシートにおいては、心材、ろう材、さらには犠牲陽極材として使用する各合金の成分組成を前述のように調整するばかりではなく、心材部分の金属組織条件として、最終冷間圧延後の製品板(ろう付加熱前のもの)における金属間化合物の分散状況が重要である。すなわち、ブレージングシートの最終冷間圧延後の心材部分の金属組織として、その厚さ方向の断面において0.1μm以上0.3μm未満のサイズの金属間化合物の分布密度が10個/μm2以下、好ましくは5個/μm2以下であって、しかも0.3μm以上のサイズの金属間化合物の分布密度が0.5個/μm2以下であることが必要である。なおここで規定している金属間化合物のサイズは、全て円相当径を意味するものとする。
【0049】
このように心材部分の金属間化合物のサイズおよび密度を定めた理由は、次の通りである。
【0050】
この発明のアルミニウム合金ブレージングシートの心材においては、基本的には、固溶元素(主として固溶Mn)による固溶強化を主体として、ろう付加熱後の高温強度の向上を図っている。ここで、ろう付加熱前のブレージングシート製品板の段階で、心材部分に金属間化合物が多量に含まれていれば、ろう付加熱中に再固溶し切れなかった金属間化合物が核となってAl−Mn−Si系の化合物が析出し、その結果ろう付加熱後の状態で固溶Mnを主体とする固溶元素量が減少してしまい、固溶強化による高温強度の向上効果が充分に得られなくなってしまう。したがってろう付加熱前の段階で心材中に存在する金属間化合物は、その数が少なくかつそのサイズが小さいことが望ましい。そして本発明者等の詳細な実験・検討の結果、製品板(ろう付加熱前)の心材中における金属間化合物の分布密度が前述のように規制されていることが必要であって、その場合にはじめてろう付加熱後における固溶Mn等の固溶元素量が充分に確保されて、固溶強化による高温強度向上効果が充分に得られることを見出し、前述のような金属間化合物分布条件を定めたのである。なおここでろう付の条件は特に制限されるものではなく、通常は600℃程度まで加熱した後に空冷することにより行なわれるものであって、ここでもろう付加熱後の高温強度等の性能は、通常の条件でろう付した後の性能を意味するものとする。
【0051】
さらに前述のような金属間化合物の分布条件の限定理由について詳細に説明する。
【0052】
ろう付加熱後においてMnを主体とする固溶元素量を充分に確保して固溶強化を充分に図るためには、最終冷間圧延後のアルミニウム合金ブレージングシート(すなわちろう付加熱前のブレージングシート)において、0.1μm以上0.3μm未満の金属間化合物の密度が10個/μm2以下、より好ましくは5個/μm2以下であって、しかも0.3μm以上の金属間化合物の分布密度が0.5個/μm2以下であることが必要である。このような金属組織を有するアルミニウム合金ブレージングシートの心材部分においては、ろう付加熱に供した後の段階でも、心材のアルミニウム母相中にMn、Siを固溶状態で多量に含んでおり、そのためろう付加熱後も充分な固溶強化による高温強度向上効果を発揮することができる。またMn、Siのみならず、選択的に添加されるTi、Zr、Cr、Vによる固溶強化も、高温強度の向上に寄与し、これらの元素のうち1種以上を添加してその元素がろう付後の段階で心材のアルミニウム合金母相中に固溶していれば、より一層充分な固溶強化を発揮することができる。一方最終圧延後のアルミニウム合金ブレージングシートの心材部分において、0.1μm以上0.3μm未満の金属間化合物が10個/μm2より多く含まれる場合、および0.3μm以上の金属間化合物が0.5個/μm2より多く含まれる場合には、ろう付加熱後にMn等の充分な固溶量を確保することができず、固溶強化の効果を期待することができない。
【0053】
ここで、金属間化合物の密度およびサイズは、最終冷間圧延後のブレージングシートにおける心材部分のL−LT面を研磨により面出しして、心材部分の透過型電子顕微鏡(TEM)観察を行うことにより調べたものとする。このTEM観察においては、等厚干渉縞から、観察部の膜厚を測定して、膜厚が0.1〜0.3μmの箇所でのみTEM観察を行ない、TEM写真を画像解析することにより金属間化合物の密度を求めるものとする。
【0054】
なお請求項2のアルミニウム合金ブレージングシートの心材においては、前述のような固溶強化による高温強度向上効果のみならず、Mgを添加してMg2Siを析出させることによる時効硬化によって、より一層の高温強度の向上を図っている。ここで、心材にMgを添加した場合、ろう付性は低下するが、高温強度が充分に高くなることにより、長時間の圧力負荷に対しても充分な耐久性を示すことが可能となる。
【0055】
次にこの発明のアルミニウム合金ブレージングシートの製造方法について説明する。
【0056】
この発明のアルミニウム合金ブレージングシートにおいては、ろう付加熱後に充分な固溶元素量(主として固溶Mn量)を得て、充分な高温強度向上効果を発揮させるために、既に述べたように最終冷間圧延後(ろう付加熱前)に心材部分で0.1μm以上0.3μm未満の金属間化合物の密度が10個/μm2以下、より好ましくは50個/μm2以下で、しかも0.3μm以上の金属間化合物の密度が0.5個/μm2以下となるように規制することが必要であり、このように金属間化合物の過剰な析出を規制するためには、製造工程中で加えられる熱を適切な範囲内に制御する必要があり、とりわけ熱間圧延の各段階における温度や時間の厳密な制御が極めて重要となる。
【0057】
この発明のアルミニウム合金ブレージングシートは、基本的には前述の成分組成の合金からなる心材の片面または両面にAl−Si系ろう材(あるいはAl−Si系ろう材および犠牲陽極材)をクラッドすることによって製造される。そこで、先ず心材の製造方法から説明することとする。
【0058】
心材用の素材として、前述の成分組成を有するアルミニウム合金をそれぞれ溶解し、DC鋳造法等の常法に従って鋳造する。鋳造時においては、鋳塊中に固溶するMnの量を多くするため、鋳造後の冷却速度を1.5℃/s以上とすることが好ましい。得られた心材鋳塊は必要に応じて面削して仕上げ、その後に熱間クラッド圧延に供することとなるが、熱間クラッド圧延前には、心材鋳塊に対して均質化処理を行わないか、または550℃以上の温度で鋳塊加熱を行う。心材鋳塊の均質化処理を行わない場合には、鋳造時に得られる固溶Mn量が多い状態を維持したまま、その後の工程に供することが可能となる。一方、心材鋳塊の均質化処理を行なう場合には、その鋳塊加熱温度を550℃以上とすることにより、心材鋳塊中の金属間化合物を再固溶させて、均質化処理後に固溶Mn量が多い状態として、その後の工程に供することができる。なお均質化処理温度が620℃を越えれば、鋳塊が溶融してしまうおそれがあるから、均質化処理温度は620℃以下とすることが好ましい。
【0059】
得られた心材鋳塊は、前述のようなろう材あるいは犠牲陽極材と組み合わせて重ね合せ、その状態で加熱して熱間クラッド圧延に供する。ここで、この熱間クラッド圧延について、以下では単に「熱間圧延」と記す。なお熱間クラッド圧延前の重ね合せ材の厚みは特に限定しないが、通常は通常は250〜800mm程度(望ましくは300〜600mm程度)である。
【0060】
重ね合せ材の熱間圧延前の加熱については、400℃以上500℃以下で10時間以下とし、引続く熱間圧延では、熱間圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下、さらに板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、しかも板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下、なおかつ板厚20mmに達した時点での材料温度を300℃以上400℃以下に制御し、また熱間圧延を開始してから終了するまでに要する時間を40分以下に制御し、これによってクラッド材を作製する。
【0061】
このような熱間圧延前の加熱および熱間圧延中の各段階での時間、温度の条件を定めた理由は次の通りである。
【0062】
熱間圧延前の加熱を500℃以下かつ10時間以下とすることにより、加熱中における金属間化合物の過剰な析出を抑えことができる。熱間圧延前の加熱が400℃未満では、熱間圧延中の変形抵抗が大きく圧延が困難となり、一方熱間圧延前の加熱が500℃を越えるかあるいは10時間を越えれば、金属間化合物が過剰に析出するため、最終的に金属間化合物のサイズ、密度を前述のように規制することが困難となってしまうから、熱間圧延前の重ね合わせ材の加熱は400〜500℃で10時間以下とした。なお熱間圧延前の加熱のより好ましい条件は、480℃以下で5時間以下である。なおまた、熱間圧延前の加熱においては、好ましい析出物分布を得るためには加熱時間が短いことが好ましく、400〜500℃の範囲内の温度に到達すれば、特にその温度での保持は行なわなくても良いが、材料全体が均一に所定温度とならなければクラッド圧着不良等の問題が生じるおそれがあるから、通常は2時間程度保持することが好ましい。
【0063】
上述のようにして加熱した重ね合わせ材は、直ちに熱間圧延に供する。すなわち、熱間圧延開始温度が実質的に400℃より低い温度に下がらないうちに熱間圧延を開始する。この熱間圧延中においては、加えられる歪の影響により金属間化合物の析出が促進されてしまうため、短時間で熱間圧延を終えることが極めて重要である。
【0064】
前述のように厚みが250〜800mm程度(望ましくは300〜600mm程度)の重ね合せ板に対して熱間圧延を開始してから板厚減少量が50mmに達するまでは、心材とろう材あるいは犠牲陽極材を圧着させる段階であり、この段階に要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度が450℃以下となるように制御することによって、金属間化合物の過剰な析出を抑えることができる。一方、熱間圧延を開始してから板厚減少量が50mmに達した時点での材料温度が400℃未満になれば、心材とろう材あるいは犠牲陽極材とを充分に圧着させることができない。そこで熱間圧延を開始してから板厚減少量が50mmに達するまでの時間を5分以下、板厚減少量が50mmに達した時点での材料温度を400〜450℃の範囲内に規制することとした。
【0065】
さらに、熱間圧延を開始した後、板厚減少量が50mmに達してから板厚が20mmに達するまでの間は、材料温度が比較的高く、しかも加えられる歪の量が極めて多い段階であり、この段階に要する時間を10分以下に制御し、しかも板厚が20mmに達した時点での材料温度を400℃以下に制御することにより、金属間化合物の過剰な析出を抑えることができる。一方、板厚が20mmに達した時点での材料温度が300℃以下になれば、熱間圧延が困難になって製造性が損なわれてしまう。そこで熱間圧延中途で板厚減少量が50mmに達してから板厚が20mmに達するまでの時間は10分以下、板厚が20mmに達した時点での材料温度は300℃以上400℃以下の範囲内に制御することとした。
【0066】
板厚が20mmに達した後は、材料温度が低下しているため、これ以降の段階の熱間圧延に要する時間に関して特別な制御は必要としないが、熱間圧延を開始してから熱間圧延が終了するまでの合計時間は40分以下としなければならない。熱間圧延の開始から終了までの合計時間が40分を越えれば、金属間化合物が過剰に析出するため、最終的に適切な金属間化合物の分布が得られなくなってしまう。
【0067】
以上のように、熱間圧延の各段階に要する時間および各段階における材料温度、さらには合計時間が上記の規定を外れれば、金属間化合物のサイズ、密度を適切に規制することが困難となる。なお熱間圧延終了後にコイルに巻取った後の析出を抑制するため、熱間圧延の終了温度は250℃以下とすることが好ましい。
【0068】
なお、上述のように熱間圧延の各段階に要する時間および各段階における材料温度、さらには合計時間を、上記の条件が満たされるように制御するための具体的手段は特に限定されないが、例えば、熱間圧延の各パス間において温度を測定し、上記の条件を満たすよう、次のパスにおける圧延速度、圧下量、圧延油量などをフィードバック制御する、などの手段を適用すればよい。
【0069】
以上のような熱間圧延により得られたアルミニウム合金クラッド材は、これを冷間圧延に供して、所要の製品板厚(望ましくは0.15〜0.6mm程度)に仕上げるが、請求項5、請求項6の発明の方法の場合、冷間圧延の間において、最終厚さに到達する前の中途の段階で中間焼鈍を少なくとも1回行うものとする。この中間焼鈍には、バッチ焼鈍炉、あるいは連続焼鈍炉(CAL)のいずれを用いても良い。このような中間焼鈍は、最終冷間圧延前の段階で材料を完全に再結晶させて、最終冷間圧延後の製品板の成形性およびろう付性を高めるために必要な工程である。
【0070】
中間焼鈍にバッチ式焼鈍を適用する場合は、中間焼鈍温度を250℃〜400℃の範囲内とすることにより、中間焼鈍後の金属組織を完全に再結晶させることができるとともに、固溶Mn量を多くして、金属間化合物が微細な状態となった材料とすることができる。バッチ焼鈍による中間焼鈍温度が250℃未満では、中間焼鈍後に完全に再結晶した金属組織を得ることができず、一方400℃を越えれば、中間焼鈍中に0.3μm以上のサイズの金属間化合物が過剰に析出してしまい、適切に金属間化合物密度を規制することが困難となる。なおバッチ焼鈍による中間焼鈍におけるより好ましい温度は、300〜370℃である。
【0071】
一方、連続焼鈍炉(CAL)を用いて中間焼鈍を行なう場合、その中間焼鈍温度を380℃〜550℃の範囲内とすることにより、中間焼鈍後の金属組織を完全に再結晶させ、同時に固溶Mn量が多くて金属間化合物が微細かつ少量となった状態を得ることができる。連続焼鈍炉による中間焼鈍温度が380℃未満では、中間焼鈍後に完全に再結晶した金属組織が得られない。ここで、中間焼鈍に連続焼鈍炉を用いる場合には昇温速度および冷却速度が極めて速く、中間焼鈍中の析出がほとんど生じないため、金属組織の観点からは中間焼鈍温度の上限は特に制約されないが、クラッドされたろう材の溶融を防ぐためには、中間焼鈍の上限を550℃以下とする。なお連続焼鈍炉を用いた中間焼鈍において、380〜550℃の範囲内の温度での保持時間は特に規定しないが、通常は5分以下(保持なしを含む)とすれば良い。
【0072】
ここで、中間焼鈍を中途に挟んでの冷間圧延においては、中間焼鈍前の冷間圧延(一次冷間圧延)の圧延率は特に限定されるものではなく、熱間上り板厚および中間焼鈍後の最終冷間圧延率、製品板厚に応じて適宜定めれば良い。一方、中間焼鈍後の最終冷間圧延率は5〜50%とすることが望ましい。最終冷間圧延率が大きくて、その最終冷間圧延により大きな歪が導入されれば、ろう付時のろう拡散を招きやすくなり、また、材料の強度を高くして、後の成形工程に支障をきたすおそれがある。逆に最終冷間圧延率が小さくて歪量が少なすぎれば、ろう付時のろう溶融前に心材が充分に再結晶せず、亜結晶粒が残存して、その亜結晶粒を介してろう拡散が生じてしまう。中間焼鈍条件によっても最終冷間圧延率の最適値は変化するが、上述の観点から、通常は5〜50%の範囲内が望ましく、より好ましくは、10〜40%とする。
【0073】
以上のような最終冷間圧延により製品板厚とされたクラッド材は、これをそのままブレージングシートとして、熱交換器における高温圧縮空気や冷媒の通路構成材(チューブ)に成形してもよいが、成形形状が複雑で、そのままでは成形が困難な場合には、最終冷間圧延の後に軟化焼鈍を施して成形性を向上させても良く、これを規定したのが請求項7の発明である。
【0074】
この軟化焼鈍における加熱温度は200℃〜400℃とする。加熱温度が200℃未満では、成形性が充分に向上されず、一方400℃を越えれば、金属間化合物が過剰に析出するため、最終的に適切な金属間化合物の分布が得られなくなってしまう。なお軟化焼鈍の加熱温度は、より好ましくは250℃〜350℃の範囲内とする。また軟化焼鈍における加熱時間は特に限定しないが、通常は1時間〜10時間程度とすることが望ましい。加熱時間が1時間未満では、ブレージングシートの強度がコイル全体において均一とならないおそれがあり、一方10時間を越えれば、軟化焼鈍の効果が飽和して経済性を損なうだけである。
【0075】
ここで、前述の説明では、熱間圧延後の冷間圧延の中途で中間焼鈍を施すこととしているが、このような中間焼鈍を省略して、中間焼鈍を行わずに最終板厚まで冷間圧延しても良い。但し、その場合は、冷間圧延により所要の板厚とした後、軟化焼鈍を行なう。これを規定したのが請求項8の発明である。
【0076】
このように中間焼鈍を省略する場合でも、熱間圧延前の加熱、熱間圧延中の各条件は、既に述べたものと同様とすれば良い。また熱間圧延後の冷間圧延(中間焼鈍なし)の圧延率は特に限定しないが、通常は5〜95%で行えば良い。冷間圧延率が5%未満では、ろう付時のろう溶融前に心材が充分に再結晶せず、亜結晶粒が残存して、その亜結晶粒を介してろう拡散が生じてしまうおそれがあり、一方一方95%を越えれば、材料の強度が高くなり過ぎ、目標の板厚まで圧延することが困難となるおそれがある。また冷間圧延後の軟化焼鈍の条件も前述の場合と同様であれば良く、200〜400℃の範囲内の温度で、望ましくは1〜10時間加熱する条件とすれば良い。このように、中間焼鈍を省略したプロセスでは、金属間化合物の過剰な析出を抑制し得るため、適切に金属間化合物のサイズ、密度を規制することが容易となる。
【0077】
以上のところにおいて、この発明のアルミニウム合金ブレージングシートの厚みについては特に限定しないが、この発明のブレージングシートの場合、薄肉でも高い高温強度を備えかつろう付性も良好であることから、ターボチャージャにより圧縮空気を循環させるインタークーラのチューブ材などとして高温、高圧力に耐えて、優れた耐久性を示し得ることが大きなメリットである。そこで、これらの用途として、充分な耐久性を維持しつつ、軽量化を図り得るというメリットを生かすためには、0.6mm程度以下(通常は0.15mm以上)の薄肉材として使用することが適切である。ただし、この範囲内の板厚に限定されるものではなく、0.6mm程度以上、5mm程度以下の比較的厚肉の材料として使用することも可能であることはもちろんである。ちなみに、自動車におけるターボチャージャによる圧縮空気を循環させる前述のようなインタークーラのチューブ材の場合、0.6mm程度以下の薄肉材として使用することができる。
【0078】
またこの発明のアルミニウム合金ブレージングシートにおけるろう材のクラッド率は特に限定されるものではないが、通常は片面あたり3〜20%程度とすることが望ましい。また心材の片面に犠牲陽極材をクラッドする場合も、その犠牲陽極材層のクラッド率は特に限定されないが、通常は通常は3〜20%程度とすれば良い。
【実施例】
【0079】
以下にこの発明を実施例に基いて、さらに詳細に説明する。なおこの実施例は、飽くまでこの発明の効果を説明するためのものであり、この発明の技術的範囲が実施例により制限されるものではないことはもちろんである。
【0080】
表1、2に示す合金成分および組成を有する心材、皮材合金(犠牲陽極材用合金)をそれぞれDC鋳造法により鋳造して、各々両面を面削して厚さ500mmに仕上げた。ろう材には、JIS4045合金を用い、ろう材、犠牲陽極材を常法に従って熱間圧延によりそれぞれ50mmの厚さまで圧延した。これらの合金を用い、心材の片面には皮材1として前記ろう材を組み合わせ、もう一方の面には皮材2としてろう材もしくは表2の犠牲陽極材を組み合わせ、重ね合せた。その状態での合計厚みは、600mmであった。具体的な組合せを表5中に示す。なおその状態でのクラッド率は全て片面あたり10%であり、また合計厚みは、600mmであった。このような重ね合わせ材について、表3に示す条件で加熱および熱間圧延を行い、3.5mmの3層クラッド材とし、さらにこのクラッド材に、表4に示す条件で1次冷間圧延、中間焼鈍、最終冷間圧延を施して、H1n調質の板厚0.4mmの板材とし、さらに軟化焼鈍を施した。なおいくつかの例については、中間焼鈍および/または軟化焼鈍を省略した。
【0081】
得られたブレージングシートについて、金属間化合物分布密度を下記に示す方法で調査したので、その結果を表5に示す。さらに各ブレージングシートについて、ろう付後の高温強度、フィン接合率、繰返し耐圧性、耐エロージョン性、巨大金属間化合物、耐食性を下記に示す方法で評価したので、その結果を表6に示す。なお耐食性に関しては、皮材に犠牲陽極材を用いたもののみを評価対象とし、犠牲陽極材を用いずろう材のみをクラッドしたものは評価対象外とした。
【0082】
(1) 金属間化合物の密度:
各ブレージングシートの心材部分についてL−LT面を研磨で面出しし、透過型電子顕微鏡(TEM)観察を行うことにより調べた。この際、等厚干渉縞から観察部の膜厚を測定し、膜厚が約0.1〜0.2μmの箇所でのみTEM観察を行って、各サンプル1000倍の倍率で10視野ずつ観察し、それぞれの視野のTEM写真を画像解析することによって、ろう付後の各サイズの金属間化合物の密度を求めた。なお表5に示したろう付後の金属間化合物の分布密度は、それぞれ10視野より求めた値の平均値で表した。
【0083】
(2) ろう付後の高温強度:
600℃×3分のろう付加熱後、200℃/minの冷却速度で冷却し、その後200℃の炉中で1週間放置した。このサンプルを、30℃/minで200℃に昇温後、10分保持し、引張速度10mm/min、ゲージ長50mmの条件で、JIS Z2241に従って引張試験に供した。得られた応力−歪曲線から引張強さを読み取り、100MPa以上の場合を合格として「○」を、また100MPa未満を不合格として「×」を、それぞれ表6中に記入した。
【0084】
(3) フィン接合率:
3003合金のフィン材をコルゲート成形し、供試材のろう材面とあわせた後、これを5%のフッ化物フラックス水溶液中に浸漬し、200℃で乾燥後に600℃×3分のノコロックろう付加熱を行った。この試験コアのフィン接合率が100%のものは合格として「○」印を、また100%未満95%以上のものは「△」印を、95%未満のものは「×」印を、それぞれ表6中に記入した。
【0085】
(4) 繰返し耐圧性:
前述のようにして得られた各ブレージングシートを電縫加工により偏平なチューブ状に成形し、一方3003合金のフィン材をコルゲート成形して、図1に示すように、その偏平チューブ1と2枚のコルゲートフィン2、および厚さ1mmの2枚のブレージングシート3と厚さ10mmの2枚の3003合金板4とを組み合わせて、5%のフッ化物フラックス水溶液中に浸漬し、200℃で乾燥後に600℃×3分のノコロックろう付加熱を行なって、試験コア5を作成した。なおブレージングシート3は、3003合金心材の両面に4045合金ろう材を5%クラッドしたものである。この試験コア5を、図2に示すような繰返し耐圧性試験装置の一対の治具8の間にパッキング9を介して挟み込んで固定し、試験コア5の偏平チューブ1内に、図示しない油圧装置から配管6を介して、温度150℃、圧力170kPa、周波数1Hzの条件で繰返し油圧を加えた。その結果、繰返し数100万回以上で異常のなかったものは合格として「○」印を、また繰返し数100万回未満でチューブ欠陥が生じたものは不合格として「×」印を、それぞれ表6中に記入した。
【0086】
(5) 耐エロージョン性:
上記と同様の条件で繰返し耐圧性試験と同様の試験コアを作製後、断面ミクロ観察を行い、エロージョン発生の有無を確認した。エロージョン無しは合格として「○」印を、エロージョン有りは不合格として「×」印を、それぞれ表6中に記入した。
【0087】
(6) 巨大金属間化合物:
各ブレージングシートの心材部分のL−ST面を研磨により面出しし、ケラー氏液でエッチングした後に光学顕微鏡で観察した。各試験材とも無作為に10個ずつサンプリングして観察を行い、円相当径が100μm以上の巨大な金属間化合物が観察されなかったものは合格として「○」を、また観察されたものは不合格として「×」印を、それぞれ表6中に記入した。
【0088】
(7) 耐食性評価:
引張試験試料と同様に、600℃×3分のろう付加熱を行った後、ろう材側をシールし、Cl−500ppm、SO42−100ppm、Cu2+10ppmを含む88℃の高温水中で8時間、室温放置16時間を1サイクルとするサイクル浸漬試験を3ヶ月間実施し、腐食貫通の生じなかったものは合格として「○」を、生じたものは不合格として「×」を、それぞれ表6中に記入した。
【0089】
【表1】
【0090】
【表2】
【0091】
【表3】
【0092】
【表4】
【0093】
【表5】
【0094】
【表6】
【0095】
これらの表から明らかなように、本発明例であるNo.1〜No.8、No.13〜No.20、No.29〜No.31の場合は、心材の合金成分および熱間圧延条件がこの発明で規定する条件を満たしており、最終冷間圧延後の心材の金属組織として、0.1μm以上0.3μm未満の金属間化合物の密度が10個/μm2以下でかつ0.3μm以上の金属間化合物の密度が0.5個/μm2以下となっており、この発明で規定する金属組織の条件を満たしていた。
【0096】
これに対してNo.9〜No.12は、いずれも心材の合金成分がこの発明で規定する条件を満たしていない例である。またNo.21〜No.28は、心材の合金成分はこの発明で規定する条件を満たしているが、製造工程がこの発明の条件から外れており、その結果これらの例では、いずれも金属組織の条件がこの発明で既定する範囲から外れていた。そしてまたNo.32、No.33の例は、片面の皮材2として、この発明で規定する犠牲陽極材の合金成分組成から外れた合金を用いた例である。
【0097】
さらに、これらの表に基いて、本発明例および比較例について詳細に検討する。
【0098】
表6から明らかなように、本発明例であって金属間化合物の密度条件この発明の規定を満たしているNo.1〜No.5、No.13〜No.16の例では、ろう付後の高温(200℃)での引張強さが80MPa以上と高く、フィン接合率が100%となり、さらにこれらの材料を用いた試験コアは高温での繰返し耐圧試験において100万回以上チューブに欠陥が生じず、優れた耐熱性を有していることが確認された。そしてこれらの発明例のうち、心材にMgを含有しているNo.6〜No.8、No.17〜No.20の例では、ろう付後の高温(200℃)での引張強さが100MPa以上と、より高い高温強度が得られており、フィン接合率が95%以上100%未満とMg無添加の場合よりは劣るものの、材料の高温強度か高いことを考慮すれば問題ない水準ということができる。さらに、これらの本発明例No.1〜No.8、No.13〜No.20の材料は、いずれも耐エロージョン性にも優れており、また100μm以上の巨大金属間化合物は存在しておらず、熱交換器用材料として用いるに好適であることが確認された。
【0099】
これに対して、心材の合金成分がこの発明で規定する条件を満たしていないNo.10〜No.12の比較例では、ろう付後の高温(200℃)での引張強さが80MPa未満となり、これらの材料を用いた試験コアは、高温での繰返し耐圧試験において100万回未満でチューブに欠陥が生じてしまった。
【0100】
また心材にMgを含んでおらず、製造工程がこの発明で規定する条件を外れている比較例のNo.21〜No.24では、ろう付後の高温(200℃)での引張強さが80MPa未満となり、これらの材料を用いた試験コアは、高温での繰返し耐圧試験において100万回未満でチューブに欠陥が生じてしまった。
【0101】
さらに心材にMgを含んでおり、製造工程がこの発明で規定する条件を外れているNo.25〜No.28の比較例では、ろう付後の高温(200℃)での引張強さが80MPa未満となり、またフィン接合率は95%以上100%未満ではあるが、高温強度が100MPa未満の場合にはこれは不充分な水準と言える。そしてこれらのNo.25〜No.28の例の材料を用いた試験コアは、高温での繰返し耐圧試験において100万回未満でチューブに欠陥が生じてしまった。
【0102】
一方、Fe量、Mn量、Mg量が高い合金を心材として用いたNo.9の例の場合は、100μm以上の巨大金属間化合物が存在し、ろう付においてフィンの接合不良およびエロージョンが発生してしまった。
【0103】
さらに、心材の片面に犠牲陽極材をクラッドしているNo.29〜No.33の例については、耐食性の評価も行なった。これらのうち、本発明例であるNo.29〜No.31の例では、腐食貫通が見られず、耐食性が良好であった。これに対して、比較例であるNo.32、No.33の場合は、腐食貫通が生じ、耐食性が不充分とあった。なおNo.29〜No.33の例の場合、ろう付後の高温(200℃)での引張強さは80MPa以上と高く、したがってこの結果から、皮材の一方を犠牲陽極材としたことが高温強度には影響していないことが確認された。
【0104】
以上の実施例から、この発明のブレージングシートは、高温強度に優れ、しかもろう付性が良好で、巨大金属間化合物を含まず、生産性に優れたものであって、熱交換器チューブ用材、特にインタークーラの如く高温高圧下で使用されるチューブ材に適していることが明らかである。
【符号の説明】
【0105】
1 偏平チューブ
2 コルゲートフィン
3 ブレージングシート
5 試験コア
【特許請求の範囲】
【請求項1】
アルミニウム合金からなる心材の片面または両面にAl−Si系ろう材をクラッドしてなるアルミニウム合金ブレージングシートにおいて;
前記心材のアルミニウム合金が、Si0.05%(mass%、以下同じ)以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%のうちから選ばれた1種以上を含有し、残部がAlおよび不可避的不純物からなり、かつ心材部分の金属組織として、厚さ方向の板断面における0.1μm以上0.3μm未満の金属間化合物の分布密度が10個/μm2以下で、しかも0.3μm以上の金属間化合物の分布密度が0.5個/μm2以下であることを特徴とする、高耐熱性アルミニウム合金ブレージングシート。
【請求項2】
請求項1に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、
前記心材のアルミニウム合金が、前記各成分元素のほか、さらにMg0.05〜0.5%を含有することを特徴とする、高耐熱性アルミニウム合金ブレージングシート。
【請求項3】
請求項1、請求項2のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、
前記心材の一方の面にAl−Si系ろう材が、心材の他方の面にAl−Zn系アルミニウム合金からなる犠牲陽極材がクラッドされ、かつそのAl−Zn系アルミニウム合金犠牲陽極材が、Zn1.0〜6.0%、Fe0.05〜0.4%、を含有し、残部がAlおよび不可避的不純物よりなることを特徴とする、高耐熱性アルミニウム合金ブレージングシート。
【請求項4】
請求項3に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、
Al−Mn系アルミニウム合金犠牲陽極材が、前記各成分元素のほか、さらにSi1.0%以下、Mn1.8%以下、Ti0.02〜0.3%、V0.02〜0.3%のうちから選ばれた1種以上を含有することを特徴とする、高耐熱性アルミニウム合金ブレージングシート。
【請求項5】
請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって;
請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせてこれらを加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、冷間圧延の中途において中間焼鈍を少なくとも1回行う中間焼鈍工程とを有してなり;
前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を400℃以上500℃以下の範囲内の温度で10時間以下行ない、さらに熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、なおかつ板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御するとともに、板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、しかも熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、また前記中間焼鈍工程においては、バッチ式の炉を用いて250℃〜400℃の範囲内の温度で中間焼鈍を行なうことを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項6】
請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって;
請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせてこれらを加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、冷間圧延の中途において中間焼鈍を少なくとも1回行う中間焼鈍工程とを有してなり;
前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を400℃以上500℃以下の範囲内の温度で10時間以下行ない、熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、なおかつ板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御するとともに、板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、しかも熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、また前記中間焼鈍工程においては、連続式の炉を用いて380〜550℃の範囲内の温度で中間焼鈍を行なうことを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項7】
請求項5、請求項6のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートの製造方法において;
前記冷間圧延工程の後、200〜400℃の範囲内の温度に加熱する軟化焼鈍工程を行うことを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項8】
請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって;
請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせて加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、その冷間圧延工程の後に施す軟化焼鈍工程とを有し、
前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を500℃以下の範囲内の温度で10時間以下行ない、熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、なおかつ板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御すとともに、板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、しかも熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、また前記軟化焼鈍工程においては、その加熱温度を200〜400℃の範囲内とすることを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項9】
請求項5〜請求項8のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートの製造方法において;
前記心材の一方の面にAl−Si系合金ろう材を重ね合わせるとともに、心材の他方の面に、請求項3もしくは請求項4のいずれかの請求項中に記載の成分組成の犠牲陽極材を重ね合せ、その状態で加熱して熱間クラッド圧延に供することを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項1】
アルミニウム合金からなる心材の片面または両面にAl−Si系ろう材をクラッドしてなるアルミニウム合金ブレージングシートにおいて;
前記心材のアルミニウム合金が、Si0.05%(mass%、以下同じ)以上0.3%未満、Fe0.05〜0.4%、Cu0.3〜1.2%、Mn0.8〜1.8%を含有し、さらにTi0.05〜0.3%、Zr0.05〜0.3%、Cr0.05〜0.3%、V0.05〜0.3%のうちから選ばれた1種以上を含有し、残部がAlおよび不可避的不純物からなり、かつ心材部分の金属組織として、厚さ方向の板断面における0.1μm以上0.3μm未満の金属間化合物の分布密度が10個/μm2以下で、しかも0.3μm以上の金属間化合物の分布密度が0.5個/μm2以下であることを特徴とする、高耐熱性アルミニウム合金ブレージングシート。
【請求項2】
請求項1に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、
前記心材のアルミニウム合金が、前記各成分元素のほか、さらにMg0.05〜0.5%を含有することを特徴とする、高耐熱性アルミニウム合金ブレージングシート。
【請求項3】
請求項1、請求項2のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、
前記心材の一方の面にAl−Si系ろう材が、心材の他方の面にAl−Zn系アルミニウム合金からなる犠牲陽極材がクラッドされ、かつそのAl−Zn系アルミニウム合金犠牲陽極材が、Zn1.0〜6.0%、Fe0.05〜0.4%、を含有し、残部がAlおよび不可避的不純物よりなることを特徴とする、高耐熱性アルミニウム合金ブレージングシート。
【請求項4】
請求項3に記載の高耐熱性アルミニウム合金ブレージングシートにおいて、
Al−Mn系アルミニウム合金犠牲陽極材が、前記各成分元素のほか、さらにSi1.0%以下、Mn1.8%以下、Ti0.02〜0.3%、V0.02〜0.3%のうちから選ばれた1種以上を含有することを特徴とする、高耐熱性アルミニウム合金ブレージングシート。
【請求項5】
請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって;
請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせてこれらを加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、冷間圧延の中途において中間焼鈍を少なくとも1回行う中間焼鈍工程とを有してなり;
前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を400℃以上500℃以下の範囲内の温度で10時間以下行ない、さらに熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、なおかつ板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御するとともに、板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、しかも熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、また前記中間焼鈍工程においては、バッチ式の炉を用いて250℃〜400℃の範囲内の温度で中間焼鈍を行なうことを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項6】
請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって;
請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせてこれらを加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、冷間圧延の中途において中間焼鈍を少なくとも1回行う中間焼鈍工程とを有してなり;
前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を400℃以上500℃以下の範囲内の温度で10時間以下行ない、熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、なおかつ板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御するとともに、板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、しかも熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、また前記中間焼鈍工程においては、連続式の炉を用いて380〜550℃の範囲内の温度で中間焼鈍を行なうことを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項7】
請求項5、請求項6のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートの製造方法において;
前記冷間圧延工程の後、200〜400℃の範囲内の温度に加熱する軟化焼鈍工程を行うことを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項8】
請求項1もしくは請求項2のいずれかの請求項中に記載されたアルミニウム合金ブレージングシートを製造するための方法であって;
請求項1もしくは請求項2中に記載された成分組成のアルミニウム合金心材用の素材の片面もしくは両面にAl−Si系合金ろう材を重ね合わせて加熱し、熱間圧延を行ってクラッド材とする熱間クラッド圧延工程と、得られたクラッド材を冷間圧延する冷間圧延工程と、その冷間圧延工程の後に施す軟化焼鈍工程とを有し、
前記熱間クラッド圧延工程において、熱間クラッド圧延前の加熱を500℃以下の範囲内の温度で10時間以下行ない、熱間クラッド圧延を開始してから板厚減少量が50mmに達するまでに要する時間を5分以下に制御するとともに、板厚減少量が50mmに達した時点での材料温度を400℃以上450℃以下に制御し、なおかつ板厚減少量が50mmに達してから板厚が20mmに達するまでに要する時間を10分以下に制御すとともに、板厚が20mmに達した時点での材料温度を300℃以上400℃以下に制御し、しかも熱間クラッド圧延を開始してから熱間クラッド圧延を終了するまでに要する時間を40分以下に制御し、また前記軟化焼鈍工程においては、その加熱温度を200〜400℃の範囲内とすることを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【請求項9】
請求項5〜請求項8のいずれかの請求項に記載の高耐熱性アルミニウム合金ブレージングシートの製造方法において;
前記心材の一方の面にAl−Si系合金ろう材を重ね合わせるとともに、心材の他方の面に、請求項3もしくは請求項4のいずれかの請求項中に記載の成分組成の犠牲陽極材を重ね合せ、その状態で加熱して熱間クラッド圧延に供することを特徴とする、高耐熱性アルミニウム合金ブレージングシートの製造方法。
【図1】

【図2】

【図2】
【公開番号】特開2010−209445(P2010−209445A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−59284(P2009−59284)
【出願日】平成21年3月12日(2009.3.12)
【出願人】(000107538)古河スカイ株式会社 (572)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月12日(2009.3.12)
【出願人】(000107538)古河スカイ株式会社 (572)
[ Back to top ]