
高耐熱性有機/無機被覆層を有するポリエチレン系複合微多孔膜
本発明は、ポリエチレン系微多孔膜の一面以上に、耐熱性樹脂及び無機物粒子を同時に含んで形成された有機/無機複合微多孔性被覆層に関するものであり、被覆層を含む全体複合膜の透過度(Gurley)が300sec以下であり、150℃で1時間の収縮率が縦/横方向の両方とも0〜3%、TMA最大収縮率が3%以下であり、TMA meltdown温度が145〜200℃であり、十分な透過度と耐熱性を同時に有することを特徴とするポリエチレン系複合微多孔膜に関する。
前記被覆層によって形成されたポリエチレン系複合微多孔膜は、高温安定性と優れた透過性を同時に有することにより、電池の信頼性と効率性を同時に確保することができ、これに基づき電池の高出力/高容量化に適する隔離膜を提供することができる。
前記被覆層によって形成されたポリエチレン系複合微多孔膜は、高温安定性と優れた透過性を同時に有することにより、電池の信頼性と効率性を同時に確保することができ、これに基づき電池の高出力/高容量化に適する隔離膜を提供することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、既存のポリエチレン系微多孔膜が有する高温での安全性欠如を補完できるポリエチレン系複合微多孔膜に関するものであり、耐熱性樹脂と無機物粒子を含んで形成された被覆層によりポリエチレン系微多孔膜の高温安定性の問題の解決及び電池の安全性の増加を同時に図ることができ、特に、高容量/高出力のリチウム二次電池用隔離膜として優れたポリエチレン系複合微多孔膜に関する。
【背景技術】
【0002】
ポリエチレン系微多孔膜(microporous polyethylene film)は、その化学的安全性と優れた物性により、各種の電池用隔離膜(battery separator)、分離用フィルター及び微細濾過用分離膜(membrane)などに広く用いられている。このうち二次電池用隔離膜は、陽極と陰極の空間的な遮断機能とともに内部気孔による高いイオン伝達力を有している。最近、二次電池の高容量化及び高出力化に伴う電池の電気的安全性の向上のための方法の一つとして隔離膜の特性の向上に対する要求がさらに高まっている。リチウム二次電池の場合、隔離膜の熱的安定性が低下すると、電池内の温度上昇により発生する隔離膜の損傷(デンドライトによる破損)あるいは変形(収縮)と、これによる電極間の短絡が発生する可能性があるため、電池の過熱あるいは発火の危険性が存在する。
【0003】
既存電池の出力と容量では、現在使用されているポリオレフィン系微多孔膜のレベルでも電池の安全性はある程度確保できるが、電池の高出力/高容量が要求されるハイブリッド電気自動車(HEV)、工具などでは、電池の異常挙動の場合に発生する発火及び爆発の可能性が、既存電池より数倍〜数十倍になるため、高温での熱的安定性が非常に必要となる。高温熱的安定性に優れた隔離膜は、高温での隔離膜の損傷を防止して電極間の直接的な短絡を遮断する機能を行う。電池の充放電過程中に電極から生成されるデンドライトなどにより電極間の短絡が発生する場合、電池の発熱が生じるが、この場合、高温安定性に優れた隔離膜は、隔離膜の根本的な損傷を防止して発火/爆発などの発生を抑制することができる。
【0004】
隔離膜の熱的安定性を高める方法として、隔離膜を架橋する方法、無機物を添加する方法、そして耐熱性を有する樹脂をポリエチレン樹脂と混合したり被覆層を形成する方法などがある。このうち、耐熱性に優れた樹脂を混錬して使用する方法が米国特許第5,641,565号に開示されている。この技術は、ポリエチレンと異種樹脂であるポリプロピレンと無機物の添加による物性低下を防止するために、分子量100万以上の超高分子量分子が必要である。また、使用済みの無機物を抽出、除去するための工程が追加されて工程が複雑になるという短所がある。
【0005】
ポリオレフィン系微多孔膜に被覆層を形成する方法は、米国特許第5,691,077号及び日本特許公開第2002−321323号に開示されている。乾式法または湿式法を利用してポリプロピレン層を導入したが、耐熱層の延伸、及びポリプロピレンの溶融点の限界により、熱収縮を根本的に防止することが難しいため、高耐熱性隔離膜を製造するには限界がある。また、韓国特許公開第2007−0080245号及び国際公開特許WO2005/049318では、耐熱樹脂であるポリビニリデンフルオライド共重合体を被覆層に導入して隔離膜の耐熱性及び電池の熱的安定性を向上させようとしたが、非水系電池の電解液として使用するプロピレンカーボネート(propylene carbonate)、エチレンカーボネート(ethylene carbonate)、ジエチルカーボネート(diethyl carbonate)、ジメチルカーボネート(dimethyl carbonate)及びエチルメチルカーボネート(ethyl methyl carbonate)などの有機溶媒に容易に溶解またはゲル化されるため、電池の熱的安定性の向上には限界がある。
【0006】
高耐熱樹脂を適用したポリオレフィン系複合微多孔膜は、日本特許公開第2002−355938号に開示されている。高耐熱性の樹脂を相分離法によりポリエチレン系微多孔膜層に導入したが、薄膜の被覆層を形成するために単独で樹脂を乾燥することによって相分離させ気孔を形成する方法は、効率的な透過性を有することが難しく、湿度及び温度などの乾燥条件によって相分離の大きさ及び均一性が大きく変わるため、品質の均一性に優れた隔離膜を生成することに限界がある。また、電池内部の短絡のような電池の異常挙動において急激な温度上昇により発生する基材層の収縮を効果的に遮断することができない。また、塗布された被覆層の耐熱性が優れることで、基材層の溶融温度である130℃でも熱変形が発生せず、基材層の収縮をある程度遮断することはできるが、低い透過度及び被覆層樹脂の粗末なネットワーク構造のため基材層の収縮を完全に防止するにはその抵抗力が非常に不十分であり、熱的安定性が向上した隔離膜を製造する方法として不適合である。
【0007】
高耐熱樹脂層内に無機物を混合して被覆層を形成する方法は、韓国公開特許10−2004−0050149及び10−2007−0080245に開示されている。ポリオレフィン系微多孔膜の表面にポリマーをバインダーにして無機粒子を導入したが、無機粒子の導入は主に隔離膜の電解液の含浸性を増加させることが目的であり、使用されるバインダーポリマーの場合、主に電解液内でゲル化されやすいため、無機物の耐熱特性を効果的に発揮することが難しい。また、日本特許公開第2007−273443では、耐熱性と高透過性を同時に確保するための方法として、溶液を塗布した後、可塑剤を抽出する方法を適用したが、この場合、基材層表面の可塑剤の存在によって被覆層が基材層に結着されるのが難しいため、基材層から脱離されやすく、可塑剤を抽出する際に使用される溶媒の影響により被覆層の耐熱樹脂に損傷を与える可能性があるため、均一で効果的な耐熱性を有する隔離膜を生成することに限界がある。
【0008】
韓国公開特許10−2006−0101541などに言及されている溶融温度が170℃ほどのPVDFやPVDF−共重合体、PVAなどは、エチレンカーボネート(ethylene carbonate)、プロピレンカーボネート(propylene carbonate)、ジエチルカーボネート(diethyl carbonate)などの高い極性を有する有機溶媒を使用する場合、高温でゲル化が生じて基材層との脱離が発生されるため、熱的安定性を向上させることを目的とする被覆層と言うには無理がある。
【0009】
電池の高容量化、高出力化に伴い二次電池用隔離膜が備えるべき主要特性である耐熱性において、従来技術は、導入する樹脂自体の耐熱性に限界があるか、高い耐熱性を有する樹脂を使用しても製造方法などの問題により隔離膜の耐熱性の向上に大きく寄与することができず、他の物性、即ち、気体透過度が低いか、品質の均一性が良好でないと評価される。また、実際電池に適用する場合、高温、高電圧及び有機電解液の下で安定した熱的安定性を提供することができないという短所がある。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】米国特許第5,641,565号
【特許文献2】米国特許第5,691,077号
【特許文献3】日本特許公開第2002−321323号
【特許文献4】韓国特許公開第2007−0080245号
【特許文献5】国際公開特許WO2005/049318
【特許文献6】日本特許公開第2002−355938号
【特許文献7】韓国公開特許10−2004−0050149号
【特許文献8】韓国公開特許10−2007−0080245号
【特許文献9】日本特許公開第2007−273443号
【特許文献10】韓国公開特許10−2006−0101541号
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明者らは、上記従来技術の問題点を解決するために鋭意研究の結果、以下のような特性を有するポリエチレン系複合微多孔膜が、耐熱性及び透過度の面において効果的であり、品質の均一性に優れるため、リチウム二次電池用隔離膜として優れているということが分かった。
【0012】
(1)ポリエチレン系微多孔膜の表面の少なくとも一面以上に、溶融温度又はガラス転移温度が170℃〜500℃である耐熱性樹脂と、無機物粒子とを同時に使用して形成される熱特性に優れた有機/無機複合微多孔性被覆層を有するポリエチレン系複合微多孔膜。
(2)被覆層を含む全体複合膜の透過度(Gurley)が300sec以下であり、150℃で1時間の収縮率が縦/横方向に0〜3%、TMA(Thermo mechanical analysis)最大収縮率が3%以下であり、メルトダウン(Meltdown)温度が145〜200℃であることを特徴とするポリエチレン系複合微多孔膜。
(3)前記組成によって形成された被覆層の厚さは、基材層であるポリエチレン系微多孔膜の厚さの10〜60%に形成されるポリエチレン系複合微多孔膜。
【0013】
前記発明を適用するために次の方法を利用した。
(1)ポリエチレン系微多孔膜を製造する段階と、
(2)耐熱性樹脂を溶媒に溶解する段階と、
(3)製造された溶液に無機物を添加して分散させる段階と、
(4)ポリエチレン系微多孔膜に耐熱性樹脂及び無機物が溶解されている溶液を一面以上に塗布する段階と、
(5)形成された被覆層で溶媒を十分乾燥及び除去する段階と、
を利用して製造されることを特徴とするポリエチレン系複合微多孔膜。
【0014】
本発明は、前記物性を含み、品質安定性に優れるとともに高温での隔離膜の高い熱的安定性と高い透過度を有するポリエチレン系複合微多孔膜を提供することを目的とし、さらに電池の高出力/高容量化に適する隔離膜を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明によるポリエチレン系複合微多孔膜は、ポリエチレン系微多孔膜の表面の少なくとも一面以上に、耐熱性樹脂と無機物粒子とを同時に使用して形成される熱特性に優れた有機/無機複合微多孔性被覆層を有するポリエチレン系複合微多孔膜である。被覆層を含む全体複合膜の透過度(Gurley)が300sec以下であり、150℃で1時間の収縮率が縦/横方向に0〜3%、TMA最大収縮率が3%以下であり、TMA meltdown温度が145〜200℃であることを特徴とするポリエチレン系複合微多孔膜であって、前記の透過度及び耐熱性を確保するために、有機溶媒100wt%に耐熱性樹脂及び無機物粒子を含む固形分の含量が8〜35wt%であり、耐熱性樹脂と無機物の体積比が30/70〜10/90であることを特徴とし、被覆層の総厚さはポリエチレン系微多孔膜の10〜60%であることを特徴とするポリエチレン系複合微多孔膜である。
【0016】
被覆層を支持する耐熱性樹脂が高温で電解液によって膨潤されると、高温安定性を向上させるための被覆層は、それ以上基材層上に安定的に存在することができず、電解液によって崩壊されるため、高温での電解液に対する抵抗性は、高分子樹脂を選定する際に必ず必要な条件の一つである。これを満すためには、主鎖に芳香族環を含み、溶融温度またはガラス転移温度が170℃〜500℃である樹脂を使用することが好ましく、このような樹脂としては、ポリアリールアミド(Polyarylamide)、ポリアリレート(Polyarylate)、ポリフェニルスルホン(Polyphenylsulfone)などがある。
【0017】
上記耐熱性樹脂のみを使用して被覆層を形成すると高温で発生する基材層の収縮を遮断することができる。しかし、隔離膜として備えるべき透過度を十分具現することができないという短所がある。相分離法などにより透過度を具現することはできるが、前記透過度(Gurley)300sec以下の範囲内で形成された被覆層は粗末なネットワーク構造を有するため、高温安定性が著しく減少されるという短所がある。
【0018】
高い透過度と高温安定性を同時に満たす隔離膜を開発するために、本発明では、直径が0.1〜2μmであるCaCO3、Al2O3、SiO2、BaTiO3、TiO2のうち少なくとも1種以上を含む無機粒子を耐熱性樹脂とともに使用した。前記無機粒子は、耐熱性樹脂との接着性のために表面処理を施してもよく、これら無機物は、剛性を有するため、外部の衝撃及び力によって容易に変形されず、200℃の高温で熱変形が発生しないため、耐熱性樹脂との結合により、高温で発生する基材層の収縮を防止することができる。また、無機粒子自体が有している空隙率と耐熱性樹脂との適切な割合により透過度を具現することができるため、高透過度を維持するとともに高温安定性が確保された隔離膜を製造することができる。
【0019】
本発明では、ポリエチレン系微多孔膜の表面の一面以上に、有機/無機複合膜をさらに形成するため、既存ポリエチレン系微多孔膜の気孔を塞ぎ、透過度が減少される。特に、複合膜形成によって透過度が300sを超えると、高耐熱性を有した複合膜であっても、電池出力及び電池サイクル(cycle)の特性が著しく減少するため、効率的な隔離膜と言えない。本発明では、様々な透過度を有するポリエチレン系微多孔膜を使用して複合膜を形成した結果、最も安定的でかつ電池挙動を妨害しないレベルの透過度の範囲が300s以下であることが分かった。
【0020】
本発明で要求される高温安定性と高透過度を具現するために適した無機粒子の直径は0.1〜2μmである。粒径が0.1μm以下である場合、無機粒子の表面積が大きく増加して耐熱性樹脂との結合による無機粒子間の空間が著しく減少することにより透過度が減少されるため、本発明で要求する高い熱的安定性と透過度を具現するには困難がある。一方、粒径が2μm以上である場合、無機粒子全体の表面積が減少するため、高耐熱性樹脂との接触面積が相対的に減少し、多量の高耐熱性樹脂が基材層の表面に塗布されることにより基材層の気孔を塞ぐため、透過度が大きく減少するという問題点が生じる。また、基材層の単位面積に存在する無機物の数が減少し、基材層と無機物間の接触が減少して、基材層の収縮を効果的に遮断することができない。従って、十分な熱的安定性を確保しながら透過度減少を最小化するためには、無機物の粒径は、必ず0.1〜2μmの範囲を含まなければならない。
【0021】
被覆層と基材層との接着力及び高温安定性と十分な透過度を確保するためには適切な溶液の組成が必要である。耐熱性樹脂と無機物は、30/70〜10/90(volume%)に製造されなければならず、全体溶液で固形分(耐熱性樹脂と無機粒子の含量、wt%)が8〜35%になると高温安定性が維持され、かつ高い透過度を有することができる。耐熱性樹脂と無機物との体積比が30/70(volume%)以下になると、樹脂の割合が増加して、被覆層の構造が不規則的に形成され、気孔構造がほとんど生じないため、高い透過度を有する複合膜を製造することに困難があり、無機物の割合が低下するため、高温で発生する収縮を遮断できる効果的な被覆層が形成されることができない。一方、10/90(volume%)以上である場合、結着剤の機能を行う耐熱性樹脂の割合が低下するため、高い透過度を有する被覆層を製造することはできるが、被覆層と基材層との連結及び無機物間の連結が粗末になり、熱的安定性は著しく減少する。また、前記体積比の範囲内で固形分の含量が8重量%以下に減少すると、溶液の粘度が低くなりすぎて所望の厚さの被覆層を形成するのが難く、十分な高温安定性を維持するには耐熱性樹脂や無機粒子の量が著しく少ないため、基材層の変形に対する十分な抵抗力を有することができない。一方、固形分の含量が35重量%を超えると、溶液の分散及び無機粒子の沈殿問題が生じ、溶液の粘度が上昇して、不均一な被覆層を形成されるという問題点が発生する。
【0022】
耐熱性樹脂と無機粒子を前記提示した割合で混合して製造された被覆層は、高温安定性と高透過度を有するために、ポリエチレン系微多孔膜(基材層)の厚さの10〜60%に製造/存在しなければならない。前記組成を使用して製造しても被覆層の厚さが基材層の10%以下になると、厚さが薄いため透過度の減少は最小化されるが、高温で発生する基材層の収縮を十分に抑制することができなくなる。一方、基材層の厚さの60%以上である場合、透過度で抵抗層として作用する被覆層の厚さが厚くなって透過度が著しく減少し、形成される複合膜(被覆層+基材層)の柔軟性(flexibility)が減少されるため、フィルムの折曲などにより被覆層が割れやすくなり、被覆層の無機物の飛散が発生して作業性及び耐熱性が低下する。
【0023】
基材層に塗布される被覆層の場合、上記厚さ範囲内で15〜60%の空隙率を有する被覆層が形成されると効果的な複合膜が製造される。被覆層の空隙率は、樹脂と無機物との体積比及び固形分の含量により一次的に調節することができ、さらに被覆層を塗布した後、乾燥過程により調節することができる。同一の溶液組成と被覆層の厚さが一定であると、空隙率が低い場合、空隙率が高い場合より相対的に単位体積当たりの密度が高い無機物が密集されているということになるため、空隙率が高い場合より単位面積当たりの重量が増加して電池エネルギー密度(W/kg)が大きく低下し、透過度を有する空間が小さいという意味であるため、低い透過度を有する。一方、60%以上の空隙率を有する場合には、形成される気孔が粗末であったり被覆層の表面に相当不規則的な大きい気孔(被覆層の形成際に誤った乾燥条件により発生されるmicro−void形態の欠陷)が形成される。また、この場合、基材層の透過度の減少が最小化されることはできるが、大きい体積を有する気孔構造によって基材層と被覆層との接触面積が減少して、両層間の接着力が減少し、被覆層の脱離現象が生じやすい。また、単位体積当たりの無機粒子と樹脂の量が少ないため、高温での十分な熱的安定性を保障することができなくなる。被覆層の空隙率は無機粒子の割合が高いほど高く現れる。
【0024】
本発明で言及するポリエチレン系微多孔膜の場合、延伸過程により製造されるため、高温で収縮が発生し、特に、溶融温度である130℃辺りでは収縮が大きく発生して微多孔膜の構造が完全に破壊される。前記で説明したが、耐熱性樹脂を単独で使用する場合には耐熱性と高透過性を同時に確保することができないため、無機粒子を混合すると二つの効果を同時に具現することができる。高温で生じる収縮は、基本的に二軸延伸である場合、X、Y方向の収縮が生じ、前記条件により形成される被覆層を有した複合膜の場合には約150℃の高温で収縮が3%以上発生しない。高温で基材層は、X、Y方向に収縮を生じさせ、基材層の表面に存在する耐熱性樹脂と無機粒子も同時に同じ方向に収縮される力を印加される。耐熱性樹脂は、基材層が収縮する温度である130℃から耐熱性樹脂の溶融点まで、固体状態を維持し、無機粒子との連結形態を維持するため、基材層の収縮が遮断される。例えば、基材層の一面に被覆層を形成すると、被覆層による基材層収縮遮断効果を確かに確認することができる。130℃以上の高温で被覆層が形成された基材層の表面では収縮が発生せず、被覆層が形成されていない基材層の表面は収縮が生じるため、複合膜は被覆層が形成されていない方向に押圧される現象が発生する。これは、被覆層は収縮が生じないため高温で全く変化しないことを意味し、基材層は収縮が生じるため押圧が発生することを意味するものである。このような現象は、確かに前記言及された条件を満たす場合にのみ生じる現象であって、前記条件のうち一つでも一致しない場合、複合膜は高温で基材層のように収縮する。また、被覆層によって基材層のX、Y方向の収縮が遮断されるため、Z方向(厚さ方向)への収縮が観察される。
【0025】
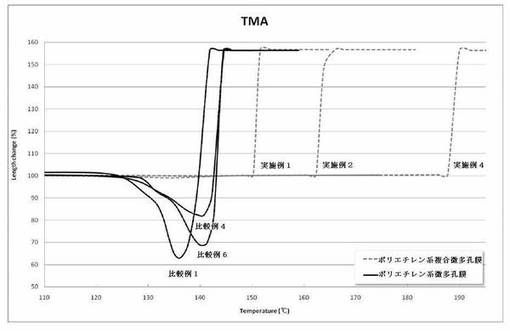
TMAは、通常、高温での試片の熱的挙動を示す実験方法であって、6mm×10mmの試片に一定重量の錘を取り付けて一定速度で昇温しながら試片の収縮及び延伸程度を測定するものである。TMA測定は、隔離膜自体の高温安定性を評価することができる項目であるだけでなく、電池での熱的安定性を予測できる方法の一つである。従って、TMA最大収縮温度及びTMA meltdown温度は、隔離膜の高温安定性、さらに電池の熱的安定性を予測できる基準と言える。一般的なポリエチレン系微多孔膜の場合、TMA最大収縮温度は約135℃であり、工程上変数によって最大収縮率及び収縮温度が決定されることもあるが、TMAの最大収縮は約0〜60%であり、TMA meltdown温度は約144℃以下である。場合によっては、最大収縮がマイナスである場合もあるが、TMA meltdown温度が140℃以下と、大体低い。一方、本発明で提示した条件を使用して被覆層を形成した複合膜の場合、ポリエチレン系微多孔膜の収縮を遮断するため、TMA最大収縮温度での最大収縮率は3%以下であり、メルトダウン(Meltdown)温度が145℃〜200℃である二つの条件を同時に満たす。最大収縮率が3%を超える場合、基材層の収縮を被覆層が効果的に遮断することができず、通常、基材層の収縮によって無機物と耐熱樹脂からなる被覆層が割れるため、十分な耐熱特性を有することができない。TMA meltdown温度は、被覆層を形成する混合溶液組成及び工程条件に応じて、145℃〜200℃まで多様に分布する特徴を有しているが、フィルムに製造されたポリアリレート単独のTMA meltdown温度は約210℃である。
【0026】
前記の目的を果たすための本発明のポリエチレン系複合微多孔膜を製造する方法は下記の工程を含む。
【0027】
(1)ポリエチレン系微多孔膜を製造する段階
(2)耐熱性樹脂を溶媒に溶解する段階
(3)製造された溶液に無機物を添加して分散させる段階
(4)ポリエチレン系微多孔膜に耐熱性樹脂及び無機物が溶解されている溶液を一面以上に塗布する段階
(5)形成された被覆層で溶媒を十分に乾燥及び除去する段階
【0028】
これをより詳細に説明すると次のとおりである。
(a)重量平均分子量が2.0×105〜4.5×105であるポリエチレン20〜50重量%と希釈剤80〜50重量%を含む混合物を相分離温度以上で溶融/混錬/押出して押出機内で熱力学的単相に製造する段階
(b)単相の溶融物を相分離が行われるようにしてシート状に成形する段階
(c)(b)段階で製造したシートを同時二軸延伸法または逐次二軸延伸法により、横方向、縦方向の延伸比をそれぞれ3.0倍以上に延伸する段階
(d)延伸されたフィルムに一定張力を印加した状態で希釈剤を抽出し、乾燥させる段階
(e)乾燥したフィルムの残留応力などを除去してフィルムの収縮率を減少させる熱固定段階
(f)(e)段階で製造された隔離膜の表面の一面以上に耐熱性物質が溶解された溶液を塗布する段階
(g)(f)段階で塗布された溶液で溶媒を乾燥及び除去して被覆層を形成する段階
【0029】
前記の各段階をより具体的に説明すると、下記のとおりである。
【0030】
ポリエチレンと高温で単相を形成することができる低分子量の有機物質(以下、希釈剤)をポリエチレンが溶解される高温で押出/混錬して熱力学的単相(single phase)を形成する。これら熱力学的単相を形成したポリエチレンと希釈剤溶液を常温に冷却させると、冷却過程中にポリエチレンと希釈剤の相分離が行われる。この際、相分離される各相は、ポリエチレンが大部分の含量を構成するポリエチレン多含有相(polyolefin rich phase)と、希釈剤に溶解されている少量のポリエチレンと希釈剤からなる希釈剤多含有相(diluents rich phase)により構成される。相分離を所望の程度進めた後、溶融物を完全に冷却してポリエチレン多含有相を固体化した後、希釈剤多含有相を有機溶剤で抽出すると、ポリエチレン微多孔膜が製造される。
【0031】
微多孔膜の基本物性は、相分離過程でポリエチレン多含有相内のポリエチレン濃度によって決定される。相分離が十分行われ、ポリエチレン多含有相のポリエチレン濃度が十分高くなると、冷却後の延伸の際にポリエチレン鎖の流動性が低下して、強制配向効果が増大される結果をもたらし、延伸後の機械的強度がさらに大きく増加する。即ち、同一の分子量の樹脂を使用して希釈剤との相分離を十分発生させたと仮定すると、そうでない組成物に比べてはるかに優れた機械的強度を有することになる。
【0032】
本発明で使用される希釈剤は、押出加工温度で樹脂と単相を成す全ての有機液状化合物(organic liquid)を使用することができる。例えば、ノナン(nonane)、デカン(decane)、デカリン(decalin)、パラフィンオイル(paraffin oil)などの脂肪族(aliphatic)あるいは環状炭化水素(cyclic hydrocarbon)類と、ジブチルフタレート(dibutyl phthalate)、ジヘキシルフタレート(dihexyl phthalate)、ジオクチルフタレート(dioctyl phthalate)などのフタル酸エステル(phthalic acid ester)類と、ジフェニルエーテル(diphenyl ether)、ベンジルエーテル(benzyl ether)などの芳香族エーテル類と、パルミチン酸、ステアリン酸、オレイン酸、リノール酸、リノレン酸などの炭素数10個〜20個の脂肪酸類と、パルミチン酸アルコール、ステアリン酸アルコール、オレイン酸アルコールなどの炭素数10個〜20個の脂肪酸アルコール類と、パルミチン酸モノー、ジー、またはトリエステル、ステアリン酸モノー、ジー、またはトリエステル、オレイン酸モノー、ジー、またはトリエステル、リノール酸モノー、ジー、またはトリエステルなどの脂肪酸群の炭素元素数が4〜26個である飽和及び不飽和脂肪酸のうち何れか一つまたは二つ以上の脂肪酸が、ヒドロキシル基が1〜8個であり、炭素数が1〜10個であるアルコールとエステル結合された脂肪酸エステル類がある。相分離される条件を満たすと、前記物質を1個以上混合して使用することも可能である。
【0033】
本発明で使用されるポリエチレンと希釈剤の組成は、ポリエチレンが20〜50重量%であり、希釈剤が80〜50重量%であることが好ましい。前記希釈剤の含量が50重量%未満である場合、空隙率が減少して気孔のサイズが小くなり、気孔間の相互連結(inter−connection)が減少して透過度が大きく低下する。一方、前記希釈剤が80重量%を超えると、ポリエチレンと希釈剤の混錬性が低下して、ポリエチレンが希釈剤に熱力学的に混錬されずゲル形態に押出されて、延伸時に破断及び不均一な厚さなどの問題をもたらす可能性がある。
【0034】
前記組成物には、必要に応じて、隔離膜の特性が大きく低下しない範囲内で、酸化安定剤、UV安定剤、帯電防止剤などの特定機能を向上するための一般的添加剤を添加することができる。
【0035】
また、前記ポリエチレン系微多孔膜には、気孔形成、耐熱性の向上、有機電解液含浸性の向上のために選択された適切な無機粒子が含まれることができる。これによる粒子には、天然または有機的に変形されたクレイ(clay)、Si、Al、Ca、Ti、B、Sn、Mg、Li、Co、Ni、Sr、Ce、Zr、Y、Pb、Zn、Baのような金属または半導体元素を単独または混合した酸化、硫化、窒化、炭化物などのような無機粒子またはこれらの混合物を使用することができる。
【0036】
溶融物からシート状の成形物を形成する方法として、一般的なキャスティング(casting)またはカレンダリング(calendering)法を全て使用することができる。溶融/混錬/押出過程を経た単相の溶融物を常温に冷却させて一定厚さと幅を有するシートを製造する。相分離過程を経て製造されたシートを同時二軸延伸法または逐次二軸延伸法により横方向、縦方向それぞれ3.0倍以上に、かつ総延伸比を24〜70倍に延伸する。
【0037】
前記の延伸段階で延伸されたフィルムは、有機溶媒を利用して内部の希釈剤を抽出して乾燥する。抽出方法は、沈積(immersion)方法、溶剤スプレー(solvent spray)方法、超音波(ultrasonic)法などの一般的な全ての溶媒抽出方法を夫々あるいは複合的に使用することができる。
【0038】
乾燥されたフィルムは、残留応力を除去して収縮率を減少させるために熱固定段階を経る。熱固定は、フィルムを固定させて熱を加え、収縮しようとするフィルムを強引に固定して残留応力を除去することである。ここで熱固定時間は、熱固定温度が高い場合には相対的に短くしなければならず、熱固定温度が低い場合には相対的に長くすることができる。好ましくは15秒〜2分程度が好適である。
【0039】
前記のポリエチレン系微多孔膜の気体透過度は1.5×10−5Darcy以上、穿孔強度は0.1N/μm以上、引張強度は500Kg/cm2以上であり、閉温度は140℃以下、溶融破断温度は140℃以上であることが電池の適用際に十分な安全性を確保できる。
【0040】
このように製造されたポリエチレン系微多孔膜に、熱的安定性を改善するために基材層の一面以上に高耐熱性樹脂と無機物を混合した耐熱性被覆層を形成する過程により、ポリエチレン系微多孔膜の一面以上に高耐熱性樹脂と無機物を混合した溶液を塗布し、適した湿度と温度及び風量下で溶媒を除去及び乾燥する段階を含む。
【0041】
前記工程(2)で使用される耐熱性樹脂は、ポリアリールアミド(Polyarylamide)、ポリアリレート(Polyarylate)、ポリフェニルスルホン(Polyphenylsulfone)などがあり、有機溶媒は前記耐熱性樹脂をどのような条件下でも溶解でき、前記無機物を分散できるものであれば使用が可能であり、テトラクロロエタン(tetrachloroethane)、メチレンクロライド(methylene chloride)、クロロホルム(chloroform)、1,1,2−トリクロロエタン(1,1,2−trichloroehtane)、テトラヒドロフラン(tetrahydrofuran)、ジオキサン(1,4−dioxane)、クロロベンゼン(chlorobenzene)、シクロヘキサノン(cyclohexanone)、ジメチルホルムアミド(dimethylformamide)、アセトン(acetone)、ジメチルスルホキシド(dimethylsulfoxide)、N−メチル−2−ピロリドン(n−methtl−2−pyrrolidone)などから選ばれる1種以上が含まれる。
【0042】
被覆層は、有機溶媒に溶解及び分散している上記耐熱性樹脂と、直径が0.1〜2μmであるCaCO3、Al2O3、SiO2、BaTiO3、TiO2のうち少なくとも1種以上を含む無機物を含み、基材層であるポリエチレン系微多孔膜の一面以上に塗布され、この際、耐熱性樹脂と無機物は30/70〜10/90(volume%)に製造され、全体溶液で固形分の含量は8〜35%になるように溶液を製造する。
【0043】
塗布する方法は、当業界に公知されたものであれば特に制限されず、バー(bar)コーティング法、ロッド(rod)コーティング法、ダイ(die)コーティング法、ワイヤ(wire)コーティング法、コンマ(comma)コーティング法、micro gravure/gravure法、ディップ(dip)コーティング法、スプレー(spray)法、スピン(spin)コーティング法またはこれらを混合した方式及び変形した方式などを含んで使用することができる。その後、ドクターブレード(doctor blade)またはエアナイフ(air knife)などを使用して表面の被覆層を一部除去する過程が含まれることができる。
【0044】
基材層に溶液状に塗布された被覆層は、一定温度及び湿度下で乾燥過程を経て溶媒を除去する段階に進むが、乾燥方法は特に制限されず、air blowing、IR heater、UV curingなどの方法を使用することができる。
【発明の効果】
【0045】
本発明によるポリエチレン系複合微多孔膜は、高温での高い熱的安定性による電池の高出力/高容量化に伴う安全性問題を根本的に解決することができ、被覆層を形成しても透過度の減少が最小化されて電池の性能減少を最小化することができる。また、均一な厚さと優れた品質により、安定的で信頼性のある電池を製造することができる。
【0046】
本発明の単純な変形ないし変更は、全て本発明の領域に属するものであり、本発明の具体的な保護範囲は、特許請求の範囲によって明確になる。
【図面の簡単な説明】
【0047】
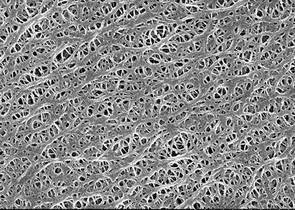
【図1】比較例1の微多孔膜の表面に対する電子顕微鏡写真(20,000倍)である。
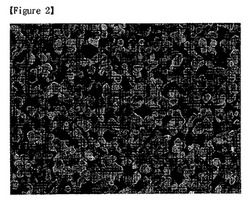
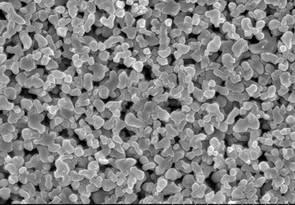
【図2】実施例6の微多孔膜の表面に対する電子顕微鏡写真(10,000倍)である。
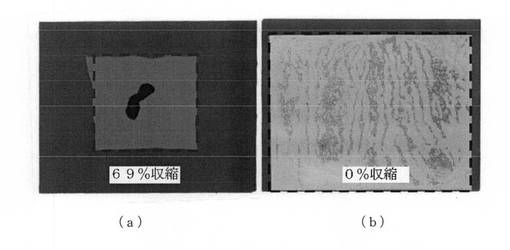
【図3】実施例4(b)と比較例1(a)を150℃で1時間放置後の比較写真である。
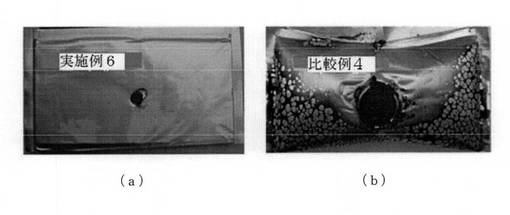
【図4】実施例1(a)と比較例4(b)の釘刺し試験(Nail Penetration Test)の写真である。
【図5】TMA meltdownの結果を示すグラフである。
【発明を実施するための形態】
【0048】
以下、下記実施例を参照して本発明をより具体的に説明するが、これに本発明の範疇は限定されない。
【0049】
[実施例]
本発明のポリエチレン系複合微多孔膜の様々な特性を以下の試験方法により評価した。
【0050】
(1)厚さ
厚さに対する精密度が0.1μmである接触方式の厚さ測定器を使用した。
【0051】
(2)被覆層の厚さ
微多孔膜の表面に被覆層が形成された場合、被覆前の微多孔膜の厚さと被覆後の厚さを測定して両方の厚さの差から被覆層の厚さを計算した。両面の場合被覆前と被覆の後の厚さ差の1/2を被覆層厚さに使用した。必要に応じてミクロトーミング(またはCryotoming)を用いて断面をカットして電子顕微鏡を使用して断面を観察、厚さを測定した。
【0052】
(3)被覆層の気孔率(%)
Acm×Bcmにサンプルを切断して重量/厚さを測定し、被覆層単独の重量/厚さを測定する。A/B両方ともそれぞれ5〜20cmの範囲に切断して測定した。
【0053】
[数1]
気孔率={1−(M*WRpoly/ρpoly+M*WRcera/ρcera)/(A*B*t)}×100
ここで、M=被覆層の重量(全体重量−基材層の重量)
WRpoly=初期耐熱性樹脂のweight ratio
WRcera=初期無機物のweight ratio
ρpoly=耐熱性樹脂の密度(g/cm3)
ρcera=無機物の密度(g/cm3)
t=被覆層の厚さ(全体厚さ−基材層の厚さ)
【0054】
(4)粒径
粒径は、フィルム表面の電子顕微鏡写真から測定される気孔の見掛けの大きさにより測定した。
【0055】
(5)気体透過度(Gurley densometer)
気体透過度は、気孔測定器(Gurley densometer:Toyoseiki社)により測定された。一定体積(100ml)の気体が一定圧力(約1〜2psig)で一定面積(1in2)を通過するのにかかる時間であり、秒(second)単位で示す。
【0056】
(6)穿孔強度(N/μm)
INSTRON社のUTM(Universal Test Machine)3345を使用して120mm/minの速度で押圧して測定した。ここでpinは直径が1.0mmであり、曲率半径が0.5mmであるpin tipを使用した。
【0057】
[数2]
穿孔強度(N/μm)=測定Load(N)÷隔離膜の厚さ(μm)
【0058】
(7)引張強度は、ASTM D882により測定された。
【0059】
(8)収縮率は、ポリエチレン系微多孔膜を130℃のオーブンに1時間放置して測定し、被覆層が形成されたポリエチレン系複合微多孔膜の場合には150℃のオーブンに1時間放置した後、縦方向及び横方向の収縮を%で測定した。また、厚さ方向の収縮(z方向)も(1)の厚さ測定器を使用して厚さを測定し、収縮を%で示した。
【0060】
(9)TMA meltdown
METTLER TOLEDO社のTMA(Thermo−mechanical analysis)装備を使用して6mm×10mmの試片に0.015Nの錘を取り付けて5℃/minの速度で昇温する。延伸過程を経て製造された試片の場合、一定温度で収縮が生じ、Tg及びTmを超えると、錘の重量によって試片が延伸される。ポリエチレン系微多孔膜の場合、Tmである135℃程度の高温で最大収縮が発生し、前記条件が適用されて被覆層が形成された複合膜の場合には、135℃程度の温度で試片の大きさの変化がほとんど観察されない。ポリエチレンのTmである約135℃でTMAの最大収縮pointが観察され、この温度をTMA最大収縮温度と表し、TMA最大収縮温度を超えてmelt状態のポリエチレンは錘の重量によって延伸し始めるが、この時に試片の初期長さ(zero point)を超え始める温度をTMA meltdownと定義する。また、収縮が発生しないサンプルの場合には傾斜が最大の時を基準にx軸と接する温度と定義する。
【0061】
(10)熱露出の測定(Hot Box Test)
ポリエチレン系複合微多孔膜を隔離膜に使用して電池を組み立てた。リチウムコバルトオキシド(LiCoO2)を活物資に使用した陽極とグラファイトカーボン(graphite carbon)を活物資に使用した陰極を製造された隔離膜とともに巻取してアルミニウムパック(aluminum pack)に投入した後、エチルレンカーボネートとジエチレンカーボネート1:1溶液にリチウムヘキサフルオロホスフェート(LiPF6)を1モルの濃度で溶解した電解液を注入し、密封して電池を組み立てた。
【0062】
組み立てられた電池をオーブンに入れて5℃/minで昇温し、150℃に達すると30分間放置して電池の変化を測定した。
【0063】
(11)釘刺し(Nail Penetration)測定
ポリエチレン系複合微多孔膜を隔離膜に使用して電池を組み立てた。リチウムコバルトオキシド(LiCoO2)を活物資に使用した陽極とグラファイトカーボン(graphite carbon)を活物資に使用した陰極を製造された隔離膜とともに巻取してアルミニウムパック(aluminum pack)に投入した後、エチルレンカーボネートとジエチレンカーボネート1:1溶液にリチウムヘキサフルオロホスフェート(LiPF6)を1モルの濃度で溶解した電解液を注入し、密封して電池を組み立てた。
【0064】
組み立てられた電池を固定し、直径が2.5mmであるnailを使用して80mm/secの速度で貫通し、電池の挙動を観察した。
【0065】
(12)閉温度及び溶融破断温度
ポリエチレン系複合微多孔膜の閉温度及び溶融破断温度は、インピーダンスが測定できる簡易セルで測定した。簡易セルは、ポリエチレン系複合微多孔膜を二つの黒鉛電極の間に位置させて内部に電解液を注入した状態で組み立てられ、1kHzの交流電流を使用して25℃から200℃まで5℃/minで昇温し、電気抵抗を測定した。ここで、電気抵抗が数百〜数千Ω以上に急激に増加する時点の温度を閉温度とし、電気抵抗がまた減少して100Ω以下に落ちる時点の温度を溶融破断温度とした。電解液はリチウムヘキサフルオロホスフェート(LiPF6)をエチレンカーボネートとプロピレンカーボネート1:1溶液に1モルの濃度で溶解したものを使用した。
【0066】
[実施例1]
ポリエチレン系微多孔膜の製造のために、重量平均分子量が3.8×105である高密度ポリエチレンを使用し、希釈剤としてはジブチルフタレートと40℃動粘度が160cStであるパラフィンオイルを1:2重量比で混合使用し、ポリエチレンと希釈剤の含量はそれぞれ30重量%、70重量%であった。前記組成物をT−ダイが装着された二軸コンパウンダを利用して240℃で押出し、170℃に設定された区間を通過して単相に存在するポリエチレンと希釈剤の相分離を誘発し、キャスティングロールを利用してシートを製造した。逐次二軸延伸機を使用して製造されたシートを縦横方向に延伸温度128℃でそれぞれ6倍延伸し、延伸後の熱固定温度は128℃であり、熱固定幅は1−1.2−1.1の3段階に調節した。製造された分離膜の最終厚さは16μm、気体透過度(Gurley)は130secであり、130℃収縮率が縦横方向にそれぞれ20%、25%であった。
【0067】
製造されたポリエチレン系微多孔膜の表面の電子顕微鏡(SEM)写真を図1に示した。
【0068】
前記の方法により製造されたポリエチレン系微多孔膜を使用して、被覆層形成のために溶融温度が231℃であるポリアリールアミド30volume%と、BaTiO3(平均粒径0.4μm)粉末70volume%をテトラクロロエタンに溶解させて全体固形分の含量が25%になるように製造した。バーコーティング方式を使用して基材層の断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてテトラクロロエタンを除去/乾燥し、最終的に厚さ5.1μmの被覆層を基材層に形成した。
【0069】
該当方法により製造されたポリエチレン系複合微多孔膜を使用した電池の釘刺し試験を図4の(a)に示した。電池の釘刺し試験の結果、発煙はあるが、電池の膨脹及び爆発は現れなかった。
【0070】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0071】
[実施例2]
前記実施例1のポリエチレン系微多孔膜製造方法により製造され、延伸温度131℃でそれぞれ7.5倍延伸し、延伸後の熱固定温度は130℃であり、熱固定幅は1−1.3−1.1に調節された。製造されたフィルムの最終厚さは25μm、気体透過度(Gurley)は100secであり、130℃収縮率が縦横方向にそれぞれ25%、28%であった。
【0072】
前記方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリアリレート24volume%とSiO2(平均粒径0.8μm)粉末76volume%をクロロベンゼンに溶解させて全体固形分の含量が30重量%になるように溶液を製造した。ディップコーティング方式を使用して基材層の両面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてクロロベンゼンを除去/乾燥し、最終的に一面の厚さが3μm、被覆層の総厚さが6.3μm(それぞれ3.15μm)である被覆層を基材層に形成した。
【0073】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0074】
[実施例3]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のために溶融温度が231℃であるポリフェニルスルホン13volume%とSiO2(平均粒径0.2μm)粉末87volume%をn−メチルピロリドンに溶解させて全体固形分の含量が35重量%になるように溶液を製造した。マイクロ−グラビア(Micro−gravure)コーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてn−メチルピロリドンを除去/乾燥し、最終的に厚さ5.4μmの被覆層を基材層に形成した。
【0075】
[実施例4]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を使用し、基材層両面に被覆層形成のためにガラス転移温度が231℃であるポリアリールアミド30volume%とBaTiO3(平均粒径0.4μm)粉末70volume%をメチレンクロライドに溶解させて全体固形分の含量が11重量%になるように溶液を製造した後、コンマコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてメチレンクロライドを除去/乾燥し、最終的に厚さ約3μmの被覆層を基材層一面に形成し、同一の方法により反対面に約3μmの厚さで被覆層を形成し、最終的に厚さ5.8μmの被覆層を基材層に形成した。
【0076】
150℃のオーブンで約1時間放置した後に観察した結果、縦横方向両方とも1%未満の収縮が生じることを確認した(図3の(b))。
【0077】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0078】
[実施例5]
前記実施例2の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリアリレート14volume%とAl2O3(平均粒径0.2μm)粉末86volume%をテトラヒドロフランに溶解させて全体固形分の含量が18重量%になるように溶液を製造した。ダイコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてテトラヒドロフランを除去/乾燥し、最終的に厚さ3.1μmの被覆層を基材層に形成した。
【0079】
[実施例6]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリフェニルスルホン15volume%とAl2O3(平均粒径0.4μm)粉末85volume%をトリクロロエタンに溶解させて全体固形分の含量が22重量%になるように溶液を製造した。ダイコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてトリクロロエタンを除去/乾燥し、最終的に厚さが4.3μmである被覆層を基材層に形成した。
【0080】
無機物粉末を使用して製造されたポリエチレン系複合微多孔膜の表面の電子顕微鏡(SEM)写真を図2に示した。
【0081】
[比較例1]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を単独で使用し、ポリエチレン系微多孔膜の表面電子顕微鏡(SEM)写真を図1に示した。
150℃のオーブンで約1時間放置した後に観察した結果、全体面積の約69%に収縮が生じることを確認した(図3の(a))。前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0082】
[比較例2]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリアリレートをジクロロエタンに溶解させて全体固形分の含量が5重量%になるように溶液を製造した。バーコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてジクロロエタンを除去/乾燥し、最終的に厚さ2.7μmの被覆層を基材層に形成した。
【0083】
[比較例3]
前記比較例1の方法に製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が189℃であるポリアリールアミド15volume%とAl2O3(平均粒径0.1μm)粉末85volume%をテトラヒドロフランに溶解させて全体固形分の含量が7重量%になるように溶液を製造した。バーコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で乾燥してテトラヒドロフランを除去し、最終的に厚さ1.3μmの被覆層を基材層に形成した。
【0084】
[比較例4]
前記比較例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のために溶融温度160℃の非芳香族ポリビニルリデンフルオライド−ヘキサフルオロプロピレン(PVDF−HFP)35volume%とBaTiO3(平均粒径0.4μm)粉末65volume%をアセトン(Acetone)に溶解させて全体固形分の含量が25重量%になるように溶液を製造した。ダイコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてアセトンを除去/乾燥し、最終的に厚さ5.2μmの被覆層を基材層に形成した。
【0085】
該当の方法により製造されたポリエチレン系複合微多孔膜を使用した電池の釘刺し試験を図4の(b)に示した。電池の釘刺し試験の結果、発煙が生じながら電池の膨脹及び発火が生じた。
【0086】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0087】
[比較例5]
前記比較例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が189℃であるポリフェニルスルホン21volume%とCaCO3(平均粒径0.08μm)粉末79volume%をメチレンクロライドに溶解させて全体固形分の含量が30重量%になるように溶液を製造した。コンマコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてメチレンクロライドを除去/乾燥し、最終的に厚さ5.1μmの被覆層を基材層に形成した。
【0088】
[比較例6]
前記比較例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリアリレートを30volume%とAl2O3(平均粒径2.6μm)粉末70volume%をテトラヒドロフランに溶解させて全体固形分の含量が27重量%になるように溶液を製造した。マイクログラビア方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてテトラヒドロフランを除去/乾燥し、最終的に厚さ7.8μmの被覆層を基材層に形成した。
【0089】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0090】
前記実施例及び比較例の実験条件及びこれにより得られた結果を下記表1〜2に整理して示した。本発明によって製造される複合膜の場合、高耐熱性と高透過性を同時に有しなければならないため、最終評価は、下記の条件を全て満す場合はPass、一つの条件でも満しなかった場合はFailと記載した。
【0091】
1.被覆層を含む全体複合膜の透過度が300sec以下
2.150℃で1時間の収縮率縦/横方向両方とも0〜3%以下
3.TMA最大収縮温度で最大収縮率が3%以下であり、同時にメルトダウン(Meltdown)温度が145℃〜200℃
4.Hot Box Test及びNail Penetration Test通過
【0092】
【表1】

【0093】
【表2】
【産業上の利用可能性】
【0094】
本発明のポリエチレン系複合微多孔膜は、その化学的安全性と優れた物性により、各種の電池用隔離膜、分離用フィルター及び微細濾過用分離膜に用いることができる。より好ましくは、かかる複合膜はリチウム二次電池などの二次電池または燃料電池用の隔離膜として用いることができる。
【技術分野】
【0001】
本発明は、既存のポリエチレン系微多孔膜が有する高温での安全性欠如を補完できるポリエチレン系複合微多孔膜に関するものであり、耐熱性樹脂と無機物粒子を含んで形成された被覆層によりポリエチレン系微多孔膜の高温安定性の問題の解決及び電池の安全性の増加を同時に図ることができ、特に、高容量/高出力のリチウム二次電池用隔離膜として優れたポリエチレン系複合微多孔膜に関する。
【背景技術】
【0002】
ポリエチレン系微多孔膜(microporous polyethylene film)は、その化学的安全性と優れた物性により、各種の電池用隔離膜(battery separator)、分離用フィルター及び微細濾過用分離膜(membrane)などに広く用いられている。このうち二次電池用隔離膜は、陽極と陰極の空間的な遮断機能とともに内部気孔による高いイオン伝達力を有している。最近、二次電池の高容量化及び高出力化に伴う電池の電気的安全性の向上のための方法の一つとして隔離膜の特性の向上に対する要求がさらに高まっている。リチウム二次電池の場合、隔離膜の熱的安定性が低下すると、電池内の温度上昇により発生する隔離膜の損傷(デンドライトによる破損)あるいは変形(収縮)と、これによる電極間の短絡が発生する可能性があるため、電池の過熱あるいは発火の危険性が存在する。
【0003】
既存電池の出力と容量では、現在使用されているポリオレフィン系微多孔膜のレベルでも電池の安全性はある程度確保できるが、電池の高出力/高容量が要求されるハイブリッド電気自動車(HEV)、工具などでは、電池の異常挙動の場合に発生する発火及び爆発の可能性が、既存電池より数倍〜数十倍になるため、高温での熱的安定性が非常に必要となる。高温熱的安定性に優れた隔離膜は、高温での隔離膜の損傷を防止して電極間の直接的な短絡を遮断する機能を行う。電池の充放電過程中に電極から生成されるデンドライトなどにより電極間の短絡が発生する場合、電池の発熱が生じるが、この場合、高温安定性に優れた隔離膜は、隔離膜の根本的な損傷を防止して発火/爆発などの発生を抑制することができる。
【0004】
隔離膜の熱的安定性を高める方法として、隔離膜を架橋する方法、無機物を添加する方法、そして耐熱性を有する樹脂をポリエチレン樹脂と混合したり被覆層を形成する方法などがある。このうち、耐熱性に優れた樹脂を混錬して使用する方法が米国特許第5,641,565号に開示されている。この技術は、ポリエチレンと異種樹脂であるポリプロピレンと無機物の添加による物性低下を防止するために、分子量100万以上の超高分子量分子が必要である。また、使用済みの無機物を抽出、除去するための工程が追加されて工程が複雑になるという短所がある。
【0005】
ポリオレフィン系微多孔膜に被覆層を形成する方法は、米国特許第5,691,077号及び日本特許公開第2002−321323号に開示されている。乾式法または湿式法を利用してポリプロピレン層を導入したが、耐熱層の延伸、及びポリプロピレンの溶融点の限界により、熱収縮を根本的に防止することが難しいため、高耐熱性隔離膜を製造するには限界がある。また、韓国特許公開第2007−0080245号及び国際公開特許WO2005/049318では、耐熱樹脂であるポリビニリデンフルオライド共重合体を被覆層に導入して隔離膜の耐熱性及び電池の熱的安定性を向上させようとしたが、非水系電池の電解液として使用するプロピレンカーボネート(propylene carbonate)、エチレンカーボネート(ethylene carbonate)、ジエチルカーボネート(diethyl carbonate)、ジメチルカーボネート(dimethyl carbonate)及びエチルメチルカーボネート(ethyl methyl carbonate)などの有機溶媒に容易に溶解またはゲル化されるため、電池の熱的安定性の向上には限界がある。
【0006】
高耐熱樹脂を適用したポリオレフィン系複合微多孔膜は、日本特許公開第2002−355938号に開示されている。高耐熱性の樹脂を相分離法によりポリエチレン系微多孔膜層に導入したが、薄膜の被覆層を形成するために単独で樹脂を乾燥することによって相分離させ気孔を形成する方法は、効率的な透過性を有することが難しく、湿度及び温度などの乾燥条件によって相分離の大きさ及び均一性が大きく変わるため、品質の均一性に優れた隔離膜を生成することに限界がある。また、電池内部の短絡のような電池の異常挙動において急激な温度上昇により発生する基材層の収縮を効果的に遮断することができない。また、塗布された被覆層の耐熱性が優れることで、基材層の溶融温度である130℃でも熱変形が発生せず、基材層の収縮をある程度遮断することはできるが、低い透過度及び被覆層樹脂の粗末なネットワーク構造のため基材層の収縮を完全に防止するにはその抵抗力が非常に不十分であり、熱的安定性が向上した隔離膜を製造する方法として不適合である。
【0007】
高耐熱樹脂層内に無機物を混合して被覆層を形成する方法は、韓国公開特許10−2004−0050149及び10−2007−0080245に開示されている。ポリオレフィン系微多孔膜の表面にポリマーをバインダーにして無機粒子を導入したが、無機粒子の導入は主に隔離膜の電解液の含浸性を増加させることが目的であり、使用されるバインダーポリマーの場合、主に電解液内でゲル化されやすいため、無機物の耐熱特性を効果的に発揮することが難しい。また、日本特許公開第2007−273443では、耐熱性と高透過性を同時に確保するための方法として、溶液を塗布した後、可塑剤を抽出する方法を適用したが、この場合、基材層表面の可塑剤の存在によって被覆層が基材層に結着されるのが難しいため、基材層から脱離されやすく、可塑剤を抽出する際に使用される溶媒の影響により被覆層の耐熱樹脂に損傷を与える可能性があるため、均一で効果的な耐熱性を有する隔離膜を生成することに限界がある。
【0008】
韓国公開特許10−2006−0101541などに言及されている溶融温度が170℃ほどのPVDFやPVDF−共重合体、PVAなどは、エチレンカーボネート(ethylene carbonate)、プロピレンカーボネート(propylene carbonate)、ジエチルカーボネート(diethyl carbonate)などの高い極性を有する有機溶媒を使用する場合、高温でゲル化が生じて基材層との脱離が発生されるため、熱的安定性を向上させることを目的とする被覆層と言うには無理がある。
【0009】
電池の高容量化、高出力化に伴い二次電池用隔離膜が備えるべき主要特性である耐熱性において、従来技術は、導入する樹脂自体の耐熱性に限界があるか、高い耐熱性を有する樹脂を使用しても製造方法などの問題により隔離膜の耐熱性の向上に大きく寄与することができず、他の物性、即ち、気体透過度が低いか、品質の均一性が良好でないと評価される。また、実際電池に適用する場合、高温、高電圧及び有機電解液の下で安定した熱的安定性を提供することができないという短所がある。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】米国特許第5,641,565号
【特許文献2】米国特許第5,691,077号
【特許文献3】日本特許公開第2002−321323号
【特許文献4】韓国特許公開第2007−0080245号
【特許文献5】国際公開特許WO2005/049318
【特許文献6】日本特許公開第2002−355938号
【特許文献7】韓国公開特許10−2004−0050149号
【特許文献8】韓国公開特許10−2007−0080245号
【特許文献9】日本特許公開第2007−273443号
【特許文献10】韓国公開特許10−2006−0101541号
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明者らは、上記従来技術の問題点を解決するために鋭意研究の結果、以下のような特性を有するポリエチレン系複合微多孔膜が、耐熱性及び透過度の面において効果的であり、品質の均一性に優れるため、リチウム二次電池用隔離膜として優れているということが分かった。
【0012】
(1)ポリエチレン系微多孔膜の表面の少なくとも一面以上に、溶融温度又はガラス転移温度が170℃〜500℃である耐熱性樹脂と、無機物粒子とを同時に使用して形成される熱特性に優れた有機/無機複合微多孔性被覆層を有するポリエチレン系複合微多孔膜。
(2)被覆層を含む全体複合膜の透過度(Gurley)が300sec以下であり、150℃で1時間の収縮率が縦/横方向に0〜3%、TMA(Thermo mechanical analysis)最大収縮率が3%以下であり、メルトダウン(Meltdown)温度が145〜200℃であることを特徴とするポリエチレン系複合微多孔膜。
(3)前記組成によって形成された被覆層の厚さは、基材層であるポリエチレン系微多孔膜の厚さの10〜60%に形成されるポリエチレン系複合微多孔膜。
【0013】
前記発明を適用するために次の方法を利用した。
(1)ポリエチレン系微多孔膜を製造する段階と、
(2)耐熱性樹脂を溶媒に溶解する段階と、
(3)製造された溶液に無機物を添加して分散させる段階と、
(4)ポリエチレン系微多孔膜に耐熱性樹脂及び無機物が溶解されている溶液を一面以上に塗布する段階と、
(5)形成された被覆層で溶媒を十分乾燥及び除去する段階と、
を利用して製造されることを特徴とするポリエチレン系複合微多孔膜。
【0014】
本発明は、前記物性を含み、品質安定性に優れるとともに高温での隔離膜の高い熱的安定性と高い透過度を有するポリエチレン系複合微多孔膜を提供することを目的とし、さらに電池の高出力/高容量化に適する隔離膜を提供することを目的とする。
【課題を解決するための手段】
【0015】
本発明によるポリエチレン系複合微多孔膜は、ポリエチレン系微多孔膜の表面の少なくとも一面以上に、耐熱性樹脂と無機物粒子とを同時に使用して形成される熱特性に優れた有機/無機複合微多孔性被覆層を有するポリエチレン系複合微多孔膜である。被覆層を含む全体複合膜の透過度(Gurley)が300sec以下であり、150℃で1時間の収縮率が縦/横方向に0〜3%、TMA最大収縮率が3%以下であり、TMA meltdown温度が145〜200℃であることを特徴とするポリエチレン系複合微多孔膜であって、前記の透過度及び耐熱性を確保するために、有機溶媒100wt%に耐熱性樹脂及び無機物粒子を含む固形分の含量が8〜35wt%であり、耐熱性樹脂と無機物の体積比が30/70〜10/90であることを特徴とし、被覆層の総厚さはポリエチレン系微多孔膜の10〜60%であることを特徴とするポリエチレン系複合微多孔膜である。
【0016】
被覆層を支持する耐熱性樹脂が高温で電解液によって膨潤されると、高温安定性を向上させるための被覆層は、それ以上基材層上に安定的に存在することができず、電解液によって崩壊されるため、高温での電解液に対する抵抗性は、高分子樹脂を選定する際に必ず必要な条件の一つである。これを満すためには、主鎖に芳香族環を含み、溶融温度またはガラス転移温度が170℃〜500℃である樹脂を使用することが好ましく、このような樹脂としては、ポリアリールアミド(Polyarylamide)、ポリアリレート(Polyarylate)、ポリフェニルスルホン(Polyphenylsulfone)などがある。
【0017】
上記耐熱性樹脂のみを使用して被覆層を形成すると高温で発生する基材層の収縮を遮断することができる。しかし、隔離膜として備えるべき透過度を十分具現することができないという短所がある。相分離法などにより透過度を具現することはできるが、前記透過度(Gurley)300sec以下の範囲内で形成された被覆層は粗末なネットワーク構造を有するため、高温安定性が著しく減少されるという短所がある。
【0018】
高い透過度と高温安定性を同時に満たす隔離膜を開発するために、本発明では、直径が0.1〜2μmであるCaCO3、Al2O3、SiO2、BaTiO3、TiO2のうち少なくとも1種以上を含む無機粒子を耐熱性樹脂とともに使用した。前記無機粒子は、耐熱性樹脂との接着性のために表面処理を施してもよく、これら無機物は、剛性を有するため、外部の衝撃及び力によって容易に変形されず、200℃の高温で熱変形が発生しないため、耐熱性樹脂との結合により、高温で発生する基材層の収縮を防止することができる。また、無機粒子自体が有している空隙率と耐熱性樹脂との適切な割合により透過度を具現することができるため、高透過度を維持するとともに高温安定性が確保された隔離膜を製造することができる。
【0019】
本発明では、ポリエチレン系微多孔膜の表面の一面以上に、有機/無機複合膜をさらに形成するため、既存ポリエチレン系微多孔膜の気孔を塞ぎ、透過度が減少される。特に、複合膜形成によって透過度が300sを超えると、高耐熱性を有した複合膜であっても、電池出力及び電池サイクル(cycle)の特性が著しく減少するため、効率的な隔離膜と言えない。本発明では、様々な透過度を有するポリエチレン系微多孔膜を使用して複合膜を形成した結果、最も安定的でかつ電池挙動を妨害しないレベルの透過度の範囲が300s以下であることが分かった。
【0020】
本発明で要求される高温安定性と高透過度を具現するために適した無機粒子の直径は0.1〜2μmである。粒径が0.1μm以下である場合、無機粒子の表面積が大きく増加して耐熱性樹脂との結合による無機粒子間の空間が著しく減少することにより透過度が減少されるため、本発明で要求する高い熱的安定性と透過度を具現するには困難がある。一方、粒径が2μm以上である場合、無機粒子全体の表面積が減少するため、高耐熱性樹脂との接触面積が相対的に減少し、多量の高耐熱性樹脂が基材層の表面に塗布されることにより基材層の気孔を塞ぐため、透過度が大きく減少するという問題点が生じる。また、基材層の単位面積に存在する無機物の数が減少し、基材層と無機物間の接触が減少して、基材層の収縮を効果的に遮断することができない。従って、十分な熱的安定性を確保しながら透過度減少を最小化するためには、無機物の粒径は、必ず0.1〜2μmの範囲を含まなければならない。
【0021】
被覆層と基材層との接着力及び高温安定性と十分な透過度を確保するためには適切な溶液の組成が必要である。耐熱性樹脂と無機物は、30/70〜10/90(volume%)に製造されなければならず、全体溶液で固形分(耐熱性樹脂と無機粒子の含量、wt%)が8〜35%になると高温安定性が維持され、かつ高い透過度を有することができる。耐熱性樹脂と無機物との体積比が30/70(volume%)以下になると、樹脂の割合が増加して、被覆層の構造が不規則的に形成され、気孔構造がほとんど生じないため、高い透過度を有する複合膜を製造することに困難があり、無機物の割合が低下するため、高温で発生する収縮を遮断できる効果的な被覆層が形成されることができない。一方、10/90(volume%)以上である場合、結着剤の機能を行う耐熱性樹脂の割合が低下するため、高い透過度を有する被覆層を製造することはできるが、被覆層と基材層との連結及び無機物間の連結が粗末になり、熱的安定性は著しく減少する。また、前記体積比の範囲内で固形分の含量が8重量%以下に減少すると、溶液の粘度が低くなりすぎて所望の厚さの被覆層を形成するのが難く、十分な高温安定性を維持するには耐熱性樹脂や無機粒子の量が著しく少ないため、基材層の変形に対する十分な抵抗力を有することができない。一方、固形分の含量が35重量%を超えると、溶液の分散及び無機粒子の沈殿問題が生じ、溶液の粘度が上昇して、不均一な被覆層を形成されるという問題点が発生する。
【0022】
耐熱性樹脂と無機粒子を前記提示した割合で混合して製造された被覆層は、高温安定性と高透過度を有するために、ポリエチレン系微多孔膜(基材層)の厚さの10〜60%に製造/存在しなければならない。前記組成を使用して製造しても被覆層の厚さが基材層の10%以下になると、厚さが薄いため透過度の減少は最小化されるが、高温で発生する基材層の収縮を十分に抑制することができなくなる。一方、基材層の厚さの60%以上である場合、透過度で抵抗層として作用する被覆層の厚さが厚くなって透過度が著しく減少し、形成される複合膜(被覆層+基材層)の柔軟性(flexibility)が減少されるため、フィルムの折曲などにより被覆層が割れやすくなり、被覆層の無機物の飛散が発生して作業性及び耐熱性が低下する。
【0023】
基材層に塗布される被覆層の場合、上記厚さ範囲内で15〜60%の空隙率を有する被覆層が形成されると効果的な複合膜が製造される。被覆層の空隙率は、樹脂と無機物との体積比及び固形分の含量により一次的に調節することができ、さらに被覆層を塗布した後、乾燥過程により調節することができる。同一の溶液組成と被覆層の厚さが一定であると、空隙率が低い場合、空隙率が高い場合より相対的に単位体積当たりの密度が高い無機物が密集されているということになるため、空隙率が高い場合より単位面積当たりの重量が増加して電池エネルギー密度(W/kg)が大きく低下し、透過度を有する空間が小さいという意味であるため、低い透過度を有する。一方、60%以上の空隙率を有する場合には、形成される気孔が粗末であったり被覆層の表面に相当不規則的な大きい気孔(被覆層の形成際に誤った乾燥条件により発生されるmicro−void形態の欠陷)が形成される。また、この場合、基材層の透過度の減少が最小化されることはできるが、大きい体積を有する気孔構造によって基材層と被覆層との接触面積が減少して、両層間の接着力が減少し、被覆層の脱離現象が生じやすい。また、単位体積当たりの無機粒子と樹脂の量が少ないため、高温での十分な熱的安定性を保障することができなくなる。被覆層の空隙率は無機粒子の割合が高いほど高く現れる。
【0024】
本発明で言及するポリエチレン系微多孔膜の場合、延伸過程により製造されるため、高温で収縮が発生し、特に、溶融温度である130℃辺りでは収縮が大きく発生して微多孔膜の構造が完全に破壊される。前記で説明したが、耐熱性樹脂を単独で使用する場合には耐熱性と高透過性を同時に確保することができないため、無機粒子を混合すると二つの効果を同時に具現することができる。高温で生じる収縮は、基本的に二軸延伸である場合、X、Y方向の収縮が生じ、前記条件により形成される被覆層を有した複合膜の場合には約150℃の高温で収縮が3%以上発生しない。高温で基材層は、X、Y方向に収縮を生じさせ、基材層の表面に存在する耐熱性樹脂と無機粒子も同時に同じ方向に収縮される力を印加される。耐熱性樹脂は、基材層が収縮する温度である130℃から耐熱性樹脂の溶融点まで、固体状態を維持し、無機粒子との連結形態を維持するため、基材層の収縮が遮断される。例えば、基材層の一面に被覆層を形成すると、被覆層による基材層収縮遮断効果を確かに確認することができる。130℃以上の高温で被覆層が形成された基材層の表面では収縮が発生せず、被覆層が形成されていない基材層の表面は収縮が生じるため、複合膜は被覆層が形成されていない方向に押圧される現象が発生する。これは、被覆層は収縮が生じないため高温で全く変化しないことを意味し、基材層は収縮が生じるため押圧が発生することを意味するものである。このような現象は、確かに前記言及された条件を満たす場合にのみ生じる現象であって、前記条件のうち一つでも一致しない場合、複合膜は高温で基材層のように収縮する。また、被覆層によって基材層のX、Y方向の収縮が遮断されるため、Z方向(厚さ方向)への収縮が観察される。
【0025】
TMAは、通常、高温での試片の熱的挙動を示す実験方法であって、6mm×10mmの試片に一定重量の錘を取り付けて一定速度で昇温しながら試片の収縮及び延伸程度を測定するものである。TMA測定は、隔離膜自体の高温安定性を評価することができる項目であるだけでなく、電池での熱的安定性を予測できる方法の一つである。従って、TMA最大収縮温度及びTMA meltdown温度は、隔離膜の高温安定性、さらに電池の熱的安定性を予測できる基準と言える。一般的なポリエチレン系微多孔膜の場合、TMA最大収縮温度は約135℃であり、工程上変数によって最大収縮率及び収縮温度が決定されることもあるが、TMAの最大収縮は約0〜60%であり、TMA meltdown温度は約144℃以下である。場合によっては、最大収縮がマイナスである場合もあるが、TMA meltdown温度が140℃以下と、大体低い。一方、本発明で提示した条件を使用して被覆層を形成した複合膜の場合、ポリエチレン系微多孔膜の収縮を遮断するため、TMA最大収縮温度での最大収縮率は3%以下であり、メルトダウン(Meltdown)温度が145℃〜200℃である二つの条件を同時に満たす。最大収縮率が3%を超える場合、基材層の収縮を被覆層が効果的に遮断することができず、通常、基材層の収縮によって無機物と耐熱樹脂からなる被覆層が割れるため、十分な耐熱特性を有することができない。TMA meltdown温度は、被覆層を形成する混合溶液組成及び工程条件に応じて、145℃〜200℃まで多様に分布する特徴を有しているが、フィルムに製造されたポリアリレート単独のTMA meltdown温度は約210℃である。
【0026】
前記の目的を果たすための本発明のポリエチレン系複合微多孔膜を製造する方法は下記の工程を含む。
【0027】
(1)ポリエチレン系微多孔膜を製造する段階
(2)耐熱性樹脂を溶媒に溶解する段階
(3)製造された溶液に無機物を添加して分散させる段階
(4)ポリエチレン系微多孔膜に耐熱性樹脂及び無機物が溶解されている溶液を一面以上に塗布する段階
(5)形成された被覆層で溶媒を十分に乾燥及び除去する段階
【0028】
これをより詳細に説明すると次のとおりである。
(a)重量平均分子量が2.0×105〜4.5×105であるポリエチレン20〜50重量%と希釈剤80〜50重量%を含む混合物を相分離温度以上で溶融/混錬/押出して押出機内で熱力学的単相に製造する段階
(b)単相の溶融物を相分離が行われるようにしてシート状に成形する段階
(c)(b)段階で製造したシートを同時二軸延伸法または逐次二軸延伸法により、横方向、縦方向の延伸比をそれぞれ3.0倍以上に延伸する段階
(d)延伸されたフィルムに一定張力を印加した状態で希釈剤を抽出し、乾燥させる段階
(e)乾燥したフィルムの残留応力などを除去してフィルムの収縮率を減少させる熱固定段階
(f)(e)段階で製造された隔離膜の表面の一面以上に耐熱性物質が溶解された溶液を塗布する段階
(g)(f)段階で塗布された溶液で溶媒を乾燥及び除去して被覆層を形成する段階
【0029】
前記の各段階をより具体的に説明すると、下記のとおりである。
【0030】
ポリエチレンと高温で単相を形成することができる低分子量の有機物質(以下、希釈剤)をポリエチレンが溶解される高温で押出/混錬して熱力学的単相(single phase)を形成する。これら熱力学的単相を形成したポリエチレンと希釈剤溶液を常温に冷却させると、冷却過程中にポリエチレンと希釈剤の相分離が行われる。この際、相分離される各相は、ポリエチレンが大部分の含量を構成するポリエチレン多含有相(polyolefin rich phase)と、希釈剤に溶解されている少量のポリエチレンと希釈剤からなる希釈剤多含有相(diluents rich phase)により構成される。相分離を所望の程度進めた後、溶融物を完全に冷却してポリエチレン多含有相を固体化した後、希釈剤多含有相を有機溶剤で抽出すると、ポリエチレン微多孔膜が製造される。
【0031】
微多孔膜の基本物性は、相分離過程でポリエチレン多含有相内のポリエチレン濃度によって決定される。相分離が十分行われ、ポリエチレン多含有相のポリエチレン濃度が十分高くなると、冷却後の延伸の際にポリエチレン鎖の流動性が低下して、強制配向効果が増大される結果をもたらし、延伸後の機械的強度がさらに大きく増加する。即ち、同一の分子量の樹脂を使用して希釈剤との相分離を十分発生させたと仮定すると、そうでない組成物に比べてはるかに優れた機械的強度を有することになる。
【0032】
本発明で使用される希釈剤は、押出加工温度で樹脂と単相を成す全ての有機液状化合物(organic liquid)を使用することができる。例えば、ノナン(nonane)、デカン(decane)、デカリン(decalin)、パラフィンオイル(paraffin oil)などの脂肪族(aliphatic)あるいは環状炭化水素(cyclic hydrocarbon)類と、ジブチルフタレート(dibutyl phthalate)、ジヘキシルフタレート(dihexyl phthalate)、ジオクチルフタレート(dioctyl phthalate)などのフタル酸エステル(phthalic acid ester)類と、ジフェニルエーテル(diphenyl ether)、ベンジルエーテル(benzyl ether)などの芳香族エーテル類と、パルミチン酸、ステアリン酸、オレイン酸、リノール酸、リノレン酸などの炭素数10個〜20個の脂肪酸類と、パルミチン酸アルコール、ステアリン酸アルコール、オレイン酸アルコールなどの炭素数10個〜20個の脂肪酸アルコール類と、パルミチン酸モノー、ジー、またはトリエステル、ステアリン酸モノー、ジー、またはトリエステル、オレイン酸モノー、ジー、またはトリエステル、リノール酸モノー、ジー、またはトリエステルなどの脂肪酸群の炭素元素数が4〜26個である飽和及び不飽和脂肪酸のうち何れか一つまたは二つ以上の脂肪酸が、ヒドロキシル基が1〜8個であり、炭素数が1〜10個であるアルコールとエステル結合された脂肪酸エステル類がある。相分離される条件を満たすと、前記物質を1個以上混合して使用することも可能である。
【0033】
本発明で使用されるポリエチレンと希釈剤の組成は、ポリエチレンが20〜50重量%であり、希釈剤が80〜50重量%であることが好ましい。前記希釈剤の含量が50重量%未満である場合、空隙率が減少して気孔のサイズが小くなり、気孔間の相互連結(inter−connection)が減少して透過度が大きく低下する。一方、前記希釈剤が80重量%を超えると、ポリエチレンと希釈剤の混錬性が低下して、ポリエチレンが希釈剤に熱力学的に混錬されずゲル形態に押出されて、延伸時に破断及び不均一な厚さなどの問題をもたらす可能性がある。
【0034】
前記組成物には、必要に応じて、隔離膜の特性が大きく低下しない範囲内で、酸化安定剤、UV安定剤、帯電防止剤などの特定機能を向上するための一般的添加剤を添加することができる。
【0035】
また、前記ポリエチレン系微多孔膜には、気孔形成、耐熱性の向上、有機電解液含浸性の向上のために選択された適切な無機粒子が含まれることができる。これによる粒子には、天然または有機的に変形されたクレイ(clay)、Si、Al、Ca、Ti、B、Sn、Mg、Li、Co、Ni、Sr、Ce、Zr、Y、Pb、Zn、Baのような金属または半導体元素を単独または混合した酸化、硫化、窒化、炭化物などのような無機粒子またはこれらの混合物を使用することができる。
【0036】
溶融物からシート状の成形物を形成する方法として、一般的なキャスティング(casting)またはカレンダリング(calendering)法を全て使用することができる。溶融/混錬/押出過程を経た単相の溶融物を常温に冷却させて一定厚さと幅を有するシートを製造する。相分離過程を経て製造されたシートを同時二軸延伸法または逐次二軸延伸法により横方向、縦方向それぞれ3.0倍以上に、かつ総延伸比を24〜70倍に延伸する。
【0037】
前記の延伸段階で延伸されたフィルムは、有機溶媒を利用して内部の希釈剤を抽出して乾燥する。抽出方法は、沈積(immersion)方法、溶剤スプレー(solvent spray)方法、超音波(ultrasonic)法などの一般的な全ての溶媒抽出方法を夫々あるいは複合的に使用することができる。
【0038】
乾燥されたフィルムは、残留応力を除去して収縮率を減少させるために熱固定段階を経る。熱固定は、フィルムを固定させて熱を加え、収縮しようとするフィルムを強引に固定して残留応力を除去することである。ここで熱固定時間は、熱固定温度が高い場合には相対的に短くしなければならず、熱固定温度が低い場合には相対的に長くすることができる。好ましくは15秒〜2分程度が好適である。
【0039】
前記のポリエチレン系微多孔膜の気体透過度は1.5×10−5Darcy以上、穿孔強度は0.1N/μm以上、引張強度は500Kg/cm2以上であり、閉温度は140℃以下、溶融破断温度は140℃以上であることが電池の適用際に十分な安全性を確保できる。
【0040】
このように製造されたポリエチレン系微多孔膜に、熱的安定性を改善するために基材層の一面以上に高耐熱性樹脂と無機物を混合した耐熱性被覆層を形成する過程により、ポリエチレン系微多孔膜の一面以上に高耐熱性樹脂と無機物を混合した溶液を塗布し、適した湿度と温度及び風量下で溶媒を除去及び乾燥する段階を含む。
【0041】
前記工程(2)で使用される耐熱性樹脂は、ポリアリールアミド(Polyarylamide)、ポリアリレート(Polyarylate)、ポリフェニルスルホン(Polyphenylsulfone)などがあり、有機溶媒は前記耐熱性樹脂をどのような条件下でも溶解でき、前記無機物を分散できるものであれば使用が可能であり、テトラクロロエタン(tetrachloroethane)、メチレンクロライド(methylene chloride)、クロロホルム(chloroform)、1,1,2−トリクロロエタン(1,1,2−trichloroehtane)、テトラヒドロフラン(tetrahydrofuran)、ジオキサン(1,4−dioxane)、クロロベンゼン(chlorobenzene)、シクロヘキサノン(cyclohexanone)、ジメチルホルムアミド(dimethylformamide)、アセトン(acetone)、ジメチルスルホキシド(dimethylsulfoxide)、N−メチル−2−ピロリドン(n−methtl−2−pyrrolidone)などから選ばれる1種以上が含まれる。
【0042】
被覆層は、有機溶媒に溶解及び分散している上記耐熱性樹脂と、直径が0.1〜2μmであるCaCO3、Al2O3、SiO2、BaTiO3、TiO2のうち少なくとも1種以上を含む無機物を含み、基材層であるポリエチレン系微多孔膜の一面以上に塗布され、この際、耐熱性樹脂と無機物は30/70〜10/90(volume%)に製造され、全体溶液で固形分の含量は8〜35%になるように溶液を製造する。
【0043】
塗布する方法は、当業界に公知されたものであれば特に制限されず、バー(bar)コーティング法、ロッド(rod)コーティング法、ダイ(die)コーティング法、ワイヤ(wire)コーティング法、コンマ(comma)コーティング法、micro gravure/gravure法、ディップ(dip)コーティング法、スプレー(spray)法、スピン(spin)コーティング法またはこれらを混合した方式及び変形した方式などを含んで使用することができる。その後、ドクターブレード(doctor blade)またはエアナイフ(air knife)などを使用して表面の被覆層を一部除去する過程が含まれることができる。
【0044】
基材層に溶液状に塗布された被覆層は、一定温度及び湿度下で乾燥過程を経て溶媒を除去する段階に進むが、乾燥方法は特に制限されず、air blowing、IR heater、UV curingなどの方法を使用することができる。
【発明の効果】
【0045】
本発明によるポリエチレン系複合微多孔膜は、高温での高い熱的安定性による電池の高出力/高容量化に伴う安全性問題を根本的に解決することができ、被覆層を形成しても透過度の減少が最小化されて電池の性能減少を最小化することができる。また、均一な厚さと優れた品質により、安定的で信頼性のある電池を製造することができる。
【0046】
本発明の単純な変形ないし変更は、全て本発明の領域に属するものであり、本発明の具体的な保護範囲は、特許請求の範囲によって明確になる。
【図面の簡単な説明】
【0047】
【図1】比較例1の微多孔膜の表面に対する電子顕微鏡写真(20,000倍)である。
【図2】実施例6の微多孔膜の表面に対する電子顕微鏡写真(10,000倍)である。
【図3】実施例4(b)と比較例1(a)を150℃で1時間放置後の比較写真である。
【図4】実施例1(a)と比較例4(b)の釘刺し試験(Nail Penetration Test)の写真である。
【図5】TMA meltdownの結果を示すグラフである。
【発明を実施するための形態】
【0048】
以下、下記実施例を参照して本発明をより具体的に説明するが、これに本発明の範疇は限定されない。
【0049】
[実施例]
本発明のポリエチレン系複合微多孔膜の様々な特性を以下の試験方法により評価した。
【0050】
(1)厚さ
厚さに対する精密度が0.1μmである接触方式の厚さ測定器を使用した。
【0051】
(2)被覆層の厚さ
微多孔膜の表面に被覆層が形成された場合、被覆前の微多孔膜の厚さと被覆後の厚さを測定して両方の厚さの差から被覆層の厚さを計算した。両面の場合被覆前と被覆の後の厚さ差の1/2を被覆層厚さに使用した。必要に応じてミクロトーミング(またはCryotoming)を用いて断面をカットして電子顕微鏡を使用して断面を観察、厚さを測定した。
【0052】
(3)被覆層の気孔率(%)
Acm×Bcmにサンプルを切断して重量/厚さを測定し、被覆層単独の重量/厚さを測定する。A/B両方ともそれぞれ5〜20cmの範囲に切断して測定した。
【0053】
[数1]
気孔率={1−(M*WRpoly/ρpoly+M*WRcera/ρcera)/(A*B*t)}×100
ここで、M=被覆層の重量(全体重量−基材層の重量)
WRpoly=初期耐熱性樹脂のweight ratio
WRcera=初期無機物のweight ratio
ρpoly=耐熱性樹脂の密度(g/cm3)
ρcera=無機物の密度(g/cm3)
t=被覆層の厚さ(全体厚さ−基材層の厚さ)
【0054】
(4)粒径
粒径は、フィルム表面の電子顕微鏡写真から測定される気孔の見掛けの大きさにより測定した。
【0055】
(5)気体透過度(Gurley densometer)
気体透過度は、気孔測定器(Gurley densometer:Toyoseiki社)により測定された。一定体積(100ml)の気体が一定圧力(約1〜2psig)で一定面積(1in2)を通過するのにかかる時間であり、秒(second)単位で示す。
【0056】
(6)穿孔強度(N/μm)
INSTRON社のUTM(Universal Test Machine)3345を使用して120mm/minの速度で押圧して測定した。ここでpinは直径が1.0mmであり、曲率半径が0.5mmであるpin tipを使用した。
【0057】
[数2]
穿孔強度(N/μm)=測定Load(N)÷隔離膜の厚さ(μm)
【0058】
(7)引張強度は、ASTM D882により測定された。
【0059】
(8)収縮率は、ポリエチレン系微多孔膜を130℃のオーブンに1時間放置して測定し、被覆層が形成されたポリエチレン系複合微多孔膜の場合には150℃のオーブンに1時間放置した後、縦方向及び横方向の収縮を%で測定した。また、厚さ方向の収縮(z方向)も(1)の厚さ測定器を使用して厚さを測定し、収縮を%で示した。
【0060】
(9)TMA meltdown
METTLER TOLEDO社のTMA(Thermo−mechanical analysis)装備を使用して6mm×10mmの試片に0.015Nの錘を取り付けて5℃/minの速度で昇温する。延伸過程を経て製造された試片の場合、一定温度で収縮が生じ、Tg及びTmを超えると、錘の重量によって試片が延伸される。ポリエチレン系微多孔膜の場合、Tmである135℃程度の高温で最大収縮が発生し、前記条件が適用されて被覆層が形成された複合膜の場合には、135℃程度の温度で試片の大きさの変化がほとんど観察されない。ポリエチレンのTmである約135℃でTMAの最大収縮pointが観察され、この温度をTMA最大収縮温度と表し、TMA最大収縮温度を超えてmelt状態のポリエチレンは錘の重量によって延伸し始めるが、この時に試片の初期長さ(zero point)を超え始める温度をTMA meltdownと定義する。また、収縮が発生しないサンプルの場合には傾斜が最大の時を基準にx軸と接する温度と定義する。
【0061】
(10)熱露出の測定(Hot Box Test)
ポリエチレン系複合微多孔膜を隔離膜に使用して電池を組み立てた。リチウムコバルトオキシド(LiCoO2)を活物資に使用した陽極とグラファイトカーボン(graphite carbon)を活物資に使用した陰極を製造された隔離膜とともに巻取してアルミニウムパック(aluminum pack)に投入した後、エチルレンカーボネートとジエチレンカーボネート1:1溶液にリチウムヘキサフルオロホスフェート(LiPF6)を1モルの濃度で溶解した電解液を注入し、密封して電池を組み立てた。
【0062】
組み立てられた電池をオーブンに入れて5℃/minで昇温し、150℃に達すると30分間放置して電池の変化を測定した。
【0063】
(11)釘刺し(Nail Penetration)測定
ポリエチレン系複合微多孔膜を隔離膜に使用して電池を組み立てた。リチウムコバルトオキシド(LiCoO2)を活物資に使用した陽極とグラファイトカーボン(graphite carbon)を活物資に使用した陰極を製造された隔離膜とともに巻取してアルミニウムパック(aluminum pack)に投入した後、エチルレンカーボネートとジエチレンカーボネート1:1溶液にリチウムヘキサフルオロホスフェート(LiPF6)を1モルの濃度で溶解した電解液を注入し、密封して電池を組み立てた。
【0064】
組み立てられた電池を固定し、直径が2.5mmであるnailを使用して80mm/secの速度で貫通し、電池の挙動を観察した。
【0065】
(12)閉温度及び溶融破断温度
ポリエチレン系複合微多孔膜の閉温度及び溶融破断温度は、インピーダンスが測定できる簡易セルで測定した。簡易セルは、ポリエチレン系複合微多孔膜を二つの黒鉛電極の間に位置させて内部に電解液を注入した状態で組み立てられ、1kHzの交流電流を使用して25℃から200℃まで5℃/minで昇温し、電気抵抗を測定した。ここで、電気抵抗が数百〜数千Ω以上に急激に増加する時点の温度を閉温度とし、電気抵抗がまた減少して100Ω以下に落ちる時点の温度を溶融破断温度とした。電解液はリチウムヘキサフルオロホスフェート(LiPF6)をエチレンカーボネートとプロピレンカーボネート1:1溶液に1モルの濃度で溶解したものを使用した。
【0066】
[実施例1]
ポリエチレン系微多孔膜の製造のために、重量平均分子量が3.8×105である高密度ポリエチレンを使用し、希釈剤としてはジブチルフタレートと40℃動粘度が160cStであるパラフィンオイルを1:2重量比で混合使用し、ポリエチレンと希釈剤の含量はそれぞれ30重量%、70重量%であった。前記組成物をT−ダイが装着された二軸コンパウンダを利用して240℃で押出し、170℃に設定された区間を通過して単相に存在するポリエチレンと希釈剤の相分離を誘発し、キャスティングロールを利用してシートを製造した。逐次二軸延伸機を使用して製造されたシートを縦横方向に延伸温度128℃でそれぞれ6倍延伸し、延伸後の熱固定温度は128℃であり、熱固定幅は1−1.2−1.1の3段階に調節した。製造された分離膜の最終厚さは16μm、気体透過度(Gurley)は130secであり、130℃収縮率が縦横方向にそれぞれ20%、25%であった。
【0067】
製造されたポリエチレン系微多孔膜の表面の電子顕微鏡(SEM)写真を図1に示した。
【0068】
前記の方法により製造されたポリエチレン系微多孔膜を使用して、被覆層形成のために溶融温度が231℃であるポリアリールアミド30volume%と、BaTiO3(平均粒径0.4μm)粉末70volume%をテトラクロロエタンに溶解させて全体固形分の含量が25%になるように製造した。バーコーティング方式を使用して基材層の断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてテトラクロロエタンを除去/乾燥し、最終的に厚さ5.1μmの被覆層を基材層に形成した。
【0069】
該当方法により製造されたポリエチレン系複合微多孔膜を使用した電池の釘刺し試験を図4の(a)に示した。電池の釘刺し試験の結果、発煙はあるが、電池の膨脹及び爆発は現れなかった。
【0070】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0071】
[実施例2]
前記実施例1のポリエチレン系微多孔膜製造方法により製造され、延伸温度131℃でそれぞれ7.5倍延伸し、延伸後の熱固定温度は130℃であり、熱固定幅は1−1.3−1.1に調節された。製造されたフィルムの最終厚さは25μm、気体透過度(Gurley)は100secであり、130℃収縮率が縦横方向にそれぞれ25%、28%であった。
【0072】
前記方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリアリレート24volume%とSiO2(平均粒径0.8μm)粉末76volume%をクロロベンゼンに溶解させて全体固形分の含量が30重量%になるように溶液を製造した。ディップコーティング方式を使用して基材層の両面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてクロロベンゼンを除去/乾燥し、最終的に一面の厚さが3μm、被覆層の総厚さが6.3μm(それぞれ3.15μm)である被覆層を基材層に形成した。
【0073】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0074】
[実施例3]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のために溶融温度が231℃であるポリフェニルスルホン13volume%とSiO2(平均粒径0.2μm)粉末87volume%をn−メチルピロリドンに溶解させて全体固形分の含量が35重量%になるように溶液を製造した。マイクロ−グラビア(Micro−gravure)コーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてn−メチルピロリドンを除去/乾燥し、最終的に厚さ5.4μmの被覆層を基材層に形成した。
【0075】
[実施例4]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を使用し、基材層両面に被覆層形成のためにガラス転移温度が231℃であるポリアリールアミド30volume%とBaTiO3(平均粒径0.4μm)粉末70volume%をメチレンクロライドに溶解させて全体固形分の含量が11重量%になるように溶液を製造した後、コンマコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてメチレンクロライドを除去/乾燥し、最終的に厚さ約3μmの被覆層を基材層一面に形成し、同一の方法により反対面に約3μmの厚さで被覆層を形成し、最終的に厚さ5.8μmの被覆層を基材層に形成した。
【0076】
150℃のオーブンで約1時間放置した後に観察した結果、縦横方向両方とも1%未満の収縮が生じることを確認した(図3の(b))。
【0077】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0078】
[実施例5]
前記実施例2の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリアリレート14volume%とAl2O3(平均粒径0.2μm)粉末86volume%をテトラヒドロフランに溶解させて全体固形分の含量が18重量%になるように溶液を製造した。ダイコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてテトラヒドロフランを除去/乾燥し、最終的に厚さ3.1μmの被覆層を基材層に形成した。
【0079】
[実施例6]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリフェニルスルホン15volume%とAl2O3(平均粒径0.4μm)粉末85volume%をトリクロロエタンに溶解させて全体固形分の含量が22重量%になるように溶液を製造した。ダイコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてトリクロロエタンを除去/乾燥し、最終的に厚さが4.3μmである被覆層を基材層に形成した。
【0080】
無機物粉末を使用して製造されたポリエチレン系複合微多孔膜の表面の電子顕微鏡(SEM)写真を図2に示した。
【0081】
[比較例1]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を単独で使用し、ポリエチレン系微多孔膜の表面電子顕微鏡(SEM)写真を図1に示した。
150℃のオーブンで約1時間放置した後に観察した結果、全体面積の約69%に収縮が生じることを確認した(図3の(a))。前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0082】
[比較例2]
前記実施例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリアリレートをジクロロエタンに溶解させて全体固形分の含量が5重量%になるように溶液を製造した。バーコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてジクロロエタンを除去/乾燥し、最終的に厚さ2.7μmの被覆層を基材層に形成した。
【0083】
[比較例3]
前記比較例1の方法に製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が189℃であるポリアリールアミド15volume%とAl2O3(平均粒径0.1μm)粉末85volume%をテトラヒドロフランに溶解させて全体固形分の含量が7重量%になるように溶液を製造した。バーコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で乾燥してテトラヒドロフランを除去し、最終的に厚さ1.3μmの被覆層を基材層に形成した。
【0084】
[比較例4]
前記比較例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のために溶融温度160℃の非芳香族ポリビニルリデンフルオライド−ヘキサフルオロプロピレン(PVDF−HFP)35volume%とBaTiO3(平均粒径0.4μm)粉末65volume%をアセトン(Acetone)に溶解させて全体固形分の含量が25重量%になるように溶液を製造した。ダイコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてアセトンを除去/乾燥し、最終的に厚さ5.2μmの被覆層を基材層に形成した。
【0085】
該当の方法により製造されたポリエチレン系複合微多孔膜を使用した電池の釘刺し試験を図4の(b)に示した。電池の釘刺し試験の結果、発煙が生じながら電池の膨脹及び発火が生じた。
【0086】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0087】
[比較例5]
前記比較例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が189℃であるポリフェニルスルホン21volume%とCaCO3(平均粒径0.08μm)粉末79volume%をメチレンクロライドに溶解させて全体固形分の含量が30重量%になるように溶液を製造した。コンマコーティング方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてメチレンクロライドを除去/乾燥し、最終的に厚さ5.1μmの被覆層を基材層に形成した。
【0088】
[比較例6]
前記比較例1の方法により製造されたポリエチレン系微多孔膜を使用し、被覆層形成のためにガラス転移温度が201℃であるポリアリレートを30volume%とAl2O3(平均粒径2.6μm)粉末70volume%をテトラヒドロフランに溶解させて全体固形分の含量が27重量%になるように溶液を製造した。マイクログラビア方式を使用して基材層断面に塗布した後、50℃のオーブン、80%の湿度で一定風量を加えてテトラヒドロフランを除去/乾燥し、最終的に厚さ7.8μmの被覆層を基材層に形成した。
【0089】
前記方法により製造されたポリエチレン系複合微多孔膜のTMA測定結果を図5に示した。
【0090】
前記実施例及び比較例の実験条件及びこれにより得られた結果を下記表1〜2に整理して示した。本発明によって製造される複合膜の場合、高耐熱性と高透過性を同時に有しなければならないため、最終評価は、下記の条件を全て満す場合はPass、一つの条件でも満しなかった場合はFailと記載した。
【0091】
1.被覆層を含む全体複合膜の透過度が300sec以下
2.150℃で1時間の収縮率縦/横方向両方とも0〜3%以下
3.TMA最大収縮温度で最大収縮率が3%以下であり、同時にメルトダウン(Meltdown)温度が145℃〜200℃
4.Hot Box Test及びNail Penetration Test通過
【0092】
【表1】
【0093】
【表2】
【産業上の利用可能性】
【0094】
本発明のポリエチレン系複合微多孔膜は、その化学的安全性と優れた物性により、各種の電池用隔離膜、分離用フィルター及び微細濾過用分離膜に用いることができる。より好ましくは、かかる複合膜はリチウム二次電池などの二次電池または燃料電池用の隔離膜として用いることができる。
【特許請求の範囲】
【請求項1】
ポリエチレン系微多孔膜の表面の少なくとも一面以上に、溶融温度又はガラス転移温度が170℃〜500℃である耐熱性樹脂及び無機物粒子を同時に含んで製造される有機/無機複合微多孔性被覆層を有する複合微多孔膜であって、
(1)被覆層を含む全体複合膜の透過度(Gurley)が300sec以下であり、
(2)150℃で1時間の収縮率が縦/横方向の両方とも0〜3%であり、
(3)TMA最大収縮率が3%以下であり、メルトダウン(Meltdown)温度が145℃〜200℃である、
ポリエチレン系複合微多孔膜。
【請求項2】
被覆層を形成する耐熱性樹脂が、ポリフェニルスルホン(polyphenylsulfone)、ポリアリールアミド(polyarylamide)、ポリアリレート(polyarylate)から選択されることを特徴とする請求項1に記載のポリエチレン系複合微多孔膜。
【請求項3】
無機物粒子が、直径が0.1〜2μmであるCaCO3、Al2O3、SiO2、BaTiO3、TiO2のうち少なくとも1種以上を含むことを特徴とする請求項1に記載のポリエチレン系複合微多孔膜。
【請求項4】
耐熱性樹脂と無機物との体積比が30/70〜10/90vol%である被覆層を有する請求項1に記載のポリエチレン系複合微多孔膜。
【請求項5】
被覆層の総厚さがポリエチレン系微多孔膜の厚さの10〜60%であり、被覆層自体の空隙率が15〜60%であることを特徴とする請求項1に記載のポリエチレン系複合微多孔膜。
【請求項6】
高耐熱性多孔性被覆層の製造方法であって、
(1)耐熱性樹脂を溶媒に混合及び溶解する段階と、
(2)得られた溶液に無機物粒子を分散して混合溶液を製造する段階と、
(3)前記製造された混合溶液をポリエチレン系微多孔膜の表面の一面または両面に塗布する段階と、
(4)形成された被覆層内に残存する溶媒を乾燥により除去する段階と、
を含む高耐熱性多孔性被覆層の製造方法。
【請求項7】
被覆層を形成するために製造される混合溶液が、溶媒100wt%に対して、耐熱性樹脂及び無機物粒子を含む固形分の含量が8〜35wt%の割合であることを特徴とする請求項6に記載の高耐熱性多孔性被覆層の製造方法。
【請求項8】
請求項1に記載のポリエチレン系複合微多孔膜が含まれた電池用隔離膜。
【請求項9】
請求項8に記載の隔離膜を含む電池デバイス(battery devices)。
【請求項10】
請求項9に記載の電池デバイス(battery devices)は、リチウムイオン電池または燃料電池である電池デバイス(battery devices)。
【請求項1】
ポリエチレン系微多孔膜の表面の少なくとも一面以上に、溶融温度又はガラス転移温度が170℃〜500℃である耐熱性樹脂及び無機物粒子を同時に含んで製造される有機/無機複合微多孔性被覆層を有する複合微多孔膜であって、
(1)被覆層を含む全体複合膜の透過度(Gurley)が300sec以下であり、
(2)150℃で1時間の収縮率が縦/横方向の両方とも0〜3%であり、
(3)TMA最大収縮率が3%以下であり、メルトダウン(Meltdown)温度が145℃〜200℃である、
ポリエチレン系複合微多孔膜。
【請求項2】
被覆層を形成する耐熱性樹脂が、ポリフェニルスルホン(polyphenylsulfone)、ポリアリールアミド(polyarylamide)、ポリアリレート(polyarylate)から選択されることを特徴とする請求項1に記載のポリエチレン系複合微多孔膜。
【請求項3】
無機物粒子が、直径が0.1〜2μmであるCaCO3、Al2O3、SiO2、BaTiO3、TiO2のうち少なくとも1種以上を含むことを特徴とする請求項1に記載のポリエチレン系複合微多孔膜。
【請求項4】
耐熱性樹脂と無機物との体積比が30/70〜10/90vol%である被覆層を有する請求項1に記載のポリエチレン系複合微多孔膜。
【請求項5】
被覆層の総厚さがポリエチレン系微多孔膜の厚さの10〜60%であり、被覆層自体の空隙率が15〜60%であることを特徴とする請求項1に記載のポリエチレン系複合微多孔膜。
【請求項6】
高耐熱性多孔性被覆層の製造方法であって、
(1)耐熱性樹脂を溶媒に混合及び溶解する段階と、
(2)得られた溶液に無機物粒子を分散して混合溶液を製造する段階と、
(3)前記製造された混合溶液をポリエチレン系微多孔膜の表面の一面または両面に塗布する段階と、
(4)形成された被覆層内に残存する溶媒を乾燥により除去する段階と、
を含む高耐熱性多孔性被覆層の製造方法。
【請求項7】
被覆層を形成するために製造される混合溶液が、溶媒100wt%に対して、耐熱性樹脂及び無機物粒子を含む固形分の含量が8〜35wt%の割合であることを特徴とする請求項6に記載の高耐熱性多孔性被覆層の製造方法。
【請求項8】
請求項1に記載のポリエチレン系複合微多孔膜が含まれた電池用隔離膜。
【請求項9】
請求項8に記載の隔離膜を含む電池デバイス(battery devices)。
【請求項10】
請求項9に記載の電池デバイス(battery devices)は、リチウムイオン電池または燃料電池である電池デバイス(battery devices)。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2012−529742(P2012−529742A)
【公表日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願番号】特願2012−514894(P2012−514894)
【出願日】平成22年6月17日(2010.6.17)
【国際出願番号】PCT/KR2010/003913
【国際公開番号】WO2010/147407
【国際公開日】平成22年12月23日(2010.12.23)
【出願人】(508171000)エスケー イノベーション シーオー., エルティーディー. (19)
【Fターム(参考)】
【公表日】平成24年11月22日(2012.11.22)
【国際特許分類】
【出願日】平成22年6月17日(2010.6.17)
【国際出願番号】PCT/KR2010/003913
【国際公開番号】WO2010/147407
【国際公開日】平成22年12月23日(2010.12.23)
【出願人】(508171000)エスケー イノベーション シーオー., エルティーディー. (19)
【Fターム(参考)】
[ Back to top ]