
高誘電率樹脂シート、積層体、および高誘電率樹脂シートの製造方法
【課題】表面に導電体層を設置しても、剥離が生じにくい高誘電率の樹脂シートを提供することを目的とする。
【解決手段】熱可塑性樹脂を含み、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下である高誘電率樹脂シートであって、前記熱可塑性樹脂の線膨張係数は、10×10−5/℃以下であることを特徴とする高誘電率樹脂シート。
【解決手段】熱可塑性樹脂を含み、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下である高誘電率樹脂シートであって、前記熱可塑性樹脂の線膨張係数は、10×10−5/℃以下であることを特徴とする高誘電率樹脂シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電波制御部材等に使用される高い誘電率を有する樹脂シートに関する。
【背景技術】
【0002】
携帯電話機器や非接触式認証装置等の電波通信機器分野等において、所定の誘電特性を有する樹脂シートが広く使用されている。例えば、マイクロ波帯以上の高周波数における電波制御部材には、樹脂シートの片面または両面に、導電体層が設置された積層体が使用される。
【0003】
しかしながら、近年、これらの装置のさらなる小型化、軽量化の要望に伴い、樹脂シートには、さらなる高誘電率化が求められるようになっている。また、樹脂シートには、その適用用途の拡大のため、柔軟性および耐久性が要求されるようになってきている。
【0004】
このような背景の下、例えば特許文献1〜3には、エラストマーを使用した高誘電率材料が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−291206号公報
【特許文献2】特開2005−89686号公報
【特許文献3】特許第3485391号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述のような高誘電率材料に使用されるエラストマーは、全般に、線膨張係数が比較的大きいという特徴を有する。例えば特許文献1では、エラストマーとして、線膨張係数が
24×10−5/℃のエチレンプロピレンゴム、19×10−5/℃の塩化ゴム、18×10−5/℃のブチルゴム、25×10−5/℃のブタジエンゴム、25〜40×10−5/℃のシリコーンゴムが使用される。
【0007】
しかしながら、例えば、導電体層が表面に設置された樹脂シートの材料に、このようなエラストマーを使用した場合、導電体層と樹脂シートの間で線膨張係数が大きく異なってしまう。線膨張係数に大きな差異があると、樹脂シートの表面に導電体層を設置する際、あるいは樹脂シートの使用時等に、導電体層の剥離が生じやすくなるという問題がある。
【0008】
本発明は、このような課題に鑑みなされたものであり、本発明では、表面に導電体層を設置しても、剥離が生じにくい高誘電率の樹脂シートを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明では、
熱可塑性樹脂を含み、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下である高誘電率樹脂シートであって、
前記熱可塑性樹脂の線膨張係数は、10×10−5/℃以下であることを特徴とする高誘電率樹脂シートが提供される。
【0010】
ここで、本発明による高誘電率樹脂シートは、1%以上50%以下の破断伸びを有しても良い。
【0011】
また、前記熱可塑性樹脂に、過酸化物添加などによる化学的な部分架橋処理または電子線(EB)照射等による機械的な部分架橋処理を施すことによって、線膨張係数を10×10−5/℃以下に抑えても良い。
【0012】
また、本発明による高誘電率樹脂シートは、さらに、フィラーを含んでも良い。
【0013】
また、本発明による高誘電率樹脂シートにおいて、前記熱可塑性樹脂は、C−H結合またはC−F結合を基本骨格としても良い。
【0014】
また、本発明による高誘電率樹脂シートにおいて、前記フィラーは、ストロンチウム(Sr)、バリウム(Ba)、ジルコニウム(Zr)、シリコン(Si)、チタン(Ti)、マグネシウム(Mg)、ランタン(La)、ネオジウム(Nd)、ビスマス(Bi)、カルシウム(Ca)、コバルト(Co)、パラジウム(Pd)、亜鉛(Zn)、ベリリウム(Be)、カドミウム(Cd)、スズ(Sn)、リチウム(Li)、ニオブ(Nb)、セリウム(Ce)、タンタル(Ta)、ナトリウム(Na)、サマリウム(Sm)およびアルミニウム(Al)からなる群から選定された少なくとも一つを含む酸化物であっても良い。
【0015】
例えば、前記フィラーは、チタン酸ストロンチウムを含んでも良い。
【0016】
また、本発明による高誘電率樹脂シートにおいて、前記熱可塑性樹脂は、シンジオタクティックポリスチレンを含んでも良い。
【0017】
また、本発明による高誘電率樹脂シートにおいて、前記熱可塑性樹脂は、シンジオタクティックポリスチレンおよび熱可塑性エラストマーを含んでも良い。
【0018】
また、本発明による高誘電率樹脂シートにおいて、比誘電率(εr)は、5以上30以下であり、誘電正接(tanδ)は、0.01以下であっても良い。
【0019】
また、本発明では、
高誘電率樹脂シートの片面または両面に、導電体層が設置された積層体であって、
前記高誘電率樹脂シートは、前述のような特徴を有する高誘電率樹脂シートであることを特徴とする積層体が提供される。
【0020】
また、本発明では、
高誘電率樹脂シートの製造方法であって、
(a)熱可塑性樹脂およびフィラーを準備するステップと、
(b)前記熱可塑性樹脂およびフィラーを加熱混練して、混合物を形成するステップと、
(c)前記混合物をシート状の成形体に成形するステップと、
を有し、
これにより、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下であり、線膨張係数が10×10−5/℃以下である高誘電率樹脂シートが得られることを特徴とする方法が提供される。
【0021】
ここで、本発明による方法において、前記高誘電率樹脂シートは、1%以上50%以下の破断伸びを有しても良い。
【0022】
また、本発明による方法において、前記高誘電率樹脂シートは、比誘電率(εr)が5以上30以下であり、誘電正接(tanδ)が0.01以下であっても良い。
【0023】
また、本発明による方法は、さらに、
(d)前記ステップ(c)において得られた成形体の少なくとも一つの表面に、導電体層を設置するステップを有しても良い。
【0024】
また、本発明による方法において、前記ステップ(d)は、前記成形体の前記表面に、導電体を加熱圧着することにより行われても良い。
【0025】
また、本発明による方法は、前記ステップ(d)の後、
(e)前記導電体層をパターン化するステップを有しても良い。
【発明の効果】
【0026】
本発明では、表面に導電体層を設置しても、剥離が生じにくい高誘電率の樹脂シートを提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明による高誘電率樹脂シートの製造方法の一例の概略的なフローを示した図である。
【図2】本発明による積層体を連続的に製造する製造機の一例を概略的に示した図である。
【図3】樹脂シートの最小曲率半径を測定する治具の側面を概略的に示した図である。
【図4】樹脂シートの引張弾性率および破断伸びを測定する際に用いられる試験片の形状を示した図である。
【発明を実施するための形態】
【0028】
以下、本発明について詳しく説明する。
【0029】
前述のように、高誘電率材料として使用される、特許文献1〜3に記載のエラストマーには、全般に、線膨張係数が比較的大きいという問題がある。このようなエラストマーを、導電体層が表面に設置された樹脂シートの材料として使用した場合、導電体層と樹脂シートの間で線膨張係数が大きく異なってしまう。また、線膨張係数に大きな差異があると、樹脂シートの表面に導電体層を設置する際、あるいは樹脂シートの使用時等に、導電体層の剥離が生じやすくなるという問題がある。
【0030】
これに対して、本発明では、高誘電率かつ可撓性のある樹脂シートが提供され、この樹脂シートは、線膨張係数が10×10−5/℃以下の熱可塑性樹脂を含むという特徴を有する。この特徴のため、本発明の「高誘電率」樹脂シートでは、表面に導電体層を設置した場合、導電体層と樹脂シートの間の線膨張係数の差異を小さくすることができる。従って、本発明では、樹脂シートと導電体層との間に、良好な耐剥離性を得ることができる。
【0031】
また、一般に、エラストマーの破断伸びは、線膨張係数が大きくなるとともに増大する傾向にある。しかしながら、エラストマーの破断伸びが著しく大きくなると、樹脂シートの加工寸法の精度が低下するという問題が生じ得る。
【0032】
しかしながら、本発明の樹脂シートの場合、熱可塑性樹脂の線膨張係数は、10×10−5/℃以下に抑えられている。このため、樹脂シートの加工寸法の精度が低下するという問題が軽減される。
【0033】
ここで、本願において、「高誘電率」とは、3.0以上の比誘電率を意味する。特に、RFIDタグおよび携帯電話のような電磁波制御装置の高誘電体部材(以下、これらをまとめて「電波制御部材」とも称する)を考慮した場合、本発明の高誘電率樹脂シートは、厚さを0.2mm〜2mmの範囲と仮定して、5.0以上30以下の比誘電率を有しても良い。なお、この場合、誘電正接(tanδ)は、0.01以下であることが好ましい。
【0034】
また、樹脂シートの引張弾性率は、5MPa以上5000MPa以下であることが好ましい。引張弾性率が5MPaを下回ると、剛性が低くなり、切断等の加工が難しくなる。一方、引張弾性率が5000MPaを超えると、剛性が高くなりすぎて、凹凸のある表面への装着が難しくなる。
【0035】
熱可塑性樹脂は、基本骨格としてC−H結合またはC−F結合を有するものが好ましい。基本骨格としてC−H結合を有する熱可塑性樹脂としては、シンジオタクティックポリスチレン、ポリプロピレン等が挙げられる。また、基本骨格としてC−F結合を有する熱可塑性樹脂としては、ポリフッ化ビニリデン、エチレンテトラフルオロエチレン共重合体等が挙げられる。
【0036】
熱可塑性樹脂として、例えば、シンジオタクティックポリスチレンを使用する場合、シンジオタクティックポリスチレンは、単独で使用されても、熱可塑性エラストマーと組み合わせて使用されても良い。後者の場合、シンジオタクティックポリスチレンと熱可塑性エラストマーの混合比(シンジオタクティックポリスチレン:熱可塑性エラストマー)は、例えば、40:60〜60:40(体積比)の範囲である。
【0037】
なお、以降の説明では、「熱可塑性樹脂」という用語は、熱可塑性樹脂と熱可塑性エラストマーの両方を含む樹脂に対しても使用するものとする。
【0038】
また、本発明による高誘電率樹脂シート中の熱可塑性樹脂に過酸化物添加などによる化学的な部分架橋処理または電子線(EB)照射等による機械的な部分架橋処理を施すことによって、熱可塑性樹脂の線膨張係数を10×10−5/℃以下に抑えても良い。
【0039】
また、本発明による高誘電率樹脂シートは、熱可塑性樹脂中にフィラーを分散させることにより構成されても良い。
【0040】
そのようなフィラーとしては、例えば、ストロンチウム(Sr)、バリウム(Ba)、ジルコニウム(Zr)、シリコン(Si)、チタン(Ti)、マグネシウム(Mg)、ランタン(La)、ネオジウム(Nd)、ビスマス(Bi)、カルシウム(Ca)、コバルト(Co)、パラジウム(Pd)、亜鉛(Zn)、ベリリウム(Be)、カドミウム(Cd)、スズ(Sn)、リチウム(Li)、ニオブ(Nb)、セリウム(Ce)、タンタル(Ta)、ナトリウム(Na)、サマリウム(Sm)およびアルミニウム(Al)のうちの少なくとも一つを含む酸化物の粒子が使用されても良い。フィラーは、例えば、チタン酸ストロンチウム(SrTiO3)を含んでも良い。
【0041】
フィラーとして使用される酸化物粒子の粒径は、特に限られない。酸化物粒子の粒径(直径)は、例えば0.1μm〜10μmの範囲(例えば0.9〜1.0μm)である。
【0042】
熱可塑性樹脂(熱可塑性エラストマーを含む)とフィラーの混合比(熱可塑性樹脂:フィラー)は、特に限られないが、例えば、50:50〜70:30(体積比)の範囲であり、例えば60:40(体積比)である。
【0043】
(本発明による高誘電率樹脂シートの製造方法)
次に、本発明による高誘電率樹脂シートの製造方法の一例について説明する。
【0044】
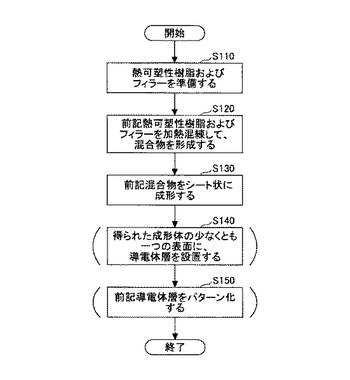
図1には、本発明による高誘電率樹脂シートの製造方法の一例を示す。図1に示すように、本発明による高誘電率樹脂シートは、
(a)熱可塑性樹脂およびフィラーを準備するステップ(ステップS110)と、
(b)前記熱可塑性樹脂およびフィラーを加熱混練して、混合物を形成するステップ(ステップS120)と、
(c)前記混合物をシート状に成形するステップ(ステップS130)と、
を有し、これにより、線膨張係数が10×10−5/℃以下の高誘電率樹脂シートを得ることができる。
【0045】
なお、本発明による高誘電率樹脂シートの製造方法は、さらに任意で、
(d)前記ステップ(c)において得られた成形体の少なくとも一つの表面に、導電体層を設置するステップ(S140)、および
(e)前記導電体層をパターン化するステップ(S150)
を有しても良い。
【0046】
以下、各ステップについて説明する。
【0047】
(ステップS110)
まず、熱可塑性樹脂およびフィラーが準備される。熱可塑性樹脂およびフィラーとしては、前述のような材料を用いることができる。
【0048】
なお、熱可塑性樹脂およびフィラーは、使用前に十分乾燥されることが好ましい。乾燥条件は、特に限られないが、例えば、60℃〜90℃で、12時間〜48時間程度保持することにより、乾燥を行っても良い。
【0049】
(ステップS120)
次に、準備された熱可塑性樹脂およびフィラーが所定の体積比で混合され、加熱混練される。混練の際の回転数は、特に限られない。回転数は、例えば10rpm〜200rpmの範囲であっても良い。
【0050】
混練処理温度は、使用する熱可塑性樹脂によっても変化するが、おおよそ150℃〜350℃の範囲である。例えば、熱可塑性樹脂として、シンジオタクティックポリスチレンと熱可塑性エラストマーの混合体を使用する場合、処理温度は、220℃〜320℃の範囲であることが好ましい。
【0051】
これにより、フィラー粒子を含む混合物が得られる。このような混合物は、溶融状態のまま次以降の工程に使用しても良いし、一旦ペレット状に固化させて使用しても良い。
【0052】
(ステップS130)
次に、押出機等を用いて、得られた混合物(溶融物またはペレットの形態であっても良い)を所望のシート形状に成形し、成形体を形成する。また、この成形体を冷却することにより、高誘電率樹脂シートが得られる。
【0053】
(ステップS140)
以上の工程により、本発明による高誘電率樹脂シートを製造することが可能であるが、さらに、得られた樹脂シートの片面または両面に、金属のような導電体層を設置して、積層体を構成しても良い。このような構成体は、高誘電率が必要な電波制御部材等に利用することができる。
【0054】
ここで、樹脂シート表面への導電体層の設置方法は、特に限られず、加熱圧着法、めっき法、蒸着法、スパッタ法等の各種成膜方法が利用できる。加熱圧着法の場合、処理温度は、150℃〜350℃の範囲であり、圧着の際の圧力は、5MPa〜50MPaの範囲であっても良い。
【0055】
また、導電体層と樹脂シートの間に接着剤を介在させて、積層体を構成しても良い。接着剤は、液体状および固体(テープ)状のいずれのものを使用しても良い。
【0056】
(ステップS150)
樹脂シートの表面に設置された導電体層は、必要な場合、所望の配置にパターン化されても良い。パターン化の方法は、特に限られず、例えば、通常のエッチング処理等により、導電体層をパターン化しても良い。
【0057】
なお、前述のような本発明による高誘電率樹脂シートの製造方法において、各工程は、バッチ式に行われても、連続的に行われても良い。各工程がバッチ式に行われる場合、単一の高誘電率樹脂シートまたは積層体が得られる。
【0058】
これに対して、各工程を連続的に行った場合、本発明による高効率樹脂シートを効率的に量産することができる。例えば、前述のステップS130〜ステップS140の工程、すなわちシート状成形体の成形工程〜導電体層の設置工程までを連続的に行っても良い。
【0059】
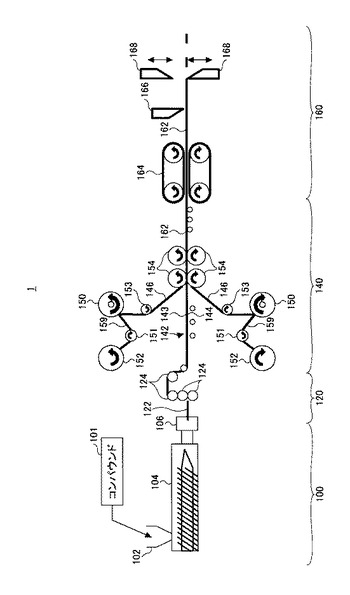
図2には、積層体を連続的に製造する製造機の一例を概略的に示す。
【0060】
この製造機1は、押出工程部100、冷却工程部120、加熱圧着工程部140、および切断工程部160とで構成される。
【0061】
押出工程部100は、熱可塑性樹脂およびフィラーを含むコンパウンド101を押出成形するための部分である。押出工程部100は、ペレット状のコンパウンド101を投入するための投入機102と、押出機104とを備える。押出機104は、例えば1軸式の押出機であり、出口側には、T型ダイス106が備え付けられている。
【0062】
冷却工程部120は、押出工程部100から押し出されたシート状の成形体122を、所定の厚さ範囲に維持しながら、冷却するための部分である。冷却工程部120は、複数の賦形ローラ124を有する。
【0063】
加熱圧着工程部140は、冷却されたシート状成形体142の両表面(上下面)143および144に、後に導電体層となる導電体の箔146を設置するための部分である。加熱圧着工程部140は、繰り出し機150と、バックアップローラ152と、加熱圧着ローラ154とを有する。
【0064】
繰り出し機150には、下地層と導電体箔の2層で構成されるロール体が取り付けられている。このロール体の導電体箔146は、後に樹脂シートの表面に形成された導電体層となるものである。一方、下地層159は、この導電体箔146を支持するための基板である。繰り出し機150は、ロール体の下地層159から導電体箔146を剥離する機能を有する。
【0065】
バックアップローラ152は、ロール体から剥離された下地層159を巻き取る役割を果たす。すなわち、繰り出し機150において剥離された下地層159は、ローラ151を介してバックアップローラ152に巻き取られる。
【0066】
一方、ローラ153は、ロール体から剥離された導電体箔146を引き寄せ、これを加熱圧着ローラ154の方に供給する役割を有する。
【0067】
加熱圧着ローラ154は、ローラ153から供給される導電体箔146を引き寄せるとともに、この導電体箔146をシート状成形体142の各表面143、144に圧着する。
【0068】
従って、加熱圧着ローラ154の出口側からは、積層体162が排出される。
【0069】
切断工程部160は、積層体162を所望の寸法に切断する部分である。切断工程部160は、引取機164と、縦切カッター166と、裁断カッター168とを備える。引取機164は、加熱圧着工程部140において得られた積層体162を、切断工程部160まで搬送する機能を有する。縦切カッター166は、積層体162を縦方向(積層体162の流れ方向)に沿って切断する。裁断カッター168は、積層体162を最終形状に切断する。
【0070】
次に、このような製造機1の動作について、簡単に説明する。
【0071】
まず、押出工程部100の投入機102に、熱可塑性樹脂およびフィラーを含むコンパウンド101が供給される。このコンパウンド101は、押出機104内で溶融され、T型ダイス106から溶融した状態で排出される。
【0072】
排出された成形体122は、冷却工程部120に搬送される。冷却工程部120では、成形体122は、賦形ローラ124により、所定の厚さ範囲に調整され、冷却される。
【0073】
次に、冷却された成形体142は、加熱圧着工程部140に搬送される。ここでは、成形体142の両表面143、144に、繰り出し機150内のロール体から供給された導電体箔146が置載される。また、この導電体箔146は、成形体142とともに加熱圧着ローラ154の間を通り、これにより、導電体箔146が成形体142の表面143、144に圧着され、積層体162が形成される。
【0074】
次に、積層体162は、引取機164により、切断工程部160に搬送される。切断工程部160では、積層体162は、縦切カッター166および裁断カッター168による切断を経て、最終形状に仕上げられる。
【0075】
なお、図2の製造機を用いた積層体の連続製造法は、一例であって、積層体をその他の方法で、連続的に製造しても良いことは、当業者には、明らかである。
【実施例】
【0076】
以下、本発明の実施例について説明する。
【0077】
(実施例1)
以下の方法により、本発明による高誘電率樹脂シートを製作した。
【0078】
まず、熱可塑性樹脂として、シンジオタクティックポリスチレン(SPS)2.7g、およびポリスチレン系エラストマー(商品名ダイナロン、JSR社製)3.1gを準備した。SPSの線膨張係数は、8.6×10−5/℃であった。ポリスチレン系エラストマーの線膨張係数は、9.5×10−5/℃であった。両熱可塑性樹脂は、水分を除去するため、使用前に、80℃で24時間保持することにより乾燥処理を行った。
【0079】
また、フィラーとして、チタン酸ストロンチウムの球状粒子(平均粒径1μm)を20g準備した。
【0080】
次に、以下の方法により、熱可塑性樹脂とフィラー粒子とを混練した。
【0081】
まず、SPSおよびポリスチレン系エラストマーを混練機に投入し、加熱混練した。混練機の回転数は、100rpm程度とした。混練機の温度は、300℃に保持した。混練処理により、数分後には、供給した熱可塑性樹脂が完全に溶融した。
【0082】
次に、チタン酸ストロンチウム粒子を混練機に数回に分けて供給し、さらに混練処理を行った。この混合物を室温まで冷却し、熱可塑性樹脂とチタン酸ストロンチウム粒子とが均一に分散された混合物22gを得た。
【0083】
この混合物約15gを、溝寸法が100×100×0.6mmのプレス金型内に入れ、プレス金型を、300℃に保持した50トンプレス機を用いて、面圧20MPaで5分間、加圧した。これにより、概略寸法が100×100×0.6mmの樹脂シート(以下、実施例1に係る樹脂シートと称する。)を得た。
【0084】
(誘電率測定)
実施例1に係る樹脂シートを、長さ100mm、幅4mmにカットしたサンプルを用いて、比誘電率(εr')および誘電正接(tanδ)を測定した。
【0085】
測定は、ネットワークアナライザ(Agilent社製8722ES)と、空洞共振器(AET社製、2.4GHz)とを用いた空洞共振器摂動法により実施した。
【0086】
まず、サンプルを空洞共振器に挿入する前のTM010モードの共振周波数f0と、無負荷Q(Qu0)とを、ネットワークアナライザから読み取る。次に、サンプルを空洞共振器に挿入して、同様に、TM010モードの共振周波数f1、および無負荷Q(Qu1)を、ネットワークアナライザから読み取る。
【0087】
得られた各値を用いて、以下の式(1)〜(2)より、比誘電率(εr')および誘電正接(tanδ)を算定した。
【0088】
【数1】

ここで、Vは、空洞共振器の体積、dVは、挿入したサンプルの体積である。また、α1は、以下の式(3)で与えられる係数であり、式(3)において、J1(x)は、第1種1次ベッセル関数であり、j01は、第1種0次ベッセル関数の1番目の根である。
【0089】
【数2】
この方法により、実施例1に係る樹脂シートの比誘電率(εr')および誘電正接(tanδ)を求めた結果、比誘電率(εr')は、12であり、誘電正接(tanδ)は、0.003であった。
【0090】
(最小曲率半径測定)
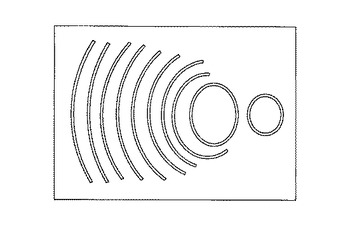
実施例1に係る樹脂シートを、長さ100mm、幅10mmにカットしたサンプルを用いて、最小曲率半径測定を実施した。
【0091】
測定には、図3に示すような湾曲面(幅20mm)を有する複数の治具を使用した。図3には、各冶具の側面が示されている。図から明らかなように、各冶具の湾曲面の曲率半径(R)は、異なっている。測定の際には、各治具の表面の曲面に沿うようにしてサンプルを当て、サンプルが破断しないときの最小曲率半径(Rmin)を求めた。
【0092】
測定の結果、最小曲率半径Rminは、5mmであった。
【0093】
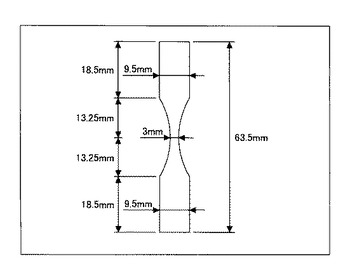
(引張弾性率および破断伸びの測定)
実施例1に係る樹脂シートを、図4の形状(全長63.5mm、最大幅9.5mm、最小幅3mmのダンベル形状)に切断した試験片を用いて、引張弾性率および破断伸びの測定を行った。
【0094】
試験には、引張試験機テンシロンRTC−1210型((株)オリエンテック社製)を用い、JIS−K7161(プラスチック−引張特性の試験方法)に基づいて測定を行った。サンプルは、標線間距離10mmで、引張試験機に固定した。引張速度は、50mm/分とした。
【0095】
引張弾性率Et(MPa)は、以下の式(4)で求められる:
Et=(σ2−σ1)/(ε2−ε1) (4)
ここで、ε1、ε2は、ひずみであり、σ1は、ひずみε1=0.0005のときの引張応力(MPa)であり、σ2は、ひずみε2=0.0025のときの引張応力(MPa)である。なお、ひずみε1、ε2は、以下の式(5)で求められる:
ε=ΔL0/L0 (5)
ここで、L0は、サンプルの標線間距離(mm)であり、ΔL0は、サンプルの標線間距離の増加分(mm)である。
【0096】
測定の結果、引張弾性率Etは、400MPaであった。また、引張破断伸びεB(引張破壊応力に対応する引張ひずみ)は、30%であった。
【0097】
(実施例2)
以下の方法により、本発明による高誘電率樹脂シートを連続的に製作した。
【0098】
まず、シンジオタクティックポリスチレン(SPS)、およびポリスチレン系エラストマー(商品名ダイナロン、JSR社製)を準備した。また、フィラーとしてチタン酸ストロンチウム(SrTiO3)の球状粒子(平均粒径1μm)を準備した。なお、SPSおよびポリスチレン系エラストマーは、水分を除去するため、使用前に、80℃で24時間保持することにより乾燥処理を行った。
【0099】
次に、各材料を別々の定量フィード機構付きホッパーに投入し、15mmのスクリュー径を有する二軸押出機に連続的に供給した。その際、それぞれの材料の供給重量比率は、1:1.1:7.4(SPS:ポリスチレン系エラストマー:チタン酸ストロンチウム)となるように調整した。総原料の投入速度は、7g/分とした。押出機の温度は、290℃とした。
【0100】
押出機内で溶融混練された混合物は、押出機の出口側で、直径3mmのストランドに賦形した。このストランドは、冷却後、長さ3mm毎に連続的に切断され、7g/分の成形速度で、ペレット状のコンパウンドが形成された。
【0101】
次に、得られたペレット状のコンパウンドから、図2に示した製造機1を用いた連続プロセスにより、積層体(導電体層が両面に設置された樹脂シート)を形成した。
【0102】
押出成形機104には、スクリュー直径が20mmのものを用い、T型ダイス106の出口形状は、幅150mm、高さ0.6mmの矩形状とした。押出成形機104内の温度は、290℃とした。押出速度は、110g/分とした。
【0103】
加熱圧着工程部140において、成形体142の両表面143、144に設置される導電体箔146には、厚さが3μmの銅箔を使用した。
【0104】
得られた積層体は、切断工程部160において、20mm×50mmの寸法に切断した。
【0105】
この方法で得られた各積層体において、導電体層の剥離等は、認められなかった。また、正確に所望の寸法に加工された積層体を得ることができた。
【0106】
なお、同製造機において、加熱圧着工程部140での樹脂シートへの導電体層の設置を省略した樹脂シートサンプルを試作した。また、これらのサンプルを用いて、前述の方法により、比誘電率(εr')および誘電正接(tanδ)の測定を行った。サンプルは、製造機の運転を開始し、完成した樹脂シートの供給が安定してから、5分後、30分後、および60分後のものから採取した。
【0107】
測定の結果、5分後、30分後、および60分後の樹脂シートの比誘電率(εr')は、それぞれ、12.4、12.0および11.6であり、サンプルの採取のタイミングに関わらず、安定した値が得られた。また、誘電正接(tanδ)は、それぞれ、0.0029(5分後)、0.0032(30分後)、および0.0029(60分後)であり、誘電正接(tanδ)に関しても、サンプルの採取のタイミングに関わらず、安定した値が得られた。
【産業上の利用可能性】
【0108】
本発明は、RFIDタグおよび携帯電話のような電磁波制御装置の高誘電体等に適用することができる。
【符号の説明】
【0109】
1 製造機
100 押出工程部
101 コンパウンド
102 投入機
104 押出機
106 T型ダイス
120 冷却工程部
122 成形体
124 賦形ローラ
140 加熱圧着工程部
142 冷却されたシート状成形体
143、144 表面
146 導電体箔
150 繰り出し機
151 ローラ
152 バックアップローラ
153 ローラ
154 加熱圧着ローラ
159 下地層
160 切断工程部
162 積層体
164 引取機
166 縦切カッター
168 裁断カッター。
【技術分野】
【0001】
本発明は、電波制御部材等に使用される高い誘電率を有する樹脂シートに関する。
【背景技術】
【0002】
携帯電話機器や非接触式認証装置等の電波通信機器分野等において、所定の誘電特性を有する樹脂シートが広く使用されている。例えば、マイクロ波帯以上の高周波数における電波制御部材には、樹脂シートの片面または両面に、導電体層が設置された積層体が使用される。
【0003】
しかしながら、近年、これらの装置のさらなる小型化、軽量化の要望に伴い、樹脂シートには、さらなる高誘電率化が求められるようになっている。また、樹脂シートには、その適用用途の拡大のため、柔軟性および耐久性が要求されるようになってきている。
【0004】
このような背景の下、例えば特許文献1〜3には、エラストマーを使用した高誘電率材料が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−291206号公報
【特許文献2】特開2005−89686号公報
【特許文献3】特許第3485391号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
前述のような高誘電率材料に使用されるエラストマーは、全般に、線膨張係数が比較的大きいという特徴を有する。例えば特許文献1では、エラストマーとして、線膨張係数が
24×10−5/℃のエチレンプロピレンゴム、19×10−5/℃の塩化ゴム、18×10−5/℃のブチルゴム、25×10−5/℃のブタジエンゴム、25〜40×10−5/℃のシリコーンゴムが使用される。
【0007】
しかしながら、例えば、導電体層が表面に設置された樹脂シートの材料に、このようなエラストマーを使用した場合、導電体層と樹脂シートの間で線膨張係数が大きく異なってしまう。線膨張係数に大きな差異があると、樹脂シートの表面に導電体層を設置する際、あるいは樹脂シートの使用時等に、導電体層の剥離が生じやすくなるという問題がある。
【0008】
本発明は、このような課題に鑑みなされたものであり、本発明では、表面に導電体層を設置しても、剥離が生じにくい高誘電率の樹脂シートを提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明では、
熱可塑性樹脂を含み、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下である高誘電率樹脂シートであって、
前記熱可塑性樹脂の線膨張係数は、10×10−5/℃以下であることを特徴とする高誘電率樹脂シートが提供される。
【0010】
ここで、本発明による高誘電率樹脂シートは、1%以上50%以下の破断伸びを有しても良い。
【0011】
また、前記熱可塑性樹脂に、過酸化物添加などによる化学的な部分架橋処理または電子線(EB)照射等による機械的な部分架橋処理を施すことによって、線膨張係数を10×10−5/℃以下に抑えても良い。
【0012】
また、本発明による高誘電率樹脂シートは、さらに、フィラーを含んでも良い。
【0013】
また、本発明による高誘電率樹脂シートにおいて、前記熱可塑性樹脂は、C−H結合またはC−F結合を基本骨格としても良い。
【0014】
また、本発明による高誘電率樹脂シートにおいて、前記フィラーは、ストロンチウム(Sr)、バリウム(Ba)、ジルコニウム(Zr)、シリコン(Si)、チタン(Ti)、マグネシウム(Mg)、ランタン(La)、ネオジウム(Nd)、ビスマス(Bi)、カルシウム(Ca)、コバルト(Co)、パラジウム(Pd)、亜鉛(Zn)、ベリリウム(Be)、カドミウム(Cd)、スズ(Sn)、リチウム(Li)、ニオブ(Nb)、セリウム(Ce)、タンタル(Ta)、ナトリウム(Na)、サマリウム(Sm)およびアルミニウム(Al)からなる群から選定された少なくとも一つを含む酸化物であっても良い。
【0015】
例えば、前記フィラーは、チタン酸ストロンチウムを含んでも良い。
【0016】
また、本発明による高誘電率樹脂シートにおいて、前記熱可塑性樹脂は、シンジオタクティックポリスチレンを含んでも良い。
【0017】
また、本発明による高誘電率樹脂シートにおいて、前記熱可塑性樹脂は、シンジオタクティックポリスチレンおよび熱可塑性エラストマーを含んでも良い。
【0018】
また、本発明による高誘電率樹脂シートにおいて、比誘電率(εr)は、5以上30以下であり、誘電正接(tanδ)は、0.01以下であっても良い。
【0019】
また、本発明では、
高誘電率樹脂シートの片面または両面に、導電体層が設置された積層体であって、
前記高誘電率樹脂シートは、前述のような特徴を有する高誘電率樹脂シートであることを特徴とする積層体が提供される。
【0020】
また、本発明では、
高誘電率樹脂シートの製造方法であって、
(a)熱可塑性樹脂およびフィラーを準備するステップと、
(b)前記熱可塑性樹脂およびフィラーを加熱混練して、混合物を形成するステップと、
(c)前記混合物をシート状の成形体に成形するステップと、
を有し、
これにより、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下であり、線膨張係数が10×10−5/℃以下である高誘電率樹脂シートが得られることを特徴とする方法が提供される。
【0021】
ここで、本発明による方法において、前記高誘電率樹脂シートは、1%以上50%以下の破断伸びを有しても良い。
【0022】
また、本発明による方法において、前記高誘電率樹脂シートは、比誘電率(εr)が5以上30以下であり、誘電正接(tanδ)が0.01以下であっても良い。
【0023】
また、本発明による方法は、さらに、
(d)前記ステップ(c)において得られた成形体の少なくとも一つの表面に、導電体層を設置するステップを有しても良い。
【0024】
また、本発明による方法において、前記ステップ(d)は、前記成形体の前記表面に、導電体を加熱圧着することにより行われても良い。
【0025】
また、本発明による方法は、前記ステップ(d)の後、
(e)前記導電体層をパターン化するステップを有しても良い。
【発明の効果】
【0026】
本発明では、表面に導電体層を設置しても、剥離が生じにくい高誘電率の樹脂シートを提供することができる。
【図面の簡単な説明】
【0027】
【図1】本発明による高誘電率樹脂シートの製造方法の一例の概略的なフローを示した図である。
【図2】本発明による積層体を連続的に製造する製造機の一例を概略的に示した図である。
【図3】樹脂シートの最小曲率半径を測定する治具の側面を概略的に示した図である。
【図4】樹脂シートの引張弾性率および破断伸びを測定する際に用いられる試験片の形状を示した図である。
【発明を実施するための形態】
【0028】
以下、本発明について詳しく説明する。
【0029】
前述のように、高誘電率材料として使用される、特許文献1〜3に記載のエラストマーには、全般に、線膨張係数が比較的大きいという問題がある。このようなエラストマーを、導電体層が表面に設置された樹脂シートの材料として使用した場合、導電体層と樹脂シートの間で線膨張係数が大きく異なってしまう。また、線膨張係数に大きな差異があると、樹脂シートの表面に導電体層を設置する際、あるいは樹脂シートの使用時等に、導電体層の剥離が生じやすくなるという問題がある。
【0030】
これに対して、本発明では、高誘電率かつ可撓性のある樹脂シートが提供され、この樹脂シートは、線膨張係数が10×10−5/℃以下の熱可塑性樹脂を含むという特徴を有する。この特徴のため、本発明の「高誘電率」樹脂シートでは、表面に導電体層を設置した場合、導電体層と樹脂シートの間の線膨張係数の差異を小さくすることができる。従って、本発明では、樹脂シートと導電体層との間に、良好な耐剥離性を得ることができる。
【0031】
また、一般に、エラストマーの破断伸びは、線膨張係数が大きくなるとともに増大する傾向にある。しかしながら、エラストマーの破断伸びが著しく大きくなると、樹脂シートの加工寸法の精度が低下するという問題が生じ得る。
【0032】
しかしながら、本発明の樹脂シートの場合、熱可塑性樹脂の線膨張係数は、10×10−5/℃以下に抑えられている。このため、樹脂シートの加工寸法の精度が低下するという問題が軽減される。
【0033】
ここで、本願において、「高誘電率」とは、3.0以上の比誘電率を意味する。特に、RFIDタグおよび携帯電話のような電磁波制御装置の高誘電体部材(以下、これらをまとめて「電波制御部材」とも称する)を考慮した場合、本発明の高誘電率樹脂シートは、厚さを0.2mm〜2mmの範囲と仮定して、5.0以上30以下の比誘電率を有しても良い。なお、この場合、誘電正接(tanδ)は、0.01以下であることが好ましい。
【0034】
また、樹脂シートの引張弾性率は、5MPa以上5000MPa以下であることが好ましい。引張弾性率が5MPaを下回ると、剛性が低くなり、切断等の加工が難しくなる。一方、引張弾性率が5000MPaを超えると、剛性が高くなりすぎて、凹凸のある表面への装着が難しくなる。
【0035】
熱可塑性樹脂は、基本骨格としてC−H結合またはC−F結合を有するものが好ましい。基本骨格としてC−H結合を有する熱可塑性樹脂としては、シンジオタクティックポリスチレン、ポリプロピレン等が挙げられる。また、基本骨格としてC−F結合を有する熱可塑性樹脂としては、ポリフッ化ビニリデン、エチレンテトラフルオロエチレン共重合体等が挙げられる。
【0036】
熱可塑性樹脂として、例えば、シンジオタクティックポリスチレンを使用する場合、シンジオタクティックポリスチレンは、単独で使用されても、熱可塑性エラストマーと組み合わせて使用されても良い。後者の場合、シンジオタクティックポリスチレンと熱可塑性エラストマーの混合比(シンジオタクティックポリスチレン:熱可塑性エラストマー)は、例えば、40:60〜60:40(体積比)の範囲である。
【0037】
なお、以降の説明では、「熱可塑性樹脂」という用語は、熱可塑性樹脂と熱可塑性エラストマーの両方を含む樹脂に対しても使用するものとする。
【0038】
また、本発明による高誘電率樹脂シート中の熱可塑性樹脂に過酸化物添加などによる化学的な部分架橋処理または電子線(EB)照射等による機械的な部分架橋処理を施すことによって、熱可塑性樹脂の線膨張係数を10×10−5/℃以下に抑えても良い。
【0039】
また、本発明による高誘電率樹脂シートは、熱可塑性樹脂中にフィラーを分散させることにより構成されても良い。
【0040】
そのようなフィラーとしては、例えば、ストロンチウム(Sr)、バリウム(Ba)、ジルコニウム(Zr)、シリコン(Si)、チタン(Ti)、マグネシウム(Mg)、ランタン(La)、ネオジウム(Nd)、ビスマス(Bi)、カルシウム(Ca)、コバルト(Co)、パラジウム(Pd)、亜鉛(Zn)、ベリリウム(Be)、カドミウム(Cd)、スズ(Sn)、リチウム(Li)、ニオブ(Nb)、セリウム(Ce)、タンタル(Ta)、ナトリウム(Na)、サマリウム(Sm)およびアルミニウム(Al)のうちの少なくとも一つを含む酸化物の粒子が使用されても良い。フィラーは、例えば、チタン酸ストロンチウム(SrTiO3)を含んでも良い。
【0041】
フィラーとして使用される酸化物粒子の粒径は、特に限られない。酸化物粒子の粒径(直径)は、例えば0.1μm〜10μmの範囲(例えば0.9〜1.0μm)である。
【0042】
熱可塑性樹脂(熱可塑性エラストマーを含む)とフィラーの混合比(熱可塑性樹脂:フィラー)は、特に限られないが、例えば、50:50〜70:30(体積比)の範囲であり、例えば60:40(体積比)である。
【0043】
(本発明による高誘電率樹脂シートの製造方法)
次に、本発明による高誘電率樹脂シートの製造方法の一例について説明する。
【0044】
図1には、本発明による高誘電率樹脂シートの製造方法の一例を示す。図1に示すように、本発明による高誘電率樹脂シートは、
(a)熱可塑性樹脂およびフィラーを準備するステップ(ステップS110)と、
(b)前記熱可塑性樹脂およびフィラーを加熱混練して、混合物を形成するステップ(ステップS120)と、
(c)前記混合物をシート状に成形するステップ(ステップS130)と、
を有し、これにより、線膨張係数が10×10−5/℃以下の高誘電率樹脂シートを得ることができる。
【0045】
なお、本発明による高誘電率樹脂シートの製造方法は、さらに任意で、
(d)前記ステップ(c)において得られた成形体の少なくとも一つの表面に、導電体層を設置するステップ(S140)、および
(e)前記導電体層をパターン化するステップ(S150)
を有しても良い。
【0046】
以下、各ステップについて説明する。
【0047】
(ステップS110)
まず、熱可塑性樹脂およびフィラーが準備される。熱可塑性樹脂およびフィラーとしては、前述のような材料を用いることができる。
【0048】
なお、熱可塑性樹脂およびフィラーは、使用前に十分乾燥されることが好ましい。乾燥条件は、特に限られないが、例えば、60℃〜90℃で、12時間〜48時間程度保持することにより、乾燥を行っても良い。
【0049】
(ステップS120)
次に、準備された熱可塑性樹脂およびフィラーが所定の体積比で混合され、加熱混練される。混練の際の回転数は、特に限られない。回転数は、例えば10rpm〜200rpmの範囲であっても良い。
【0050】
混練処理温度は、使用する熱可塑性樹脂によっても変化するが、おおよそ150℃〜350℃の範囲である。例えば、熱可塑性樹脂として、シンジオタクティックポリスチレンと熱可塑性エラストマーの混合体を使用する場合、処理温度は、220℃〜320℃の範囲であることが好ましい。
【0051】
これにより、フィラー粒子を含む混合物が得られる。このような混合物は、溶融状態のまま次以降の工程に使用しても良いし、一旦ペレット状に固化させて使用しても良い。
【0052】
(ステップS130)
次に、押出機等を用いて、得られた混合物(溶融物またはペレットの形態であっても良い)を所望のシート形状に成形し、成形体を形成する。また、この成形体を冷却することにより、高誘電率樹脂シートが得られる。
【0053】
(ステップS140)
以上の工程により、本発明による高誘電率樹脂シートを製造することが可能であるが、さらに、得られた樹脂シートの片面または両面に、金属のような導電体層を設置して、積層体を構成しても良い。このような構成体は、高誘電率が必要な電波制御部材等に利用することができる。
【0054】
ここで、樹脂シート表面への導電体層の設置方法は、特に限られず、加熱圧着法、めっき法、蒸着法、スパッタ法等の各種成膜方法が利用できる。加熱圧着法の場合、処理温度は、150℃〜350℃の範囲であり、圧着の際の圧力は、5MPa〜50MPaの範囲であっても良い。
【0055】
また、導電体層と樹脂シートの間に接着剤を介在させて、積層体を構成しても良い。接着剤は、液体状および固体(テープ)状のいずれのものを使用しても良い。
【0056】
(ステップS150)
樹脂シートの表面に設置された導電体層は、必要な場合、所望の配置にパターン化されても良い。パターン化の方法は、特に限られず、例えば、通常のエッチング処理等により、導電体層をパターン化しても良い。
【0057】
なお、前述のような本発明による高誘電率樹脂シートの製造方法において、各工程は、バッチ式に行われても、連続的に行われても良い。各工程がバッチ式に行われる場合、単一の高誘電率樹脂シートまたは積層体が得られる。
【0058】
これに対して、各工程を連続的に行った場合、本発明による高効率樹脂シートを効率的に量産することができる。例えば、前述のステップS130〜ステップS140の工程、すなわちシート状成形体の成形工程〜導電体層の設置工程までを連続的に行っても良い。
【0059】
図2には、積層体を連続的に製造する製造機の一例を概略的に示す。
【0060】
この製造機1は、押出工程部100、冷却工程部120、加熱圧着工程部140、および切断工程部160とで構成される。
【0061】
押出工程部100は、熱可塑性樹脂およびフィラーを含むコンパウンド101を押出成形するための部分である。押出工程部100は、ペレット状のコンパウンド101を投入するための投入機102と、押出機104とを備える。押出機104は、例えば1軸式の押出機であり、出口側には、T型ダイス106が備え付けられている。
【0062】
冷却工程部120は、押出工程部100から押し出されたシート状の成形体122を、所定の厚さ範囲に維持しながら、冷却するための部分である。冷却工程部120は、複数の賦形ローラ124を有する。
【0063】
加熱圧着工程部140は、冷却されたシート状成形体142の両表面(上下面)143および144に、後に導電体層となる導電体の箔146を設置するための部分である。加熱圧着工程部140は、繰り出し機150と、バックアップローラ152と、加熱圧着ローラ154とを有する。
【0064】
繰り出し機150には、下地層と導電体箔の2層で構成されるロール体が取り付けられている。このロール体の導電体箔146は、後に樹脂シートの表面に形成された導電体層となるものである。一方、下地層159は、この導電体箔146を支持するための基板である。繰り出し機150は、ロール体の下地層159から導電体箔146を剥離する機能を有する。
【0065】
バックアップローラ152は、ロール体から剥離された下地層159を巻き取る役割を果たす。すなわち、繰り出し機150において剥離された下地層159は、ローラ151を介してバックアップローラ152に巻き取られる。
【0066】
一方、ローラ153は、ロール体から剥離された導電体箔146を引き寄せ、これを加熱圧着ローラ154の方に供給する役割を有する。
【0067】
加熱圧着ローラ154は、ローラ153から供給される導電体箔146を引き寄せるとともに、この導電体箔146をシート状成形体142の各表面143、144に圧着する。
【0068】
従って、加熱圧着ローラ154の出口側からは、積層体162が排出される。
【0069】
切断工程部160は、積層体162を所望の寸法に切断する部分である。切断工程部160は、引取機164と、縦切カッター166と、裁断カッター168とを備える。引取機164は、加熱圧着工程部140において得られた積層体162を、切断工程部160まで搬送する機能を有する。縦切カッター166は、積層体162を縦方向(積層体162の流れ方向)に沿って切断する。裁断カッター168は、積層体162を最終形状に切断する。
【0070】
次に、このような製造機1の動作について、簡単に説明する。
【0071】
まず、押出工程部100の投入機102に、熱可塑性樹脂およびフィラーを含むコンパウンド101が供給される。このコンパウンド101は、押出機104内で溶融され、T型ダイス106から溶融した状態で排出される。
【0072】
排出された成形体122は、冷却工程部120に搬送される。冷却工程部120では、成形体122は、賦形ローラ124により、所定の厚さ範囲に調整され、冷却される。
【0073】
次に、冷却された成形体142は、加熱圧着工程部140に搬送される。ここでは、成形体142の両表面143、144に、繰り出し機150内のロール体から供給された導電体箔146が置載される。また、この導電体箔146は、成形体142とともに加熱圧着ローラ154の間を通り、これにより、導電体箔146が成形体142の表面143、144に圧着され、積層体162が形成される。
【0074】
次に、積層体162は、引取機164により、切断工程部160に搬送される。切断工程部160では、積層体162は、縦切カッター166および裁断カッター168による切断を経て、最終形状に仕上げられる。
【0075】
なお、図2の製造機を用いた積層体の連続製造法は、一例であって、積層体をその他の方法で、連続的に製造しても良いことは、当業者には、明らかである。
【実施例】
【0076】
以下、本発明の実施例について説明する。
【0077】
(実施例1)
以下の方法により、本発明による高誘電率樹脂シートを製作した。
【0078】
まず、熱可塑性樹脂として、シンジオタクティックポリスチレン(SPS)2.7g、およびポリスチレン系エラストマー(商品名ダイナロン、JSR社製)3.1gを準備した。SPSの線膨張係数は、8.6×10−5/℃であった。ポリスチレン系エラストマーの線膨張係数は、9.5×10−5/℃であった。両熱可塑性樹脂は、水分を除去するため、使用前に、80℃で24時間保持することにより乾燥処理を行った。
【0079】
また、フィラーとして、チタン酸ストロンチウムの球状粒子(平均粒径1μm)を20g準備した。
【0080】
次に、以下の方法により、熱可塑性樹脂とフィラー粒子とを混練した。
【0081】
まず、SPSおよびポリスチレン系エラストマーを混練機に投入し、加熱混練した。混練機の回転数は、100rpm程度とした。混練機の温度は、300℃に保持した。混練処理により、数分後には、供給した熱可塑性樹脂が完全に溶融した。
【0082】
次に、チタン酸ストロンチウム粒子を混練機に数回に分けて供給し、さらに混練処理を行った。この混合物を室温まで冷却し、熱可塑性樹脂とチタン酸ストロンチウム粒子とが均一に分散された混合物22gを得た。
【0083】
この混合物約15gを、溝寸法が100×100×0.6mmのプレス金型内に入れ、プレス金型を、300℃に保持した50トンプレス機を用いて、面圧20MPaで5分間、加圧した。これにより、概略寸法が100×100×0.6mmの樹脂シート(以下、実施例1に係る樹脂シートと称する。)を得た。
【0084】
(誘電率測定)
実施例1に係る樹脂シートを、長さ100mm、幅4mmにカットしたサンプルを用いて、比誘電率(εr')および誘電正接(tanδ)を測定した。
【0085】
測定は、ネットワークアナライザ(Agilent社製8722ES)と、空洞共振器(AET社製、2.4GHz)とを用いた空洞共振器摂動法により実施した。
【0086】
まず、サンプルを空洞共振器に挿入する前のTM010モードの共振周波数f0と、無負荷Q(Qu0)とを、ネットワークアナライザから読み取る。次に、サンプルを空洞共振器に挿入して、同様に、TM010モードの共振周波数f1、および無負荷Q(Qu1)を、ネットワークアナライザから読み取る。
【0087】
得られた各値を用いて、以下の式(1)〜(2)より、比誘電率(εr')および誘電正接(tanδ)を算定した。
【0088】
【数1】
ここで、Vは、空洞共振器の体積、dVは、挿入したサンプルの体積である。また、α1は、以下の式(3)で与えられる係数であり、式(3)において、J1(x)は、第1種1次ベッセル関数であり、j01は、第1種0次ベッセル関数の1番目の根である。
【0089】
【数2】
この方法により、実施例1に係る樹脂シートの比誘電率(εr')および誘電正接(tanδ)を求めた結果、比誘電率(εr')は、12であり、誘電正接(tanδ)は、0.003であった。
【0090】
(最小曲率半径測定)
実施例1に係る樹脂シートを、長さ100mm、幅10mmにカットしたサンプルを用いて、最小曲率半径測定を実施した。
【0091】
測定には、図3に示すような湾曲面(幅20mm)を有する複数の治具を使用した。図3には、各冶具の側面が示されている。図から明らかなように、各冶具の湾曲面の曲率半径(R)は、異なっている。測定の際には、各治具の表面の曲面に沿うようにしてサンプルを当て、サンプルが破断しないときの最小曲率半径(Rmin)を求めた。
【0092】
測定の結果、最小曲率半径Rminは、5mmであった。
【0093】
(引張弾性率および破断伸びの測定)
実施例1に係る樹脂シートを、図4の形状(全長63.5mm、最大幅9.5mm、最小幅3mmのダンベル形状)に切断した試験片を用いて、引張弾性率および破断伸びの測定を行った。
【0094】
試験には、引張試験機テンシロンRTC−1210型((株)オリエンテック社製)を用い、JIS−K7161(プラスチック−引張特性の試験方法)に基づいて測定を行った。サンプルは、標線間距離10mmで、引張試験機に固定した。引張速度は、50mm/分とした。
【0095】
引張弾性率Et(MPa)は、以下の式(4)で求められる:
Et=(σ2−σ1)/(ε2−ε1) (4)
ここで、ε1、ε2は、ひずみであり、σ1は、ひずみε1=0.0005のときの引張応力(MPa)であり、σ2は、ひずみε2=0.0025のときの引張応力(MPa)である。なお、ひずみε1、ε2は、以下の式(5)で求められる:
ε=ΔL0/L0 (5)
ここで、L0は、サンプルの標線間距離(mm)であり、ΔL0は、サンプルの標線間距離の増加分(mm)である。
【0096】
測定の結果、引張弾性率Etは、400MPaであった。また、引張破断伸びεB(引張破壊応力に対応する引張ひずみ)は、30%であった。
【0097】
(実施例2)
以下の方法により、本発明による高誘電率樹脂シートを連続的に製作した。
【0098】
まず、シンジオタクティックポリスチレン(SPS)、およびポリスチレン系エラストマー(商品名ダイナロン、JSR社製)を準備した。また、フィラーとしてチタン酸ストロンチウム(SrTiO3)の球状粒子(平均粒径1μm)を準備した。なお、SPSおよびポリスチレン系エラストマーは、水分を除去するため、使用前に、80℃で24時間保持することにより乾燥処理を行った。
【0099】
次に、各材料を別々の定量フィード機構付きホッパーに投入し、15mmのスクリュー径を有する二軸押出機に連続的に供給した。その際、それぞれの材料の供給重量比率は、1:1.1:7.4(SPS:ポリスチレン系エラストマー:チタン酸ストロンチウム)となるように調整した。総原料の投入速度は、7g/分とした。押出機の温度は、290℃とした。
【0100】
押出機内で溶融混練された混合物は、押出機の出口側で、直径3mmのストランドに賦形した。このストランドは、冷却後、長さ3mm毎に連続的に切断され、7g/分の成形速度で、ペレット状のコンパウンドが形成された。
【0101】
次に、得られたペレット状のコンパウンドから、図2に示した製造機1を用いた連続プロセスにより、積層体(導電体層が両面に設置された樹脂シート)を形成した。
【0102】
押出成形機104には、スクリュー直径が20mmのものを用い、T型ダイス106の出口形状は、幅150mm、高さ0.6mmの矩形状とした。押出成形機104内の温度は、290℃とした。押出速度は、110g/分とした。
【0103】
加熱圧着工程部140において、成形体142の両表面143、144に設置される導電体箔146には、厚さが3μmの銅箔を使用した。
【0104】
得られた積層体は、切断工程部160において、20mm×50mmの寸法に切断した。
【0105】
この方法で得られた各積層体において、導電体層の剥離等は、認められなかった。また、正確に所望の寸法に加工された積層体を得ることができた。
【0106】
なお、同製造機において、加熱圧着工程部140での樹脂シートへの導電体層の設置を省略した樹脂シートサンプルを試作した。また、これらのサンプルを用いて、前述の方法により、比誘電率(εr')および誘電正接(tanδ)の測定を行った。サンプルは、製造機の運転を開始し、完成した樹脂シートの供給が安定してから、5分後、30分後、および60分後のものから採取した。
【0107】
測定の結果、5分後、30分後、および60分後の樹脂シートの比誘電率(εr')は、それぞれ、12.4、12.0および11.6であり、サンプルの採取のタイミングに関わらず、安定した値が得られた。また、誘電正接(tanδ)は、それぞれ、0.0029(5分後)、0.0032(30分後)、および0.0029(60分後)であり、誘電正接(tanδ)に関しても、サンプルの採取のタイミングに関わらず、安定した値が得られた。
【産業上の利用可能性】
【0108】
本発明は、RFIDタグおよび携帯電話のような電磁波制御装置の高誘電体等に適用することができる。
【符号の説明】
【0109】
1 製造機
100 押出工程部
101 コンパウンド
102 投入機
104 押出機
106 T型ダイス
120 冷却工程部
122 成形体
124 賦形ローラ
140 加熱圧着工程部
142 冷却されたシート状成形体
143、144 表面
146 導電体箔
150 繰り出し機
151 ローラ
152 バックアップローラ
153 ローラ
154 加熱圧着ローラ
159 下地層
160 切断工程部
162 積層体
164 引取機
166 縦切カッター
168 裁断カッター。
【特許請求の範囲】
【請求項1】
熱可塑性樹脂を含み、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下である高誘電率樹脂シートであって、
前記熱可塑性樹脂の線膨張係数は、10×10−5/℃以下であることを特徴とする高誘電率樹脂シート。
【請求項2】
1%以上50%以下の破断伸びを有することを特徴とする請求項1に記載の高誘電率樹脂シート。
【請求項3】
さらに、フィラーを含むことを特徴とする請求項1または2に記載の高誘電率樹脂シート。
【請求項4】
前記熱可塑性樹脂は、C−H結合またはC−F結合を基本骨格とすることを特徴とする請求項3に記載の高誘電率樹脂シート。
【請求項5】
前記フィラーは、ストロンチウム(Sr)、バリウム(Ba)、ジルコニウム(Zr)、シリコン(Si)、チタン(Ti)、マグネシウム(Mg)、ランタン(La)、ネオジウム(Nd)、ビスマス(Bi)、カルシウム(Ca)、コバルト(Co)、パラジウム(Pd)、亜鉛(Zn)、ベリリウム(Be)、カドミウム(Cd)、スズ(Sn)、リチウム(Li)、ニオブ(Nb)、セリウム(Ce)、タンタル(Ta)、ナトリウム(Na)、サマリウム(Sm)およびアルミニウム(Al)からなる群から選定された少なくとも一つを含む酸化物であることを特徴とする請求項3または4に記載の高誘電率樹脂シート。
【請求項6】
前記フィラーは、チタン酸ストロンチウムを含むことを特徴とする請求項3乃至5の何れか一つに記載の高誘電率樹脂シート。
【請求項7】
前記熱可塑性樹脂は、シンジオタクティックポリスチレンを含むことを特徴とする請求項1乃至6のいずれか一つに記載の高誘電率樹脂シート。
【請求項8】
前記熱可塑性樹脂は、さらに、熱可塑性エラストマーを含むことを特徴とする請求項7に記載の高誘電率樹脂シート。
【請求項9】
比誘電率(εr)が5以上30以下であり、誘電正接(tanδ)が0.01以下であることを特徴とする請求項1乃至8のいずれか一つに記載の高誘電率樹脂シート。
【請求項10】
高誘電率樹脂シートの片面または両面に、導電体層が設置された積層体であって、
前記高誘電率樹脂シートは、請求項1乃至9のいずれか一つに記載の高誘電率樹脂シートであることを特徴とする積層体。
【請求項11】
高誘電率樹脂シートの製造方法であって、
(a)熱可塑性樹脂およびフィラーを準備するステップと、
(b)前記熱可塑性樹脂およびフィラーを加熱混練して、混合物を形成するステップと、
(c)前記混合物をシート状の成形体に成形するステップと、
を有し、
これにより、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下であり、線膨張係数が10×10−5/℃以下である高誘電率樹脂シートが得られることを特徴とする方法。
【請求項12】
前記高誘電率樹脂シートは、1%以上50%以下の破断伸びを有することを特徴とする
請求項11に記載の方法。
【請求項13】
前記高誘電率樹脂シートは、比誘電率(εr)が5以上30以下であり、誘電正接(tanδ)が0.01以下であることを特徴とする請求項11または12に記載の方法。
【請求項14】
さらに、
(d)前記ステップ(c)において得られた成形体の少なくとも一つの表面に、導電体層を設置するステップ
を有することを特徴とする請求項11乃至13のいずれか一つに記載の方法。
【請求項15】
前記ステップ(d)は、前記成形体の前記表面に、導電体を加熱圧着することにより行われることを特徴とする請求項14に記載の方法。
【請求項16】
前記ステップ(d)の後、
(e)前記導電体層をパターン化するステップ
を有することを特徴とする請求項14または15に記載の方法。
【請求項1】
熱可塑性樹脂を含み、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下である高誘電率樹脂シートであって、
前記熱可塑性樹脂の線膨張係数は、10×10−5/℃以下であることを特徴とする高誘電率樹脂シート。
【請求項2】
1%以上50%以下の破断伸びを有することを特徴とする請求項1に記載の高誘電率樹脂シート。
【請求項3】
さらに、フィラーを含むことを特徴とする請求項1または2に記載の高誘電率樹脂シート。
【請求項4】
前記熱可塑性樹脂は、C−H結合またはC−F結合を基本骨格とすることを特徴とする請求項3に記載の高誘電率樹脂シート。
【請求項5】
前記フィラーは、ストロンチウム(Sr)、バリウム(Ba)、ジルコニウム(Zr)、シリコン(Si)、チタン(Ti)、マグネシウム(Mg)、ランタン(La)、ネオジウム(Nd)、ビスマス(Bi)、カルシウム(Ca)、コバルト(Co)、パラジウム(Pd)、亜鉛(Zn)、ベリリウム(Be)、カドミウム(Cd)、スズ(Sn)、リチウム(Li)、ニオブ(Nb)、セリウム(Ce)、タンタル(Ta)、ナトリウム(Na)、サマリウム(Sm)およびアルミニウム(Al)からなる群から選定された少なくとも一つを含む酸化物であることを特徴とする請求項3または4に記載の高誘電率樹脂シート。
【請求項6】
前記フィラーは、チタン酸ストロンチウムを含むことを特徴とする請求項3乃至5の何れか一つに記載の高誘電率樹脂シート。
【請求項7】
前記熱可塑性樹脂は、シンジオタクティックポリスチレンを含むことを特徴とする請求項1乃至6のいずれか一つに記載の高誘電率樹脂シート。
【請求項8】
前記熱可塑性樹脂は、さらに、熱可塑性エラストマーを含むことを特徴とする請求項7に記載の高誘電率樹脂シート。
【請求項9】
比誘電率(εr)が5以上30以下であり、誘電正接(tanδ)が0.01以下であることを特徴とする請求項1乃至8のいずれか一つに記載の高誘電率樹脂シート。
【請求項10】
高誘電率樹脂シートの片面または両面に、導電体層が設置された積層体であって、
前記高誘電率樹脂シートは、請求項1乃至9のいずれか一つに記載の高誘電率樹脂シートであることを特徴とする積層体。
【請求項11】
高誘電率樹脂シートの製造方法であって、
(a)熱可塑性樹脂およびフィラーを準備するステップと、
(b)前記熱可塑性樹脂およびフィラーを加熱混練して、混合物を形成するステップと、
(c)前記混合物をシート状の成形体に成形するステップと、
を有し、
これにより、比誘電率が3以上であり、引張弾性率が5MPa以上5000MPa以下であり、線膨張係数が10×10−5/℃以下である高誘電率樹脂シートが得られることを特徴とする方法。
【請求項12】
前記高誘電率樹脂シートは、1%以上50%以下の破断伸びを有することを特徴とする
請求項11に記載の方法。
【請求項13】
前記高誘電率樹脂シートは、比誘電率(εr)が5以上30以下であり、誘電正接(tanδ)が0.01以下であることを特徴とする請求項11または12に記載の方法。
【請求項14】
さらに、
(d)前記ステップ(c)において得られた成形体の少なくとも一つの表面に、導電体層を設置するステップ
を有することを特徴とする請求項11乃至13のいずれか一つに記載の方法。
【請求項15】
前記ステップ(d)は、前記成形体の前記表面に、導電体を加熱圧着することにより行われることを特徴とする請求項14に記載の方法。
【請求項16】
前記ステップ(d)の後、
(e)前記導電体層をパターン化するステップ
を有することを特徴とする請求項14または15に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−75928(P2013−75928A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2010−19608(P2010−19608)
【出願日】平成22年1月29日(2010.1.29)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成22年1月29日(2010.1.29)
【出願人】(000000044)旭硝子株式会社 (2,665)
【Fターム(参考)】
[ Back to top ]