
高速印刷用インクの表面張力
高速印刷用インクの処方方法は、インクの表面張力を26mN/m以上、28mN/m以上、又は30mN/m以上にコントロールすることを含む。インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が、約0.40から約0.90の比率である場合に、表面張力が測定される。高速印刷用インクは一又は複数の樹脂、一又は複数の着色剤、一又は複数の溶媒、及び一又は複数の添加剤を含有する。インクはフレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクとすることができる。インクの印刷物におけるピンホールは1%未満の面積である。印刷方法は、インクを調製し、基材にインクを適用することを含む。インクは26mN/m以上の表面張力を有し、基材は1200フィート/分より速い速度で移動する。

【発明の詳細な説明】
【技術分野】
【0001】
この出願は、あらゆる目的に対してここに完全に記載されているかの如く、出典明示によりここに援用される2010年3月1日出願の米国仮特許出願第61/309158号の優先権を主張する。
【0002】
本発明は高速印刷用インクの表面張力に関する。より詳細には、本発明は高速印刷の品質を高めるために表面張力をコントロールすることに関する。
【背景技術】
【0003】
フレキソ印刷は、ホイル、プラスチックフィルム、段ボール、紙、板紙、セロファン、又はファブリックにさえ、広範囲に使用されている印刷方法の一つである。実際、フレキソ印刷法は、そのような多種多様な材料に印刷するために使用することができるので、しばしば、包装印刷のための最善のグラフィックアート再生方法である。
【0004】
アニロックスシリンダは、フレキソ印刷機の心臓部となっている。セルパターンで刻まれたインク計量アニロックスシリンダの使用により、インクを印刷版に均一かつ迅速に移すことができる。アニロックスローラにおけるセルの配置、ローラ間の圧力、及びドクターブレード機構の使用により、基材に移るインクの量が制御される。セルの形状及び体積は、アニロックス表面(クロム又はセラミック)、ドクターシステム、印刷機処理能力、印刷基材、及びイメージタイプ(ソリッド又はハーフトーン)に適するように選択される。アニロックス技術の進歩により、従来の機械的に刻まれたクロムローラ技法と比較して、大きく改善されたインク放出性と共に、より強靱で長持ちするローラを提供するレーザ彫刻セラミックアニロックスローラが出現した。
【0005】
フレキソ印刷は、回転シリンダの廻りに巻き付けられたフレキシブル印刷版を用いて印刷されうる。該印刷版は、通常は、天然もしくは合成ゴムあるいはフォトポリマーと呼ばれる感光性プラスチック材料から作製される。それは、通常、両面粘着テープで印刷版シリンダに取り付けられる。フレキソ印刷は、印刷版上の画像領域が非画像領域より上に上がっていることを意味する凸版印刷法である。インクは、印刷版から印刷ニップの基材に移る。フレキソ印刷は直接印刷法であり、つまり、印刷版が基材にインクを直接移動させる。位置合わせの改善のため、最も人気のあるタイプの印刷機は、単一のセントラルインプレッションシリンダの廻りに印刷ユニット群が配されているセントラルインプレッション(CI型)印刷機である。
【0006】
一般的に、印刷機の速度が速くなればなる程、印刷機はより広幅になる。印刷機をより広幅でより速くする場合、たわみや曲がりによるローラへの損傷を防止するためには、アニロックスローラの直径がより大きくなければならない。50インチ(約127cm)の機械は、6インチ(約15cm)径のアニロックスシリンダを有する。高速印刷機では、アニロックス・印刷版ニップから印刷ニップにインクが移るのに必要な時間は非常に短い。1800ft/分(約0.549km/分)を超える線速度が、フレキシブル基材印刷では高速であると考えられ、3300ft/分(約1km/分)の線速度での印刷能力を有する印刷機が今は市場に登場している。
【0007】
3300ft/分(約1km/分)の線速度は、毎時35マイル(約56.3km/時)の直線速度に等しく、従来の印刷版及び両面粘着テープは、この速度では印刷機から押し出されるであろう。印刷版と両面粘着テープの代わりに、ダイレクトレーザ彫刻エラストマースリーブが、これらの速度で印刷するために使用される。通常のチャンバ式ドクターブレードは、ブレード間に2インチの間隙を有し、3300ft/分(約1km/分)でのこの距離に対するドウェル時間は、35mmカメラの高速シャッターの時間より少ない。その間隔の間、セル中に存在する空気がインクで置き換えられなければならず、空気はチャンバから系外に出されなければならない。2300ft/分(約0.701km/分)までの線速度では、通常のモータを使用できる;しかしながら、2300ft/分を超える線速度では、水冷モータが好ましい。
【0008】
多くの印刷機は、その操業の費用効率性を改善するために高速で印刷されるインク及びコーティングを必要としている。フレキソ印刷の線速度は、一般的に2000ft/分(約0.609km/分)までの範囲であり、その速度は速くすることが期待されている。線速度を速くする、例えば1200ft/分(約0.366km/分)より速く、特に1800ft/分(約0.549km/分)より速くすると、インクの印刷適性が悪化し始め、印刷欠陥が観察される場合がある。この欠陥はランダムに分布し、不規則な形状をした印刷ミス領域として記載される場合がある。これらの欠陥は、印刷版及び/又は基材の表面を湿らせるインクの能力のなさから、又は上の段落で検討された高速印刷機の構成に付随する別個の機械的要因に起因すると考えられる。
【0009】
フレキソ印刷とは逆に、グラビア印刷は、画像領域が印刷用シリンダ中にエッチングされるか又は刻まれ、非画像領域の下にある凹版印刷の例である。シリンダの非エッチング(非彫刻)領域は非画像領域を表す。シリンダはインクツボ中で回転し、過剰のインクが、フレキシブルスチールドクターブレードにより、シリンダから拭き取られる。凹型セルに残存したインクは、それが印刷版シリンダとインプレッションシリンダニップの間を通過する際に、基材(紙又は他の材料)への直接の移動により、画像を形成する。
【0010】
グラビア用インクは、シリンダの彫刻セルに引き込まれ、ついで基材に移動されるのを可能にする非常に低粘度の流動性のあるインクである。フレキソ印刷及びグラビアインクは非常に類似しており、基本成分は本質的に同じである。
【0011】
基材へのインクの移動は、最終印刷製品の品質に影響を与える最も重要な要因の一つでありうる。リニア高速印刷機の動力学のため、より遅い速度で使用される一般的なインクは高速では破壊し、印刷欠陥が生じるであろう。如何なる印刷欠陥も、リニア高速印刷機を使用することの生産性と本来的な印刷利点にネガティブな影響を及ぼすであろう。
【0012】
典型的なフレキソ印刷/グラビア印刷用インクは、樹脂、溶媒、着色料、及び添加剤を含んでいる。樹脂には、ロジンエステル、ポリアミド、ポリウレタン、ニトロセルロース等が含まれる。フレキソ印刷/グラビア印刷用インクに使用される溶媒は、例えば、アルコール、エステル、グリコールエーテル、炭化水素、及び他の溶媒である。
【0013】
良好な印刷適性にとって重要な要因の一つは、印刷用インクの表面張力であることが知られており、良好なインクの展伸性及び基材の湿潤には、低表面張力が必要であることが一般的に容認されている。例えば、溶媒ベースのフレキソ印刷用インクは、使用される溶媒(例えば、アルコール、エステル、エーテル等)により、本来的に低表面張力を有する。
【0014】
良好な印刷適性は、印刷過程中、印刷機に作り出される全ての界面で、界面特性の適切なバランスによりコントロールすることができる。例えば、フレキソ印刷において、印刷版の表面エネルギーはあまりに低くくはできない。低エネルギー面では、インクは連続したインク皮膜を形成しない場合があり、又は形成したとしても、インク皮膜は非常に容易に破壊される。双方の場合、得られた印刷物は、ある画像領域がインクで覆われていない、例えばピンホールがあるために、欠陥があるとされるであろう。ピンホールの他の原因は、ニップにおける膜割れ(インクフィラメント)及び不十分なインク皮膜レベリングによる−印刷ニップにおいて印刷版に平らでないインクの付着でありうる。
【0015】
アニロックスロール-印刷版ニップから出てくるインク皮膜は、キャビテーション及びフィラメント形成を介した割れを被る。インクがニップからさらに遠くに運ばれる場合、アニロックスシリンダと印刷版シリンダの表面が離間し続け、キャビティが垂直方向に拡大し、インクフィラメントがキャビティ間に形成される。印刷中、インクがニップから出続ける限り、続くキャビティ及びフィラメントが形成される。フィラメントは伸長し、ニップから離れて移動し続けるにつれて、ますます細くなる。フィラメントが伸長し、ついで破壊され、レベリングされる速度は、印刷速度、インクの粘弾性特性、アニロックスロール及び印刷版の特性、インクの表面張力、インク皮膜の厚み等に依存する。インクの表面張力及び重力、並びに生じた表面張力-勾配効果(乾燥中に生じるマランゴニ流)は、レベリング効果−インク皮膜平坦性を決定する。
【0016】
フィラメントの形成及び破壊の結果として、ニップを出るぬれたインク皮膜の表面は不凸凹(波状及び/又は虫状パターン)になり、レベリング過程中に滑らかになる傾向にある。レベリングは、インクの表面張力の影響下で、連続するインク皮膜の表面の凸凹を除去する過程である。それは、滑らかで平坦であり、均質なインク皮膜を得る際の重要な工程である。レベリングに抵抗する要因は、粘度、弾性及び表面張力勾配(上昇流の原因となる)である。レベリングの過程は、多くのパラメーター:インク皮膜の厚み、表面の凸凹の程度及び頻度、インクの表面張力、粘度等に依存する。しかしながら、インクの表面張力及び粘度が重要な役割を担っている:
ここで、lSはレベリング速度であり;ηはインクの粘度であり、γ1はインクの表面張力である。
【0017】
レベリング速度は、インクの表面張力の増加、及びインクの粘度の低減と共に増大する。乾燥中、蒸発による溶媒の損失−粘度の増加(レベリングに対する抵抗の増加)及び表面張力の変化により、インクの特性は変化するであろう。乾燥中における変化及びコーティング欠陥における影響のあらゆる事項が、印刷中の非常に短い時間スケールで生じており、複雑なシステムに対して特定のモデルは成功裏に実現されていない。留意される2つの特定の基礎研究は、Weidnerら, Journal of Colloid and Interface Science, 179 pp. 66-75 (1996) 及び Yiantsios and Higgins, Physics of Fluids, 18 pp. 082103-1 〜 082103-11(2006)の研究である。これらの研究は双方とも、乾燥中の潜在的な結果及びシミュレーションしたコーティングにおける組成変化と表面張力との関係を記述するために、皮膜における現象をモデル化することを試みている。しかしながら、表面張力の変化についての組成的影響の知識が、皮膜性能の好ましい状態を生じせしめるために、如何にして使用できるかについては、何の記載もなされていない。
【0018】
フレキソ印刷用インクは、異なった表面張力及び揮発度(溶媒混合物)の成分を含みうる。このようなシステムでは、局所的な表面張力勾配が、インク皮膜の乾燥中(溶媒の蒸発−インク組成の変化及び気化冷却)に形成される。表面張力勾配に関係する局所的なインクの流れは、表面張力及び重力によるレベリング力に反作用する。
【0019】
レベリングなる用語は、基材へのインクの展伸を記述するために印刷機及びインク製造者によってしばしば使用される。展伸及びレベリングは2つの異なるプロセスであることは強調されるべきである。インク又はコーティングの表面張力γ1は、双方のプロセスにおいて重要な役割を担っているが、インクの展伸に対する表面張力の効果は、レベリングに対するその効果とは反対である。良好な展伸を達成するために、インクの表面張力は可能な限り低くすべきである;良好なレベリングのためには、表面張力は可能な限り高くするべきである。実際の応用では、最適なレベリング及び展伸を達成するための値に関して、通常は妥協しなければならない。
【0020】
インクの表面張力の管理は、画像移動中の印刷過程でのウェッティング、並びに最終の印刷された皮膜が存在する基材に対して適切な表面張力を達成することに、主として焦点を当てている。ウェッティングは、通常、印刷性能を確保するために高表面張力を維持するという要求と一致しない可能性がある低表面張力の維持に焦点を当てている。
【0021】
本発明の発明者は、乾燥中に表面張力が如何に変化するかを考慮した処方設計が、特に高速での、良好な印刷性能を得ることができることを発見した。高速印刷において、良好な印刷性能を有することは、レベリングのためのインク皮膜表面に与えられた時間(アニロックスロール-印刷版シリンダニップから印刷ニップへの移動時間)が非常に短く、約0.015秒(2000fpmの印刷速度及び6インチのニップ間距離を仮定)であるため、難題である。しかしながら、本発明の発明者は、良好な印刷性能は、適切なインク処方により達成することができることを見いだした。良好なレベリング性を示すインクは低粘度及び最大に高い表面張力を有するべきであり、(インクが液状である限り)インクの乾燥中に表面張力勾配を生じない(又は最小度合いだけ生じる)ようにすべきである。上記パラメータの全ての値が最適化され、フレキソ印刷法によって許容可能な範囲にあるとされるべきである。
【発明の概要】
【0022】
本発明は、高速印刷用インクを処方する方法を開示し、該方法は、インクの表面張力を測定し、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が、約0.40から約0.90の比率、約0.50から約0.80の比率、又は約0.60から約0.75の比率にある場合に、インクの表面張力を26mN/m以上、28mN/m以上、又は30mN/m以上にコントロールすることを含む。インクはフレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクとすることができる。表面張力は、インク中の樹脂、溶媒、及び添加剤を選択することにより、コントロールすることができる。インクは、1200フィート/分より速い速度、又は1800フィート/分より速い速度での印刷に適している。
【0023】
本発明は高速印刷用インクを開示し、該インクは、一又は複数の樹脂、一又は複数の着色剤、一又は複数の溶媒、及び一又は複数の添加剤を含む。インクの表面張力は、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が、約0.40から約0.90の比率、約0.50から約0.80の比率、又は約0.60から約0.75の比率にある場合に、26mN/m以上、28mN/m以上、又は30mN/m以上とすることができる。前記一又は複数の樹脂は、ポリアミド、ポリウレタン、ロジンエステル、金属化ロジンエステル、ニトロセルロース、フェノール樹脂、変性ロジンフェノール樹脂、アルキド、炭化水素樹脂、アスファルト、又は金属リソナート(resonates)とすることができ、インクの約5から30重量%とすることができる。前記一又は複数の着色剤は、インクの約4から25重量%とすることができる。前記一又は複数の溶媒は、水、エタノール、直鎖プロピルアルコール、直鎖酢酸プロピル、酢酸イソプロピル、酢酸エチル、ジアセトンアルコール、プロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノプロピルエーテル、プロピレングリコールモノプロピルエーテルアセテート、ジプロピレングリコールモノプロピルエーテルアセテート、石油蒸留物、トルエン、又はキシレンとすることができ、インクの約40から70重量%とすることができる。インクの印刷は、面積で1%未満のピンホールを含みうる。
【0024】
本発明は印刷方法を開示し、該方法はインクを調製し、基材にインクを適用することを含み、基材は1200フィート/分以上の速度で移動する。インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が、約0.40から約0.90の比率、約0.50から約0.80の比率、又は約0.60から約0.75の比率にある場合、インクは、26mN/m以上、28mN/m以上、又は30mN/m以上の表面張力を有する。
【0025】
上述の一般的な説明と以下の詳細な説明は共に例示的及び説明のためのものであって、請求項記載の本発明のさらなる説明を提供するものであることが理解されなければならない。
【図面の簡単な説明】
【0026】
本発明のさらなる理解をもたらすために含められ、この明細書に入れられてその一部を構成する添付図面は、本発明の実施態様を例証するもので、明細書と共に、本発明の原理を説明するものである。
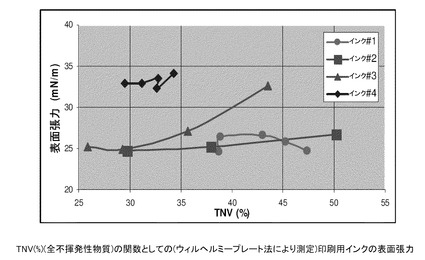
【図1】図1は、TNV(%)の関数としての、4種のインク(#1-4)の表面張力のプロットを示し、ここで、TNV(%)は、固形分よりもむしろインク工業でよく使用されているパラメータである全不揮発性物質の体積分率(パーセンテージ)を表す。
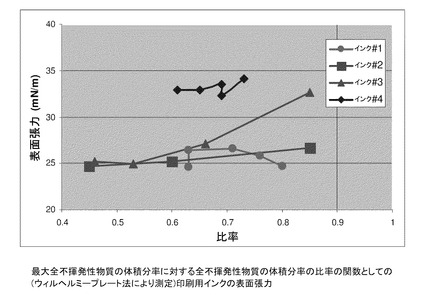
【図2】図2は、比率の関数としての、4種のインク(#1-4)の表面張力のプロットを示し、ここで、比率は、最大全不揮発性物質の体積分率に対する全不揮発性物質の体積分率の比率を表す。
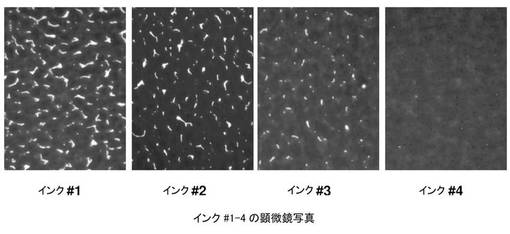
【図3】図3は、4種のインク(#1-4)の顕微鏡写真を示す。
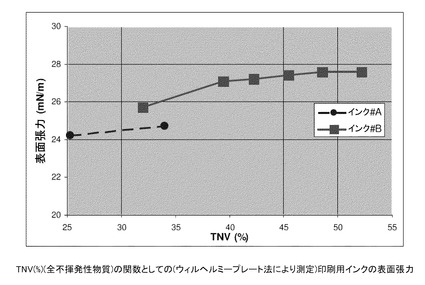
【図4】図4は、TNV(%)の関数としての、2種のインク(A及びB)の表面張力のプロットを示し、ここで、TNV(%)は全不揮発性物質の体積分率(パーセンテージ)を表す。
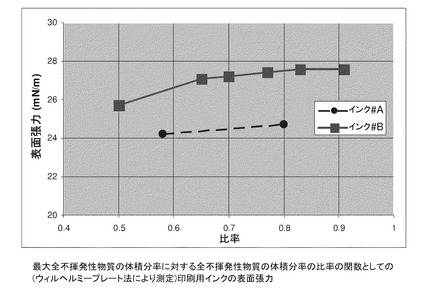
【図5】図5は、比率の関数としての、2種のインク(A及びB)の表面張力のプロットを示し、ここで、比率は、最大全不揮発性物質の体積分率に対する全不揮発性物質の体積分率の比率を表す。
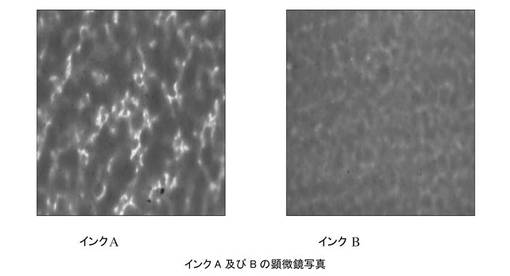
【図6】図6は、2種のインク(A及びB)の顕微鏡写真を示す。
【発明を実施するための形態】
【0027】
その例が添付図面において例証される本発明の実施態様を、以下に詳細に参照する。
【0028】
本発明の発明者は、インクの表面張力を、高速印刷条件下で使用されるインクの指針となる処方パラメータとして使用することができることを発見した。インクは、フレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクとすることができ、溶媒ベースとすることができる。良好な展伸性及びウェッティング性(ぬれ性)を達成するために、インクの表面張力を低くすべきことは、印刷産業で一般的に受け入れられている見解である。しかしながら、高速印刷における表面張力の重要性は、十分には確立されていない。
【0029】
ピンホールは、高速印刷に対して、よって高速印刷から得られる印刷物の品質に対して共通する印刷適性問題の一つである。ピンホールは、印刷版上でインクが如何に同レベルになり、続いて高速印刷で基材に移動されるかに関連しているため、インク皮膜のレベリングのメカニズムが、印刷品質を向上させ、ピンホールを低減させるために重要になってくる。
【0030】
本発明の発明者は、ピンホールに関連する一要因がインクの表面張力であることを発見した。それは、印刷インクの表面張力が、印刷版上でのインク皮膜のレベリングを制御するからである(表面張力が高くなればなる程、インクのレベリングが速くなる)。ピンホールのない印刷のためには、プレート上のインク皮膜は、印刷ニップに到達する前にレベリング(滑らかで平坦に)されなければならない。2011年3月1日に出願され、「高速印刷用インクの粘弾性」と題されたPCT出願(出願人整理番号331148.00852.WO01)中において、本発明の発明者の中に、インクの粘弾性が、インクの指針となる処方パラメータとして、特に高速印刷条件下で使用されるものとして、使用することができることを見い出した者がいた。PCT出願「高速印刷用インクの粘弾性」は、よって、全ての目的に対して、出典明示によりここに援用する。
【0031】
表面張力及びそれらの変更の原因となる、種々のメカニズムが存在する。当業者であれば、インクの表面張力を変更させる種々の方法を知っているであろう。例えば、インクの表面張力は、インク中の樹脂、溶媒、及び添加剤を選択することにより変更することができる。
【0032】
高速印刷用インクは、樹脂又はバインダー、分散した着色剤(任意)、溶媒、及び種々の添加剤を含有する。インク用樹脂には、ポリアミド、ポリウレタン、ロジンエステル、金属化ロジンエステル、ニトロセルロース、フェノール樹脂、変性ロジンフェノール樹脂、アルキド、炭化水素樹脂、アスファルト、金属リソナート、又は他の印刷用インク樹脂が含まれる。分散した着色剤は、任意の多くの多様な顔料、顔料分散液、又は他の着色剤であってよい。溶媒には、任意の多くの有機溶媒、例えば、種々のアルコール、エステル、炭水化物、及びグリコールエーテル溶媒から選択されるものが含まれる。典型例には、エタノール、直鎖プロピルアルコール、直鎖酢酸プロピル、酢酸イソプロピル、酢酸エチル、ジアセトンアルコール、プロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノプロピルエーテル、プロピレングリコールモノプロピルエーテルアセテート、ジプロピレングリコールモノプロピルエーテルアセテート、石油蒸留物、トルエン、及びキシレンが含まれる。また溶媒成分は、存在する場合、約5重量%、好ましくは約0.5から2%までの量の水を含みうる。
【0033】
商業的に入手可能な樹脂、溶媒、及び着色剤、並びに他の一般的な成分の広範なリストは、出典明示によりここに援用されるThe Printer's Manual, RIT Cary Graphic Arts Press (2005)に見いだすことができる。一般的に、バインダー樹脂成分は、組成物の約5から30重量%、好ましくは約10から15重量%であり、溶媒は、組成物の約40から70重量%、好ましくは約60から70重量%であり、存在する場合、着色剤は、組成物の約4から25重量%、好ましくは約15から18重量%であり、他の成分が残りを構成する。水は、存在する場合、約5重量%までで、いわゆる溶媒ベースのインクにおいて、水が主要な溶媒ではない場合、好ましくは約0.5から2%である。
【0034】
インク処方物のバインダー系は、印刷品質及び美観、色調、不透明性、インクの付着性、及びラミネート性、バリア性、顔料分散性、特殊効果、ブロッキングの必要性、シーリング性、表面耐性、乾燥、及び多くの他のものに関して、印刷皮膜の最終特性の点で、フレキソ印刷又は輪転グラビア印刷に必要とされるある範囲の印刷特性をもたらすように選択される。着色剤は、フレキソ印刷及び輪転グラビア印刷に典型的な全範囲の色相がもたらされ、上述のような要求されている特性及び印刷品質に一致するように選択される。本発明のインクは種々の添加剤、例えばスリップ剤、ロウ、可塑剤、スリップ添加剤、消泡剤、付着促進剤、バイオサイド、及び上述のような要求特性を達成するためにフレキソ印刷及び輪転グラビア印刷用インクで典型的に使用される他のものを含むであろう。
【0035】
本発明の発明者は、インクの表面張力が、表面張力が高くなればなる程(しかし、インクの適切な展伸性及びウェッティング性は確保されている)、ピンホールが低減する形で、ピンホールに影響を有していることを見いだした。インクの表面張力は、例えばウィルヘルミープレート法等、文献に記載されている方法の一つを使用して、直接測定することができる。
【0036】
表面張力の測定は、様々な全不揮発性物質の体積分率で、未使用サンプルにおいて実施することことができる。全不揮発性物質の体積分率は、例えば25%から55%の範囲にある。インクの最大全不揮発性物質の分率は、インクが完全に乾燥され又は硬化された場合の、全不揮発性物質の分率である。ついで、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が算出されうる。印刷機での使用準備が整ったインク状態において、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率は、約0.35から0.55である。インクが完全に乾燥され又は硬化された場合、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率は、約1まで増加する。
【0037】
本発明の一実施態様では、標準的及び一般的インク成分が、高速印刷用インクの処方に使用されるが、様々な全不揮発性物質の体積分率において、インクの表面張力が高く(26mN/mより高く;好ましくは、28mN/mより高く、さらに好ましくは30mN/mより高く)なるように選択される。
【0038】
上述したように、表面張力の測定は当該技術分野で知られているが、印刷品質の予測指標としての重要性については知られていない。また、表面張力は、種々の全不揮発性物質の体積分率で測定することができ、例えば25%〜55%であることに留意のこと。ついで、全不揮発性物質の体積分率は、最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の種々の比率を算出するために使用することができる。好ましくは、印刷機での使用準備の整ったインク状態での比率が約0.35から0.55であり、完全に乾燥され又は硬化されたインクにおける比率が約1であることから、比率が0.35から1.0である時に、表面張力が測定される。より好ましくは、比率は、約0.40から約0.90、約0.50から約0.80、又は約0.60から約0.75とすることができる。
【実施例】
【0039】
異なったピンホール性能を有する4種のフレキソ印刷用インクを調査した。インクは、インク1、2、3及び4として、以下に特定する。インクの組成を表1に列挙する。
【0040】
特定の溶媒の選択と実際のパーセンテージは、以下の2つの指針とする原則を考慮して進めた:乾燥過程全体にわたる溶媒の組合せ中における樹脂混合物の溶解性挙動と組合せた溶媒混合物の蒸発特性が、組成物の変化を定める。
【0041】
これらのインクの表面張力を、様々な全不揮発性物質の体積分率(TNV)で得た。全不揮発性物質の分率を増加させ、インクの移動後の乾燥プロセスを模倣するために、ロータリエバポレータを使用し、溶媒を抽出した。ウィルヘルミープレート法を実施した。4種のインクの表面張力を得、TNVの分率の関数としてのmN/mでの表面張力をプロットしている図1に示し、ここで、TNV(%)(全不揮発性物質)は、全不揮発性物質の体積分率(パーセンテージ)を示す。4種のインクの最大全不揮発性物質の体積分率を測定した。ついで、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率を算出した。図2には、比率の関数としてのmN/mでの表面張力をプロットし、ここで、比率は、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率を示す。
【0042】
1800ft/分(約9m/s)での4種のインクの印刷の顕微鏡写真を図3に示す。顕微鏡写真は、オリンパスVanox研究用顕微鏡(対物5X−エリア5mm×1.2mm)を使用して記録した。印刷におけるピンホールのパーセンテージ(面積による)を、画像分析用のオリンパスAnalySISソフトウェアを使用して測定し、表2に列挙する。
【0043】
ピンホール(%)(面積による)が小さくなればなる程、印刷品質は良好になる。ピンホール(%)(面積による)が1%未満であると、一般的に最善の性能であると考えられる。4種のインクのなかでも、インク4は、1800ft/分で、最善の印刷品質をもたらし、インク1は最も悪い印刷品質をもたらした。また、最も高い表面張力は最善のピンホール性能(ピンホールが最も少ない)に相当することも分かる。表面張力のレベルが低減すると、ピンホール性能も低下する。
【0044】
実施例2
種々のピンホール性能を有する2種の青インクを調査した。インクは、インクA及びBとして、以下のように同定した。インクの組成を表3に列挙する。
【0045】
これら2種のインクの表面張力を、様々な全不揮発性物質の体積分率(vol%TNV)で得た。全不揮発性物質の分率を増加させ、インクの移動後の乾燥過程を模倣するために、ロータリエバポレータを使用し、溶媒を抽出した。ウィルヘルミープレート法を実施した。2種のインクの表面張力を得、TNV(%)(全不揮発性物質)の関数としてmN/mで表面張力をプロットしている図4に示し、ここで、TNV(%)(全不揮発性物質)は、全不揮発性物質の体積分率(パーセンテージ)を示す。2つのインクの最大全不揮発性物質の体積分率を測定した。ついで、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率を算出した。図5には、比率の関数としてmN/mでの表面張力をプロットし、ここで、比率は、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率を示す。
【0046】
1800ft/分での2種のインクの印刷物の顕微鏡写真を図6に示す。顕微鏡写真は、オリンパスVanox研究用顕微鏡(対物5X−エリア5mm×1.2mm)を使用して記録した。印刷物におけるピンホールのパーセンテージ(面積による)を、画像分析用のオリンパスAnalySISソフトウェアを使用して測定し、表4に列挙する。
【0047】
2種のインクのなかで、インクBは、1800ft/分で、最善の印刷品質をもたらし、インクAはより乏しい印刷品質をもたらす。また、より高い表面張力はより良好なピンホール性能(最も少ないピンホール)に対応することも分かる。表面張力のレベルが減少すると、ピンホール性能も低下する。
【0048】
本発明の精神又は範囲を逸脱することなく様々な修正及び変形を本発明においてなすことができることは当業者には明らかであろう。よって、本発明は、添付する請求請求の範囲とその均等物の範囲にある本発明の修正及び変形を包含することが意図される。
【技術分野】
【0001】
この出願は、あらゆる目的に対してここに完全に記載されているかの如く、出典明示によりここに援用される2010年3月1日出願の米国仮特許出願第61/309158号の優先権を主張する。
【0002】
本発明は高速印刷用インクの表面張力に関する。より詳細には、本発明は高速印刷の品質を高めるために表面張力をコントロールすることに関する。
【背景技術】
【0003】
フレキソ印刷は、ホイル、プラスチックフィルム、段ボール、紙、板紙、セロファン、又はファブリックにさえ、広範囲に使用されている印刷方法の一つである。実際、フレキソ印刷法は、そのような多種多様な材料に印刷するために使用することができるので、しばしば、包装印刷のための最善のグラフィックアート再生方法である。
【0004】
アニロックスシリンダは、フレキソ印刷機の心臓部となっている。セルパターンで刻まれたインク計量アニロックスシリンダの使用により、インクを印刷版に均一かつ迅速に移すことができる。アニロックスローラにおけるセルの配置、ローラ間の圧力、及びドクターブレード機構の使用により、基材に移るインクの量が制御される。セルの形状及び体積は、アニロックス表面(クロム又はセラミック)、ドクターシステム、印刷機処理能力、印刷基材、及びイメージタイプ(ソリッド又はハーフトーン)に適するように選択される。アニロックス技術の進歩により、従来の機械的に刻まれたクロムローラ技法と比較して、大きく改善されたインク放出性と共に、より強靱で長持ちするローラを提供するレーザ彫刻セラミックアニロックスローラが出現した。
【0005】
フレキソ印刷は、回転シリンダの廻りに巻き付けられたフレキシブル印刷版を用いて印刷されうる。該印刷版は、通常は、天然もしくは合成ゴムあるいはフォトポリマーと呼ばれる感光性プラスチック材料から作製される。それは、通常、両面粘着テープで印刷版シリンダに取り付けられる。フレキソ印刷は、印刷版上の画像領域が非画像領域より上に上がっていることを意味する凸版印刷法である。インクは、印刷版から印刷ニップの基材に移る。フレキソ印刷は直接印刷法であり、つまり、印刷版が基材にインクを直接移動させる。位置合わせの改善のため、最も人気のあるタイプの印刷機は、単一のセントラルインプレッションシリンダの廻りに印刷ユニット群が配されているセントラルインプレッション(CI型)印刷機である。
【0006】
一般的に、印刷機の速度が速くなればなる程、印刷機はより広幅になる。印刷機をより広幅でより速くする場合、たわみや曲がりによるローラへの損傷を防止するためには、アニロックスローラの直径がより大きくなければならない。50インチ(約127cm)の機械は、6インチ(約15cm)径のアニロックスシリンダを有する。高速印刷機では、アニロックス・印刷版ニップから印刷ニップにインクが移るのに必要な時間は非常に短い。1800ft/分(約0.549km/分)を超える線速度が、フレキシブル基材印刷では高速であると考えられ、3300ft/分(約1km/分)の線速度での印刷能力を有する印刷機が今は市場に登場している。
【0007】
3300ft/分(約1km/分)の線速度は、毎時35マイル(約56.3km/時)の直線速度に等しく、従来の印刷版及び両面粘着テープは、この速度では印刷機から押し出されるであろう。印刷版と両面粘着テープの代わりに、ダイレクトレーザ彫刻エラストマースリーブが、これらの速度で印刷するために使用される。通常のチャンバ式ドクターブレードは、ブレード間に2インチの間隙を有し、3300ft/分(約1km/分)でのこの距離に対するドウェル時間は、35mmカメラの高速シャッターの時間より少ない。その間隔の間、セル中に存在する空気がインクで置き換えられなければならず、空気はチャンバから系外に出されなければならない。2300ft/分(約0.701km/分)までの線速度では、通常のモータを使用できる;しかしながら、2300ft/分を超える線速度では、水冷モータが好ましい。
【0008】
多くの印刷機は、その操業の費用効率性を改善するために高速で印刷されるインク及びコーティングを必要としている。フレキソ印刷の線速度は、一般的に2000ft/分(約0.609km/分)までの範囲であり、その速度は速くすることが期待されている。線速度を速くする、例えば1200ft/分(約0.366km/分)より速く、特に1800ft/分(約0.549km/分)より速くすると、インクの印刷適性が悪化し始め、印刷欠陥が観察される場合がある。この欠陥はランダムに分布し、不規則な形状をした印刷ミス領域として記載される場合がある。これらの欠陥は、印刷版及び/又は基材の表面を湿らせるインクの能力のなさから、又は上の段落で検討された高速印刷機の構成に付随する別個の機械的要因に起因すると考えられる。
【0009】
フレキソ印刷とは逆に、グラビア印刷は、画像領域が印刷用シリンダ中にエッチングされるか又は刻まれ、非画像領域の下にある凹版印刷の例である。シリンダの非エッチング(非彫刻)領域は非画像領域を表す。シリンダはインクツボ中で回転し、過剰のインクが、フレキシブルスチールドクターブレードにより、シリンダから拭き取られる。凹型セルに残存したインクは、それが印刷版シリンダとインプレッションシリンダニップの間を通過する際に、基材(紙又は他の材料)への直接の移動により、画像を形成する。
【0010】
グラビア用インクは、シリンダの彫刻セルに引き込まれ、ついで基材に移動されるのを可能にする非常に低粘度の流動性のあるインクである。フレキソ印刷及びグラビアインクは非常に類似しており、基本成分は本質的に同じである。
【0011】
基材へのインクの移動は、最終印刷製品の品質に影響を与える最も重要な要因の一つでありうる。リニア高速印刷機の動力学のため、より遅い速度で使用される一般的なインクは高速では破壊し、印刷欠陥が生じるであろう。如何なる印刷欠陥も、リニア高速印刷機を使用することの生産性と本来的な印刷利点にネガティブな影響を及ぼすであろう。
【0012】
典型的なフレキソ印刷/グラビア印刷用インクは、樹脂、溶媒、着色料、及び添加剤を含んでいる。樹脂には、ロジンエステル、ポリアミド、ポリウレタン、ニトロセルロース等が含まれる。フレキソ印刷/グラビア印刷用インクに使用される溶媒は、例えば、アルコール、エステル、グリコールエーテル、炭化水素、及び他の溶媒である。
【0013】
良好な印刷適性にとって重要な要因の一つは、印刷用インクの表面張力であることが知られており、良好なインクの展伸性及び基材の湿潤には、低表面張力が必要であることが一般的に容認されている。例えば、溶媒ベースのフレキソ印刷用インクは、使用される溶媒(例えば、アルコール、エステル、エーテル等)により、本来的に低表面張力を有する。
【0014】
良好な印刷適性は、印刷過程中、印刷機に作り出される全ての界面で、界面特性の適切なバランスによりコントロールすることができる。例えば、フレキソ印刷において、印刷版の表面エネルギーはあまりに低くくはできない。低エネルギー面では、インクは連続したインク皮膜を形成しない場合があり、又は形成したとしても、インク皮膜は非常に容易に破壊される。双方の場合、得られた印刷物は、ある画像領域がインクで覆われていない、例えばピンホールがあるために、欠陥があるとされるであろう。ピンホールの他の原因は、ニップにおける膜割れ(インクフィラメント)及び不十分なインク皮膜レベリングによる−印刷ニップにおいて印刷版に平らでないインクの付着でありうる。
【0015】
アニロックスロール-印刷版ニップから出てくるインク皮膜は、キャビテーション及びフィラメント形成を介した割れを被る。インクがニップからさらに遠くに運ばれる場合、アニロックスシリンダと印刷版シリンダの表面が離間し続け、キャビティが垂直方向に拡大し、インクフィラメントがキャビティ間に形成される。印刷中、インクがニップから出続ける限り、続くキャビティ及びフィラメントが形成される。フィラメントは伸長し、ニップから離れて移動し続けるにつれて、ますます細くなる。フィラメントが伸長し、ついで破壊され、レベリングされる速度は、印刷速度、インクの粘弾性特性、アニロックスロール及び印刷版の特性、インクの表面張力、インク皮膜の厚み等に依存する。インクの表面張力及び重力、並びに生じた表面張力-勾配効果(乾燥中に生じるマランゴニ流)は、レベリング効果−インク皮膜平坦性を決定する。
【0016】
フィラメントの形成及び破壊の結果として、ニップを出るぬれたインク皮膜の表面は不凸凹(波状及び/又は虫状パターン)になり、レベリング過程中に滑らかになる傾向にある。レベリングは、インクの表面張力の影響下で、連続するインク皮膜の表面の凸凹を除去する過程である。それは、滑らかで平坦であり、均質なインク皮膜を得る際の重要な工程である。レベリングに抵抗する要因は、粘度、弾性及び表面張力勾配(上昇流の原因となる)である。レベリングの過程は、多くのパラメーター:インク皮膜の厚み、表面の凸凹の程度及び頻度、インクの表面張力、粘度等に依存する。しかしながら、インクの表面張力及び粘度が重要な役割を担っている:
ここで、lSはレベリング速度であり;ηはインクの粘度であり、γ1はインクの表面張力である。
【0017】
レベリング速度は、インクの表面張力の増加、及びインクの粘度の低減と共に増大する。乾燥中、蒸発による溶媒の損失−粘度の増加(レベリングに対する抵抗の増加)及び表面張力の変化により、インクの特性は変化するであろう。乾燥中における変化及びコーティング欠陥における影響のあらゆる事項が、印刷中の非常に短い時間スケールで生じており、複雑なシステムに対して特定のモデルは成功裏に実現されていない。留意される2つの特定の基礎研究は、Weidnerら, Journal of Colloid and Interface Science, 179 pp. 66-75 (1996) 及び Yiantsios and Higgins, Physics of Fluids, 18 pp. 082103-1 〜 082103-11(2006)の研究である。これらの研究は双方とも、乾燥中の潜在的な結果及びシミュレーションしたコーティングにおける組成変化と表面張力との関係を記述するために、皮膜における現象をモデル化することを試みている。しかしながら、表面張力の変化についての組成的影響の知識が、皮膜性能の好ましい状態を生じせしめるために、如何にして使用できるかについては、何の記載もなされていない。
【0018】
フレキソ印刷用インクは、異なった表面張力及び揮発度(溶媒混合物)の成分を含みうる。このようなシステムでは、局所的な表面張力勾配が、インク皮膜の乾燥中(溶媒の蒸発−インク組成の変化及び気化冷却)に形成される。表面張力勾配に関係する局所的なインクの流れは、表面張力及び重力によるレベリング力に反作用する。
【0019】
レベリングなる用語は、基材へのインクの展伸を記述するために印刷機及びインク製造者によってしばしば使用される。展伸及びレベリングは2つの異なるプロセスであることは強調されるべきである。インク又はコーティングの表面張力γ1は、双方のプロセスにおいて重要な役割を担っているが、インクの展伸に対する表面張力の効果は、レベリングに対するその効果とは反対である。良好な展伸を達成するために、インクの表面張力は可能な限り低くすべきである;良好なレベリングのためには、表面張力は可能な限り高くするべきである。実際の応用では、最適なレベリング及び展伸を達成するための値に関して、通常は妥協しなければならない。
【0020】
インクの表面張力の管理は、画像移動中の印刷過程でのウェッティング、並びに最終の印刷された皮膜が存在する基材に対して適切な表面張力を達成することに、主として焦点を当てている。ウェッティングは、通常、印刷性能を確保するために高表面張力を維持するという要求と一致しない可能性がある低表面張力の維持に焦点を当てている。
【0021】
本発明の発明者は、乾燥中に表面張力が如何に変化するかを考慮した処方設計が、特に高速での、良好な印刷性能を得ることができることを発見した。高速印刷において、良好な印刷性能を有することは、レベリングのためのインク皮膜表面に与えられた時間(アニロックスロール-印刷版シリンダニップから印刷ニップへの移動時間)が非常に短く、約0.015秒(2000fpmの印刷速度及び6インチのニップ間距離を仮定)であるため、難題である。しかしながら、本発明の発明者は、良好な印刷性能は、適切なインク処方により達成することができることを見いだした。良好なレベリング性を示すインクは低粘度及び最大に高い表面張力を有するべきであり、(インクが液状である限り)インクの乾燥中に表面張力勾配を生じない(又は最小度合いだけ生じる)ようにすべきである。上記パラメータの全ての値が最適化され、フレキソ印刷法によって許容可能な範囲にあるとされるべきである。
【発明の概要】
【0022】
本発明は、高速印刷用インクを処方する方法を開示し、該方法は、インクの表面張力を測定し、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が、約0.40から約0.90の比率、約0.50から約0.80の比率、又は約0.60から約0.75の比率にある場合に、インクの表面張力を26mN/m以上、28mN/m以上、又は30mN/m以上にコントロールすることを含む。インクはフレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクとすることができる。表面張力は、インク中の樹脂、溶媒、及び添加剤を選択することにより、コントロールすることができる。インクは、1200フィート/分より速い速度、又は1800フィート/分より速い速度での印刷に適している。
【0023】
本発明は高速印刷用インクを開示し、該インクは、一又は複数の樹脂、一又は複数の着色剤、一又は複数の溶媒、及び一又は複数の添加剤を含む。インクの表面張力は、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が、約0.40から約0.90の比率、約0.50から約0.80の比率、又は約0.60から約0.75の比率にある場合に、26mN/m以上、28mN/m以上、又は30mN/m以上とすることができる。前記一又は複数の樹脂は、ポリアミド、ポリウレタン、ロジンエステル、金属化ロジンエステル、ニトロセルロース、フェノール樹脂、変性ロジンフェノール樹脂、アルキド、炭化水素樹脂、アスファルト、又は金属リソナート(resonates)とすることができ、インクの約5から30重量%とすることができる。前記一又は複数の着色剤は、インクの約4から25重量%とすることができる。前記一又は複数の溶媒は、水、エタノール、直鎖プロピルアルコール、直鎖酢酸プロピル、酢酸イソプロピル、酢酸エチル、ジアセトンアルコール、プロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノプロピルエーテル、プロピレングリコールモノプロピルエーテルアセテート、ジプロピレングリコールモノプロピルエーテルアセテート、石油蒸留物、トルエン、又はキシレンとすることができ、インクの約40から70重量%とすることができる。インクの印刷は、面積で1%未満のピンホールを含みうる。
【0024】
本発明は印刷方法を開示し、該方法はインクを調製し、基材にインクを適用することを含み、基材は1200フィート/分以上の速度で移動する。インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が、約0.40から約0.90の比率、約0.50から約0.80の比率、又は約0.60から約0.75の比率にある場合、インクは、26mN/m以上、28mN/m以上、又は30mN/m以上の表面張力を有する。
【0025】
上述の一般的な説明と以下の詳細な説明は共に例示的及び説明のためのものであって、請求項記載の本発明のさらなる説明を提供するものであることが理解されなければならない。
【図面の簡単な説明】
【0026】
本発明のさらなる理解をもたらすために含められ、この明細書に入れられてその一部を構成する添付図面は、本発明の実施態様を例証するもので、明細書と共に、本発明の原理を説明するものである。
【図1】図1は、TNV(%)の関数としての、4種のインク(#1-4)の表面張力のプロットを示し、ここで、TNV(%)は、固形分よりもむしろインク工業でよく使用されているパラメータである全不揮発性物質の体積分率(パーセンテージ)を表す。
【図2】図2は、比率の関数としての、4種のインク(#1-4)の表面張力のプロットを示し、ここで、比率は、最大全不揮発性物質の体積分率に対する全不揮発性物質の体積分率の比率を表す。
【図3】図3は、4種のインク(#1-4)の顕微鏡写真を示す。
【図4】図4は、TNV(%)の関数としての、2種のインク(A及びB)の表面張力のプロットを示し、ここで、TNV(%)は全不揮発性物質の体積分率(パーセンテージ)を表す。
【図5】図5は、比率の関数としての、2種のインク(A及びB)の表面張力のプロットを示し、ここで、比率は、最大全不揮発性物質の体積分率に対する全不揮発性物質の体積分率の比率を表す。
【図6】図6は、2種のインク(A及びB)の顕微鏡写真を示す。
【発明を実施するための形態】
【0027】
その例が添付図面において例証される本発明の実施態様を、以下に詳細に参照する。
【0028】
本発明の発明者は、インクの表面張力を、高速印刷条件下で使用されるインクの指針となる処方パラメータとして使用することができることを発見した。インクは、フレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクとすることができ、溶媒ベースとすることができる。良好な展伸性及びウェッティング性(ぬれ性)を達成するために、インクの表面張力を低くすべきことは、印刷産業で一般的に受け入れられている見解である。しかしながら、高速印刷における表面張力の重要性は、十分には確立されていない。
【0029】
ピンホールは、高速印刷に対して、よって高速印刷から得られる印刷物の品質に対して共通する印刷適性問題の一つである。ピンホールは、印刷版上でインクが如何に同レベルになり、続いて高速印刷で基材に移動されるかに関連しているため、インク皮膜のレベリングのメカニズムが、印刷品質を向上させ、ピンホールを低減させるために重要になってくる。
【0030】
本発明の発明者は、ピンホールに関連する一要因がインクの表面張力であることを発見した。それは、印刷インクの表面張力が、印刷版上でのインク皮膜のレベリングを制御するからである(表面張力が高くなればなる程、インクのレベリングが速くなる)。ピンホールのない印刷のためには、プレート上のインク皮膜は、印刷ニップに到達する前にレベリング(滑らかで平坦に)されなければならない。2011年3月1日に出願され、「高速印刷用インクの粘弾性」と題されたPCT出願(出願人整理番号331148.00852.WO01)中において、本発明の発明者の中に、インクの粘弾性が、インクの指針となる処方パラメータとして、特に高速印刷条件下で使用されるものとして、使用することができることを見い出した者がいた。PCT出願「高速印刷用インクの粘弾性」は、よって、全ての目的に対して、出典明示によりここに援用する。
【0031】
表面張力及びそれらの変更の原因となる、種々のメカニズムが存在する。当業者であれば、インクの表面張力を変更させる種々の方法を知っているであろう。例えば、インクの表面張力は、インク中の樹脂、溶媒、及び添加剤を選択することにより変更することができる。
【0032】
高速印刷用インクは、樹脂又はバインダー、分散した着色剤(任意)、溶媒、及び種々の添加剤を含有する。インク用樹脂には、ポリアミド、ポリウレタン、ロジンエステル、金属化ロジンエステル、ニトロセルロース、フェノール樹脂、変性ロジンフェノール樹脂、アルキド、炭化水素樹脂、アスファルト、金属リソナート、又は他の印刷用インク樹脂が含まれる。分散した着色剤は、任意の多くの多様な顔料、顔料分散液、又は他の着色剤であってよい。溶媒には、任意の多くの有機溶媒、例えば、種々のアルコール、エステル、炭水化物、及びグリコールエーテル溶媒から選択されるものが含まれる。典型例には、エタノール、直鎖プロピルアルコール、直鎖酢酸プロピル、酢酸イソプロピル、酢酸エチル、ジアセトンアルコール、プロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノプロピルエーテル、プロピレングリコールモノプロピルエーテルアセテート、ジプロピレングリコールモノプロピルエーテルアセテート、石油蒸留物、トルエン、及びキシレンが含まれる。また溶媒成分は、存在する場合、約5重量%、好ましくは約0.5から2%までの量の水を含みうる。
【0033】
商業的に入手可能な樹脂、溶媒、及び着色剤、並びに他の一般的な成分の広範なリストは、出典明示によりここに援用されるThe Printer's Manual, RIT Cary Graphic Arts Press (2005)に見いだすことができる。一般的に、バインダー樹脂成分は、組成物の約5から30重量%、好ましくは約10から15重量%であり、溶媒は、組成物の約40から70重量%、好ましくは約60から70重量%であり、存在する場合、着色剤は、組成物の約4から25重量%、好ましくは約15から18重量%であり、他の成分が残りを構成する。水は、存在する場合、約5重量%までで、いわゆる溶媒ベースのインクにおいて、水が主要な溶媒ではない場合、好ましくは約0.5から2%である。
【0034】
インク処方物のバインダー系は、印刷品質及び美観、色調、不透明性、インクの付着性、及びラミネート性、バリア性、顔料分散性、特殊効果、ブロッキングの必要性、シーリング性、表面耐性、乾燥、及び多くの他のものに関して、印刷皮膜の最終特性の点で、フレキソ印刷又は輪転グラビア印刷に必要とされるある範囲の印刷特性をもたらすように選択される。着色剤は、フレキソ印刷及び輪転グラビア印刷に典型的な全範囲の色相がもたらされ、上述のような要求されている特性及び印刷品質に一致するように選択される。本発明のインクは種々の添加剤、例えばスリップ剤、ロウ、可塑剤、スリップ添加剤、消泡剤、付着促進剤、バイオサイド、及び上述のような要求特性を達成するためにフレキソ印刷及び輪転グラビア印刷用インクで典型的に使用される他のものを含むであろう。
【0035】
本発明の発明者は、インクの表面張力が、表面張力が高くなればなる程(しかし、インクの適切な展伸性及びウェッティング性は確保されている)、ピンホールが低減する形で、ピンホールに影響を有していることを見いだした。インクの表面張力は、例えばウィルヘルミープレート法等、文献に記載されている方法の一つを使用して、直接測定することができる。
【0036】
表面張力の測定は、様々な全不揮発性物質の体積分率で、未使用サンプルにおいて実施することことができる。全不揮発性物質の体積分率は、例えば25%から55%の範囲にある。インクの最大全不揮発性物質の分率は、インクが完全に乾燥され又は硬化された場合の、全不揮発性物質の分率である。ついで、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が算出されうる。印刷機での使用準備が整ったインク状態において、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率は、約0.35から0.55である。インクが完全に乾燥され又は硬化された場合、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率は、約1まで増加する。
【0037】
本発明の一実施態様では、標準的及び一般的インク成分が、高速印刷用インクの処方に使用されるが、様々な全不揮発性物質の体積分率において、インクの表面張力が高く(26mN/mより高く;好ましくは、28mN/mより高く、さらに好ましくは30mN/mより高く)なるように選択される。
【0038】
上述したように、表面張力の測定は当該技術分野で知られているが、印刷品質の予測指標としての重要性については知られていない。また、表面張力は、種々の全不揮発性物質の体積分率で測定することができ、例えば25%〜55%であることに留意のこと。ついで、全不揮発性物質の体積分率は、最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の種々の比率を算出するために使用することができる。好ましくは、印刷機での使用準備の整ったインク状態での比率が約0.35から0.55であり、完全に乾燥され又は硬化されたインクにおける比率が約1であることから、比率が0.35から1.0である時に、表面張力が測定される。より好ましくは、比率は、約0.40から約0.90、約0.50から約0.80、又は約0.60から約0.75とすることができる。
【実施例】
【0039】
異なったピンホール性能を有する4種のフレキソ印刷用インクを調査した。インクは、インク1、2、3及び4として、以下に特定する。インクの組成を表1に列挙する。
【0040】
特定の溶媒の選択と実際のパーセンテージは、以下の2つの指針とする原則を考慮して進めた:乾燥過程全体にわたる溶媒の組合せ中における樹脂混合物の溶解性挙動と組合せた溶媒混合物の蒸発特性が、組成物の変化を定める。
【0041】
これらのインクの表面張力を、様々な全不揮発性物質の体積分率(TNV)で得た。全不揮発性物質の分率を増加させ、インクの移動後の乾燥プロセスを模倣するために、ロータリエバポレータを使用し、溶媒を抽出した。ウィルヘルミープレート法を実施した。4種のインクの表面張力を得、TNVの分率の関数としてのmN/mでの表面張力をプロットしている図1に示し、ここで、TNV(%)(全不揮発性物質)は、全不揮発性物質の体積分率(パーセンテージ)を示す。4種のインクの最大全不揮発性物質の体積分率を測定した。ついで、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率を算出した。図2には、比率の関数としてのmN/mでの表面張力をプロットし、ここで、比率は、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率を示す。
【0042】
1800ft/分(約9m/s)での4種のインクの印刷の顕微鏡写真を図3に示す。顕微鏡写真は、オリンパスVanox研究用顕微鏡(対物5X−エリア5mm×1.2mm)を使用して記録した。印刷におけるピンホールのパーセンテージ(面積による)を、画像分析用のオリンパスAnalySISソフトウェアを使用して測定し、表2に列挙する。
【0043】
ピンホール(%)(面積による)が小さくなればなる程、印刷品質は良好になる。ピンホール(%)(面積による)が1%未満であると、一般的に最善の性能であると考えられる。4種のインクのなかでも、インク4は、1800ft/分で、最善の印刷品質をもたらし、インク1は最も悪い印刷品質をもたらした。また、最も高い表面張力は最善のピンホール性能(ピンホールが最も少ない)に相当することも分かる。表面張力のレベルが低減すると、ピンホール性能も低下する。
【0044】
実施例2
種々のピンホール性能を有する2種の青インクを調査した。インクは、インクA及びBとして、以下のように同定した。インクの組成を表3に列挙する。
【0045】
これら2種のインクの表面張力を、様々な全不揮発性物質の体積分率(vol%TNV)で得た。全不揮発性物質の分率を増加させ、インクの移動後の乾燥過程を模倣するために、ロータリエバポレータを使用し、溶媒を抽出した。ウィルヘルミープレート法を実施した。2種のインクの表面張力を得、TNV(%)(全不揮発性物質)の関数としてmN/mで表面張力をプロットしている図4に示し、ここで、TNV(%)(全不揮発性物質)は、全不揮発性物質の体積分率(パーセンテージ)を示す。2つのインクの最大全不揮発性物質の体積分率を測定した。ついで、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率を算出した。図5には、比率の関数としてmN/mでの表面張力をプロットし、ここで、比率は、インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率を示す。
【0046】
1800ft/分での2種のインクの印刷物の顕微鏡写真を図6に示す。顕微鏡写真は、オリンパスVanox研究用顕微鏡(対物5X−エリア5mm×1.2mm)を使用して記録した。印刷物におけるピンホールのパーセンテージ(面積による)を、画像分析用のオリンパスAnalySISソフトウェアを使用して測定し、表4に列挙する。
【0047】
2種のインクのなかで、インクBは、1800ft/分で、最善の印刷品質をもたらし、インクAはより乏しい印刷品質をもたらす。また、より高い表面張力はより良好なピンホール性能(最も少ないピンホール)に対応することも分かる。表面張力のレベルが減少すると、ピンホール性能も低下する。
【0048】
本発明の精神又は範囲を逸脱することなく様々な修正及び変形を本発明においてなすことができることは当業者には明らかであろう。よって、本発明は、添付する請求請求の範囲とその均等物の範囲にある本発明の修正及び変形を包含することが意図される。
【特許請求の範囲】
【請求項1】
高速印刷用インクを処方する方法において、
インクの表面張力を測定し、
インクの表面張力を26mN/m以上にコントロールする
ことを含む方法。
【請求項2】
表面張力が28mN/m以上にコントロールされる、請求項1に記載の方法。
【請求項3】
表面張力が30mN/m以上にコントロールされる、請求項1に記載の方法。
【請求項4】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.40から約0.90の比率である場合に、表面張力がコントロールされる、請求項1から3のいずれか一項に記載の方法。
【請求項5】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.50から約0.80の比率である場合に、表面張力がコントロールされる、請求項1から3のいずれか一項に記載の方法。
【請求項6】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.60から約0.75の比率である場合に、表面張力がコントロールされる、請求項1から3のいずれか一項に記載の方法。
【請求項7】
インクがフレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクである、請求項1から3のいずれか一項に記載の方法。
【請求項8】
表面張力が、インク中の樹脂、溶媒、及び添加剤を選択することによりコントロールされる、請求項1から3のいずれか一項に記載の方法。
【請求項9】
一又は複数の樹脂;
一又は複数の着色剤;
一又は複数の溶媒;及び
一又は複数の添加剤を含有し、インクの表面張力が26mN/m以上である、高速印刷用インク。
【請求項10】
表面張力が28mN/m以上である、請求項9に記載のインク。
【請求項11】
表面張力が30mN/m以上である、請求項9に記載のインク。
【請求項12】
インクがフレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクである、請求項9から11のいずれか一項に記載のインク。
【請求項13】
前記一又は複数の樹脂が、ポリアミド、ポリウレタン、ロジンエステル、金属化ロジンエステル、ニトロセルロース、フェノール樹脂、変性ロジンフェノール樹脂、アルキド、炭化水素樹脂、アスファルト、又は金属リソナートから選択され、前記一又は複数の樹脂がインクの約5から30重量%である、請求項9から11のいずれか一項に記載のインク。
【請求項14】
前記一又は複数の着色剤がインクの約4から25重量%である、請求項9から11のいずれか一項に記載のインク。
【請求項15】
前記一又は複数の溶媒が、水、エタノール、直鎖プロピルアルコール、直鎖酢酸プロピル、酢酸イソプロピル、酢酸エチル、ジアセトンアルコール、プロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノプロピルエーテル、プロピレングリコールモノプロピルエーテルアセテート、ジプロピレングリコールモノプロピルエーテルアセテート、石油蒸留物、トルエン、及びキシレンからなる群から選択され、前記一又は複数の溶媒がインクの約40〜70重量%である、請求項9から11のいずれか一項に記載のインク。
【請求項16】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.40から約0.90の比率である場合に、表面張力が測定される、請求項9から11のいずれか一項に記載のインク。
【請求項17】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.50から約0.80の比率である場合に、表面張力が測定される、請求項9から11のいずれか一項に記載のインク。
【請求項18】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.60から約0.75の比率である場合に、表面張力が測定される、請求項9から11のいずれか一項に記載のインク。
【請求項19】
インクの印刷物におけるピンホールが1%未満の面積である、請求項9から11のいずれか一項に記載のインク。
【請求項20】
26mN/m以上の表面張力を有するインクを調製し、
1200フィート/分より速い速度で移動する基材にインクを適用する
ことを含む印刷方法。
【請求項21】
表面張力が28mN/m以上である、請求項20に記載の方法。
【請求項22】
表面張力が30mN/m以上である、請求項20に記載の方法。
【請求項23】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.40から約0.90の比率である場合に、表面張力が測定される、請求項20から22のいずれか一項に記載の方法。
【請求項24】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.50から約0.80の比率である場合に、表面張力が測定される、請求項20から22のいずれか一項に記載の方法。
【請求項25】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.60から約0.75の比率である場合に、表面張力が測定される、請求項20から22のいずれか一項に記載の方法。
【請求項1】
高速印刷用インクを処方する方法において、
インクの表面張力を測定し、
インクの表面張力を26mN/m以上にコントロールする
ことを含む方法。
【請求項2】
表面張力が28mN/m以上にコントロールされる、請求項1に記載の方法。
【請求項3】
表面張力が30mN/m以上にコントロールされる、請求項1に記載の方法。
【請求項4】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.40から約0.90の比率である場合に、表面張力がコントロールされる、請求項1から3のいずれか一項に記載の方法。
【請求項5】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.50から約0.80の比率である場合に、表面張力がコントロールされる、請求項1から3のいずれか一項に記載の方法。
【請求項6】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.60から約0.75の比率である場合に、表面張力がコントロールされる、請求項1から3のいずれか一項に記載の方法。
【請求項7】
インクがフレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクである、請求項1から3のいずれか一項に記載の方法。
【請求項8】
表面張力が、インク中の樹脂、溶媒、及び添加剤を選択することによりコントロールされる、請求項1から3のいずれか一項に記載の方法。
【請求項9】
一又は複数の樹脂;
一又は複数の着色剤;
一又は複数の溶媒;及び
一又は複数の添加剤を含有し、インクの表面張力が26mN/m以上である、高速印刷用インク。
【請求項10】
表面張力が28mN/m以上である、請求項9に記載のインク。
【請求項11】
表面張力が30mN/m以上である、請求項9に記載のインク。
【請求項12】
インクがフレキソ印刷用インク、輪転グラビア印刷用インク、ヒートセットオフセット用インク、又は出版グラビア用インクである、請求項9から11のいずれか一項に記載のインク。
【請求項13】
前記一又は複数の樹脂が、ポリアミド、ポリウレタン、ロジンエステル、金属化ロジンエステル、ニトロセルロース、フェノール樹脂、変性ロジンフェノール樹脂、アルキド、炭化水素樹脂、アスファルト、又は金属リソナートから選択され、前記一又は複数の樹脂がインクの約5から30重量%である、請求項9から11のいずれか一項に記載のインク。
【請求項14】
前記一又は複数の着色剤がインクの約4から25重量%である、請求項9から11のいずれか一項に記載のインク。
【請求項15】
前記一又は複数の溶媒が、水、エタノール、直鎖プロピルアルコール、直鎖酢酸プロピル、酢酸イソプロピル、酢酸エチル、ジアセトンアルコール、プロピレングリコールモノプロピルエーテル、ジプロピレングリコールモノプロピルエーテル、プロピレングリコールモノプロピルエーテルアセテート、ジプロピレングリコールモノプロピルエーテルアセテート、石油蒸留物、トルエン、及びキシレンからなる群から選択され、前記一又は複数の溶媒がインクの約40〜70重量%である、請求項9から11のいずれか一項に記載のインク。
【請求項16】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.40から約0.90の比率である場合に、表面張力が測定される、請求項9から11のいずれか一項に記載のインク。
【請求項17】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.50から約0.80の比率である場合に、表面張力が測定される、請求項9から11のいずれか一項に記載のインク。
【請求項18】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.60から約0.75の比率である場合に、表面張力が測定される、請求項9から11のいずれか一項に記載のインク。
【請求項19】
インクの印刷物におけるピンホールが1%未満の面積である、請求項9から11のいずれか一項に記載のインク。
【請求項20】
26mN/m以上の表面張力を有するインクを調製し、
1200フィート/分より速い速度で移動する基材にインクを適用する
ことを含む印刷方法。
【請求項21】
表面張力が28mN/m以上である、請求項20に記載の方法。
【請求項22】
表面張力が30mN/m以上である、請求項20に記載の方法。
【請求項23】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.40から約0.90の比率である場合に、表面張力が測定される、請求項20から22のいずれか一項に記載の方法。
【請求項24】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.50から約0.80の比率である場合に、表面張力が測定される、請求項20から22のいずれか一項に記載の方法。
【請求項25】
インクの最大全不揮発性物質の体積分率に対するインクの全不揮発性物質の体積分率の比率が約0.60から約0.75の比率である場合に、表面張力が測定される、請求項20から22のいずれか一項に記載の方法。
【図1】

【図2】
【図4】
【図5】
【図3】
【図6】
【図2】
【図4】
【図5】
【図3】
【図6】
【公表番号】特表2013−521379(P2013−521379A)
【公表日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願番号】特願2012−556170(P2012−556170)
【出願日】平成23年3月1日(2011.3.1)
【国際出願番号】PCT/US2011/026671
【国際公開番号】WO2011/109385
【国際公開日】平成23年9月9日(2011.9.9)
【出願人】(506165128)サン ケミカル コーポレーション (6)
【Fターム(参考)】
【公表日】平成25年6月10日(2013.6.10)
【国際特許分類】
【出願日】平成23年3月1日(2011.3.1)
【国際出願番号】PCT/US2011/026671
【国際公開番号】WO2011/109385
【国際公開日】平成23年9月9日(2011.9.9)
【出願人】(506165128)サン ケミカル コーポレーション (6)
【Fターム(参考)】
[ Back to top ]