
高速回転体
【課題】回転速度をこれまで以上に高速にすることができる高速回転体を提供する。
【解決手段】強化繊維を径方向に配置する。径方向の強化により、繊維束のクラックを抑えるとともに、円盤の内外径比を小さくすることができる。また、円盤の内外径比が小さいので、ハブを介在させることなく円盤を回転軸に直接接合させる。さらに、Z方向を繊維で強化することにより、厚み変化に伴う応力への強化を行う。強化繊維は多次元強化円筒座標系のR、θ、Zの各方向に配向された円盤であり、その内外径比は小さい。円盤の内径側には円筒状のボスを有する形状とし、このボス部の外周側に回転軸を接合させる。
【解決手段】強化繊維を径方向に配置する。径方向の強化により、繊維束のクラックを抑えるとともに、円盤の内外径比を小さくすることができる。また、円盤の内外径比が小さいので、ハブを介在させることなく円盤を回転軸に直接接合させる。さらに、Z方向を繊維で強化することにより、厚み変化に伴う応力への強化を行う。強化繊維は多次元強化円筒座標系のR、θ、Zの各方向に配向された円盤であり、その内外径比は小さい。円盤の内径側には円筒状のボスを有する形状とし、このボス部の外周側に回転軸を接合させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電力貯蔵システム用のフライホールや遠心分離機のローターなどに使用される高速回転体に関する。
【背景技術】
【0002】
回転体がより高速に回転しうるようになることは、多様な分野における技術革新に関係する。例えば、電気エネルギーを回転の運動エネルギーに蓄えることのできるフライホール、高速で回転することでより効率的に分析などを行うことができる遠心分離機などが考えられる。
【0003】
円盤の外縁での速度(周速と称す)は、軸回りの角速度と円盤の半径との積で与えられる。これまでに産業向けに使用されている回転体は、その周速が1000m/s以下である。これは、回転体として、材料強度と構造の限界から制約を受けてきためである。ここで、ある材料の円盤がある周速で破壊するとき、これを破壊周速とする。
【0004】
一般に金属のような等方性材料であれば、厚みが一様な円盤の破壊周速は、その比強度によって決定されることが知られている。たとえば、超々ジュラルミンのA70705T6はその降伏応力(460MPa)と密度(2800kg/m3)から、破壊周速は631m/sと求められる。
【0005】
繊維強化プラスチックは、その高比強度から破壊周速は1000m/s以上と算出される。特に炭素繊維は、高い強度を有するので従来の繊維強化プラスチックス製円盤(CFRP製円盤と称す)として広く用いられてきた。これまでにCFRP製円盤は、回転体の周方向に繊維を巻きつけた均一厚みの孔あき円盤(周巻き円盤と称す)が主として研究されてきた。
【0006】
直交異方性又は等方性の孔あき円盤では、回転時の応力としては周方向に沿う応力が圧倒的に高くなるため、周方向に炭素繊維を巻きつけた周巻き円盤は高い破壊回転速度を示すことが期待された。しかし、径方向には繊維で強化されていないため、径方向の強度は樹脂にほぼ等しく、繊維に沿った破壊が最大回転速度を制限していた。
【0007】
一般的に回転円盤では、内外径比が小さくなると径方向の応力は大きくなる。ここで内外径比とは、外径に対する内径の比であり、小さな内外径比の円盤とは外径に比べて比較的小さな内径の穴が開いている円盤を意味する。周巻き円盤では相対的に内外径比が小さくなると径方向の応力が樹脂の強度を越え、周方向の繊維束間に剥離(破壊)が生じる。
【0008】
繊維間の剥離を抑える手法として、いくつかの周巻き円盤を圧入によって同心円状に組み立てる手法が検討されてきた。この方法は、圧入によって圧縮の径方向応力を予め与えるものであり、繊維間の剥離を抑える効果はある程度あった。しかし圧入では双方のリングの端部で応力集中が生じるので成形プロセス上の限界がある。このためこの方法による円盤の内外径比は0.6以上に制限されていた。
【0009】
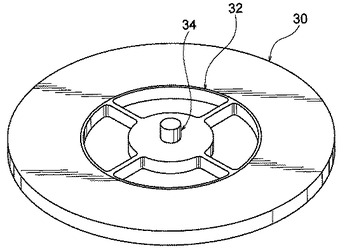
CFRP製の円盤を回転体として実際に使用するためには、図6に示すように円盤30を回転軸に保持するためにCFRP製円盤の内周側にハブを接合32し、ハブに回転軸34を組み付ける必要があった。例えば、アルミ(A7075)製のハブを取り付けることを考える。前述のようにアルミの破壊周速は631m/であり、ここで内外径比0.6のCFRP円盤の内側に、アルミ製ハブを接合させるとする。このときアルミ製ハブが破壊しない最外周の速度の限界は、631を0.6で除して約1051m/sとなる。言い換えると、CFRP円盤の外周が1051m/sであるとき、アルミハブは破壊周速の631m/sに達しており、これ以上の外周速に耐えることはできない。CFRP製円盤は1051m/sを超えるようにすることは十分可能であるが、上述のようにアルミ固有の材料強度の制約から、内外径比0.6のCFRP製円盤ではその周速は1000m/s程度が限界となる。これ以上の内外径比においては、常にアルミ製ハブの破壊が先に生じ、円盤全体の破壊周速は1000m/sを超えることはない。
【0010】
鋼(SCM435)の比強度はアルミのそれにほぼ等しく、状況は同様である。このため特開平9−42380号広報では、ガラス繊維強化プラスチック製のハブをフライホイール円盤に取り付けた複合フライホイールが提案されている。このハブは、繊維強化プラスチックであるため、破壊周速は大きくできる。しかし、回転軸にハブを介して、円盤を保持する構造になっており、高い破壊周速を有するCFRP製円盤の特長を活かしきれているとは言えない。
【0011】
これまでのCFRP製円盤は、厚みがほぼ均一であった。これは、厚さ方向は径方向同様に繊維で強化されていないため、均一な厚さとすることによって厚さ方向の応力の発生を抑えるためであると考えられる。しかし、高速化のために厚さを変化させるという設計自由度が与えられているとは言えない。
【0012】
【特許文献1】特開平9−42380号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、このような状況のもとでなされたものであり、回転速度をこれまで以上に高速にすることができる高速回転体を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記の目的を達成するために、本発明の高速回転体は、以下のような特徴を有する。まず、内径及び外径を有する円盤状であって、前記円盤は繊維強化プラスチックからなり、該強化繊維が、円筒座標系のR方向(径方向)、θ方向(周方向)、Z方向(厚さ方向)のそれぞれに配向されていることを特徴とする。
【0015】
前記高速回転体の強化繊維は、R方向の繊維体積率が一定となるように、中心から外周に向かうに従って円盤を薄くする。
【0016】
前記円盤の外径に対する内径の比が、0.5以下であることが望ましい。
【0017】
また、前記円盤の内径部に厚みの大きい円筒部を設け、その円筒部の外周面において金属製回転軸もしくはハブを接合させる。
【0018】
前記内径部に接続する金属部品が直接的に動力伝達を行う軸受け部品とする。
【0019】
前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、又はこれらの複合繊維とすることができる。
【発明の効果】
【0020】
本発明の高速回転体は、円筒座標系の3軸方向(R方向、θ方向、Z方向)に強化された強化基材を用いることで、繊維強化プラスチック円盤の内外径比を小さくすることができる。特に、内外径比を小さくすることができる効果は、径方向を強化することによる。また、内外径比が小さくなることで、接合される金属回転軸の材料に固有の破壊周速を超えることがないようにすることが可能となる。また、円筒座標系のZ方向を強化することで、内径側のボス部が金属回転軸を接合させたときに発生するZ方向応力やRZ面内のせん断応力に対する補強効果を与えることが可能となる。
【発明を実施するための最良の形態】
【0021】
以下に、図面を参照して、本発明の実施の形態について説明する。従来の回転体の破壊は、CFRP製円盤が径方向において強化繊維が存在していないことにより、周方向の繊維束間に剥離(破壊)によってもたらされる。このため、径方向の強化が必要であった。
【0022】
また、CFRP製円盤の破壊周速に比べて金属製ハブのそれが小さいことが、高速回転を困難にしている。このため、内外径比の小さいCFRP製円盤に金属ハブを組み付けることが必要である。たとえば、内外径比0.2のCFRP製円盤にアルミ製ハブを接合させるときその破壊周速は、アルミの破壊周速である631m/sを0.2で除して、3155m/sとなる。これは、CFRP製円盤の高い破壊周速を有効に活用していると言える。
【0023】
繊維強化プラスチック円盤、金属ハブ、回転軸というように、3つ以上の部品から1つのアセンブリとしての構造物を組み上げることは、製造工程を複雑にする。このため、部品点数を3つから2つにする必要がある。より高速で回転させるために厚さ方向を繊維で強化することにより、円盤の厚さも最適設計することができ円盤設計の自由度を与える。
【0024】
そこで、本実施形態では、強化繊維を径方向に配置することで、このような問題を克服する。径方向の強化により、繊維束のクラックを抑えるとともに円盤の内外径比を小さくすることができる。また、円盤の内外経比が小さいので、ハブを介在させることなく円盤を回転軸に直接接合させる(ハブレス接合と称す)。さらに、Z方向を繊維で強化することにより、厚み変化に伴う応力への強化を行う。
【0025】
上述のように、本実施形態においては、強化繊維は、3次元強化円筒座標系のR、θ、Zに配向された円盤であり、その内外径比は小さいものである。円盤の内径側には円筒状のボス部を有する形状とし、このボス部の外周側に回転軸を接合させる。
【0026】
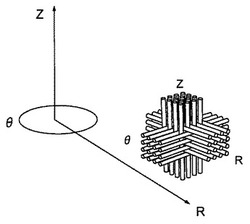
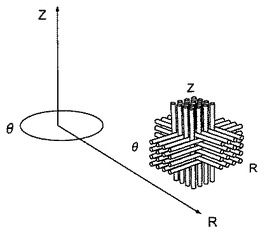
図1は、本実施形態で使用する強化繊維の配向状態を示した斜視図である。同図に示すように、強化繊維は、径方向(R方向)、周方向(θ方向)、厚さ方向(Z方向)すべてに配向している。なお、図1は、本実施形態のCFRP円盤のある一点における配向状態を示しているが、CFRP円盤のすべての点において、図1と同じような方向に配向している。
【実施例】
【0027】
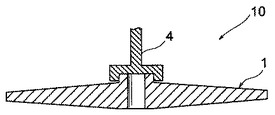
図2は、本発明の実施例1に係る高速回転体10の断面図、図3は、図2に示した高速回転体1のうちCFRP製円盤1のぶぶんのみを示した縦断面図である。本実施例のCFRP製円盤1は、外径φ300、内径φ20で、内径側に外径φ40で高さ10mmの円筒部2を有している。また、外径での厚みは10mmであり、内径側の円盤の厚み30mmからほぼ直線的に厚みは薄くなっている。3次元織物の円筒座標系における各方向の繊維体積含有率は、それぞれ、0.183、0.252、0.024であった。
【0028】
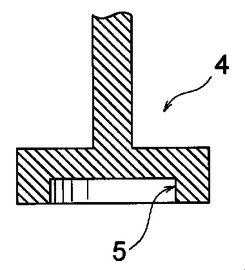
図4は、図2に示した高速回転体10の金属製回転軸4を示した図である。SNCM435製回転軸は、外径φ60である。CFRP製円盤1と回転軸4は、CFRP製円盤の円筒部2の外周面3において、回転軸4の内周面5と締め代0.03mmで圧入により接合させた。
【0029】
実施例1では、繊維強化プラスチックの設計破壊周速は、安全率を見込んで1500m/sとした。回転軸の外周則は、その回転軸と円盤の外径との比(φ60/φ300)に設計破壊周速を掛けることで、300m/sと求められる。SNCM435の材料強度は1373MPa、密度は7850kg/m3であるため、破壊周速は、652m/sとなる。300m/sという値は、SNCM435の破壊周速範囲内であるため、許容できる設計となっている。
【0030】
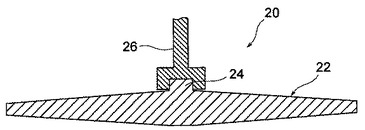
図5は、本発明の実施例2に係る高速回転体20の縦断面図である。CFRP製円盤22は、外径φ300であって、実施例1の場合と異なり、中央部に穴のない円盤である。内径側に外径φ20で高さ10mmの円筒部24を有している。また、外径での厚みは10mmであり、内径側の円盤の厚み30mmからほぼ直線的に厚みは薄くなっている。3次元織物の円筒座標系における各方向の繊維体積含有率は、それぞれ、0.153、0.272、0.035であった。
【0031】
実施例2では、繊維強化プラスチックの設計破壊周速は、安全率を見込んで1700m/sとした。回転軸の外周速は、その回転軸と円盤の外径との比(φ40/φ300)に白系破壊周速に掛けることで、226m/sと求められる。SNCM435の材料強度は、1373MPa、密度は7850kg/m3であるため、破壊周速は、652m/sとなる。226m/sという値は、SNCM435の破壊周速範囲内であるため、許容できる設計となっている。
【産業上の利用可能性】
【0032】
本発明の高速回転体によれば、高速化が図られるので、電力貯蔵用フライホイール、ガスタービン、圧縮機、遠心分離機などの分野で使用される。
【図面の簡単な説明】
【0033】
【図1】本実施形態で使用する強化繊維の配向状態を示した斜視図である。
【図2】本発明の実施例1に係る高速回転体の縦断面図であり、CFRP製円盤に回転軸を接合させた状態を示す。
【図3】本発明の実施例2に係る高速回転体のCFRP製円盤の縦断面図である。
【図4】本発明の実施例1に係る高速回転体の回転軸を示す図である。
【図5】本発明の実施例2に係る高速回転体の縦断面図であり、CFRP製円盤に回転軸を接合させた状態を示す。
【図6】従来の回転体の斜視図である。
【符号の説明】
【0034】
10、20 高速回転体
1,22 CFRP製円盤
2、24 円筒部
4、26 回転軸
【技術分野】
【0001】
本発明は、電力貯蔵システム用のフライホールや遠心分離機のローターなどに使用される高速回転体に関する。
【背景技術】
【0002】
回転体がより高速に回転しうるようになることは、多様な分野における技術革新に関係する。例えば、電気エネルギーを回転の運動エネルギーに蓄えることのできるフライホール、高速で回転することでより効率的に分析などを行うことができる遠心分離機などが考えられる。
【0003】
円盤の外縁での速度(周速と称す)は、軸回りの角速度と円盤の半径との積で与えられる。これまでに産業向けに使用されている回転体は、その周速が1000m/s以下である。これは、回転体として、材料強度と構造の限界から制約を受けてきためである。ここで、ある材料の円盤がある周速で破壊するとき、これを破壊周速とする。
【0004】
一般に金属のような等方性材料であれば、厚みが一様な円盤の破壊周速は、その比強度によって決定されることが知られている。たとえば、超々ジュラルミンのA70705T6はその降伏応力(460MPa)と密度(2800kg/m3)から、破壊周速は631m/sと求められる。
【0005】
繊維強化プラスチックは、その高比強度から破壊周速は1000m/s以上と算出される。特に炭素繊維は、高い強度を有するので従来の繊維強化プラスチックス製円盤(CFRP製円盤と称す)として広く用いられてきた。これまでにCFRP製円盤は、回転体の周方向に繊維を巻きつけた均一厚みの孔あき円盤(周巻き円盤と称す)が主として研究されてきた。
【0006】
直交異方性又は等方性の孔あき円盤では、回転時の応力としては周方向に沿う応力が圧倒的に高くなるため、周方向に炭素繊維を巻きつけた周巻き円盤は高い破壊回転速度を示すことが期待された。しかし、径方向には繊維で強化されていないため、径方向の強度は樹脂にほぼ等しく、繊維に沿った破壊が最大回転速度を制限していた。
【0007】
一般的に回転円盤では、内外径比が小さくなると径方向の応力は大きくなる。ここで内外径比とは、外径に対する内径の比であり、小さな内外径比の円盤とは外径に比べて比較的小さな内径の穴が開いている円盤を意味する。周巻き円盤では相対的に内外径比が小さくなると径方向の応力が樹脂の強度を越え、周方向の繊維束間に剥離(破壊)が生じる。
【0008】
繊維間の剥離を抑える手法として、いくつかの周巻き円盤を圧入によって同心円状に組み立てる手法が検討されてきた。この方法は、圧入によって圧縮の径方向応力を予め与えるものであり、繊維間の剥離を抑える効果はある程度あった。しかし圧入では双方のリングの端部で応力集中が生じるので成形プロセス上の限界がある。このためこの方法による円盤の内外径比は0.6以上に制限されていた。
【0009】
CFRP製の円盤を回転体として実際に使用するためには、図6に示すように円盤30を回転軸に保持するためにCFRP製円盤の内周側にハブを接合32し、ハブに回転軸34を組み付ける必要があった。例えば、アルミ(A7075)製のハブを取り付けることを考える。前述のようにアルミの破壊周速は631m/であり、ここで内外径比0.6のCFRP円盤の内側に、アルミ製ハブを接合させるとする。このときアルミ製ハブが破壊しない最外周の速度の限界は、631を0.6で除して約1051m/sとなる。言い換えると、CFRP円盤の外周が1051m/sであるとき、アルミハブは破壊周速の631m/sに達しており、これ以上の外周速に耐えることはできない。CFRP製円盤は1051m/sを超えるようにすることは十分可能であるが、上述のようにアルミ固有の材料強度の制約から、内外径比0.6のCFRP製円盤ではその周速は1000m/s程度が限界となる。これ以上の内外径比においては、常にアルミ製ハブの破壊が先に生じ、円盤全体の破壊周速は1000m/sを超えることはない。
【0010】
鋼(SCM435)の比強度はアルミのそれにほぼ等しく、状況は同様である。このため特開平9−42380号広報では、ガラス繊維強化プラスチック製のハブをフライホイール円盤に取り付けた複合フライホイールが提案されている。このハブは、繊維強化プラスチックであるため、破壊周速は大きくできる。しかし、回転軸にハブを介して、円盤を保持する構造になっており、高い破壊周速を有するCFRP製円盤の特長を活かしきれているとは言えない。
【0011】
これまでのCFRP製円盤は、厚みがほぼ均一であった。これは、厚さ方向は径方向同様に繊維で強化されていないため、均一な厚さとすることによって厚さ方向の応力の発生を抑えるためであると考えられる。しかし、高速化のために厚さを変化させるという設計自由度が与えられているとは言えない。
【0012】
【特許文献1】特開平9−42380号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明は、このような状況のもとでなされたものであり、回転速度をこれまで以上に高速にすることができる高速回転体を提供することを目的とする。
【課題を解決するための手段】
【0014】
上記の目的を達成するために、本発明の高速回転体は、以下のような特徴を有する。まず、内径及び外径を有する円盤状であって、前記円盤は繊維強化プラスチックからなり、該強化繊維が、円筒座標系のR方向(径方向)、θ方向(周方向)、Z方向(厚さ方向)のそれぞれに配向されていることを特徴とする。
【0015】
前記高速回転体の強化繊維は、R方向の繊維体積率が一定となるように、中心から外周に向かうに従って円盤を薄くする。
【0016】
前記円盤の外径に対する内径の比が、0.5以下であることが望ましい。
【0017】
また、前記円盤の内径部に厚みの大きい円筒部を設け、その円筒部の外周面において金属製回転軸もしくはハブを接合させる。
【0018】
前記内径部に接続する金属部品が直接的に動力伝達を行う軸受け部品とする。
【0019】
前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、又はこれらの複合繊維とすることができる。
【発明の効果】
【0020】
本発明の高速回転体は、円筒座標系の3軸方向(R方向、θ方向、Z方向)に強化された強化基材を用いることで、繊維強化プラスチック円盤の内外径比を小さくすることができる。特に、内外径比を小さくすることができる効果は、径方向を強化することによる。また、内外径比が小さくなることで、接合される金属回転軸の材料に固有の破壊周速を超えることがないようにすることが可能となる。また、円筒座標系のZ方向を強化することで、内径側のボス部が金属回転軸を接合させたときに発生するZ方向応力やRZ面内のせん断応力に対する補強効果を与えることが可能となる。
【発明を実施するための最良の形態】
【0021】
以下に、図面を参照して、本発明の実施の形態について説明する。従来の回転体の破壊は、CFRP製円盤が径方向において強化繊維が存在していないことにより、周方向の繊維束間に剥離(破壊)によってもたらされる。このため、径方向の強化が必要であった。
【0022】
また、CFRP製円盤の破壊周速に比べて金属製ハブのそれが小さいことが、高速回転を困難にしている。このため、内外径比の小さいCFRP製円盤に金属ハブを組み付けることが必要である。たとえば、内外径比0.2のCFRP製円盤にアルミ製ハブを接合させるときその破壊周速は、アルミの破壊周速である631m/sを0.2で除して、3155m/sとなる。これは、CFRP製円盤の高い破壊周速を有効に活用していると言える。
【0023】
繊維強化プラスチック円盤、金属ハブ、回転軸というように、3つ以上の部品から1つのアセンブリとしての構造物を組み上げることは、製造工程を複雑にする。このため、部品点数を3つから2つにする必要がある。より高速で回転させるために厚さ方向を繊維で強化することにより、円盤の厚さも最適設計することができ円盤設計の自由度を与える。
【0024】
そこで、本実施形態では、強化繊維を径方向に配置することで、このような問題を克服する。径方向の強化により、繊維束のクラックを抑えるとともに円盤の内外径比を小さくすることができる。また、円盤の内外経比が小さいので、ハブを介在させることなく円盤を回転軸に直接接合させる(ハブレス接合と称す)。さらに、Z方向を繊維で強化することにより、厚み変化に伴う応力への強化を行う。
【0025】
上述のように、本実施形態においては、強化繊維は、3次元強化円筒座標系のR、θ、Zに配向された円盤であり、その内外径比は小さいものである。円盤の内径側には円筒状のボス部を有する形状とし、このボス部の外周側に回転軸を接合させる。
【0026】
図1は、本実施形態で使用する強化繊維の配向状態を示した斜視図である。同図に示すように、強化繊維は、径方向(R方向)、周方向(θ方向)、厚さ方向(Z方向)すべてに配向している。なお、図1は、本実施形態のCFRP円盤のある一点における配向状態を示しているが、CFRP円盤のすべての点において、図1と同じような方向に配向している。
【実施例】
【0027】
図2は、本発明の実施例1に係る高速回転体10の断面図、図3は、図2に示した高速回転体1のうちCFRP製円盤1のぶぶんのみを示した縦断面図である。本実施例のCFRP製円盤1は、外径φ300、内径φ20で、内径側に外径φ40で高さ10mmの円筒部2を有している。また、外径での厚みは10mmであり、内径側の円盤の厚み30mmからほぼ直線的に厚みは薄くなっている。3次元織物の円筒座標系における各方向の繊維体積含有率は、それぞれ、0.183、0.252、0.024であった。
【0028】
図4は、図2に示した高速回転体10の金属製回転軸4を示した図である。SNCM435製回転軸は、外径φ60である。CFRP製円盤1と回転軸4は、CFRP製円盤の円筒部2の外周面3において、回転軸4の内周面5と締め代0.03mmで圧入により接合させた。
【0029】
実施例1では、繊維強化プラスチックの設計破壊周速は、安全率を見込んで1500m/sとした。回転軸の外周則は、その回転軸と円盤の外径との比(φ60/φ300)に設計破壊周速を掛けることで、300m/sと求められる。SNCM435の材料強度は1373MPa、密度は7850kg/m3であるため、破壊周速は、652m/sとなる。300m/sという値は、SNCM435の破壊周速範囲内であるため、許容できる設計となっている。
【0030】
図5は、本発明の実施例2に係る高速回転体20の縦断面図である。CFRP製円盤22は、外径φ300であって、実施例1の場合と異なり、中央部に穴のない円盤である。内径側に外径φ20で高さ10mmの円筒部24を有している。また、外径での厚みは10mmであり、内径側の円盤の厚み30mmからほぼ直線的に厚みは薄くなっている。3次元織物の円筒座標系における各方向の繊維体積含有率は、それぞれ、0.153、0.272、0.035であった。
【0031】
実施例2では、繊維強化プラスチックの設計破壊周速は、安全率を見込んで1700m/sとした。回転軸の外周速は、その回転軸と円盤の外径との比(φ40/φ300)に白系破壊周速に掛けることで、226m/sと求められる。SNCM435の材料強度は、1373MPa、密度は7850kg/m3であるため、破壊周速は、652m/sとなる。226m/sという値は、SNCM435の破壊周速範囲内であるため、許容できる設計となっている。
【産業上の利用可能性】
【0032】
本発明の高速回転体によれば、高速化が図られるので、電力貯蔵用フライホイール、ガスタービン、圧縮機、遠心分離機などの分野で使用される。
【図面の簡単な説明】
【0033】
【図1】本実施形態で使用する強化繊維の配向状態を示した斜視図である。
【図2】本発明の実施例1に係る高速回転体の縦断面図であり、CFRP製円盤に回転軸を接合させた状態を示す。
【図3】本発明の実施例2に係る高速回転体のCFRP製円盤の縦断面図である。
【図4】本発明の実施例1に係る高速回転体の回転軸を示す図である。
【図5】本発明の実施例2に係る高速回転体の縦断面図であり、CFRP製円盤に回転軸を接合させた状態を示す。
【図6】従来の回転体の斜視図である。
【符号の説明】
【0034】
10、20 高速回転体
1,22 CFRP製円盤
2、24 円筒部
4、26 回転軸
【特許請求の範囲】
【請求項1】
内径及び外径を有する円盤状であって、前記円盤は繊維強化プラスチックからなり、該強化繊維が、円筒座標系のR方向(径方向)、θ方向(周方向)、Z方向(厚さ方向)のそれぞれに配向されていることを特徴とする高速回転体。
【請求項2】
前記強化繊維は、R方向の繊維体積率が一定となるように、中心から外周に向かうに従って円盤を薄くしたことを特徴とする請求項1に記載の高速回転体。
【請求項3】
前記円盤の外径に対する内径の比が、0.5以下であることを特徴とする請求項1又は2に記載の高速回転体。
【請求項4】
前記円盤の内径部に厚みの大きい円筒部を設け、その円筒部の外周面において金属製回転軸もしくはハブを接合させたことを特徴とする請求項1乃至3のうちいずれか一項に記載の高速回転体。
【請求項5】
前記内径部に接続する金属部品が直接的に動力伝達を行う軸受け部品となることを特徴とする請求項1乃至4のうちいずれか一項に記載の高速回転体。
【請求項6】
前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、又はこれらの複合繊維であることを特徴とする請求項1乃至5のうちいずれか一項に記載の高速回転体。
【請求項1】
内径及び外径を有する円盤状であって、前記円盤は繊維強化プラスチックからなり、該強化繊維が、円筒座標系のR方向(径方向)、θ方向(周方向)、Z方向(厚さ方向)のそれぞれに配向されていることを特徴とする高速回転体。
【請求項2】
前記強化繊維は、R方向の繊維体積率が一定となるように、中心から外周に向かうに従って円盤を薄くしたことを特徴とする請求項1に記載の高速回転体。
【請求項3】
前記円盤の外径に対する内径の比が、0.5以下であることを特徴とする請求項1又は2に記載の高速回転体。
【請求項4】
前記円盤の内径部に厚みの大きい円筒部を設け、その円筒部の外周面において金属製回転軸もしくはハブを接合させたことを特徴とする請求項1乃至3のうちいずれか一項に記載の高速回転体。
【請求項5】
前記内径部に接続する金属部品が直接的に動力伝達を行う軸受け部品となることを特徴とする請求項1乃至4のうちいずれか一項に記載の高速回転体。
【請求項6】
前記強化繊維は、炭素繊維、ガラス繊維、セラミックス繊維、又はこれらの複合繊維であることを特徴とする請求項1乃至5のうちいずれか一項に記載の高速回転体。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2010−159773(P2010−159773A)
【公開日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願番号】特願2009−609(P2009−609)
【出願日】平成21年1月6日(2009.1.6)
【出願人】(503361400)独立行政法人 宇宙航空研究開発機構 (453)
【Fターム(参考)】
【公開日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願日】平成21年1月6日(2009.1.6)
【出願人】(503361400)独立行政法人 宇宙航空研究開発機構 (453)
【Fターム(参考)】
[ Back to top ]