
高速摩擦攪拌溶接
意図するシステムおよび方法は、硬質材料、特に鋼およびステンレス鋼の摩擦攪拌溶接を著しく改善するものである。他の要因の中で、本発明者らは、工具の高い横方向速度が、予測可能で望ましい溶接品質を得るために重要であり、このことが、好ましくは、スピンドルの振れを最小にすることによってこのような材料に実現されることが分かった。さらに、横方向速度および角速度は、材料の相変化温度および/または固相変態点よりも低い溶接部の温度を実現するように選択されることが好ましい。

【発明の詳細な説明】
【技術分野】
【0001】
本出願は、2008年7月9日に出願された米国仮特許出願第61/079388号の優先権を主張するものである。
【0002】
本発明の分野は、摩擦攪拌溶接である。
【背景技術】
【0003】
摩擦攪拌溶接(FSW)は、さまざまな材料を溶融する新しい方法であり、従来の溶接方法と比較して非常に多くの利点を提供している。FSWは、概念的に単純であり、一般的にはいかなる溶加材やフラックスの使用も必要としない。その結果として、最適の機械的特性を有する十分な強度の接合が実現され得る。さらに、摩擦攪拌溶接は、材料の融点より下で生じる固相溶融工程であり、熱影響部、望ましくない結晶粒成長、収縮、および/または歪みと関連する問題が、たとえ完全に回避されるわけではなくても低減され得る。さらに、FSWは、多くの場合に溶接後処理を必要としない。さらに有利なことに、FSWは、選択された異種金属、および金属と熱可塑性ポリマーとを接合する高効率で信頼性のある方法を提供する。FSWの例示的なシステムおよび方法は、米国特許第5,460,317号明細書および米国特許第5,794,835号明細書に説明されている。本明細書において議論されるこれらのおよびすべての他の付帯的な材料は、参照により全体が本明細書に組み込まれている。
【0004】
実際には、回転工具(最も一般には非消耗工具(NCT))は、一定の角速度で回転し、第1および第2の基材によって形成される予想される溶接継手線に押し付けられる。多くの場合、工具は、一定速度で継手線に沿って横断し、NCTと第1および第2の材料との間の摩擦熱が、次に工具の周りに押し付けられる材料を可塑化する。工具の横方向移動により、混合材料(攪拌領域)は固相継手(溶接部)を形成することができる。作業中に、接合されることになる第1および第2の基材は、一般に、適切な溶融が可能であるように互いに対して固定した位置に保持される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第5,460,317号明細書
【特許文献2】米国特許第5,794,835号明細書
【特許文献3】米国特許第6,050,475号明細書
【特許文献4】米国特許第7,216,793号明細書
【特許文献5】米国特許第7,275,675号明細書
【特許文献6】米国特許第5,829,664号明細書
【特許文献7】国際公開第99/39861号
【非特許文献】
【0006】
【非特許文献1】Scripta Materialia Volume 56、Issue 7、2007年4月、637〜640頁
【非特許文献2】Materialwissenschaft und Werkstofftechnik、Volume 38 Issue 10、829〜835頁(2007年)
【非特許文献3】ASTM E 1290−07、「Standard Test Method for Crack−Tip Opening Displacement(CTOD)Fracture Toughness Measurement」
【発明の概要】
【発明が解決しようとする課題】
【0007】
FSWは、多くの従来の溶接方法と比較して非常に多くの利点を提供するが、摩擦攪拌溶接によって形成される溶接部の安定性および完全性は、いくつかのプロセスパラメータの関数であり、これは固相溶融の機械的特性を著しく変える場合がある。2つの材料の間の安定な溶接部を形成する際の1つまたは複数のパラメータの特定の寄与については相対的に僅かしか知られていないため、信頼性のある再現可能な溶接部形成は、試行錯誤に関わる問題であることが多く、多数の起こり得る決定子が合理的なプロセスデザインを妨げることが多い。その結果として、非常に多くの種々のアプローチが、溶接部の完全性を改善するために着手されている。例えば、材料の方への工具のダウンフォースを制御するためのシステムおよび方法が、米国特許第6,050,475号明細書に報告されているように1つの重要なパラメータの形で説明されている。同様に、米国特許第7,216,793号明細書に開示されているように、移動負荷が監視され、一定に維持されて、溶接品質を改善するのを助け得るように、ロードセルが、作動可能に工具に連結される。さらに他の知られている方法では、特定の工具幾何学形状が、米国特許第7,275,675号明細書に示されているように可塑化された材料の摩擦および運動を改善するのに使用されている。あるいは、改善されたプロセスおよび溶接制御が、米国特許第5,829,664号明細書および国際公開第99/39861号に報告されており、そこでは、ワークピースのうちの少なくとも1つが予熱される。あいにく、このような知られている装置および方法は、FSWのある種の態様を改善する傾向があるが、他の困難が生じることが多い。例えば、力制御式システムおよび方法は、比較的低速の横方向溶接速度を欠点として持ち、特定の工具設計は、一般的には加えられ得る横方向力を制限し、それにより、低速の溶接速度になる。他方では、材料が外部ヒータで予熱または加熱される場合、膨張、不注意の過熱等により困難が遭遇され得る。
【0008】
さらに、摩擦攪拌溶接は、相対的に軟質なまたは非鉄金属の材料(例えば、アルミニウム、マグネシウム、銅、亜鉛、および鉛合金)の場合に、これらの材料が比較的に低い温度で可塑性になるので、一般的には受け入れられ、実用されている。しかしながら、炭素鋼やステンレス鋼についての摩擦攪拌溶接の使用は、このようなより硬質の材料を溶接するのに必要とされる高温および高圧に耐え得る適切な工具材料が無いために、限定されている。より最近には、多結晶質立方晶窒化ホウ素(PCBN)および/または多結晶ダイアモンド(PCD)を含む工具により、より硬質の材料についてFSWの使用が可能になっている。
【0009】
例えば、Scripta Materialia Volume 56、Issue 7、2007年4月、637〜640頁に説明されているように、ある種の炭素鋼材料(ここでは、S70C炭素鋼)が、ピーク温度を減少させることによって、且つ冷却速度を下部臨界冷却速度未満まで低下させることによってFSWを用いて溶接されている。あいにく、横方向速度(1から4インチ/分での)は、望ましくないほど低かった。同様に、タングステン工具を用いたある種のステンレス鋼材の成功したFSWが報告されたが(Materialwissenschaft und Werkstofftechnik、Volume 38 Issue 10、829〜835頁(2007年))、やはり横方向速度は、1000rpmにおいて1.5から4インチ/分に制限された。
【0010】
したがって、FSWは、たとえさまざまな材料を接合する際に大いに期待できるとしても、非常に多くの疑問および懸念が依然として残っている。その結果として、特に鋼材が溶接されることになる場合、予測可能で望ましい完全性および安定性を有する溶接部を獲得し最適化するために、臨界FSWプロセスパラメータを確認することが必要である。
【0011】
本発明は、相対的に硬質な材料、および特に鋼およびステンレス鋼材のFSWの構成および方法を改善することを目的としている。本発明の主題の特に好ましい態様に関して、本発明者らは、さまざまな鋼材の安定な溶接部の予測可能で再現可能な形成に重要なFSWの一定のプロセスパラメータを確認し特徴付けた。最も顕著には、考えられた構成および方法は、高くなった横方向速度(一般的には、12インチ/分より高い)、およびゼロ負荷状態でほとんどゼロの振れ(一般的には、5×10−4インチ未満)を有するスピンドルの使用によって特徴付けられる。このような方法および構成は、溶接速度を著しく増加し、同時に高い完全性および強度を有する再現可能な溶接部を製造するものである。
【課題を解決するための手段】
【0012】
本発明の主題の1つの態様では、第1および第2の基材のうちの少なくとも1つが鋼を含む場合に第1の基材を第2の基材に摩擦攪拌溶接する方法は、摩擦攪拌溶接装置のスピンドルに工具を取り付けるステップと、臨界横方向速度での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れで装置を運転するもう1つのステップとを含む。最も一般的には、溶接部は、第1および第2の基材のうちのより弱いものの少なくともそれである引っ張り強さ、降伏強さ、および/またはシャルピー衝撃強度を有し、臨界横方向速度は、少なくとも12インチ/分である。
【0013】
したがって、異なる観点から見て、本発明者らはまた、(第1および/または第2の基材が鋼を含む場合に)第1の基材を第2の基材に摩擦攪拌溶接する際に横方向速度を増加させる方法を考えており、この方法は、(a)臨界横方向速度での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れを有する摩擦攪拌溶接装置のスピンドルを提供すること、または(b)摩擦攪拌溶接装置のスピンドルの振れを、臨界横方向速度での溶接が溶接部を生成することができる振れに低減することというステップを含む。最も好ましくは、このように製造された溶接部は、第1および第2の基材のうちのより弱いものの少なくともそれである機械的強度(例えば、引っ張り強さ、降伏強さ、および/またはシャルピー衝撃強度)を有し、臨界横方向速度は、少なくとも12インチ/分である。
【0014】
特に好ましい態様では、ゼロ負荷状態でのスピンドルの振れは、5×10−4インチ以下であり、より好ましくは4×10−4インチ以下であり、最も好ましくは2×10−4インチ以下である。さらに、工具のうちの少なくとも一部は、多結晶質立方晶窒化ホウ素、耐熱合金タングステン−レニウム、または多結晶ダイアモンドから製造され、非消耗工具として構成されることが好ましい。本発明の主題を限定するものではないが、一般に、工具は、200から800rpmの間の(通常は一定の)角速度、および12から40インチ/分の間の横方向速度を有することが好ましい。したがって、最も好ましい態様では、横方向速度および角速度は、第1および第2の基材の相変化温度および/または固相変態点よりも低い溶接部の温度を実現するように選択される。
【0015】
より一般的には、第1および第2の材料のうちの少なくとも1つは、鋼材、および特に炭素鋼、ステンレス鋼、または鋼合金を含むことが好ましい。例えば、特に考えられる材料には、炭素鋼ASTM A106 Grade B、炭素鋼ASTM A333 Grade 6、API X42炭素鋼、API X52炭素鋼、API X60炭素鋼、およびAPI X70炭素鋼がある。さらに、第1および第2の基材は、円筒形または平面形状を有し、FSWプロセスは、線形FSWまたは軌道FSWとして実行され得ることを理解すべきである。
【0016】
本発明のさまざまな目的、特徴、態様および利点は、本発明の好ましい実施形態についての次の詳細な説明から一層明らかになる。
【図面の簡単な説明】
【0017】
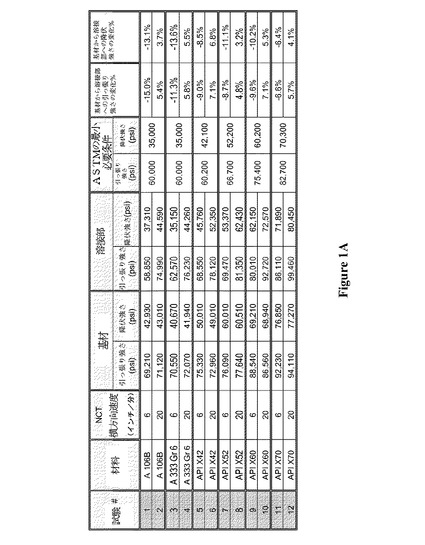
【図1A】選択されたFSWの条件、ならびに従来のFSWパラメータおよび本発明の主題によるFSW溶接パラメータにより製造された溶接部の試験結果を示す表である。
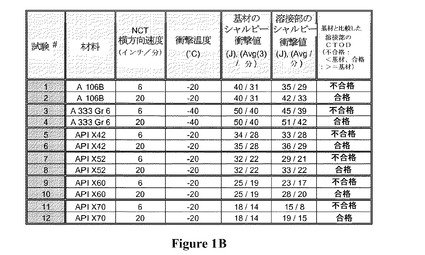
【図1B】選択されたFSWの条件、ならびに従来のFSWパラメータおよび本発明の主題によるFSW溶接パラメータにより製造された溶接部の試験結果を示す表である。
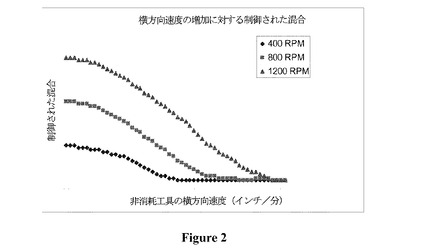
【図2】横方向速度および角速度の関数として、予想される混合を示すグラフである。
【発明を実施するための形態】
【0018】
本発明者らは、相対的に硬質な金属、および特に鋼およびステンレス鋼について予測可能で望ましい溶接結果をもたらす摩擦攪拌溶接の特定のプロセスパラメータを発見している。最も顕著には、本発明者らは、このような材料のNCTの横方向速度が、予測可能で望ましい溶接品質を得るための最も重要なプロセスパラメータを与えること、および、NCT(または他の工具)を保持するスピンドルがほとんどゼロの振れを有することを確かめることによって、適切な横方向速度が得られ得ることを発見した。横方向速度が適切に考慮に入れられると、本発明者らは、溶接部が少なくとも同じ、および多くの場合に基材のより弱いものよりもさらによりよい機械的特性(例えば、引っ張り強さ、降伏強さ、シャルピーノッチ衝撃強度)を示すことを発見した。
【0019】
異なる観点から見て、NCTの横方向速度は、NCTおよび/または溶接部に損傷を生じる(例えば、NCTを破壊すること、および/または溶接部に異物を残すことによって)速度よりも低い点に、且つ、望ましくない高温(例えば、凝固欠陥をもたらし得る非固相溶融や相変態を生じる材料の相変化や変態点に近い温度)を生じる速度よりも高い点に選択されなければならないことが観察された。したがって、NCTの横方向速度はまた、攪拌溶接部の材料の過剰な均質化(例えば、3回より多い混合)を回避しまたは低減するように十分に高速であるべきである。
【0020】
したがって、一般に、FSWは、ほとんどゼロの振れを有するスピンドルを使用することによって、第1および第2の基材(最も一般的には、炭素鋼、ステンレス鋼、および合金鋼をはじめとする鋼材)を接合するように実行され得ることが考えられる。ほとんどゼロの振れは、工具折損または溶接部での工具材料の溶着という危険を著しく高めることなく、臨界横方向速度を実現するための重要な構成要素であることに留意すべきである。本明細書において使用されるように、用語「振れ(run out)」は、(溶接部の中心を直角に交差する)理論的な回転軸と実際の回転軸との差異を指している。したがって、異なる観点から見て、振れを有するスピンドルで回転する工具は、円形の径路に沿って動くことになり、この径路は、理論的な回転軸を取り囲んでいる。特に、比較的小さい(例えば、ゼロ負荷状態で1×10−3インチ)として通常特徴付けられることになる振れは、溶接品質について実質的な悪影響を有するばかりでなく、望ましい横方向速度で工具を前進させる能力にも悪影響を及ぼす。
【0021】
いったん工具がスピンドルに取り付けられると、FSW装置は、臨界横方向速度(以下(infra))での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れで運転される。このような(好ましくは、少なくとも12インチ/分の臨界横方向速度での)運転条件を用いると、第1および第2の基材のうちのより弱いもののそれ以上の引っ張り強さ、降伏強さ、および/またはシャルピー衝撃強度を有する溶接部が、一般的に且つ再現性をもって得られる。
【0022】
例えば、以下で例示的に示されるようにさまざまな鋼材ついての代表的なFSW条件の下で、従来のFSWは、角速度が約400rpmであり、横方向速度が約6インチ/分である第1の作業窓の範囲内で行われる。容易に分かるように、このような従来の条件は、通常、表から理解され得るように決して満足な溶接部をもたらさない。対照的に、スピンドルおよび/または工具が5×10−4インチ未満、より一般には4×10−4インチ未満の振れを有した場合、本発明の主題による比較的に高い横方向NCT速度では、改善された引っ張りおよび降伏強さ、延性、破壊靭性が得られた。より詳細には、図1Aおよび図1Bの表1Aおよび表1Bは、指示された材料の2つの鋼管がごく僅かな損失の状態で非消耗工具を用いて共に溶接されたFSWプロセスによる代表的なデータを示している。ここで、各材料は、2つの別個の条件、すなわち1つはゆっくりしたNCT横方向速度を用いた従来の条件と、1つは4×10−4インチ未満の振れを有するスピンドルを用いた早いNCT横方向速度とで試験された。すべての他のパラメータは、実験の継続時間を通して一定に保持された。NCT角速度、下向きスラスト、傾斜角、および軸傾斜(plunge)などの残るプロセス因子は、それぞれの材料についてよく知られているプラクティスに基づいて選択された。表1Aおよび表1Bに見られるように代表的な結果に基づくと、溶接部の引っ張り強さおよび溶接部の降伏強さは、5.4%から7.1%、および3.2%から6.8%の範囲にそれぞれ増加した。逆に言えば、NCTがゆっくりした速度で(例えば、3インチ/分と8インチ/分との間で)移動する場合、溶接部の機械的特性は、基材の機械的特性に劣っている(表1Aおよび表1Bから理解され得るように、例えば、引っ張り強さは、−6.6%から−15.0%の範囲に減少し、降伏強さは、−6.4%から−13.6%の範囲に減少した)。当然、結果は、使用される特定の材料およびパラメータに応じて変化することを理解すべきである。
【0023】
試験は、降伏および引っ張り強さ、延性、破壊靭性を測定するように行われた。融着継手の完全性および安定性を実証するように溶接部の機械的特性を解析することが重要である。溶接部の機械的特性は、非常に重要であり、したがって、入力パラメータの、および特にNCTの横方向速度のデマンド制御。溶接部の破壊靭性が試験された場合に、合否判定基準は、実験仕様書ASTM E 1290−07、「Standard Test Method for Crack−Tip Opening Displacement(CTOD)Fracture Toughness Measurement」、および修正試験手順に基づいて確立された。表1Bは、代表的な試験結果を含んでおり、本発明の主題による溶接部が、早いNCT横方向速度試験のすべての場合にCTOD試験に合格したことを示している。他方では、試験結果は、ゆっくりしたNCT横方向速度試験のすべての場合に溶接部がCTOD試験に不合格であったことも示している。さらに、基材のCTODが、溶接部のCTODと比較された。同様に、早いNCT横方向速度試験は、基材のCTOD以上の溶接部のCTODをもたらし、ゆっくりしたNCT横方向速度試験は、基材のCTODよりも小さい溶接部のCTODをもたらした。改善された破壊靭性は、厳しい運転条件下での配管および装置の信頼性のある運転に重要であるので、従来のFSW法に優るこのような改善は特に重要である。本明細書において考えられたFSW法を用いると、限界運転(例えば、高圧、酸性ガス、水素環境)の下での溶接部の脆化が、実質的に低減され、またはまさに完全に回避される。
【0024】
本明細書において考えられた早いNCT横方向速度が従来のNCT横方向速度よりも確かに優れていることを、シャルピー衝撃試験結果は確立した。溶接部のシャルピー衝撃試験結果は、すべての早いNCT横方向速度に対して基材の試験結果以上であった。溶接部のシャルピー衝撃試験結果は、すべてのゆっくりしたNCT横方向速度に対して基材の試験結果よりも小さかった。さらに、溶接部は、シャルピー衝撃試験結果が基材以上である場合この判定基準で受け入れられた。
【0025】
例示的な結果(および他のデータ(ここでは示されない))から容易に理解され得るように、非消耗工具の横方向速度(インチ/分)は、溶接部の完全性および安定性と直接的な相関関係を有する。多くの場合に、ほとんどゼロの振れの設定を有する高い横方向速度は、このような方法を用いて接合された基材のより弱いものに等しいかまたはさらにより良好な機械的強度の溶接部を製造した。したがって、本発明の主題によるFSWはまた、単一のパスで材料の溶着についての実質的により高いレートを可能にすることも理解すべきである。その結果として、また、考えられた方法および構成は、臨界横方向速度での溶接が第1との間に溶接部を生成することができるスピンドルの振れを有する摩擦攪拌溶接装置のスピンドルを提供するか、いずれかによって、(第1および第2の基材のうちの少なくとも1つが鋼を含むことが好ましい場合に)第1の基材を第2の基材に摩擦攪拌溶接する際に横方向速度を増加させる方法を可能にすることを理解すべきである。
【0026】
この試験結果は、単一の鋼材に限定されるものではなくて、表に示されるように非常に多くの他の材料に当てはまることが分かったことに留意すべきである。さらなる適切な材料には、他の鋼材(例えば、炭素鋼ASTM A106 Grade B、炭素鋼ASTM A333 Grade 6、API X42炭素鋼、API X52炭素鋼、API X60炭素鋼、およびAPI X70炭素鋼)、ステンレス鋼、二相ステンレス鋼、スーパーオーステナイト系ステンレス鋼、低および高合金鋼、および非常に多くの他の金属がある。さらに、本発明の主題によるFSWプロセスは、同一、類似、および異なる材料が接合されているプロセスを含むことを理解すべきである。したがって、非金属材料、および特にポリマー材料でさえも、本明細書での使用に適切であると考えられる。また、本発明の主題のさらに考えられた態様では、本明細書において与えられたデータは軌道FSWプロセスで得られたが、考えられた結果および方法は、このような軌道溶接に限定されるものではなくて、FSWのすべての他のタイプに、および特に平面/線形の非軌道法にも当てはまることを理解すべきである。
【0027】
高強度および耐衝撃性の工具材料の最近の進歩により、各工具に対する負荷の著しい増加が可能になっている。その結果として、特に適切な工具は、工具鋼、セラミックス(例えば、多結晶ダイアモンド(PCD)、多結晶質立方晶窒化ホウ素(PCBN)、耐熱合金タングステン−レニウム(W−Re))、およびそれらのすべての合理的な組み合わせを含むことができる非消耗工具である。さらに、NCTは、プロセスがいかなる成功もするように摩擦攪拌溶接機に正しく取り付けられなければならないこと、および欠陥のある取り付けは、破滅的な故障を生じ得ることに特に留意すべきである。さらに、発明者らは、(改良されたNCT材料に加えて)振れの量が、高い横方向速度でのFSWの望ましい性能に重要であることを発見した。驚くべきほどに、これまで知られているFSW装置の振れは、横方向速度が増加され、特に横方向速度が8から10インチ/分を超える速度まで増加された場合に、一般的には破滅的な故障(例えば、工具の破壊)および/または望ましくない溶接部(例えば、工具溶着物を有する溶接部)をもたらすことになる。対照的に、振れがほとんどゼロ(例えば、5×10−4インチ未満、より好ましくは4×10−4インチ未満、最も好ましくは2×10−4インチ未満のゼロ負荷状態での振れ)であった本発明の主題による装置では、工具は、実質的に増加された横方向荷重に耐え、それゆえ20インチ/分の(且つ、さらに高い)横方向速度を支持した。したがって、特に最新世代の工具が使用される場合、(最大で1200rpmまでの角速度を有する)10インチ/分と40インチ/分との間の、且つさらにより高い横方向速度が考えられる。他の利点の中で、このような運転条件は、過剰な均質化を回避し、したがって溶接部の改善された機械的特性を提供する。
【0028】
臨界横方向速度に関して、多くの場合に工具の最適横方向速度は、2つの基材のうちのより弱いものの機械的特性に等しいかまたはこれよりも良好な溶接部の機械的特性を得るように、通常10インチ/分と40インチ/分との間であると一般に考えられている。興味深いことに、且つ表および他の実験(ここでは示されない)のデータに反映されるように、溶接部の機械的特性は、NCT横方向速度において、一般的には7から12インチ/分の範囲内でステップ関数を示した。ステップ関数より高い横方向速度(臨界横方向速度)は、材料のより少ない混合(およびより少ない加熱と共に)をもたらし、且つステップ関数より低い横方向速度は、材料のより多い混合(およびより多い加熱と共に)をもたらす。このステップ関数のところで、溶接部の機械的特性は、劇的に変化し、その結果、受け入れられない溶接部特性から受け入れられる溶接部特性に切り換わる。当然、特定のステップは、材料のタイプ(および類似性)に依存し得ることを理解すべきである。その結果として、ステップ関数より低いいくつかの横方向速度は、本明細書での使用に適切であるとも考えられ、(例えば、材料の相または固相転移点に近い)望ましくない温度を生じる速度によって下端で一般的には制限される。さらに、適切な横方向速度は、溶接部にNCTの異物を残しておくことを回避するそれらのものを含む。したがって、(例えば、40インチ/分よりも早い、または14インチ/分よりも小さい)他の選択し得る横方向速度も、本明細書での使用に適切であると考えられる。
【0029】
NCTの角速度に関して、角速度は、200rpmから1200rpmの範囲内に、より一般的には200rpmから800rpmの範囲内に、さらにより一般的には300rpmから700rpmの範囲内に、および最も一般的には400rpmから600rpmの範囲内にあることが一般に好ましい(例えば、表1Aおよび表1Bを参照されたい)。さらに、多くの試験では、角速度は一定に維持され、且つ横方向速度は変化されたことに留意すべきである。しかしながら、(例えば、異なる材料の厚さ、タイプ等を用いた)他の溶接システムでは、溶接部が角速度と横方向速度との両方の関数であるので、これらのパラメータは変化し得ることを理解すべきである。実際に、少なくともいくつかの場合には、早い横方向速度を実現するように角速度を増加することが必要であり得る。したがって、考えられたFSWの方法および構成は、他の角速度に適用されることができ、より早い角速度は、一定の点までのより高い横方向速度が可能であることを理解すべきである(ある点では、横方向速度が非常に高くなるので混合はまず生じない)。図2は、横方向速度および角速度(ここでは、400、800、および1200rpm)の関数として予想される混合を示す例示的なグラフを示している。
【0030】
したがって、本発明の主題によるFSWプロセスは、継手線に沿った非消耗工具(NCT)の横方向速度が比較的早いレート、一般的には通常7インチ/分と14インチ/分との間のステップ関数より大きい場合に、溶接部の機械的特性(例えば、引っ張り強さ、降伏強さ、靭性、延性)を改善することを理解すべきである。このようなプロセスは、FSWが最大で40インチ/分までの、且つ、より高い速度で管継手の軌道溶接が可能である装置によって行われる場合に特に望ましい。しかしながら、(例えば、平面溶接および他の幾何学形状に適切な)他の装置もまた、本明細書において特に考えられている。
【0031】
このように、擦攪拌溶接の特定の実施形態および用途が開示されている。しかしながら、既に説明されたものに加えて多くのさらなる改変が本明細書における発明概念から逸脱することなく可能であることが、当業者には明らかであるべきである。したがって、本発明の主題は、添付の特許請求の範囲の精神を除いて限定されるべきではない。さらに、本明細書と特許請求の範囲との両方を解釈する際に、すべての用語は、文脈と矛盾しない最も広い可能な方法で解釈されるべきである。特に、用語「備える(comprise)」および「備えている(comprising)」は、非排他的な方法で要素、構成要素、またはステップを指すものと解釈されるべきであり、参照された要素、構成要素、またはステップは、存在しまたは利用されることができ、あるいは明白には参照されていない他の要素、構成要素、またはステップと組み合わされ得ることを示している。さらに、参照により本明細書に組み込まれている参照の中の用語の定義または使用が、本明細書において与えられるその用語の定義と不一致でありまたはこれに反する場合、本明細書において与えられるその用語の定義が当てはまり、参照の中のその用語の定義は当てはまらない。
【技術分野】
【0001】
本出願は、2008年7月9日に出願された米国仮特許出願第61/079388号の優先権を主張するものである。
【0002】
本発明の分野は、摩擦攪拌溶接である。
【背景技術】
【0003】
摩擦攪拌溶接(FSW)は、さまざまな材料を溶融する新しい方法であり、従来の溶接方法と比較して非常に多くの利点を提供している。FSWは、概念的に単純であり、一般的にはいかなる溶加材やフラックスの使用も必要としない。その結果として、最適の機械的特性を有する十分な強度の接合が実現され得る。さらに、摩擦攪拌溶接は、材料の融点より下で生じる固相溶融工程であり、熱影響部、望ましくない結晶粒成長、収縮、および/または歪みと関連する問題が、たとえ完全に回避されるわけではなくても低減され得る。さらに、FSWは、多くの場合に溶接後処理を必要としない。さらに有利なことに、FSWは、選択された異種金属、および金属と熱可塑性ポリマーとを接合する高効率で信頼性のある方法を提供する。FSWの例示的なシステムおよび方法は、米国特許第5,460,317号明細書および米国特許第5,794,835号明細書に説明されている。本明細書において議論されるこれらのおよびすべての他の付帯的な材料は、参照により全体が本明細書に組み込まれている。
【0004】
実際には、回転工具(最も一般には非消耗工具(NCT))は、一定の角速度で回転し、第1および第2の基材によって形成される予想される溶接継手線に押し付けられる。多くの場合、工具は、一定速度で継手線に沿って横断し、NCTと第1および第2の材料との間の摩擦熱が、次に工具の周りに押し付けられる材料を可塑化する。工具の横方向移動により、混合材料(攪拌領域)は固相継手(溶接部)を形成することができる。作業中に、接合されることになる第1および第2の基材は、一般に、適切な溶融が可能であるように互いに対して固定した位置に保持される。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】米国特許第5,460,317号明細書
【特許文献2】米国特許第5,794,835号明細書
【特許文献3】米国特許第6,050,475号明細書
【特許文献4】米国特許第7,216,793号明細書
【特許文献5】米国特許第7,275,675号明細書
【特許文献6】米国特許第5,829,664号明細書
【特許文献7】国際公開第99/39861号
【非特許文献】
【0006】
【非特許文献1】Scripta Materialia Volume 56、Issue 7、2007年4月、637〜640頁
【非特許文献2】Materialwissenschaft und Werkstofftechnik、Volume 38 Issue 10、829〜835頁(2007年)
【非特許文献3】ASTM E 1290−07、「Standard Test Method for Crack−Tip Opening Displacement(CTOD)Fracture Toughness Measurement」
【発明の概要】
【発明が解決しようとする課題】
【0007】
FSWは、多くの従来の溶接方法と比較して非常に多くの利点を提供するが、摩擦攪拌溶接によって形成される溶接部の安定性および完全性は、いくつかのプロセスパラメータの関数であり、これは固相溶融の機械的特性を著しく変える場合がある。2つの材料の間の安定な溶接部を形成する際の1つまたは複数のパラメータの特定の寄与については相対的に僅かしか知られていないため、信頼性のある再現可能な溶接部形成は、試行錯誤に関わる問題であることが多く、多数の起こり得る決定子が合理的なプロセスデザインを妨げることが多い。その結果として、非常に多くの種々のアプローチが、溶接部の完全性を改善するために着手されている。例えば、材料の方への工具のダウンフォースを制御するためのシステムおよび方法が、米国特許第6,050,475号明細書に報告されているように1つの重要なパラメータの形で説明されている。同様に、米国特許第7,216,793号明細書に開示されているように、移動負荷が監視され、一定に維持されて、溶接品質を改善するのを助け得るように、ロードセルが、作動可能に工具に連結される。さらに他の知られている方法では、特定の工具幾何学形状が、米国特許第7,275,675号明細書に示されているように可塑化された材料の摩擦および運動を改善するのに使用されている。あるいは、改善されたプロセスおよび溶接制御が、米国特許第5,829,664号明細書および国際公開第99/39861号に報告されており、そこでは、ワークピースのうちの少なくとも1つが予熱される。あいにく、このような知られている装置および方法は、FSWのある種の態様を改善する傾向があるが、他の困難が生じることが多い。例えば、力制御式システムおよび方法は、比較的低速の横方向溶接速度を欠点として持ち、特定の工具設計は、一般的には加えられ得る横方向力を制限し、それにより、低速の溶接速度になる。他方では、材料が外部ヒータで予熱または加熱される場合、膨張、不注意の過熱等により困難が遭遇され得る。
【0008】
さらに、摩擦攪拌溶接は、相対的に軟質なまたは非鉄金属の材料(例えば、アルミニウム、マグネシウム、銅、亜鉛、および鉛合金)の場合に、これらの材料が比較的に低い温度で可塑性になるので、一般的には受け入れられ、実用されている。しかしながら、炭素鋼やステンレス鋼についての摩擦攪拌溶接の使用は、このようなより硬質の材料を溶接するのに必要とされる高温および高圧に耐え得る適切な工具材料が無いために、限定されている。より最近には、多結晶質立方晶窒化ホウ素(PCBN)および/または多結晶ダイアモンド(PCD)を含む工具により、より硬質の材料についてFSWの使用が可能になっている。
【0009】
例えば、Scripta Materialia Volume 56、Issue 7、2007年4月、637〜640頁に説明されているように、ある種の炭素鋼材料(ここでは、S70C炭素鋼)が、ピーク温度を減少させることによって、且つ冷却速度を下部臨界冷却速度未満まで低下させることによってFSWを用いて溶接されている。あいにく、横方向速度(1から4インチ/分での)は、望ましくないほど低かった。同様に、タングステン工具を用いたある種のステンレス鋼材の成功したFSWが報告されたが(Materialwissenschaft und Werkstofftechnik、Volume 38 Issue 10、829〜835頁(2007年))、やはり横方向速度は、1000rpmにおいて1.5から4インチ/分に制限された。
【0010】
したがって、FSWは、たとえさまざまな材料を接合する際に大いに期待できるとしても、非常に多くの疑問および懸念が依然として残っている。その結果として、特に鋼材が溶接されることになる場合、予測可能で望ましい完全性および安定性を有する溶接部を獲得し最適化するために、臨界FSWプロセスパラメータを確認することが必要である。
【0011】
本発明は、相対的に硬質な材料、および特に鋼およびステンレス鋼材のFSWの構成および方法を改善することを目的としている。本発明の主題の特に好ましい態様に関して、本発明者らは、さまざまな鋼材の安定な溶接部の予測可能で再現可能な形成に重要なFSWの一定のプロセスパラメータを確認し特徴付けた。最も顕著には、考えられた構成および方法は、高くなった横方向速度(一般的には、12インチ/分より高い)、およびゼロ負荷状態でほとんどゼロの振れ(一般的には、5×10−4インチ未満)を有するスピンドルの使用によって特徴付けられる。このような方法および構成は、溶接速度を著しく増加し、同時に高い完全性および強度を有する再現可能な溶接部を製造するものである。
【課題を解決するための手段】
【0012】
本発明の主題の1つの態様では、第1および第2の基材のうちの少なくとも1つが鋼を含む場合に第1の基材を第2の基材に摩擦攪拌溶接する方法は、摩擦攪拌溶接装置のスピンドルに工具を取り付けるステップと、臨界横方向速度での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れで装置を運転するもう1つのステップとを含む。最も一般的には、溶接部は、第1および第2の基材のうちのより弱いものの少なくともそれである引っ張り強さ、降伏強さ、および/またはシャルピー衝撃強度を有し、臨界横方向速度は、少なくとも12インチ/分である。
【0013】
したがって、異なる観点から見て、本発明者らはまた、(第1および/または第2の基材が鋼を含む場合に)第1の基材を第2の基材に摩擦攪拌溶接する際に横方向速度を増加させる方法を考えており、この方法は、(a)臨界横方向速度での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れを有する摩擦攪拌溶接装置のスピンドルを提供すること、または(b)摩擦攪拌溶接装置のスピンドルの振れを、臨界横方向速度での溶接が溶接部を生成することができる振れに低減することというステップを含む。最も好ましくは、このように製造された溶接部は、第1および第2の基材のうちのより弱いものの少なくともそれである機械的強度(例えば、引っ張り強さ、降伏強さ、および/またはシャルピー衝撃強度)を有し、臨界横方向速度は、少なくとも12インチ/分である。
【0014】
特に好ましい態様では、ゼロ負荷状態でのスピンドルの振れは、5×10−4インチ以下であり、より好ましくは4×10−4インチ以下であり、最も好ましくは2×10−4インチ以下である。さらに、工具のうちの少なくとも一部は、多結晶質立方晶窒化ホウ素、耐熱合金タングステン−レニウム、または多結晶ダイアモンドから製造され、非消耗工具として構成されることが好ましい。本発明の主題を限定するものではないが、一般に、工具は、200から800rpmの間の(通常は一定の)角速度、および12から40インチ/分の間の横方向速度を有することが好ましい。したがって、最も好ましい態様では、横方向速度および角速度は、第1および第2の基材の相変化温度および/または固相変態点よりも低い溶接部の温度を実現するように選択される。
【0015】
より一般的には、第1および第2の材料のうちの少なくとも1つは、鋼材、および特に炭素鋼、ステンレス鋼、または鋼合金を含むことが好ましい。例えば、特に考えられる材料には、炭素鋼ASTM A106 Grade B、炭素鋼ASTM A333 Grade 6、API X42炭素鋼、API X52炭素鋼、API X60炭素鋼、およびAPI X70炭素鋼がある。さらに、第1および第2の基材は、円筒形または平面形状を有し、FSWプロセスは、線形FSWまたは軌道FSWとして実行され得ることを理解すべきである。
【0016】
本発明のさまざまな目的、特徴、態様および利点は、本発明の好ましい実施形態についての次の詳細な説明から一層明らかになる。
【図面の簡単な説明】
【0017】
【図1A】選択されたFSWの条件、ならびに従来のFSWパラメータおよび本発明の主題によるFSW溶接パラメータにより製造された溶接部の試験結果を示す表である。
【図1B】選択されたFSWの条件、ならびに従来のFSWパラメータおよび本発明の主題によるFSW溶接パラメータにより製造された溶接部の試験結果を示す表である。
【図2】横方向速度および角速度の関数として、予想される混合を示すグラフである。
【発明を実施するための形態】
【0018】
本発明者らは、相対的に硬質な金属、および特に鋼およびステンレス鋼について予測可能で望ましい溶接結果をもたらす摩擦攪拌溶接の特定のプロセスパラメータを発見している。最も顕著には、本発明者らは、このような材料のNCTの横方向速度が、予測可能で望ましい溶接品質を得るための最も重要なプロセスパラメータを与えること、および、NCT(または他の工具)を保持するスピンドルがほとんどゼロの振れを有することを確かめることによって、適切な横方向速度が得られ得ることを発見した。横方向速度が適切に考慮に入れられると、本発明者らは、溶接部が少なくとも同じ、および多くの場合に基材のより弱いものよりもさらによりよい機械的特性(例えば、引っ張り強さ、降伏強さ、シャルピーノッチ衝撃強度)を示すことを発見した。
【0019】
異なる観点から見て、NCTの横方向速度は、NCTおよび/または溶接部に損傷を生じる(例えば、NCTを破壊すること、および/または溶接部に異物を残すことによって)速度よりも低い点に、且つ、望ましくない高温(例えば、凝固欠陥をもたらし得る非固相溶融や相変態を生じる材料の相変化や変態点に近い温度)を生じる速度よりも高い点に選択されなければならないことが観察された。したがって、NCTの横方向速度はまた、攪拌溶接部の材料の過剰な均質化(例えば、3回より多い混合)を回避しまたは低減するように十分に高速であるべきである。
【0020】
したがって、一般に、FSWは、ほとんどゼロの振れを有するスピンドルを使用することによって、第1および第2の基材(最も一般的には、炭素鋼、ステンレス鋼、および合金鋼をはじめとする鋼材)を接合するように実行され得ることが考えられる。ほとんどゼロの振れは、工具折損または溶接部での工具材料の溶着という危険を著しく高めることなく、臨界横方向速度を実現するための重要な構成要素であることに留意すべきである。本明細書において使用されるように、用語「振れ(run out)」は、(溶接部の中心を直角に交差する)理論的な回転軸と実際の回転軸との差異を指している。したがって、異なる観点から見て、振れを有するスピンドルで回転する工具は、円形の径路に沿って動くことになり、この径路は、理論的な回転軸を取り囲んでいる。特に、比較的小さい(例えば、ゼロ負荷状態で1×10−3インチ)として通常特徴付けられることになる振れは、溶接品質について実質的な悪影響を有するばかりでなく、望ましい横方向速度で工具を前進させる能力にも悪影響を及ぼす。
【0021】
いったん工具がスピンドルに取り付けられると、FSW装置は、臨界横方向速度(以下(infra))での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れで運転される。このような(好ましくは、少なくとも12インチ/分の臨界横方向速度での)運転条件を用いると、第1および第2の基材のうちのより弱いもののそれ以上の引っ張り強さ、降伏強さ、および/またはシャルピー衝撃強度を有する溶接部が、一般的に且つ再現性をもって得られる。
【0022】
例えば、以下で例示的に示されるようにさまざまな鋼材ついての代表的なFSW条件の下で、従来のFSWは、角速度が約400rpmであり、横方向速度が約6インチ/分である第1の作業窓の範囲内で行われる。容易に分かるように、このような従来の条件は、通常、表から理解され得るように決して満足な溶接部をもたらさない。対照的に、スピンドルおよび/または工具が5×10−4インチ未満、より一般には4×10−4インチ未満の振れを有した場合、本発明の主題による比較的に高い横方向NCT速度では、改善された引っ張りおよび降伏強さ、延性、破壊靭性が得られた。より詳細には、図1Aおよび図1Bの表1Aおよび表1Bは、指示された材料の2つの鋼管がごく僅かな損失の状態で非消耗工具を用いて共に溶接されたFSWプロセスによる代表的なデータを示している。ここで、各材料は、2つの別個の条件、すなわち1つはゆっくりしたNCT横方向速度を用いた従来の条件と、1つは4×10−4インチ未満の振れを有するスピンドルを用いた早いNCT横方向速度とで試験された。すべての他のパラメータは、実験の継続時間を通して一定に保持された。NCT角速度、下向きスラスト、傾斜角、および軸傾斜(plunge)などの残るプロセス因子は、それぞれの材料についてよく知られているプラクティスに基づいて選択された。表1Aおよび表1Bに見られるように代表的な結果に基づくと、溶接部の引っ張り強さおよび溶接部の降伏強さは、5.4%から7.1%、および3.2%から6.8%の範囲にそれぞれ増加した。逆に言えば、NCTがゆっくりした速度で(例えば、3インチ/分と8インチ/分との間で)移動する場合、溶接部の機械的特性は、基材の機械的特性に劣っている(表1Aおよび表1Bから理解され得るように、例えば、引っ張り強さは、−6.6%から−15.0%の範囲に減少し、降伏強さは、−6.4%から−13.6%の範囲に減少した)。当然、結果は、使用される特定の材料およびパラメータに応じて変化することを理解すべきである。
【0023】
試験は、降伏および引っ張り強さ、延性、破壊靭性を測定するように行われた。融着継手の完全性および安定性を実証するように溶接部の機械的特性を解析することが重要である。溶接部の機械的特性は、非常に重要であり、したがって、入力パラメータの、および特にNCTの横方向速度のデマンド制御。溶接部の破壊靭性が試験された場合に、合否判定基準は、実験仕様書ASTM E 1290−07、「Standard Test Method for Crack−Tip Opening Displacement(CTOD)Fracture Toughness Measurement」、および修正試験手順に基づいて確立された。表1Bは、代表的な試験結果を含んでおり、本発明の主題による溶接部が、早いNCT横方向速度試験のすべての場合にCTOD試験に合格したことを示している。他方では、試験結果は、ゆっくりしたNCT横方向速度試験のすべての場合に溶接部がCTOD試験に不合格であったことも示している。さらに、基材のCTODが、溶接部のCTODと比較された。同様に、早いNCT横方向速度試験は、基材のCTOD以上の溶接部のCTODをもたらし、ゆっくりしたNCT横方向速度試験は、基材のCTODよりも小さい溶接部のCTODをもたらした。改善された破壊靭性は、厳しい運転条件下での配管および装置の信頼性のある運転に重要であるので、従来のFSW法に優るこのような改善は特に重要である。本明細書において考えられたFSW法を用いると、限界運転(例えば、高圧、酸性ガス、水素環境)の下での溶接部の脆化が、実質的に低減され、またはまさに完全に回避される。
【0024】
本明細書において考えられた早いNCT横方向速度が従来のNCT横方向速度よりも確かに優れていることを、シャルピー衝撃試験結果は確立した。溶接部のシャルピー衝撃試験結果は、すべての早いNCT横方向速度に対して基材の試験結果以上であった。溶接部のシャルピー衝撃試験結果は、すべてのゆっくりしたNCT横方向速度に対して基材の試験結果よりも小さかった。さらに、溶接部は、シャルピー衝撃試験結果が基材以上である場合この判定基準で受け入れられた。
【0025】
例示的な結果(および他のデータ(ここでは示されない))から容易に理解され得るように、非消耗工具の横方向速度(インチ/分)は、溶接部の完全性および安定性と直接的な相関関係を有する。多くの場合に、ほとんどゼロの振れの設定を有する高い横方向速度は、このような方法を用いて接合された基材のより弱いものに等しいかまたはさらにより良好な機械的強度の溶接部を製造した。したがって、本発明の主題によるFSWはまた、単一のパスで材料の溶着についての実質的により高いレートを可能にすることも理解すべきである。その結果として、また、考えられた方法および構成は、臨界横方向速度での溶接が第1との間に溶接部を生成することができるスピンドルの振れを有する摩擦攪拌溶接装置のスピンドルを提供するか、いずれかによって、(第1および第2の基材のうちの少なくとも1つが鋼を含むことが好ましい場合に)第1の基材を第2の基材に摩擦攪拌溶接する際に横方向速度を増加させる方法を可能にすることを理解すべきである。
【0026】
この試験結果は、単一の鋼材に限定されるものではなくて、表に示されるように非常に多くの他の材料に当てはまることが分かったことに留意すべきである。さらなる適切な材料には、他の鋼材(例えば、炭素鋼ASTM A106 Grade B、炭素鋼ASTM A333 Grade 6、API X42炭素鋼、API X52炭素鋼、API X60炭素鋼、およびAPI X70炭素鋼)、ステンレス鋼、二相ステンレス鋼、スーパーオーステナイト系ステンレス鋼、低および高合金鋼、および非常に多くの他の金属がある。さらに、本発明の主題によるFSWプロセスは、同一、類似、および異なる材料が接合されているプロセスを含むことを理解すべきである。したがって、非金属材料、および特にポリマー材料でさえも、本明細書での使用に適切であると考えられる。また、本発明の主題のさらに考えられた態様では、本明細書において与えられたデータは軌道FSWプロセスで得られたが、考えられた結果および方法は、このような軌道溶接に限定されるものではなくて、FSWのすべての他のタイプに、および特に平面/線形の非軌道法にも当てはまることを理解すべきである。
【0027】
高強度および耐衝撃性の工具材料の最近の進歩により、各工具に対する負荷の著しい増加が可能になっている。その結果として、特に適切な工具は、工具鋼、セラミックス(例えば、多結晶ダイアモンド(PCD)、多結晶質立方晶窒化ホウ素(PCBN)、耐熱合金タングステン−レニウム(W−Re))、およびそれらのすべての合理的な組み合わせを含むことができる非消耗工具である。さらに、NCTは、プロセスがいかなる成功もするように摩擦攪拌溶接機に正しく取り付けられなければならないこと、および欠陥のある取り付けは、破滅的な故障を生じ得ることに特に留意すべきである。さらに、発明者らは、(改良されたNCT材料に加えて)振れの量が、高い横方向速度でのFSWの望ましい性能に重要であることを発見した。驚くべきほどに、これまで知られているFSW装置の振れは、横方向速度が増加され、特に横方向速度が8から10インチ/分を超える速度まで増加された場合に、一般的には破滅的な故障(例えば、工具の破壊)および/または望ましくない溶接部(例えば、工具溶着物を有する溶接部)をもたらすことになる。対照的に、振れがほとんどゼロ(例えば、5×10−4インチ未満、より好ましくは4×10−4インチ未満、最も好ましくは2×10−4インチ未満のゼロ負荷状態での振れ)であった本発明の主題による装置では、工具は、実質的に増加された横方向荷重に耐え、それゆえ20インチ/分の(且つ、さらに高い)横方向速度を支持した。したがって、特に最新世代の工具が使用される場合、(最大で1200rpmまでの角速度を有する)10インチ/分と40インチ/分との間の、且つさらにより高い横方向速度が考えられる。他の利点の中で、このような運転条件は、過剰な均質化を回避し、したがって溶接部の改善された機械的特性を提供する。
【0028】
臨界横方向速度に関して、多くの場合に工具の最適横方向速度は、2つの基材のうちのより弱いものの機械的特性に等しいかまたはこれよりも良好な溶接部の機械的特性を得るように、通常10インチ/分と40インチ/分との間であると一般に考えられている。興味深いことに、且つ表および他の実験(ここでは示されない)のデータに反映されるように、溶接部の機械的特性は、NCT横方向速度において、一般的には7から12インチ/分の範囲内でステップ関数を示した。ステップ関数より高い横方向速度(臨界横方向速度)は、材料のより少ない混合(およびより少ない加熱と共に)をもたらし、且つステップ関数より低い横方向速度は、材料のより多い混合(およびより多い加熱と共に)をもたらす。このステップ関数のところで、溶接部の機械的特性は、劇的に変化し、その結果、受け入れられない溶接部特性から受け入れられる溶接部特性に切り換わる。当然、特定のステップは、材料のタイプ(および類似性)に依存し得ることを理解すべきである。その結果として、ステップ関数より低いいくつかの横方向速度は、本明細書での使用に適切であるとも考えられ、(例えば、材料の相または固相転移点に近い)望ましくない温度を生じる速度によって下端で一般的には制限される。さらに、適切な横方向速度は、溶接部にNCTの異物を残しておくことを回避するそれらのものを含む。したがって、(例えば、40インチ/分よりも早い、または14インチ/分よりも小さい)他の選択し得る横方向速度も、本明細書での使用に適切であると考えられる。
【0029】
NCTの角速度に関して、角速度は、200rpmから1200rpmの範囲内に、より一般的には200rpmから800rpmの範囲内に、さらにより一般的には300rpmから700rpmの範囲内に、および最も一般的には400rpmから600rpmの範囲内にあることが一般に好ましい(例えば、表1Aおよび表1Bを参照されたい)。さらに、多くの試験では、角速度は一定に維持され、且つ横方向速度は変化されたことに留意すべきである。しかしながら、(例えば、異なる材料の厚さ、タイプ等を用いた)他の溶接システムでは、溶接部が角速度と横方向速度との両方の関数であるので、これらのパラメータは変化し得ることを理解すべきである。実際に、少なくともいくつかの場合には、早い横方向速度を実現するように角速度を増加することが必要であり得る。したがって、考えられたFSWの方法および構成は、他の角速度に適用されることができ、より早い角速度は、一定の点までのより高い横方向速度が可能であることを理解すべきである(ある点では、横方向速度が非常に高くなるので混合はまず生じない)。図2は、横方向速度および角速度(ここでは、400、800、および1200rpm)の関数として予想される混合を示す例示的なグラフを示している。
【0030】
したがって、本発明の主題によるFSWプロセスは、継手線に沿った非消耗工具(NCT)の横方向速度が比較的早いレート、一般的には通常7インチ/分と14インチ/分との間のステップ関数より大きい場合に、溶接部の機械的特性(例えば、引っ張り強さ、降伏強さ、靭性、延性)を改善することを理解すべきである。このようなプロセスは、FSWが最大で40インチ/分までの、且つ、より高い速度で管継手の軌道溶接が可能である装置によって行われる場合に特に望ましい。しかしながら、(例えば、平面溶接および他の幾何学形状に適切な)他の装置もまた、本明細書において特に考えられている。
【0031】
このように、擦攪拌溶接の特定の実施形態および用途が開示されている。しかしながら、既に説明されたものに加えて多くのさらなる改変が本明細書における発明概念から逸脱することなく可能であることが、当業者には明らかであるべきである。したがって、本発明の主題は、添付の特許請求の範囲の精神を除いて限定されるべきではない。さらに、本明細書と特許請求の範囲との両方を解釈する際に、すべての用語は、文脈と矛盾しない最も広い可能な方法で解釈されるべきである。特に、用語「備える(comprise)」および「備えている(comprising)」は、非排他的な方法で要素、構成要素、またはステップを指すものと解釈されるべきであり、参照された要素、構成要素、またはステップは、存在しまたは利用されることができ、あるいは明白には参照されていない他の要素、構成要素、またはステップと組み合わされ得ることを示している。さらに、参照により本明細書に組み込まれている参照の中の用語の定義または使用が、本明細書において与えられるその用語の定義と不一致でありまたはこれに反する場合、本明細書において与えられるその用語の定義が当てはまり、参照の中のその用語の定義は当てはまらない。
【特許請求の範囲】
【請求項1】
第1および第2の基材のうちの少なくとも1つが鋼を含む場合に第1の基材を第2の基材に摩擦攪拌溶接する方法であって、
摩擦攪拌溶接装置のスピンドルに工具を取り付けるステップと、
臨界横方向速度での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れで装置を運転するステップとを含み、
溶接部が、第1および第2の基材のうちのより弱いもののそれ以上の引っ張り強さ、降伏強さ、およびシャルピー衝撃強度のうちの少なくとも1つを有し、
臨界横方向速度が、少なくとも12インチ/分である、方法。
【請求項2】
ゼロ負荷状態でのスピンドルの振れが、5×10−4インチ以下である、請求項1に記載の方法。
【請求項3】
第1および第2の材料が、鋼、ステンレス鋼、および鋼合金からなる群から選択される、請求項1に記載の方法。
【請求項4】
第1および第2の材料が、炭素鋼ASTM A106 Grade B、炭素鋼ASTM A333 Grade 6、API X42炭素鋼、API X52炭素鋼、API X60炭素鋼、およびAPI X70炭素鋼からなる群から選択される、請求項1に記載の方法。
【請求項5】
工具が、多結晶質立方晶窒化ホウ素、耐熱合金タングステン−レニウム、または多結晶ダイアモンドを含み、非消耗工具として構成される、請求項1に記載の方法。
【請求項6】
工具が、200から800rpmの間の角速度を有する、請求項1に記載の方法。
【請求項7】
横方向速度が、12から40インチ/分である、請求項1に記載の方法。
【請求項8】
横方向速度および角速度は、溶接部の温度が第1および第2の基材の相変化温度または固相変態点よりも低いように選択される、請求項6または7に記載の方法。
【請求項9】
第1および第2の基材が、円筒形または平面形状を有する、請求項1に記載の方法。
【請求項10】
第1および第2の基材のうちの少なくとも1つが鋼を含む場合に第1の基材を第2の基材に摩擦攪拌溶接する際に横方向速度を増加させる方法であって、
臨界横方向速度での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れを有する摩擦攪拌溶接装置のスピンドルを提供するステップ、または
摩擦攪拌溶接装置のスピンドルの振れを、臨界横方向速度での溶接が溶接部を生成することができる振れに低減するステップを含み、
溶接部が、第1および第2の基材のうちのより弱いもののそれ以上の引っ張り強さ、降伏強さ、およびシャルピー衝撃強度のうちの少なくとも1つを有し、
臨界横方向速度が、少なくとも12インチ/分である、方法。
【請求項11】
ゼロ負荷状態でのスピンドルの振れが、5×10−4インチ以下である、請求項10に記載の方法。
【請求項12】
第1および第2の材料が、鋼、ステンレス鋼、および鋼合金からなる群から選択される、請求項10に記載の方法。
【請求項13】
第1および第2の材料が、炭素鋼ASTM A106 Grade B、炭素鋼ASTM A333 Grade 6、API X42炭素鋼、API X52炭素鋼、API X60炭素鋼、およびAPI X70炭素鋼からなる群から選択される、請求項10に記載の方法。
【請求項14】
工具が、多結晶質立方晶窒化ホウ素、耐熱合金タングステン−レニウム、または多結晶ダイアモンドを含み、非消耗工具として構成される、請求項10に記載の方法。
【請求項15】
工具が、200から800rpmの間の角速度を有する、請求項10に記載の方法。
【請求項16】
横方向速度が、12から40インチ/分である、請求項10に記載の方法。
【請求項17】
横方向速度および角速度は、溶接部の温度が第1および第2の基材の相変化温度または固相変態点よりも低いように選択される、請求項15または16に記載の方法。
【請求項18】
第1および第2の材料が、円筒形または平面形状を有する、請求項10に記載の方法。
【請求項1】
第1および第2の基材のうちの少なくとも1つが鋼を含む場合に第1の基材を第2の基材に摩擦攪拌溶接する方法であって、
摩擦攪拌溶接装置のスピンドルに工具を取り付けるステップと、
臨界横方向速度での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れで装置を運転するステップとを含み、
溶接部が、第1および第2の基材のうちのより弱いもののそれ以上の引っ張り強さ、降伏強さ、およびシャルピー衝撃強度のうちの少なくとも1つを有し、
臨界横方向速度が、少なくとも12インチ/分である、方法。
【請求項2】
ゼロ負荷状態でのスピンドルの振れが、5×10−4インチ以下である、請求項1に記載の方法。
【請求項3】
第1および第2の材料が、鋼、ステンレス鋼、および鋼合金からなる群から選択される、請求項1に記載の方法。
【請求項4】
第1および第2の材料が、炭素鋼ASTM A106 Grade B、炭素鋼ASTM A333 Grade 6、API X42炭素鋼、API X52炭素鋼、API X60炭素鋼、およびAPI X70炭素鋼からなる群から選択される、請求項1に記載の方法。
【請求項5】
工具が、多結晶質立方晶窒化ホウ素、耐熱合金タングステン−レニウム、または多結晶ダイアモンドを含み、非消耗工具として構成される、請求項1に記載の方法。
【請求項6】
工具が、200から800rpmの間の角速度を有する、請求項1に記載の方法。
【請求項7】
横方向速度が、12から40インチ/分である、請求項1に記載の方法。
【請求項8】
横方向速度および角速度は、溶接部の温度が第1および第2の基材の相変化温度または固相変態点よりも低いように選択される、請求項6または7に記載の方法。
【請求項9】
第1および第2の基材が、円筒形または平面形状を有する、請求項1に記載の方法。
【請求項10】
第1および第2の基材のうちの少なくとも1つが鋼を含む場合に第1の基材を第2の基材に摩擦攪拌溶接する際に横方向速度を増加させる方法であって、
臨界横方向速度での溶接が第1の基材と第2の基材との間に溶接部を生成することができるスピンドルの振れを有する摩擦攪拌溶接装置のスピンドルを提供するステップ、または
摩擦攪拌溶接装置のスピンドルの振れを、臨界横方向速度での溶接が溶接部を生成することができる振れに低減するステップを含み、
溶接部が、第1および第2の基材のうちのより弱いもののそれ以上の引っ張り強さ、降伏強さ、およびシャルピー衝撃強度のうちの少なくとも1つを有し、
臨界横方向速度が、少なくとも12インチ/分である、方法。
【請求項11】
ゼロ負荷状態でのスピンドルの振れが、5×10−4インチ以下である、請求項10に記載の方法。
【請求項12】
第1および第2の材料が、鋼、ステンレス鋼、および鋼合金からなる群から選択される、請求項10に記載の方法。
【請求項13】
第1および第2の材料が、炭素鋼ASTM A106 Grade B、炭素鋼ASTM A333 Grade 6、API X42炭素鋼、API X52炭素鋼、API X60炭素鋼、およびAPI X70炭素鋼からなる群から選択される、請求項10に記載の方法。
【請求項14】
工具が、多結晶質立方晶窒化ホウ素、耐熱合金タングステン−レニウム、または多結晶ダイアモンドを含み、非消耗工具として構成される、請求項10に記載の方法。
【請求項15】
工具が、200から800rpmの間の角速度を有する、請求項10に記載の方法。
【請求項16】
横方向速度が、12から40インチ/分である、請求項10に記載の方法。
【請求項17】
横方向速度および角速度は、溶接部の温度が第1および第2の基材の相変化温度または固相変態点よりも低いように選択される、請求項15または16に記載の方法。
【請求項18】
第1および第2の材料が、円筒形または平面形状を有する、請求項10に記載の方法。
【図1A】

【図1B】
【図2】
【図1B】
【図2】
【公表番号】特表2011−527638(P2011−527638A)
【公表日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願番号】特願2011−517592(P2011−517592)
【出願日】平成21年7月9日(2009.7.9)
【国際出願番号】PCT/US2009/050019
【国際公開番号】WO2010/006106
【国際公開日】平成22年1月14日(2010.1.14)
【出願人】(506354434)フルオー・テクノロジーズ・コーポレイシヨン (35)
【Fターム(参考)】
【公表日】平成23年11月4日(2011.11.4)
【国際特許分類】
【出願日】平成21年7月9日(2009.7.9)
【国際出願番号】PCT/US2009/050019
【国際公開番号】WO2010/006106
【国際公開日】平成22年1月14日(2010.1.14)
【出願人】(506354434)フルオー・テクノロジーズ・コーポレイシヨン (35)
【Fターム(参考)】
[ Back to top ]