
高速機械加工装置
【課題】高速機械加工装置
【解決手段】工具ケーシングと、回転のため前記ケーシング内に取り付けられているタービンロータと、前記工具ケーシング内の固定位置で前記タービンロータと同軸に合わせられて取り付けられているステータと、前記ケーシング内に画定されており、前記ステータ複数の翼に空気を供給するために前記ステータおよびロータと同軸に合わせられている環状キャビティと、前記タービンロータと共に回転するために前記工具ケーシング内で前記タービンロータと同軸に取り付けられている円筒スピンドルと、前記スピンドルと共に回転するためにこれと同軸に取り付けられており、切削工具を動作可能に受容するための端部を有する工具保持部とを有する、空気タービンにより駆動される回転機械工具。
【解決手段】工具ケーシングと、回転のため前記ケーシング内に取り付けられているタービンロータと、前記工具ケーシング内の固定位置で前記タービンロータと同軸に合わせられて取り付けられているステータと、前記ケーシング内に画定されており、前記ステータ複数の翼に空気を供給するために前記ステータおよびロータと同軸に合わせられている環状キャビティと、前記タービンロータと共に回転するために前記工具ケーシング内で前記タービンロータと同軸に取り付けられている円筒スピンドルと、前記スピンドルと共に回転するためにこれと同軸に取り付けられており、切削工具を動作可能に受容するための端部を有する工具保持部とを有する、空気タービンにより駆動される回転機械工具。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、機械加工の分野、より詳細には高速機械加工工具に関する。
【背景技術】
【0002】
現在、様々な作動用にいくつものタービン駆動式回転機械工具が存在する。この工具の中には大型で、比較的低速かつ高出力で作動するものがある。これらの工具は、ワークピースから相当量の材料を除去するために大きい切削ビットを使用することができる。また、少量の材料を比較的高速で除去するための小さい切削ビットを有する、比較的小さく、比較的高速で作動するタービン駆動式回転機械工具もある。
【0003】
たとえば現在、T字形の補剛材およびポケット部の周囲の縁部を支持するリターンフランジを含む複雑な航空宇宙部品が、板金付属部として設計されるか、または直角のヘッド部を有する低速回転工具によって機械加工される。板金は、追加的に固定具を必要とし、これにより部品の重量、部品数、コストおよび組立て時間が増加してしまう。現行の直角ヘッド部設計による低速機械加工では、追加的な加工時間が必要であり、ヘッド部が大きいため、密閉区域へのアクセスは限定的である。周辺部の形状またはリブの形状は現在手作業で加工されており、これにはさらなる設備および複雑な工具、または低速の直角ヘッド部を要する。これにはより長い準備時間と加工時間が必要であり、工具コストが増加する。現在の直角ヘッド部の大きさは機能を制限してしまう。
【発明の開示】
【発明が解決しようとする課題】
【0004】
したがって、高速で相当量の材料を除去するため比較的大きいビットを利用可能である、比較的高速で、高出力のタービン駆動回転機械工具の需要が存在する。
【課題を解決するための手段】
【0005】
本発明の実施形態は、狭い空間でも利用可能であるよう比較的小さく、比較的高い出力かつ比較的高速で動作可能であり、高速で相当量の材料を除去するため比較的大きい加工ビットを利用可能であり、コスト面また時間面においても効率的である工具を提供することにより、上述の問題および従来技術による空気タービン駆動式回転機械工具の欠点を克服することができる。
【0006】
本発明の好ましい実施形態では、工具ケーシングと、回転軸を中心に回転するためケーシング内に取り付けられており、回転軸周囲で等間隔に配置されている複数の翼を有するタービンロータと、工具ケーシング内の固定位置でタービンロータの回転軸と同軸に合わせられて取り付けられており、等間隔に配置されてロータ翼と動作可能に合わせられている複数のステータ翼を有するステータと、ケーシング内に画定されており、ステータおよびロータと同軸に合わせられており、ステータ翼に空気を供給するためにステータ翼に隣接する環状開口端を有する環状キャビティと、タービンロータと共に回転するために工具ケーシング内でタービンロータと同軸に取り付けられている円筒スピンドルと、スピンドルと共に回転するためにこれと同軸に取り付けられており、ビットを動作可能に内部に受容してこれと共に回転する端部を有するビット保持部とを備える、空気タービンにより駆動される回転機械工具が提供される。
【0007】
さらに、好ましくはステータ翼およびロータ翼へ加圧された空気を供給するための環状キャビティと連通する圧搾空気供給源が設けられている。好ましい実施形態の一態様でも、好ましくは工具ケーシングに固定されており、空気供給源からの圧搾空気の通路を提供する工具支持部を含み、工具支持部は、工具ケーシングに対してほぼ直角に配置され、スピンドルの回転速度を制御するように空気供給源からの空気フローを制御するためのバルブを有する。
【0008】
好ましい実施形態の別の態様では、ケーシング内で画定されているとともにロータの出力部と同軸に合わせられている環状排出キャビティと、ケーシング内で画定されており環状排出キャビティと連通する複数の排出開口部とが含まれている。
【0009】
特徴、機能および利点は、本発明の様々な実施形態で個別に達成可能であり、または別の実施形態で組み合わせることもできる。その他の態様および特徴は、以下で部分的に明らかにされ、説明される。
【0010】
本発明の概要を上記で説明したが、以下に図面を参照して説明する。
【0011】
全ての図面において同じ符号は同じ部品を示す。
【発明を実施するための最良の形態】
【0012】
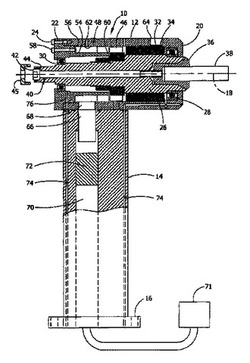
全体が符号10で示されるタービン駆動式回転機械工具の好ましい実施形態が、図1に部分断面図として示される。工作機械10は、一般的に円筒形である、前記工作機械の主要作動部品を含む工具ケーシング12を有する。工作機械10がこれの外側端部16で、ワークピースに対して相対的に移動可能であり、公知の方法でワークピースを切削することが可能であるよう、工作機械スピンドル(図示せず)に取り付け可能であるように、工具支持部14が工具ケーシング12に固定されている。
【0013】
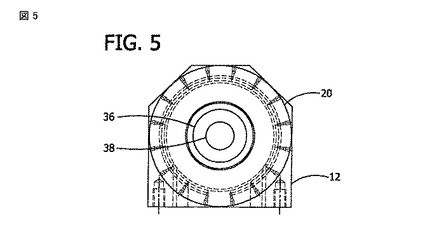
工具ケーシング12は、一般的に円筒形であり、中央長手方向軸18と、工具ケーシングの一部として形成されている閉じられた前端部20とを有する。工具ケーシング12の対向する端部に、後部キャップ22が一連のボルト24により固定されている。工具ケーシング12内には、ケーシングの前端部内ではベアリング28により支持されており後部キャップではベアリング30により支持されている、スピンドル26が取り付けられている。さらに、円筒形のセラミック製ベアリング32が工具ケーシング12内に取り付けられており、回転のためスピンドル26の円筒面34を係合および支持する。スピンドル26には、一般的に従来型の構造の円筒形工具保持部36が備えられており、これは長手方向に延伸する一連の溝を備えているベル状の形をしており、これにより工具保持部の外側端部が工具38を把持するよう軸方向に圧縮される。工具保持部36は、これの後端部で、端部がねじ切りされているボルト40に取り付けられている。このボルトの頭部42は、スピンドル26の端部に形成されている円筒肩部44に受容され、これによりスピンドル26は、工具保持部36をスピンドル26の端部へ近づけるようにボルト40を回転させて、工具38を締め付ける。スピンドル26の端部に端部キャップ45がねじ止めされており、ボルト40の頭部42を覆う。工具38は従来型の切削ビット、フライスヘッド、ドリルのいずれか、または材料を切削するため利用可能であるその他の工具である。
【0014】
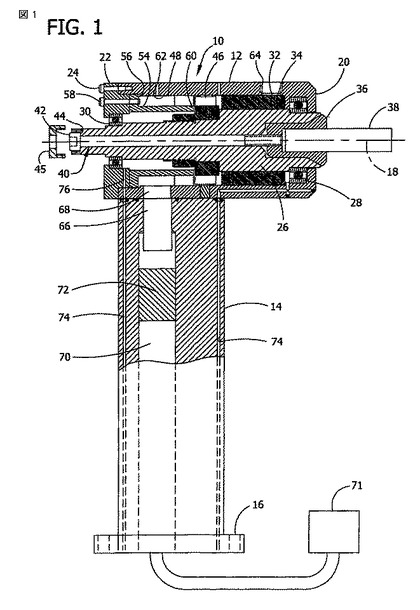
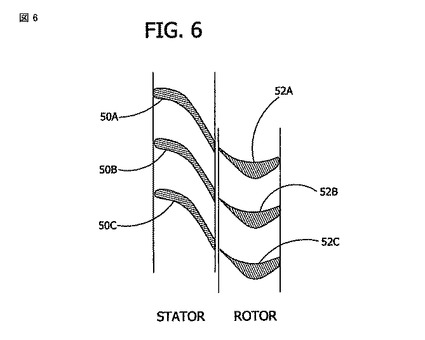
スピンドル28の周囲に均一に離間して配置されている一連のタービン翼を含むタービンロータ46が、スピンドルと共に回転するために、スピンドル26の中央領域に取り付けられている。図1および2では、翼は個別に示されておらず、タービンロータ46はブロックとして描写される。工具ケーシング12の固定位置にタービンステータ48が取り付けられている。これは、図1ではブロックとして描写されるが、均一に離間して、タービンロータ46のタービンロータ翼52と動作可能に合わせられて配置される、一連のステータ翼50(図6を参照されたい)を含む。ステータ翼とロータ翼との相対的な位置決めの概略的な例が図6に示される。ここでは、周囲にわたり等間隔で配置される一連のステータ翼50A、50Bおよび50Cが、周囲にわたり等間隔で配置されるロータ翼52A、52Bおよび52Cと隣接して配置されている。ここではスピンドル26の長手方向軸18(図8では図示せず)は、左から右へ横方向に延伸する。
【0015】
再び図1を参照すると、円筒フランジ56を有する内側円筒壁54が、一連のボルト58により後部キャップ22に取り付けられている。円筒壁54は工具ケーシング12内へ延伸し、これによりこれの最も内側の端部60がタービンロータ46に近接して配置されている。タービンステータ48のステータ翼は、円筒壁54と工具ケーシング12の内壁62との間に配置されている。工具ケーシング12の内壁62および円筒壁54の外面は、工具ケーシング内で環状キャビティを形成し、これはステータ46およびロータ48と同軸に合わせられている。環状キャビティは、タービンステータ48に隣接する開放端部を有する。以下で詳細に説明されるように、ステータ48に空気を供給し、次にステータがロータ46に空気を供給するために、環状キャビティは圧搾空気源に接続されている。
【0016】
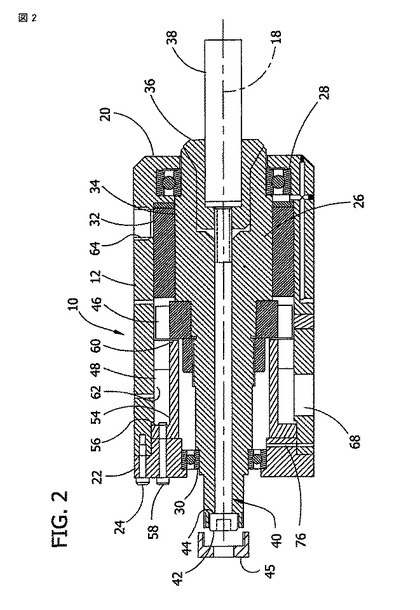
工具ケーシング12の前方部分には、一連の穴64(図3を参照されたい)が、あけられている、またはケーシングの多孔性の円筒セラミックベアリング32の領域に形成されている。穴64は、タービンロータ46からの排出空気が、多孔性セラミックベアリング32を通過した後ケーシング12から出るための出口を提供する。
【0017】
円筒形工具支持部14は、工具ケーシング12に取り付けられており、工具ケーシング内の対応する開口部68と合わせられているとともに工具ケーシング12の内壁62と円筒壁54との間に形成されている環状キャビティと連通する開口部66を有する。高圧空気供給通路70が工具支持部14内に形成されており、これは工具に圧搾空気を供給するために、図1に概略的に示される遠隔高圧空気供給部71に接続可能である。図1に概略的に示されるバルブ72が、空気供給通路70内に配置されており、空気供給を制御するため使用され、したがってタービンロータ46およびスピンドル26の回転速度を制御する。バルブ72は好ましくは、スピンドルの回転速度を検知するために工具ケーシング内に配置されるセンサ(図示せず)に基づき測定されるスピンドル速度に応じて制御可能である、電空バルブである。もっとも、別のバルブおよび制御システムを使用することも可能である。
【0018】
空気/オイルミストをベアリング28および30に供給する一連の流路74および76も、工具支持部14および工具ケーシング12内に形成されている。
【0019】
この工具のある状況で必要とされる高い速度(45,000RPM)および高い出力(10HP)のため、1段式軸流タービンの使用が好ましい。このような設計の例として、図7に示すようにステータ翼48からの出口における絶対速度は、V1=313m/秒として選択される。その際、49psi、空気流の温度T=244K(華氏)=29℃(摂氏)、ステータ翼48からの出口角α=30Eもまた選択される。ロータ46の平均径d=45mmを選択し、周速が45,000rpmでU=101m/秒とする。これにより、ロータへの相対速度の角度がβ1=47.4Eと決定され、これによりロータへの入口速度(W1)が231m/秒であるとされる。ゼロ反応タービンを仮定するとロータ翼46からの出口角は32.8Eとなる。翼46の平均径を45mm、高さを5mmに選択し、前面面積はAf=6.75×10−4m2となる。したがって、対応する翼の谷径は40mmであり、外径は50mmである。ステータ翼48からの出口における絶対気流速度の角度α=30Eでは、出口の実効面積はAeff=3.38×10−4m2であり、空気流は0.106m3/秒である。出口圧力49psiでは、空気の密度は4.7kg/m3であり、質量流(dm/dt)は0.498kg/秒である。出力は、100%効率で、U×V1×cos30E×dm/dt=13,634W1=18.13HPとなる。これは実際の設計においては実現されないが、上述の所望の速度および出力は提供される。
【0020】
オーバースピードおよび失速という潜在的問題は、好ましくは上述の電空フロー制御バルブ72を使用することによって解決される。このバルブは、たとえばロータ翼が通過する頻度を計測する速度センサにより制御される。バルブ72の開閉により速度が限度内に保たれ、オーバースピードが回避される。負荷が増加し失速しそうになると、たとえば公称値の80%というように所定の値未満に速度が落ちると、直ちに速度センサ信号により供給が停止される。
【0021】
ステータおよびロータの上流および下流両方のチャンバの温度および圧力を検知するセンサ(図示せず)は、スピンドル26の性能を適切に調整するためバルブ72の作動を制御するためにも使用可能である。
【0022】
本発明またはこれの好ましい実施形態の要素について説明する際、冠詞「a」、「an」、「the」および「said」は、この要素が1つまたは複数あるということを示す。「comprising」(備える)、「including」(含む)、「having」(有する)の用語は、包含するという意味で使用され、挙げられる要素以外に、その他の要素も存在し得ることを示す。
【0023】
上記より、本発明のいくつもの目的が達成され、その他有利な結果が得られたことが分かる。
【0024】
本発明の範囲を逸脱することなく上記の構成について様々な変更を施すことが可能であるため、上記説明および添付の図面に示される全ての事項は例示的なものと解釈されるべきであり、限定的を意図するものではない。
【図面の簡単な説明】
【0025】
【図1】本発明のタービン駆動式工作機械の好ましい実施形態の部分断面図である。
【図2】図1の工作機械の上部分の断面図である。
【図3】図1の工作機械の上面図である。
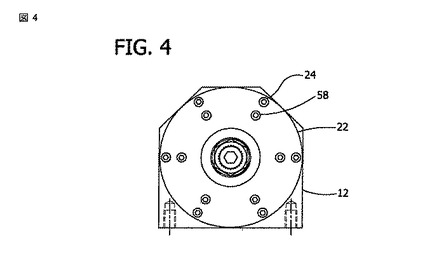
【図4】図3の工作機械の上部分の後面図である。
【図5】図3の工作機械の上側部分の正面図である。
【図6】本発明の好ましい実施形態に整合したステータ翼およびロータ翼の概略断面図である。
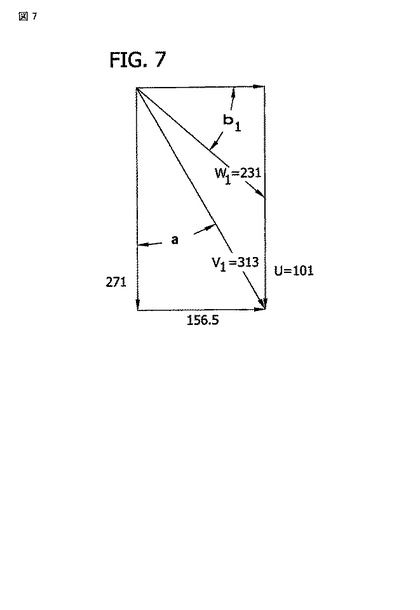
【図7】特定の例におけるステータから流出する空気のベクトル図である。
【技術分野】
【0001】
本発明は、機械加工の分野、より詳細には高速機械加工工具に関する。
【背景技術】
【0002】
現在、様々な作動用にいくつものタービン駆動式回転機械工具が存在する。この工具の中には大型で、比較的低速かつ高出力で作動するものがある。これらの工具は、ワークピースから相当量の材料を除去するために大きい切削ビットを使用することができる。また、少量の材料を比較的高速で除去するための小さい切削ビットを有する、比較的小さく、比較的高速で作動するタービン駆動式回転機械工具もある。
【0003】
たとえば現在、T字形の補剛材およびポケット部の周囲の縁部を支持するリターンフランジを含む複雑な航空宇宙部品が、板金付属部として設計されるか、または直角のヘッド部を有する低速回転工具によって機械加工される。板金は、追加的に固定具を必要とし、これにより部品の重量、部品数、コストおよび組立て時間が増加してしまう。現行の直角ヘッド部設計による低速機械加工では、追加的な加工時間が必要であり、ヘッド部が大きいため、密閉区域へのアクセスは限定的である。周辺部の形状またはリブの形状は現在手作業で加工されており、これにはさらなる設備および複雑な工具、または低速の直角ヘッド部を要する。これにはより長い準備時間と加工時間が必要であり、工具コストが増加する。現在の直角ヘッド部の大きさは機能を制限してしまう。
【発明の開示】
【発明が解決しようとする課題】
【0004】
したがって、高速で相当量の材料を除去するため比較的大きいビットを利用可能である、比較的高速で、高出力のタービン駆動回転機械工具の需要が存在する。
【課題を解決するための手段】
【0005】
本発明の実施形態は、狭い空間でも利用可能であるよう比較的小さく、比較的高い出力かつ比較的高速で動作可能であり、高速で相当量の材料を除去するため比較的大きい加工ビットを利用可能であり、コスト面また時間面においても効率的である工具を提供することにより、上述の問題および従来技術による空気タービン駆動式回転機械工具の欠点を克服することができる。
【0006】
本発明の好ましい実施形態では、工具ケーシングと、回転軸を中心に回転するためケーシング内に取り付けられており、回転軸周囲で等間隔に配置されている複数の翼を有するタービンロータと、工具ケーシング内の固定位置でタービンロータの回転軸と同軸に合わせられて取り付けられており、等間隔に配置されてロータ翼と動作可能に合わせられている複数のステータ翼を有するステータと、ケーシング内に画定されており、ステータおよびロータと同軸に合わせられており、ステータ翼に空気を供給するためにステータ翼に隣接する環状開口端を有する環状キャビティと、タービンロータと共に回転するために工具ケーシング内でタービンロータと同軸に取り付けられている円筒スピンドルと、スピンドルと共に回転するためにこれと同軸に取り付けられており、ビットを動作可能に内部に受容してこれと共に回転する端部を有するビット保持部とを備える、空気タービンにより駆動される回転機械工具が提供される。
【0007】
さらに、好ましくはステータ翼およびロータ翼へ加圧された空気を供給するための環状キャビティと連通する圧搾空気供給源が設けられている。好ましい実施形態の一態様でも、好ましくは工具ケーシングに固定されており、空気供給源からの圧搾空気の通路を提供する工具支持部を含み、工具支持部は、工具ケーシングに対してほぼ直角に配置され、スピンドルの回転速度を制御するように空気供給源からの空気フローを制御するためのバルブを有する。
【0008】
好ましい実施形態の別の態様では、ケーシング内で画定されているとともにロータの出力部と同軸に合わせられている環状排出キャビティと、ケーシング内で画定されており環状排出キャビティと連通する複数の排出開口部とが含まれている。
【0009】
特徴、機能および利点は、本発明の様々な実施形態で個別に達成可能であり、または別の実施形態で組み合わせることもできる。その他の態様および特徴は、以下で部分的に明らかにされ、説明される。
【0010】
本発明の概要を上記で説明したが、以下に図面を参照して説明する。
【0011】
全ての図面において同じ符号は同じ部品を示す。
【発明を実施するための最良の形態】
【0012】
全体が符号10で示されるタービン駆動式回転機械工具の好ましい実施形態が、図1に部分断面図として示される。工作機械10は、一般的に円筒形である、前記工作機械の主要作動部品を含む工具ケーシング12を有する。工作機械10がこれの外側端部16で、ワークピースに対して相対的に移動可能であり、公知の方法でワークピースを切削することが可能であるよう、工作機械スピンドル(図示せず)に取り付け可能であるように、工具支持部14が工具ケーシング12に固定されている。
【0013】
工具ケーシング12は、一般的に円筒形であり、中央長手方向軸18と、工具ケーシングの一部として形成されている閉じられた前端部20とを有する。工具ケーシング12の対向する端部に、後部キャップ22が一連のボルト24により固定されている。工具ケーシング12内には、ケーシングの前端部内ではベアリング28により支持されており後部キャップではベアリング30により支持されている、スピンドル26が取り付けられている。さらに、円筒形のセラミック製ベアリング32が工具ケーシング12内に取り付けられており、回転のためスピンドル26の円筒面34を係合および支持する。スピンドル26には、一般的に従来型の構造の円筒形工具保持部36が備えられており、これは長手方向に延伸する一連の溝を備えているベル状の形をしており、これにより工具保持部の外側端部が工具38を把持するよう軸方向に圧縮される。工具保持部36は、これの後端部で、端部がねじ切りされているボルト40に取り付けられている。このボルトの頭部42は、スピンドル26の端部に形成されている円筒肩部44に受容され、これによりスピンドル26は、工具保持部36をスピンドル26の端部へ近づけるようにボルト40を回転させて、工具38を締め付ける。スピンドル26の端部に端部キャップ45がねじ止めされており、ボルト40の頭部42を覆う。工具38は従来型の切削ビット、フライスヘッド、ドリルのいずれか、または材料を切削するため利用可能であるその他の工具である。
【0014】
スピンドル28の周囲に均一に離間して配置されている一連のタービン翼を含むタービンロータ46が、スピンドルと共に回転するために、スピンドル26の中央領域に取り付けられている。図1および2では、翼は個別に示されておらず、タービンロータ46はブロックとして描写される。工具ケーシング12の固定位置にタービンステータ48が取り付けられている。これは、図1ではブロックとして描写されるが、均一に離間して、タービンロータ46のタービンロータ翼52と動作可能に合わせられて配置される、一連のステータ翼50(図6を参照されたい)を含む。ステータ翼とロータ翼との相対的な位置決めの概略的な例が図6に示される。ここでは、周囲にわたり等間隔で配置される一連のステータ翼50A、50Bおよび50Cが、周囲にわたり等間隔で配置されるロータ翼52A、52Bおよび52Cと隣接して配置されている。ここではスピンドル26の長手方向軸18(図8では図示せず)は、左から右へ横方向に延伸する。
【0015】
再び図1を参照すると、円筒フランジ56を有する内側円筒壁54が、一連のボルト58により後部キャップ22に取り付けられている。円筒壁54は工具ケーシング12内へ延伸し、これによりこれの最も内側の端部60がタービンロータ46に近接して配置されている。タービンステータ48のステータ翼は、円筒壁54と工具ケーシング12の内壁62との間に配置されている。工具ケーシング12の内壁62および円筒壁54の外面は、工具ケーシング内で環状キャビティを形成し、これはステータ46およびロータ48と同軸に合わせられている。環状キャビティは、タービンステータ48に隣接する開放端部を有する。以下で詳細に説明されるように、ステータ48に空気を供給し、次にステータがロータ46に空気を供給するために、環状キャビティは圧搾空気源に接続されている。
【0016】
工具ケーシング12の前方部分には、一連の穴64(図3を参照されたい)が、あけられている、またはケーシングの多孔性の円筒セラミックベアリング32の領域に形成されている。穴64は、タービンロータ46からの排出空気が、多孔性セラミックベアリング32を通過した後ケーシング12から出るための出口を提供する。
【0017】
円筒形工具支持部14は、工具ケーシング12に取り付けられており、工具ケーシング内の対応する開口部68と合わせられているとともに工具ケーシング12の内壁62と円筒壁54との間に形成されている環状キャビティと連通する開口部66を有する。高圧空気供給通路70が工具支持部14内に形成されており、これは工具に圧搾空気を供給するために、図1に概略的に示される遠隔高圧空気供給部71に接続可能である。図1に概略的に示されるバルブ72が、空気供給通路70内に配置されており、空気供給を制御するため使用され、したがってタービンロータ46およびスピンドル26の回転速度を制御する。バルブ72は好ましくは、スピンドルの回転速度を検知するために工具ケーシング内に配置されるセンサ(図示せず)に基づき測定されるスピンドル速度に応じて制御可能である、電空バルブである。もっとも、別のバルブおよび制御システムを使用することも可能である。
【0018】
空気/オイルミストをベアリング28および30に供給する一連の流路74および76も、工具支持部14および工具ケーシング12内に形成されている。
【0019】
この工具のある状況で必要とされる高い速度(45,000RPM)および高い出力(10HP)のため、1段式軸流タービンの使用が好ましい。このような設計の例として、図7に示すようにステータ翼48からの出口における絶対速度は、V1=313m/秒として選択される。その際、49psi、空気流の温度T=244K(華氏)=29℃(摂氏)、ステータ翼48からの出口角α=30Eもまた選択される。ロータ46の平均径d=45mmを選択し、周速が45,000rpmでU=101m/秒とする。これにより、ロータへの相対速度の角度がβ1=47.4Eと決定され、これによりロータへの入口速度(W1)が231m/秒であるとされる。ゼロ反応タービンを仮定するとロータ翼46からの出口角は32.8Eとなる。翼46の平均径を45mm、高さを5mmに選択し、前面面積はAf=6.75×10−4m2となる。したがって、対応する翼の谷径は40mmであり、外径は50mmである。ステータ翼48からの出口における絶対気流速度の角度α=30Eでは、出口の実効面積はAeff=3.38×10−4m2であり、空気流は0.106m3/秒である。出口圧力49psiでは、空気の密度は4.7kg/m3であり、質量流(dm/dt)は0.498kg/秒である。出力は、100%効率で、U×V1×cos30E×dm/dt=13,634W1=18.13HPとなる。これは実際の設計においては実現されないが、上述の所望の速度および出力は提供される。
【0020】
オーバースピードおよび失速という潜在的問題は、好ましくは上述の電空フロー制御バルブ72を使用することによって解決される。このバルブは、たとえばロータ翼が通過する頻度を計測する速度センサにより制御される。バルブ72の開閉により速度が限度内に保たれ、オーバースピードが回避される。負荷が増加し失速しそうになると、たとえば公称値の80%というように所定の値未満に速度が落ちると、直ちに速度センサ信号により供給が停止される。
【0021】
ステータおよびロータの上流および下流両方のチャンバの温度および圧力を検知するセンサ(図示せず)は、スピンドル26の性能を適切に調整するためバルブ72の作動を制御するためにも使用可能である。
【0022】
本発明またはこれの好ましい実施形態の要素について説明する際、冠詞「a」、「an」、「the」および「said」は、この要素が1つまたは複数あるということを示す。「comprising」(備える)、「including」(含む)、「having」(有する)の用語は、包含するという意味で使用され、挙げられる要素以外に、その他の要素も存在し得ることを示す。
【0023】
上記より、本発明のいくつもの目的が達成され、その他有利な結果が得られたことが分かる。
【0024】
本発明の範囲を逸脱することなく上記の構成について様々な変更を施すことが可能であるため、上記説明および添付の図面に示される全ての事項は例示的なものと解釈されるべきであり、限定的を意図するものではない。
【図面の簡単な説明】
【0025】
【図1】本発明のタービン駆動式工作機械の好ましい実施形態の部分断面図である。
【図2】図1の工作機械の上部分の断面図である。
【図3】図1の工作機械の上面図である。
【図4】図3の工作機械の上部分の後面図である。
【図5】図3の工作機械の上側部分の正面図である。
【図6】本発明の好ましい実施形態に整合したステータ翼およびロータ翼の概略断面図である。
【図7】特定の例におけるステータから流出する空気のベクトル図である。
【特許請求の範囲】
【請求項1】
工具ケーシングと、
回転軸を中心に回転するため前記ケーシング内に取り付けられているタービンロータであって、前記回転軸の周囲に等間隔で配置された複数の翼を有するタービンロータと、
前記工具ケーシング内の固定位置で前記タービンロータの前記回転軸と同軸に合わせられて取り付けられ、ロータ翼と動作可能に合わせられるとともに等間隔に配置された複数のステータ翼を有するステータと、
前記ケーシング内に画定され、前記ステータおよび前記ロータと同軸に合わせられ、前記ステータ翼に空気を供給するために前記ステータ翼に隣接する環状開放端部を有する環状キャビティと、
前記タービンロータと共に回転するために、前記工具ケーシング内に前記タービンロータと同軸に取り付けられているスピンドルと、
前記スピンドルと共に回転するためにこれと同軸に取り付けられており、ビットと共に回転するためにこれを動作可能に内部に受容するための端部を有する工具保持部と、
を備える、空気タービンにより駆動される回転機械工具。
【請求項2】
前記工具ケーシングに固定され、空気供給源からの圧搾空気の経路を提供する工具支持部を含み、前記工具支持部が前記工具ケーシングに対してほぼ直角に配置されている、請求項1に記載の工具。
【請求項3】
前記ケーシング内において、前記スピンドルの前方部分および後方部分に取り付けられるベアリングにより支持されている前記スピンドルと、前記ベアリングへ空気/オイルミストを供給するために前記スピンドルおよび工具支持部内に形成されている複数の経路とを含む、請求項2に記載の工具。
【請求項4】
前記スピンドルの回転速度を制御するために、空気供給源からの空気流を制御するバルブを含む、請求項2に記載の工具。
【請求項5】
前記ケーシング内に画定されるとともに前記ロータの出力部と同軸に合わせられている環状排出キャビティを含む、請求項1に記載の工具。
【請求項6】
前記環状排出キャビティと連通する複数の排出開口部が内部に画定されている前記ケーシングを含む、請求項5に記載の工具。
【請求項7】
前記ステータ翼および前記ロータ翼に圧搾空気を供給するために前記環状キャビティと連通する圧搾空気供給源を含む、請求項1に記載の工具。
【請求項8】
工具ケーシングと、
長手方向に延伸する回転軸を中心に回転するために前記工具ケーシング内に取り付けられているスピンドルであって、前記回転軸の周囲に等間隔に配置される複数の翼を有するタービンロータを含むスピンドルと、
前記工具ケーシング内の固定位置で前記スピンドルの前記回転軸と同軸に合わせて取り付けられ、前記ロータ翼と動作可能に合わせられるとともに周囲に間隔を空けて配置される複数のステータ翼を有する、ステータと、
前記ケーシング内で画定され、前記ステータおよび前記ロータと合わせられており、前記ステータ翼に空気を供給するために前記ステータ翼に隣接する開口端部を有する、第1環状キャビティと、
前記ケーシング内で画定されており、前記ロータからの空気のための排出経路を形成するために前記ロータの出力部に合わせられている、第2環状キャビティと、
前記工具ケーシングに固定されており、前記空気供給源からの圧搾空気用の経路を提供し、前記工具ケーシングに対してほぼ直角に配置されている、工具支持部と、
前記スピンドルの回転速度を制御するために、前記空気供給源からの空気流を制御するバルブと、
前記スピンドルと共に回転するためにこれと同軸に取り付けられており、また工具と共に回転するためにこれを動作可能に内部に受容する、工具保持部と、
を備える、工作機械。
【請求項1】
工具ケーシングと、
回転軸を中心に回転するため前記ケーシング内に取り付けられているタービンロータであって、前記回転軸の周囲に等間隔で配置された複数の翼を有するタービンロータと、
前記工具ケーシング内の固定位置で前記タービンロータの前記回転軸と同軸に合わせられて取り付けられ、ロータ翼と動作可能に合わせられるとともに等間隔に配置された複数のステータ翼を有するステータと、
前記ケーシング内に画定され、前記ステータおよび前記ロータと同軸に合わせられ、前記ステータ翼に空気を供給するために前記ステータ翼に隣接する環状開放端部を有する環状キャビティと、
前記タービンロータと共に回転するために、前記工具ケーシング内に前記タービンロータと同軸に取り付けられているスピンドルと、
前記スピンドルと共に回転するためにこれと同軸に取り付けられており、ビットと共に回転するためにこれを動作可能に内部に受容するための端部を有する工具保持部と、
を備える、空気タービンにより駆動される回転機械工具。
【請求項2】
前記工具ケーシングに固定され、空気供給源からの圧搾空気の経路を提供する工具支持部を含み、前記工具支持部が前記工具ケーシングに対してほぼ直角に配置されている、請求項1に記載の工具。
【請求項3】
前記ケーシング内において、前記スピンドルの前方部分および後方部分に取り付けられるベアリングにより支持されている前記スピンドルと、前記ベアリングへ空気/オイルミストを供給するために前記スピンドルおよび工具支持部内に形成されている複数の経路とを含む、請求項2に記載の工具。
【請求項4】
前記スピンドルの回転速度を制御するために、空気供給源からの空気流を制御するバルブを含む、請求項2に記載の工具。
【請求項5】
前記ケーシング内に画定されるとともに前記ロータの出力部と同軸に合わせられている環状排出キャビティを含む、請求項1に記載の工具。
【請求項6】
前記環状排出キャビティと連通する複数の排出開口部が内部に画定されている前記ケーシングを含む、請求項5に記載の工具。
【請求項7】
前記ステータ翼および前記ロータ翼に圧搾空気を供給するために前記環状キャビティと連通する圧搾空気供給源を含む、請求項1に記載の工具。
【請求項8】
工具ケーシングと、
長手方向に延伸する回転軸を中心に回転するために前記工具ケーシング内に取り付けられているスピンドルであって、前記回転軸の周囲に等間隔に配置される複数の翼を有するタービンロータを含むスピンドルと、
前記工具ケーシング内の固定位置で前記スピンドルの前記回転軸と同軸に合わせて取り付けられ、前記ロータ翼と動作可能に合わせられるとともに周囲に間隔を空けて配置される複数のステータ翼を有する、ステータと、
前記ケーシング内で画定され、前記ステータおよび前記ロータと合わせられており、前記ステータ翼に空気を供給するために前記ステータ翼に隣接する開口端部を有する、第1環状キャビティと、
前記ケーシング内で画定されており、前記ロータからの空気のための排出経路を形成するために前記ロータの出力部に合わせられている、第2環状キャビティと、
前記工具ケーシングに固定されており、前記空気供給源からの圧搾空気用の経路を提供し、前記工具ケーシングに対してほぼ直角に配置されている、工具支持部と、
前記スピンドルの回転速度を制御するために、前記空気供給源からの空気流を制御するバルブと、
前記スピンドルと共に回転するためにこれと同軸に取り付けられており、また工具と共に回転するためにこれを動作可能に内部に受容する、工具保持部と、
を備える、工作機械。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2007−537051(P2007−537051A)
【公表日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願番号】特願2007−513208(P2007−513208)
【出願日】平成17年5月4日(2005.5.4)
【国際出願番号】PCT/US2005/015523
【国際公開番号】WO2005/110673
【国際公開日】平成17年11月24日(2005.11.24)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
【公表日】平成19年12月20日(2007.12.20)
【国際特許分類】
【出願日】平成17年5月4日(2005.5.4)
【国際出願番号】PCT/US2005/015523
【国際公開番号】WO2005/110673
【国際公開日】平成17年11月24日(2005.11.24)
【出願人】(500520743)ザ・ボーイング・カンパニー (773)
【氏名又は名称原語表記】The Boeing Company
【Fターム(参考)】
[ Back to top ]