
高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法
【課題】 高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法を提供する。
【解決手段】
複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線であって、前記樹脂被覆を施した撚り線の降伏比点が90%以上、かつ、1000時間リラクセーション値が2.5%以下であることを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法。
【解決手段】
複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線であって、前記樹脂被覆を施した撚り線の降伏比点が90%以上、かつ、1000時間リラクセーション値が2.5%以下であることを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線およびその製造方法に関する。
【背景技術】
【0002】
従来、コンクリートの剛性および曲げ強さの向上や、ひび割れ防止のためにコンクリートに圧縮力を与えたPC(プレストレストコンクリート)が用いられている。
このPC(プレストレストコンクリート)に圧縮力を与える方法として、緊張力を付与した撚り線からなるPC鋼撚り線を埋め込む方法がある。
このようにPC鋼撚り線はコンクリートやセメントグラウトの中に埋め込んで用いられることから被覆しない状態で用いられることが多いが、例えば、海岸近くのコンクリート構造物や、大気と直接接触する橋梁の斜材ケーブルや外ケーブルなど使用環境が悪い場合にはPC鋼撚り線が腐食する場合があった。
そこで、PC鋼撚り線の外面を、例えば熱可塑性の高密度ポリエチレン樹脂などで被覆することによって耐食性を向上された樹脂被覆PC鋼撚り線が用いられている。
【0003】
しかし、樹脂被覆工程では、PC鋼撚り線が280〜330℃程度に再度加熱されるため降伏点比が低下し、リラクセーション値が上昇することによって、コンクリートに働く圧縮力が低下してしまいPCの効果が減少するという問題点があった。
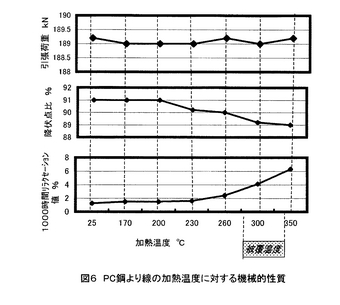
図6は、従来のPC鋼撚り線の加熱温度に対する機械的性質を例示する図である。
図6に示すように、PC鋼撚り線の加熱温度が高くなると降伏点比が徐々に低下し、被覆温度である260〜300℃付近になると1000時間リラクセーション値が上昇する。
PC鋼撚り線は、一般にJISG3536に規定される規格引張荷重の70%で緊張し、両端定着具により定着され、緊張・定着後は、そのPC構造物の耐用年の間、引張力が与えられているためにPC撚り線にはクリープが生じているが、両端が定着されているためその分、緊張力の減衰につながっている。
この現象をリラクセーション(応力緩和)と云い、PC鋼撚り線のリラクセーション値が大きいと年数の経過とともにPC構造物の弱体化につながるため、その強化方法としてPC鋼撚り線の本数を増加させる必要があった。
【0004】
また、PC鋼撚り線を樹脂被覆する方法として、例えば特許第2510442号公報、特許第2759166号公報、特許第2136181号公報には、防錆被覆PCストランドおよびその防錆加工方法が提案されている。
しかし、上記の従来技術は、PC鋼撚り線の樹脂被覆に関するものであって、本発明が課題とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法については、検討されていなかったため、高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線は実現されていなかった。
【特許文献1】特許第2510442号公報
【特許文献2】特許第2759166号公報
【特許文献3】特許第2136181号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、前述のような従来技術の問題点を解決し、高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明は、前述の課題を解決するために鋭意検討の結果なされたものであり、樹脂被覆PC鋼撚り線に用いる鋼線の機械特性およびホットストレッチングの余熱で樹脂被覆を施すことによって、高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法を提供するものであり、その要旨とするところは特許請求の範囲に記載した通りの下記内容である。
(1)複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線であって、前記樹脂被覆を施した撚り線の降伏比点が90%以上、かつ、1000時間リラクセーション値が2.5%以下であることを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線。
(2)(1)に記載の樹脂被覆PC鋼撚り線の製造方法であって、
前記撚り線を構成する鋼線をパテンチングおよび伸線加工を施して該鋼線の引張強さを1970〜2100N/mm2に高強度化し、該鋼線を複数本よりあわせる撚り線加工を施した後、引張りひずみが10μmmを超える張力を付与してホットストレッチングするとともに、その余熱で前記撚り線に樹脂被覆を施すことを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線の製造方法。
【発明の効果】
【0007】
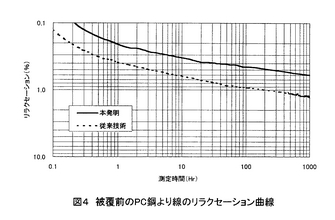
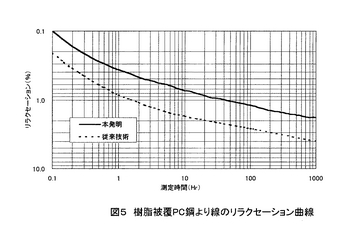
図4および図5は、本発明における樹脂被覆PC鋼撚り線のリラクセーション値の低減効果を示す図であり、図4は樹脂被覆前、図5は樹脂被覆後のリラクセーション曲線を示す。
図4において、点線で示す従来のPC鋼撚り線は、被覆前の1000時間リラクセーション値が1.3%、図5の被覆後の1000時間リラクセーション値が4.0%であるのに対し、図4の実線で示す本発明のPC鋼撚り線によれば、被覆前の1000時間リラクセーション値を0.6%、図5の被覆後の1000時間リラクセーション値を1.8%に低減することができる。
このように、本発明によれば、樹脂被覆PC鋼撚り線に用いる鋼撚り線の機械特性はパテンチング、伸線加工、ホットストレッチング条件を工夫することにより、又従来の降伏点比を低下させ、リラクセーション値を上昇させる再加熱を止め、ホットストレッチングの余熱で樹脂被覆を施すことによって高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法を提供することができるなど、産業上有用な著しい効果を奏する。
【発明を実施するための最良の形態】
【0008】
以下に本発明を実施するための最良の形態について説明する。
本発明の高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線は、複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線であって、前記樹脂被覆を施した撚り線の降伏比点が90%以上、かつ、1000時間リラクセーション値が2.5%以下であることを特徴とする。
本発明者等は、樹脂被覆と降伏点比およびリラクセーション値との関係について調査した結果、樹脂被覆加工では鋼撚り線が280〜330℃の温度範囲で再加熱を受け、この再加熱が鋼撚り線の降伏点比を低下させ、更にリラクセーション値を上昇させることを見出し、樹脂被覆前と被覆後では降伏点比およびリラクセーション値との間に一定の相関があることをつきとめた。
そこで本発明者は樹脂被覆を施すPC鋼撚り線の引張り強さを従来技術より上げ、更に樹脂被覆を施す再加熱を、ホットストレッチングの余熱に置き換えられることに着目し、ホットストレッチング装置のインラインで樹脂被覆を行った結果、降伏点比を90%以上に保持することができ、かつ、1000時間リラクセーション値を2.5%以下にできることを知見した。
ここに、降伏点比とは破断荷重に対する降伏荷重の比をいい、1000時間リラクセーション値とは、JISG3536に規定された規格引張荷重の70%で1000時間引張荷重を負荷したときのリラクセーション値をいう。
また、本発明においては、撚り線の本数および樹脂被覆の方式は問わないが、強度および耐食性を確保するため、3本、7本または19本の鋼線を撚り合わせた撚り線の外面に、紫外線に強く、被膜厚さが均一になる熱可塑性樹脂(例えば高密度ポリエチレン樹脂)を充填被覆した撚り線が好ましい。
【0009】
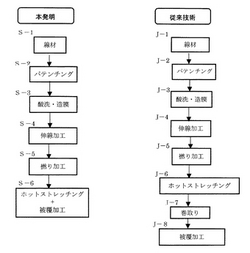
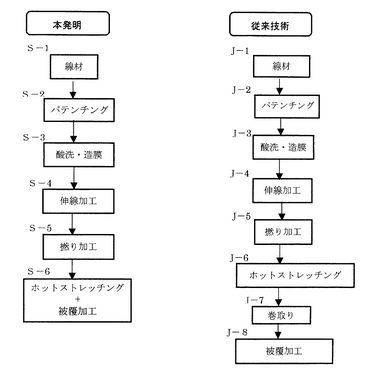
図1は、本発明の高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線の製造方法の実施形態を例示する図である。
PC鋼撚り線は、JISG3536で、JISG3502のピアノ線材を用いることが規定されており、パテンチング、伸線、撚り線等加工により引張り強さが1970〜2100N/mm2の高強度を確保するために、JISG3502のSWRS87B、又SWRS92Bの高炭素ピアノ線材が必要である。
次に、鋼線をパテンチングし(S−2)、酸洗して表面に形成されたスケールを除去した後、潤滑剤を塗布し造膜することによって伸線加工し易くする(S−3)。
【0010】
次に、伸線加工によって、例えば13mmφの鋼線が5mmφ程度に加工され、引張強さを1970〜2100N/mm2に上げる(S-4)。
引張強さを1970〜2100N/mm2に上げることによって、撚り線加工、ホットストレッチングによって降伏点比を高め、1000時間リラクセーション値を低減することができる。
次に、例えば、3本、7本、または19本の鋼線を撚り線加工する(S−5)。
撚り線加工する鋼線の本数は、撚り線が必要とする強度によって適宜選択すればよい。
次に、引張りひずみ15μmm程度の高張力を付与してホットストレッチングする(S-6)。
【0011】
例えば、350〜380℃でホットストレッチングを行うことによって伸線加工および撚り加工によって鋼線に生じた残留ひずみを除去することができる。この際、引張りひずみ15μmmの高張力を付与してホットストレッチングすることによって、1000時間リラクセーション値を低減させることができる。
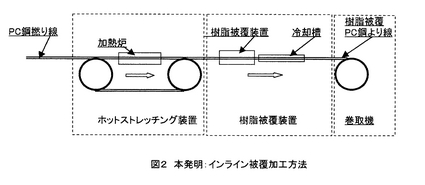
次に、ホットストレッチングが完了した撚り線は高張力を緩め、350〜3380℃のホットストレッチングの余熱300〜330℃で樹脂被覆を施す(S−6)。
本発明においては、樹脂被覆の方式は問わないが、例えば、高密度ポリエチレン樹脂からなる熱可塑性樹脂を充填被覆する方式が好ましく、従来は樹脂被覆後の1000時間リラクセーション値が4%程度であったが、本発明を適用することによって、2%程度に低減することができる。
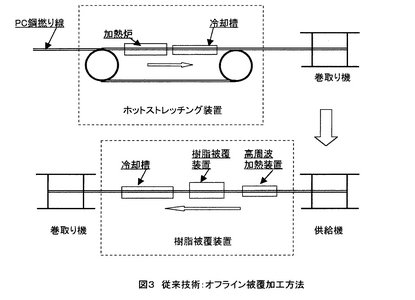
図2、に本発明のインライン方式の樹脂被覆方法を示し、図3に従来技術のオフライン樹脂被覆方法を示す。
従来のオフライン樹脂被覆方法(図3)では、ホットストレッチングを施した後、一旦巻き取った後に樹脂被覆を施すため再加熱することによってリラクセーション値が上昇していたが、本発明のインライン方式の樹脂被覆方法(図2)では、ホットストレッチングを施した後に巻き取らないで、その余熱で前記撚り線に樹脂被覆を施すため再加熱しないのでリラクセーション値が上昇しないうえ、再加熱のコストが不要となり、経済効果も大変大きい。
【実施例】
【0012】
本発明を下記条件で実施した結果を以下に示す。
表1に示す鋼種のピアノ線材を用い、表1に示す条件で被覆撚り線に加工した。
<断面減少率>
表1における断面減少率は、〔線材断面積A1−伸線径断面積A2〕÷線材断面積A1で求まり、一般に伸線加工度と言う。
ピアノ線材の伸線では、加工度の上昇とともに引張強さも上昇するが、加工度を取り過ぎると過伸線により脆さが出現する。PC鋼撚り線用素線の伸線では85〜90%が限界である、素線の伸線加工度によりPC鋼撚り線の引張強さをコントロールすることができる。
<実施例の結果>
(1)実施例1:請求項2製法による請求項1特性の実証
ピアノ線材SWRS87Bを用い、断面減少率85%の伸線加工して、引張強さを請求範囲に上げた素線を7本撚り線加工する。撚り線は、引張ひずみ15μmmの張力でホットストレッチングした後、樹脂被覆を施した。その結果、表2に示すように、高降伏点比及び低リラクセーション特性を有する樹脂被覆PC鋼より線が得られた。
【表1】

【表2】
【図面の簡単な説明】
【0013】
【図1】本発明の高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線の製造方法の実施形態を例示する図である。
【図2】本発明のホットストレッチング及びインライン被覆加工方法の説明図である。
【図3】従来技術のオフライン被覆加工方法の説明図である。
【図4】樹脂被覆PC鋼撚り線の樹脂被覆前のリラクセーション曲線を示す図である。
【図5】示す図である樹脂被覆PC鋼撚り線の樹脂被覆後のリラクセーション曲線を示す図である。
【図6】従来のPC鋼撚り線の加熱温度に対する機械的性質を例示する 図である。
【技術分野】
【0001】
本発明は、複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線およびその製造方法に関する。
【背景技術】
【0002】
従来、コンクリートの剛性および曲げ強さの向上や、ひび割れ防止のためにコンクリートに圧縮力を与えたPC(プレストレストコンクリート)が用いられている。
このPC(プレストレストコンクリート)に圧縮力を与える方法として、緊張力を付与した撚り線からなるPC鋼撚り線を埋め込む方法がある。
このようにPC鋼撚り線はコンクリートやセメントグラウトの中に埋め込んで用いられることから被覆しない状態で用いられることが多いが、例えば、海岸近くのコンクリート構造物や、大気と直接接触する橋梁の斜材ケーブルや外ケーブルなど使用環境が悪い場合にはPC鋼撚り線が腐食する場合があった。
そこで、PC鋼撚り線の外面を、例えば熱可塑性の高密度ポリエチレン樹脂などで被覆することによって耐食性を向上された樹脂被覆PC鋼撚り線が用いられている。
【0003】
しかし、樹脂被覆工程では、PC鋼撚り線が280〜330℃程度に再度加熱されるため降伏点比が低下し、リラクセーション値が上昇することによって、コンクリートに働く圧縮力が低下してしまいPCの効果が減少するという問題点があった。
図6は、従来のPC鋼撚り線の加熱温度に対する機械的性質を例示する図である。
図6に示すように、PC鋼撚り線の加熱温度が高くなると降伏点比が徐々に低下し、被覆温度である260〜300℃付近になると1000時間リラクセーション値が上昇する。
PC鋼撚り線は、一般にJISG3536に規定される規格引張荷重の70%で緊張し、両端定着具により定着され、緊張・定着後は、そのPC構造物の耐用年の間、引張力が与えられているためにPC撚り線にはクリープが生じているが、両端が定着されているためその分、緊張力の減衰につながっている。
この現象をリラクセーション(応力緩和)と云い、PC鋼撚り線のリラクセーション値が大きいと年数の経過とともにPC構造物の弱体化につながるため、その強化方法としてPC鋼撚り線の本数を増加させる必要があった。
【0004】
また、PC鋼撚り線を樹脂被覆する方法として、例えば特許第2510442号公報、特許第2759166号公報、特許第2136181号公報には、防錆被覆PCストランドおよびその防錆加工方法が提案されている。
しかし、上記の従来技術は、PC鋼撚り線の樹脂被覆に関するものであって、本発明が課題とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法については、検討されていなかったため、高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線は実現されていなかった。
【特許文献1】特許第2510442号公報
【特許文献2】特許第2759166号公報
【特許文献3】特許第2136181号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は、前述のような従来技術の問題点を解決し、高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明は、前述の課題を解決するために鋭意検討の結果なされたものであり、樹脂被覆PC鋼撚り線に用いる鋼線の機械特性およびホットストレッチングの余熱で樹脂被覆を施すことによって、高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法を提供するものであり、その要旨とするところは特許請求の範囲に記載した通りの下記内容である。
(1)複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線であって、前記樹脂被覆を施した撚り線の降伏比点が90%以上、かつ、1000時間リラクセーション値が2.5%以下であることを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線。
(2)(1)に記載の樹脂被覆PC鋼撚り線の製造方法であって、
前記撚り線を構成する鋼線をパテンチングおよび伸線加工を施して該鋼線の引張強さを1970〜2100N/mm2に高強度化し、該鋼線を複数本よりあわせる撚り線加工を施した後、引張りひずみが10μmmを超える張力を付与してホットストレッチングするとともに、その余熱で前記撚り線に樹脂被覆を施すことを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線の製造方法。
【発明の効果】
【0007】
図4および図5は、本発明における樹脂被覆PC鋼撚り線のリラクセーション値の低減効果を示す図であり、図4は樹脂被覆前、図5は樹脂被覆後のリラクセーション曲線を示す。
図4において、点線で示す従来のPC鋼撚り線は、被覆前の1000時間リラクセーション値が1.3%、図5の被覆後の1000時間リラクセーション値が4.0%であるのに対し、図4の実線で示す本発明のPC鋼撚り線によれば、被覆前の1000時間リラクセーション値を0.6%、図5の被覆後の1000時間リラクセーション値を1.8%に低減することができる。
このように、本発明によれば、樹脂被覆PC鋼撚り線に用いる鋼撚り線の機械特性はパテンチング、伸線加工、ホットストレッチング条件を工夫することにより、又従来の降伏点比を低下させ、リラクセーション値を上昇させる再加熱を止め、ホットストレッチングの余熱で樹脂被覆を施すことによって高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線およびその製造方法を提供することができるなど、産業上有用な著しい効果を奏する。
【発明を実施するための最良の形態】
【0008】
以下に本発明を実施するための最良の形態について説明する。
本発明の高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線は、複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線であって、前記樹脂被覆を施した撚り線の降伏比点が90%以上、かつ、1000時間リラクセーション値が2.5%以下であることを特徴とする。
本発明者等は、樹脂被覆と降伏点比およびリラクセーション値との関係について調査した結果、樹脂被覆加工では鋼撚り線が280〜330℃の温度範囲で再加熱を受け、この再加熱が鋼撚り線の降伏点比を低下させ、更にリラクセーション値を上昇させることを見出し、樹脂被覆前と被覆後では降伏点比およびリラクセーション値との間に一定の相関があることをつきとめた。
そこで本発明者は樹脂被覆を施すPC鋼撚り線の引張り強さを従来技術より上げ、更に樹脂被覆を施す再加熱を、ホットストレッチングの余熱に置き換えられることに着目し、ホットストレッチング装置のインラインで樹脂被覆を行った結果、降伏点比を90%以上に保持することができ、かつ、1000時間リラクセーション値を2.5%以下にできることを知見した。
ここに、降伏点比とは破断荷重に対する降伏荷重の比をいい、1000時間リラクセーション値とは、JISG3536に規定された規格引張荷重の70%で1000時間引張荷重を負荷したときのリラクセーション値をいう。
また、本発明においては、撚り線の本数および樹脂被覆の方式は問わないが、強度および耐食性を確保するため、3本、7本または19本の鋼線を撚り合わせた撚り線の外面に、紫外線に強く、被膜厚さが均一になる熱可塑性樹脂(例えば高密度ポリエチレン樹脂)を充填被覆した撚り線が好ましい。
【0009】
図1は、本発明の高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線の製造方法の実施形態を例示する図である。
PC鋼撚り線は、JISG3536で、JISG3502のピアノ線材を用いることが規定されており、パテンチング、伸線、撚り線等加工により引張り強さが1970〜2100N/mm2の高強度を確保するために、JISG3502のSWRS87B、又SWRS92Bの高炭素ピアノ線材が必要である。
次に、鋼線をパテンチングし(S−2)、酸洗して表面に形成されたスケールを除去した後、潤滑剤を塗布し造膜することによって伸線加工し易くする(S−3)。
【0010】
次に、伸線加工によって、例えば13mmφの鋼線が5mmφ程度に加工され、引張強さを1970〜2100N/mm2に上げる(S-4)。
引張強さを1970〜2100N/mm2に上げることによって、撚り線加工、ホットストレッチングによって降伏点比を高め、1000時間リラクセーション値を低減することができる。
次に、例えば、3本、7本、または19本の鋼線を撚り線加工する(S−5)。
撚り線加工する鋼線の本数は、撚り線が必要とする強度によって適宜選択すればよい。
次に、引張りひずみ15μmm程度の高張力を付与してホットストレッチングする(S-6)。
【0011】
例えば、350〜380℃でホットストレッチングを行うことによって伸線加工および撚り加工によって鋼線に生じた残留ひずみを除去することができる。この際、引張りひずみ15μmmの高張力を付与してホットストレッチングすることによって、1000時間リラクセーション値を低減させることができる。
次に、ホットストレッチングが完了した撚り線は高張力を緩め、350〜3380℃のホットストレッチングの余熱300〜330℃で樹脂被覆を施す(S−6)。
本発明においては、樹脂被覆の方式は問わないが、例えば、高密度ポリエチレン樹脂からなる熱可塑性樹脂を充填被覆する方式が好ましく、従来は樹脂被覆後の1000時間リラクセーション値が4%程度であったが、本発明を適用することによって、2%程度に低減することができる。
図2、に本発明のインライン方式の樹脂被覆方法を示し、図3に従来技術のオフライン樹脂被覆方法を示す。
従来のオフライン樹脂被覆方法(図3)では、ホットストレッチングを施した後、一旦巻き取った後に樹脂被覆を施すため再加熱することによってリラクセーション値が上昇していたが、本発明のインライン方式の樹脂被覆方法(図2)では、ホットストレッチングを施した後に巻き取らないで、その余熱で前記撚り線に樹脂被覆を施すため再加熱しないのでリラクセーション値が上昇しないうえ、再加熱のコストが不要となり、経済効果も大変大きい。
【実施例】
【0012】
本発明を下記条件で実施した結果を以下に示す。
表1に示す鋼種のピアノ線材を用い、表1に示す条件で被覆撚り線に加工した。
<断面減少率>
表1における断面減少率は、〔線材断面積A1−伸線径断面積A2〕÷線材断面積A1で求まり、一般に伸線加工度と言う。
ピアノ線材の伸線では、加工度の上昇とともに引張強さも上昇するが、加工度を取り過ぎると過伸線により脆さが出現する。PC鋼撚り線用素線の伸線では85〜90%が限界である、素線の伸線加工度によりPC鋼撚り線の引張強さをコントロールすることができる。
<実施例の結果>
(1)実施例1:請求項2製法による請求項1特性の実証
ピアノ線材SWRS87Bを用い、断面減少率85%の伸線加工して、引張強さを請求範囲に上げた素線を7本撚り線加工する。撚り線は、引張ひずみ15μmmの張力でホットストレッチングした後、樹脂被覆を施した。その結果、表2に示すように、高降伏点比及び低リラクセーション特性を有する樹脂被覆PC鋼より線が得られた。
【表1】
【表2】
【図面の簡単な説明】
【0013】
【図1】本発明の高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線の製造方法の実施形態を例示する図である。
【図2】本発明のホットストレッチング及びインライン被覆加工方法の説明図である。
【図3】従来技術のオフライン被覆加工方法の説明図である。
【図4】樹脂被覆PC鋼撚り線の樹脂被覆前のリラクセーション曲線を示す図である。
【図5】示す図である樹脂被覆PC鋼撚り線の樹脂被覆後のリラクセーション曲線を示す図である。
【図6】従来のPC鋼撚り線の加熱温度に対する機械的性質を例示する 図である。
【特許請求の範囲】
【請求項1】
複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線であって、
前記樹脂被覆を施した撚り線の降伏比点が90%以上、かつ、1000時間リラクセーション値が2.5%以下であることを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線。
【請求項2】
請求項1に記載の樹脂被覆PC鋼撚り線の製造方法であって、
前記撚り線を構成する鋼線をパテンチングおよび伸線加工を施して該鋼線の引張強さを1970〜2100N/mm2に高強度化し、該鋼線を複数本よりあわせる撚り線加工を施した後、引張りひずみが10μmmを超える張力を付与してホットストレッチングするとともに、その余熱で前記撚り線に樹脂被覆を施すことを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線の製造方法。
【請求項1】
複数の鋼線を撚り合わせた撚り線の外面に樹脂被覆を施した樹脂被覆PC鋼撚り線であって、
前記樹脂被覆を施した撚り線の降伏比点が90%以上、かつ、1000時間リラクセーション値が2.5%以下であることを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線。
【請求項2】
請求項1に記載の樹脂被覆PC鋼撚り線の製造方法であって、
前記撚り線を構成する鋼線をパテンチングおよび伸線加工を施して該鋼線の引張強さを1970〜2100N/mm2に高強度化し、該鋼線を複数本よりあわせる撚り線加工を施した後、引張りひずみが10μmmを超える張力を付与してホットストレッチングするとともに、その余熱で前記撚り線に樹脂被覆を施すことを特徴とする高降伏点比および低リラクセーション特性を有する樹脂被覆PC鋼撚り線の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2006−241639(P2006−241639A)
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願番号】特願2005−60013(P2005−60013)
【出願日】平成17年3月4日(2005.3.4)
【出願人】(000252056)鈴木金属工業株式会社 (6)
【Fターム(参考)】
【公開日】平成18年9月14日(2006.9.14)
【国際特許分類】
【出願日】平成17年3月4日(2005.3.4)
【出願人】(000252056)鈴木金属工業株式会社 (6)
【Fターム(参考)】
[ Back to top ]