
麹の製造方法
【課題】製麹過程で麹の水分含量と温度を別個に制御し得る手段を提供すること。
【解決手段】本発明の麹の製造方法は、固体培地に接種した麹菌を容器中で培養することにより麹を製造する方法であって、前記容器が、熱伝導率0.05W/mK〜1W/mKの物質からなる厚さ1mm〜10mmの本体を含み、固体培地が容器本体内壁に接触した状態で該容器の周辺空気の温度を制御することにより、該容器本体を介する周辺空気からの熱伝導を利用して該容器中の固体培地の温度を制御することを含む。
【解決手段】本発明の麹の製造方法は、固体培地に接種した麹菌を容器中で培養することにより麹を製造する方法であって、前記容器が、熱伝導率0.05W/mK〜1W/mKの物質からなる厚さ1mm〜10mmの本体を含み、固体培地が容器本体内壁に接触した状態で該容器の周辺空気の温度を制御することにより、該容器本体を介する周辺空気からの熱伝導を利用して該容器中の固体培地の温度を制御することを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は麹の製造方法に関する。
【背景技術】
【0002】
清酒醸造において、麹の品質は清酒の品質を大きく左右する要因であり、製麹工程は経験を要する重要な工程である。製麹中に麹の乾燥により減少する水分含量と麹の温度は生成した麹の品質に重大な影響を及ぼすため、製麹工程の各時点で対応する最適な状態に保つ必要があり、製麹工程の中心的な管理項目となっている。また、麹の固着をほぐし培養
条件を均一化するための手入れと呼ばれる撹拌も補助的な管理項目となっている。
【0003】
従来の技術は、大別して無通風と通風製麹の2つに区別され、清酒醸造においてはバッチ式で培養開始から終了まで2日間程度で製麹を行う。
【0004】
無通風製麹においては、麹菌の胞子を散布した蒸米を32℃程度で30〜40cmに堆積し、保温・保湿のために布などで包み温度が低下しない程度の室温で麹の培養を開始する。約1日培養した後、適当な木製の容器に分割し(盛り)、保温・保湿のために容器ごと布で包み、以後品温の上昇に応じて手入れにより麹の堆積層の厚みを調節し、包み方を変えながら、乾燥具合と温度の上昇を調節する。最終的には40℃以上まで品温を上げ、約2日間で製麹を終了する。盛り以降乾燥を防ぐために密閉した保温容器の中の金属製網の上に麹を薄く広げ自動で製麹を行う方法もある。
【0005】
通風製麹においては、同様に1日製麹した後、通風性の棚に麹を入れ、所定の温度を超える度に麹層内に上下方向に通風を行い水分を蒸発させると同時に品温を低下させる。製麹装置によっては製麹開始時から同様な容器内で製麹を行うものもある。また、装置によっては自動的に機械的な撹拌により手入れを行う。
【0006】
いずれの技術においても麹品温の制御は麹水分の蒸発潜熱の除去が中心になっている。また、局部的な乾燥を防ぎながら加熱による温度上昇を行える環境はなく、培養開始時の麹品温設定は重要且つ制御の困難な制御項目となっている。
【0007】
さらに、一部の全自動タイプの製麹装置を除けば、製麹は麹室と呼ばれる室内で行われる。麹室は30℃以上に保ち、適度な湿度管理と麹から発生する炭酸ガス対策が必要であることから、暖房・断熱・結露対策・換気等を備え高価な造りとなる。また、この中での作業は労働環境として劣悪であり改善が望まれる。
【0008】
【特許文献1】特開2003−88356号公報
【非特許文献1】「増補改訂 清酒製造技術」第139−147頁及び第155−160頁(石川 雄章 編、昭和53年、財団法人 日本醸造協会)
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上の通り、従来の技術では品温制御を製麹中の麹菌の増殖による発熱と気化潜熱の発散のバランスで行っており、周辺空気の温度は補助的な役割にすぎないために、品温制御と乾燥の制御を別個に制御できないという根本的な問題があった。すなわち、麹菌の増殖が穏やかな時期には発熱が少ないため、乾燥させると温度の低下を来たし、麹菌の増殖が旺盛な時期には乾燥が少ないと温度が過度に上昇することになる。このように、麹菌の増殖によって乾燥の時期と程度が決まってしまう。さらに麹菌の増殖は麹の温度によって変化するため、麹の温度経過と乾燥を自由に設定して理想的な製麹を行うことは困難であった。
【0010】
また、麹層内に強制的に通風を行って乾燥を行う製麹方法では、麹菌の増殖による麹の固着などに起因する通風むらにより制御むらが生じるため、高品質の麹には手入れが不可欠である。伝統的な手作りの製麹においても手入れは麹の温度を制御するための補助的な手段となっている。このように、従来の技術においては手入れも他の要因によって時期と頻度が決定され、自由に設定できない。また、自動的な手入れ装置は機械的な撹拌であり、局部的に撹拌が充分でない部分が生じることが多い。
【0011】
さらに、製麹初期には乾燥を防ぐために厚い堆積層をなして麹を管理するために、熱伝導性の悪い麹を均一に温度変化させることが不可能で、製麹初期の麹の水分含量と温度を任意に設定することは困難であった。
【0012】
加えて、製麹中の作業は高温多湿で酸素欠乏の可能性がある過酷な労働環境の麹室内で行う必要があった。
【0013】
従って、本発明の目的は、製麹過程で麹の水分含量と温度を別個に制御し得る手段を提供することにある。
【課題を解決するための手段】
【0014】
本願発明者は、鋭意研究の結果、ポリプロピレン製容器のように適度な熱伝導性を有する容器中で製麹を行うことにより、容器周辺の空気の温度を調節することで容器を介する熱伝導により麹の温度を調節できることを見出し、さらに、通気性の蓋を用いることにより、容器周辺の空気の湿度を調節することで製麹中の麹の水分含量を調節できること、この方法によれば麹の温度と水分含量とを別個に制御可能になることを見出し、本願発明を完成した。
【0015】
すなわち、本発明は、固体培地に接種した麹菌を容器中で培養することにより麹を製造する方法であって、前記容器が熱伝導率0.05W/mK〜1W/mKの物質からなる厚さ1mm〜10mmの本体を含み、固体培地が容器本体内壁に接触した状態で該容器の周辺空気の温度を制御することにより、該容器本体を介する周辺空気からの熱伝導を利用して該容器中の固体培地の温度を制御することを含む、麹の製造方法を提供する。
【発明の効果】
【0016】
本発明により、周辺空気の制御によって製麹中の麹の品温と水分含量を設定値どおりに自在に制御することが可能になる。従来の方法では、調温さらに場合によっては調湿した空気を麹に直接接触させて品温と乾燥を調節するが、この方法では麹と接触した空気は直ちに温湿度の条件が変化するために調温調湿した空気の効用は空気と接触する表面にしか及ばない。本発明の方法によれば、周辺空気の制御により麹全体を均一に制御可能であり、優れた技能を持つ杜氏が製造する麹と同等の品質の麹を通常よりも遙かに省力化して製造することが可能になる。特に、本発明で実現される麹の品温と水分含量の自在な制御は経験豊富な技能者にも困難な管理であることは注目すべきである。また、製造開始時と手入れ作業後の品温の許容範囲が広いため、通常よりも低温の蒸米に胞子散布が可能であり、蒸米のほぐれが良く胞子が均一に散布できるとともに、製造開始時の麹の水分含量を温度の低下を気にせずに設定値まで調節することが可能になる。さらに、本発明の方法で手入れ工程を採用する場合、機械による容器の振とうで好適な手入れを行なえるので、手入れ作業も自動化することができ、製麹中の任意の時点で人手を要せず手入れが出来るために、手入れによる品質制御も自在である。加えて、高機能の麹室を安価な恒温恒湿装置で代用でき、人手による作業も労働環境の良い場所で行える。以上のように、本発明の方法は、省力化装置で労働環境の向上を図りながら、製麹工程の重要な管理項目を自在に制御して高品質の麹を製造することを可能とする全く新しい方法である。
【発明を実施するための最良の形態】
【0017】
本発明では、固体培地に接種した麹菌を特定の容器中で培養する。該容器は、周辺空気の温度を内部の固体培地に伝熱により伝え、周辺空気の制御による品温の制御を可能にする。固体培地が接触する容器本体は、熱伝導率が0.05W/mK〜1W/mK、好ましくは0.05W/mK〜0.5W/mKの物質からなり、厚さは1mm〜10mm、好ましくは2mm〜5mmである。このような容器は、本発明で用いるのに適した伝熱性を有する。すなわち、上記した熱伝導率は、空気の熱伝導率よりも高く、そのため、周辺空気の温度は、断熱の良い空気から伝わるよりも早く、容器からの伝熱により固体培地に伝わる。麹菌を接種した固体培地をこの容器に直に入れて容器内壁と固体培地が直接接触した状態にすれば、周辺空気の温度が適切に容器内の培地に伝わるので、周辺空気の制御による品温の制御が可能になる。
【0018】
容器本体を構成する物質は、上記した熱伝導率であれば特に限定されないが、好ましい例としてはポリプロピレン、ポリエチレン、ポリスチロール、塩化ビニル、PET等の樹脂が挙げられる。例えば、下記実施例に記載されるように、厚さ2mm程度のポリプロピレン製容器を好ましく用いることができる。木材容器では熱伝導率が悪いとともに、熱伝導特性が揃った容器を作成して各容器を均一に温度制御することが困難なため不向きであり、また金属のように伝熱が高い物質は麹との温度差による結露が生じ易いため不向きである。従来、製麹容器は、木材のように断熱性と適度の通気性・吸湿性が求められ、あるいはステンレスのように堅牢性と洗浄性が求められ、熱伝導性に着目して素材が検討されたことはなかった。なお、物質の熱伝導率は、工業規格に定める方法(JIS A1412)に準拠して測定することができ、熱流計法による市販の熱伝導率測定装置を用いて好ましく測定することができる。
【0019】
容器本体の大きさは特に限定されないが、取扱いの利便性の観点から、通常、20〜80cm×30〜120cm×10〜20cm程度、ないしは容積6〜200L程度である。
【0020】
固体培地の水分含量の制御は、周辺空気の湿度の制御により達成される。この際、容器本体に通気性の蓋を被せる。周辺空気の温度湿度制御のため、容器の周辺には撹拌気流が生じ得るが、この撹拌気流が固体培地の表面に直接当たると、培地の過度の乾燥を招き、培地の水分含量の制御が困難になる。通気性の蓋で容器本体上部を覆うことで、この撹拌気流が培地に直接当たることが防止されて過剰な速度の乾燥が制限され、かつ、蓋の通気性部分を介して固体培地と空気との間で水分交換が比較的緩やかに行なわれる。従って、周辺空気の湿度が通気性の蓋を通して比較的緩やかに反映され、容器内の固体培地層全体で比較的均一にかつ制御には十分に短い時間で乾燥及び加湿を行なうことができる。
【0021】
通気性の蓋は、固体培地の撹拌気流への曝露の防止すなわち風よけの機能と、固体培地及び周辺空気の間の水分交換とが達成されるものであればよい。従って、必ずしも容器本体上部を覆う全面が通気性材料からなるものでなくてもよく、少なくともその面の一部が通気性材料からなるものであればよいが、本体上部を覆う面の半分程度以上が通気性材料であるものが好ましく、全面が通気性材料であるものがより好ましい。通気性は、例えば通常のタオル地程度の素材であれば充分である。特に限定されないが、おおよその目安としては、市販される公知の通気性試験機で測定した通気性が5〜50L/cm2程度の範囲であればよい。通気性の蓋の具体例としては、例えばタオル等の布地の他、テフロン(登録商標)メッシュ等の樹脂製メッシュが挙げられる。樹脂製メッシュはタオル等のような柔らかい布地よりも強度があるため、通気性の蓋として樹脂製メッシュを用いた場合には、後述する振とうによる手入れ工程を採用する場合に蓋を交換する必要がなく、樹脂製メッシュの蓋をそのまま用いて容器を振とうできるので有利である。なお、樹脂製メッシュの場合、通常、目開きが50μm〜1000μm程度のものを用いればよい。
【0022】
製麹初期(通常の「盛り」に当たる時間まで)は、容器を密閉した状態にしてよい。下記実施例に記載されるように、製麹開始時の固体培地の水分含量を目標値に合わせた場合には品温が目標値よりも低くなるが、周辺温度の制御によりすみやかに目標品温に回復させることができる。一般には蒸米の水分は過剰になり易いため、目標品温以下に冷却し通常よりも低温の固体培地に胞子散布できることになり、固体培地のほぐれが良く、胞子が均一に散布できる。また、製麹初期に容器を密閉する場合、湿度の調節機能がなく温度の調節のみを行なう環境下で製麹初期段階を行なうことが可能になる。
【0023】
容器は、温度と湿度を所定の範囲で調節可能な室内に置けばよい。本発明の方法で製麹する場合、通常、室内は、温度20〜50℃程度、湿度40〜98%程度の範囲内で制御される。室内の温度湿度を自由に制御できる恒温恒湿室は公知であり、市販品も多く存在するため、そのような恒温恒湿室を好ましく用いることができる。
【0024】
製麹中は麹菌の増殖により発熱するため、固体培地の温度(品温)が変化する。本発明の方法では、好ましくは、製麹中の品温をモニターし、品温の変化に基づいて周辺空気の温度が自動的にフィードバック制御される。これにより、麹菌増殖による発熱量に応じて製麹中の品温を好適な温度に保つことができる。品温をモニターするための品温測定手段としては、容器内部の品温を容器外部に伝達できるものであればよく、無線式温度計を好ましく用いることができる。例えば、固体培地中に無線温度計を設置して品温を常時モニターし、フィードバック制御により自動的に周辺空気の温度を制御すると、製麹期間を通じて品温を常に好適な温度に維持することが容易になり、特に好ましい。
【0025】
製麹中の固体培地の水分含量についても、製麹中にモニターして、測定される水分含量に応じて周辺空気の湿度を自動的にフィードバック制御することが好ましい。固体培地の水分含量は、固体培地の重量から計算により求めることができる。従って、本発明の方法では、好ましくは、固体培地の重量をモニターし、重量の変化又はその重量から算出される固体培地の水分含量の変化に基づいて周辺空気の湿度が自動制御される。例えば、容器の下にロードセル、電子天秤等の重量測定手段を配置して、あるいは吊り秤等のような測定手段を容器の上側に配置して、容器全体の重量を常時モニターし、これにより容器中の固体培地の重量を常時モニターすることができる。このようにして製麹中の固体培地の重量を常時モニターし、フィードバック制御により自動的に周辺空気の湿度を制御すると、製麹期間を通じて固体培地の水分含量を常に好適な温度に維持することが容易になり、特に好ましい。
【0026】
測定データに基づく温度湿度の自動制御は、公知のプログラミング手法を用いて容易にプログラムを作成して実施することができる。例えば、リアルタイムで収集される固体培地の品温及び水分含量と、その製麹時期において目標とすべき目標品温及び目標水分含量とを対比し、実測値と目標値との差に応じて、実測値の変化速度を考慮しつつ培養容器が置かれた恒温恒湿室内の温度湿度を上昇又は下降させるようなプログラムを組むことで、測定データに基づく温度湿度の自動的なフィードバック制御が可能である。
【0027】
なお、固体培地の品温と水分含量は、固体培地の種類と麹菌の種類、製造すべき麹の種類(突破精か総破精か等)等に応じて異なり得る。また、製麹期間中の各培養段階に応じても異なる。状況に応じて目標品温及び目標水分含量が選択され決定されるが、当業者であれば、目標とすべき品温と水分含量を熟知しており、容易に選択・決定することができる。
【0028】
恒温恒湿室内に複数の培養容器を置いて製麹する場合、必ずしも全ての培養容器に対して品温測定手段及び重量測定手段を配置する必要はない。例えば、同一の培養容器に同一量の固体培地と種菌を入れれば、品温と水分含量の変化もほぼ同一になるから、複数の培養容器のうちの一部に品温測定手段と重量測定手段を配置し、得られる実測データに基づいて恒温恒湿室の温度湿度をフィードバック制御すれば、全ての培養容器に対して望ましい条件に設定することができる。
【0029】
以上のような周辺空気の温度湿度のフィードバック制御によれば、麹菌の増殖による発熱に応じて常に適切に品温及び水分含量を制御することができ、好ましい。特に、培養容器内の固体培地層の厚さを2cm程度以上に厚くした場合には、発熱に伴う温度変化の予測が困難になるため、高品質の麹を得るには実測値に基づく温度湿度のフィードバック制御を行なうことが好ましい。ただし、培養容器内の固体培地層の厚さを2cm程度以下に薄くする場合、麹菌の増殖による発熱に伴う温度変化の予測は比較的容易である。従ってこの場合には、固体培地の品温と重量の変化を測定することなく、予測される品温及び水分含量に基づいて周辺空気の温度湿度を設定し、この設定値に基づいて温度湿度を自動制御することにより、フィードバック制御なしで製麹することもできる。
【0030】
上記した培養容器を用いる本発明の方法によれば、製麹中の麹の品温と水分含量を高精度且つ均一に制御することができるため、均一化を図るための手入れ(撹拌操作)は必要ではない。本発明の方法によれば、手入れ工程をすることなく品質の高い所望の麹を製造することができる。しかしながら、手入れには麹菌の気中菌糸の過度な生育を阻害する効果や米粒間の固着を妨げ麹菌の生育に有効な米粒の表面積を拡大するといった麹の品質に対する影響があるので、本発明においても、適切な時期での手入れは麹の品質をさらに高めることができて有効である。
【0031】
本発明では、通常の人手による手入れ方法のように、容器内部の固体培地を手で撹拌することにより手入れを行なうこともできるが、本発明の培養形態の特徴を活かして、容器ごと振とうさせ固体培地を撹拌する方法が簡便で好ましい。例えば、容器を上下及び/又は左右方向(すなわち、容器の底部に対し鉛直な方向及び/又は水平な方向)に振動させることにより、有効且つ簡便で機械による自動化も可能な手入れが実現される。振とう後に容器内部の固体培地を平らな層状態にするためには、少なくとも振とうの後半で容器の底部に対し鉛直な方向に容器を振とうさせることが好ましい。振とうの強度は、容器内の固体培地がほぐれて撹拌された状態になる程度の強度であればよく、おおよその目安としては、例えば230mm×330mm×100mm程度の容器に固体培地が4cmの厚さで入っている場合、振とう距離20〜100mm程度で50 rpm〜150 rpm程度の速度にて30秒〜1.5分間程度上下方向(底部に対し鉛直な方向)に振とうさせれば適度に撹拌することができる。通気性の蓋がタオル地等のように柔らかい素材でできた蓋である場合、容器の振とうにより固体培地が容器外に飛散してしまうことを防ぐ必要があるので、例えば容器の蓋を通気性の蓋から強度のある蓋(例えば容器と同一の物質からなる蓋)に交換し、又は通気性の蓋に強度のある蓋を重ねて被せて振とうを行なうことが望ましい。あるいは、容器を積み重ねて振とうしてもよく、この場合は他の容器の底部が「蓋」に該当する。ただし、通気性の蓋がテフロン(登録商標)メッシュ等の樹脂製メッシュである場合、容器の振とうに耐えうる程度の強度を有するため、この場合は容器の蓋を交換等する必要はなく、そのまま容器の振とうを行なうことができる。このような手入れ方法によれば、手入れ作業を無人化若しくは省力化することができる。
【0032】
製麹工程において、通常は手入れの間隔が極端に長くなることは避けるべきであり、従来の製麹方法では夜間の作業が不可欠である。また、その作業も、高温多湿で酸素欠乏に注意を払わなければならない過酷な労働環境の麹室内で行なわなければならない。本発明では、手入れ工程は必須ではなく、また手入れ工程を採用するとしても、その手入れ工程は上記したように機械による自動化が可能であり、手入れ作業を無人化若しくは省力化することができる。あるいは、人力で手入れ作業を行なうとしても、容器を恒温恒湿室外に持ち出して作業することができるので、作業環境は大幅に改善される。
【0033】
本発明で用いられる固体培地は、麹の原料であり、具体的には精白米又は玄米を蒸した蒸米、麦を蒸した蒸麦、蒸煮大豆、蒸芋等が挙げられるが、これらに限定されない。麹菌は、麹の製造に通常用いられる如何なる麹菌であってもよい。本発明の方法によれば、清酒麹に限らず、しょうちゅう麹、味噌麹、醤油麹等の種々の麹を好ましく製造することができる。
【実施例】
【0034】
以下、本発明を実施例に基づきより具体的に説明する。もっとも、本発明は下記実施例に限定されるものではない。
【0035】
実施例1 製麹実験
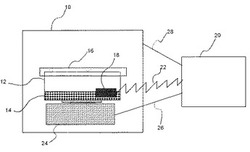
用いた製麹装置の概要を図1に示す。恒温恒室槽10の中に培養容器12が配置される。培養容器12の中に製麹原料である麹菌を接種した蒸米(以下、単に「麹」という)14が入っている。培養容器12は蓋16で覆われている。この蓋16は、製麹初期には密閉性の蓋とし、その後通気性の蓋に交換することができ、また、振とうによる手入れを行なう際には麹の飛散を防止できる程度の強度を有する蓋に交換することができる。麹14の中に無線式温度計18が配置され、コンピューター20に無線信号22を発して麹14の実測品温を送信する。培養容器12の下には電子天秤24が配置され、培養容器全体の実測重量が測定される。この重量情報は、RS233Cケーブル26を介してコンピューター20に伝達され、この実測重量から麹14の水分含量が計算される。また、恒温恒室槽10の温度湿度は、RS233Cケーブル28を介してコンピューター20によりフィードバック制御され、これにより麹14の品温と水分含量が制御される。すなわち、コンピューター20により、麹14の品温及び水分含量の測定値と、各時点における品温及び水分含量の目標値とが対比され、測定値と目標値との差異に応じて恒温恒室槽10の温度と湿度とが適宜上昇又は下降するようにコンピューター20により制御され、これにより麹14の品温と水分含量とが好適な値になるように調節される。
【0036】
培養容器としては、市販のポリプロピレン製密閉容器(230(L)×330(W)×100(D)mm:厚さ2mm)を使用した(ポリプロピレンの熱伝導率は約0.2W/mK)。麹の温度は培養容器内に設置した無線式温度計で測定し、麹の重量は製麹期間中培養容器を電子天秤に乗せて測定し、いずれもパソコンからリアルタイムでデータを収集した。麹の温度と水分含量(重量から計算で求める)は各製麹時間に応じて定めてある目標値と比較し、それぞれ恒温恒湿槽の温度と湿度を変化させることにより自動制御を行った。データ収集、自動制御のための恒温恒湿槽の温度湿度設定値の計算、及び恒温恒湿槽の制御は公知のVisual Basicで作成したプログラムで行ない、製麹中の麹の品温と水分含量の実測値に基づいて恒温恒湿槽の温度及び湿度をフィードバック制御した。
【0037】
製麹実験では3タイプ(乾燥・突破精・総破精)の麹を製造した。原料米は山田錦の60%精白米を使用し、吸水させ蒸米を調製した。蒸米の重量を測定し、所定の水分含量になるまで実験室内で乾燥させた後、市販の種麹を散布した(表1)。培養容器1個当たり精白米750g相当分の蒸米を入れて容器を密閉し、恒温恒湿槽内に容器を置いて製麹を開始した。このときの容器内の蒸米層の厚さは約4cm程度であった。
【0038】
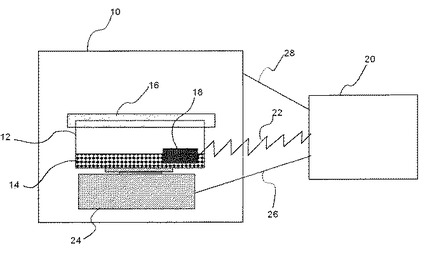
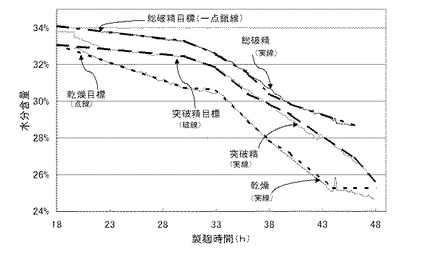
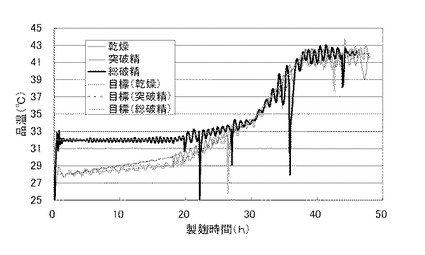
培養容器は盛りに当たる時間(すなわち製麹開始後約18時間)まで密閉し、その後は蓋を外し恒温恒湿槽内の循環気流が直接当たるのを防ぐためにタオルを掛けた。製麹中の温度経過と水分含量の目標値と実測値を図2、3に示す。温度経過と水分含量の変化は概ね目標値に近く推移した。製麹開始時の水分含量を目標値に合わせるために冷却したため品温は目標値より低い25℃近辺に低下したが、製麹開始後の周辺温度制御によりすみやかに目標品温へ回復した。製麹開始後22、27、36、43時間目に手入れを行った。製造した麹の菌体量と主要な酵素活性(キッコーマン社製キットで測定した)は表2のとおりでありタイプに応じた造り分けが行われた。
【0039】
【表1】

【0040】
【表2】
【0041】
実施例2 シェーカーによる手入れ
実施例1と同様に750gの白米を使用し、菌糸を旺盛に増殖させるため盛り後手入れを行わずに乾燥を避けるため湿度95%で50時間製麹した。菌糸で固着した麹をそのままの状態で容器にプラスチックの蓋をし、市販の実験用分液ロート振とう器(振とう距離40mm、上下方向)を使用し100rpmで1分間振とうした。
【0042】
振とう後、麹は完全にバラバラにほぐれ平らな層をなした。この様に長時間手入れをせず菌糸で固着した麹であってもここに示した条件での上下方向の振とうで充分な手入れが可能であり、通常の状態の麹ではさらに穏やかな条件で手入れが可能であることが示された。
【図面の簡単な説明】
【0043】
【図1】実施例で使用した本発明の方法による製麹システムの構成を模式的に示した図である。
【図2】実施例1における製麹中の蒸米の水分含量の実測値と、プログラムされた水分含量目標値を示すグラフである。
【図3】実施例1における製麹中の品温の実測値と、プログラムされた品温目標値を示すグラフである。
【符号の説明】
【0044】
10 恒温恒室槽
12 培養容器
14 麹
16 蓋
18 無線式温度計
20 コンピューター
22 無線信号
24 電子天秤
26 RS233Cケーブル
28 RS233Cケーブル
【技術分野】
【0001】
本発明は麹の製造方法に関する。
【背景技術】
【0002】
清酒醸造において、麹の品質は清酒の品質を大きく左右する要因であり、製麹工程は経験を要する重要な工程である。製麹中に麹の乾燥により減少する水分含量と麹の温度は生成した麹の品質に重大な影響を及ぼすため、製麹工程の各時点で対応する最適な状態に保つ必要があり、製麹工程の中心的な管理項目となっている。また、麹の固着をほぐし培養
条件を均一化するための手入れと呼ばれる撹拌も補助的な管理項目となっている。
【0003】
従来の技術は、大別して無通風と通風製麹の2つに区別され、清酒醸造においてはバッチ式で培養開始から終了まで2日間程度で製麹を行う。
【0004】
無通風製麹においては、麹菌の胞子を散布した蒸米を32℃程度で30〜40cmに堆積し、保温・保湿のために布などで包み温度が低下しない程度の室温で麹の培養を開始する。約1日培養した後、適当な木製の容器に分割し(盛り)、保温・保湿のために容器ごと布で包み、以後品温の上昇に応じて手入れにより麹の堆積層の厚みを調節し、包み方を変えながら、乾燥具合と温度の上昇を調節する。最終的には40℃以上まで品温を上げ、約2日間で製麹を終了する。盛り以降乾燥を防ぐために密閉した保温容器の中の金属製網の上に麹を薄く広げ自動で製麹を行う方法もある。
【0005】
通風製麹においては、同様に1日製麹した後、通風性の棚に麹を入れ、所定の温度を超える度に麹層内に上下方向に通風を行い水分を蒸発させると同時に品温を低下させる。製麹装置によっては製麹開始時から同様な容器内で製麹を行うものもある。また、装置によっては自動的に機械的な撹拌により手入れを行う。
【0006】
いずれの技術においても麹品温の制御は麹水分の蒸発潜熱の除去が中心になっている。また、局部的な乾燥を防ぎながら加熱による温度上昇を行える環境はなく、培養開始時の麹品温設定は重要且つ制御の困難な制御項目となっている。
【0007】
さらに、一部の全自動タイプの製麹装置を除けば、製麹は麹室と呼ばれる室内で行われる。麹室は30℃以上に保ち、適度な湿度管理と麹から発生する炭酸ガス対策が必要であることから、暖房・断熱・結露対策・換気等を備え高価な造りとなる。また、この中での作業は労働環境として劣悪であり改善が望まれる。
【0008】
【特許文献1】特開2003−88356号公報
【非特許文献1】「増補改訂 清酒製造技術」第139−147頁及び第155−160頁(石川 雄章 編、昭和53年、財団法人 日本醸造協会)
【発明の開示】
【発明が解決しようとする課題】
【0009】
以上の通り、従来の技術では品温制御を製麹中の麹菌の増殖による発熱と気化潜熱の発散のバランスで行っており、周辺空気の温度は補助的な役割にすぎないために、品温制御と乾燥の制御を別個に制御できないという根本的な問題があった。すなわち、麹菌の増殖が穏やかな時期には発熱が少ないため、乾燥させると温度の低下を来たし、麹菌の増殖が旺盛な時期には乾燥が少ないと温度が過度に上昇することになる。このように、麹菌の増殖によって乾燥の時期と程度が決まってしまう。さらに麹菌の増殖は麹の温度によって変化するため、麹の温度経過と乾燥を自由に設定して理想的な製麹を行うことは困難であった。
【0010】
また、麹層内に強制的に通風を行って乾燥を行う製麹方法では、麹菌の増殖による麹の固着などに起因する通風むらにより制御むらが生じるため、高品質の麹には手入れが不可欠である。伝統的な手作りの製麹においても手入れは麹の温度を制御するための補助的な手段となっている。このように、従来の技術においては手入れも他の要因によって時期と頻度が決定され、自由に設定できない。また、自動的な手入れ装置は機械的な撹拌であり、局部的に撹拌が充分でない部分が生じることが多い。
【0011】
さらに、製麹初期には乾燥を防ぐために厚い堆積層をなして麹を管理するために、熱伝導性の悪い麹を均一に温度変化させることが不可能で、製麹初期の麹の水分含量と温度を任意に設定することは困難であった。
【0012】
加えて、製麹中の作業は高温多湿で酸素欠乏の可能性がある過酷な労働環境の麹室内で行う必要があった。
【0013】
従って、本発明の目的は、製麹過程で麹の水分含量と温度を別個に制御し得る手段を提供することにある。
【課題を解決するための手段】
【0014】
本願発明者は、鋭意研究の結果、ポリプロピレン製容器のように適度な熱伝導性を有する容器中で製麹を行うことにより、容器周辺の空気の温度を調節することで容器を介する熱伝導により麹の温度を調節できることを見出し、さらに、通気性の蓋を用いることにより、容器周辺の空気の湿度を調節することで製麹中の麹の水分含量を調節できること、この方法によれば麹の温度と水分含量とを別個に制御可能になることを見出し、本願発明を完成した。
【0015】
すなわち、本発明は、固体培地に接種した麹菌を容器中で培養することにより麹を製造する方法であって、前記容器が熱伝導率0.05W/mK〜1W/mKの物質からなる厚さ1mm〜10mmの本体を含み、固体培地が容器本体内壁に接触した状態で該容器の周辺空気の温度を制御することにより、該容器本体を介する周辺空気からの熱伝導を利用して該容器中の固体培地の温度を制御することを含む、麹の製造方法を提供する。
【発明の効果】
【0016】
本発明により、周辺空気の制御によって製麹中の麹の品温と水分含量を設定値どおりに自在に制御することが可能になる。従来の方法では、調温さらに場合によっては調湿した空気を麹に直接接触させて品温と乾燥を調節するが、この方法では麹と接触した空気は直ちに温湿度の条件が変化するために調温調湿した空気の効用は空気と接触する表面にしか及ばない。本発明の方法によれば、周辺空気の制御により麹全体を均一に制御可能であり、優れた技能を持つ杜氏が製造する麹と同等の品質の麹を通常よりも遙かに省力化して製造することが可能になる。特に、本発明で実現される麹の品温と水分含量の自在な制御は経験豊富な技能者にも困難な管理であることは注目すべきである。また、製造開始時と手入れ作業後の品温の許容範囲が広いため、通常よりも低温の蒸米に胞子散布が可能であり、蒸米のほぐれが良く胞子が均一に散布できるとともに、製造開始時の麹の水分含量を温度の低下を気にせずに設定値まで調節することが可能になる。さらに、本発明の方法で手入れ工程を採用する場合、機械による容器の振とうで好適な手入れを行なえるので、手入れ作業も自動化することができ、製麹中の任意の時点で人手を要せず手入れが出来るために、手入れによる品質制御も自在である。加えて、高機能の麹室を安価な恒温恒湿装置で代用でき、人手による作業も労働環境の良い場所で行える。以上のように、本発明の方法は、省力化装置で労働環境の向上を図りながら、製麹工程の重要な管理項目を自在に制御して高品質の麹を製造することを可能とする全く新しい方法である。
【発明を実施するための最良の形態】
【0017】
本発明では、固体培地に接種した麹菌を特定の容器中で培養する。該容器は、周辺空気の温度を内部の固体培地に伝熱により伝え、周辺空気の制御による品温の制御を可能にする。固体培地が接触する容器本体は、熱伝導率が0.05W/mK〜1W/mK、好ましくは0.05W/mK〜0.5W/mKの物質からなり、厚さは1mm〜10mm、好ましくは2mm〜5mmである。このような容器は、本発明で用いるのに適した伝熱性を有する。すなわち、上記した熱伝導率は、空気の熱伝導率よりも高く、そのため、周辺空気の温度は、断熱の良い空気から伝わるよりも早く、容器からの伝熱により固体培地に伝わる。麹菌を接種した固体培地をこの容器に直に入れて容器内壁と固体培地が直接接触した状態にすれば、周辺空気の温度が適切に容器内の培地に伝わるので、周辺空気の制御による品温の制御が可能になる。
【0018】
容器本体を構成する物質は、上記した熱伝導率であれば特に限定されないが、好ましい例としてはポリプロピレン、ポリエチレン、ポリスチロール、塩化ビニル、PET等の樹脂が挙げられる。例えば、下記実施例に記載されるように、厚さ2mm程度のポリプロピレン製容器を好ましく用いることができる。木材容器では熱伝導率が悪いとともに、熱伝導特性が揃った容器を作成して各容器を均一に温度制御することが困難なため不向きであり、また金属のように伝熱が高い物質は麹との温度差による結露が生じ易いため不向きである。従来、製麹容器は、木材のように断熱性と適度の通気性・吸湿性が求められ、あるいはステンレスのように堅牢性と洗浄性が求められ、熱伝導性に着目して素材が検討されたことはなかった。なお、物質の熱伝導率は、工業規格に定める方法(JIS A1412)に準拠して測定することができ、熱流計法による市販の熱伝導率測定装置を用いて好ましく測定することができる。
【0019】
容器本体の大きさは特に限定されないが、取扱いの利便性の観点から、通常、20〜80cm×30〜120cm×10〜20cm程度、ないしは容積6〜200L程度である。
【0020】
固体培地の水分含量の制御は、周辺空気の湿度の制御により達成される。この際、容器本体に通気性の蓋を被せる。周辺空気の温度湿度制御のため、容器の周辺には撹拌気流が生じ得るが、この撹拌気流が固体培地の表面に直接当たると、培地の過度の乾燥を招き、培地の水分含量の制御が困難になる。通気性の蓋で容器本体上部を覆うことで、この撹拌気流が培地に直接当たることが防止されて過剰な速度の乾燥が制限され、かつ、蓋の通気性部分を介して固体培地と空気との間で水分交換が比較的緩やかに行なわれる。従って、周辺空気の湿度が通気性の蓋を通して比較的緩やかに反映され、容器内の固体培地層全体で比較的均一にかつ制御には十分に短い時間で乾燥及び加湿を行なうことができる。
【0021】
通気性の蓋は、固体培地の撹拌気流への曝露の防止すなわち風よけの機能と、固体培地及び周辺空気の間の水分交換とが達成されるものであればよい。従って、必ずしも容器本体上部を覆う全面が通気性材料からなるものでなくてもよく、少なくともその面の一部が通気性材料からなるものであればよいが、本体上部を覆う面の半分程度以上が通気性材料であるものが好ましく、全面が通気性材料であるものがより好ましい。通気性は、例えば通常のタオル地程度の素材であれば充分である。特に限定されないが、おおよその目安としては、市販される公知の通気性試験機で測定した通気性が5〜50L/cm2程度の範囲であればよい。通気性の蓋の具体例としては、例えばタオル等の布地の他、テフロン(登録商標)メッシュ等の樹脂製メッシュが挙げられる。樹脂製メッシュはタオル等のような柔らかい布地よりも強度があるため、通気性の蓋として樹脂製メッシュを用いた場合には、後述する振とうによる手入れ工程を採用する場合に蓋を交換する必要がなく、樹脂製メッシュの蓋をそのまま用いて容器を振とうできるので有利である。なお、樹脂製メッシュの場合、通常、目開きが50μm〜1000μm程度のものを用いればよい。
【0022】
製麹初期(通常の「盛り」に当たる時間まで)は、容器を密閉した状態にしてよい。下記実施例に記載されるように、製麹開始時の固体培地の水分含量を目標値に合わせた場合には品温が目標値よりも低くなるが、周辺温度の制御によりすみやかに目標品温に回復させることができる。一般には蒸米の水分は過剰になり易いため、目標品温以下に冷却し通常よりも低温の固体培地に胞子散布できることになり、固体培地のほぐれが良く、胞子が均一に散布できる。また、製麹初期に容器を密閉する場合、湿度の調節機能がなく温度の調節のみを行なう環境下で製麹初期段階を行なうことが可能になる。
【0023】
容器は、温度と湿度を所定の範囲で調節可能な室内に置けばよい。本発明の方法で製麹する場合、通常、室内は、温度20〜50℃程度、湿度40〜98%程度の範囲内で制御される。室内の温度湿度を自由に制御できる恒温恒湿室は公知であり、市販品も多く存在するため、そのような恒温恒湿室を好ましく用いることができる。
【0024】
製麹中は麹菌の増殖により発熱するため、固体培地の温度(品温)が変化する。本発明の方法では、好ましくは、製麹中の品温をモニターし、品温の変化に基づいて周辺空気の温度が自動的にフィードバック制御される。これにより、麹菌増殖による発熱量に応じて製麹中の品温を好適な温度に保つことができる。品温をモニターするための品温測定手段としては、容器内部の品温を容器外部に伝達できるものであればよく、無線式温度計を好ましく用いることができる。例えば、固体培地中に無線温度計を設置して品温を常時モニターし、フィードバック制御により自動的に周辺空気の温度を制御すると、製麹期間を通じて品温を常に好適な温度に維持することが容易になり、特に好ましい。
【0025】
製麹中の固体培地の水分含量についても、製麹中にモニターして、測定される水分含量に応じて周辺空気の湿度を自動的にフィードバック制御することが好ましい。固体培地の水分含量は、固体培地の重量から計算により求めることができる。従って、本発明の方法では、好ましくは、固体培地の重量をモニターし、重量の変化又はその重量から算出される固体培地の水分含量の変化に基づいて周辺空気の湿度が自動制御される。例えば、容器の下にロードセル、電子天秤等の重量測定手段を配置して、あるいは吊り秤等のような測定手段を容器の上側に配置して、容器全体の重量を常時モニターし、これにより容器中の固体培地の重量を常時モニターすることができる。このようにして製麹中の固体培地の重量を常時モニターし、フィードバック制御により自動的に周辺空気の湿度を制御すると、製麹期間を通じて固体培地の水分含量を常に好適な温度に維持することが容易になり、特に好ましい。
【0026】
測定データに基づく温度湿度の自動制御は、公知のプログラミング手法を用いて容易にプログラムを作成して実施することができる。例えば、リアルタイムで収集される固体培地の品温及び水分含量と、その製麹時期において目標とすべき目標品温及び目標水分含量とを対比し、実測値と目標値との差に応じて、実測値の変化速度を考慮しつつ培養容器が置かれた恒温恒湿室内の温度湿度を上昇又は下降させるようなプログラムを組むことで、測定データに基づく温度湿度の自動的なフィードバック制御が可能である。
【0027】
なお、固体培地の品温と水分含量は、固体培地の種類と麹菌の種類、製造すべき麹の種類(突破精か総破精か等)等に応じて異なり得る。また、製麹期間中の各培養段階に応じても異なる。状況に応じて目標品温及び目標水分含量が選択され決定されるが、当業者であれば、目標とすべき品温と水分含量を熟知しており、容易に選択・決定することができる。
【0028】
恒温恒湿室内に複数の培養容器を置いて製麹する場合、必ずしも全ての培養容器に対して品温測定手段及び重量測定手段を配置する必要はない。例えば、同一の培養容器に同一量の固体培地と種菌を入れれば、品温と水分含量の変化もほぼ同一になるから、複数の培養容器のうちの一部に品温測定手段と重量測定手段を配置し、得られる実測データに基づいて恒温恒湿室の温度湿度をフィードバック制御すれば、全ての培養容器に対して望ましい条件に設定することができる。
【0029】
以上のような周辺空気の温度湿度のフィードバック制御によれば、麹菌の増殖による発熱に応じて常に適切に品温及び水分含量を制御することができ、好ましい。特に、培養容器内の固体培地層の厚さを2cm程度以上に厚くした場合には、発熱に伴う温度変化の予測が困難になるため、高品質の麹を得るには実測値に基づく温度湿度のフィードバック制御を行なうことが好ましい。ただし、培養容器内の固体培地層の厚さを2cm程度以下に薄くする場合、麹菌の増殖による発熱に伴う温度変化の予測は比較的容易である。従ってこの場合には、固体培地の品温と重量の変化を測定することなく、予測される品温及び水分含量に基づいて周辺空気の温度湿度を設定し、この設定値に基づいて温度湿度を自動制御することにより、フィードバック制御なしで製麹することもできる。
【0030】
上記した培養容器を用いる本発明の方法によれば、製麹中の麹の品温と水分含量を高精度且つ均一に制御することができるため、均一化を図るための手入れ(撹拌操作)は必要ではない。本発明の方法によれば、手入れ工程をすることなく品質の高い所望の麹を製造することができる。しかしながら、手入れには麹菌の気中菌糸の過度な生育を阻害する効果や米粒間の固着を妨げ麹菌の生育に有効な米粒の表面積を拡大するといった麹の品質に対する影響があるので、本発明においても、適切な時期での手入れは麹の品質をさらに高めることができて有効である。
【0031】
本発明では、通常の人手による手入れ方法のように、容器内部の固体培地を手で撹拌することにより手入れを行なうこともできるが、本発明の培養形態の特徴を活かして、容器ごと振とうさせ固体培地を撹拌する方法が簡便で好ましい。例えば、容器を上下及び/又は左右方向(すなわち、容器の底部に対し鉛直な方向及び/又は水平な方向)に振動させることにより、有効且つ簡便で機械による自動化も可能な手入れが実現される。振とう後に容器内部の固体培地を平らな層状態にするためには、少なくとも振とうの後半で容器の底部に対し鉛直な方向に容器を振とうさせることが好ましい。振とうの強度は、容器内の固体培地がほぐれて撹拌された状態になる程度の強度であればよく、おおよその目安としては、例えば230mm×330mm×100mm程度の容器に固体培地が4cmの厚さで入っている場合、振とう距離20〜100mm程度で50 rpm〜150 rpm程度の速度にて30秒〜1.5分間程度上下方向(底部に対し鉛直な方向)に振とうさせれば適度に撹拌することができる。通気性の蓋がタオル地等のように柔らかい素材でできた蓋である場合、容器の振とうにより固体培地が容器外に飛散してしまうことを防ぐ必要があるので、例えば容器の蓋を通気性の蓋から強度のある蓋(例えば容器と同一の物質からなる蓋)に交換し、又は通気性の蓋に強度のある蓋を重ねて被せて振とうを行なうことが望ましい。あるいは、容器を積み重ねて振とうしてもよく、この場合は他の容器の底部が「蓋」に該当する。ただし、通気性の蓋がテフロン(登録商標)メッシュ等の樹脂製メッシュである場合、容器の振とうに耐えうる程度の強度を有するため、この場合は容器の蓋を交換等する必要はなく、そのまま容器の振とうを行なうことができる。このような手入れ方法によれば、手入れ作業を無人化若しくは省力化することができる。
【0032】
製麹工程において、通常は手入れの間隔が極端に長くなることは避けるべきであり、従来の製麹方法では夜間の作業が不可欠である。また、その作業も、高温多湿で酸素欠乏に注意を払わなければならない過酷な労働環境の麹室内で行なわなければならない。本発明では、手入れ工程は必須ではなく、また手入れ工程を採用するとしても、その手入れ工程は上記したように機械による自動化が可能であり、手入れ作業を無人化若しくは省力化することができる。あるいは、人力で手入れ作業を行なうとしても、容器を恒温恒湿室外に持ち出して作業することができるので、作業環境は大幅に改善される。
【0033】
本発明で用いられる固体培地は、麹の原料であり、具体的には精白米又は玄米を蒸した蒸米、麦を蒸した蒸麦、蒸煮大豆、蒸芋等が挙げられるが、これらに限定されない。麹菌は、麹の製造に通常用いられる如何なる麹菌であってもよい。本発明の方法によれば、清酒麹に限らず、しょうちゅう麹、味噌麹、醤油麹等の種々の麹を好ましく製造することができる。
【実施例】
【0034】
以下、本発明を実施例に基づきより具体的に説明する。もっとも、本発明は下記実施例に限定されるものではない。
【0035】
実施例1 製麹実験
用いた製麹装置の概要を図1に示す。恒温恒室槽10の中に培養容器12が配置される。培養容器12の中に製麹原料である麹菌を接種した蒸米(以下、単に「麹」という)14が入っている。培養容器12は蓋16で覆われている。この蓋16は、製麹初期には密閉性の蓋とし、その後通気性の蓋に交換することができ、また、振とうによる手入れを行なう際には麹の飛散を防止できる程度の強度を有する蓋に交換することができる。麹14の中に無線式温度計18が配置され、コンピューター20に無線信号22を発して麹14の実測品温を送信する。培養容器12の下には電子天秤24が配置され、培養容器全体の実測重量が測定される。この重量情報は、RS233Cケーブル26を介してコンピューター20に伝達され、この実測重量から麹14の水分含量が計算される。また、恒温恒室槽10の温度湿度は、RS233Cケーブル28を介してコンピューター20によりフィードバック制御され、これにより麹14の品温と水分含量が制御される。すなわち、コンピューター20により、麹14の品温及び水分含量の測定値と、各時点における品温及び水分含量の目標値とが対比され、測定値と目標値との差異に応じて恒温恒室槽10の温度と湿度とが適宜上昇又は下降するようにコンピューター20により制御され、これにより麹14の品温と水分含量とが好適な値になるように調節される。
【0036】
培養容器としては、市販のポリプロピレン製密閉容器(230(L)×330(W)×100(D)mm:厚さ2mm)を使用した(ポリプロピレンの熱伝導率は約0.2W/mK)。麹の温度は培養容器内に設置した無線式温度計で測定し、麹の重量は製麹期間中培養容器を電子天秤に乗せて測定し、いずれもパソコンからリアルタイムでデータを収集した。麹の温度と水分含量(重量から計算で求める)は各製麹時間に応じて定めてある目標値と比較し、それぞれ恒温恒湿槽の温度と湿度を変化させることにより自動制御を行った。データ収集、自動制御のための恒温恒湿槽の温度湿度設定値の計算、及び恒温恒湿槽の制御は公知のVisual Basicで作成したプログラムで行ない、製麹中の麹の品温と水分含量の実測値に基づいて恒温恒湿槽の温度及び湿度をフィードバック制御した。
【0037】
製麹実験では3タイプ(乾燥・突破精・総破精)の麹を製造した。原料米は山田錦の60%精白米を使用し、吸水させ蒸米を調製した。蒸米の重量を測定し、所定の水分含量になるまで実験室内で乾燥させた後、市販の種麹を散布した(表1)。培養容器1個当たり精白米750g相当分の蒸米を入れて容器を密閉し、恒温恒湿槽内に容器を置いて製麹を開始した。このときの容器内の蒸米層の厚さは約4cm程度であった。
【0038】
培養容器は盛りに当たる時間(すなわち製麹開始後約18時間)まで密閉し、その後は蓋を外し恒温恒湿槽内の循環気流が直接当たるのを防ぐためにタオルを掛けた。製麹中の温度経過と水分含量の目標値と実測値を図2、3に示す。温度経過と水分含量の変化は概ね目標値に近く推移した。製麹開始時の水分含量を目標値に合わせるために冷却したため品温は目標値より低い25℃近辺に低下したが、製麹開始後の周辺温度制御によりすみやかに目標品温へ回復した。製麹開始後22、27、36、43時間目に手入れを行った。製造した麹の菌体量と主要な酵素活性(キッコーマン社製キットで測定した)は表2のとおりでありタイプに応じた造り分けが行われた。
【0039】
【表1】
【0040】
【表2】
【0041】
実施例2 シェーカーによる手入れ
実施例1と同様に750gの白米を使用し、菌糸を旺盛に増殖させるため盛り後手入れを行わずに乾燥を避けるため湿度95%で50時間製麹した。菌糸で固着した麹をそのままの状態で容器にプラスチックの蓋をし、市販の実験用分液ロート振とう器(振とう距離40mm、上下方向)を使用し100rpmで1分間振とうした。
【0042】
振とう後、麹は完全にバラバラにほぐれ平らな層をなした。この様に長時間手入れをせず菌糸で固着した麹であってもここに示した条件での上下方向の振とうで充分な手入れが可能であり、通常の状態の麹ではさらに穏やかな条件で手入れが可能であることが示された。
【図面の簡単な説明】
【0043】
【図1】実施例で使用した本発明の方法による製麹システムの構成を模式的に示した図である。
【図2】実施例1における製麹中の蒸米の水分含量の実測値と、プログラムされた水分含量目標値を示すグラフである。
【図3】実施例1における製麹中の品温の実測値と、プログラムされた品温目標値を示すグラフである。
【符号の説明】
【0044】
10 恒温恒室槽
12 培養容器
14 麹
16 蓋
18 無線式温度計
20 コンピューター
22 無線信号
24 電子天秤
26 RS233Cケーブル
28 RS233Cケーブル
【特許請求の範囲】
【請求項1】
固体培地に接種した麹菌を容器中で培養することにより麹を製造する方法であって、前記容器が、熱伝導率0.05W/mK〜1W/mKの物質からなる厚さ1mm〜10mmの本体を含み、固体培地が容器本体内壁に接触した状態で該容器の周辺空気の温度を制御することにより、該容器本体を介する周辺空気からの熱伝導を利用して該容器中の固体培地の温度を制御することを含む、麹の製造方法。
【請求項2】
前記熱伝導率が0.05W/mK〜0.5W/mKであり、前記厚さが2mm〜5mmである請求項1記載の方法。
【請求項3】
前記物質が樹脂である請求項1又は2記載の方法。
【請求項4】
前記樹脂は、ポリプロピレン、ポリエチレン、ポリスチロール、塩化ビニル又はPET樹脂である請求項3記載の方法。
【請求項5】
容器内の品温をモニターし、品温の変化に基づいて周辺空気の温度をフィードバック制御する請求項1ないし4のいずれか1項に記載の方法。
【請求項6】
固体培地中に設置した無線式温度計により品温が常時モニターされる請求項5記載の方法。
【請求項7】
前記容器本体の上部を、少なくとも一部が通気性材料からなる蓋で覆い、前記容器の周辺空気の湿度を制御することにより前記固体培地の水分含量を制御することをさらに含む、請求項1ないし6のいずれか1項に記載の方法。
【請求項8】
固体培地の重量をモニターし、重量の変化又は該重量から算出される固体培地の水分含量の変化に基づいて周辺空気の湿度をフィードバック制御する請求項7記載の方法。
【請求項9】
容器の下または上に設置した重量測定手段により容器全体の重量が測定され、これにより固体培地の重量が常時モニターされる請求項8記載の方法。
【請求項10】
前記容器本体の上部を蓋で覆い、容器を振とうさせて固体培地を撹拌することを含む、請求項1ないし9のいずれか1項に記載の方法。
【請求項11】
培養初期に密閉性の蓋で容器を密閉し、次いで、前記通気性材料からなる蓋を用いた周辺空気の湿度制御による固体培地の水分含量制御を行なう、請求項7ないし10のいずれか1項に記載の方法。
【請求項12】
前記麹は清酒麹、しょうちゅう麹、味噌麹又は醤油麹である請求項1ないし11のいずれか1項に記載の方法。
【請求項13】
前記固体培地は蒸米、蒸麦、蒸煮大豆又は蒸芋である請求項1ないし12のいずれか1項に記載の方法。
【請求項1】
固体培地に接種した麹菌を容器中で培養することにより麹を製造する方法であって、前記容器が、熱伝導率0.05W/mK〜1W/mKの物質からなる厚さ1mm〜10mmの本体を含み、固体培地が容器本体内壁に接触した状態で該容器の周辺空気の温度を制御することにより、該容器本体を介する周辺空気からの熱伝導を利用して該容器中の固体培地の温度を制御することを含む、麹の製造方法。
【請求項2】
前記熱伝導率が0.05W/mK〜0.5W/mKであり、前記厚さが2mm〜5mmである請求項1記載の方法。
【請求項3】
前記物質が樹脂である請求項1又は2記載の方法。
【請求項4】
前記樹脂は、ポリプロピレン、ポリエチレン、ポリスチロール、塩化ビニル又はPET樹脂である請求項3記載の方法。
【請求項5】
容器内の品温をモニターし、品温の変化に基づいて周辺空気の温度をフィードバック制御する請求項1ないし4のいずれか1項に記載の方法。
【請求項6】
固体培地中に設置した無線式温度計により品温が常時モニターされる請求項5記載の方法。
【請求項7】
前記容器本体の上部を、少なくとも一部が通気性材料からなる蓋で覆い、前記容器の周辺空気の湿度を制御することにより前記固体培地の水分含量を制御することをさらに含む、請求項1ないし6のいずれか1項に記載の方法。
【請求項8】
固体培地の重量をモニターし、重量の変化又は該重量から算出される固体培地の水分含量の変化に基づいて周辺空気の湿度をフィードバック制御する請求項7記載の方法。
【請求項9】
容器の下または上に設置した重量測定手段により容器全体の重量が測定され、これにより固体培地の重量が常時モニターされる請求項8記載の方法。
【請求項10】
前記容器本体の上部を蓋で覆い、容器を振とうさせて固体培地を撹拌することを含む、請求項1ないし9のいずれか1項に記載の方法。
【請求項11】
培養初期に密閉性の蓋で容器を密閉し、次いで、前記通気性材料からなる蓋を用いた周辺空気の湿度制御による固体培地の水分含量制御を行なう、請求項7ないし10のいずれか1項に記載の方法。
【請求項12】
前記麹は清酒麹、しょうちゅう麹、味噌麹又は醤油麹である請求項1ないし11のいずれか1項に記載の方法。
【請求項13】
前記固体培地は蒸米、蒸麦、蒸煮大豆又は蒸芋である請求項1ないし12のいずれか1項に記載の方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−98996(P2010−98996A)
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願番号】特願2008−272597(P2008−272597)
【出願日】平成20年10月23日(2008.10.23)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成20年7月11日 社団法人日本生物工学会発行の「第60回日本生物工学会大会講演要旨集」に発表
【出願人】(301025634)独立行政法人酒類総合研究所 (55)
【Fターム(参考)】
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願日】平成20年10月23日(2008.10.23)
【新規性喪失の例外の表示】特許法第30条第1項適用申請有り 平成20年7月11日 社団法人日本生物工学会発行の「第60回日本生物工学会大会講演要旨集」に発表
【出願人】(301025634)独立行政法人酒類総合研究所 (55)
【Fターム(参考)】
[ Back to top ]