
黒鉛含有耐火物
【課題】耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率を向上させることができる黒鉛含有耐火物を提供する。
【解決手段】本発明の黒鉛含有耐火物1は、耐火物の表面に金属コーティング層2を形成した黒鉛含有耐火物である。耐火物の表面に金属コーティング層2が形成されていることにより、酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が高くなり溶融時間の短縮等の効果を奏する。
【解決手段】本発明の黒鉛含有耐火物1は、耐火物の表面に金属コーティング層2を形成した黒鉛含有耐火物である。耐火物の表面に金属コーティング層2が形成されていることにより、酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が高くなり溶融時間の短縮等の効果を奏する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば坩堝や連続鋳造用ノズルなどの黒鉛含有耐火物に関するものである。
【背景技術】
【0002】
黒鉛含有耐火物である坩堝や連続鋳造用ノズルの表面には、酸化防止としてガラスコーティングが施されている。
【0003】
しかし、ガラスコーティングでは、長期に反復使用する場合の加熱使用において、膨れ、凝集、剥がれ等が生じ、耐火物中の黒鉛が空気と反応して酸化しポーラス現象が発生してしまうという問題があった。
【0004】
具体的には、坩堝の場合、坩台上に載置した坩堝の下部をガスバーナーで加熱してアルミや銅等を溶解するが、この作業を繰り返すことにより、坩堝の表面に膨れ、凝集、剥がれが生じて酸化し、ひび割れが生じたり、熱伝導率が低下して湯沸き時間が長くなるという問題があった。
【0005】
また、連続鋳造用ノズルの場合、溶鋼注入前の予熱時や溶鋼の注入初期などに、酸化防止コーティングの部分的な膨れ、縮み、剥がれ等が生じて流出し易く、その結果、ノズル内外面に酸化層が生じて鋳造時に溶損が発生するという問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−126397号公報
【特許文献2】特開平10−277713号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明の課題は、耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、耐火物の表面に金属コーティングを行なうことにより熱伝導率を向上させ溶融時間が短縮する等の効果を有する黒鉛含有耐火物を提供することにある。
【0008】
上記課題を解決するものは、耐火物の表面に金属コーティング層を形成したことを特徴とする黒鉛含有耐火物である。
【0009】
前記金属コーティング層は、鍍金にて形成されていることが好ましい。前記金属コーティング層は、銅またはニッケルを被覆することにより形成されていることが好ましい。前記黒鉛含有耐火物は、坩堝であることが好ましい。前記黒鉛含有耐火物は、連続鋳造用ノズルであってもよい。
【発明の効果】
【0010】
請求項1に記載した黒鉛含有耐火物によれば、耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が向上する。
請求項2に記載した黒鉛含有耐火物によれば、上記請求項1の効果を有する金属コーティング層をより確実かつ容易に形成することができる。
請求項3に記載した黒鉛含有耐火物によれば、上記請求項1の効果を有する金属コーティング層をより低廉かつ容易に形成することができる。
請求項4に記載した黒鉛含有耐火物によれば、耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が向上して溶融時間が短縮される坩堝となる。
請求項5に記載した黒鉛含有耐火物によれば、耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、耐火物の表面に酸化層が形成されることが抑制されると共に、鋳造時の溶損が発生することも抑制された連続鋳造用ノズルとなる。
【図面の簡単な説明】
【0011】
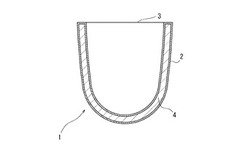
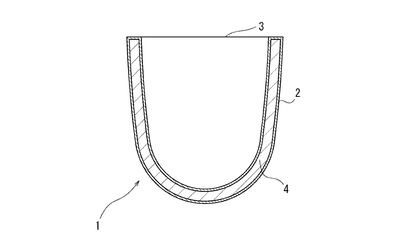
【図1】本発明の黒鉛含有耐火物を坩堝に適用した一実施例の縦断面図である。
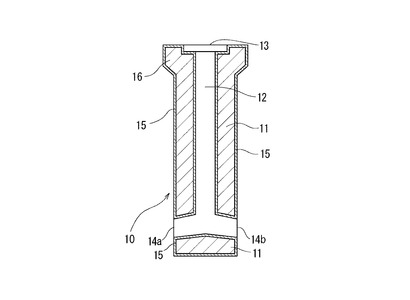
【図2】本発明の黒鉛含有耐火物を連続鋳造用ノズルに適用した一実施例の縦断面図である。
【発明を実施するための形態】
【0012】
本発明では、耐火物の表面に金属コーティング層2を形成したことにより、耐火物表面が加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が向上する黒鉛含有耐火物1を実現した。
【実施例1】
【0013】
本発明の黒鉛含有耐火物を坩堝に適用した一実施例を用いて説明する。
この実施例の黒鉛含有耐火物1は、図1に示すように、上端に開口部3を有した有底筒状体であり、有底筒状の耐火物本体4の内外表面に金属コーティング層2を形成した黒鉛坩堝1である。以下、各構成について詳述する。
【0014】
黒鉛坩堝1は、黒鉛および耐火骨材にて成形されている。黒鉛は濡れにくく、アルミニウム、銅等の溶融金属と反応しにくく、耐溶損性に対して有効である。また、黒鉛は高熱伝導で低弾性であるため、対熱衝撃に対して有効である。
【0015】
耐火骨材としては、種々溶融金属またはスラグに対して耐食性を示す化学組成のもの、例えば、鋼・鋳鉄溶解に関してはアルミナ、マグネシア、ジルコニア、ジルコン、スピネルなどが好適であり、アルミニウムおよび銅合金の溶解に対しては炭化珪素、アルミナ、シリカなどが好適である。
【0016】
黒鉛坩堝1の成形方法としては、例えばロクロ成形、油圧成形、フリクション成形、静水圧成形などのいずれの方法によるものでもよい。
【0017】
黒鉛坩堝1は、平面視円形で下方に向かって縮径する有底筒状体に成形され、上端部には溶解するアルミや銅等を出し入れする開口部3を有している。
【0018】
黒鉛坩堝1の耐火物本体4の内外表面全面には金属コーティング層2が形成されている。この金属コーティング層2により、耐火物本体4の表面が空気と接触することが抑制され、耐火物本体4内の黒鉛が酸化雰囲気下から遮断されるため、耐火物本体4の表面に酸化層が形成されることが抑制される。また、酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が低下して次第に湯沸き時間が長くなることも防止できて一定時間でアルミ等を溶解できる。さらに、熱伝導率低下の原因ともなる酸化防止剤の耐火物本体4中への添加量も低減させることができる。
【0019】
そして、金属コーティング層2は、電気鍍金により銅を耐火物本体4の内外表面全面に付着させることによって形成されている。銅鍍金としては、硫酸銅鍍金、ピロリン酸(二りん酸)銅鍍金などが好適である。
【0020】
ただし、鍍金により耐火物本体4の表面に付着させる金属は銅に限定されるものではなく、例えばニッケル、クロム、モリブデン、タングステンなどでもよい。また、無電解鍍金に比して、電気鍍金による方がより剥離しない金属コーティング層を形成でき好ましい。さらに、この実施例の金属コーティング層2は鍍金にて形成されているが、これに限定されるものではなく、溶射や金属含有液を黒鉛坩堝内で沸騰させ開口部から蒸かせて外面をコーティングする方法などにより金属コーティング層が形成されていてもよい。さらに、この実施例の黒鉛坩堝1は、耐火物本体4の内外表面全面に金属コーティング層が形成されているが、部分的に金属コーティング層が形成されたものも本発明の範疇に包含される。
【0021】
つぎに、図2に示した本発明の黒鉛含有耐火物の他の実施例について説明する。
この実施例の黒鉛含有耐火物10は、ノズル本体11と、ノズル本体11内に設けられ溶鋼が流通するためのノズル内孔12と、ノズル本体11の上端に設けられた開口部13と、ノズル本体11の下部に対向して設けられた一対の吐出口14a,14bとを有し、ノズル本体11の内外表面には、金属コーティング層15が設けられた浸漬ノズル10である。以下、各構成について順次詳述する。
【0022】
浸漬ノズル10は、鋼などの金属の連続鋳造において、タンディッシュからモールドへの溶鋼の注入に使用される連続鋳造用ノズルである。なお、本願で言う連続鋳造用ノズルは浸漬ノズルに限定されるものではなく、連続鋳造に使用されるノズルを広く包含するものであり、例えば取鍋からタンディッシュへの溶鋼の注入に使用されるロングノズルなども含まれる。
【0023】
ノズル本体11は、黒鉛や有機樹脂等の炭素含有原料と様々な酸化物を組み合わせて形成した耐火物により構成されており、略円筒体で、その上部には開口部13を有し拡径した首部16が一体成形されている。
【0024】
ノズル本体11内には、溶鋼が流れるノズル内孔12がノズル本体11の上端から下部に渡って形成されている。ノズル内孔12は、上部において開口部13に連通しており、下部においては吐出口14a,14bに連通している。
【0025】
吐出口14a,14bはモールド内に溶鋼を流入させる開口であり、ノズル本体11の径方向に対向して(ノズル本体11の中心軸に対して対称の位置に)設けられている。
【0026】
そして、金属コーティング層15は、電気鍍金によりニッケルをノズル本体11の内外表面全面に付着させて形成されている。ニッケル鍍金としては、例えば光沢ニッケル鍍金などが好適である。
【0027】
ただし、鍍金によりノズル本体11の表面に付着させる金属はニッケルに限定されるものではなく、例えば銅、クロム、モリブデン、タングステンなどでもよい。また、無電解鍍金に比して、電気鍍金による方がより剥離しない金属コーティング層を形成でき好ましい。さらに、この実施例の金属コーティング層15は鍍金にて形成されているが、これに限定されるものではなく、溶射など他のコーティング方法により金属コーティング層が形成されていてもよい。さらに、この実施例の浸漬ノズル1は、ノズル本体11の内外表面全面に金属コーティング層15が形成されているが、部分的に金属コーティング層が形成されたものも本発明の範疇に包含される。
【0028】
このような金属コーティング層15がノズル本体11の表面に形成されていることにより、ノズル本体11の表面が空気と接触することが抑制され、ノズル本体4内の黒鉛が酸化雰囲気下から遮断されるため、ノズル本体11の表面に酸化層が形成されるのが抑制される。また、酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがない。さらに、熱伝導率低下の原因ともなる酸化防止剤のノズル本体11への添加量も低減させることができると共に、鋳造時に溶損が発生することがより抑制された浸漬ノズルとなる。さらに、金属コーティング層15によって熱伝導率が高くなり、予熱時の割れが抑制される。
【符号の説明】
【0029】
1 黒鉛含有耐火物(黒鉛坩堝)
2 金属コーティング層
3 開口部
4 耐火物本体
10 黒鉛含有耐火物(浸漬ノズル)
11 ノズル本体
12 ノズル内孔
13 開口部
14a 吐出口
14b 吐出口
15 金属コーティング層
16 首部
【技術分野】
【0001】
本発明は、例えば坩堝や連続鋳造用ノズルなどの黒鉛含有耐火物に関するものである。
【背景技術】
【0002】
黒鉛含有耐火物である坩堝や連続鋳造用ノズルの表面には、酸化防止としてガラスコーティングが施されている。
【0003】
しかし、ガラスコーティングでは、長期に反復使用する場合の加熱使用において、膨れ、凝集、剥がれ等が生じ、耐火物中の黒鉛が空気と反応して酸化しポーラス現象が発生してしまうという問題があった。
【0004】
具体的には、坩堝の場合、坩台上に載置した坩堝の下部をガスバーナーで加熱してアルミや銅等を溶解するが、この作業を繰り返すことにより、坩堝の表面に膨れ、凝集、剥がれが生じて酸化し、ひび割れが生じたり、熱伝導率が低下して湯沸き時間が長くなるという問題があった。
【0005】
また、連続鋳造用ノズルの場合、溶鋼注入前の予熱時や溶鋼の注入初期などに、酸化防止コーティングの部分的な膨れ、縮み、剥がれ等が生じて流出し易く、その結果、ノズル内外面に酸化層が生じて鋳造時に溶損が発生するという問題があった。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平6−126397号公報
【特許文献2】特開平10−277713号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
そこで、本発明の課題は、耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、耐火物の表面に金属コーティングを行なうことにより熱伝導率を向上させ溶融時間が短縮する等の効果を有する黒鉛含有耐火物を提供することにある。
【0008】
上記課題を解決するものは、耐火物の表面に金属コーティング層を形成したことを特徴とする黒鉛含有耐火物である。
【0009】
前記金属コーティング層は、鍍金にて形成されていることが好ましい。前記金属コーティング層は、銅またはニッケルを被覆することにより形成されていることが好ましい。前記黒鉛含有耐火物は、坩堝であることが好ましい。前記黒鉛含有耐火物は、連続鋳造用ノズルであってもよい。
【発明の効果】
【0010】
請求項1に記載した黒鉛含有耐火物によれば、耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が向上する。
請求項2に記載した黒鉛含有耐火物によれば、上記請求項1の効果を有する金属コーティング層をより確実かつ容易に形成することができる。
請求項3に記載した黒鉛含有耐火物によれば、上記請求項1の効果を有する金属コーティング層をより低廉かつ容易に形成することができる。
請求項4に記載した黒鉛含有耐火物によれば、耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が向上して溶融時間が短縮される坩堝となる。
請求項5に記載した黒鉛含有耐火物によれば、耐火物の表面にコーティングされた酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、耐火物の表面に酸化層が形成されることが抑制されると共に、鋳造時の溶損が発生することも抑制された連続鋳造用ノズルとなる。
【図面の簡単な説明】
【0011】
【図1】本発明の黒鉛含有耐火物を坩堝に適用した一実施例の縦断面図である。
【図2】本発明の黒鉛含有耐火物を連続鋳造用ノズルに適用した一実施例の縦断面図である。
【発明を実施するための形態】
【0012】
本発明では、耐火物の表面に金属コーティング層2を形成したことにより、耐火物表面が加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が向上する黒鉛含有耐火物1を実現した。
【実施例1】
【0013】
本発明の黒鉛含有耐火物を坩堝に適用した一実施例を用いて説明する。
この実施例の黒鉛含有耐火物1は、図1に示すように、上端に開口部3を有した有底筒状体であり、有底筒状の耐火物本体4の内外表面に金属コーティング層2を形成した黒鉛坩堝1である。以下、各構成について詳述する。
【0014】
黒鉛坩堝1は、黒鉛および耐火骨材にて成形されている。黒鉛は濡れにくく、アルミニウム、銅等の溶融金属と反応しにくく、耐溶損性に対して有効である。また、黒鉛は高熱伝導で低弾性であるため、対熱衝撃に対して有効である。
【0015】
耐火骨材としては、種々溶融金属またはスラグに対して耐食性を示す化学組成のもの、例えば、鋼・鋳鉄溶解に関してはアルミナ、マグネシア、ジルコニア、ジルコン、スピネルなどが好適であり、アルミニウムおよび銅合金の溶解に対しては炭化珪素、アルミナ、シリカなどが好適である。
【0016】
黒鉛坩堝1の成形方法としては、例えばロクロ成形、油圧成形、フリクション成形、静水圧成形などのいずれの方法によるものでもよい。
【0017】
黒鉛坩堝1は、平面視円形で下方に向かって縮径する有底筒状体に成形され、上端部には溶解するアルミや銅等を出し入れする開口部3を有している。
【0018】
黒鉛坩堝1の耐火物本体4の内外表面全面には金属コーティング層2が形成されている。この金属コーティング層2により、耐火物本体4の表面が空気と接触することが抑制され、耐火物本体4内の黒鉛が酸化雰囲気下から遮断されるため、耐火物本体4の表面に酸化層が形成されることが抑制される。また、酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがなく、熱伝導率が低下して次第に湯沸き時間が長くなることも防止できて一定時間でアルミ等を溶解できる。さらに、熱伝導率低下の原因ともなる酸化防止剤の耐火物本体4中への添加量も低減させることができる。
【0019】
そして、金属コーティング層2は、電気鍍金により銅を耐火物本体4の内外表面全面に付着させることによって形成されている。銅鍍金としては、硫酸銅鍍金、ピロリン酸(二りん酸)銅鍍金などが好適である。
【0020】
ただし、鍍金により耐火物本体4の表面に付着させる金属は銅に限定されるものではなく、例えばニッケル、クロム、モリブデン、タングステンなどでもよい。また、無電解鍍金に比して、電気鍍金による方がより剥離しない金属コーティング層を形成でき好ましい。さらに、この実施例の金属コーティング層2は鍍金にて形成されているが、これに限定されるものではなく、溶射や金属含有液を黒鉛坩堝内で沸騰させ開口部から蒸かせて外面をコーティングする方法などにより金属コーティング層が形成されていてもよい。さらに、この実施例の黒鉛坩堝1は、耐火物本体4の内外表面全面に金属コーティング層が形成されているが、部分的に金属コーティング層が形成されたものも本発明の範疇に包含される。
【0021】
つぎに、図2に示した本発明の黒鉛含有耐火物の他の実施例について説明する。
この実施例の黒鉛含有耐火物10は、ノズル本体11と、ノズル本体11内に設けられ溶鋼が流通するためのノズル内孔12と、ノズル本体11の上端に設けられた開口部13と、ノズル本体11の下部に対向して設けられた一対の吐出口14a,14bとを有し、ノズル本体11の内外表面には、金属コーティング層15が設けられた浸漬ノズル10である。以下、各構成について順次詳述する。
【0022】
浸漬ノズル10は、鋼などの金属の連続鋳造において、タンディッシュからモールドへの溶鋼の注入に使用される連続鋳造用ノズルである。なお、本願で言う連続鋳造用ノズルは浸漬ノズルに限定されるものではなく、連続鋳造に使用されるノズルを広く包含するものであり、例えば取鍋からタンディッシュへの溶鋼の注入に使用されるロングノズルなども含まれる。
【0023】
ノズル本体11は、黒鉛や有機樹脂等の炭素含有原料と様々な酸化物を組み合わせて形成した耐火物により構成されており、略円筒体で、その上部には開口部13を有し拡径した首部16が一体成形されている。
【0024】
ノズル本体11内には、溶鋼が流れるノズル内孔12がノズル本体11の上端から下部に渡って形成されている。ノズル内孔12は、上部において開口部13に連通しており、下部においては吐出口14a,14bに連通している。
【0025】
吐出口14a,14bはモールド内に溶鋼を流入させる開口であり、ノズル本体11の径方向に対向して(ノズル本体11の中心軸に対して対称の位置に)設けられている。
【0026】
そして、金属コーティング層15は、電気鍍金によりニッケルをノズル本体11の内外表面全面に付着させて形成されている。ニッケル鍍金としては、例えば光沢ニッケル鍍金などが好適である。
【0027】
ただし、鍍金によりノズル本体11の表面に付着させる金属はニッケルに限定されるものではなく、例えば銅、クロム、モリブデン、タングステンなどでもよい。また、無電解鍍金に比して、電気鍍金による方がより剥離しない金属コーティング層を形成でき好ましい。さらに、この実施例の金属コーティング層15は鍍金にて形成されているが、これに限定されるものではなく、溶射など他のコーティング方法により金属コーティング層が形成されていてもよい。さらに、この実施例の浸漬ノズル1は、ノズル本体11の内外表面全面に金属コーティング層15が形成されているが、部分的に金属コーティング層が形成されたものも本発明の範疇に包含される。
【0028】
このような金属コーティング層15がノズル本体11の表面に形成されていることにより、ノズル本体11の表面が空気と接触することが抑制され、ノズル本体4内の黒鉛が酸化雰囲気下から遮断されるため、ノズル本体11の表面に酸化層が形成されるのが抑制される。また、酸化防止剤が、加熱によって膨れ、凝集、剥がれ、または流出することがない。さらに、熱伝導率低下の原因ともなる酸化防止剤のノズル本体11への添加量も低減させることができると共に、鋳造時に溶損が発生することがより抑制された浸漬ノズルとなる。さらに、金属コーティング層15によって熱伝導率が高くなり、予熱時の割れが抑制される。
【符号の説明】
【0029】
1 黒鉛含有耐火物(黒鉛坩堝)
2 金属コーティング層
3 開口部
4 耐火物本体
10 黒鉛含有耐火物(浸漬ノズル)
11 ノズル本体
12 ノズル内孔
13 開口部
14a 吐出口
14b 吐出口
15 金属コーティング層
16 首部
【特許請求の範囲】
【請求項1】
耐火物の表面に金属コーティング層を形成したことを特徴とする黒鉛含有耐火物。
【請求項2】
前記金属コーティング層は、鍍金にて形成されている請求項1に記載の黒鉛含有耐火物。
【請求項3】
前記金属コーティング層は、銅またはニッケルを被覆することにより形成されている請求項1または2に記載の黒鉛含有耐火物。
【請求項4】
前記黒鉛含有耐火物は、坩堝である請求項1ないし3のいずれかに記載の黒鉛含有耐火物。
【請求項5】
前記黒鉛含有耐火物は、連続鋳造用ノズルである請求項1ないし3のいずれかに記載の黒鉛含有耐火物。
【請求項1】
耐火物の表面に金属コーティング層を形成したことを特徴とする黒鉛含有耐火物。
【請求項2】
前記金属コーティング層は、鍍金にて形成されている請求項1に記載の黒鉛含有耐火物。
【請求項3】
前記金属コーティング層は、銅またはニッケルを被覆することにより形成されている請求項1または2に記載の黒鉛含有耐火物。
【請求項4】
前記黒鉛含有耐火物は、坩堝である請求項1ないし3のいずれかに記載の黒鉛含有耐火物。
【請求項5】
前記黒鉛含有耐火物は、連続鋳造用ノズルである請求項1ないし3のいずれかに記載の黒鉛含有耐火物。
【図1】


【図2】
【図2】
【公開番号】特開2013−87970(P2013−87970A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−225828(P2011−225828)
【出願日】平成23年10月13日(2011.10.13)
【出願人】(000244176)明智セラミックス株式会社 (40)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月13日(2011.10.13)
【出願人】(000244176)明智セラミックス株式会社 (40)
【Fターム(参考)】
[ Back to top ]