
1つの不織ライナーおよび改善された靱性を有する石膏ボード
本発明は、不織ライナーおよび石膏コアを有する石膏ボードに関する。本発明の石膏ボードは高い破壊仕事を有し、使用時の高い耐酷使性を有する石膏ボード製品をもたらす。本発明の石膏ボードはまた、紙裏打ち石膏ボードより柔軟であり、より耐水性および耐火性であり、かつ、カビ増殖を促進する栄養物を含まない。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、その一面上がポリマー不織シート材料で上張りされた改善された石膏ベース基材であって、壁パネル、天井パネル、床板下敷ならびに屋内および屋外外装のような建築材料での使用に好適な石膏ベース基材に関する。
【背景技術】
【0002】
石膏ボードは伝統的に連続プロセスによって製造される。該プロセスでは、石膏スラリーが先ず硫酸カルシウム半水和物(または焼き石膏としても知られる)、水、および他の試剤を混合することによってメカニカルミキサーで生み出される。硬化促進剤(粉砕した石膏、硫酸カリウムのような)、硬化抑制剤(ジエチレントリアミン四酢酸のような)、減水剤(縮合ナフタレンスルホネートのような)、起泡剤(ラウリルアルコールエーテルスルフェートのような)、ライナー結合剤(デンプンのような)、抗燃焼剤(ホウ酸のような)、改善された物理的性質および耐火性のためのガラス繊維、火に対する反応性を改善するための他の試剤(粘土のような)、防水剤(ワックスまたはシリコーンのような)、または他の試剤として、これらの様々な添加剤が石膏スラリーに使用される。石膏スラリーは、各エッジがボード厚さに等しい高さの側壁とボードの一面に折り返された約1インチ幅のさらなるフラップとを作るためにエッジを折ることを容易にするためにミシン目をつけられたまたは折り目をつけられた紙シート上に置かれる。上方の連続的に続く紙シートは次に石膏スラリーの一面に置かれ、上方および下方シートのエッジは、トップおよび/またはボトムシートのエッジに糊を用いて互いに貼り合わされる。紙シートおよび石膏スラリーは、上張りまたはライナーとして知られる紙シートの間に挟まれた未硬化石膏の一体的に連続の平らなストリップを生み出すために、平行の上方および下方成形プレートまたはロールの間を通される。
【0003】
石膏ボードは、それらのすべてが参照により本明細書に援用される、デュポン(DuPont)に付与された、同時係属中の(特許文献1)、(特許文献2)、(特許文献3)だけでなく、(特許文献4)、(特許文献5)などの多数の特許の主題である。
【0004】
長年にわたって、高い靱性および耐酷使性は建物で使用するための石膏ベースのボードで望ましい特性であると認められてきた。高い靱性および耐酷使性は、本明細書では、高い初期弾性率、高い−中程度の初期弾性率に相当する高い曲げ強度、高い最大曲げ強度および高い破壊仕事の観点から特徴づけられる。高い靱性に加えて、酷使に耐えるためにおよび荷重下で幾らかの柔軟性を与えるために石膏ボードが耐摩耗性および押し込み抵抗を有することが望ましい。
【0005】
標準的な石膏ボードは、完成石膏ボードに適度な強度および塗装可能な表面を与えるセルロース系紙ライナーで製造される。しかしながら、石膏ボード用のライナーとしての紙の使用には幾つかの不利点がある。紙はカビおよびうどん粉病菌のための餌源としての機能を果たす。また紙は、紙が水漏洩または高湿度のために湿った状態になった時に特に弱くなり、そして石膏コアから直接にか多層シートの層間かのどちらかで層間剥離を被りやすい。また、紙ライナーが壁紙を除去している間に剥がれることも標準的な紙裏打ち石膏ボードでよく知られた問題であった。古い壁紙を除去するための最も一般的な技法は、ミシン目つけによって古い壁紙に穴をあけ、次に穴のあいた壁紙を水で湿らせて壁紙の下の糊をほぐすことであり、それは湿った紙ライナーをもたらし、それ故紙ライナーは、壁紙が除去される時に剥離を非常に受けやすくなる。
【0006】
さらに、標準的な紙裏打ち石膏ボードは、ある種の用途に必要とされるより低い破壊仕事および耐摩耗性を有する。応力−歪み曲線で、WTBはこの応力−歪みまたは破壊曲線の下の面積で表される。使用時に、紙上張り石膏ボードは一般に、高い耐摩耗性を達成するために、特殊ペイントまたは壁カバーのような別の材料でコートされる。より大きな耐久性のために、紙上張りボードはしばしば、出入りの多い場所で使用される場合硬いシートまたはプラスチックフィルムの壁紙でカバーされる。
【0007】
セルロース系紙以外のライナー付きの商業的に入手可能な石膏ボード製品が開発されてきており、一例はデンス−アーマー(商標)プラス(Dens−Armor(商標)Plus)インテリア壁板(ジョージア・パシフィック社、ジョージア州アトランタ(Georgia−Pacific,Inc.,Atlanta,Georgia)から入手可能な)である。デンス−アーマー(商標)プラスは、セルロース系紙ライナーの代わりにガラスマットを使用している。しかしながら、この製品は、比較的低いWTBおよび低いたわみを有し、それ故に脆い。さらに、デンス−アーマーTMプラスの表面は、インテリア用途向けの標準的なセルロース系紙裏打ち石膏ボードとは非常に異なる−例えば、それはペイントを同様にうまく受け入れない。インテリア壁での使用のためには、それが標準的な紙裏打ちボードのように塗装することができ、類似の外観を有するように標準的な紙裏打ち石膏ボードと類似の表面の石膏ボードを有することが望ましい。
【0008】
(特許文献5)は、通常の石膏ボード製品に見いだされる紙ライナーの代替物としてより強い、かつ、より耐久性の合成シート材料を記載している。該特許は、熱接合して水蒸気透過性のスパンボンド不織材料を形成することができる微細なプレキシフィラメント状フィブリル構造体を形成するためにポリエチレンを溶液フラッシュ紡糸することによって製造されたタイベック(Tyvek)(登録商標)シートの上張りで製造された石膏パネルを開示している。タイベック(登録商標)は、デラウェア州ウィルミントンのイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.du Pont de Nemours and Company of Wilmington,Delaware)(デュポン)の登録商標である。しかしながら、該特許に従って製造された石膏ボード製品は幾つかの欠点を有する。該製品は、ボード製造プロセス中にライナー材料と石膏スラリーとの間に不満足な接着接合を有することが分かった。さらに、タイベック(登録商標)ライナーは縦方向(MD)に紙と同じように強く、横方向(CD)にほとんど3倍強いが、ボード強度は、ライナーのMDに紙裏打ち標準石膏ボードのそれの約1/3に過ぎない。さらに、石膏ボードの表面はぴかぴか光り、ほとんどフィルムのように滑らかであり、それはタイベック(登録商標)シート表面の特性であり、かつ、石膏ボードにとって望ましい表面ではない。また、タイベック(登録商標)シートの融点は135℃でかなり低く、シートは100℃に近い温度で収縮し始める。これは、通常の石膏ボード製造プロセスで用いられる乾燥オーブンが100℃を優に上回る、通常150℃より上の温度で動作するので不利点である。
【0009】
湿った時にまたは高湿度環境でたるまないまたはその曲げ強度を有意に失わない石膏ボードを有することが望ましい。さらに、耐摩耗性および押し込み抵抗性の石膏ボードを有することもまた望ましい。ライナーとコアとの間に高い剥離強度を持った石膏ボードを有することもまた望ましい。ライナーと上を覆うカバーとの間に良好な剥離性を有することもまた望ましいであろう。
【0010】
カビ増殖のための栄養物としての機能を果たすであろう原料が実質的にない石膏ボードを有することもまた望まれる。通常の石膏ボードは、カビおよびうどん粉病菌のような真菌類のための餌を提供する有機質を含む。
【0011】
【特許文献1】米国特許出願第09/512,921号明細書
【特許文献2】米国特許出願第09/513,097号明細書
【特許文献3】米国特許出願第10/172,135号明細書
【特許文献4】米国特許第4,057,443号明細書
【特許文献5】カナダ国特許第1,189,434号明細書
【発明の開示】
【課題を解決するための手段】
【0012】
一実施形態では、本発明は、ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが石膏ボードの露出面を覆うための表ライナーであり、他方のシートが石膏ボードの非露出面を覆うための裏ライナーであり、ライナーの1つがポリマー不織シート材料であり、かつ、中心荷重がポリマー不織シート材料の反対側でボードにかけられて破壊仕事試験が行われる時にポリマー不織シート材料のMDの石膏ボードの破壊仕事が0.75インチの歪みで30ポンド−インチより大きい石膏ボードに関する。
【0013】
別の実施形態では、本発明は、ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが石膏ボードの露出面を覆うための表ライナーであり、他方のシートが石膏ボードの非露出面を覆うための裏ライナーであり、ライナーの1つがポリマー不織シート材料であり、かつ、中心荷重がポリマー不織シート材料の反対側でボードにかけられて破壊仕事試験が行われる時に、MDのボードの破壊仕事が0.75インチの歪みで60×Xポンド−インチ(ここで、Xはインチでのボートの厚さである)より大きい石膏ボードに関する。
【発明を実施するための最良の形態】
【0014】
本発明は、ボードの一面を裏打ちするポリマー不織シート材料のライナーを用いることによって製造される石膏ボード製品を記載する。屋内用途向けには、露出している、目に見える石膏ボードの面は一般に「表」面として知られる。石膏ボードの他方の面(また「反対側」とも言われる)は一般に「裏」面として知られる。この「裏」面は、壁の背後のスタッドおよび空洞(また「壁空洞」とも言われる)と接触している面である。
【0015】
一般に、係属中の米国特許出願第10/172,135号明細書に記載されているように良好な耐衝撃性のためには石膏ボードの表面および裏面の両方に不織ライナーを有することが望ましいが、不織ライナーは通常のセルロース系紙ライナーより高価である。その一面のみの上に不織ライナーを有する本発明の石膏ボードは幾つかの用途での使用で同等に許容でき、かつ、一般により手頃な価格であることが分かった。ボードの反対側は、本明細書に記載されるように、ガラス、紙などのようなある他の基材で裏打ちされる。
【0016】
不織シートは、石膏ボードの表面か裏面かのどちらかを裏打ちしてもよく、さらに本明細書で議論されるように、異なる製品特性をもたらす。特定の実施形態に依存して、ボード製品は、現在入手可能な通常のボードと比較される時にユニークな、改善された特性:高い破壊仕事(WTB);良好な初期弾性率、降伏強度およびピーク荷重;ならびに標準的な紙裏打ちボードと比べて、表面の装飾の前か後かのどちらかで、摩耗および押し込みによる酷使に対する良好な耐性を有する。
【0017】
次の製品特質:柔軟性、高い靱性、耐菌性、押し込み抵抗、紙のような表面および値ごろ感を与える石膏ボードを提供することが本発明の目的である。
【0018】
次の特質:摩耗および剥離に対する高い表面安定性、液体水および高湿度に対する耐性ならびに耐火性を与える石膏ボードを提供することは望ましいであろう。
【0019】
製品はまた、製品がカビ増殖を促進せず、耐カビ性構造体の構築を可能にするであろうようなやり方で製造することもできる。
【0020】
ポリマーライナーの一般的な疎水性のために、本ボードはまた、ボードが通常の紙裏打ち石膏ボードと比較される時に液体水または水蒸気の悪影響に対してはるかに耐性があるようなやり方で製造することもできる。本ボードはまた、ボードが改善された、耐火性および火に対する反応性を有するようなやり方で製造することもできる。
【0021】
本発明はまた、良好な湿式接合を促進するためにライナー表面の隣への石膏の緻密層の使用、および石膏コアへのライナーの良好な接合を促進する添加剤の使用を含む、本製品の製造方法も記載する。本発明は、不織ライナーおよびボードの高性能特性を提供するために必要とされるような装置のマイナーチェンジのみで、通常の石膏ボード機を用いて実施して広範囲の優れた製品を製造することができる。
【0022】
第1実施形態では、本発明は、一面上を不織布で裏打ちされた石膏ボード製品であって、良好な初期弾性率、降伏強度およびピーク荷重に加えて、中心荷重が不織布で裏打ちされた面と反対側でライナーにかけられてWTB試験が行われる時にボードが不織布の縦方向(MD)に高いWTBを有する製品に関する。本明細書では以下、特に記載のない限り、WTBは、中心荷重が不織布で裏打ちされた面と反対側でライナーにかけられて行われるであろう。「縦方向」(MD)とは、不織ライナーが製造される方向(シート形成機による移動の方向に平行な)を意味し、「横方向」(CD)とは、縦方向に垂直な方向を意味することが指摘されるべきである。不織ライナーのMDおよびCDは石膏ボードのMDおよびCDを同様に決定するであろうことがさらに指摘されるべきである。本発明の石膏ボード製品は、ボードがたったの約0.5インチの厚さを有する場合でさえ、0.75インチの歪みで30ポンドより大きい、好ましくは1.0インチの歪みで40ポンドより大きい不織ライナーのMDのWTBを示す。より好ましくは、本発明の石膏ボード製品のMDのWTBは式
WTB≧60×Xポンド−インチ
(ここで、Xはインチでのボードの厚さである)
で表すことができる。
【0023】
不織ライナーのCDの本発明の石膏ボードのWTBは、0.75インチの歪みで10ポンド−インチより大きく、好ましくは1.0インチの歪みで10ポンド−インチより大きい。
【0024】
本発明石膏ボードのMDの初期弾性率は、少なくとも40ポンドのピーク荷重で少なくとも500ポンド/インチである。ピーク荷重でのWTBは少なくとも30ポンド−インチである。
【0025】
本発明の石膏ボードは好ましくは、40ポンドより大きい曲げ応力で0.5インチの曲げ歪みにさらされた時でさえ、または1.0インチ歪みおよび45ポンド応力でさえ破壊しないであろう。本発明の石膏ボードをASTM C36により水中で2時間保持した直後に曲げ強度ピーク荷重が測定された時、石膏ボードはMD曲げ強度の75%未満の損失を示すに過ぎないことが予期されるであろう。本発明の石膏ボードは、3未満のMD曲げ強度ピーク荷重対CDピーク荷重の比を有する。
【0026】
本発明の石膏ボードは、石膏コアを包むライナーである2つのシートを含む。ライナーの1つは、熱的におよび/または化学的に接合された実質的に連続の溶融紡糸繊維、カード機に掛けられたおよび/またはエアレイドされたステープルファイバー・ウェブ、ニードルパンチされたステープルファイバー・ウェブ、水絡ませされた繊維状ウェブまたは他の不織構造体よりなることができる多孔性の繊維状ポリマー不織シートである。不織ライナーは、縮合−および/または付加−型モノマーに由来する繊維形成性ポリマーでできている。かかるポリマーには、ポリエチレン、ポリプロピレン、脂肪族もしくは芳香族ポリアミドまたはポリ(エチレンテレフタレート)(PET)が含まれる。好ましくは、不織ライナーは150℃より高い軟化点または融点を有するポリマーを含んでなる。かかるポリマーには、160℃の軟化点または融点を有するポリプロピレン、250℃の軟化点または融点を有するPETが含まれる。この理由は、乾燥オーブン温度が100℃よりはるかに高く、通常150℃より上であることである。150℃より低い軟化点または融点を有するシートでできたライナーは、本方法の乾燥工程中に溶融し、曲がりまたは収縮し得る。
【0027】
本発明での使用のための不織ライナーを形成する繊維は、染料、顔料、UVおよび熱安定剤ならびに抗菌剤のような添加剤を含むことができる。
【0028】
好ましくは、不織ライナーは、カード機に掛けられおよび/またはエアレイドされ、不織シートへ水で絡ませられ、次に乾燥および熱カレンダー掛け中に接合された単成分繊維と複合繊維との混合物である。シース−コア型複合繊維が不織ライナーに使用される場合、シースの融点は、全体シート構造体を熱接合するために、強度に貢献する繊維コアおよび任意の単成分繊維の融点より十分に低い。熱接合を提供する繊維は、複合繊維が好ましいが、低融点の単成分繊維であることができる。不織ライナーが単成分繊維と複合繊維との混合物を含んでなる場合、複合繊維の量は、ライナー布の重量の約10重量%〜50重量%、好ましくは約15重量%〜35重量%である。
【0029】
さらに、本発明で使用される不織ライナーは、特有の強度特性の新規石膏ボードを製造するために適切なレベルおよび適切なタイプの強度特性を有するべきである。不織ライナーは好ましくはMDおよびCDに紙と類似のストリップ引張強度を有する。さらに、本発明による不織ライナーは、荷重下に低い〜中程度のパーセント破断伸びを有するべきである。
【0030】
不織ライナーの引張強度は本発明のボードの改善された特性に貢献する。ストリップ引張強度は、MDに少なくとも35ポンド/インチ、好ましくは65ポンド/インチより上、CDに少なくとも12ポンド/インチ、好ましくは22ポンド/インチより上である。不織ライナーの、破壊点での変形の百分率である破断伸びは、MDに少なくとも100%未満、好ましくは50%未満、CDに少なくとも300%未満、好ましくは100%未満である。1ポンドの力でのライナーのパーセント伸びは、MDに少なくとも0.7%未満、好ましくは0.5%未満であり、CDに少なくとも3%未満、好ましくは1.5%未満である。3ポンドの力でのライナーのパーセント伸びは、MDに少なくとも1.5%未満、好ましくは0.7%未満であり、CDに少なくとも7.0%未満、好ましくは3.0%未満である。
【0031】
ライナーの不織シートは、既存の石膏ボード製造機で紙の置き換えを容易にするために、紙のように、シートが折られるおよびミシン目をつけられるのを可能にするのに十分なほど高い剛性を有する。これは、不織シートがボトムライナーとして使用され、その上に石膏スラリーが先ずボード形成プロセス中に置かれる場合に特に望ましい。
【0032】
石膏コアの不織シートと反対側面上のライナーは、幾つかのタイプのシート材料の任意のものであってもよい。それは、標準的な紙裏打ち壁板で使用されるようなセルロース系繊維の紙、ガラス繊維の布(連続または不連続の)、フィルム、織布、スクリム、またはそれらの幾つかの組合せであってもよい。
【0033】
良好な耐衝撃性が望まれる幾つかの用途向けには、本発明の石膏ボードは、ボードの裏面上を不織ライナーで裏打ちされる。このボードは住宅建築または商業建築での使用に好適である。
【0034】
改善された耐菌性が望まれる用途向けには、本発明の石膏ボードは、微生物増殖を促進する栄養物を実質的に含まないコアを含んでなる。「微生物」とは、真菌類、うどん粉病菌、および細菌をはじめとする、顕微鏡または超顕微鏡サイズの任意の生物を意味する。ボードの裏面、すなわち、高湿度および水分凝縮が使用中に存在するかもしれない壁空洞と接触した面上で耐菌性が望まれる用途向けには、本発明の石膏ボードは、微生物増殖を促進する栄養物を含まない不織ライナーを含む。さらなる耐菌性のためには、石膏ボードはそれ自体、微生物増殖を促進する栄養物を実質的に含まないものであってもよく、そのケースでは、ボードの各構成成分、ライナー、接着剤および石膏コアはそれぞれ、微生物増殖を促進する栄養物を実質的に含まない。
【0035】
ボードが表面の代わりにボードの裏面を不織ライナーで裏打ちされる(例えば、耐衝撃性を与えるために)本発明の実施形態では、ボードは、表面押し込み抵抗および仕上げまたは塗装の容易さを与えるために、石膏ボードをボードの裏面で裏打ちするために通常使用されるもののような厚いセルロース系紙を含んでもよい。使用される紙は場合により、微生物増殖のための栄養物含有率の低下に向けて特別に調合されてもおよび/または微生物増殖に対する抵抗性のための殺生剤で処理されてもよい。
【0036】
本発明の別の実施形態では、不織ライナーは石膏ボードの表面上に使用される。ボードの裏面は、ガラス繊維またはフィルムなどのライナーのような安上がりのライナーで裏打ちされてもよい。ガラスライナーは織であっても不織であってもよく、ガラス繊維は連続であっても不連続であってもよい。不織ライナーは通常のセルロース系紙と類似の表面を有するので、所望の表面仕上げは、下塗りおよび塗装前にASTM C840セクション22.6レベル3または4に従って目地材でジョイントおよびファスナーヘッドをカバーする工程のような通常の仕上げ工程によって達成できる。これは、その全表面一面への目地材(また「漆喰コンパウンド」または「マッド(mud)」としても知られる)の高価な塗布が回避できるので有利であろう。商業的に入手可能な目地材のほとんどが通常のセルロース系紙向けに調合されているので、標準的なセルロース系紙と比べて不織ライナーの表面テクスチャーの小さな差のために目地材調合でのちょっとした調節が役立つかもしれないことが指摘されるべきである。本発明の石膏ボードを使用すると、目地材を壁板と釘穴上方との間の継ぎ目に塗布することが必要であるに過ぎない。対照的に、GPギプサム(GP Gypsum)(ジョージア州アトランタのジョージア・パシフィック社(Georgia Pacific Corp.,Atlanta,Georgia)の子会社)製のデンスアーマー(商標)プラス(Dens−Armor(商標)Plus)は、ASTM C840セクション22.6レベル5調製、すなわち、一様な表面仕上げ、つまり、継ぎ目または釘ヘッドが見えない状況を達成するために、全表面一面への目地材の塗布を必要とする。不織ライナーの表面は、良好な塗装性を与えるために良好な表面湿潤性を有することが望ましい。
【0037】
本発明のこの実施形態では、不織ライナーの強度特性はボードの押し込み抵抗に影響を及ぼし、表ライナーの真下の石膏コアの硬度および圧縮強度もまた押し込み抵抗に貢献する。さらに、表面上での不織ライナーの使用は、ボードの表面の押し込み抵抗を改善するのを助ける。
【0038】
さらに、本発明のこの実施形態は、コア調合物の栄養物含有率を下げることおよび/またはコア中に殺生剤を含めることによって高度に耐カビ性にされてもよい。任意の接合テープだけでなく上述の目地材が実質的にカビ増殖などを促進するであろう栄養物を含まないこともまた望ましいであろう。接合テープは好ましくはボードライナー用に使用されるものと同じ不織材料でできている。
【0039】
石膏コアを包むライナーの両方とも、それらの間に石膏スラリーを依然として含みながらボード形成中にライナーを通って湿った石膏スラリーの幾らかの透過を可能にするために十分な気孔率および嵩(本明細書では単位基本重量当たりの厚さ×密度と定義される)を有するべきである。非常に密に充填された繊維を有するライナー構造体は石膏スラリーへの非常に不満足な湿潤接着性を有するであろうが、余りにも嵩高くオープンであるライナーは単位基本重量当たり所望の強度を有することができず、湿った石膏スラリーの完全な浸透が可能とされてしまう。
【0040】
本発明で使用される不織ライナーは、平均フロー孔径が5〜100マイクロメートル範囲、好ましくは7〜70マイクロメートル範囲にある多孔性シート材料である。平均フロー孔圧力は少なくとも3psi未満、好ましくは1psi未満である。不織ライナーは特有のレベルの本体を有する、すなわち、それは少なくとも20容量%、好ましくは50%より大きい空隙を含んでなり、その嵩は少なくとも1.25、好ましくは2より大きい。
【0041】
本発明の好ましい一実施形態によれば、不織ライナーは、ライナーの繊維間に形成された孔または空間によって特徴づけられる第1面を有し、その孔は、石膏がセットアップされた時に石膏コアとライナーとの間に強い機械的接合を形成するように石膏スラリーが孔に入って繊維と絡み合うようになるために十分なサイズのものである。孔サイズ、空隙率および嵩範囲の上記の組合せは、湿った硬化した石膏層が不織ライナーの繊維と絡み合うのを可能にし、石膏スラリーが不織ライナーを通って他方の面へ完全に透過することなしに、良好な湿潤接着性を提供する。
【0042】
本発明の石膏ボードでの使用のための不織ライナーは、石膏コアとの良好な湿潤接着性を持たなければならない。ライナーとコアとの間の湿潤接着性は、ライナー材料として使用されるシートの構造および組成によって部分的に、および石膏コアの組成によって部分的に決定される。湿潤接着性は、通常のボード製造方法の定型的な部分としてライナーと石膏コアとのアセンブリは裏返しにされるので、ボードの製造にとって特に重要である。良好な湿潤接着性は、アセンブリがボード製造方法のこの工程中に損なわれないように保つために決定的に重要である。
【0043】
ライナー強度を完成石膏ボード強度特性に転換するために不織ライナーと石膏コアとの間に良好な乾燥接着性を有することもまた重要である。ライナー構造内部へのスラリー浸透による機械的相互作用に加えて、ライナーと石膏コアとの間の化学結合もまた乾燥接着性を改善するのを助けると考えられる。
【0044】
湿った石膏スラリーと接触する不織ライナーの表面の繊維は、硬化および乾燥工程中に起こる石膏コアの膨潤、および次の収縮を可能にするために十分なマイクロ移動を有するように選ばれることが望ましい。
【0045】
石膏ボード製品の用途に依存して、異なる製品特性が望ましいかもしれず、それ故、異なる製品形状が用いられてもよい。例えば、屋内用途で部屋の内部に露出されたボード製品の表面が酷使に恐らく曝されるであろう場合、ボードが高い表面押し込み抵抗および耐摩耗性を有し、同時に紙ベースの石膏ボードと類似の滑らかさを有することが望ましい。これは、石膏ボードの表面を不織ライナーで裏打ちすることによって達成されてもよく、その場合、部屋の内部に露出されたライナー表面は紙と類似の滑らかさを有する。石膏コアに曝されるライナー表面は、湿潤および乾燥接着性を改善するために好ましくはより粗くてもよい。
【0046】
本発明の石膏ボードがインテリア用途向けを意図される場合、ライナーの露出面、すなわち、「外面」の外観は石膏ボードに一般に使用される紙ライナーのそれとできるだけ似ていることが好ましい。本発明の不織ライナーは外面の塗装時に好適な外観を与えるために普通の紙ライナーの表面に似ていることが好ましい。同様に、不織ライナーの外面は、壁紙の貼付けおよび除去を容易にするために普通の紙ライナーとできるだけ似ているべきである。
【0047】
紙のそれと類似の程度の滑らかさ(または粗さ)を不織ライナーに与えるために、不織ライナーを熱カレンダー掛けすることができる。熱カレンダー掛けはまたライナー強度特性を改善し、それは改善された石膏ボード強度特性、具体的には石膏ボード弾性率、降伏強度および高いWTBと共にピーク荷重をもたらす。熱カレンダー掛けに加えて、またはその代わりに、熱接合を、通気接合、赤外接合および熱風対流式オーブン中での熱接合のような様々な他の技法によって達成することができる。低融点の単成分繊維および/または複合繊維を含んでなるバインダー繊維もまた使用することができる。本方法は樹脂接合のような化学接合方法と組み合わせることができ、その場合バインダー成分(必要ならば架橋剤入りの)はスプレー、フォームなどのような様々な技法によってライナー本体に塗布され、それに乾燥および/または硬化工程が続く。バインダーは粉末形にあることができ、簡単に吹き付け塗りによって乾燥形で塗布することができる。
【0048】
好ましくは、本発明での使用のための繊維状不織シート材料は、石膏ボードが製造される時に石膏コアと接触する面である、その少なくとも1つの面上に顕微鏡的レベルでその表面から突き出た幾らかの繊維を有する。これは、繊維状不織シートを水絡ませ、エアジェット絡ませおよびニードルパンチングのような処理にかけることによって成し遂げることができる。粗い表面は湿潤および乾燥段階でライナー表面と石膏との間の相互作用を高めるであろうので、粗い、石膏スラリーと接触するライナー表面、すなわち、「内面」を有することは有益であり得る。
【0049】
不織ライナーを別のシート材料に接合して不織ライナーの改善された特性を追加接合層の追加の特性と組み合わせることもまた可能である。このように多層として使用することができる材料の例は、他の不織ライナー、織シート、スクリム、フィルム、フォイルなどである。上に議論したように、ライナーの通気性は石膏コアの乾燥に必要とされる。ライナーの通気性が不連続(高い、低いまたはゼロ通気性のライナーの区域)であることができる。さらに、石膏ボードの一面が低い通気性を有するまたは通気性を持たないこともできる。
【0050】
ライナー表面上の微細なエンボス模様は湿潤接着性に役立つが、エンボス模様は滑らかな紙のような表面以外の表面を生み出すであろうことが指摘されるべきである。石膏ボードが屋外用途に使用されることになっている場合、水が重力下で流出するのに十分なほどに大きいチャネルの模様でエンボス化された不織ライナーをボード中に含むことが望ましい。
【0051】
石膏コアは、不織ライナーの特性と連動して本発明の改善された石膏ボードを提供するために調合される。コアの化学組成物の性質はコアとライナーとの間の乾燥接合強度を高めることが分かった。
【0052】
本発明の石膏スラリー調合物中の主要原料は、焼き石膏(CaSO4半水和物)、細砕した石膏(CaSO4・2H2O)およびK2SO4のような促進剤、プレ混合フォームとして添加される起泡剤、ならびにバインダーであって、好ましくは非デンプン−ベースのバインダーであり、例えばポリビニルアルコール(PVA)またはラテックスである。ラテックスは、勿論、餌源をカビおよび他の真菌類に与えないタイプのものであろう。使用される非デンプン−ベースのバインダーは室温で水に不溶であり、乾燥するとライナーとコアとの間に高い乾燥接合強度を与えることが好ましい。ポリ酢酸ビニルのような他の非デンプン−ベースのバインダーもまた使用することができる。調合物はまた、乾燥するとバインダーを完全に水に不溶にするための架橋剤を含有することもできる。PVAはコアに溶液として加えられるが、例えば、硬化および乾燥工程中に溶解する粉末PVAを加えることによって、または溶液をライナー表面上に直接吹き付けることによってなど他のやり方で加えることができる。定番石膏ボード中にしばしば見いだされる減水剤または燃焼防止剤のような他の添加剤もまた、コア調合物を製造プロセスに適合させるために必要に応じ加えることができる。
【0053】
湿潤剤もまた、できるだけ多く個々の繊維間で石膏スラリーの湿潤および浸透を高めるために、スラリー中に使用することができ、またはライナー表面上へ直接塗布することができる。これらの湿潤剤には、水溶液の表面張力を下げるおよび疎水性固形分との接触角を低減することが知られている親水基および疎水基を持った合成化学物質が含まれ得る。石鹸および洗剤、または起泡剤のような広範囲の湿潤剤がこの機能を果たすであろう。好ましい湿潤剤はポリビニルアルコール(PVA)である。
【0054】
製品性能を改善するためにまたは製造プロセスを最適化するためにスラリーに他の原料を加えることもまた可能である。かかる原料の例は、耐火性を改善するためのガラス繊維および/または粘土、乾燥中のか焼を防ぐためのホウ酸などである。製品の必要条件の1つが耐菌性である場合、カビおよび他の真菌類に餌源を提供するデキストロース、膠またはデンプンのような添加剤は使用されるべきではない。
【0055】
屋外壁または屋内居住浴室壁向けのような用途について本発明の好ましい実施形態では、コアは、石膏ボードに耐水性を与えるために、防水剤、例えば、ワックスまたはシリコ−ンを含む。幾らかの用途についてさらに別の好ましい実施形態では、コアは、防水剤とガラス繊維または粘土のような耐火性を改善するための試剤との両方を含む。
【0056】
好ましくは、本発明のボードは、完成した石膏ボードの所望のエッジおよび表面硬度を達成するためにライナー直下で低下した空気間隙百分率の石膏の薄いより高密度層を有する。これは、その両方とも参照により本明細書に援用される、米国特許第1,953,589号明細書および同第5,718,797号明細書に記載されている「ローラーコーティング」として知られる方法によって達成することができる。ローラーコーティングでは、より高密度の石膏スラリーが先ずボトムライナー上に置かれ、次に普通のまたはより低密度の石膏スラリーがトップ上に注がれる。トップライナーはまた、より高密度の石膏スラリーの薄層でコートされる。その結果は、増加した硬度のような改善された特性をボードが有するように、外側ライナーの直下におよび各エッジに沿ってより高密度の石膏の薄層である。
【0057】
本発明の石膏ボード製品の主な便益の1つは、新規ボードがプロセス構築および装置のほんのささやかな変更付きで既存のボード製造ラインで製造できることである。プロセス構築および装置の変更は、最終石膏ボード製品のはるかに改善された物理的性質を提供するために必要とされる変更だけでなく、改善された石膏ボードライナーおよび石膏ボード製品を最良に活用するための製品および方法の最適化の結果である。
【0058】
試験方法
不織ライナーの特性の測定
ライナーのストリップ引張特性は、CRE(一定速度の伸長)インストロン引張試験機(Instron Tensile Tester)(マサチューセッツ州カントンのインストロン・コーポレーション(Instron Corporation of Canton,Massachusetts)から入手可能な)を用いてASTM(米国材料試験協会)5035に従って測定した。使用したサンプルサイズは1インチ×8インチであり、ゲージ長さは5インチであり、速度は2インチ毎分であった。測定した特性はピーク荷重(ポンド)、破断伸び(%)、1ポンド荷重での伸び(%)および3ポンド荷重での伸び(%)であった。
【0059】
ライナーについての孔データは、トップ〜ボトム・フローチャンバー付きPMI機(ニューヨーク州イサカのポーラス・マテリアルズ社(Porous Materials,Inc.of Ithaca,New York)によって製造される)で得た。2.5cm直径のサンプルホルダーを、サンプルの下の40メッシュ支持篩(0.25mmのワイヤ直径および0.375mmの篩の目)と共に用いた。使用した試験流体はシルウィック(Silwick)−20.1ダイン(PMIから入手可能な)であった。サンプルを試験流体中23mmHgの減圧レベル下に1分間で調製した。平均フロー孔径(マイクロメートル)および平均フロー孔圧力(psi)を測定し、報告した。
【0060】
嵩(単位なし)は次式:厚さ(ミル)/基本重量(オンス/ヤード2)×密度(g/cm3)×0.7493によって計算した。PETの密度は本明細書では1.38g/cm3であると仮定し、コポリ(エチレンテレフタレート)の密度は本明細書では1.35g/cm3であると仮定し、線状低密度ポリエチレン(LLDPE)の密度は本明細書では0.91〜0.95g/cm3であると仮定し、ナイロン6,6の密度は1.3g/cm3であると仮定した。
【0061】
基本重量(単位面積当たりの重量、オンス/ヤード2)はASTM D3776によって計算した。
【0062】
パーセント空隙(%)は次式に従って計算した。
(1−1/嵩)×100
【0063】
破壊特性を測定するための石膏ボードの製造方法
特定の石膏スラリー調合物および特定のライナーを用いる石膏ボードは下記のように製造した。用いる2タイプのボード製造手順があった:(1)ボトムライナーのローラーコーティング、および(2)ボトムライナーをローラーコーティングなしに製造されるボード。両ケースで、2片のライナー(14インチ長さおよび10インチ幅)を、2片を0.5インチ厚さのスペーサーで離して保持して、一端で金型中に固定した。金型は、金型の開口端が金型の閉端より1インチ高いように製作され、これはスラリーが金型の開口端から流れ出ることを防ぐのに役立った。金型のトップは当初オープンであり、いったんスラリーがボトムライナー上に注がれたら、トップライナーが適所で折られることを可能にした。エッジは、スラリーがボトムライナー上に注がれた時に、スラリーが広がり、トップライナーが設置されるように0.5インチ高さのものであり、10インチ幅、約12インチ長さおよび0.5インチ厚さのサンプルが調製された。各タイプのボード製造手順は次の通りである。
【0064】
ボトムライナーがローラーコートされることになる場合、焼き石膏/促進剤ブレンドをクィシナート・モデル(Cuisinart Model)CB−4Jブレンダー(クィシナート、ニュージャージー州イー.ウィンザー(Cuisinart,E.Windsor,New Jersey)によって製造された)中の水中へ30秒にわたって篩い分けし、混合物を高速で7秒間混合した。この時点で、50〜75mlの混合物を金型の一端に沿ってボトムライナーの裏面上に素早く注ぎ、10インチ幅こてを用いてライナーの表面の一面に混合物を広げた。こての4パスを行い、1mm未満のコーティング深さの良好な被覆域を与え、幾分過剰のスラリーを金型のトップ端中へ入れ、最終サンプルのためには使用しなかった。別々に、起泡剤溶液を、起泡剤コンセントレートの0.5重量%溶液を与えるためにセデパル(Cedepal)(登録商標)FA406(ステパン・ケミカルズ(Stepan Chemicals)から入手可能な)を水で希釈することによって調製した。必要とされる量の希釈される起泡剤溶液をハミルトン・ビーチ・モデル(Hamilton Beach Model)65250ミキサーのカップに入れ、ミキサーが高速で作動して起泡剤溶液を調製した。標準混合物については、合計150mlの希釈される起泡剤溶液のために、2つのミキサーを用い、各ミキサーにおける希釈される起泡剤溶液は75mlであった。幾つかのケースで混合物調合は異なる量の起泡剤溶液を必要とし、これは各例の説明で記載される。発泡ミキサーは焼き石膏スラリーの調製前にスタートさせ、起泡剤がボードサンプルを製造するために使用される前に約1分間混合されるように時間調節した。必要とされる時に、起泡剤をカップから石膏スラリーを含むブレンダー中へ注いだ。いったん起泡剤溶液を残りの焼き石膏/水混合物に加えたら、全焼き石膏/水/起泡剤溶液をもう一度高速でさらなる7秒間混合した。発泡混合物を次に、金型中の被覆ライナーのトップ上に注いだ。スラリーを、金型のトップの上方約1mmに保持されたストレート・エッジで取り除き、トップライナーを所定の位置に折り、次にライナーを第2のストレート・エッジの2パスで所定の位置にプレスした。全金型を、スラリーが特に流体である場合にスラリーが金型から流れ出るのを防ぐためにわずかな角度で傾けた。
【0065】
ボトムライナーがローラーコートされない場合、焼き石膏/促進剤ブレンドをクィシナート・モデル(Cuisinart Model)CB−4Jブレンダー中の水中へ30秒にわたって篩い分けし、混合物を遅い速度で4秒間混合した。混合中であった起泡剤溶液を次に残りの焼き石膏/水混合物に加え、全焼き石膏/水/起泡剤溶液をもう一度高速でさらなる10秒間混合した。発泡混合物を次に、金型中のボトムライナーのトップ上に注いだ。スラリーを、金型のトップの上方約1mmに保持されたストレート・エッジで取り除き、トップライナーを所定の位置に折り、次にライナーを第2のストレート・エッジの2パスで所定の位置にプレスした。全金型を、スラリーが特に流体である場合にスラリーが金型から流れ出るのを防ぐためにわずかな角度で傾けた。
【0066】
石膏スラリーを水和させた後(約20分)サンプルを注意深く金型から取り出した。サンプルを、8インチ寸法が金型のMDまたは14インチ・ライナー寸法にある状態で、8インチ×9インチに切り取った。
【0067】
残った8インチ×9インチ・サンプルを次に次の通り乾燥させた。
【0068】
標準乾燥方法
残った8インチ×9インチ・サンプルの露出コアを、2つの厚さの1インチ幅コットン粘着テープでエッジを包むことによってカバーした。サンプルを次に、遊離水の半分が除去されるまで475°Fの対流式オーブン中で乾燥させ、次にオーブンを、5〜10パーセントの遊離水分がサンプル中に残留するに過ぎなくなるまで225°Fにリセットした。90〜95%の遊離水が除去された後、温度を再び105°Fに下げてサンプルの乾燥を終えた。各サンプルは、サンプルが一貫した方法で乾燥されるが過剰乾燥されないことを確実にするために、最初の2つの乾燥工程によって個別に乾燥させた。
【0069】
低温乾燥方法(低融点ライナーのための)
残った8インチ×9インチ・サンプルの露出コアを、2つの厚さの1インチ幅コットン粘着テープでエッジを包むことによってカバーした。サンプルを次に、遊離水の半分が除去されるまで225°Fの対流式オーブン中で乾燥させ、次にオーブンを105°Fにリセットしてサンプルの乾燥を終えた。各サンプルは、サンプルが一貫した方法で乾燥されるが過剰乾燥されないことを確実にするために、最初の乾燥工程によって個別に乾燥させた。
【0070】
石膏スラリーを乾燥させた後、ボードの1インチ・ストリップを8インチ×9インチ・サンプルから注意深くカットして8インチ平方サンプルを残した。
【0071】
8インチ平方サンプルを、下記のように破壊強度を試験するための2つの4インチ×8インチ・サンプルを作製するために半分にカットした。サンプル調製に関してMDにかCDにかのどちらかでサンプルをカットすることが可能であったが、すべてのケースでサンプルを、サンプルの長い寸法がサンプル調製工程のMDであるようにカットした。
【0072】
石膏ボードの破壊特性の測定
石膏ボードサンプルは8インチ長さおよび4インチ幅であり、シンポ・モデル(Shimpo Model)FGS−250PVMプログラム可能な電動試験台(日本電産シンポ・アメリカ・コーポレーション、イリノイ州アイタスカ(Nidec−Shimpo America Corporation,Itasca,Illinois)によって製造された)で7インチ長さにわたって破壊された。ボードを、ボードの一面が7インチ長さにわたって2つの支持と接触して下向きで、他方の面が上向きの状態で試験台にセットする。上記のようにボード製造中に下向きであったボードの面はまた、ボード破壊中にボードの下向きの面である。ボードの上向きの面はボード破壊中に中心荷重で衝撃を与えられる。ボード破壊中に、ボードの下向きの面(中心荷重とは反対側)は主として引張力を受けるが、中心荷重と接触するボードの上向きの面は主として圧縮力を受ける。
【0073】
50ポンド・フォースゲージ(感度0.01ポンド、精度73°Fで0.02%プラス1/2ディジット)を接合試験のために用い、500ポンド・フォースゲージ(感度0.1ポンド、精度73°Fで0.02パーセントプラス1/2ディジット)を破壊試験測定のために用いた。クロスヘッド速度は1.9インチ毎分であり、測定値を0.2秒毎に採取した。ポンドでの力対秒での時間をこの一定のクロスヘッド速度で記録して破壊曲線とも言われる応力−歪み曲線を作成した。測定は2回行い、2つの破壊曲線(ポンドでの力または荷重対インチでのたわみ)のうちの最良の値を次の通り報告した。
【0074】
初期弾性率(ポンド/インチ)は、力対たわみ曲線の初期勾配として計算した。
【0075】
降伏強度(ポンド)は、破壊曲線の初期勾配の大きな減少に相当する力として計算した。
【0076】
歪み(インチ)は、上記のようなクロスヘッドの速度で乗じられた時間で計算されるようなボードのたわみである。
【0077】
ピーク荷重(ポンド)は、ボードの破壊中に記録された最大力である。
【0078】
破壊仕事(WTB)(ポンド−インチ)は、所与のたわみまでの破壊曲線の下の面積として計算する。
【0079】
ボード形成中のライナーと湿った石膏スラリーとの間の湿潤接着性強度は、次の通り評価した。所望の調合の石膏スラリーを先ず、すべての原料をウェアリング・ブレンダー(Waring Blender)中で10秒間混合することによって調製した。石膏スラリーを次に、ボトムに不織ライナー付きの0.5インチ高さの金型に注いだ。ライナーと湿ったスラリーとの間の湿潤接着性、または接着接合は、混合20分後にコアからライナーを引き離すことによって評価した。湿潤接着性は次の通り格付けした。
非常に良好−ライナーは石膏コアに密に接着している。
良好−ライナーは石膏コアによく接着している。
OK−ライナーは幾らかの努力で剥離する。
OK/不満足−ライナーは容易に剥離する。
不満足−ライナーは何の努力もせずに剥離する。
【0080】
石膏ボードを塗装性評価のために次の通り製造した。ボトムライナー14インチ長さおよび12.4インチ幅を18インチ長さおよび10インチ幅および約0.5インチ深さである金型中に固定した。金型の長いエッジの各面に沿って、サンプルの成形面に先細りを与えるためのスペーサーがあり、該スペーサーは、各エッジに沿って0.05インチ厚さであり、各エッジから2インチのところで0.03インチに先細りになっていて、結果として、ボードの中心の厚さが、各形成されたエッジから2.25インチの距離までにわたって0.5インチであり、各エッジから2インチの距離における厚さが0.47インチであり、および各エッジに沿った厚さが0.045インチであるボードサンプルをもたらすものである。ボトムライナーを各エッジから0.75インチおよび1.24インチの距離で折り目をつけて折り曲げて、ライナーを先細り部分を含む金型のボトム表面を越えて横たえ、金型の側面で0.5インチ折り上げ、残りの0.75インチ幅のフラップを金型の側面上部を越えて外側に折り返すようにした。一片の両面粘着テープをこれらフラップのボトム面に取り付けて、スラリーが金型へ注ぎ込まれ、エッジフラップがスラリーの上に折り重ねられた時に、粘着テープがボードサンプルの裏面を作るために使用されるライナー片と接触するようにした。裏ライナーを14インチ長さ×9.75インチ幅の寸法にカットした。両ライナー片を、スペーサーの使用によって0.5インチ離して、一端で金型中に保持した。金型は、金型の開口端が金型の閉端より1インチ高いように製作され、スラリーが金型の開口端から流れ出ることを防ぐのに役立った。金型のトップは最初開かれていて、いったんスラリーがボトムライナー上に注がれたら、ボトムライナーのエッジフラップおよびトップライナーを適所で折り曲げることができた。金型エッジは、スラリーがボトムライナー上に注がれた時、スラリーが広がり、そしてトップライナーが設置されるように0.5インチ高さのものであり、10インチ幅、0.5インチ厚さおよび12インチ長さのサンプルが作製された。
【0081】
ボード・スラリーは次の通り調製した。スラリー調合物は600gの焼き石膏(CaSO4・1/2H2O)、1gの細かい石膏(CaSO4・2H2O)、130gの4%エルバノール(Elvanol)(登録商標)71−30溶液、150gの0.5%起泡剤セデパル(登録商標)FA406溶液および245gの水であった。
【0082】
調合物を、2つのハミルトン・ビーチ・モデル65250ブレンダー(各ブレンダー中に75mlの溶液)を用いて高速で約60秒間発泡させた。ブレンドしながら、焼き石膏/促進剤ブレンドをクィシナート・モデル(Cuisinart Model)CB−4Jブレンダー中の水中へ30秒にわたって篩い分けし、混合物を高速で7秒間混合した。この時点で、50〜75mlの混合物を金型の一端に沿ってボトムライナーの裏面上に素早く注ぎ、10インチ幅こてを用いてライナーの表面の一面に混合物を広げた。こての4パスを行い、1mm未満のコーティング深さの良好な被覆域を与え、幾分過剰のスラリーを金型のトップ端中へ入れ、最終サンプルのためには使用しなかった。混合中であった起泡剤溶液を次に残りの焼き石膏/水混合物に加え、全焼き石膏/水/起泡剤溶液をもう一度高速でさらなる7秒間混合した。発泡混合物を次に、金型中の被覆ライナーのトップ上に注いだ。スラリーを、金型のトップの上方約1mmに保持されたストレート・エッジで取り除き、ボトムライナーのフラップをスラリーの一面に折り重ね、トップライナーを所定の位置に折り重ね、第2のストレート・エッジの4パスで両面粘着テープストリップ上へプレスした。上記のように、全金型を、スラリーが特に流体である場合にスラリーが金型から流れ出るのを防ぐためにわずかな角度で傾けた。石膏スラリーを水和させた後(約20分)サンプルを注意深く金型から取り出し、10インチ長さ×10インチ幅に切り取った。残った10インチ×10インチ・サンプルの露出コアを、1インチ幅コットン粘着テープの2層でエッジを包むことによってカバーした。サンプルを次に、遊離水の半分が除去されるまで475°Fの対流式オーブン中で乾燥させ、次にオーブンを、5〜10パーセントの遊離水分がサンプル中に残留するに過ぎなくなるまで225°Fにリセットした。90〜95%の遊離水が除去された後、温度を再び105°Fに下げてサンプルの乾燥を終えた。各サンプルは、サンプルが一貫した方法で乾燥されるが過剰乾燥されないことを確実にするために、最初の2つの乾燥工程によって個別に乾燥させた。
【0083】
いったん乾燥したら、サンプルをボードの中央で切断してボードの各半分が仕上げ用の合板基材上に先細りエッジ−先細りエッジで取り付けられるのを可能にした。10インチ長さのボードを、スクリューが互いに6インチ、ボードのエッジから0.5インチの間隔を置いて配置されている2つのドライウォールスクリューを各片につき用いて0.5インチ厚さの合板に取り付けた。CGCギプサム(カナダ国トロント(Toronto,Canada))製の商業的に入手可能な目地セメント、いつでも使用できる全目的ドライウォールコンパウンド(Ready to Use All Purpose Drywall Compound)を、通常の紙ドライウォールテープ(CGCギプサム・ドライウォールテープ(CGC Gypsum Drywall Tape))と共に使用した。用いた仕上げ技術は、石膏協会(Gypsum Association)(米国およびカナダ国の石膏業界を代表する産業団体)の刊行物番号GA−214−96「石膏ボード仕上げの推奨レベル(Recommended Levels of Gypsum Board Finish)」に記載されているようなレベル4仕上げ技術であった。この技術によれば、テープは、目地材の2つの別個のコートが最初のコートの後に付けられて、目地材の中に埋め込まれる。目地材を乾燥させ、次に艶消しペイント仕上げの2コートで塗装する前にプライマーでコートした。表面を各コートの間に軽く紙やすりで磨いた。両ラテックス−およびオイル−ベースのプライマー/ペイントシステムを評価した(グリッデン・マキシマム・ハイド・インテリアPVAラテックス・プライマー48180ホワイト(Glidden Maximum Hide Interior PVA Latex Primer 48180 White)、少し灰色がかった白色に色合いを付けられたグリッデン・マキシマム・ハイド・インテリア・ラテックス・フラット48100ホワイト(Glidden Maximum Hide Interior PVA Latex Flat 48100 White)、CILデュラックス・オイル・ベースのプライマー・アンダーコート(CIL Dulux Oil Based Primer Undercoat)1628および少し灰色がかった白色に色合いを付けられたCILデュラックス・スーパー・アルキド・インテリア・ペイント・ベルベット・フラット3677ホワイト(CIL Dulux Super Alkyd Interior Paint Velvet Flat 3677 White))。
【0084】
表面押し込み抵抗は次の通り測定した。4インチ×4インチ石膏壁板サンプルをカットした。サンプルを、2ポンド「ストライカー」付きガードナー衝撃試験機(Gardner Impact Tester)#IG 1120(ポール・エヌ.ガードナー・カンパニー社、フロリダ州ポンパノ・ビーチ(Paul N.Gardner Company,Inc.,Pompano Beach,Florida)から入手可能な)の支持プレート上に、ストライカーの下方にボードの表面を上向きにして置いた。支持プレートは、衝撃中ボード材料変位ための余地をボードの裏面上に作るリング形状を有する。ストライカーは衝撃試験機の支柱を80インチ−ポンド・マーク(すなわち、2ポンド重りについては40インチ上方)まで上げられ、解き放されて、それを落下させ、サンプル表面中へ貫入させる。ストライカーを次にサンプルから取り除き、サンプルを支持プレートから取り外す。
【0085】
支持スタンドに取り付けられたELE0.01mm感度機械マイクロメートル距離計(ELEインターナショナル社、英国ベッドフォードシャー州(ELE International Ltd.,Bedfordshire,England)から入手可能な)であって、丸い測定先端と両方とも中実で平らである適切な高さのベース台とを有する距離計を用いて、非衝撃区域のボードの高さ(初期高さ)および衝撃マークの中心の最低区域でのボードの高さ(最終高さ)を測定する。表面押し込みは、初期高さと最終高さとの差として計算し、インチで報告する。
【0086】
すべてのケースで、石膏ボードサンプルの製造および試験は、生産工程中の重大な時点で、商業生産ラインで製造される石膏ボードの物理的状態をシミュレートするために行った。
【実施例】
【0087】
次の実施例では、破壊特性を、不織ライナーがボード破壊の間に引張力を受けるように、その上に中心荷重がかけられる面と反対側のボード面上の不織ライナーで試験した。
【0088】
石膏ボード強度特性を、BPBウェストロック(BPB Westroc)(英国のBPB株式公開会社の子会社)製の標準紙裏打ち石膏ボード、GPギプサム(GP Gypsum)(ジョージア州アトランタのジョージア・パシフィック社(Georgia Pacific Corp.,Atlanta,Georgia)の子会社)製の商業的に入手可能なガラス繊維裏打ちデンス−アーマー(商標)プラス(Dens−Armor(商標)Plus)、BPBウェストロック(英国のBPB株式公開会社の子会社)製の耐火性石膏ボード(一般に「タイプX(Type X)」として知られる)およびCGC(イリノイ州シカゴのUSG社(USG Corp.,Chicago,Illinois)の子会社)製の耐酷使性/耐火性石膏ボードと比較する。石膏ボード強度特性もまた、両面をポリマー不織シート材料で裏打ちされた石膏ボードと比較する。先行技術を越える改善もまた、本発明による新規な石膏ボードをカナダ国特許第1,189,434号明細書に与えられたボード製造手順によってフラッシュ紡糸したスパンボンド・ポリオレフィン製品タイベック(登録商標)(デュポンから入手可能な)で製造したボードと比較することによって例示する。
【0089】
特に明記しない限り、次の例で報告される強度特性はすべて、ボードおよびライナーのMDについてである。
【0090】
比較例1
石膏ボード製品を、表ライナーおよび裏ライナーの両方として不織シート材料を使用して製造した。不織シート材料は、単成分および複合ポリ(エチレンテレフタレート)(PET)繊維(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(デュポン)、デラウェア州ウィルミントンから入手可能な)の混合物をベースとした。不織シート材料は、残りが単成分PET繊維で、180℃の融点を有するPETシースと、250℃の融点を有する高融点PETコアとを有する20重量%複合繊維を含んだ。複合繊維はフィラメント当たり3.0デニールであり、0.75インチのカット長さを有した。単成分PET繊維はフィラメント当たり1.35デニールであり、0.85インチのカット長さを有した。繊維混合物を先ずカード機に掛け、エアレイドした。カード機に掛け/エアレイドしたウェブを次に水絡ませし、乾燥させた。材料を次に、表1に示すような、厚さ、嵩および孔サイズに熱カレンダー掛けした。MDの基本重量当たりのストリップ引張強度ならびにMDおよびCDの両方の低荷重下での伸びを表2に示す。
【0091】
比較例1のライナーを先ず次の通り湿潤接着性について試験した。石膏スラリーを先ず、次の原料:600gの焼き石膏CaSO4・1/2H2O、1gの細かい石膏CaSO4・2H2O、130gの4%エルバノール(登録商標)71−30、500gの水をウェアリング・ブレンダー(Waring Blender)中で10秒間混合することによって調製した。石膏スラリーを次に、ボトムに不織ライナー付きの0.5インチ高さの金型に注いた。ライナーと湿ったスラリーとの間の湿潤接着性、または接着接合を、試験方法に記載したようにスラリーを混合した20分後にライナーをコアから引き離すことによって評価した。観察された湿潤接着性をOKと格付けされた。商業ボード形成プロセス中における圧力はこの実験室試験中に観察されるスラリーの0.5インチヘッド圧よりはるかに高いことが指摘され、それ故、商業プロセスで得られる湿潤接着性ははるかにより高いと予期される。
【0092】
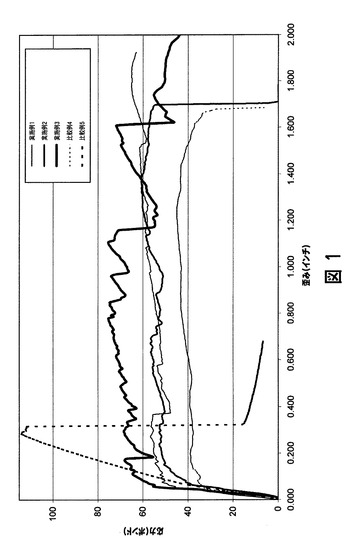
石膏試験ボードを次に、試験方法セクションに記載した手順に従って製造した。本実施例用の石膏スラリー調合物は次の通りであった:600gの焼き石膏(CaSO4・1/2H2O)、1gの細かい石膏(CaSO4・2H2O)、1gのK2SO4、130gの4%エルバノール(登録商標)71−30溶液、245gの水および試験方法に記載したような150mlのセデパル(登録商標)FA406起泡剤の5%溶液。比較例1のライナーを試験ボードの両面に使用した。乾燥ボードを次に、試験方法セクションに記載した手順に従って強度について試験した。ボード破壊曲線を図1に示し、また数値を表3に示す。
【0093】
発明実施例2
実施例2のボードを、表ライナーをエルク・プレミアム・ビルディング・プロダクツ社、テキサス州エニス(Elk Premium Building Products,Inc.,Ennis Texas)から入手可能な、ガラスライナーELK Kタイプで置き換えて比較例1に従って製造した。乾燥ボードを、試験方法セクションに記載した手順に従って強度について試験した。比較例1に記載したような不織シート材料は中心荷重がかけられる面と反対側の石膏ボードの面を裏打ちしていたことが指摘される。かけられた荷重の力に応じて、不織ライナーはボード破壊試験の間は張力下にあった。石膏ボードのガラス裏打ち面は中心荷重と接触していた。ボード破壊曲線を図1に示し、また数値を表3に示す。
【0094】
発明実施例3
実施例3のボードを、表ライナーをセルロース系紙で置き換えて比較例1に従って製造した。乾燥ボードを、試験方法セクションに記載した手順に従って強度について試験した。比較例1に記載したような不織シート材料は中心荷重がかけられる面と反対側の石膏ボードの面を裏打ちしていたことが指摘される。かけられた荷重の力に応じて、不織ライナーはボード破壊試験の間は張力下にあった。石膏ボードの紙面は中心荷重と接触していた。ボード破壊曲線を図1に示し、また数値を表3に示す。
【0095】
比較例4
比較例4の石膏ボードを、カナダ国特許第1,189,434号明細書に従って製造した。ライナーは、デュポンによって製造される、タイベック(登録商標)1085Dとして商業的に知られる、フラッシュ紡糸したスパンボンド・ポリオレフィンシートであった。ライナーの厚さ、嵩、孔サイズおよび他の特性を表1に示す。コア調合物は、600gの焼き石膏(CaSO4・1/2H2O)、0.433gの細かい石膏(CaSO4・2H2O)、4.35gのデンプン(ADM、カナダ国モントリオール(ADM,Montreal,Canada)製のフルイデックッス(Fluidex)(登録商標)50)、1.39gの紙パルプ、0.31gのダイサル(Disal)(登録商標)粉末分散剤(ハンディ・ケミカルズ、カナダ国カンディアク(Handy Chemicals,Candiac,Canada)製)、150gの0.5%起泡剤セデパル(登録商標)FA406溶液、316gの水であった。比較例4を、カナダ国特許第1,189,434号明細書に記載されているように239°F(116℃)で1時間、次に103°F(40℃)で一晩乾燥させた。表2に示されるように、タイベック(登録商標)1085DのMDおよびCD両方の強度特性は紙のMD強度特性と同等である。しかしながら、表3に示されるように、カナダ国特許第1,189,434号明細書に与えられるようなライナーおよびコア調合物によって製造したボードの弾性率、ピーク荷重およびWTBは非常に低い(比較例4)。ボード破壊曲線を図1に示す。
【0096】
比較例5〜7
比較例5〜7は、商業的に入手可能な石膏ボード製品、デンス−アーマー(登録商標)プラス(Dens−Armor(登録商標)Plus)室内壁板(ジョージア・パシフィック・コーポレーション、ジョージア州アトランタ(Georgia−Pacific,Inc.,Atlanta,Georgia)から入手可能な)(比較例5)、0.5インチ厚さの紙裏打ち定番石膏ボード(比較例6)およびタイプXボード(BPBウェストロック、カナダ国ミシサーガ(BPB Westroc,Mississauga,Canada)から入手可能な)(比較例7)の破壊特性に関連する。これらの商業的に入手可能な製品についての破壊データを表3に示す。比較例5についてのボード破壊曲線を図1に示す。
【0097】
比較例8
比較例8は、CGC(USGの子会社)製の商業的に入手可能な耐火性および耐酷使性の石膏ボードであった。この最後の製品は本質的に、耐酷使性および耐火性の両方を与えるであろうレベルでコア中にガラス繊維が入った重量セルロース系紙被覆ボードである。
【0098】
【表1】
【0099】
【表2】
【0100】
【表3】
【0101】
押し込み抵抗
不織ライナーで裏打ちされた比較例1および実施例2〜3の試験ボードのボトム面を、試験方法セクションに記載する手順に従って、表面押し込み抵抗について試験した。石膏ボードの不織布裏打ち面(ボード製造プロセスの中に下を向いている面)を80インチ−ポンド衝撃荷重にさらした。押し込みデータは次の通りである。
【0102】
【表4】
【0103】
塗装性評価
比較例1のボードを、試験方法セクションに記載した手順に従って石膏ボード仕上げレベルについて試験した。
【0104】
比較例1と類似の石膏ボードを、下記の代わりの不織ライナーを用いて製造した。
【0105】
代わりの不織ライナー用のベース基材(カレンダー掛けされていない)は、サウスカロライナ州ノース・チャールストンのポリマー・グループ社(Polymer Group,Inc.of North Charleston,South Carolina)(PGI)によって提供された。不織ライナー材料は、標準および複合PET繊維の混合物をベースとした。不織シート材料は、残りが標準(単成分)PET繊維で、高融点PETコア(250℃の融点)と共に低融点PETシース(180℃の融点)を有する15重量%の複合繊維を含んだ。複合繊維のデニールは3であり、標準PET繊維のそれは1.2であった。繊維混合物を先ずカード機に掛け、エアレイドした。カード機に掛け/エアレイドしたウェブを次に水絡ませし、乾燥させた。材料を次に、所望の厚さ、嵩および孔サイズに熱カレンダー掛けした。不織ライナー材料は3.7オンス/ヤード2の基本重量、8.6ミルの厚さ、2.4t/BW×密度の嵩、58%のパーセント空隙率、0.83psiの平均フロー孔圧力および10.2ミクロンの平均フロー孔径を有した。
【0106】
材料は滑らかな紙のような表面を有した。両ボードを塗装し、目視により検査した。中央に継ぎ目を有する塗装ボードは、継ぎ目を含めて全ボード表面にわたって通常の紙裏打ち石膏壁板と類似の一様な外観を有し、その結果、継ぎ目は目に見えなかった。
【図面の簡単な説明】
【0107】
【図1】増加するレベルの力(力単位で測定される)がかけられるにつれて様々な石膏ボードサンプルの変形(距離単位で測定される)を例示する応力−歪み曲線を示す。
【技術分野】
【0001】
本発明は、その一面上がポリマー不織シート材料で上張りされた改善された石膏ベース基材であって、壁パネル、天井パネル、床板下敷ならびに屋内および屋外外装のような建築材料での使用に好適な石膏ベース基材に関する。
【背景技術】
【0002】
石膏ボードは伝統的に連続プロセスによって製造される。該プロセスでは、石膏スラリーが先ず硫酸カルシウム半水和物(または焼き石膏としても知られる)、水、および他の試剤を混合することによってメカニカルミキサーで生み出される。硬化促進剤(粉砕した石膏、硫酸カリウムのような)、硬化抑制剤(ジエチレントリアミン四酢酸のような)、減水剤(縮合ナフタレンスルホネートのような)、起泡剤(ラウリルアルコールエーテルスルフェートのような)、ライナー結合剤(デンプンのような)、抗燃焼剤(ホウ酸のような)、改善された物理的性質および耐火性のためのガラス繊維、火に対する反応性を改善するための他の試剤(粘土のような)、防水剤(ワックスまたはシリコーンのような)、または他の試剤として、これらの様々な添加剤が石膏スラリーに使用される。石膏スラリーは、各エッジがボード厚さに等しい高さの側壁とボードの一面に折り返された約1インチ幅のさらなるフラップとを作るためにエッジを折ることを容易にするためにミシン目をつけられたまたは折り目をつけられた紙シート上に置かれる。上方の連続的に続く紙シートは次に石膏スラリーの一面に置かれ、上方および下方シートのエッジは、トップおよび/またはボトムシートのエッジに糊を用いて互いに貼り合わされる。紙シートおよび石膏スラリーは、上張りまたはライナーとして知られる紙シートの間に挟まれた未硬化石膏の一体的に連続の平らなストリップを生み出すために、平行の上方および下方成形プレートまたはロールの間を通される。
【0003】
石膏ボードは、それらのすべてが参照により本明細書に援用される、デュポン(DuPont)に付与された、同時係属中の(特許文献1)、(特許文献2)、(特許文献3)だけでなく、(特許文献4)、(特許文献5)などの多数の特許の主題である。
【0004】
長年にわたって、高い靱性および耐酷使性は建物で使用するための石膏ベースのボードで望ましい特性であると認められてきた。高い靱性および耐酷使性は、本明細書では、高い初期弾性率、高い−中程度の初期弾性率に相当する高い曲げ強度、高い最大曲げ強度および高い破壊仕事の観点から特徴づけられる。高い靱性に加えて、酷使に耐えるためにおよび荷重下で幾らかの柔軟性を与えるために石膏ボードが耐摩耗性および押し込み抵抗を有することが望ましい。
【0005】
標準的な石膏ボードは、完成石膏ボードに適度な強度および塗装可能な表面を与えるセルロース系紙ライナーで製造される。しかしながら、石膏ボード用のライナーとしての紙の使用には幾つかの不利点がある。紙はカビおよびうどん粉病菌のための餌源としての機能を果たす。また紙は、紙が水漏洩または高湿度のために湿った状態になった時に特に弱くなり、そして石膏コアから直接にか多層シートの層間かのどちらかで層間剥離を被りやすい。また、紙ライナーが壁紙を除去している間に剥がれることも標準的な紙裏打ち石膏ボードでよく知られた問題であった。古い壁紙を除去するための最も一般的な技法は、ミシン目つけによって古い壁紙に穴をあけ、次に穴のあいた壁紙を水で湿らせて壁紙の下の糊をほぐすことであり、それは湿った紙ライナーをもたらし、それ故紙ライナーは、壁紙が除去される時に剥離を非常に受けやすくなる。
【0006】
さらに、標準的な紙裏打ち石膏ボードは、ある種の用途に必要とされるより低い破壊仕事および耐摩耗性を有する。応力−歪み曲線で、WTBはこの応力−歪みまたは破壊曲線の下の面積で表される。使用時に、紙上張り石膏ボードは一般に、高い耐摩耗性を達成するために、特殊ペイントまたは壁カバーのような別の材料でコートされる。より大きな耐久性のために、紙上張りボードはしばしば、出入りの多い場所で使用される場合硬いシートまたはプラスチックフィルムの壁紙でカバーされる。
【0007】
セルロース系紙以外のライナー付きの商業的に入手可能な石膏ボード製品が開発されてきており、一例はデンス−アーマー(商標)プラス(Dens−Armor(商標)Plus)インテリア壁板(ジョージア・パシフィック社、ジョージア州アトランタ(Georgia−Pacific,Inc.,Atlanta,Georgia)から入手可能な)である。デンス−アーマー(商標)プラスは、セルロース系紙ライナーの代わりにガラスマットを使用している。しかしながら、この製品は、比較的低いWTBおよび低いたわみを有し、それ故に脆い。さらに、デンス−アーマーTMプラスの表面は、インテリア用途向けの標準的なセルロース系紙裏打ち石膏ボードとは非常に異なる−例えば、それはペイントを同様にうまく受け入れない。インテリア壁での使用のためには、それが標準的な紙裏打ちボードのように塗装することができ、類似の外観を有するように標準的な紙裏打ち石膏ボードと類似の表面の石膏ボードを有することが望ましい。
【0008】
(特許文献5)は、通常の石膏ボード製品に見いだされる紙ライナーの代替物としてより強い、かつ、より耐久性の合成シート材料を記載している。該特許は、熱接合して水蒸気透過性のスパンボンド不織材料を形成することができる微細なプレキシフィラメント状フィブリル構造体を形成するためにポリエチレンを溶液フラッシュ紡糸することによって製造されたタイベック(Tyvek)(登録商標)シートの上張りで製造された石膏パネルを開示している。タイベック(登録商標)は、デラウェア州ウィルミントンのイー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(E.I.du Pont de Nemours and Company of Wilmington,Delaware)(デュポン)の登録商標である。しかしながら、該特許に従って製造された石膏ボード製品は幾つかの欠点を有する。該製品は、ボード製造プロセス中にライナー材料と石膏スラリーとの間に不満足な接着接合を有することが分かった。さらに、タイベック(登録商標)ライナーは縦方向(MD)に紙と同じように強く、横方向(CD)にほとんど3倍強いが、ボード強度は、ライナーのMDに紙裏打ち標準石膏ボードのそれの約1/3に過ぎない。さらに、石膏ボードの表面はぴかぴか光り、ほとんどフィルムのように滑らかであり、それはタイベック(登録商標)シート表面の特性であり、かつ、石膏ボードにとって望ましい表面ではない。また、タイベック(登録商標)シートの融点は135℃でかなり低く、シートは100℃に近い温度で収縮し始める。これは、通常の石膏ボード製造プロセスで用いられる乾燥オーブンが100℃を優に上回る、通常150℃より上の温度で動作するので不利点である。
【0009】
湿った時にまたは高湿度環境でたるまないまたはその曲げ強度を有意に失わない石膏ボードを有することが望ましい。さらに、耐摩耗性および押し込み抵抗性の石膏ボードを有することもまた望ましい。ライナーとコアとの間に高い剥離強度を持った石膏ボードを有することもまた望ましい。ライナーと上を覆うカバーとの間に良好な剥離性を有することもまた望ましいであろう。
【0010】
カビ増殖のための栄養物としての機能を果たすであろう原料が実質的にない石膏ボードを有することもまた望まれる。通常の石膏ボードは、カビおよびうどん粉病菌のような真菌類のための餌を提供する有機質を含む。
【0011】
【特許文献1】米国特許出願第09/512,921号明細書
【特許文献2】米国特許出願第09/513,097号明細書
【特許文献3】米国特許出願第10/172,135号明細書
【特許文献4】米国特許第4,057,443号明細書
【特許文献5】カナダ国特許第1,189,434号明細書
【発明の開示】
【課題を解決するための手段】
【0012】
一実施形態では、本発明は、ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが石膏ボードの露出面を覆うための表ライナーであり、他方のシートが石膏ボードの非露出面を覆うための裏ライナーであり、ライナーの1つがポリマー不織シート材料であり、かつ、中心荷重がポリマー不織シート材料の反対側でボードにかけられて破壊仕事試験が行われる時にポリマー不織シート材料のMDの石膏ボードの破壊仕事が0.75インチの歪みで30ポンド−インチより大きい石膏ボードに関する。
【0013】
別の実施形態では、本発明は、ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが石膏ボードの露出面を覆うための表ライナーであり、他方のシートが石膏ボードの非露出面を覆うための裏ライナーであり、ライナーの1つがポリマー不織シート材料であり、かつ、中心荷重がポリマー不織シート材料の反対側でボードにかけられて破壊仕事試験が行われる時に、MDのボードの破壊仕事が0.75インチの歪みで60×Xポンド−インチ(ここで、Xはインチでのボートの厚さである)より大きい石膏ボードに関する。
【発明を実施するための最良の形態】
【0014】
本発明は、ボードの一面を裏打ちするポリマー不織シート材料のライナーを用いることによって製造される石膏ボード製品を記載する。屋内用途向けには、露出している、目に見える石膏ボードの面は一般に「表」面として知られる。石膏ボードの他方の面(また「反対側」とも言われる)は一般に「裏」面として知られる。この「裏」面は、壁の背後のスタッドおよび空洞(また「壁空洞」とも言われる)と接触している面である。
【0015】
一般に、係属中の米国特許出願第10/172,135号明細書に記載されているように良好な耐衝撃性のためには石膏ボードの表面および裏面の両方に不織ライナーを有することが望ましいが、不織ライナーは通常のセルロース系紙ライナーより高価である。その一面のみの上に不織ライナーを有する本発明の石膏ボードは幾つかの用途での使用で同等に許容でき、かつ、一般により手頃な価格であることが分かった。ボードの反対側は、本明細書に記載されるように、ガラス、紙などのようなある他の基材で裏打ちされる。
【0016】
不織シートは、石膏ボードの表面か裏面かのどちらかを裏打ちしてもよく、さらに本明細書で議論されるように、異なる製品特性をもたらす。特定の実施形態に依存して、ボード製品は、現在入手可能な通常のボードと比較される時にユニークな、改善された特性:高い破壊仕事(WTB);良好な初期弾性率、降伏強度およびピーク荷重;ならびに標準的な紙裏打ちボードと比べて、表面の装飾の前か後かのどちらかで、摩耗および押し込みによる酷使に対する良好な耐性を有する。
【0017】
次の製品特質:柔軟性、高い靱性、耐菌性、押し込み抵抗、紙のような表面および値ごろ感を与える石膏ボードを提供することが本発明の目的である。
【0018】
次の特質:摩耗および剥離に対する高い表面安定性、液体水および高湿度に対する耐性ならびに耐火性を与える石膏ボードを提供することは望ましいであろう。
【0019】
製品はまた、製品がカビ増殖を促進せず、耐カビ性構造体の構築を可能にするであろうようなやり方で製造することもできる。
【0020】
ポリマーライナーの一般的な疎水性のために、本ボードはまた、ボードが通常の紙裏打ち石膏ボードと比較される時に液体水または水蒸気の悪影響に対してはるかに耐性があるようなやり方で製造することもできる。本ボードはまた、ボードが改善された、耐火性および火に対する反応性を有するようなやり方で製造することもできる。
【0021】
本発明はまた、良好な湿式接合を促進するためにライナー表面の隣への石膏の緻密層の使用、および石膏コアへのライナーの良好な接合を促進する添加剤の使用を含む、本製品の製造方法も記載する。本発明は、不織ライナーおよびボードの高性能特性を提供するために必要とされるような装置のマイナーチェンジのみで、通常の石膏ボード機を用いて実施して広範囲の優れた製品を製造することができる。
【0022】
第1実施形態では、本発明は、一面上を不織布で裏打ちされた石膏ボード製品であって、良好な初期弾性率、降伏強度およびピーク荷重に加えて、中心荷重が不織布で裏打ちされた面と反対側でライナーにかけられてWTB試験が行われる時にボードが不織布の縦方向(MD)に高いWTBを有する製品に関する。本明細書では以下、特に記載のない限り、WTBは、中心荷重が不織布で裏打ちされた面と反対側でライナーにかけられて行われるであろう。「縦方向」(MD)とは、不織ライナーが製造される方向(シート形成機による移動の方向に平行な)を意味し、「横方向」(CD)とは、縦方向に垂直な方向を意味することが指摘されるべきである。不織ライナーのMDおよびCDは石膏ボードのMDおよびCDを同様に決定するであろうことがさらに指摘されるべきである。本発明の石膏ボード製品は、ボードがたったの約0.5インチの厚さを有する場合でさえ、0.75インチの歪みで30ポンドより大きい、好ましくは1.0インチの歪みで40ポンドより大きい不織ライナーのMDのWTBを示す。より好ましくは、本発明の石膏ボード製品のMDのWTBは式
WTB≧60×Xポンド−インチ
(ここで、Xはインチでのボードの厚さである)
で表すことができる。
【0023】
不織ライナーのCDの本発明の石膏ボードのWTBは、0.75インチの歪みで10ポンド−インチより大きく、好ましくは1.0インチの歪みで10ポンド−インチより大きい。
【0024】
本発明石膏ボードのMDの初期弾性率は、少なくとも40ポンドのピーク荷重で少なくとも500ポンド/インチである。ピーク荷重でのWTBは少なくとも30ポンド−インチである。
【0025】
本発明の石膏ボードは好ましくは、40ポンドより大きい曲げ応力で0.5インチの曲げ歪みにさらされた時でさえ、または1.0インチ歪みおよび45ポンド応力でさえ破壊しないであろう。本発明の石膏ボードをASTM C36により水中で2時間保持した直後に曲げ強度ピーク荷重が測定された時、石膏ボードはMD曲げ強度の75%未満の損失を示すに過ぎないことが予期されるであろう。本発明の石膏ボードは、3未満のMD曲げ強度ピーク荷重対CDピーク荷重の比を有する。
【0026】
本発明の石膏ボードは、石膏コアを包むライナーである2つのシートを含む。ライナーの1つは、熱的におよび/または化学的に接合された実質的に連続の溶融紡糸繊維、カード機に掛けられたおよび/またはエアレイドされたステープルファイバー・ウェブ、ニードルパンチされたステープルファイバー・ウェブ、水絡ませされた繊維状ウェブまたは他の不織構造体よりなることができる多孔性の繊維状ポリマー不織シートである。不織ライナーは、縮合−および/または付加−型モノマーに由来する繊維形成性ポリマーでできている。かかるポリマーには、ポリエチレン、ポリプロピレン、脂肪族もしくは芳香族ポリアミドまたはポリ(エチレンテレフタレート)(PET)が含まれる。好ましくは、不織ライナーは150℃より高い軟化点または融点を有するポリマーを含んでなる。かかるポリマーには、160℃の軟化点または融点を有するポリプロピレン、250℃の軟化点または融点を有するPETが含まれる。この理由は、乾燥オーブン温度が100℃よりはるかに高く、通常150℃より上であることである。150℃より低い軟化点または融点を有するシートでできたライナーは、本方法の乾燥工程中に溶融し、曲がりまたは収縮し得る。
【0027】
本発明での使用のための不織ライナーを形成する繊維は、染料、顔料、UVおよび熱安定剤ならびに抗菌剤のような添加剤を含むことができる。
【0028】
好ましくは、不織ライナーは、カード機に掛けられおよび/またはエアレイドされ、不織シートへ水で絡ませられ、次に乾燥および熱カレンダー掛け中に接合された単成分繊維と複合繊維との混合物である。シース−コア型複合繊維が不織ライナーに使用される場合、シースの融点は、全体シート構造体を熱接合するために、強度に貢献する繊維コアおよび任意の単成分繊維の融点より十分に低い。熱接合を提供する繊維は、複合繊維が好ましいが、低融点の単成分繊維であることができる。不織ライナーが単成分繊維と複合繊維との混合物を含んでなる場合、複合繊維の量は、ライナー布の重量の約10重量%〜50重量%、好ましくは約15重量%〜35重量%である。
【0029】
さらに、本発明で使用される不織ライナーは、特有の強度特性の新規石膏ボードを製造するために適切なレベルおよび適切なタイプの強度特性を有するべきである。不織ライナーは好ましくはMDおよびCDに紙と類似のストリップ引張強度を有する。さらに、本発明による不織ライナーは、荷重下に低い〜中程度のパーセント破断伸びを有するべきである。
【0030】
不織ライナーの引張強度は本発明のボードの改善された特性に貢献する。ストリップ引張強度は、MDに少なくとも35ポンド/インチ、好ましくは65ポンド/インチより上、CDに少なくとも12ポンド/インチ、好ましくは22ポンド/インチより上である。不織ライナーの、破壊点での変形の百分率である破断伸びは、MDに少なくとも100%未満、好ましくは50%未満、CDに少なくとも300%未満、好ましくは100%未満である。1ポンドの力でのライナーのパーセント伸びは、MDに少なくとも0.7%未満、好ましくは0.5%未満であり、CDに少なくとも3%未満、好ましくは1.5%未満である。3ポンドの力でのライナーのパーセント伸びは、MDに少なくとも1.5%未満、好ましくは0.7%未満であり、CDに少なくとも7.0%未満、好ましくは3.0%未満である。
【0031】
ライナーの不織シートは、既存の石膏ボード製造機で紙の置き換えを容易にするために、紙のように、シートが折られるおよびミシン目をつけられるのを可能にするのに十分なほど高い剛性を有する。これは、不織シートがボトムライナーとして使用され、その上に石膏スラリーが先ずボード形成プロセス中に置かれる場合に特に望ましい。
【0032】
石膏コアの不織シートと反対側面上のライナーは、幾つかのタイプのシート材料の任意のものであってもよい。それは、標準的な紙裏打ち壁板で使用されるようなセルロース系繊維の紙、ガラス繊維の布(連続または不連続の)、フィルム、織布、スクリム、またはそれらの幾つかの組合せであってもよい。
【0033】
良好な耐衝撃性が望まれる幾つかの用途向けには、本発明の石膏ボードは、ボードの裏面上を不織ライナーで裏打ちされる。このボードは住宅建築または商業建築での使用に好適である。
【0034】
改善された耐菌性が望まれる用途向けには、本発明の石膏ボードは、微生物増殖を促進する栄養物を実質的に含まないコアを含んでなる。「微生物」とは、真菌類、うどん粉病菌、および細菌をはじめとする、顕微鏡または超顕微鏡サイズの任意の生物を意味する。ボードの裏面、すなわち、高湿度および水分凝縮が使用中に存在するかもしれない壁空洞と接触した面上で耐菌性が望まれる用途向けには、本発明の石膏ボードは、微生物増殖を促進する栄養物を含まない不織ライナーを含む。さらなる耐菌性のためには、石膏ボードはそれ自体、微生物増殖を促進する栄養物を実質的に含まないものであってもよく、そのケースでは、ボードの各構成成分、ライナー、接着剤および石膏コアはそれぞれ、微生物増殖を促進する栄養物を実質的に含まない。
【0035】
ボードが表面の代わりにボードの裏面を不織ライナーで裏打ちされる(例えば、耐衝撃性を与えるために)本発明の実施形態では、ボードは、表面押し込み抵抗および仕上げまたは塗装の容易さを与えるために、石膏ボードをボードの裏面で裏打ちするために通常使用されるもののような厚いセルロース系紙を含んでもよい。使用される紙は場合により、微生物増殖のための栄養物含有率の低下に向けて特別に調合されてもおよび/または微生物増殖に対する抵抗性のための殺生剤で処理されてもよい。
【0036】
本発明の別の実施形態では、不織ライナーは石膏ボードの表面上に使用される。ボードの裏面は、ガラス繊維またはフィルムなどのライナーのような安上がりのライナーで裏打ちされてもよい。ガラスライナーは織であっても不織であってもよく、ガラス繊維は連続であっても不連続であってもよい。不織ライナーは通常のセルロース系紙と類似の表面を有するので、所望の表面仕上げは、下塗りおよび塗装前にASTM C840セクション22.6レベル3または4に従って目地材でジョイントおよびファスナーヘッドをカバーする工程のような通常の仕上げ工程によって達成できる。これは、その全表面一面への目地材(また「漆喰コンパウンド」または「マッド(mud)」としても知られる)の高価な塗布が回避できるので有利であろう。商業的に入手可能な目地材のほとんどが通常のセルロース系紙向けに調合されているので、標準的なセルロース系紙と比べて不織ライナーの表面テクスチャーの小さな差のために目地材調合でのちょっとした調節が役立つかもしれないことが指摘されるべきである。本発明の石膏ボードを使用すると、目地材を壁板と釘穴上方との間の継ぎ目に塗布することが必要であるに過ぎない。対照的に、GPギプサム(GP Gypsum)(ジョージア州アトランタのジョージア・パシフィック社(Georgia Pacific Corp.,Atlanta,Georgia)の子会社)製のデンスアーマー(商標)プラス(Dens−Armor(商標)Plus)は、ASTM C840セクション22.6レベル5調製、すなわち、一様な表面仕上げ、つまり、継ぎ目または釘ヘッドが見えない状況を達成するために、全表面一面への目地材の塗布を必要とする。不織ライナーの表面は、良好な塗装性を与えるために良好な表面湿潤性を有することが望ましい。
【0037】
本発明のこの実施形態では、不織ライナーの強度特性はボードの押し込み抵抗に影響を及ぼし、表ライナーの真下の石膏コアの硬度および圧縮強度もまた押し込み抵抗に貢献する。さらに、表面上での不織ライナーの使用は、ボードの表面の押し込み抵抗を改善するのを助ける。
【0038】
さらに、本発明のこの実施形態は、コア調合物の栄養物含有率を下げることおよび/またはコア中に殺生剤を含めることによって高度に耐カビ性にされてもよい。任意の接合テープだけでなく上述の目地材が実質的にカビ増殖などを促進するであろう栄養物を含まないこともまた望ましいであろう。接合テープは好ましくはボードライナー用に使用されるものと同じ不織材料でできている。
【0039】
石膏コアを包むライナーの両方とも、それらの間に石膏スラリーを依然として含みながらボード形成中にライナーを通って湿った石膏スラリーの幾らかの透過を可能にするために十分な気孔率および嵩(本明細書では単位基本重量当たりの厚さ×密度と定義される)を有するべきである。非常に密に充填された繊維を有するライナー構造体は石膏スラリーへの非常に不満足な湿潤接着性を有するであろうが、余りにも嵩高くオープンであるライナーは単位基本重量当たり所望の強度を有することができず、湿った石膏スラリーの完全な浸透が可能とされてしまう。
【0040】
本発明で使用される不織ライナーは、平均フロー孔径が5〜100マイクロメートル範囲、好ましくは7〜70マイクロメートル範囲にある多孔性シート材料である。平均フロー孔圧力は少なくとも3psi未満、好ましくは1psi未満である。不織ライナーは特有のレベルの本体を有する、すなわち、それは少なくとも20容量%、好ましくは50%より大きい空隙を含んでなり、その嵩は少なくとも1.25、好ましくは2より大きい。
【0041】
本発明の好ましい一実施形態によれば、不織ライナーは、ライナーの繊維間に形成された孔または空間によって特徴づけられる第1面を有し、その孔は、石膏がセットアップされた時に石膏コアとライナーとの間に強い機械的接合を形成するように石膏スラリーが孔に入って繊維と絡み合うようになるために十分なサイズのものである。孔サイズ、空隙率および嵩範囲の上記の組合せは、湿った硬化した石膏層が不織ライナーの繊維と絡み合うのを可能にし、石膏スラリーが不織ライナーを通って他方の面へ完全に透過することなしに、良好な湿潤接着性を提供する。
【0042】
本発明の石膏ボードでの使用のための不織ライナーは、石膏コアとの良好な湿潤接着性を持たなければならない。ライナーとコアとの間の湿潤接着性は、ライナー材料として使用されるシートの構造および組成によって部分的に、および石膏コアの組成によって部分的に決定される。湿潤接着性は、通常のボード製造方法の定型的な部分としてライナーと石膏コアとのアセンブリは裏返しにされるので、ボードの製造にとって特に重要である。良好な湿潤接着性は、アセンブリがボード製造方法のこの工程中に損なわれないように保つために決定的に重要である。
【0043】
ライナー強度を完成石膏ボード強度特性に転換するために不織ライナーと石膏コアとの間に良好な乾燥接着性を有することもまた重要である。ライナー構造内部へのスラリー浸透による機械的相互作用に加えて、ライナーと石膏コアとの間の化学結合もまた乾燥接着性を改善するのを助けると考えられる。
【0044】
湿った石膏スラリーと接触する不織ライナーの表面の繊維は、硬化および乾燥工程中に起こる石膏コアの膨潤、および次の収縮を可能にするために十分なマイクロ移動を有するように選ばれることが望ましい。
【0045】
石膏ボード製品の用途に依存して、異なる製品特性が望ましいかもしれず、それ故、異なる製品形状が用いられてもよい。例えば、屋内用途で部屋の内部に露出されたボード製品の表面が酷使に恐らく曝されるであろう場合、ボードが高い表面押し込み抵抗および耐摩耗性を有し、同時に紙ベースの石膏ボードと類似の滑らかさを有することが望ましい。これは、石膏ボードの表面を不織ライナーで裏打ちすることによって達成されてもよく、その場合、部屋の内部に露出されたライナー表面は紙と類似の滑らかさを有する。石膏コアに曝されるライナー表面は、湿潤および乾燥接着性を改善するために好ましくはより粗くてもよい。
【0046】
本発明の石膏ボードがインテリア用途向けを意図される場合、ライナーの露出面、すなわち、「外面」の外観は石膏ボードに一般に使用される紙ライナーのそれとできるだけ似ていることが好ましい。本発明の不織ライナーは外面の塗装時に好適な外観を与えるために普通の紙ライナーの表面に似ていることが好ましい。同様に、不織ライナーの外面は、壁紙の貼付けおよび除去を容易にするために普通の紙ライナーとできるだけ似ているべきである。
【0047】
紙のそれと類似の程度の滑らかさ(または粗さ)を不織ライナーに与えるために、不織ライナーを熱カレンダー掛けすることができる。熱カレンダー掛けはまたライナー強度特性を改善し、それは改善された石膏ボード強度特性、具体的には石膏ボード弾性率、降伏強度および高いWTBと共にピーク荷重をもたらす。熱カレンダー掛けに加えて、またはその代わりに、熱接合を、通気接合、赤外接合および熱風対流式オーブン中での熱接合のような様々な他の技法によって達成することができる。低融点の単成分繊維および/または複合繊維を含んでなるバインダー繊維もまた使用することができる。本方法は樹脂接合のような化学接合方法と組み合わせることができ、その場合バインダー成分(必要ならば架橋剤入りの)はスプレー、フォームなどのような様々な技法によってライナー本体に塗布され、それに乾燥および/または硬化工程が続く。バインダーは粉末形にあることができ、簡単に吹き付け塗りによって乾燥形で塗布することができる。
【0048】
好ましくは、本発明での使用のための繊維状不織シート材料は、石膏ボードが製造される時に石膏コアと接触する面である、その少なくとも1つの面上に顕微鏡的レベルでその表面から突き出た幾らかの繊維を有する。これは、繊維状不織シートを水絡ませ、エアジェット絡ませおよびニードルパンチングのような処理にかけることによって成し遂げることができる。粗い表面は湿潤および乾燥段階でライナー表面と石膏との間の相互作用を高めるであろうので、粗い、石膏スラリーと接触するライナー表面、すなわち、「内面」を有することは有益であり得る。
【0049】
不織ライナーを別のシート材料に接合して不織ライナーの改善された特性を追加接合層の追加の特性と組み合わせることもまた可能である。このように多層として使用することができる材料の例は、他の不織ライナー、織シート、スクリム、フィルム、フォイルなどである。上に議論したように、ライナーの通気性は石膏コアの乾燥に必要とされる。ライナーの通気性が不連続(高い、低いまたはゼロ通気性のライナーの区域)であることができる。さらに、石膏ボードの一面が低い通気性を有するまたは通気性を持たないこともできる。
【0050】
ライナー表面上の微細なエンボス模様は湿潤接着性に役立つが、エンボス模様は滑らかな紙のような表面以外の表面を生み出すであろうことが指摘されるべきである。石膏ボードが屋外用途に使用されることになっている場合、水が重力下で流出するのに十分なほどに大きいチャネルの模様でエンボス化された不織ライナーをボード中に含むことが望ましい。
【0051】
石膏コアは、不織ライナーの特性と連動して本発明の改善された石膏ボードを提供するために調合される。コアの化学組成物の性質はコアとライナーとの間の乾燥接合強度を高めることが分かった。
【0052】
本発明の石膏スラリー調合物中の主要原料は、焼き石膏(CaSO4半水和物)、細砕した石膏(CaSO4・2H2O)およびK2SO4のような促進剤、プレ混合フォームとして添加される起泡剤、ならびにバインダーであって、好ましくは非デンプン−ベースのバインダーであり、例えばポリビニルアルコール(PVA)またはラテックスである。ラテックスは、勿論、餌源をカビおよび他の真菌類に与えないタイプのものであろう。使用される非デンプン−ベースのバインダーは室温で水に不溶であり、乾燥するとライナーとコアとの間に高い乾燥接合強度を与えることが好ましい。ポリ酢酸ビニルのような他の非デンプン−ベースのバインダーもまた使用することができる。調合物はまた、乾燥するとバインダーを完全に水に不溶にするための架橋剤を含有することもできる。PVAはコアに溶液として加えられるが、例えば、硬化および乾燥工程中に溶解する粉末PVAを加えることによって、または溶液をライナー表面上に直接吹き付けることによってなど他のやり方で加えることができる。定番石膏ボード中にしばしば見いだされる減水剤または燃焼防止剤のような他の添加剤もまた、コア調合物を製造プロセスに適合させるために必要に応じ加えることができる。
【0053】
湿潤剤もまた、できるだけ多く個々の繊維間で石膏スラリーの湿潤および浸透を高めるために、スラリー中に使用することができ、またはライナー表面上へ直接塗布することができる。これらの湿潤剤には、水溶液の表面張力を下げるおよび疎水性固形分との接触角を低減することが知られている親水基および疎水基を持った合成化学物質が含まれ得る。石鹸および洗剤、または起泡剤のような広範囲の湿潤剤がこの機能を果たすであろう。好ましい湿潤剤はポリビニルアルコール(PVA)である。
【0054】
製品性能を改善するためにまたは製造プロセスを最適化するためにスラリーに他の原料を加えることもまた可能である。かかる原料の例は、耐火性を改善するためのガラス繊維および/または粘土、乾燥中のか焼を防ぐためのホウ酸などである。製品の必要条件の1つが耐菌性である場合、カビおよび他の真菌類に餌源を提供するデキストロース、膠またはデンプンのような添加剤は使用されるべきではない。
【0055】
屋外壁または屋内居住浴室壁向けのような用途について本発明の好ましい実施形態では、コアは、石膏ボードに耐水性を与えるために、防水剤、例えば、ワックスまたはシリコ−ンを含む。幾らかの用途についてさらに別の好ましい実施形態では、コアは、防水剤とガラス繊維または粘土のような耐火性を改善するための試剤との両方を含む。
【0056】
好ましくは、本発明のボードは、完成した石膏ボードの所望のエッジおよび表面硬度を達成するためにライナー直下で低下した空気間隙百分率の石膏の薄いより高密度層を有する。これは、その両方とも参照により本明細書に援用される、米国特許第1,953,589号明細書および同第5,718,797号明細書に記載されている「ローラーコーティング」として知られる方法によって達成することができる。ローラーコーティングでは、より高密度の石膏スラリーが先ずボトムライナー上に置かれ、次に普通のまたはより低密度の石膏スラリーがトップ上に注がれる。トップライナーはまた、より高密度の石膏スラリーの薄層でコートされる。その結果は、増加した硬度のような改善された特性をボードが有するように、外側ライナーの直下におよび各エッジに沿ってより高密度の石膏の薄層である。
【0057】
本発明の石膏ボード製品の主な便益の1つは、新規ボードがプロセス構築および装置のほんのささやかな変更付きで既存のボード製造ラインで製造できることである。プロセス構築および装置の変更は、最終石膏ボード製品のはるかに改善された物理的性質を提供するために必要とされる変更だけでなく、改善された石膏ボードライナーおよび石膏ボード製品を最良に活用するための製品および方法の最適化の結果である。
【0058】
試験方法
不織ライナーの特性の測定
ライナーのストリップ引張特性は、CRE(一定速度の伸長)インストロン引張試験機(Instron Tensile Tester)(マサチューセッツ州カントンのインストロン・コーポレーション(Instron Corporation of Canton,Massachusetts)から入手可能な)を用いてASTM(米国材料試験協会)5035に従って測定した。使用したサンプルサイズは1インチ×8インチであり、ゲージ長さは5インチであり、速度は2インチ毎分であった。測定した特性はピーク荷重(ポンド)、破断伸び(%)、1ポンド荷重での伸び(%)および3ポンド荷重での伸び(%)であった。
【0059】
ライナーについての孔データは、トップ〜ボトム・フローチャンバー付きPMI機(ニューヨーク州イサカのポーラス・マテリアルズ社(Porous Materials,Inc.of Ithaca,New York)によって製造される)で得た。2.5cm直径のサンプルホルダーを、サンプルの下の40メッシュ支持篩(0.25mmのワイヤ直径および0.375mmの篩の目)と共に用いた。使用した試験流体はシルウィック(Silwick)−20.1ダイン(PMIから入手可能な)であった。サンプルを試験流体中23mmHgの減圧レベル下に1分間で調製した。平均フロー孔径(マイクロメートル)および平均フロー孔圧力(psi)を測定し、報告した。
【0060】
嵩(単位なし)は次式:厚さ(ミル)/基本重量(オンス/ヤード2)×密度(g/cm3)×0.7493によって計算した。PETの密度は本明細書では1.38g/cm3であると仮定し、コポリ(エチレンテレフタレート)の密度は本明細書では1.35g/cm3であると仮定し、線状低密度ポリエチレン(LLDPE)の密度は本明細書では0.91〜0.95g/cm3であると仮定し、ナイロン6,6の密度は1.3g/cm3であると仮定した。
【0061】
基本重量(単位面積当たりの重量、オンス/ヤード2)はASTM D3776によって計算した。
【0062】
パーセント空隙(%)は次式に従って計算した。
(1−1/嵩)×100
【0063】
破壊特性を測定するための石膏ボードの製造方法
特定の石膏スラリー調合物および特定のライナーを用いる石膏ボードは下記のように製造した。用いる2タイプのボード製造手順があった:(1)ボトムライナーのローラーコーティング、および(2)ボトムライナーをローラーコーティングなしに製造されるボード。両ケースで、2片のライナー(14インチ長さおよび10インチ幅)を、2片を0.5インチ厚さのスペーサーで離して保持して、一端で金型中に固定した。金型は、金型の開口端が金型の閉端より1インチ高いように製作され、これはスラリーが金型の開口端から流れ出ることを防ぐのに役立った。金型のトップは当初オープンであり、いったんスラリーがボトムライナー上に注がれたら、トップライナーが適所で折られることを可能にした。エッジは、スラリーがボトムライナー上に注がれた時に、スラリーが広がり、トップライナーが設置されるように0.5インチ高さのものであり、10インチ幅、約12インチ長さおよび0.5インチ厚さのサンプルが調製された。各タイプのボード製造手順は次の通りである。
【0064】
ボトムライナーがローラーコートされることになる場合、焼き石膏/促進剤ブレンドをクィシナート・モデル(Cuisinart Model)CB−4Jブレンダー(クィシナート、ニュージャージー州イー.ウィンザー(Cuisinart,E.Windsor,New Jersey)によって製造された)中の水中へ30秒にわたって篩い分けし、混合物を高速で7秒間混合した。この時点で、50〜75mlの混合物を金型の一端に沿ってボトムライナーの裏面上に素早く注ぎ、10インチ幅こてを用いてライナーの表面の一面に混合物を広げた。こての4パスを行い、1mm未満のコーティング深さの良好な被覆域を与え、幾分過剰のスラリーを金型のトップ端中へ入れ、最終サンプルのためには使用しなかった。別々に、起泡剤溶液を、起泡剤コンセントレートの0.5重量%溶液を与えるためにセデパル(Cedepal)(登録商標)FA406(ステパン・ケミカルズ(Stepan Chemicals)から入手可能な)を水で希釈することによって調製した。必要とされる量の希釈される起泡剤溶液をハミルトン・ビーチ・モデル(Hamilton Beach Model)65250ミキサーのカップに入れ、ミキサーが高速で作動して起泡剤溶液を調製した。標準混合物については、合計150mlの希釈される起泡剤溶液のために、2つのミキサーを用い、各ミキサーにおける希釈される起泡剤溶液は75mlであった。幾つかのケースで混合物調合は異なる量の起泡剤溶液を必要とし、これは各例の説明で記載される。発泡ミキサーは焼き石膏スラリーの調製前にスタートさせ、起泡剤がボードサンプルを製造するために使用される前に約1分間混合されるように時間調節した。必要とされる時に、起泡剤をカップから石膏スラリーを含むブレンダー中へ注いだ。いったん起泡剤溶液を残りの焼き石膏/水混合物に加えたら、全焼き石膏/水/起泡剤溶液をもう一度高速でさらなる7秒間混合した。発泡混合物を次に、金型中の被覆ライナーのトップ上に注いだ。スラリーを、金型のトップの上方約1mmに保持されたストレート・エッジで取り除き、トップライナーを所定の位置に折り、次にライナーを第2のストレート・エッジの2パスで所定の位置にプレスした。全金型を、スラリーが特に流体である場合にスラリーが金型から流れ出るのを防ぐためにわずかな角度で傾けた。
【0065】
ボトムライナーがローラーコートされない場合、焼き石膏/促進剤ブレンドをクィシナート・モデル(Cuisinart Model)CB−4Jブレンダー中の水中へ30秒にわたって篩い分けし、混合物を遅い速度で4秒間混合した。混合中であった起泡剤溶液を次に残りの焼き石膏/水混合物に加え、全焼き石膏/水/起泡剤溶液をもう一度高速でさらなる10秒間混合した。発泡混合物を次に、金型中のボトムライナーのトップ上に注いだ。スラリーを、金型のトップの上方約1mmに保持されたストレート・エッジで取り除き、トップライナーを所定の位置に折り、次にライナーを第2のストレート・エッジの2パスで所定の位置にプレスした。全金型を、スラリーが特に流体である場合にスラリーが金型から流れ出るのを防ぐためにわずかな角度で傾けた。
【0066】
石膏スラリーを水和させた後(約20分)サンプルを注意深く金型から取り出した。サンプルを、8インチ寸法が金型のMDまたは14インチ・ライナー寸法にある状態で、8インチ×9インチに切り取った。
【0067】
残った8インチ×9インチ・サンプルを次に次の通り乾燥させた。
【0068】
標準乾燥方法
残った8インチ×9インチ・サンプルの露出コアを、2つの厚さの1インチ幅コットン粘着テープでエッジを包むことによってカバーした。サンプルを次に、遊離水の半分が除去されるまで475°Fの対流式オーブン中で乾燥させ、次にオーブンを、5〜10パーセントの遊離水分がサンプル中に残留するに過ぎなくなるまで225°Fにリセットした。90〜95%の遊離水が除去された後、温度を再び105°Fに下げてサンプルの乾燥を終えた。各サンプルは、サンプルが一貫した方法で乾燥されるが過剰乾燥されないことを確実にするために、最初の2つの乾燥工程によって個別に乾燥させた。
【0069】
低温乾燥方法(低融点ライナーのための)
残った8インチ×9インチ・サンプルの露出コアを、2つの厚さの1インチ幅コットン粘着テープでエッジを包むことによってカバーした。サンプルを次に、遊離水の半分が除去されるまで225°Fの対流式オーブン中で乾燥させ、次にオーブンを105°Fにリセットしてサンプルの乾燥を終えた。各サンプルは、サンプルが一貫した方法で乾燥されるが過剰乾燥されないことを確実にするために、最初の乾燥工程によって個別に乾燥させた。
【0070】
石膏スラリーを乾燥させた後、ボードの1インチ・ストリップを8インチ×9インチ・サンプルから注意深くカットして8インチ平方サンプルを残した。
【0071】
8インチ平方サンプルを、下記のように破壊強度を試験するための2つの4インチ×8インチ・サンプルを作製するために半分にカットした。サンプル調製に関してMDにかCDにかのどちらかでサンプルをカットすることが可能であったが、すべてのケースでサンプルを、サンプルの長い寸法がサンプル調製工程のMDであるようにカットした。
【0072】
石膏ボードの破壊特性の測定
石膏ボードサンプルは8インチ長さおよび4インチ幅であり、シンポ・モデル(Shimpo Model)FGS−250PVMプログラム可能な電動試験台(日本電産シンポ・アメリカ・コーポレーション、イリノイ州アイタスカ(Nidec−Shimpo America Corporation,Itasca,Illinois)によって製造された)で7インチ長さにわたって破壊された。ボードを、ボードの一面が7インチ長さにわたって2つの支持と接触して下向きで、他方の面が上向きの状態で試験台にセットする。上記のようにボード製造中に下向きであったボードの面はまた、ボード破壊中にボードの下向きの面である。ボードの上向きの面はボード破壊中に中心荷重で衝撃を与えられる。ボード破壊中に、ボードの下向きの面(中心荷重とは反対側)は主として引張力を受けるが、中心荷重と接触するボードの上向きの面は主として圧縮力を受ける。
【0073】
50ポンド・フォースゲージ(感度0.01ポンド、精度73°Fで0.02%プラス1/2ディジット)を接合試験のために用い、500ポンド・フォースゲージ(感度0.1ポンド、精度73°Fで0.02パーセントプラス1/2ディジット)を破壊試験測定のために用いた。クロスヘッド速度は1.9インチ毎分であり、測定値を0.2秒毎に採取した。ポンドでの力対秒での時間をこの一定のクロスヘッド速度で記録して破壊曲線とも言われる応力−歪み曲線を作成した。測定は2回行い、2つの破壊曲線(ポンドでの力または荷重対インチでのたわみ)のうちの最良の値を次の通り報告した。
【0074】
初期弾性率(ポンド/インチ)は、力対たわみ曲線の初期勾配として計算した。
【0075】
降伏強度(ポンド)は、破壊曲線の初期勾配の大きな減少に相当する力として計算した。
【0076】
歪み(インチ)は、上記のようなクロスヘッドの速度で乗じられた時間で計算されるようなボードのたわみである。
【0077】
ピーク荷重(ポンド)は、ボードの破壊中に記録された最大力である。
【0078】
破壊仕事(WTB)(ポンド−インチ)は、所与のたわみまでの破壊曲線の下の面積として計算する。
【0079】
ボード形成中のライナーと湿った石膏スラリーとの間の湿潤接着性強度は、次の通り評価した。所望の調合の石膏スラリーを先ず、すべての原料をウェアリング・ブレンダー(Waring Blender)中で10秒間混合することによって調製した。石膏スラリーを次に、ボトムに不織ライナー付きの0.5インチ高さの金型に注いだ。ライナーと湿ったスラリーとの間の湿潤接着性、または接着接合は、混合20分後にコアからライナーを引き離すことによって評価した。湿潤接着性は次の通り格付けした。
非常に良好−ライナーは石膏コアに密に接着している。
良好−ライナーは石膏コアによく接着している。
OK−ライナーは幾らかの努力で剥離する。
OK/不満足−ライナーは容易に剥離する。
不満足−ライナーは何の努力もせずに剥離する。
【0080】
石膏ボードを塗装性評価のために次の通り製造した。ボトムライナー14インチ長さおよび12.4インチ幅を18インチ長さおよび10インチ幅および約0.5インチ深さである金型中に固定した。金型の長いエッジの各面に沿って、サンプルの成形面に先細りを与えるためのスペーサーがあり、該スペーサーは、各エッジに沿って0.05インチ厚さであり、各エッジから2インチのところで0.03インチに先細りになっていて、結果として、ボードの中心の厚さが、各形成されたエッジから2.25インチの距離までにわたって0.5インチであり、各エッジから2インチの距離における厚さが0.47インチであり、および各エッジに沿った厚さが0.045インチであるボードサンプルをもたらすものである。ボトムライナーを各エッジから0.75インチおよび1.24インチの距離で折り目をつけて折り曲げて、ライナーを先細り部分を含む金型のボトム表面を越えて横たえ、金型の側面で0.5インチ折り上げ、残りの0.75インチ幅のフラップを金型の側面上部を越えて外側に折り返すようにした。一片の両面粘着テープをこれらフラップのボトム面に取り付けて、スラリーが金型へ注ぎ込まれ、エッジフラップがスラリーの上に折り重ねられた時に、粘着テープがボードサンプルの裏面を作るために使用されるライナー片と接触するようにした。裏ライナーを14インチ長さ×9.75インチ幅の寸法にカットした。両ライナー片を、スペーサーの使用によって0.5インチ離して、一端で金型中に保持した。金型は、金型の開口端が金型の閉端より1インチ高いように製作され、スラリーが金型の開口端から流れ出ることを防ぐのに役立った。金型のトップは最初開かれていて、いったんスラリーがボトムライナー上に注がれたら、ボトムライナーのエッジフラップおよびトップライナーを適所で折り曲げることができた。金型エッジは、スラリーがボトムライナー上に注がれた時、スラリーが広がり、そしてトップライナーが設置されるように0.5インチ高さのものであり、10インチ幅、0.5インチ厚さおよび12インチ長さのサンプルが作製された。
【0081】
ボード・スラリーは次の通り調製した。スラリー調合物は600gの焼き石膏(CaSO4・1/2H2O)、1gの細かい石膏(CaSO4・2H2O)、130gの4%エルバノール(Elvanol)(登録商標)71−30溶液、150gの0.5%起泡剤セデパル(登録商標)FA406溶液および245gの水であった。
【0082】
調合物を、2つのハミルトン・ビーチ・モデル65250ブレンダー(各ブレンダー中に75mlの溶液)を用いて高速で約60秒間発泡させた。ブレンドしながら、焼き石膏/促進剤ブレンドをクィシナート・モデル(Cuisinart Model)CB−4Jブレンダー中の水中へ30秒にわたって篩い分けし、混合物を高速で7秒間混合した。この時点で、50〜75mlの混合物を金型の一端に沿ってボトムライナーの裏面上に素早く注ぎ、10インチ幅こてを用いてライナーの表面の一面に混合物を広げた。こての4パスを行い、1mm未満のコーティング深さの良好な被覆域を与え、幾分過剰のスラリーを金型のトップ端中へ入れ、最終サンプルのためには使用しなかった。混合中であった起泡剤溶液を次に残りの焼き石膏/水混合物に加え、全焼き石膏/水/起泡剤溶液をもう一度高速でさらなる7秒間混合した。発泡混合物を次に、金型中の被覆ライナーのトップ上に注いだ。スラリーを、金型のトップの上方約1mmに保持されたストレート・エッジで取り除き、ボトムライナーのフラップをスラリーの一面に折り重ね、トップライナーを所定の位置に折り重ね、第2のストレート・エッジの4パスで両面粘着テープストリップ上へプレスした。上記のように、全金型を、スラリーが特に流体である場合にスラリーが金型から流れ出るのを防ぐためにわずかな角度で傾けた。石膏スラリーを水和させた後(約20分)サンプルを注意深く金型から取り出し、10インチ長さ×10インチ幅に切り取った。残った10インチ×10インチ・サンプルの露出コアを、1インチ幅コットン粘着テープの2層でエッジを包むことによってカバーした。サンプルを次に、遊離水の半分が除去されるまで475°Fの対流式オーブン中で乾燥させ、次にオーブンを、5〜10パーセントの遊離水分がサンプル中に残留するに過ぎなくなるまで225°Fにリセットした。90〜95%の遊離水が除去された後、温度を再び105°Fに下げてサンプルの乾燥を終えた。各サンプルは、サンプルが一貫した方法で乾燥されるが過剰乾燥されないことを確実にするために、最初の2つの乾燥工程によって個別に乾燥させた。
【0083】
いったん乾燥したら、サンプルをボードの中央で切断してボードの各半分が仕上げ用の合板基材上に先細りエッジ−先細りエッジで取り付けられるのを可能にした。10インチ長さのボードを、スクリューが互いに6インチ、ボードのエッジから0.5インチの間隔を置いて配置されている2つのドライウォールスクリューを各片につき用いて0.5インチ厚さの合板に取り付けた。CGCギプサム(カナダ国トロント(Toronto,Canada))製の商業的に入手可能な目地セメント、いつでも使用できる全目的ドライウォールコンパウンド(Ready to Use All Purpose Drywall Compound)を、通常の紙ドライウォールテープ(CGCギプサム・ドライウォールテープ(CGC Gypsum Drywall Tape))と共に使用した。用いた仕上げ技術は、石膏協会(Gypsum Association)(米国およびカナダ国の石膏業界を代表する産業団体)の刊行物番号GA−214−96「石膏ボード仕上げの推奨レベル(Recommended Levels of Gypsum Board Finish)」に記載されているようなレベル4仕上げ技術であった。この技術によれば、テープは、目地材の2つの別個のコートが最初のコートの後に付けられて、目地材の中に埋め込まれる。目地材を乾燥させ、次に艶消しペイント仕上げの2コートで塗装する前にプライマーでコートした。表面を各コートの間に軽く紙やすりで磨いた。両ラテックス−およびオイル−ベースのプライマー/ペイントシステムを評価した(グリッデン・マキシマム・ハイド・インテリアPVAラテックス・プライマー48180ホワイト(Glidden Maximum Hide Interior PVA Latex Primer 48180 White)、少し灰色がかった白色に色合いを付けられたグリッデン・マキシマム・ハイド・インテリア・ラテックス・フラット48100ホワイト(Glidden Maximum Hide Interior PVA Latex Flat 48100 White)、CILデュラックス・オイル・ベースのプライマー・アンダーコート(CIL Dulux Oil Based Primer Undercoat)1628および少し灰色がかった白色に色合いを付けられたCILデュラックス・スーパー・アルキド・インテリア・ペイント・ベルベット・フラット3677ホワイト(CIL Dulux Super Alkyd Interior Paint Velvet Flat 3677 White))。
【0084】
表面押し込み抵抗は次の通り測定した。4インチ×4インチ石膏壁板サンプルをカットした。サンプルを、2ポンド「ストライカー」付きガードナー衝撃試験機(Gardner Impact Tester)#IG 1120(ポール・エヌ.ガードナー・カンパニー社、フロリダ州ポンパノ・ビーチ(Paul N.Gardner Company,Inc.,Pompano Beach,Florida)から入手可能な)の支持プレート上に、ストライカーの下方にボードの表面を上向きにして置いた。支持プレートは、衝撃中ボード材料変位ための余地をボードの裏面上に作るリング形状を有する。ストライカーは衝撃試験機の支柱を80インチ−ポンド・マーク(すなわち、2ポンド重りについては40インチ上方)まで上げられ、解き放されて、それを落下させ、サンプル表面中へ貫入させる。ストライカーを次にサンプルから取り除き、サンプルを支持プレートから取り外す。
【0085】
支持スタンドに取り付けられたELE0.01mm感度機械マイクロメートル距離計(ELEインターナショナル社、英国ベッドフォードシャー州(ELE International Ltd.,Bedfordshire,England)から入手可能な)であって、丸い測定先端と両方とも中実で平らである適切な高さのベース台とを有する距離計を用いて、非衝撃区域のボードの高さ(初期高さ)および衝撃マークの中心の最低区域でのボードの高さ(最終高さ)を測定する。表面押し込みは、初期高さと最終高さとの差として計算し、インチで報告する。
【0086】
すべてのケースで、石膏ボードサンプルの製造および試験は、生産工程中の重大な時点で、商業生産ラインで製造される石膏ボードの物理的状態をシミュレートするために行った。
【実施例】
【0087】
次の実施例では、破壊特性を、不織ライナーがボード破壊の間に引張力を受けるように、その上に中心荷重がかけられる面と反対側のボード面上の不織ライナーで試験した。
【0088】
石膏ボード強度特性を、BPBウェストロック(BPB Westroc)(英国のBPB株式公開会社の子会社)製の標準紙裏打ち石膏ボード、GPギプサム(GP Gypsum)(ジョージア州アトランタのジョージア・パシフィック社(Georgia Pacific Corp.,Atlanta,Georgia)の子会社)製の商業的に入手可能なガラス繊維裏打ちデンス−アーマー(商標)プラス(Dens−Armor(商標)Plus)、BPBウェストロック(英国のBPB株式公開会社の子会社)製の耐火性石膏ボード(一般に「タイプX(Type X)」として知られる)およびCGC(イリノイ州シカゴのUSG社(USG Corp.,Chicago,Illinois)の子会社)製の耐酷使性/耐火性石膏ボードと比較する。石膏ボード強度特性もまた、両面をポリマー不織シート材料で裏打ちされた石膏ボードと比較する。先行技術を越える改善もまた、本発明による新規な石膏ボードをカナダ国特許第1,189,434号明細書に与えられたボード製造手順によってフラッシュ紡糸したスパンボンド・ポリオレフィン製品タイベック(登録商標)(デュポンから入手可能な)で製造したボードと比較することによって例示する。
【0089】
特に明記しない限り、次の例で報告される強度特性はすべて、ボードおよびライナーのMDについてである。
【0090】
比較例1
石膏ボード製品を、表ライナーおよび裏ライナーの両方として不織シート材料を使用して製造した。不織シート材料は、単成分および複合ポリ(エチレンテレフタレート)(PET)繊維(イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー(デュポン)、デラウェア州ウィルミントンから入手可能な)の混合物をベースとした。不織シート材料は、残りが単成分PET繊維で、180℃の融点を有するPETシースと、250℃の融点を有する高融点PETコアとを有する20重量%複合繊維を含んだ。複合繊維はフィラメント当たり3.0デニールであり、0.75インチのカット長さを有した。単成分PET繊維はフィラメント当たり1.35デニールであり、0.85インチのカット長さを有した。繊維混合物を先ずカード機に掛け、エアレイドした。カード機に掛け/エアレイドしたウェブを次に水絡ませし、乾燥させた。材料を次に、表1に示すような、厚さ、嵩および孔サイズに熱カレンダー掛けした。MDの基本重量当たりのストリップ引張強度ならびにMDおよびCDの両方の低荷重下での伸びを表2に示す。
【0091】
比較例1のライナーを先ず次の通り湿潤接着性について試験した。石膏スラリーを先ず、次の原料:600gの焼き石膏CaSO4・1/2H2O、1gの細かい石膏CaSO4・2H2O、130gの4%エルバノール(登録商標)71−30、500gの水をウェアリング・ブレンダー(Waring Blender)中で10秒間混合することによって調製した。石膏スラリーを次に、ボトムに不織ライナー付きの0.5インチ高さの金型に注いた。ライナーと湿ったスラリーとの間の湿潤接着性、または接着接合を、試験方法に記載したようにスラリーを混合した20分後にライナーをコアから引き離すことによって評価した。観察された湿潤接着性をOKと格付けされた。商業ボード形成プロセス中における圧力はこの実験室試験中に観察されるスラリーの0.5インチヘッド圧よりはるかに高いことが指摘され、それ故、商業プロセスで得られる湿潤接着性ははるかにより高いと予期される。
【0092】
石膏試験ボードを次に、試験方法セクションに記載した手順に従って製造した。本実施例用の石膏スラリー調合物は次の通りであった:600gの焼き石膏(CaSO4・1/2H2O)、1gの細かい石膏(CaSO4・2H2O)、1gのK2SO4、130gの4%エルバノール(登録商標)71−30溶液、245gの水および試験方法に記載したような150mlのセデパル(登録商標)FA406起泡剤の5%溶液。比較例1のライナーを試験ボードの両面に使用した。乾燥ボードを次に、試験方法セクションに記載した手順に従って強度について試験した。ボード破壊曲線を図1に示し、また数値を表3に示す。
【0093】
発明実施例2
実施例2のボードを、表ライナーをエルク・プレミアム・ビルディング・プロダクツ社、テキサス州エニス(Elk Premium Building Products,Inc.,Ennis Texas)から入手可能な、ガラスライナーELK Kタイプで置き換えて比較例1に従って製造した。乾燥ボードを、試験方法セクションに記載した手順に従って強度について試験した。比較例1に記載したような不織シート材料は中心荷重がかけられる面と反対側の石膏ボードの面を裏打ちしていたことが指摘される。かけられた荷重の力に応じて、不織ライナーはボード破壊試験の間は張力下にあった。石膏ボードのガラス裏打ち面は中心荷重と接触していた。ボード破壊曲線を図1に示し、また数値を表3に示す。
【0094】
発明実施例3
実施例3のボードを、表ライナーをセルロース系紙で置き換えて比較例1に従って製造した。乾燥ボードを、試験方法セクションに記載した手順に従って強度について試験した。比較例1に記載したような不織シート材料は中心荷重がかけられる面と反対側の石膏ボードの面を裏打ちしていたことが指摘される。かけられた荷重の力に応じて、不織ライナーはボード破壊試験の間は張力下にあった。石膏ボードの紙面は中心荷重と接触していた。ボード破壊曲線を図1に示し、また数値を表3に示す。
【0095】
比較例4
比較例4の石膏ボードを、カナダ国特許第1,189,434号明細書に従って製造した。ライナーは、デュポンによって製造される、タイベック(登録商標)1085Dとして商業的に知られる、フラッシュ紡糸したスパンボンド・ポリオレフィンシートであった。ライナーの厚さ、嵩、孔サイズおよび他の特性を表1に示す。コア調合物は、600gの焼き石膏(CaSO4・1/2H2O)、0.433gの細かい石膏(CaSO4・2H2O)、4.35gのデンプン(ADM、カナダ国モントリオール(ADM,Montreal,Canada)製のフルイデックッス(Fluidex)(登録商標)50)、1.39gの紙パルプ、0.31gのダイサル(Disal)(登録商標)粉末分散剤(ハンディ・ケミカルズ、カナダ国カンディアク(Handy Chemicals,Candiac,Canada)製)、150gの0.5%起泡剤セデパル(登録商標)FA406溶液、316gの水であった。比較例4を、カナダ国特許第1,189,434号明細書に記載されているように239°F(116℃)で1時間、次に103°F(40℃)で一晩乾燥させた。表2に示されるように、タイベック(登録商標)1085DのMDおよびCD両方の強度特性は紙のMD強度特性と同等である。しかしながら、表3に示されるように、カナダ国特許第1,189,434号明細書に与えられるようなライナーおよびコア調合物によって製造したボードの弾性率、ピーク荷重およびWTBは非常に低い(比較例4)。ボード破壊曲線を図1に示す。
【0096】
比較例5〜7
比較例5〜7は、商業的に入手可能な石膏ボード製品、デンス−アーマー(登録商標)プラス(Dens−Armor(登録商標)Plus)室内壁板(ジョージア・パシフィック・コーポレーション、ジョージア州アトランタ(Georgia−Pacific,Inc.,Atlanta,Georgia)から入手可能な)(比較例5)、0.5インチ厚さの紙裏打ち定番石膏ボード(比較例6)およびタイプXボード(BPBウェストロック、カナダ国ミシサーガ(BPB Westroc,Mississauga,Canada)から入手可能な)(比較例7)の破壊特性に関連する。これらの商業的に入手可能な製品についての破壊データを表3に示す。比較例5についてのボード破壊曲線を図1に示す。
【0097】
比較例8
比較例8は、CGC(USGの子会社)製の商業的に入手可能な耐火性および耐酷使性の石膏ボードであった。この最後の製品は本質的に、耐酷使性および耐火性の両方を与えるであろうレベルでコア中にガラス繊維が入った重量セルロース系紙被覆ボードである。
【0098】
【表1】
【0099】
【表2】
【0100】
【表3】
【0101】
押し込み抵抗
不織ライナーで裏打ちされた比較例1および実施例2〜3の試験ボードのボトム面を、試験方法セクションに記載する手順に従って、表面押し込み抵抗について試験した。石膏ボードの不織布裏打ち面(ボード製造プロセスの中に下を向いている面)を80インチ−ポンド衝撃荷重にさらした。押し込みデータは次の通りである。
【0102】
【表4】
【0103】
塗装性評価
比較例1のボードを、試験方法セクションに記載した手順に従って石膏ボード仕上げレベルについて試験した。
【0104】
比較例1と類似の石膏ボードを、下記の代わりの不織ライナーを用いて製造した。
【0105】
代わりの不織ライナー用のベース基材(カレンダー掛けされていない)は、サウスカロライナ州ノース・チャールストンのポリマー・グループ社(Polymer Group,Inc.of North Charleston,South Carolina)(PGI)によって提供された。不織ライナー材料は、標準および複合PET繊維の混合物をベースとした。不織シート材料は、残りが標準(単成分)PET繊維で、高融点PETコア(250℃の融点)と共に低融点PETシース(180℃の融点)を有する15重量%の複合繊維を含んだ。複合繊維のデニールは3であり、標準PET繊維のそれは1.2であった。繊維混合物を先ずカード機に掛け、エアレイドした。カード機に掛け/エアレイドしたウェブを次に水絡ませし、乾燥させた。材料を次に、所望の厚さ、嵩および孔サイズに熱カレンダー掛けした。不織ライナー材料は3.7オンス/ヤード2の基本重量、8.6ミルの厚さ、2.4t/BW×密度の嵩、58%のパーセント空隙率、0.83psiの平均フロー孔圧力および10.2ミクロンの平均フロー孔径を有した。
【0106】
材料は滑らかな紙のような表面を有した。両ボードを塗装し、目視により検査した。中央に継ぎ目を有する塗装ボードは、継ぎ目を含めて全ボード表面にわたって通常の紙裏打ち石膏壁板と類似の一様な外観を有し、その結果、継ぎ目は目に見えなかった。
【図面の簡単な説明】
【0107】
【図1】増加するレベルの力(力単位で測定される)がかけられるにつれて様々な石膏ボードサンプルの変形(距離単位で測定される)を例示する応力−歪み曲線を示す。
【特許請求の範囲】
【請求項1】
ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが前記石膏ボードの露出面を覆うための表ライナーであり、他方のシートが前記石膏ボードの非露出面を覆うための裏ライナーであり、前記ライナーの1つがポリマー不織シート材料であり、かつ、中心荷重が前記ポリマー不織シート材料の反対側で前記ボードにかけられて破壊仕事試験が行われる時に前記ポリマー不織シート材料のMD(縦方向)の石膏ボードの破壊仕事が0.75インチの歪みで30ポンド−インチより大きい石膏ボード。
【請求項2】
前記ポリマー不織シート材料が表ライナーである請求項1に記載の石膏ボード。
【請求項3】
前記ポリマー不織シート材料が裏ライナーである請求項1に記載の石膏ボード。
【請求項4】
前記ポリマー不織シート材料の反対側のライナーがガラス繊維を含んでなる少なくとも1つのシートを含んでなる請求項1に記載の石膏ボード。
【請求項5】
前記石膏コアが微生物増殖を促進する栄養物を含まない請求項1または4に記載の石膏ボード。
【請求項6】
微生物増殖を促進する栄養物を含まない請求項5に記載の石膏ボード。
【請求項7】
前記ポリマー不織シート材料の反対側のライナーが少なくとも1つの紙シートを含んでなる請求項1に記載の石膏ボード。
【請求項8】
前記ポリマー不織シート材料の反対側のライナーが織布、フィルムおよび/またはスクリムを含んでなる請求項1に記載の石膏ボード。
【請求項9】
前記表ライナーが前記ポリマー不織シート材料の表面のかなりの部分にわたって表面処理の必要性のない表面仕上げを有する請求項2に記載の石膏ボード。
【請求項10】
前記石膏ボードの表側面上で少なくとも0.4インチの押し込み抵抗を有する請求項2に記載の石膏ボード。
【請求項11】
ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが前記石膏ボードの露出面を覆うための表ライナーであり、他方のシートが前記石膏ボードの非露出面を覆うための裏ライナーであり、前記ライナーの1つがポリマー不織シート材料であり、かつ、中心荷重が前記ポリマー不織シート材料の反対側でボードにかけられて破壊仕事試験が行われる時に、MDのボードの破壊仕事が0.75インチの歪みで60×Xポンド−インチ(ここで、Xはインチでのボートの厚さである)より大きい石膏ボード。
【請求項12】
約0.125〜約2インチの範囲の厚さを有する請求項1または11に記載の石膏ボード。
【請求項13】
0.75インチの歪みでCD(横方向)の破壊仕事が10ポンド−インチより大きい請求項1に記載の石膏ボード。
【請求項14】
前記ポリマー不織シート材料が少なくとも150℃の軟化点または融点を有するポリマーを含んでなる請求項1に記載の石膏ボード。
【請求項15】
前記ライナーである2つのシートが前記石膏コアを保持するためのエンベロープを形成し、前記2つのシートのそれぞれが第1および第2エッジを有し、1つのシートの第1エッジが他方のシートの第1エッジに接合され、かつ、各シートの第2エッジが他方のシートの第2エッジに接合される請求項1に記載の石膏ボード。
【請求項16】
接着剤が前記2つのシートのエッジを接合するために使用される請求項15に記載の石膏ボード。
【請求項17】
少なくとも500ポンド/インチのMD初期弾性率を有する請求項1に記載の石膏ボード。
【請求項18】
少なくとも40ポンドのMDピーク荷重を有する請求項1に記載の石膏ボード。
【請求項19】
ピーク荷重で少なくとも30ポンド−インチのMD破壊仕事を有する請求項1に記載の石膏ボード。
【請求項20】
少なくとも40ポンドのMDピーク荷重およびピーク荷重で少なくとも30ポンド−インチの破壊仕事を有する請求項1に記載の石膏ボード。
【請求項21】
前記不織シートを破壊することなく40ポンドより大きい曲げ応力で0.5インチより大きい曲げ歪みを有する請求項1に記載の石膏ボード。
【請求項22】
前記不織シートを破壊することなく45ポンドより大きい曲げ応力で1インチより大きい曲げ歪みを有する請求項1に記載の石膏ボード。
【請求項23】
曲げ強度ピーク荷重がASTM C36によりボードを水中に2時間保持した直後に測定される時に75%未満のMD曲げ強度の損失を有する請求項1に記載の石膏ボード。
【請求項24】
前記ポリマー不織シート材料が少なくとも35ポンド/インチのMDのストリップ引張強度を有する請求項1に記載の石膏ボード。
【請求項25】
前記ポリマー不織シート材料が少なくとも12ポンド/インチのCDのストリップ引張強度を有する請求項1に記載の石膏ボード。
【請求項26】
前記ポリマー不織シート材料が1ポンドの力で0.7%未満のMDのパーセント伸びを有する請求項1に記載の石膏ボード。
【請求項27】
前記ポリマー不織シート材料が3ポンドの力で1.5%未満のMDのパーセント伸びを有する請求項1に記載の石膏ボード。
【請求項28】
前記ポリマー不織シート材料が100%未満のMDのパーセント破断伸びを有する請求項1に記載の石膏ボード。
【請求項29】
前記ポリマー不織シート材料が1ポンドの力で3.0%未満のCDのパーセント伸びを有する請求項1に記載の石膏ボード。
【請求項30】
前記ポリマー不織シート材料が3ポンドの力で7.0%未満のCDのパーセント伸びを有する請求項1に記載の石膏ボード。
【請求項31】
前記ポリマー不織シート材料が300%未満のCDのパーセント破断伸びを有する請求項1に記載の石膏ボード。
【請求項32】
前記ポリマー不織シート材料が5〜100マイクロメートルの平均フロー孔径、3psi未満の平均フロー孔圧力および1.25より大きい嵩を有する請求項1に記載の石膏ボード。
【請求項33】
前記ポリマー不織シート材料が7〜70マイクロメートルの平均フロー孔径、1psi未満の平均フロー孔圧力および2より大きい嵩を有する請求項1に記載の石膏ボード。
【請求項34】
前記ポリマー不織シート材料が、それにミシン目をつけることおよび/またはそれを折ることを可能にする十分な剛性を有する請求項1に記載の石膏ボード。
【請求項35】
前記ポリマー不織シート材料の露出面が石膏コアと接触した非露出面より滑らかな表面を有する請求項2に記載の石膏ボード。
【請求項36】
前記ライナーであるシートの少なくとも1つがその上にエンボス模様を有する請求項1に記載の石膏ボード。
【請求項37】
前記ポリマー不織シート材料が単成分繊維と複合繊維との混合物を含んでなり、前記複合繊維がシースおよびコアを含んでなり、前記シースの軟化点または融点が前記コアの軟化点または融点および前記単成分繊維の軟化点または融点より十分に低い請求項1に記載の石膏ボード。
【請求項38】
前記ポリマー不織シート材料が15〜35重量%の複合繊維をさらに含んでなる請求項37に記載の石膏ボード。
【請求項39】
前記ポリマー不織シート材料が織布、フィルム、フォイルおよび/またはスクリムと組み合わせられた不織シートからなる複合構造体である請求項1に記載の石膏ボード。
【請求項40】
前記ポリマー不織シート材料が抗菌剤をさらに含んでなる請求項1に記載の石膏ボード。
【請求項41】
前記石膏コアが石膏および高分子バインダーを含んでなる請求項1に記載の石膏ボード。
【請求項42】
前記石膏コアが硬化促進剤、起泡剤、ポリビニルアルコール・バインダー、減水剤、粉砕石膏促進剤、硫酸カリウム、硬化抑制剤、防水剤、燃焼防止剤、抗菌剤、またはそれらの組合せをさらに含んでなる請求項41に記載の石膏ボード。
【請求項43】
前記石膏コアがガラス繊維をさらに含んでなる請求項42に記載の石膏ボード。
【請求項44】
CDピーク荷重に対するMD曲げ強度ピーク荷重の比が3未満である請求項1に記載の石膏ボード。
【請求項45】
前記ライナーであるシートを破壊することなく1インチより大きい曲げ歪みを有する請求項1または11に記載の石膏ボード。
【請求項46】
前記ボードの厚さが少なくとも0.125インチである請求項44に記載の石膏ボード。
【請求項47】
ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが前記石膏ボードの露出面を覆うための表ライナーであり、他方のシートが前記石膏ボードの非露出面を覆うための裏ライナーであり、前記ライナーの1つがポリマー不織シート材料であり、かつ、前記ポリマー不織シート材料が少なくとも35ポンド/インチのMDのストリップ引張強度、1ポンドで0.7%未満のMDのパーセント伸び、3ポンドで1.5%未満のMDのパーセント伸び、および100%未満のMDのパーセント破断伸び、少なくとも12ポンド/インチのCDのストリップ引張強度、1ポンドで3.0%未満のCDのパーセント伸び、3ポンドで7.0%未満のCDのパーセント伸び、および300%未満のCDのパーセント破断伸びを有する石膏ボード。
【請求項48】
前記ポリマー不織シート材料が5〜100マイクロメートルの平均フロー孔径、3psi未満の平均フロー孔圧力および1.25より大きい嵩を有する請求項47に記載の石膏ボード。
【請求項49】
前記ポリマー不織シート材料が7〜70マイクロメートルの平均フロー孔径、1psi未満の平均フロー孔圧力および2より大きい嵩を有する請求項47に記載の石膏ボード。
【請求項50】
前記ポリマー不織シート材料が少なくとも65ポンド/インチのMDのストリップ引張強度、1ポンドで0.5%未満のMDのパーセント伸び、3ポンドで0.7%未満のMDのパーセント伸び、および50%未満のMDのパーセント破断伸び、少なくとも22ポンド/インチのCDのストリップ引張強度、1ポンドで1.5%未満のCDのパーセント伸び、3ポンドで3.0%未満のCDのパーセント伸び、および100%未満のCDのパーセント破断伸びを有する、請求項47に記載の石膏ボード。
【請求項1】
ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが前記石膏ボードの露出面を覆うための表ライナーであり、他方のシートが前記石膏ボードの非露出面を覆うための裏ライナーであり、前記ライナーの1つがポリマー不織シート材料であり、かつ、中心荷重が前記ポリマー不織シート材料の反対側で前記ボードにかけられて破壊仕事試験が行われる時に前記ポリマー不織シート材料のMD(縦方向)の石膏ボードの破壊仕事が0.75インチの歪みで30ポンド−インチより大きい石膏ボード。
【請求項2】
前記ポリマー不織シート材料が表ライナーである請求項1に記載の石膏ボード。
【請求項3】
前記ポリマー不織シート材料が裏ライナーである請求項1に記載の石膏ボード。
【請求項4】
前記ポリマー不織シート材料の反対側のライナーがガラス繊維を含んでなる少なくとも1つのシートを含んでなる請求項1に記載の石膏ボード。
【請求項5】
前記石膏コアが微生物増殖を促進する栄養物を含まない請求項1または4に記載の石膏ボード。
【請求項6】
微生物増殖を促進する栄養物を含まない請求項5に記載の石膏ボード。
【請求項7】
前記ポリマー不織シート材料の反対側のライナーが少なくとも1つの紙シートを含んでなる請求項1に記載の石膏ボード。
【請求項8】
前記ポリマー不織シート材料の反対側のライナーが織布、フィルムおよび/またはスクリムを含んでなる請求項1に記載の石膏ボード。
【請求項9】
前記表ライナーが前記ポリマー不織シート材料の表面のかなりの部分にわたって表面処理の必要性のない表面仕上げを有する請求項2に記載の石膏ボード。
【請求項10】
前記石膏ボードの表側面上で少なくとも0.4インチの押し込み抵抗を有する請求項2に記載の石膏ボード。
【請求項11】
ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが前記石膏ボードの露出面を覆うための表ライナーであり、他方のシートが前記石膏ボードの非露出面を覆うための裏ライナーであり、前記ライナーの1つがポリマー不織シート材料であり、かつ、中心荷重が前記ポリマー不織シート材料の反対側でボードにかけられて破壊仕事試験が行われる時に、MDのボードの破壊仕事が0.75インチの歪みで60×Xポンド−インチ(ここで、Xはインチでのボートの厚さである)より大きい石膏ボード。
【請求項12】
約0.125〜約2インチの範囲の厚さを有する請求項1または11に記載の石膏ボード。
【請求項13】
0.75インチの歪みでCD(横方向)の破壊仕事が10ポンド−インチより大きい請求項1に記載の石膏ボード。
【請求項14】
前記ポリマー不織シート材料が少なくとも150℃の軟化点または融点を有するポリマーを含んでなる請求項1に記載の石膏ボード。
【請求項15】
前記ライナーである2つのシートが前記石膏コアを保持するためのエンベロープを形成し、前記2つのシートのそれぞれが第1および第2エッジを有し、1つのシートの第1エッジが他方のシートの第1エッジに接合され、かつ、各シートの第2エッジが他方のシートの第2エッジに接合される請求項1に記載の石膏ボード。
【請求項16】
接着剤が前記2つのシートのエッジを接合するために使用される請求項15に記載の石膏ボード。
【請求項17】
少なくとも500ポンド/インチのMD初期弾性率を有する請求項1に記載の石膏ボード。
【請求項18】
少なくとも40ポンドのMDピーク荷重を有する請求項1に記載の石膏ボード。
【請求項19】
ピーク荷重で少なくとも30ポンド−インチのMD破壊仕事を有する請求項1に記載の石膏ボード。
【請求項20】
少なくとも40ポンドのMDピーク荷重およびピーク荷重で少なくとも30ポンド−インチの破壊仕事を有する請求項1に記載の石膏ボード。
【請求項21】
前記不織シートを破壊することなく40ポンドより大きい曲げ応力で0.5インチより大きい曲げ歪みを有する請求項1に記載の石膏ボード。
【請求項22】
前記不織シートを破壊することなく45ポンドより大きい曲げ応力で1インチより大きい曲げ歪みを有する請求項1に記載の石膏ボード。
【請求項23】
曲げ強度ピーク荷重がASTM C36によりボードを水中に2時間保持した直後に測定される時に75%未満のMD曲げ強度の損失を有する請求項1に記載の石膏ボード。
【請求項24】
前記ポリマー不織シート材料が少なくとも35ポンド/インチのMDのストリップ引張強度を有する請求項1に記載の石膏ボード。
【請求項25】
前記ポリマー不織シート材料が少なくとも12ポンド/インチのCDのストリップ引張強度を有する請求項1に記載の石膏ボード。
【請求項26】
前記ポリマー不織シート材料が1ポンドの力で0.7%未満のMDのパーセント伸びを有する請求項1に記載の石膏ボード。
【請求項27】
前記ポリマー不織シート材料が3ポンドの力で1.5%未満のMDのパーセント伸びを有する請求項1に記載の石膏ボード。
【請求項28】
前記ポリマー不織シート材料が100%未満のMDのパーセント破断伸びを有する請求項1に記載の石膏ボード。
【請求項29】
前記ポリマー不織シート材料が1ポンドの力で3.0%未満のCDのパーセント伸びを有する請求項1に記載の石膏ボード。
【請求項30】
前記ポリマー不織シート材料が3ポンドの力で7.0%未満のCDのパーセント伸びを有する請求項1に記載の石膏ボード。
【請求項31】
前記ポリマー不織シート材料が300%未満のCDのパーセント破断伸びを有する請求項1に記載の石膏ボード。
【請求項32】
前記ポリマー不織シート材料が5〜100マイクロメートルの平均フロー孔径、3psi未満の平均フロー孔圧力および1.25より大きい嵩を有する請求項1に記載の石膏ボード。
【請求項33】
前記ポリマー不織シート材料が7〜70マイクロメートルの平均フロー孔径、1psi未満の平均フロー孔圧力および2より大きい嵩を有する請求項1に記載の石膏ボード。
【請求項34】
前記ポリマー不織シート材料が、それにミシン目をつけることおよび/またはそれを折ることを可能にする十分な剛性を有する請求項1に記載の石膏ボード。
【請求項35】
前記ポリマー不織シート材料の露出面が石膏コアと接触した非露出面より滑らかな表面を有する請求項2に記載の石膏ボード。
【請求項36】
前記ライナーであるシートの少なくとも1つがその上にエンボス模様を有する請求項1に記載の石膏ボード。
【請求項37】
前記ポリマー不織シート材料が単成分繊維と複合繊維との混合物を含んでなり、前記複合繊維がシースおよびコアを含んでなり、前記シースの軟化点または融点が前記コアの軟化点または融点および前記単成分繊維の軟化点または融点より十分に低い請求項1に記載の石膏ボード。
【請求項38】
前記ポリマー不織シート材料が15〜35重量%の複合繊維をさらに含んでなる請求項37に記載の石膏ボード。
【請求項39】
前記ポリマー不織シート材料が織布、フィルム、フォイルおよび/またはスクリムと組み合わせられた不織シートからなる複合構造体である請求項1に記載の石膏ボード。
【請求項40】
前記ポリマー不織シート材料が抗菌剤をさらに含んでなる請求項1に記載の石膏ボード。
【請求項41】
前記石膏コアが石膏および高分子バインダーを含んでなる請求項1に記載の石膏ボード。
【請求項42】
前記石膏コアが硬化促進剤、起泡剤、ポリビニルアルコール・バインダー、減水剤、粉砕石膏促進剤、硫酸カリウム、硬化抑制剤、防水剤、燃焼防止剤、抗菌剤、またはそれらの組合せをさらに含んでなる請求項41に記載の石膏ボード。
【請求項43】
前記石膏コアがガラス繊維をさらに含んでなる請求項42に記載の石膏ボード。
【請求項44】
CDピーク荷重に対するMD曲げ強度ピーク荷重の比が3未満である請求項1に記載の石膏ボード。
【請求項45】
前記ライナーであるシートを破壊することなく1インチより大きい曲げ歪みを有する請求項1または11に記載の石膏ボード。
【請求項46】
前記ボードの厚さが少なくとも0.125インチである請求項44に記載の石膏ボード。
【請求項47】
ライナーである2つのシートの間に保持された石膏コアを含んでなる石膏ボードであって、1つのシートが前記石膏ボードの露出面を覆うための表ライナーであり、他方のシートが前記石膏ボードの非露出面を覆うための裏ライナーであり、前記ライナーの1つがポリマー不織シート材料であり、かつ、前記ポリマー不織シート材料が少なくとも35ポンド/インチのMDのストリップ引張強度、1ポンドで0.7%未満のMDのパーセント伸び、3ポンドで1.5%未満のMDのパーセント伸び、および100%未満のMDのパーセント破断伸び、少なくとも12ポンド/インチのCDのストリップ引張強度、1ポンドで3.0%未満のCDのパーセント伸び、3ポンドで7.0%未満のCDのパーセント伸び、および300%未満のCDのパーセント破断伸びを有する石膏ボード。
【請求項48】
前記ポリマー不織シート材料が5〜100マイクロメートルの平均フロー孔径、3psi未満の平均フロー孔圧力および1.25より大きい嵩を有する請求項47に記載の石膏ボード。
【請求項49】
前記ポリマー不織シート材料が7〜70マイクロメートルの平均フロー孔径、1psi未満の平均フロー孔圧力および2より大きい嵩を有する請求項47に記載の石膏ボード。
【請求項50】
前記ポリマー不織シート材料が少なくとも65ポンド/インチのMDのストリップ引張強度、1ポンドで0.5%未満のMDのパーセント伸び、3ポンドで0.7%未満のMDのパーセント伸び、および50%未満のMDのパーセント破断伸び、少なくとも22ポンド/インチのCDのストリップ引張強度、1ポンドで1.5%未満のCDのパーセント伸び、3ポンドで3.0%未満のCDのパーセント伸び、および100%未満のCDのパーセント破断伸びを有する、請求項47に記載の石膏ボード。
【図1】

【公表番号】特表2007−513816(P2007−513816A)
【公表日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願番号】特願2006−545403(P2006−545403)
【出願日】平成16年12月15日(2004.12.15)
【国際出願番号】PCT/US2004/042170
【国際公開番号】WO2005/058595
【国際公開日】平成17年6月30日(2005.6.30)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
【公表日】平成19年5月31日(2007.5.31)
【国際特許分類】
【出願日】平成16年12月15日(2004.12.15)
【国際出願番号】PCT/US2004/042170
【国際公開番号】WO2005/058595
【国際公開日】平成17年6月30日(2005.6.30)
【出願人】(390023674)イー・アイ・デュポン・ドウ・ヌムール・アンド・カンパニー (2,692)
【氏名又は名称原語表記】E.I.DU PONT DE NEMOURS AND COMPANY
【Fターム(参考)】
[ Back to top ]