
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックス
【課題】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供する。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
【解決手段】 ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、1.25%Cr−0.5%Mo鋼をサブマージアーク溶接で多層盛溶接して得られた溶接金属、コークドラムおよびそのためのボンドフラックスに関し、詳しくは短時間から長時間にわたる応力除去焼鈍(以下、PWHTという。)を行った後においても母材との強度的ミスマッチングがなく、安定した高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックスに関する。
【背景技術】
【0002】
1.25%Cr−0.5%Mo鋼は、ボイラドラム、主蒸気管および過熱蒸気管などの各種鋼管、石油化学工業などの装置(例えば、コークドラムなど)に広く用いられている。
【0003】
一般にCr−Mo系低合金鋼は、高温耐酸化性や高温特性の優れた材料として実用化され使用条件に応じて1.25%Cr−0.5%Mo鋼、2.25%Cr−1%Mo鋼、3%Cr−1%Mo鋼などが適宜選択されてきた。特に2.25%Cr−1%Mo鋼、3%Cr−1%Mo鋼は使用条件の高温・高圧化から高温強度や耐水素侵食性を改善したVを添加した鋼材が開発され、溶接材料も実用化されている。
【0004】
一方、1.25%Cr−0.5%Mo鋼は高温・高圧化のニーズはないものの、溶接金属に対して寒冷地での操業や運転休止中の脆性破壊等を考慮して低温における高靭性化および母材と溶接金属との強度的ミスマッチングがないことを要望されるようになってきた。さらに、WES 1109の「溶接熱影響部CTOD試験方法に関する指針」の解説においても、強度的ミスマッチングの許容は母材強度に対して10〜15%程度までとされている。
【0005】
ところで、溶接金属の靭性に及ぼす大きな要因としてPWHT条件がある。PWHTは、溶接によって生じた溶接部の残留応力を除去するとともに溶接部の靭性を向上するものであるが、PWHT時間が短いと靭性が低く、長いと強度の低下に伴って高靭性が得られるが、長すぎると靭性は低下するので、適切な温度および保持時間で行うことが必要である。一般的には690℃±20℃の温度で1〜5回のPWHTがなされ、そのPWHT時間の合計は3〜25時間の広範囲にわたる。温度が高いほど、また同じ温度でも時間が長いほど焼きなましの効果は大きく、その程度を示す値として下記に示す焼きもどしパラメータT・Pが広く用いられている。
T・P=T{20+log(t)}×10-3
T=温度(°K)、t=時間(hr)
一般に1.25%Cr―1%Mo鋼の溶接施工におけるT・Pの範囲は19.3〜20.9にある。
【0006】
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接については、例えば特許文献1に記載の発明には溶接金属に多量のAlNを形成して溶接金属を微細化して高靭性を得るという技術が、また特許文献2に記載の発明には溶融型フラックスとVを多く含むワイヤとを組み合わせて高靭性を得る技術が、さらに、特許文献3に記載の発明にはワイヤ成分としてBとNを必須としてTi、Zr、Alの1種以上を添加して高靭性で高強度の溶接金属を得るという技術の開示がある。
【0007】
しかし、上記特許文献1、特許文献2および特許文献3に記載の技術は、PWHTの保持時間をある程度長時間実施した後の靭性を評価したものであり、母材と溶接金属の強度的ミスマッチングの考慮がされておらず、さらに組み合わせたフラックス成分組成では溶接金属の酸素量が高く、短時間のPWHTにおいては低温における靭性がばらついて満足できるものではない。また、溶接作業性および耐溶接欠陥性についても満足できるものではない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭58−58982号公報
【特許文献2】特開昭59−73194号公報
【特許文献3】特開昭59−82189号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、サブマージアーク溶接金属によって製造されたコークドラムおよびボンドフラックスを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の要旨は、ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする。
また、Ti、VおよびNbの1種以上の合計が0.005〜0.02%であることを特徴とする。
【0011】
そして、上記溶接金属によって製造された1.25%Cr−0.5%Mo鋼製のコークドラムを特徴とする。
【0012】
さらに、上記1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を得るためにソリッドワイヤと組み合わせるボンドフラックスは、フラックスの全質量に対して、質量%で、MgO:25〜35%、Al2O3:13〜20%、CaF2:14〜22%、SiO2:10〜19%、CaO:6〜12%、金属炭酸塩のCO2換算値:3〜5%を含有し、その他はNa2O、K2O、合金剤、脱酸剤および不可避不純物であることも特徴とする。
【0013】
また、上記ボンドフラックスを使用した溶接構造により製造された上記1.25%Cr−0.5%Mo鋼製のコークドラムであることも特徴とする。
【発明の効果】
【0014】
本発明の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属によれば、ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、安定した高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供することができる。
【図面の簡単な説明】
【0015】
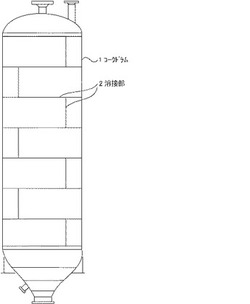
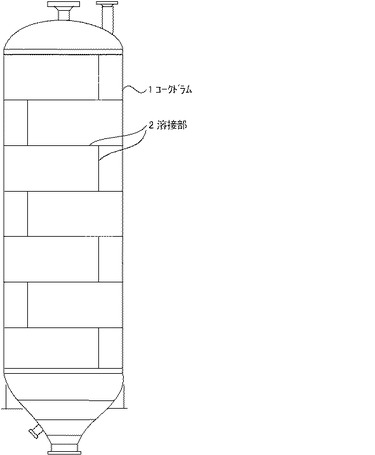
【図1】コークドラムの一実施例を模式的に示す図である。
【発明を実施するための形態】
【0016】
本発明者らは、上記課題を解決するために、種々の溶接金属を各種ソリッドワイヤとボンドフラックスとを組み合わせて形成して、母材との強度的ミスマッチングおよび靭性におよぼす成分の影響および耐欠陥性におよぼすボンドフラックスの成分組成について詳細に検討した。その結果、短時間から長時間にわたるPWHTを行った後においても母材との強度的ミスマッチングがなく高靭性が得られる溶接金属を見出し、さらに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を見出した。
【0017】
以下、本発明の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属に含有する化学成分およびその組成の限定理由について説明する。
【0018】
C:0.06〜0.12質量%
Cは、溶接金属の焼き入れ性を高めて、耐力(0.2%耐力)の調整と靭性を向上させる効果を有する。Cが0.06質量%(以下、単に%という。)未満であると、短時間PWHT(以下、PWHT1という。)での靭性が低く、耐力が低くなり母材の耐力未満になる。一方、0.12%を超えると、PWHT1での靭性が低くなる。また、耐力が高くなり母材との強度的ミスマッチングとなる。さらに、高温割れが生じやすくなる。
【0019】
Si:0.15〜0.30%
Siは溶接金属の靭性を向上させる。Siが0.15%未満であると、PWHT1および長時間PWHT(以下、PWHT2という。)ともに靭性が低くなる。一方、0.30%を超えると、耐力が高くなり母材との強度的ミスマッチングとなるとともにPWHT1およびPWHT2ともに靭性が低下する。
【0020】
Mn:0.60〜1.10%
Mnは溶接金属の焼き入れ性を高めて耐力の調整と靭性を向上させる。Mnが0.60%未満であると、PWHT1およびPWHT2ともに靭性が低くなる。また、耐力が低くなり母材の耐力未満になる。一方、1.10%を超えると、耐力が高くなり母材との強度的ミスマッチングになるとともにPWHT1での靭性が低くなる。
【0021】
Cr:1.10〜1.45%、Mo:0.45〜0.60%
本発明は1.25%Cr−0.5%Mo鋼を対象とするものであるから、耐酸化性、耐クリープ性を確保するため母材に相当するCrおよびMoを溶接金属に含有する必要がある。Cr1.10%未満、Mo0.45%未満では、耐力が低くなり母材の耐力未満になる。一方、Cr1.45%超、Mo0.60%超では硬化性が大となり、耐力が高くなり母材との強度的ミスマッチングになるとともにPWHT1での靭性が低くなる。
【0022】
O:0.022%以下
OはSi、Mn、Cr、Ti等と酸化物(非金属介在物)として存在し、0.022%を超えると、PWHT1およびPWHT2ともに安定した靭性が得られなくなる。
【0023】
N:0.008%以下
過剰なNは、PWHT1およびPWHT2ともに靭性を不安定にする。したがって、Nは0.008%以下とする。
【0024】
Ti、VおよびNbの1種以上の合計:0.005〜0.02%
Tiは酸化物として溶接金属に存在し、溶接金属を微細化して靭性を向上させる。VおよびNbはCと炭化物を生成して溶接金属を微細化して靭性を向上させる。Ti、VおよびNbの1種以上の合計が0.005%未満であると、靭性の向上効果は得られない。一方、Ti、VおよびNbの1種以上の合計が0.02%を超えると酸化物や炭化物の生成量が多くなって、特にPWHT1での靭性が低下する。
【0025】
その他、P、As、Sb、Snは使用中の脆化を考慮してできるだけ低いことが好ましい。
【0026】
次に、前記成分組成の溶接金属および溶接欠陥のない高品質な溶接金属を得るために、ソリッドワイヤと組み合わせるボンドフラックスの成分組成について説明する。
【0027】
MgO:25〜35%
MgOは溶接金属の酸素を下げて靭性を向上する。MgOが25%未満であると溶接金属の酸素が多くなってPWHT1およびPWHT2ともに靭性が安定しなくなる。一方、35%を超えると溶融スラグの融点が高くなりビードが広がらず、またスラグ剥離性も悪くなって、多層盛溶接するとスラグ巻き込み欠陥が生じる。
【0028】
Al2O3:13〜20%
Al2O3はビード幅の広いなじみの良好なビードを形成する。Al2O3が13%未満であるとビード止端部のなじみが悪くなり、多層盛溶接するとスラグ巻き込み欠陥が生じる。一方、20%を超えるとビードが凸状となり多層盛溶接することができない。
【0029】
CaF2:14〜22%
CaF2は溶接金属の酸素を下げて靭性を向上する。CaF2が14%未満であると溶接金属の酸素が多くなってPWHT1およびPWHT2ともに靭性が安定しなくなる。一方、22%を超えるとアークが不安定となりスラグ巻き込み欠陥が生じやすくなる。
【0030】
SiO2:10〜19%
SiO2はスラグの粘性を増加させビード止端部のなじみの良いビードを形成する。SiO2が10%未満であるとビード止端部のなじみが悪くなり、多層盛溶接するとスラグ巻き込み欠陥が生じる。一方、19%を超えると溶接金属の酸素が多くなってPWHT1およびPWHT2ともに靭性が安定しなくなる。
【0031】
CaO:6〜12%
CaOは溶接金属の酸素を下げて靭性を向上する。CaOが6%未満であると溶接金属の酸素が多くなってPWHT1およびPWHT2ともに靭性が安定しなくなる。一方、12%を超えるとビードが凸状となり多層盛溶接することができない。なお、CaOとしては、CaCO3の分解によって生じるCaOも含むものとする。
【0032】
金属炭酸塩のCO2換算値:3〜5%
CaCO3、BaCO3などの金属炭酸塩は溶接中アーク空洞内でCO2ガスに解離し、アーク空洞内における水素分圧を下げて溶接金属中に移行する水素を低くして拡散性水素量を低減するとともにアークを安定にする。金属炭酸塩のCO2換算値が3%未満であると溶接金属中の拡散性水素量が多くなって、水素による低温割れが生じやすくなる。また、アークが不安定になる。一方、5%を超えるとアークが吹き上げ、ビード形状が不良となってスラグ巻き込み欠陥が生じやすくなる。
【0033】
ボンドフラックスは、前記成分組成の他アーク安定剤であるNa2OやK2O、合金剤および脱酸剤を含む。ソリッドワイヤのみから添加すると、ソリッドワイヤ中の合金量が多くなって、ワイヤが硬くなってワイヤの製造が困難になるばかりか、溶接時のワイヤ送給性が不良となる。したがって、フラックス中に合金剤および脱酸剤を含有させ、目標とする溶接金属成分とすることもできる。
【0034】
なお、ボンドフラックスに含むCは、高炭素Fe−Mnなどの合金粉やグラファイトなど、Siは金属Si、Fe−SiおよびSi−Mnなど、Mnは金属Mn、Fe−MnおよびSi−Mnなど、Crは金属CrおよびFe−Crなど、Moは金属MoおよびFe−Moなど、VはFe−V、NbはFe−Nb、Tiは金属TiおよびFe−Tiなどの形態で含有させることができる。
【0035】
また、組み合わせるソリッドワイヤは、C:0.05〜0.12%、Si:0.10〜0.35%、Mn:0.60〜1.10%、P:0.010%以下、S:0.010%以下、Cr:1.20〜1.50%、Mo:0.45〜0.60%、Ti:0.015%以下、V:0.015%以下、Nb:0.015%以下であることが好ましい。
【0036】
コークドラムとは、石油精製プロセスにおいて重質油を熱分解反応によりガスと分解油および石油コークスに分解するプロセス(ディレイドコーキング法)に用いる円筒状の反応容器のことである。このコークドラムは、高温高圧の運転に耐え得る耐熱鋼(クロム・モリブデン鋼)をサブマージアーク溶接により組み立てて製造する。
【0037】
この石油精製プロセスの運転は、500℃程度に加熱した後100℃程度に冷却するサイクルを繰り返し行うため、溶接部の損傷が数多く報告されている。このようなコークドラムを本発明の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属によって製造することにより母材とのミスマッチングがなく、高靭性で溶接欠陥のない耐久性の高いコークドラムを得ることができる。
【0038】
図1はコークドラムの使用状態を側面から示したものである。このコークドラム1は、耐熱鋼の1.25%Cr−0.5%Mo鋼板を用いて製造されていて、その溶接構造は、上部、側面および下部を接合する溶接部2を得るのに本発明の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属およびその溶接金属を得るためのボンドフラックスを用いている。この溶接構造のコークドラムは、高靭性で溶接欠陥のない耐久性の高いコークドラムとなっていた。
【実施例】
【0039】
以下、本発明の効果を実施例により詳細に説明する。
【0040】
表1に示すソリッドワイヤ(ワイヤ径4.8mm)と表2に示すボンドフラックス(粒度300×100μm)とを組み合わせて、表3に示す成分の鋼板(1.25%Cr−0.5%Mo鋼)を開先上面幅25mm、ギャップ24mmの裏当て付き開先として溶接長750mmを表4に示す溶接条件で1層2パスの多層盛溶接をした。
【0041】
【表1】

【0042】
【表2】
【0043】
【表3】
【0044】
【表4】
【0045】
溶接後、X線透過試験を行い溶接欠陥の有無を調査した後、試験板を2等分して表5に示すPWHT1とPWHT2の2条件のPWHTを行った。次いで、板厚の中心部より分析試料、JIS Z3111 A1号丸棒引張試験片(JIS Z2201の10号試験片)およびJIS Z3111 4号衝撃試験片(JIS Z2201の4号試験片)を採取した。溶接金属成分を表6に示す。
【0046】
【表5】
【0047】
【表6】
【0048】
評価は、引張試験の0.2%耐力でPWHT1は480〜520MPa(母材は470MPa)、PWHT2は440〜470MPa(母材は430MPa)、衝撃試験はPWHT1およびPWHT2ともに試験温度−29℃で吸収エネルギーの各5本の最低値が136J以上を良好とした。表7に溶接作業性、X線透過試験、引張試験の0.2%耐力および衝撃試験の結果をまとめて示す。
【0049】
【表7】
【0050】
表6および表7中、溶接金属No.1〜10は本発明例、溶接金属No.11〜27は比較例である。
【0051】
本発明例である溶接金属No.1〜10は、各溶接金属成分が適量で、組み合わせたボンドフラックス成分組成も適量であるので、PWHT1およびPWHT2ともに0.2%耐力が良好で高値で安定した吸収エネルギーが得られ、溶接作業性が良好で、かつ溶接欠陥のない高品質の溶接金属が得られ、極めて満足な結果であった。
【0052】
比較例中溶接金属No.11は、組み合わせたボンドフラックスF8のCO2が多いので、アークが吹き上げ、ビード形状が不良となってスラグ巻き込み欠陥も生じた。また、Cが低いので、PWHT1での吸収エネルギーが低く、PWHT1およびPWHT2ともに0.2%耐力が低かった。
【0053】
溶接金属No.12は、組み合わせたボンドフラックスF9のCO2が少ないので、アークが不安定であった。また、Cが高いので、溶接時にクレータ割れが生じ、PWHT1およびPWHT2ともに0.2%耐力が高く、PWHT1の吸収エネルギーが低かった。
【0054】
溶接金属No.13は、組み合わせたボンドフラックスF10のSiO2が少ないので、ビード始端部のなじみが不良でスラグ巻き込み欠陥も生じた。また、Siが低いので、PWHT1およびPWHT2ともに吸収エネルギーが低かった。
【0055】
溶接金属No.14は、組み合わせたボンドフラックスF11のCaF2が多いので、アークが不安定となりスラグ巻き込み欠陥が生じた。また、Siが高いので、PWHT1およびPWHT2ともに吸収エネルギーが低かった。
【0056】
溶接金属No.15は、組み合わせたボンドフラックスF12のAl2O3が少ないので、ビード止端部のなじみが悪くスラグ巻き込み欠陥も生じた。また、Mnが低いので、PWHT1およびPWHT2ともに吸収エネルギーが低く、0.2%耐力も低かった。
【0057】
溶接金属No.16は、組み合わせたボンドフラックスF13のMgOが多いので、ビード幅が狭くスラグ剥離性が不良でスラグ巻き込み欠陥も生じた。また、Mnが高いので、PWHT1およびPWHT2ともに0.2%耐力が高く、PWHT1の吸収エネルギーが低かった。
【0058】
溶接金属No.17は、Crが低いので、PWHT1およびPWHT2ともに0.2%耐力が低かった。また、Vが低いのでPWHT1およびPWHT2ともに吸収エネルギーがやや低かった。
【0059】
溶接金属No.18は、Crが高いので、PWHT1およびPWHT2ともに0.2%耐力が高く、PWHT1の吸収エネルギーが低かった。
【0060】
溶接金属No.19は、Moが低いので、PWHT1およびPWHT2ともに0.2%耐力が低かった。また、Ti、VおよびNbの合計が高いので、PWHT1での吸収エネルギーが低かった。
【0061】
溶接金属No.20は、Moが高いので、PWHT1およびPWHT2ともに0.2%耐力が高く、PWHT1での吸収エネルギーが低かった。
【0062】
溶接金属No.21は、Nが高いので、PWHT1およびPWHT2ともに吸収エネルギーの最低値が低かった。
【0063】
溶接金属No.22は組み合わせたボンドフラックスF14のMgOが少ないので、溶接金属No.23は組み合わせたボンドフラックスF15のCaF2が少ないので、溶接金属No.24は組み合わせたボンドフラックスF16のSiO2が多いので、また溶接金属No.25は組み合わせたボンドフラックスF17のCaOが少ないので、いずれもOが高くPWHT1およびPWHT2ともに吸収エネルギーの最低値が低かった。
【0064】
溶接金属No.26は組み合わせたボンドフラックスF18のAl2O3が多いので、また溶接金属No.27は組み合わせたボンドフラックスF19のCaOが多いので、いずれもビードが凸状となり多層盛溶接することができなかったので溶接を中止した。
【符号の説明】
【0065】
1 コークドラム
2 溶接部
【技術分野】
【0001】
本発明は、1.25%Cr−0.5%Mo鋼をサブマージアーク溶接で多層盛溶接して得られた溶接金属、コークドラムおよびそのためのボンドフラックスに関し、詳しくは短時間から長時間にわたる応力除去焼鈍(以下、PWHTという。)を行った後においても母材との強度的ミスマッチングがなく、安定した高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、コークドラムおよびボンドフラックスに関する。
【背景技術】
【0002】
1.25%Cr−0.5%Mo鋼は、ボイラドラム、主蒸気管および過熱蒸気管などの各種鋼管、石油化学工業などの装置(例えば、コークドラムなど)に広く用いられている。
【0003】
一般にCr−Mo系低合金鋼は、高温耐酸化性や高温特性の優れた材料として実用化され使用条件に応じて1.25%Cr−0.5%Mo鋼、2.25%Cr−1%Mo鋼、3%Cr−1%Mo鋼などが適宜選択されてきた。特に2.25%Cr−1%Mo鋼、3%Cr−1%Mo鋼は使用条件の高温・高圧化から高温強度や耐水素侵食性を改善したVを添加した鋼材が開発され、溶接材料も実用化されている。
【0004】
一方、1.25%Cr−0.5%Mo鋼は高温・高圧化のニーズはないものの、溶接金属に対して寒冷地での操業や運転休止中の脆性破壊等を考慮して低温における高靭性化および母材と溶接金属との強度的ミスマッチングがないことを要望されるようになってきた。さらに、WES 1109の「溶接熱影響部CTOD試験方法に関する指針」の解説においても、強度的ミスマッチングの許容は母材強度に対して10〜15%程度までとされている。
【0005】
ところで、溶接金属の靭性に及ぼす大きな要因としてPWHT条件がある。PWHTは、溶接によって生じた溶接部の残留応力を除去するとともに溶接部の靭性を向上するものであるが、PWHT時間が短いと靭性が低く、長いと強度の低下に伴って高靭性が得られるが、長すぎると靭性は低下するので、適切な温度および保持時間で行うことが必要である。一般的には690℃±20℃の温度で1〜5回のPWHTがなされ、そのPWHT時間の合計は3〜25時間の広範囲にわたる。温度が高いほど、また同じ温度でも時間が長いほど焼きなましの効果は大きく、その程度を示す値として下記に示す焼きもどしパラメータT・Pが広く用いられている。
T・P=T{20+log(t)}×10-3
T=温度(°K)、t=時間(hr)
一般に1.25%Cr―1%Mo鋼の溶接施工におけるT・Pの範囲は19.3〜20.9にある。
【0006】
1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接については、例えば特許文献1に記載の発明には溶接金属に多量のAlNを形成して溶接金属を微細化して高靭性を得るという技術が、また特許文献2に記載の発明には溶融型フラックスとVを多く含むワイヤとを組み合わせて高靭性を得る技術が、さらに、特許文献3に記載の発明にはワイヤ成分としてBとNを必須としてTi、Zr、Alの1種以上を添加して高靭性で高強度の溶接金属を得るという技術の開示がある。
【0007】
しかし、上記特許文献1、特許文献2および特許文献3に記載の技術は、PWHTの保持時間をある程度長時間実施した後の靭性を評価したものであり、母材と溶接金属の強度的ミスマッチングの考慮がされておらず、さらに組み合わせたフラックス成分組成では溶接金属の酸素量が高く、短時間のPWHTにおいては低温における靭性がばらついて満足できるものではない。また、溶接作業性および耐溶接欠陥性についても満足できるものではない。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開昭58−58982号公報
【特許文献2】特開昭59−73194号公報
【特許文献3】特開昭59−82189号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は、ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属、サブマージアーク溶接金属によって製造されたコークドラムおよびボンドフラックスを提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明の要旨は、ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、C:0.06〜0.12%、Si:0.15〜0.30%、Mn:0.60〜1.10%、Cr:1.10〜1.45%、Mo:0.45〜0.60%を含有し、O:0.022%以下、N:0.008%以下で、残部はFeおよび不可避不純物であることを特徴とする。
また、Ti、VおよびNbの1種以上の合計が0.005〜0.02%であることを特徴とする。
【0011】
そして、上記溶接金属によって製造された1.25%Cr−0.5%Mo鋼製のコークドラムを特徴とする。
【0012】
さらに、上記1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を得るためにソリッドワイヤと組み合わせるボンドフラックスは、フラックスの全質量に対して、質量%で、MgO:25〜35%、Al2O3:13〜20%、CaF2:14〜22%、SiO2:10〜19%、CaO:6〜12%、金属炭酸塩のCO2換算値:3〜5%を含有し、その他はNa2O、K2O、合金剤、脱酸剤および不可避不純物であることも特徴とする。
【0013】
また、上記ボンドフラックスを使用した溶接構造により製造された上記1.25%Cr−0.5%Mo鋼製のコークドラムであることも特徴とする。
【発明の効果】
【0014】
本発明の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属によれば、ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接された溶接金属の短時間から長時間にわたる応力除去を行った後においても母材との強度的ミスマッチングがなく、安定した高靭性が得られるとともに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を提供することができる。
【図面の簡単な説明】
【0015】
【図1】コークドラムの一実施例を模式的に示す図である。
【発明を実施するための形態】
【0016】
本発明者らは、上記課題を解決するために、種々の溶接金属を各種ソリッドワイヤとボンドフラックスとを組み合わせて形成して、母材との強度的ミスマッチングおよび靭性におよぼす成分の影響および耐欠陥性におよぼすボンドフラックスの成分組成について詳細に検討した。その結果、短時間から長時間にわたるPWHTを行った後においても母材との強度的ミスマッチングがなく高靭性が得られる溶接金属を見出し、さらに溶接欠陥のない高品質な1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を見出した。
【0017】
以下、本発明の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属に含有する化学成分およびその組成の限定理由について説明する。
【0018】
C:0.06〜0.12質量%
Cは、溶接金属の焼き入れ性を高めて、耐力(0.2%耐力)の調整と靭性を向上させる効果を有する。Cが0.06質量%(以下、単に%という。)未満であると、短時間PWHT(以下、PWHT1という。)での靭性が低く、耐力が低くなり母材の耐力未満になる。一方、0.12%を超えると、PWHT1での靭性が低くなる。また、耐力が高くなり母材との強度的ミスマッチングとなる。さらに、高温割れが生じやすくなる。
【0019】
Si:0.15〜0.30%
Siは溶接金属の靭性を向上させる。Siが0.15%未満であると、PWHT1および長時間PWHT(以下、PWHT2という。)ともに靭性が低くなる。一方、0.30%を超えると、耐力が高くなり母材との強度的ミスマッチングとなるとともにPWHT1およびPWHT2ともに靭性が低下する。
【0020】
Mn:0.60〜1.10%
Mnは溶接金属の焼き入れ性を高めて耐力の調整と靭性を向上させる。Mnが0.60%未満であると、PWHT1およびPWHT2ともに靭性が低くなる。また、耐力が低くなり母材の耐力未満になる。一方、1.10%を超えると、耐力が高くなり母材との強度的ミスマッチングになるとともにPWHT1での靭性が低くなる。
【0021】
Cr:1.10〜1.45%、Mo:0.45〜0.60%
本発明は1.25%Cr−0.5%Mo鋼を対象とするものであるから、耐酸化性、耐クリープ性を確保するため母材に相当するCrおよびMoを溶接金属に含有する必要がある。Cr1.10%未満、Mo0.45%未満では、耐力が低くなり母材の耐力未満になる。一方、Cr1.45%超、Mo0.60%超では硬化性が大となり、耐力が高くなり母材との強度的ミスマッチングになるとともにPWHT1での靭性が低くなる。
【0022】
O:0.022%以下
OはSi、Mn、Cr、Ti等と酸化物(非金属介在物)として存在し、0.022%を超えると、PWHT1およびPWHT2ともに安定した靭性が得られなくなる。
【0023】
N:0.008%以下
過剰なNは、PWHT1およびPWHT2ともに靭性を不安定にする。したがって、Nは0.008%以下とする。
【0024】
Ti、VおよびNbの1種以上の合計:0.005〜0.02%
Tiは酸化物として溶接金属に存在し、溶接金属を微細化して靭性を向上させる。VおよびNbはCと炭化物を生成して溶接金属を微細化して靭性を向上させる。Ti、VおよびNbの1種以上の合計が0.005%未満であると、靭性の向上効果は得られない。一方、Ti、VおよびNbの1種以上の合計が0.02%を超えると酸化物や炭化物の生成量が多くなって、特にPWHT1での靭性が低下する。
【0025】
その他、P、As、Sb、Snは使用中の脆化を考慮してできるだけ低いことが好ましい。
【0026】
次に、前記成分組成の溶接金属および溶接欠陥のない高品質な溶接金属を得るために、ソリッドワイヤと組み合わせるボンドフラックスの成分組成について説明する。
【0027】
MgO:25〜35%
MgOは溶接金属の酸素を下げて靭性を向上する。MgOが25%未満であると溶接金属の酸素が多くなってPWHT1およびPWHT2ともに靭性が安定しなくなる。一方、35%を超えると溶融スラグの融点が高くなりビードが広がらず、またスラグ剥離性も悪くなって、多層盛溶接するとスラグ巻き込み欠陥が生じる。
【0028】
Al2O3:13〜20%
Al2O3はビード幅の広いなじみの良好なビードを形成する。Al2O3が13%未満であるとビード止端部のなじみが悪くなり、多層盛溶接するとスラグ巻き込み欠陥が生じる。一方、20%を超えるとビードが凸状となり多層盛溶接することができない。
【0029】
CaF2:14〜22%
CaF2は溶接金属の酸素を下げて靭性を向上する。CaF2が14%未満であると溶接金属の酸素が多くなってPWHT1およびPWHT2ともに靭性が安定しなくなる。一方、22%を超えるとアークが不安定となりスラグ巻き込み欠陥が生じやすくなる。
【0030】
SiO2:10〜19%
SiO2はスラグの粘性を増加させビード止端部のなじみの良いビードを形成する。SiO2が10%未満であるとビード止端部のなじみが悪くなり、多層盛溶接するとスラグ巻き込み欠陥が生じる。一方、19%を超えると溶接金属の酸素が多くなってPWHT1およびPWHT2ともに靭性が安定しなくなる。
【0031】
CaO:6〜12%
CaOは溶接金属の酸素を下げて靭性を向上する。CaOが6%未満であると溶接金属の酸素が多くなってPWHT1およびPWHT2ともに靭性が安定しなくなる。一方、12%を超えるとビードが凸状となり多層盛溶接することができない。なお、CaOとしては、CaCO3の分解によって生じるCaOも含むものとする。
【0032】
金属炭酸塩のCO2換算値:3〜5%
CaCO3、BaCO3などの金属炭酸塩は溶接中アーク空洞内でCO2ガスに解離し、アーク空洞内における水素分圧を下げて溶接金属中に移行する水素を低くして拡散性水素量を低減するとともにアークを安定にする。金属炭酸塩のCO2換算値が3%未満であると溶接金属中の拡散性水素量が多くなって、水素による低温割れが生じやすくなる。また、アークが不安定になる。一方、5%を超えるとアークが吹き上げ、ビード形状が不良となってスラグ巻き込み欠陥が生じやすくなる。
【0033】
ボンドフラックスは、前記成分組成の他アーク安定剤であるNa2OやK2O、合金剤および脱酸剤を含む。ソリッドワイヤのみから添加すると、ソリッドワイヤ中の合金量が多くなって、ワイヤが硬くなってワイヤの製造が困難になるばかりか、溶接時のワイヤ送給性が不良となる。したがって、フラックス中に合金剤および脱酸剤を含有させ、目標とする溶接金属成分とすることもできる。
【0034】
なお、ボンドフラックスに含むCは、高炭素Fe−Mnなどの合金粉やグラファイトなど、Siは金属Si、Fe−SiおよびSi−Mnなど、Mnは金属Mn、Fe−MnおよびSi−Mnなど、Crは金属CrおよびFe−Crなど、Moは金属MoおよびFe−Moなど、VはFe−V、NbはFe−Nb、Tiは金属TiおよびFe−Tiなどの形態で含有させることができる。
【0035】
また、組み合わせるソリッドワイヤは、C:0.05〜0.12%、Si:0.10〜0.35%、Mn:0.60〜1.10%、P:0.010%以下、S:0.010%以下、Cr:1.20〜1.50%、Mo:0.45〜0.60%、Ti:0.015%以下、V:0.015%以下、Nb:0.015%以下であることが好ましい。
【0036】
コークドラムとは、石油精製プロセスにおいて重質油を熱分解反応によりガスと分解油および石油コークスに分解するプロセス(ディレイドコーキング法)に用いる円筒状の反応容器のことである。このコークドラムは、高温高圧の運転に耐え得る耐熱鋼(クロム・モリブデン鋼)をサブマージアーク溶接により組み立てて製造する。
【0037】
この石油精製プロセスの運転は、500℃程度に加熱した後100℃程度に冷却するサイクルを繰り返し行うため、溶接部の損傷が数多く報告されている。このようなコークドラムを本発明の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属によって製造することにより母材とのミスマッチングがなく、高靭性で溶接欠陥のない耐久性の高いコークドラムを得ることができる。
【0038】
図1はコークドラムの使用状態を側面から示したものである。このコークドラム1は、耐熱鋼の1.25%Cr−0.5%Mo鋼板を用いて製造されていて、その溶接構造は、上部、側面および下部を接合する溶接部2を得るのに本発明の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属およびその溶接金属を得るためのボンドフラックスを用いている。この溶接構造のコークドラムは、高靭性で溶接欠陥のない耐久性の高いコークドラムとなっていた。
【実施例】
【0039】
以下、本発明の効果を実施例により詳細に説明する。
【0040】
表1に示すソリッドワイヤ(ワイヤ径4.8mm)と表2に示すボンドフラックス(粒度300×100μm)とを組み合わせて、表3に示す成分の鋼板(1.25%Cr−0.5%Mo鋼)を開先上面幅25mm、ギャップ24mmの裏当て付き開先として溶接長750mmを表4に示す溶接条件で1層2パスの多層盛溶接をした。
【0041】
【表1】
【0042】
【表2】
【0043】
【表3】
【0044】
【表4】
【0045】
溶接後、X線透過試験を行い溶接欠陥の有無を調査した後、試験板を2等分して表5に示すPWHT1とPWHT2の2条件のPWHTを行った。次いで、板厚の中心部より分析試料、JIS Z3111 A1号丸棒引張試験片(JIS Z2201の10号試験片)およびJIS Z3111 4号衝撃試験片(JIS Z2201の4号試験片)を採取した。溶接金属成分を表6に示す。
【0046】
【表5】
【0047】
【表6】
【0048】
評価は、引張試験の0.2%耐力でPWHT1は480〜520MPa(母材は470MPa)、PWHT2は440〜470MPa(母材は430MPa)、衝撃試験はPWHT1およびPWHT2ともに試験温度−29℃で吸収エネルギーの各5本の最低値が136J以上を良好とした。表7に溶接作業性、X線透過試験、引張試験の0.2%耐力および衝撃試験の結果をまとめて示す。
【0049】
【表7】
【0050】
表6および表7中、溶接金属No.1〜10は本発明例、溶接金属No.11〜27は比較例である。
【0051】
本発明例である溶接金属No.1〜10は、各溶接金属成分が適量で、組み合わせたボンドフラックス成分組成も適量であるので、PWHT1およびPWHT2ともに0.2%耐力が良好で高値で安定した吸収エネルギーが得られ、溶接作業性が良好で、かつ溶接欠陥のない高品質の溶接金属が得られ、極めて満足な結果であった。
【0052】
比較例中溶接金属No.11は、組み合わせたボンドフラックスF8のCO2が多いので、アークが吹き上げ、ビード形状が不良となってスラグ巻き込み欠陥も生じた。また、Cが低いので、PWHT1での吸収エネルギーが低く、PWHT1およびPWHT2ともに0.2%耐力が低かった。
【0053】
溶接金属No.12は、組み合わせたボンドフラックスF9のCO2が少ないので、アークが不安定であった。また、Cが高いので、溶接時にクレータ割れが生じ、PWHT1およびPWHT2ともに0.2%耐力が高く、PWHT1の吸収エネルギーが低かった。
【0054】
溶接金属No.13は、組み合わせたボンドフラックスF10のSiO2が少ないので、ビード始端部のなじみが不良でスラグ巻き込み欠陥も生じた。また、Siが低いので、PWHT1およびPWHT2ともに吸収エネルギーが低かった。
【0055】
溶接金属No.14は、組み合わせたボンドフラックスF11のCaF2が多いので、アークが不安定となりスラグ巻き込み欠陥が生じた。また、Siが高いので、PWHT1およびPWHT2ともに吸収エネルギーが低かった。
【0056】
溶接金属No.15は、組み合わせたボンドフラックスF12のAl2O3が少ないので、ビード止端部のなじみが悪くスラグ巻き込み欠陥も生じた。また、Mnが低いので、PWHT1およびPWHT2ともに吸収エネルギーが低く、0.2%耐力も低かった。
【0057】
溶接金属No.16は、組み合わせたボンドフラックスF13のMgOが多いので、ビード幅が狭くスラグ剥離性が不良でスラグ巻き込み欠陥も生じた。また、Mnが高いので、PWHT1およびPWHT2ともに0.2%耐力が高く、PWHT1の吸収エネルギーが低かった。
【0058】
溶接金属No.17は、Crが低いので、PWHT1およびPWHT2ともに0.2%耐力が低かった。また、Vが低いのでPWHT1およびPWHT2ともに吸収エネルギーがやや低かった。
【0059】
溶接金属No.18は、Crが高いので、PWHT1およびPWHT2ともに0.2%耐力が高く、PWHT1の吸収エネルギーが低かった。
【0060】
溶接金属No.19は、Moが低いので、PWHT1およびPWHT2ともに0.2%耐力が低かった。また、Ti、VおよびNbの合計が高いので、PWHT1での吸収エネルギーが低かった。
【0061】
溶接金属No.20は、Moが高いので、PWHT1およびPWHT2ともに0.2%耐力が高く、PWHT1での吸収エネルギーが低かった。
【0062】
溶接金属No.21は、Nが高いので、PWHT1およびPWHT2ともに吸収エネルギーの最低値が低かった。
【0063】
溶接金属No.22は組み合わせたボンドフラックスF14のMgOが少ないので、溶接金属No.23は組み合わせたボンドフラックスF15のCaF2が少ないので、溶接金属No.24は組み合わせたボンドフラックスF16のSiO2が多いので、また溶接金属No.25は組み合わせたボンドフラックスF17のCaOが少ないので、いずれもOが高くPWHT1およびPWHT2ともに吸収エネルギーの最低値が低かった。
【0064】
溶接金属No.26は組み合わせたボンドフラックスF18のAl2O3が多いので、また溶接金属No.27は組み合わせたボンドフラックスF19のCaOが多いので、いずれもビードが凸状となり多層盛溶接することができなかったので溶接を中止した。
【符号の説明】
【0065】
1 コークドラム
2 溶接部
【特許請求の範囲】
【請求項1】
ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、
C:0.06〜0.12%、
Si:0.15〜0.30%、
Mn:0.60〜1.10%、
Cr:1.10〜1.45%、
Mo:0.45〜0.60%を含有し、
O:0.022%以下、
N:0.008%以下で、
残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
【請求項2】
さらに、質量%で、Ti、VおよびNbの1種または2種以上を合計で0.005〜0.02%含有することを特徴とする請求項1に記載の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
【請求項3】
請求項1または請求項2に記載の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属によって製造されたことを特徴とする1.25%Cr−0.5%Mo鋼製のコークドラム。
【請求項4】
請求項1または請求項2に記載の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を得るためにソリッドワイヤと組み合わせるボンドフラックスは、フラックスの全質量に対して、質量%で、MgO:25〜35%、Al2O3:13〜20%、CaF2:14〜22%、SiO2:10〜19%、CaO:6〜12%、金属炭酸塩のCO2換算値:3〜5%を含有し、その他はNa2O、K2O、合金剤、脱酸剤および不可避不純物であることを特徴とするボンドフラックス。
【請求項5】
請求項4に記載のボンドフラックスを使用した溶接構造により製造されたことを特徴とする請求項3記載の1.25%Cr−0.5%Mo鋼製のコークドラム。
【請求項1】
ソリッドワイヤとボンドフラックスとを組み合わせてサブマージアーク溶接で多層盛溶接される溶接金属において、溶接金属全質量当り、質量%で、
C:0.06〜0.12%、
Si:0.15〜0.30%、
Mn:0.60〜1.10%、
Cr:1.10〜1.45%、
Mo:0.45〜0.60%を含有し、
O:0.022%以下、
N:0.008%以下で、
残部はFeおよび不可避不純物であることを特徴とする1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
【請求項2】
さらに、質量%で、Ti、VおよびNbの1種または2種以上を合計で0.005〜0.02%含有することを特徴とする請求項1に記載の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属。
【請求項3】
請求項1または請求項2に記載の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属によって製造されたことを特徴とする1.25%Cr−0.5%Mo鋼製のコークドラム。
【請求項4】
請求項1または請求項2に記載の1.25%Cr−0.5%Mo鋼用のサブマージアーク溶接金属を得るためにソリッドワイヤと組み合わせるボンドフラックスは、フラックスの全質量に対して、質量%で、MgO:25〜35%、Al2O3:13〜20%、CaF2:14〜22%、SiO2:10〜19%、CaO:6〜12%、金属炭酸塩のCO2換算値:3〜5%を含有し、その他はNa2O、K2O、合金剤、脱酸剤および不可避不純物であることを特徴とするボンドフラックス。
【請求項5】
請求項4に記載のボンドフラックスを使用した溶接構造により製造されたことを特徴とする請求項3記載の1.25%Cr−0.5%Mo鋼製のコークドラム。
【図1】

【公開番号】特開2010−110819(P2010−110819A)
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願番号】特願2009−206386(P2009−206386)
【出願日】平成21年9月7日(2009.9.7)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
【公開日】平成22年5月20日(2010.5.20)
【国際特許分類】
【出願日】平成21年9月7日(2009.9.7)
【出願人】(302040135)日鐵住金溶接工業株式会社 (172)
【出願人】(000002107)住友重機械工業株式会社 (2,241)
【Fターム(参考)】
[ Back to top ]