
13Cr継目無鋼管製管用丸鋳片の連続鋳造方法
【課題】凝固末期に発生する収縮孔とそれに起因するAタイプ割れの発生を、Cタイプ割れとともに実用レベルで十分抑制できる13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供する。
【解決手段】13Cr継目無鋼管用丸鋳片を連続鋳造する際の凝固末期強制冷却するに当たり、連続鋳造されているストランドの軸心部応力が圧縮サイドから引張サイドに転換する点をストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)から誘導されるSR=(dTs/dt)−(dTc/dt)の積分値の符号が負から正へ転換する時点を求め、該転換点においてストランド軸心部の温度が溶鋼の熱間延性発現温度,1100℃未満となっているように凝固末期強制冷却条件を制御する。
【解決手段】13Cr継目無鋼管用丸鋳片を連続鋳造する際の凝固末期強制冷却するに当たり、連続鋳造されているストランドの軸心部応力が圧縮サイドから引張サイドに転換する点をストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)から誘導されるSR=(dTs/dt)−(dTc/dt)の積分値の符号が負から正へ転換する時点を求め、該転換点においてストランド軸心部の温度が溶鋼の熱間延性発現温度,1100℃未満となっているように凝固末期強制冷却条件を制御する。
【発明の詳細な説明】
【技術分野】
【0001】
丸鋳片の連続鋳造方法、特に、油井の掘削用に利用されるマルテンサイト系の高クロム継目無鋼管、特に13Cr継目無鋼管(API−13Cr鋼管)の製管用に用いられる丸鋳片の連続鋳造方法に関する。なお、13Cr継目無鋼管製管用丸鋳片とは、特に、Cr含有量が12.7〜13.3mass%である高クロム鋼の継目無鋼管製管用丸鋳片をいう。
【背景技術】
【0002】
継目無鋼管は、一般に、出発素材として丸ビレット(丸鋳片)を準備し、マンネスマン穿孔法によって穿孔した後、エロンゲータ、プラグミル又はマンドレルミル等の圧延機により延伸し、さらに、サイザーやストレッチレジューサにより定径化する一連の工程によって製造される。
【0003】
このような丸ビレットを準備する方法として、丸ビレットを直接連続鋳造する方法が知られており、低炭素鋼の場合には、鋳造された状態で良好な内質をもった丸ビレットが得られる。しかしながら、高クロム鋼、特に13Cr鋼の場合には、鋳造された状態では、丸ビレットの内部にポロシティや偏析に起因した内部割れが発生しやすく、マンネスマン穿孔時に疵が発生しやすいという問題がある。そのため、例えば、特許文献1に開示されているように、連続鋳造によって、丸ビレットの断面積に対して3倍以上に当たる長方形断面を有する鋳片に大圧下を伴う分塊圧延を施してポロシティを機械的に圧着させて内部品質を向上させることが行われてきた。
【0004】
かかる方法は内質が優れた丸ビレット(丸鋳片)が得られるものの、コスト高であるという問題がある。この問題を解決するために、例えば、特許文献2〜4には、連続鋳造により丸ビレット(丸鋳片)を製造するに当たり、未凝固圧下を加える一連の手段が開示されており、これらの手段により、内部割れ、中心部ポロシティ、中心部偏析、軸心部割れの生成の防止が可能とされている。
【0005】
しかしながら、特許文献2〜4に記載の手段は、いずれも丸ビレット(丸鋳片)の連続鋳造過程で未凝固部に機械的圧下を加え、未凝固溶鋼を上流側へ排出する過程を伴うため、製品歩留り率の低下が避けられないという本質的な問題を包含している。また、機械的圧下のための装置が大がかりになり設備費が嵩むという問題もある。
【0006】
これに対し、特許文献5には、連続鋳造鋳片のセンターポロシティ及び中心偏析の軽減方法として、鋳片冷却の際の熱収縮を利用する二次冷却方法が提案されており、具体的には、鋼のブルームまたはビレット連続鋳造において、残溶湯プールの鋳込み方向最先端より手前0.1〜2.0mの位置から鋳片中心部の固相率が0.99以上となるまで、凝固末期強制冷却帯で鋳片表面の水量密度を100〜300リットル/(min.・m2)とし、かつ、水流密度を下流側になるほど増加させて水冷却する方法が示されている(特許文献5:請求項1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭61−140301号公報
【特許文献2】特開平10−249490号公報
【特許文献3】特開平11−216547号公報
【特許文献4】特開2000−288704号公報
【特許文献5】特開2001−62550号公報(特許第3401785号公報)
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献5に記載の手段により、特許文献2〜4に記載の手段の内包する問題点、すなわち、製品歩留り率の低下や高い設備費などの問題の解決がある程度可能と推定される。しかしながら、特許文献5において実施例として挙げられている低炭素鋼及び1%Cr鋼は、凝固区間(液相線−固相線の温度間隔)が比較的短く、かつ、凝固時に偏析し易いCrの含有量が少ない。そのため、本発明で問題にする軸心部割れが発生しがたい。これに対して、油井の掘削用に利用される13Cr鋼は、凝固区間が長く、かつ、凝固時にCrが偏析し易いという特徴がある。そのため、特許文献5に記載の手段をそのまま適用しても13Cr鋼においては、後述するAタイプ及びCタイプの軸心部割れが多発し、十分な効果を挙げることができない。
【0009】
本発明は、上記特許文献5の有する問題点を解決し、前記軸心部割れ、特に後述する凝固末期に発生する収縮孔とそれに起因するAタイプ割れの発生を、Cタイプ割れとともに実用レベルで十分抑制できる13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供することを目的とする。また、本発明は、上記目的を達成し、併せて、13Cr継目無鋼管製管用丸鋳片の連続鋳造時に発生するV偏析に起因するBタイプ割れを効率的に低減可能な13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、質量比でCrを約13%含有する溶鋼(13Cr溶鋼)を連続鋳造鋳型に注入し、該連続鋳造鋳型から流出する内部に未凝固溶鋼を含む断面円形のストランドに対し、二次冷却及び凝固末期強制冷却を行って13Cr継目無鋼管用丸鋳片を連続鋳造する際の凝固末期強制冷却の適用条件について、特に、そのAタイプ割れの発生条件との関係について詳細な検討を行い、ストランド軸心部の応力転換点、すなわち、軸心部に掛る応力が引張側に転換し始める点が、ストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)から誘導されるSR=(dTs/dt)−(dTc/dt)の積分値が負から正への転換点として求められること、及びその応力転換点において、ストランド軸心部の冷却・凝固が十分進み、1100℃未満となっているように凝固末期強制冷却条件を制御することがAタイプ割れの発生防止のための必要条件であるとの知見を得て本発明を完成した。
【0011】
本発明における13Cr継目無鋼管製管用丸鋳片の連続鋳造方法は、13Cr溶鋼を連続鋳造鋳型に注入し、該連続鋳造鋳型から流出する内部に未凝固溶鋼を含む断面円形のストランドに対し、二次冷却及び凝固末期強制冷却を行って、13Cr継目無鋼管用丸鋳片を連続鋳造するに当たり、
前記内部に未凝固溶鋼を含む断面円形のストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)を求めるとともに、
前記(dTs/dt)及び(dTc/dt)から誘導される
SR=(dTs/dt)−(dTc/dt)・・・(1)
をパラメータとして、
該パラメータSRを前記ストランドの軸心部固相率fsが0.1となった箇所から積分を開始して積分値
∫SRdt・・・(2)
を得、
該積分値の符号が負から正に転換する時点をストランド上のメニスカスからの距離Lに換算して応力転換点(Ltr)を求めるとともに、
該応力転換点(Ltr)における軸心部温度(Tctr)が1100℃未満となるように前記凝固末期強制冷却帯に適用する水量密度を制御することを特徴とする。
ここに、
Ts:連続鋳造条件から伝熱計算により推定されるストランドの表面温度(℃)
Tc:連続鋳造条件から伝熱計算により推定されるストランド軸心部の温度(℃)
L:ストランドのメニスカスからの距離
Ltr:応力転換点
fs:ストランドの軸心部固相率、ストランドの軸心部における[固相/(固相+液相)]の質量比をいい、連続鋳造条件から伝熱計算により推定されるものである。
【0012】
上記各発明において、凝固末期強制冷却をストランドの軸心部fsが0.5以上となった時点から、ストランド表面に与える冷却水の水量密度(単位:L/m2/min)が10〜100(単位:L/m2/min)を与えるものとするのが好ましい。
【0013】
上記各発明において、ストランドの直径を130〜350mmの間に取るのが望ましい。
【発明の効果】
【0014】
本発明により、従来提案されている機械的圧下によらず、水冷手段のみによって、軸心部割れを実用レベルで抑制して13Cr継目無鋼管製管用丸鋳片を連続鋳造することが可能となる。特に、本発明では、凝固末期強制冷却が、ストランドの応力転換点において軸心部温度が1100℃未満となるようにスプレー水量が制御されるので、いわゆるAタイプ割れの発生を確実に防止することが可能になる。
【図面の簡単な説明】
【0015】
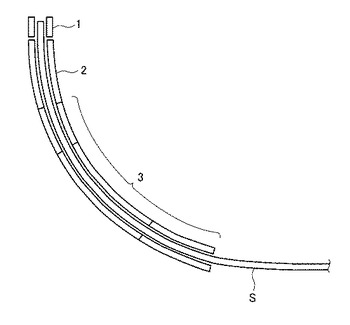
【図1】本発明を実施するための13Cr鋼継目無鋼管製管用丸鋳片の連続鋳造設備の概念図である。
【図2】13Cr鋼継目無鋼管製管用丸鋳片に現れる内部欠陥の模式的説明図である。(a)Aタイプ割れ、(b)Bタイプ割れ、(c)Cタイプ割れ
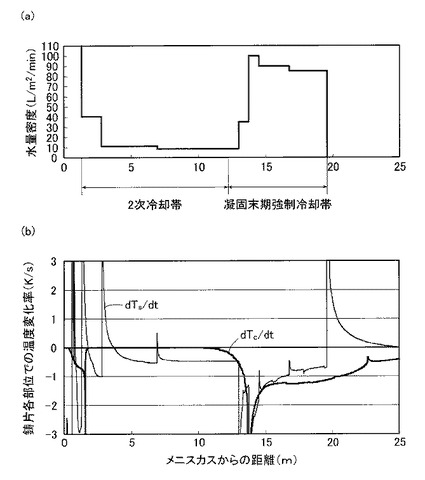
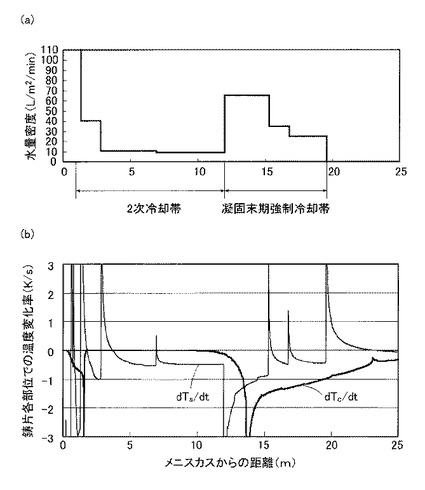
【図3】本発明に従い、凝固末期強制冷却を行なった場合におけるメニスカスからの距離と (a)ストランドに適用される冷却水の水量密度 (b)ストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。
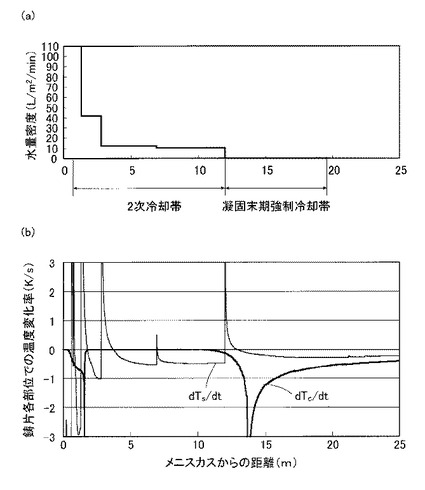
【図4】凝固末期強制冷却を行わない場合におけるメニスカスからの距離と (a)ストランドに適用される冷却水の水量密度 (b)ストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。
【図5】凝固末期強制冷却が不適切である場合におけるメニスカスからの距離と (a)ストランドに適用される冷却水の水量密度 (b)ストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。
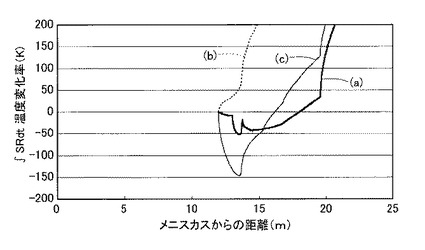
【図6】fs:0.1の箇所を起点とするメニスカスからの距離に対する∫SRdtの変化を示すグラフである。 (a)本発明による凝固末期強制冷却を行った場合 (b)凝固末期強制冷却を行わない場合(比較例1) (c)凝固末期強制冷却が不適切であった場合(比較例2)
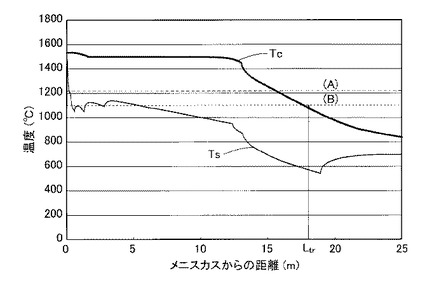
【図7】本発明例の水量密度パターンによる凝固末期強制冷却を行ったときのストランドの表面温度(Ts)と軸心部温度(Tc)とのメニスカスからの距離との関係を示すグラフである。
【図8】比較例1の凝固末期強制冷却を行わなかったときのストランドの表面温度(Ts)と軸心部温度(Tc)とのメニスカスからの距離との関係を示すグラフである。
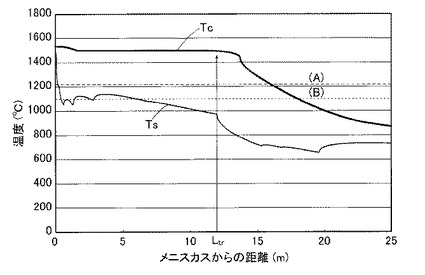
【図9】比較例2の凝固末期強制冷却を行ったときのストランドの表面温度(Ts)と軸心部温度(Tc)とのメニスカスからの距離との関係を示すグラフである。
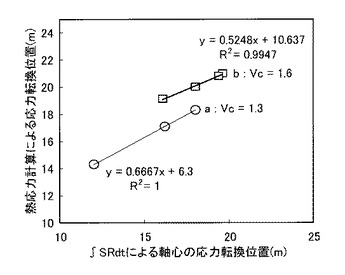
【図10】本発明による積分値∫SRdtから求められる軸心部における応力転換点(Ltr)と熱応力計算により求められる応力転換点との相関関係を示すグラフである。 a:連続鋳造速度:1.3m/minの場合 b:連続鋳造速度:1.6m/minの場合
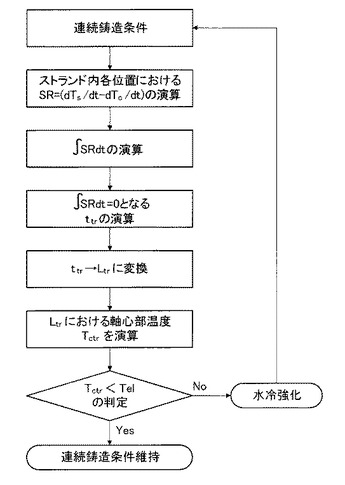
【図11】本発明を実施するための凝固末期強制冷却帯に適用される水量密度の制御系統図の1例である。
【発明を実施するための形態】
【0016】
図1は、本発明を実施するための13Cr鋼の継目無鋼管製管用丸鋳片の連続鋳造設備の概念図である。図1に示すように、タンディッシュ(図示しない)から断面円形の連続鋳造鋳型1に注入された溶鋼はスプレーノズルを備えた二次冷却帯2を通過する間に凝固シェルが成長し、内部に未凝固溶鋼を有するストランドSが形成され、完全凝固後、矯正された後、切断手段(図示しない)によって所定長の継目無鋼管製管用丸鋳片とされる。本発明においては、上記連続鋳造過程、特に二次冷却帯に続いて凝固末期強制冷却帯3を設け、これら各冷却帯により適正な水量密度の冷却を行い、13Cr継目無鋼管製管用丸鋳片内部に発生する欠陥の低減を図っている。
【0017】
連続鋳造設備を用いて13Cr鋼を連続鋳造すると、二次冷却帯及び強制冷却帯の水量密度等の連続鋳造条件等に依存して丸鋳片に種々の内部欠陥が発生する。典型的には、これらの内部欠陥は、(1)Aタイプ割れ、(2)Bタイプ割れ、(3)Cタイプ割れの3種に分類される。ここに、Aタイプ割れは、図2(a)に示すように、ストランドの鋳造方向に垂直な断面の中心部に生ずる比較的小さい割れ欠陥であって、ストランドの凝固末期ないし凝固直後に生ずる収縮孔を起点として発生する星形の割れである。Bタイプ割れは、図2(b)に示すように、ストランドの鋳造方向断面に生ずるV字形の割れであって、凝固中期ないし末期にかけて生ずるV字状偏析に由来する。Cタイプ割れは、図2(c)に示すように、ストランドの鋳造方向に垂直な断面に現れる比較的大きな開口部を有する割れであって、ストランドがほぼ凝固した後、その軸心部に掛かる復熱時の引張応力によって収縮孔が拡大することによって生ずるものである。
【0018】
本発明者の知見によれば、Aタイプ割れは、第1に、連続鋳造過程においてストランド軸心部の凝固がある程度進行した後、軸心部の温度が、熱間延性が発現する温度に低下するまでの間、すなわち、軸心部における延性が十分でないときに、軸心部に引張応力が作用することによって生ずるものである。したがって、少なくとも軸心部の凝固物が熱間延性発現温度となるまでの間、軸心部を圧縮応力下に維持しておく必要がある。本発明は、かかる条件を、内部に未凝固溶鋼を含む断面円形のストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)を求めるとともに、
前記(dTs/dt)及び(dTc/dt)から誘導される
SR=(dTs/dt)−(dTc/dt)・・・(1)
をパラメータとして、
該パラメータSRを前記ストランドの軸心部固相率fsが0.1となった箇所から積分して積分値
∫SRdt・・・(2)
を得、
該積分値の記号が負から正に転換する時点(ttr)をストランド上のメニスカスからの距離Lに変換して応力転換点(Ltr)を求めるとともに、
該応力転換点(Ltr)における軸心部温度(Tctr)が1100℃未満となるように前記凝固末期強制冷却帯に適用する水量密度を制御することによって達成する。以下、具体例に基づいて説明する。
【0019】
図3〜5は、表1に示す成分・組成を有する13Cr溶鋼を、連続鋳造温度:1500℃、連続鋳造速度:1.5m/minの条件で直径:170mm、長さ:1.5mの円筒形鋳型に連続鋳造したときの、メニスカスからの距離に対する(a)ストランドに適用される冷却水の水量密度、(b)ストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。
【0020】
【表1】

【0021】
ここに示すように、連続鋳造鋳型1から流出ストランドSは、鋳型出口を起点としてメニスカスからの距離が12mに達するまでの間に設置された二次冷却帯2によりスプレー冷却される。本例では、その冷却水の水量密度は、メニスカスから2.5mまでの間を40L/m2/min、次いで、7mまでの間を10L/m2/min、さらに、12mまでの間を9L/m2/minとしている。
【0022】
上記二次冷却によって、その終了部位、メニスカスから12mの部位においてストランド軸心部固相率fsが0.1となる。本発明においては、この部位から凝固末期強制冷却が開始され、併せて、ストランドの表面温度Ts及び軸心部温度Tcの温度降下率(dTs/dt)及び(dTc/dt)を求め、これらの差としてパラメータ
SR=(dTs/dt)−(dTc/dt)・・・(1)
を誘導し、該パラメータSRを時間積分して積分値
∫SRdt・・・(2)
を求めるとともに、その記号が負から正に転換する点を応力転換時(ttr)と決定し、該応力転換時(ttr)をストランド上の位置に変換して応力転換点(Ltr)を求める。なお、本発明において、パラメータSRの時間積分をfs:0.1の時点から開始するのは、実質的に軸心部の全凝固過程に亘り、凝固末期強制冷却を制御するためである。
【0023】
ついで、上記応力転換点(Ltr)における応力転換点軸心部温度(Tctr)を推定し、その温度を鋳造される鋼の熱間延性発現温度(Tel)と対比する。その結果、応力転換点軸心部温度(Tctr)が熱間延性発現温度(Tel)より低ければ、すなわち、
(Tctr)<(Tel)
であれば、応力転換点において軸心部がそこに生ずる引張応力に耐えうる強度(延性)を有していると判断され、実行されている凝固末期強制冷却はその状態で継続することが妥当と判断される。これに対して、応力転換点軸心部温度(Tctr)が熱間延性発現温度(Tel)以上である場合、すなわち、
(Tctr)≧(Tel)
のときには、応力転換点において軸心部がそこの生ずる引張応力に耐え得ない状態であると判断され、実行中の凝固末期強制冷却は、冷却水量をさらに増加する必要があるものと判断される。
【0024】
なお、上記において軸心部固相率(fs)とは、ストランドの軸心部における[固相/(固相+液相)]の質量比をいう。また、表面温度(Ts):連続鋳造過程にあるストランドの表面温度をいい、軸心部温度(Tc)とは、連続鋳造過程にあるストランドの軸心部の温度をいう。これらはいずれも上記伝熱凝固計算により推定することができる。
【0025】
熱間延性発現温度(Tel)は、軸心部の部材にそこに生ずる引張応力(8MPa)に耐え得る熱間強度が生ずる限界温度である。この限界温度は、本発明の適用鋼種である13Cr鋼においては、凝固過程における軸心部濃化溶鋼の成分・組成を推定し、かかる成分・組成を有する鋼に対して1×10−3/sの低速の高温熱間引張試験を行うことによって測定可能である。ここに、軸心部濃化溶鋼の成分・組成は、連続鋳造される鋼を連続鋳造し、得られた丸鋳片の軸心部(垂直断面)の軸心を含む15mm×15mmの部分を60μm×60μmの画素に分割してEPMAによってCr濃度分析を行い、Cr分析画素数累積値が99%となるCr濃度を有する鋼組成であり、熱間延性発現温度(Tel)は1100℃であることが確認されている。
【0026】
図3に示す例(発明例)では、前記二次冷却に続いて、凝固末期強制冷却が行われている。
具体的には、図3(a)に示すように、メニスカスからの距離12mの部位から19mの部位に亘って最大水量密度100L/m2/minとするスプレー冷却が行われるようになっている。
【0027】
図3(b)には、上記パターンによる凝固末期強制冷却を行った場合のストランド各部位における表面及び軸心部のストランド長さ方向の温度変化率(dTs/dt及びdTc/dt)が示されている。また、図6には、これらの差(SR=(dTs/dt)−(dTc/dt))の積分値∫SRdtの変化が示されている。図6の曲線(a)から分かるように、図3(a)のパターンによる凝固末期強制冷却を行った場合を行った場合には、メニスカスから18mの部位において積分値∫SRdtの値が負から正に転じている。いいかえれば、この場合における応力転換点はメニスカスから18mの部位にあることを示しており、凝固末期強制冷却を行うことにより、ストランド表面層が先行して冷却されることにより生じている軸心部の圧縮応力がストランド軸心部の冷却の進行に伴って消費されていくものの、メニスカスから18mの部位に至るまでは、ストランド軸心部が圧縮応力状態に維持されることを示している。
【0028】
図4は、二次冷却に続く凝固末期強制冷却が行われていない場合のストランドに適用される水量密度パターン((a))及びストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。この場合には、二次冷却終了後は、ストランド表面が軸心部に先行して強制冷却されることがない。そのため、パラメータSRの時間積分値∫SRdtの値は、図6の曲線(b)に示すように、常に正の値を示している。このことは、軸心部に圧縮応力が掛ることなく、ストランド軸心部の冷却が進行することを示しており、必然的にAタイプ割れが惹起されることを示している。
【0029】
図5(a)は、凝固末期強制冷却が不適切である場合におけるストランドに適用される水量密度パターンを示すグラフであり、図5(b)は、その場合におけるストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。この場合においては、図3の場合と同様、二次冷却終了に続いてメニスカスからの距離12mの部位から19mの部位に亘って凝固末期強制冷却が行われている。
【0030】
しかしながら、この場合においては、その水量密度はメニスカスからの距離12mの部位から15mの部位までにおいて最大70L/m2/minとし、その後段階的に低減するものであって、図3に示した場合と比べて、最大水量密度が小さい上、メニスカスからの距離15mの部位からの水量密度が大きく低減している。
【0031】
図6の曲線(c)は、図5(a)のパターンによる凝固末期強制冷却を行った場合における積分値∫SRdtの変化が示すものであり、メニスカスから16mの部位において積分値∫SRdtの値が負から正に転じており、応力転換点がメニスカスから16mの部位にあることを示している。いいかえれば、図5(a)に示すパターンにより凝固末期強制冷却を行う場合には、ストランド表面層が先行して冷却されることにより生じている軸心部の圧縮応力がストランド軸心部の冷却の進行に伴って早期に消費され、メニスカスから16m以降の部位においては、もはや、ストランド軸心部に圧縮応力が掛らず、引張応力が掛るようになったことを示している。
【0032】
ところで、先行文献等に明らかなように、13Cr鋼等の凝固時の偏析が顕著な鋼種の連続鋳造に当たっては軸心部がほぼ完全凝固に至るまで圧縮応力状態におくことが、軸心部割れの防止のための必要条件であることは一般的に認められているところである。本発明においては、上記条件を、すでに説明したようにして求めた応力転換点(Ltr)における軸心部温度(Tctr)を連続鋳造される13Cr鋼の熱間延性発現温度(Tel)である1100℃と対比し、
Tctr<1100℃
となるように前記凝固末期強制冷却帯に適用する水量密度を制御することによって実現する。
【0033】
上記において、応力転換点(Ltr)における軸心部温度(Tctr)は、前述のパラメータSRを時間積分して積分値
∫SRdt・・・(2)
を求め、その記号が負から正に転換する点を応力転換時(ttr)と決定し、該応力転換時(ttr)をストランド上の位置に変換して応力転換点(Ltr)として求めたストランドの軸心部の温度として求めることができる。なお、軸心部温度は、例えば、大中 逸雄 著 コンピュータ伝熱・凝固解析入門 1985年 丸善発行」の第196〜208頁に記載の「4.3.2 合金の凝固解析」等の伝熱凝固計算によって求めることができる。
【0034】
図7〜9は、それぞれ図3(a),図4(a)及び図5(a)に示す水量密度パターンによる凝固末期強制冷却を行ったときのストランドの表面温度(Ts)と軸心部温度(Tc)のメニスカスからの距離との関係を示すグラフである。なお、上図に記入したライン(A)は、Cr:15.0mass%を含有する鋼の高温熱間試験で測定した限界温度であり、(B)は、前記本発明の適用対象である13Cr鋼の軸心部偏析部のCr濃度に相応するCr濃度:15.4mass%を有する鋼の高温熱間試験で測定した限界温度、すなわち、13Cr鋼の熱間延性発現温度(Tel)1100℃を示している。
【0035】
これらの図から明らかなように、本発明に従い、図3(a)に示す水量密度パターンによる凝固末期強制冷却を行ったときには、応力転換点(Ltr)における軸心部温度(Tctr)が、前記熱間延性発現温度(Tel)である1100℃を下回っており、前記本発明の必要条件を充足している。
【0036】
これに対し、図4に示す二次冷却後の凝固末期強制冷却を行わなかった場合(比較例)には、図8に示すように、応力転換点(Ltr)における軸心部温度(Tctr)が1450℃であり、この温度は、前記本発明の適用対象である13Cr鋼の熱間延性発現温度(Tel):1100℃に比べて高く、前記本発明の必要条件を充足しておらず、軸心部割れの発生を避けることができないことが分かる。
【0037】
また、図5に示す二次冷却後の凝固末期強制冷却が不十分であった場合(比較例)には、図9に示すように、応力転換点(Ltr)における軸心部温度(Tctr)が1180℃であり、この温度は、前記本発明の適用対象である13Cr鋼の熱間延性発現温度(Tel):1100℃に比べて高く、前記本発明の必要条件を充足しておらず、より水冷を強化しなければ、軸心部割れの発生を避けることができないことが分かる。
【0038】
本発明においては、上記の解析結果に基づき、積分値∫SRdtの記号が負から正に転換する点をストランド上のメニスカスからの距離Lに換算して応力転換点(Ltr)と決定するとともに、該応力転換点(Ltr)における軸心部温度が13Cr鋼の熱間延性発現温度(Tel):1100℃未満となるように前記凝固末期強制冷却帯に適用する水量密度を制御する。具体的には、凝固末期強制冷却帯に適用する水量密度が前記図3(a)に示す水量密度パターンによる場合には、応力転換点(Ltr)における軸心部温度が前記13Cr鋼の熱間延性発現温度:1100℃未満であるから、水冷パターンは適正であり、その状態を維持するよう、制御する。これに対し、前記図5に示す水量密度パターンによる場合には、応力転換点(Ltr)における軸心部温度が前記13Cr鋼の熱間延性発現温度より高くなっているから、凝固末期強制冷却帯に適用する水量密度が不足しているものと判定し、その強化を図るよう、水量密度制御が行われる。
【0039】
図10は、本発明に基づき水量密度制御を行った場合の応力転換点の推定結果を熱応力計算による応力転換点と対比して両者の相関関係を示したグラフである。ここに示すように、両者は鋳造速度の変動に拘わらずよい相関を示している。また、本発明に基づき推定された応力転換点の方が、熱応力計算による応力転換点に比べて高温サイドにある。このことは、本発明に基づき凝固末期強制冷却帯の水冷密度制御を行った場合、応力転換点までの区間の軸心部応力を確実に圧縮サイドに維持できることを示している。
【0040】
図10に示すように、本発明の応力転換点と熱応力計算により算出される応力転換点とは非常に良い相関関係にある。このことは、連続鋳造過程において、オンライン・リアルタイムで求められる本発明の応力転換点を高精度で熱応力計算による応力転換点に転換できることを示しており、図10の関係を利用して、熱応力計算により算出される応力転換点をオンライン・リアルタイムで推定して連続鋳造操業を行うことが可能になる。
【0041】
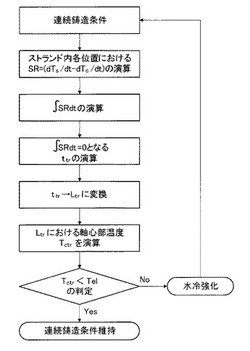
図11は、本発明を実施するための凝固末期強制冷却帯に適用される水量密度の制御系統図の1例である。この例では、プロセス・コンピュターに連続鋳造条件が入力され、それに基づき、ストランド内各位置における表面温度及び軸心部温度の推定演算がオンライン・リアルタイムで行われ、ストランド内各位置における温度変化率(dTs/dt及びdTc/dt)及びそれから誘導されるSR(=dTs/dt−dTc/dt)が演算される。
【0042】
連続鋳造条件には、初期条件として、溶鋼の成分組成、連続鋳造温度、連続鋳造速度、鋳型径、一次冷却条件、二次冷却条件さらに凝固末期強制冷却条件など、応力転換点の位置の推定及びその部位における軸心部温度の推定に必要な条件が含まれる。ストランド長さ方向各位置における表面温度及び軸心部温度の推定演算は上記連続鋳造条件に基づき、伝熱凝固計算、例えば、前述の大中 逸雄 著 コンピュータ伝熱・凝固解析入門 1985年 丸善発行」の第196〜208頁に記載の「4.3.2 合金の凝固解析」等の伝熱凝固計算によって行われる。
【0043】
上記連続鋳造条件に基づき、ストランド長手方向各位置における表面温度(Ts)及び軸心部温度(Tc)の温度変化率(dTs/dt)及び(dTc/dt)を求め、これらから
SR=(dTs/dt)−(dTc/dt)
を求め、求められたSRを、ストランドの軸心部凝固率fs:0.1となる箇所から積分を開始して
∫SRdt
を得、その符号が負から正に転換する点を応力転換点として求め、これをストランド上の位置に変換してLtrを決定する。
【0044】
上記により求められた応力転換点Ltrにおける軸心部温度Tctrを推定する。この推定計算も連続鋳造条件に基づき、例えば、前述の伝熱凝固計算によって行われる。
【0045】
上記により得られた軸心部温度Tctrを連続鋳造される13Cr鋼の熱間延性発現温度Tel:1100℃と対比し、
Tctr<1100℃
の場合は、初期設定された連続鋳造条件をそのまま維持する。凝固末期強制冷却の水量密度も維持される。
【0046】
これに対し、
Tctr≧1100℃
の場合には、凝固末期強制冷却帯における冷却の強化、すなわち、冷却水量密度の増強を行う。このような水量密度の決定は、例えば、凝固末期強制冷却帯に与えられる水量密度のフィードバック制御によって行い、Tctrが僅かに1100℃を下回る程度にするのがよく、これによりいわゆるCタイプ割れの発生を防止することができる。
【0047】
なお、上記の水量密度制御は、例えば、連続鋳造速度や鋳込み温度の変化に対応して行われ、それによって、常に、応力転換点(Ltr)における軸心部温度が前記13Cr鋼の熱間延性発現温度1100℃未満となるようにすることが可能となる。
【実施例】
【0048】
表1に記載の13Cr溶鋼を、注入温度:1490℃で内径:210mmの円筒形鋳型に注入し、鋳造速度1.3m/minで引抜き、図3に示す水量密度パターンにより二次冷却及び凝固末期強制冷却を行い、矯正後、長さ7〜12mに切断して継目無鋼管製管用丸鋳片を得た。なお、上記二次冷却の終了時点において軸心部固相率fsが0.1であることが確認された。
【0049】
上記連続鋳造に当たり、二次冷却終了直後から、図11に示すプログラムにより演算して、積分値∫SRdtの記号が負から正に転換するストランド上の位置を、応力転換点(Ltr)として求めた。該応力転換点における軸心部温度(Tctr)は、1090℃であった。これを表1に記載の13Cr鋼の熱間延性発現温度(Tel)1100℃と対比した結果、
Tel≧Tctr
であることが確認できたので、当初設定の連続鋳造条件を維持して、13Cr継目無鋼管製管用丸鋳片を製造した。
【0050】
得られた丸鋳片を再熱後、縮径(分塊)圧延して穿孔圧延用素材とし、これに再熱後、縮径圧延、延伸圧延及び、定径化圧延を行って外径:25.4〜177.8mm×肉厚:2.3〜40mm×長さ:〜22000mmの継目無鋼管とした。得られた継目無鋼管に対し、40mmのクロップ切断を行った後、熱処理を施して製品とした。
【0051】
得られた製品について超音波探傷を行い、閾値を超える疵を有害な内面疵とし、この有害な内面疵が最後に現れる管端からの長さを内面疵発生領域長さ(単位mm)として評価し結果、圧下比から鋳造丸鋳片(ビレット)長さに換算した内面疵発生領域長さが10mm以下であることが確認できた。なお、超音波探傷条件は、菱電エレクトロニクス社製の超音波探傷装置を用い、周波数:5MHz,繰返し周波数:1.5kHzの条件で行い、閾値は肉厚の5%(最小値:0.3mm)とした。
【0052】
13Cr鋼の連続鋳造過程において、fs:0.1となった時点からの凝固末期強制冷却の水冷密度を上記のように制御することによって、軸心部割れに起因する内面疵発生領域長さを極めて小さくすることが可能になる。しかしながら、丸鋳片に発生する内部欠陥のうち、Aタイプ割れは、軸心部凝固率がfs0.5以上となったときに発生しやすい。この過程において凝固末期強制冷却の水冷密度を10〜100L/m2/minをすることは、Aタイプ割れの発生の抑止に寄与する。
【0053】
以上説明したとおり、本発明により、凝固末期強制冷却帯の水冷密度を制御することにより、確実にAタイプの軸心部割れの発生を抑制することが可能になる。また、本発明による水量密度の制御は、二次冷却帯の直後、すなわち、ストランド軸心部固相率fsが0.1となる点から行われているので、Bタイプ割れの発生領域についても強制冷却が行われることとなり、上記Aタイプ割れ、Cタイプ割れと併せてBタイプ割れの発生の抑制も可能になる。
【符号の説明】
【0054】
1:鋳型
2:二次冷却帯
3:凝固末期強制冷却帯
S:ストランド
【技術分野】
【0001】
丸鋳片の連続鋳造方法、特に、油井の掘削用に利用されるマルテンサイト系の高クロム継目無鋼管、特に13Cr継目無鋼管(API−13Cr鋼管)の製管用に用いられる丸鋳片の連続鋳造方法に関する。なお、13Cr継目無鋼管製管用丸鋳片とは、特に、Cr含有量が12.7〜13.3mass%である高クロム鋼の継目無鋼管製管用丸鋳片をいう。
【背景技術】
【0002】
継目無鋼管は、一般に、出発素材として丸ビレット(丸鋳片)を準備し、マンネスマン穿孔法によって穿孔した後、エロンゲータ、プラグミル又はマンドレルミル等の圧延機により延伸し、さらに、サイザーやストレッチレジューサにより定径化する一連の工程によって製造される。
【0003】
このような丸ビレットを準備する方法として、丸ビレットを直接連続鋳造する方法が知られており、低炭素鋼の場合には、鋳造された状態で良好な内質をもった丸ビレットが得られる。しかしながら、高クロム鋼、特に13Cr鋼の場合には、鋳造された状態では、丸ビレットの内部にポロシティや偏析に起因した内部割れが発生しやすく、マンネスマン穿孔時に疵が発生しやすいという問題がある。そのため、例えば、特許文献1に開示されているように、連続鋳造によって、丸ビレットの断面積に対して3倍以上に当たる長方形断面を有する鋳片に大圧下を伴う分塊圧延を施してポロシティを機械的に圧着させて内部品質を向上させることが行われてきた。
【0004】
かかる方法は内質が優れた丸ビレット(丸鋳片)が得られるものの、コスト高であるという問題がある。この問題を解決するために、例えば、特許文献2〜4には、連続鋳造により丸ビレット(丸鋳片)を製造するに当たり、未凝固圧下を加える一連の手段が開示されており、これらの手段により、内部割れ、中心部ポロシティ、中心部偏析、軸心部割れの生成の防止が可能とされている。
【0005】
しかしながら、特許文献2〜4に記載の手段は、いずれも丸ビレット(丸鋳片)の連続鋳造過程で未凝固部に機械的圧下を加え、未凝固溶鋼を上流側へ排出する過程を伴うため、製品歩留り率の低下が避けられないという本質的な問題を包含している。また、機械的圧下のための装置が大がかりになり設備費が嵩むという問題もある。
【0006】
これに対し、特許文献5には、連続鋳造鋳片のセンターポロシティ及び中心偏析の軽減方法として、鋳片冷却の際の熱収縮を利用する二次冷却方法が提案されており、具体的には、鋼のブルームまたはビレット連続鋳造において、残溶湯プールの鋳込み方向最先端より手前0.1〜2.0mの位置から鋳片中心部の固相率が0.99以上となるまで、凝固末期強制冷却帯で鋳片表面の水量密度を100〜300リットル/(min.・m2)とし、かつ、水流密度を下流側になるほど増加させて水冷却する方法が示されている(特許文献5:請求項1参照)。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開昭61−140301号公報
【特許文献2】特開平10−249490号公報
【特許文献3】特開平11−216547号公報
【特許文献4】特開2000−288704号公報
【特許文献5】特開2001−62550号公報(特許第3401785号公報)
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献5に記載の手段により、特許文献2〜4に記載の手段の内包する問題点、すなわち、製品歩留り率の低下や高い設備費などの問題の解決がある程度可能と推定される。しかしながら、特許文献5において実施例として挙げられている低炭素鋼及び1%Cr鋼は、凝固区間(液相線−固相線の温度間隔)が比較的短く、かつ、凝固時に偏析し易いCrの含有量が少ない。そのため、本発明で問題にする軸心部割れが発生しがたい。これに対して、油井の掘削用に利用される13Cr鋼は、凝固区間が長く、かつ、凝固時にCrが偏析し易いという特徴がある。そのため、特許文献5に記載の手段をそのまま適用しても13Cr鋼においては、後述するAタイプ及びCタイプの軸心部割れが多発し、十分な効果を挙げることができない。
【0009】
本発明は、上記特許文献5の有する問題点を解決し、前記軸心部割れ、特に後述する凝固末期に発生する収縮孔とそれに起因するAタイプ割れの発生を、Cタイプ割れとともに実用レベルで十分抑制できる13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供することを目的とする。また、本発明は、上記目的を達成し、併せて、13Cr継目無鋼管製管用丸鋳片の連続鋳造時に発生するV偏析に起因するBタイプ割れを効率的に低減可能な13Cr継目無鋼管製管用丸鋳片の連続鋳造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者は、質量比でCrを約13%含有する溶鋼(13Cr溶鋼)を連続鋳造鋳型に注入し、該連続鋳造鋳型から流出する内部に未凝固溶鋼を含む断面円形のストランドに対し、二次冷却及び凝固末期強制冷却を行って13Cr継目無鋼管用丸鋳片を連続鋳造する際の凝固末期強制冷却の適用条件について、特に、そのAタイプ割れの発生条件との関係について詳細な検討を行い、ストランド軸心部の応力転換点、すなわち、軸心部に掛る応力が引張側に転換し始める点が、ストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)から誘導されるSR=(dTs/dt)−(dTc/dt)の積分値が負から正への転換点として求められること、及びその応力転換点において、ストランド軸心部の冷却・凝固が十分進み、1100℃未満となっているように凝固末期強制冷却条件を制御することがAタイプ割れの発生防止のための必要条件であるとの知見を得て本発明を完成した。
【0011】
本発明における13Cr継目無鋼管製管用丸鋳片の連続鋳造方法は、13Cr溶鋼を連続鋳造鋳型に注入し、該連続鋳造鋳型から流出する内部に未凝固溶鋼を含む断面円形のストランドに対し、二次冷却及び凝固末期強制冷却を行って、13Cr継目無鋼管用丸鋳片を連続鋳造するに当たり、
前記内部に未凝固溶鋼を含む断面円形のストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)を求めるとともに、
前記(dTs/dt)及び(dTc/dt)から誘導される
SR=(dTs/dt)−(dTc/dt)・・・(1)
をパラメータとして、
該パラメータSRを前記ストランドの軸心部固相率fsが0.1となった箇所から積分を開始して積分値
∫SRdt・・・(2)
を得、
該積分値の符号が負から正に転換する時点をストランド上のメニスカスからの距離Lに換算して応力転換点(Ltr)を求めるとともに、
該応力転換点(Ltr)における軸心部温度(Tctr)が1100℃未満となるように前記凝固末期強制冷却帯に適用する水量密度を制御することを特徴とする。
ここに、
Ts:連続鋳造条件から伝熱計算により推定されるストランドの表面温度(℃)
Tc:連続鋳造条件から伝熱計算により推定されるストランド軸心部の温度(℃)
L:ストランドのメニスカスからの距離
Ltr:応力転換点
fs:ストランドの軸心部固相率、ストランドの軸心部における[固相/(固相+液相)]の質量比をいい、連続鋳造条件から伝熱計算により推定されるものである。
【0012】
上記各発明において、凝固末期強制冷却をストランドの軸心部fsが0.5以上となった時点から、ストランド表面に与える冷却水の水量密度(単位:L/m2/min)が10〜100(単位:L/m2/min)を与えるものとするのが好ましい。
【0013】
上記各発明において、ストランドの直径を130〜350mmの間に取るのが望ましい。
【発明の効果】
【0014】
本発明により、従来提案されている機械的圧下によらず、水冷手段のみによって、軸心部割れを実用レベルで抑制して13Cr継目無鋼管製管用丸鋳片を連続鋳造することが可能となる。特に、本発明では、凝固末期強制冷却が、ストランドの応力転換点において軸心部温度が1100℃未満となるようにスプレー水量が制御されるので、いわゆるAタイプ割れの発生を確実に防止することが可能になる。
【図面の簡単な説明】
【0015】
【図1】本発明を実施するための13Cr鋼継目無鋼管製管用丸鋳片の連続鋳造設備の概念図である。
【図2】13Cr鋼継目無鋼管製管用丸鋳片に現れる内部欠陥の模式的説明図である。(a)Aタイプ割れ、(b)Bタイプ割れ、(c)Cタイプ割れ
【図3】本発明に従い、凝固末期強制冷却を行なった場合におけるメニスカスからの距離と (a)ストランドに適用される冷却水の水量密度 (b)ストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。
【図4】凝固末期強制冷却を行わない場合におけるメニスカスからの距離と (a)ストランドに適用される冷却水の水量密度 (b)ストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。
【図5】凝固末期強制冷却が不適切である場合におけるメニスカスからの距離と (a)ストランドに適用される冷却水の水量密度 (b)ストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。
【図6】fs:0.1の箇所を起点とするメニスカスからの距離に対する∫SRdtの変化を示すグラフである。 (a)本発明による凝固末期強制冷却を行った場合 (b)凝固末期強制冷却を行わない場合(比較例1) (c)凝固末期強制冷却が不適切であった場合(比較例2)
【図7】本発明例の水量密度パターンによる凝固末期強制冷却を行ったときのストランドの表面温度(Ts)と軸心部温度(Tc)とのメニスカスからの距離との関係を示すグラフである。
【図8】比較例1の凝固末期強制冷却を行わなかったときのストランドの表面温度(Ts)と軸心部温度(Tc)とのメニスカスからの距離との関係を示すグラフである。
【図9】比較例2の凝固末期強制冷却を行ったときのストランドの表面温度(Ts)と軸心部温度(Tc)とのメニスカスからの距離との関係を示すグラフである。
【図10】本発明による積分値∫SRdtから求められる軸心部における応力転換点(Ltr)と熱応力計算により求められる応力転換点との相関関係を示すグラフである。 a:連続鋳造速度:1.3m/minの場合 b:連続鋳造速度:1.6m/minの場合
【図11】本発明を実施するための凝固末期強制冷却帯に適用される水量密度の制御系統図の1例である。
【発明を実施するための形態】
【0016】
図1は、本発明を実施するための13Cr鋼の継目無鋼管製管用丸鋳片の連続鋳造設備の概念図である。図1に示すように、タンディッシュ(図示しない)から断面円形の連続鋳造鋳型1に注入された溶鋼はスプレーノズルを備えた二次冷却帯2を通過する間に凝固シェルが成長し、内部に未凝固溶鋼を有するストランドSが形成され、完全凝固後、矯正された後、切断手段(図示しない)によって所定長の継目無鋼管製管用丸鋳片とされる。本発明においては、上記連続鋳造過程、特に二次冷却帯に続いて凝固末期強制冷却帯3を設け、これら各冷却帯により適正な水量密度の冷却を行い、13Cr継目無鋼管製管用丸鋳片内部に発生する欠陥の低減を図っている。
【0017】
連続鋳造設備を用いて13Cr鋼を連続鋳造すると、二次冷却帯及び強制冷却帯の水量密度等の連続鋳造条件等に依存して丸鋳片に種々の内部欠陥が発生する。典型的には、これらの内部欠陥は、(1)Aタイプ割れ、(2)Bタイプ割れ、(3)Cタイプ割れの3種に分類される。ここに、Aタイプ割れは、図2(a)に示すように、ストランドの鋳造方向に垂直な断面の中心部に生ずる比較的小さい割れ欠陥であって、ストランドの凝固末期ないし凝固直後に生ずる収縮孔を起点として発生する星形の割れである。Bタイプ割れは、図2(b)に示すように、ストランドの鋳造方向断面に生ずるV字形の割れであって、凝固中期ないし末期にかけて生ずるV字状偏析に由来する。Cタイプ割れは、図2(c)に示すように、ストランドの鋳造方向に垂直な断面に現れる比較的大きな開口部を有する割れであって、ストランドがほぼ凝固した後、その軸心部に掛かる復熱時の引張応力によって収縮孔が拡大することによって生ずるものである。
【0018】
本発明者の知見によれば、Aタイプ割れは、第1に、連続鋳造過程においてストランド軸心部の凝固がある程度進行した後、軸心部の温度が、熱間延性が発現する温度に低下するまでの間、すなわち、軸心部における延性が十分でないときに、軸心部に引張応力が作用することによって生ずるものである。したがって、少なくとも軸心部の凝固物が熱間延性発現温度となるまでの間、軸心部を圧縮応力下に維持しておく必要がある。本発明は、かかる条件を、内部に未凝固溶鋼を含む断面円形のストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)を求めるとともに、
前記(dTs/dt)及び(dTc/dt)から誘導される
SR=(dTs/dt)−(dTc/dt)・・・(1)
をパラメータとして、
該パラメータSRを前記ストランドの軸心部固相率fsが0.1となった箇所から積分して積分値
∫SRdt・・・(2)
を得、
該積分値の記号が負から正に転換する時点(ttr)をストランド上のメニスカスからの距離Lに変換して応力転換点(Ltr)を求めるとともに、
該応力転換点(Ltr)における軸心部温度(Tctr)が1100℃未満となるように前記凝固末期強制冷却帯に適用する水量密度を制御することによって達成する。以下、具体例に基づいて説明する。
【0019】
図3〜5は、表1に示す成分・組成を有する13Cr溶鋼を、連続鋳造温度:1500℃、連続鋳造速度:1.5m/minの条件で直径:170mm、長さ:1.5mの円筒形鋳型に連続鋳造したときの、メニスカスからの距離に対する(a)ストランドに適用される冷却水の水量密度、(b)ストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。
【0020】
【表1】
【0021】
ここに示すように、連続鋳造鋳型1から流出ストランドSは、鋳型出口を起点としてメニスカスからの距離が12mに達するまでの間に設置された二次冷却帯2によりスプレー冷却される。本例では、その冷却水の水量密度は、メニスカスから2.5mまでの間を40L/m2/min、次いで、7mまでの間を10L/m2/min、さらに、12mまでの間を9L/m2/minとしている。
【0022】
上記二次冷却によって、その終了部位、メニスカスから12mの部位においてストランド軸心部固相率fsが0.1となる。本発明においては、この部位から凝固末期強制冷却が開始され、併せて、ストランドの表面温度Ts及び軸心部温度Tcの温度降下率(dTs/dt)及び(dTc/dt)を求め、これらの差としてパラメータ
SR=(dTs/dt)−(dTc/dt)・・・(1)
を誘導し、該パラメータSRを時間積分して積分値
∫SRdt・・・(2)
を求めるとともに、その記号が負から正に転換する点を応力転換時(ttr)と決定し、該応力転換時(ttr)をストランド上の位置に変換して応力転換点(Ltr)を求める。なお、本発明において、パラメータSRの時間積分をfs:0.1の時点から開始するのは、実質的に軸心部の全凝固過程に亘り、凝固末期強制冷却を制御するためである。
【0023】
ついで、上記応力転換点(Ltr)における応力転換点軸心部温度(Tctr)を推定し、その温度を鋳造される鋼の熱間延性発現温度(Tel)と対比する。その結果、応力転換点軸心部温度(Tctr)が熱間延性発現温度(Tel)より低ければ、すなわち、
(Tctr)<(Tel)
であれば、応力転換点において軸心部がそこに生ずる引張応力に耐えうる強度(延性)を有していると判断され、実行されている凝固末期強制冷却はその状態で継続することが妥当と判断される。これに対して、応力転換点軸心部温度(Tctr)が熱間延性発現温度(Tel)以上である場合、すなわち、
(Tctr)≧(Tel)
のときには、応力転換点において軸心部がそこの生ずる引張応力に耐え得ない状態であると判断され、実行中の凝固末期強制冷却は、冷却水量をさらに増加する必要があるものと判断される。
【0024】
なお、上記において軸心部固相率(fs)とは、ストランドの軸心部における[固相/(固相+液相)]の質量比をいう。また、表面温度(Ts):連続鋳造過程にあるストランドの表面温度をいい、軸心部温度(Tc)とは、連続鋳造過程にあるストランドの軸心部の温度をいう。これらはいずれも上記伝熱凝固計算により推定することができる。
【0025】
熱間延性発現温度(Tel)は、軸心部の部材にそこに生ずる引張応力(8MPa)に耐え得る熱間強度が生ずる限界温度である。この限界温度は、本発明の適用鋼種である13Cr鋼においては、凝固過程における軸心部濃化溶鋼の成分・組成を推定し、かかる成分・組成を有する鋼に対して1×10−3/sの低速の高温熱間引張試験を行うことによって測定可能である。ここに、軸心部濃化溶鋼の成分・組成は、連続鋳造される鋼を連続鋳造し、得られた丸鋳片の軸心部(垂直断面)の軸心を含む15mm×15mmの部分を60μm×60μmの画素に分割してEPMAによってCr濃度分析を行い、Cr分析画素数累積値が99%となるCr濃度を有する鋼組成であり、熱間延性発現温度(Tel)は1100℃であることが確認されている。
【0026】
図3に示す例(発明例)では、前記二次冷却に続いて、凝固末期強制冷却が行われている。
具体的には、図3(a)に示すように、メニスカスからの距離12mの部位から19mの部位に亘って最大水量密度100L/m2/minとするスプレー冷却が行われるようになっている。
【0027】
図3(b)には、上記パターンによる凝固末期強制冷却を行った場合のストランド各部位における表面及び軸心部のストランド長さ方向の温度変化率(dTs/dt及びdTc/dt)が示されている。また、図6には、これらの差(SR=(dTs/dt)−(dTc/dt))の積分値∫SRdtの変化が示されている。図6の曲線(a)から分かるように、図3(a)のパターンによる凝固末期強制冷却を行った場合を行った場合には、メニスカスから18mの部位において積分値∫SRdtの値が負から正に転じている。いいかえれば、この場合における応力転換点はメニスカスから18mの部位にあることを示しており、凝固末期強制冷却を行うことにより、ストランド表面層が先行して冷却されることにより生じている軸心部の圧縮応力がストランド軸心部の冷却の進行に伴って消費されていくものの、メニスカスから18mの部位に至るまでは、ストランド軸心部が圧縮応力状態に維持されることを示している。
【0028】
図4は、二次冷却に続く凝固末期強制冷却が行われていない場合のストランドに適用される水量密度パターン((a))及びストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。この場合には、二次冷却終了後は、ストランド表面が軸心部に先行して強制冷却されることがない。そのため、パラメータSRの時間積分値∫SRdtの値は、図6の曲線(b)に示すように、常に正の値を示している。このことは、軸心部に圧縮応力が掛ることなく、ストランド軸心部の冷却が進行することを示しており、必然的にAタイプ割れが惹起されることを示している。
【0029】
図5(a)は、凝固末期強制冷却が不適切である場合におけるストランドに適用される水量密度パターンを示すグラフであり、図5(b)は、その場合におけるストランドの表面温度Tsの変化率(dTs/dt)及び軸心部温度Tcの変化率(dTc/dt)の関係を示すグラフである。この場合においては、図3の場合と同様、二次冷却終了に続いてメニスカスからの距離12mの部位から19mの部位に亘って凝固末期強制冷却が行われている。
【0030】
しかしながら、この場合においては、その水量密度はメニスカスからの距離12mの部位から15mの部位までにおいて最大70L/m2/minとし、その後段階的に低減するものであって、図3に示した場合と比べて、最大水量密度が小さい上、メニスカスからの距離15mの部位からの水量密度が大きく低減している。
【0031】
図6の曲線(c)は、図5(a)のパターンによる凝固末期強制冷却を行った場合における積分値∫SRdtの変化が示すものであり、メニスカスから16mの部位において積分値∫SRdtの値が負から正に転じており、応力転換点がメニスカスから16mの部位にあることを示している。いいかえれば、図5(a)に示すパターンにより凝固末期強制冷却を行う場合には、ストランド表面層が先行して冷却されることにより生じている軸心部の圧縮応力がストランド軸心部の冷却の進行に伴って早期に消費され、メニスカスから16m以降の部位においては、もはや、ストランド軸心部に圧縮応力が掛らず、引張応力が掛るようになったことを示している。
【0032】
ところで、先行文献等に明らかなように、13Cr鋼等の凝固時の偏析が顕著な鋼種の連続鋳造に当たっては軸心部がほぼ完全凝固に至るまで圧縮応力状態におくことが、軸心部割れの防止のための必要条件であることは一般的に認められているところである。本発明においては、上記条件を、すでに説明したようにして求めた応力転換点(Ltr)における軸心部温度(Tctr)を連続鋳造される13Cr鋼の熱間延性発現温度(Tel)である1100℃と対比し、
Tctr<1100℃
となるように前記凝固末期強制冷却帯に適用する水量密度を制御することによって実現する。
【0033】
上記において、応力転換点(Ltr)における軸心部温度(Tctr)は、前述のパラメータSRを時間積分して積分値
∫SRdt・・・(2)
を求め、その記号が負から正に転換する点を応力転換時(ttr)と決定し、該応力転換時(ttr)をストランド上の位置に変換して応力転換点(Ltr)として求めたストランドの軸心部の温度として求めることができる。なお、軸心部温度は、例えば、大中 逸雄 著 コンピュータ伝熱・凝固解析入門 1985年 丸善発行」の第196〜208頁に記載の「4.3.2 合金の凝固解析」等の伝熱凝固計算によって求めることができる。
【0034】
図7〜9は、それぞれ図3(a),図4(a)及び図5(a)に示す水量密度パターンによる凝固末期強制冷却を行ったときのストランドの表面温度(Ts)と軸心部温度(Tc)のメニスカスからの距離との関係を示すグラフである。なお、上図に記入したライン(A)は、Cr:15.0mass%を含有する鋼の高温熱間試験で測定した限界温度であり、(B)は、前記本発明の適用対象である13Cr鋼の軸心部偏析部のCr濃度に相応するCr濃度:15.4mass%を有する鋼の高温熱間試験で測定した限界温度、すなわち、13Cr鋼の熱間延性発現温度(Tel)1100℃を示している。
【0035】
これらの図から明らかなように、本発明に従い、図3(a)に示す水量密度パターンによる凝固末期強制冷却を行ったときには、応力転換点(Ltr)における軸心部温度(Tctr)が、前記熱間延性発現温度(Tel)である1100℃を下回っており、前記本発明の必要条件を充足している。
【0036】
これに対し、図4に示す二次冷却後の凝固末期強制冷却を行わなかった場合(比較例)には、図8に示すように、応力転換点(Ltr)における軸心部温度(Tctr)が1450℃であり、この温度は、前記本発明の適用対象である13Cr鋼の熱間延性発現温度(Tel):1100℃に比べて高く、前記本発明の必要条件を充足しておらず、軸心部割れの発生を避けることができないことが分かる。
【0037】
また、図5に示す二次冷却後の凝固末期強制冷却が不十分であった場合(比較例)には、図9に示すように、応力転換点(Ltr)における軸心部温度(Tctr)が1180℃であり、この温度は、前記本発明の適用対象である13Cr鋼の熱間延性発現温度(Tel):1100℃に比べて高く、前記本発明の必要条件を充足しておらず、より水冷を強化しなければ、軸心部割れの発生を避けることができないことが分かる。
【0038】
本発明においては、上記の解析結果に基づき、積分値∫SRdtの記号が負から正に転換する点をストランド上のメニスカスからの距離Lに換算して応力転換点(Ltr)と決定するとともに、該応力転換点(Ltr)における軸心部温度が13Cr鋼の熱間延性発現温度(Tel):1100℃未満となるように前記凝固末期強制冷却帯に適用する水量密度を制御する。具体的には、凝固末期強制冷却帯に適用する水量密度が前記図3(a)に示す水量密度パターンによる場合には、応力転換点(Ltr)における軸心部温度が前記13Cr鋼の熱間延性発現温度:1100℃未満であるから、水冷パターンは適正であり、その状態を維持するよう、制御する。これに対し、前記図5に示す水量密度パターンによる場合には、応力転換点(Ltr)における軸心部温度が前記13Cr鋼の熱間延性発現温度より高くなっているから、凝固末期強制冷却帯に適用する水量密度が不足しているものと判定し、その強化を図るよう、水量密度制御が行われる。
【0039】
図10は、本発明に基づき水量密度制御を行った場合の応力転換点の推定結果を熱応力計算による応力転換点と対比して両者の相関関係を示したグラフである。ここに示すように、両者は鋳造速度の変動に拘わらずよい相関を示している。また、本発明に基づき推定された応力転換点の方が、熱応力計算による応力転換点に比べて高温サイドにある。このことは、本発明に基づき凝固末期強制冷却帯の水冷密度制御を行った場合、応力転換点までの区間の軸心部応力を確実に圧縮サイドに維持できることを示している。
【0040】
図10に示すように、本発明の応力転換点と熱応力計算により算出される応力転換点とは非常に良い相関関係にある。このことは、連続鋳造過程において、オンライン・リアルタイムで求められる本発明の応力転換点を高精度で熱応力計算による応力転換点に転換できることを示しており、図10の関係を利用して、熱応力計算により算出される応力転換点をオンライン・リアルタイムで推定して連続鋳造操業を行うことが可能になる。
【0041】
図11は、本発明を実施するための凝固末期強制冷却帯に適用される水量密度の制御系統図の1例である。この例では、プロセス・コンピュターに連続鋳造条件が入力され、それに基づき、ストランド内各位置における表面温度及び軸心部温度の推定演算がオンライン・リアルタイムで行われ、ストランド内各位置における温度変化率(dTs/dt及びdTc/dt)及びそれから誘導されるSR(=dTs/dt−dTc/dt)が演算される。
【0042】
連続鋳造条件には、初期条件として、溶鋼の成分組成、連続鋳造温度、連続鋳造速度、鋳型径、一次冷却条件、二次冷却条件さらに凝固末期強制冷却条件など、応力転換点の位置の推定及びその部位における軸心部温度の推定に必要な条件が含まれる。ストランド長さ方向各位置における表面温度及び軸心部温度の推定演算は上記連続鋳造条件に基づき、伝熱凝固計算、例えば、前述の大中 逸雄 著 コンピュータ伝熱・凝固解析入門 1985年 丸善発行」の第196〜208頁に記載の「4.3.2 合金の凝固解析」等の伝熱凝固計算によって行われる。
【0043】
上記連続鋳造条件に基づき、ストランド長手方向各位置における表面温度(Ts)及び軸心部温度(Tc)の温度変化率(dTs/dt)及び(dTc/dt)を求め、これらから
SR=(dTs/dt)−(dTc/dt)
を求め、求められたSRを、ストランドの軸心部凝固率fs:0.1となる箇所から積分を開始して
∫SRdt
を得、その符号が負から正に転換する点を応力転換点として求め、これをストランド上の位置に変換してLtrを決定する。
【0044】
上記により求められた応力転換点Ltrにおける軸心部温度Tctrを推定する。この推定計算も連続鋳造条件に基づき、例えば、前述の伝熱凝固計算によって行われる。
【0045】
上記により得られた軸心部温度Tctrを連続鋳造される13Cr鋼の熱間延性発現温度Tel:1100℃と対比し、
Tctr<1100℃
の場合は、初期設定された連続鋳造条件をそのまま維持する。凝固末期強制冷却の水量密度も維持される。
【0046】
これに対し、
Tctr≧1100℃
の場合には、凝固末期強制冷却帯における冷却の強化、すなわち、冷却水量密度の増強を行う。このような水量密度の決定は、例えば、凝固末期強制冷却帯に与えられる水量密度のフィードバック制御によって行い、Tctrが僅かに1100℃を下回る程度にするのがよく、これによりいわゆるCタイプ割れの発生を防止することができる。
【0047】
なお、上記の水量密度制御は、例えば、連続鋳造速度や鋳込み温度の変化に対応して行われ、それによって、常に、応力転換点(Ltr)における軸心部温度が前記13Cr鋼の熱間延性発現温度1100℃未満となるようにすることが可能となる。
【実施例】
【0048】
表1に記載の13Cr溶鋼を、注入温度:1490℃で内径:210mmの円筒形鋳型に注入し、鋳造速度1.3m/minで引抜き、図3に示す水量密度パターンにより二次冷却及び凝固末期強制冷却を行い、矯正後、長さ7〜12mに切断して継目無鋼管製管用丸鋳片を得た。なお、上記二次冷却の終了時点において軸心部固相率fsが0.1であることが確認された。
【0049】
上記連続鋳造に当たり、二次冷却終了直後から、図11に示すプログラムにより演算して、積分値∫SRdtの記号が負から正に転換するストランド上の位置を、応力転換点(Ltr)として求めた。該応力転換点における軸心部温度(Tctr)は、1090℃であった。これを表1に記載の13Cr鋼の熱間延性発現温度(Tel)1100℃と対比した結果、
Tel≧Tctr
であることが確認できたので、当初設定の連続鋳造条件を維持して、13Cr継目無鋼管製管用丸鋳片を製造した。
【0050】
得られた丸鋳片を再熱後、縮径(分塊)圧延して穿孔圧延用素材とし、これに再熱後、縮径圧延、延伸圧延及び、定径化圧延を行って外径:25.4〜177.8mm×肉厚:2.3〜40mm×長さ:〜22000mmの継目無鋼管とした。得られた継目無鋼管に対し、40mmのクロップ切断を行った後、熱処理を施して製品とした。
【0051】
得られた製品について超音波探傷を行い、閾値を超える疵を有害な内面疵とし、この有害な内面疵が最後に現れる管端からの長さを内面疵発生領域長さ(単位mm)として評価し結果、圧下比から鋳造丸鋳片(ビレット)長さに換算した内面疵発生領域長さが10mm以下であることが確認できた。なお、超音波探傷条件は、菱電エレクトロニクス社製の超音波探傷装置を用い、周波数:5MHz,繰返し周波数:1.5kHzの条件で行い、閾値は肉厚の5%(最小値:0.3mm)とした。
【0052】
13Cr鋼の連続鋳造過程において、fs:0.1となった時点からの凝固末期強制冷却の水冷密度を上記のように制御することによって、軸心部割れに起因する内面疵発生領域長さを極めて小さくすることが可能になる。しかしながら、丸鋳片に発生する内部欠陥のうち、Aタイプ割れは、軸心部凝固率がfs0.5以上となったときに発生しやすい。この過程において凝固末期強制冷却の水冷密度を10〜100L/m2/minをすることは、Aタイプ割れの発生の抑止に寄与する。
【0053】
以上説明したとおり、本発明により、凝固末期強制冷却帯の水冷密度を制御することにより、確実にAタイプの軸心部割れの発生を抑制することが可能になる。また、本発明による水量密度の制御は、二次冷却帯の直後、すなわち、ストランド軸心部固相率fsが0.1となる点から行われているので、Bタイプ割れの発生領域についても強制冷却が行われることとなり、上記Aタイプ割れ、Cタイプ割れと併せてBタイプ割れの発生の抑制も可能になる。
【符号の説明】
【0054】
1:鋳型
2:二次冷却帯
3:凝固末期強制冷却帯
S:ストランド
【特許請求の範囲】
【請求項1】
13Cr溶鋼を連続鋳造鋳型に注入し、該連続鋳造鋳型から流出する内部に未凝固溶鋼を含む断面円形のストランドに対し、二次冷却及び凝固末期強制冷却を行って、13Cr継目無鋼管用丸鋳片を連続鋳造するに当たり、
前記内部に未凝固溶鋼を含む断面円形のストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)を求めるとともに、
前記(dTs/dt)及び(dTc/dt)から誘導される
SR=(dTs/dt)−(dTc/dt)・・・(1)
をパラメータとして、
該パラメータSRを前記ストランドの軸心部固相率fsが0.1となった箇所から積分を開始して積分値
∫SRdt・・・(2)
を得、
該積分値の符号が負から正に転換する時点をストランド上のメニスカスからの距離Lに換算して応力転換点(Ltr)を求めるとともに、
該応力転換点(Ltr)における軸心部温度(Tctr)が1100℃未満となるように前記凝固末期強制冷却帯に適用する水量密度を制御することを特徴とする13Cr継目無鋼管製管用丸鋳片の連続鋳造方法。
ここに、
Ts:連続鋳造条件から伝熱計算により推定されるストランドの表面温度(℃)
Tc:連続鋳造条件から伝熱計算により推定されるストランド軸心部の温度(℃)
L:ストランドのメニスカスからの距離
Ltr:応力転換点
fs:ストランドの軸心部固相率、ストランドの軸心部における[固相/(固相+液相)]の質量比をいい、連続鋳造条件から伝熱計算により推定されるものである。
【請求項2】
凝固末期強制冷却は、ストランドの軸心部fsが0.5以上となった時点から、ストランド表面に与える冷却水の水量密度を10〜100(単位:L/m2/min)として行われるものであることを特徴とする請求項1記載の13Cr継目無鋼管製管用丸鋳片の連続鋳造方法。
【請求項3】
ストランドの直径が、130〜350mmであることを特徴とする請求項1又は2に記載の13Cr継目無鋼管製管用丸鋳片の連続鋳造方法。
【請求項1】
13Cr溶鋼を連続鋳造鋳型に注入し、該連続鋳造鋳型から流出する内部に未凝固溶鋼を含む断面円形のストランドに対し、二次冷却及び凝固末期強制冷却を行って、13Cr継目無鋼管用丸鋳片を連続鋳造するに当たり、
前記内部に未凝固溶鋼を含む断面円形のストランドの表面温度Ts及び軸心部温度Tcの単位時間当たりの降下率(dTs/dt)及び(dTc/dt)を求めるとともに、
前記(dTs/dt)及び(dTc/dt)から誘導される
SR=(dTs/dt)−(dTc/dt)・・・(1)
をパラメータとして、
該パラメータSRを前記ストランドの軸心部固相率fsが0.1となった箇所から積分を開始して積分値
∫SRdt・・・(2)
を得、
該積分値の符号が負から正に転換する時点をストランド上のメニスカスからの距離Lに換算して応力転換点(Ltr)を求めるとともに、
該応力転換点(Ltr)における軸心部温度(Tctr)が1100℃未満となるように前記凝固末期強制冷却帯に適用する水量密度を制御することを特徴とする13Cr継目無鋼管製管用丸鋳片の連続鋳造方法。
ここに、
Ts:連続鋳造条件から伝熱計算により推定されるストランドの表面温度(℃)
Tc:連続鋳造条件から伝熱計算により推定されるストランド軸心部の温度(℃)
L:ストランドのメニスカスからの距離
Ltr:応力転換点
fs:ストランドの軸心部固相率、ストランドの軸心部における[固相/(固相+液相)]の質量比をいい、連続鋳造条件から伝熱計算により推定されるものである。
【請求項2】
凝固末期強制冷却は、ストランドの軸心部fsが0.5以上となった時点から、ストランド表面に与える冷却水の水量密度を10〜100(単位:L/m2/min)として行われるものであることを特徴とする請求項1記載の13Cr継目無鋼管製管用丸鋳片の連続鋳造方法。
【請求項3】
ストランドの直径が、130〜350mmであることを特徴とする請求項1又は2に記載の13Cr継目無鋼管製管用丸鋳片の連続鋳造方法。
【図1】

【図2】

【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】

【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2013−10111(P2013−10111A)
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願番号】特願2011−142968(P2011−142968)
【出願日】平成23年6月28日(2011.6.28)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
【公開日】平成25年1月17日(2013.1.17)
【国際特許分類】
【出願日】平成23年6月28日(2011.6.28)
【出願人】(000001258)JFEスチール株式会社 (8,589)
【Fターム(参考)】
[ Back to top ]