
2〜35重量%のMnを含有する平鋼製品の溶融めっきコーティング方法および平鋼製品
【課題】高Mn含有量を有する平鋼製品に、腐食に対する保護を与えるZnコーティングを設けることができ、このZnコーティングを行った場合に、鋼基板へのZnコーティングの接着を更に改善できる方法を提供することにある。
【解決手段】本発明は、2〜35重量%のMnを含有する平鋼製品に、優れた接着性を有するZnのコーティングを設けることができる方法に関する。本発明の方法は、平鋼製品を焼きなます段階とを有し、焼きなまし雰囲気は、0.01〜85体積%のH2、H2Oおよび残余のN2および技術的理由で存在する不可避の不純物を含有しかつ−70℃と+60℃との間の露点を有し、H2O/H2比は、8x10-15*Tg3.529<H2O/H2≦0.957であり、平鋼製品は、腐食に対する保護を行うZnの保護コーティングで溶融めっきコーティングされ、溶融金属の浴から出る、Znコーティングが設けられた平鋼製品を冷却する段階を有している。
なし
【解決手段】本発明は、2〜35重量%のMnを含有する平鋼製品に、優れた接着性を有するZnのコーティングを設けることができる方法に関する。本発明の方法は、平鋼製品を焼きなます段階とを有し、焼きなまし雰囲気は、0.01〜85体積%のH2、H2Oおよび残余のN2および技術的理由で存在する不可避の不純物を含有しかつ−70℃と+60℃との間の露点を有し、H2O/H2比は、8x10-15*Tg3.529<H2O/H2≦0.957であり、平鋼製品は、腐食に対する保護を行うZnの保護コーティングで溶融めっきコーティングされ、溶融金属の浴から出る、Znコーティングが設けられた平鋼製品を冷却する段階を有している。
なし
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、2〜35重量%のMnを含有する平鋼製品の亜鉛または亜鉛合金による溶融めっきコーティング方法および亜鉛または亜鉛合金のコーティングが設けられた平鋼製品に関する。
【背景技術】
【0002】
今日の自動車産業では、高い強度をもつ鋼および非常に高い強度をもつ鋼が期待されている。慣用の再結晶焼きなまし処理を受けたときに、表面上に安定した非還元酸化物を形成する一般的な合金元素として、数ある中で、マンガン、クロム、シリコンおよびアルミニウムがある。これらの酸化物は、溶融亜鉛による反応性濡れ(reactive wetting, reaktive Benetzung(英、独訳))を妨げる。
【0003】
一方では1,400MPaまでの高い強度を有しかつ他方では極めて高い伸び(70%までの均一伸びおよび90%までの破断伸び)を有するという特性の有利な組合せができることから、高マンガン含有量を有する鋼は、車両構造、特に自動車構造に使用するのに基本的に特に適している。6重量%〜30重量%の高いMn含有量を有する、この目的に特に適した鋼は、例えば下記特許文献1〜3から知られている。既知の鋼から作られた平鋼製品は高強度を有すると同時に、成形されたときに等方性挙動を呈し、更には、低温でも延性を有している。
【0004】
しかしながら、これらの長所を相殺する事実は、高マンガン鋼が孔食を受け易くかつ不活性化するのが困難なことである。高濃度の塩化物イオンに露出されると、腐食を受けるというこの傾向は、局部的なものとはいえ、高度に合金化されていない鋼と比較して過酷で大きいものであり、高合金鋼薄板の群に属する鋼をまさしく車体構造の部分に使用することを困難にしている。更に、高マンガン鋼は表面腐食を受け易く、これもまた、高マンガン鋼の使用範囲を制限するファクタである。
【0005】
したがって、高マンガン鋼から作られた平鋼製品に、腐食攻撃から保護する金属コーティングを既知の方法で設けるべきであるという提案もなされている。溶融Znによる濡れ、特に冷間成形中にコーティングを必要とする鋼基板への接着に関する基本的問題を明らかにすることはもとより、高マンガン含有量を有する鋼ストリップに、低コストで行うことができる溶融めっきコーティングにより金属保護コーティングを設ける実用的な試みは、満足できる結果を得ることに失敗してきた。
【0006】
接着性に乏しい理由は、溶融めっきコーティングにとって不可欠な焼きなまし中に形成される酸化物の厚い層にあると判断された。このようにして酸化された金属薄板の表面は、コーティング金属により、必要な均一性および完全性をもって濡らされることはなく、このことは、全領域をカバーする腐食保護の目的が達成されないことを意味する。
【0007】
高合金鋼の分野で知られているFeまたはNiの中間層(但し低Mn含有量)の塗布による濡れ性の改善方法は、少なくとも6重量%のマンガンを含有する鋼薄板では所望の成功を収めることに失敗している。
【0008】
下記特許文献4には、溶融めっきコーティングに先行する最終焼きなましの前に、6〜30重量%のMnを含有する鋼ストリップにアルミニウムの層を塗布することが提案されている。鋼ストリップにアルミニウムを接着することにより、溶融めっきコーティングの前に行われる鋼ストリップの焼きなまし中に、鋼ストリップの表面が酸化されることが防止される。プライマ(下塗り剤)の態様の後に作用するアルミニウムの層は、次に、鋼ストリップ自体がその合金化された性質によりこのための正しい前提条件を満たさない場合でも、溶融めっきにより形成されたコーティングを、鋼ストリップの全領域に亘って確実に接着させる。この目的のため、既知の方法では、鋼ストリップからアルミニウムの層中へのFeの拡散が、溶融めっきコーティングに先行させなくてはならない焼きなまし処理中に行われることの有利な効果が得られる。かくして、焼きなまし中に、鋼ストリップ上には、実質的にAlおよびFeからなる金属オーバーレイ(該オーバーレイは、鋼ストリップにより形成された基板に、確実な接合メカニズムにより連結される)が形成される。
【0009】
下記特許文献5からは、0.35〜1.05重量%のC、16〜25重量%のMnおよび残りはFeおよび不可避の不純物を含有する高マンガン鋼ストリップをコーティングする他の方法が知られている。この既知の方法では、上記組成の鋼ストリップが、最初に冷間圧延され、次に大気中で再結晶化焼きなまされて、Feに関して還元する。この場合、焼きなましパラメータは、実質的に全部がアモルファス(FeMn)酸化物からなる中間層が鋼ストリップの両面上に存在し、更に結晶Mn酸化物からなる外側層となっており、両層の厚さが少なくとも0.5μmとなるように選択される。これに引き続く溶融めっきコーティングは無く、その代わりに、Mn酸化物の層はアモルファス(FeMn)酸化物の層と組み合わされ、これは、充分な腐食保護を行うことを意図したものである。
【0010】
下記特許文献6に開示の方法は同様な原理に基づいており、この方法では、連続する2つの焼きなまし段階で、最初に、FeとMnとの混合酸化物の層が高マンガン鋼基板上に形成され、次に、この第1層上にMn混合酸化物からなる外側層が形成される。このようにしてコーティングされた鋼ストリップは、次に、溶融金属の浴中に搬送される。亜鉛だけでなく、溶融金属のこの浴は、MnOの層を完全に還元しかつ(FeMn)Oの層を少なくとも部分的に還元するのに充分な量のアルミニウムを含有している。したがって、この意図するところは、FeMnZnの3つの層およびZnの外側層を識別できる層構造を得ることである。
【0011】
実用的な研究によれば、このような複雑で高価な方法で予コーティングされた鋼ストリップでも、冷間成形を要する鋼基板への接着が実際には行われないことが証明されている。また、下記特許文献6から知られた方法は、実際には殆ど制御できない溶融金属の浴中で生じる反応により、充分信頼できる作動が行われないことが証明されている。
【0012】
最後に、下記特許文献7から、高Mn含有量を有する鋼基板の溶融めっきコーティング方法が知られている。この方法では、鋼ストリップ上に酸化物中間層が実質的に存在しない金属保護層を形成するため、焼きなまし雰囲気の水素含有量%H2に対する水含有量%H2Oの比、%H2O/%H2は、所与の焼きなまし温度Tgの関数として、8・10-15・xTg3.529以下となるように定められる(ここでTは焼きなまし温度である)。この条件は、焼きなまし温度が適当な方法で定められる場合、すなわち水素含有量がその露点に関して適当な方法で定められる場合には、コーティングすべき鋼ストリップが焼きなまし中に得る表面の性質は、溶融めっきコーティングにより次に塗布される金属保護コーティングが最適態様で接着されることを確保する、という事実に基づいている。このようにして定められた焼きなまし雰囲気は、鋼ストリップ中のFeおよびMnの両方に還元作用をする。この場合の目的は、溶融コーティングが高Mn鋼の基板に接着することを妨げる酸化物層の形成を回避することにある。
【0013】
実用的な研究によれば、上記既知の方法により作られる平鋼製品は、濡れに関する限り優れた挙動を呈し、かつ多くの用途に充分適用できるZnコーティングが接着されることが証明されている。しかしながら、この方法でコンポーネンツにコーティングされた平鋼製品の形成に際し、変形量が大きい場合には、コーティングの剥離およびクラッキングが依然として生じることが判明している。
【0014】
また、従来技術から知られた方法は、特に使用される加工温度が高い場合に、平鋼製品の機械的特性に悪い効果を与える。また、既存の方法では、環境的条件を満たす経済的作業は不可能である。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】独国特許出願公開第10259230号明細書
【特許文献2】独国特許発明第19727759号明細書
【特許文献3】独国特許出願公開第19900199号明細書
【特許文献4】独国特許出願公告第102005008410号明細書
【特許文献5】国際公開第2006/042931号
【特許文献6】国際公開第2006/042930号(欧州特許第1805341号明細書)
【特許文献7】独国特許出願公告第102006039307号明細書
【発明の概要】
【発明が解決しようとする課題】
【0016】
上記背景技術から、本発明の目的は、高Mn含有量を有する平鋼製品に、腐食に対する保護を与えるZnコーティングを設けることができ、このZnコーティングを行った場合に、鋼基板へのZnコーティングの接着を更に改善できる方法を提供することにある。本発明はまた、ZnまたはZn合金から形成されたZnコーティングが、大きい形成変形を受けても基板に確実に接着している平鋼製品を提供することにある。
【課題を解決するための手段】
【0017】
方法に関しては、上記目的は、本発明によれば、特許請求の範囲の請求項1に記載の作業段階を遂行し、高Mn含有量を有する平鋼製品の溶融めっきコーティングすることにより達成される。
【0018】
製品に関しては、上記目的は、本発明によれば、特許請求の範囲の請求項10に記載の特徴を有する平鋼製品により達成される。
【0019】
2〜35重量%のMnを含有する平鋼製品を、連続シーケンスによる方法で溶融めっきコーティングする本発明の方法は、鋼ストリップまたは鋼薄板の形態をなす平鋼製品を最初に用意する。
【0020】
コーティングに際し、本発明にしたがって行われる手順は、高度に合金化された鋼ストリップにおいて高強度および優れた伸び特性を確保するのに特に適している。
【0021】
本発明の溶融めっきコーティングによる金属保護コーティングが設けられた鋼ストリップは、一般に、1.6%以下のC、2〜35%以下のMn、10%以下のAl、10%以下のNi、10%以下のCr、10%以下のSi、3%以下のCu、0.6%以下のNb、0.3%以下のTi、0.3%以下のV、0.1%以下のP、0.01%以下のB、0.3%以下のMo、1.0%以下のN、残余のFeおよび不可避の不純物を含有している(尚、%は、重量%である)。
【0022】
本発明により達成される効果は、少なくとも6重量%のMn含有量を有する高合金鋼ストリップのコーティングに特に有利である。このため、1.00%以下のC、20.0〜30.0%のMn、0.5%以下のAl、0.5%以下のSi、0.01%以下のB、3.0%以下のNi、10.0%以下のCr、3.0%以下のCu、0.6%より少ないN、0.3%より少ないNb、0.3%より少ないTi、0.3%より少ないV、0.1%より少ないP、残余のFeおよび不可避の不純物を含有する鋼ベース材料を、腐食に対する保護を行うコーティングで特に首尾よくコーティングできる(尚、%は重量%である)。
【0023】
1.00%以下のC、7.00〜30.00%のMn、1.00〜10.00%のAl、2.50〜8.00%より多いSi(ここで、AlおよびSiの合計含有量は、3.50〜12.0%より多い)、0.01%より少ないB、8.00%より少ないNi、3.00%より少ないCu、0.60%より少ないN、0.30%より少ないNb、0.30%より少ないTi、0.30%のV、0.01%より少ないPおよび残余のFeおよび不可避の不純物を含有するベース材料として使用する場合にも、同じことがいえる(尚、%は重量%である)。
【0024】
慣用の溶融めっきコーティングの場合と同様に、本発明による方法でコーティングされる平鋼製品も熱間圧延鋼ストリップおよび冷間圧延鋼ストリップの両方に適用できるが、本発明による方法は、冷間圧延鋼ストリップに特に首尾よく適用できる。
【0025】
このようにして得られた平鋼製品は、特許請求の範囲の請求項1に記載の作業b)の段階で焼きなまされる。この場合、焼きなまし温度Tgは600〜1100℃であるが、平鋼製品は、この焼きなまし温度に10〜240秒の焼きなまし時間維持される。
【0026】
本発明にとって重要なことは、上記焼きなまし温度Tgおよび焼きなまし時間で、平鋼製品に存在するFeOに作用する還元効果および鋼基板が含有するMnに作用する酸化効果を有することである。この目的のため、焼きなまし雰囲気は、0.01〜85体積%のH2、H2Oおよび残余のN2および技術的理由で存在する不可避の不純物を含有しかつ−70℃と+60℃との間の露点を有し、H2O/H2比は、下記の通り。
【数1】

【0027】
したがって本発明によれば、H2O/H2比は、一方では8x10-15*Tg3.529より大きいが、他方では、せいぜい0.957に等しくなるように定めるべきである。ここで、Tgは焼きなまし温度である。
【0028】
特に、本発明による単一段階の焼きなまし方法で、所与の鋼基板上にMgを含有するZn合金のコーティングを形成することを目的とする一般的な実用用途では、雰囲気の露点は−50℃から+60℃の範囲内にあるのが好ましい。この場合、同時に、焼きなまし雰囲気は、一般に0.1〜85体積%のH2を含有する。焼きなましのために本発明により使用される連続炉での特に経済的な作動モードは、雰囲気の露点を−20℃から+20℃の範囲内に維持することにより達成される。
【0029】
溶融めっきコーティングの前に行われる焼きなましにより、この方法で平鋼製品上に形成されるものは、平鋼製品を少なくとも数セクションでカバーする20〜400nmの厚さのMn混合酸化物の層である。これは、焼きなまし後の平鋼製品の表面の実質的に全体をカバーするMn混合酸化物の層として鋼基板へのZnコーティングの接着に関して特に有益である。Mn混合酸化物の層は、本発明の意味内でMnO・FeMetalとして定義される。すなわち、これは金属鉄であり、従来技術におけるように、Mn混合酸化物のこの層内に存在する酸化鉄ではない。
【0030】
したがって、少なくとも1つの焼きなまし段階により、Mn混合酸化物の層は、FeOは還元しかつMnは酸化する雰囲気中で焼きなまし(作業b)の段階)を行うことにより形成されるように特に定められる。
【0031】
驚くべきことに、この方法により、次に行われる溶融めっきコーティング時に良好な濡れを確保できる平鋼製品が得られることが判明している。同様に、本発明により鋼基板上に形成されるMn混合酸化物の層がプライマを形成し、驚くべきことに、該プライマには、次に塗布されるZnの層が特に確実に接着される。上記特許文献6に開示の従来技術とは異なり、この場合、Mn混合酸化物の層は、溶融めっきコーティング中に非常に大きい度合いに維持され、したがって、完成品においてもZnコーティングと鋼基板との間に耐久性のある粘着力が保証される。
【0032】
上述の焼きなまし段階後、焼きなまされた平鋼製品は、溶融Znの浴に入る浴入口の温度に冷却される。平鋼製品の浴入口温度は、一般に310℃〜710℃の範囲内にある。
【0033】
浴入口温度に冷却された平鋼製品は、次に、Feで飽和されかつ420〜520℃の温度を有する溶融Znの浴を通り、0.1〜10秒、より詳しくは0.1〜5秒の浸漬時間内で搬送される。溶融Znの浴は、主成分のZnおよび不可避の不純物以外に、0.05〜8重量%のAlおよび/または8重量%までのMg、より詳しくは0.05〜5重量%のAlおよび/または5重量%までのMgを含有している。任意であるが、既知の方法でコーティングに或る特性を付与するため、溶融浴中には更に、2%より少ないSi、0.1%より少ないPb、0.2%より少ないTi、1%より少ないNi、1%より少ないCu、0.3%より少ないCo、0.5%より少ないMn、0.2%より少ないCr、0.5%より少ないSr、3%より少ないFe、0.1%より少ないB、0.1%より少ないBi、0.1%より少ないCdを含有させることができる。
【0034】
このようにして得られ、腐食に対する保護を与えるZn保護コーティングで溶融めっきコーティングされた平鋼製品は最終的に冷却されるが、冷却前に、既知の方法で依然としてコーティングの厚さを定めることができる。
【0035】
本発明によるZnコーティングは、0.05〜8重量%のAlを含有する必要があり、更に8重量%までのMgを含有することができる。これらの2つの元素の含有量の上限は、実際上一般に、最高5重量%に制限される。
【0036】
したがって、2〜35重量%のMn含有量および腐食から保護するZnコーティングを有する本発明による平鋼製品は、保護Znコーティングが、平鋼製品を実質的にカバーしかつ平鋼製品に接着されたMn混合酸化物の層と、平鋼製品を遮蔽するZnの層とを有し、Mn混合酸化物の層が、平鋼製品の周囲から平鋼製品に接着していることに特徴を有している。
【0037】
保護ZnコーティングがMn混合酸化物の層とZnの層との間に配置されたFe(Mn)2Al5の層からなるときは、鋼基板へのZnの層の特に良好な接着が生じる。この層は、0.05〜5重量%のAlの充分な量が溶融浴中に存在するときに生じる。この場合、Fe(Mn)2Al5の層はバリヤ層を形成し、このバリヤ層により、溶融めっきコーティング時のMn混合酸化物の層の還元が信頼性をもって防止される。特に0.05重量%と0.15重量%との間のAl含有量の機能としてバリヤ層はFeZn相に変換でき、それにもかかわらずMn酸化物の層は保護される。
【0038】
かくして、本発明により作られたコーティングのMnO層およびFe(Mn)2Al5層の性質は、溶融めっきコーティングの後に、外側に位置するZnの層が大きく成形変形されても、鋼基板に確実に接着し続けることを確保する。
【0039】
しかしながら、本発明により、鋼基板の表面上にMn混合酸化物の層が存在するため、Fe(Mn)2Al5の層が形成されるときだけでなく、Alの代わりにまたはAlに加えてMgが溶融金属の浴中に有効量で存在するときにも有益な効果を発揮する。ZnMgのコーティング層が鋼基板上に作られるときでも、本発明にしたがって作られるMnOの層は、平鋼製品の特に良好で均一な濡れを確保でき、同時に、最適な接着力を確保でき、高い自然歪みが生じてもクラッキングまたは剥離が生じる危険を最小にできる。
【0040】
この点に関し、実際の目的に特に良く適した本発明の一実施形態は、AlおよびMgが、溶融金属の浴中に特定限度内で同時に存在するとき、およびMg含有量の重量%に対するAl含有量の重量%の比が%Al/%Mg<1であるときに得ることができる。したがって、本発明のこの実施形態では、溶融金属の浴のAl含有量は、いつでも、そのMg含有量より少ない。このため、本発明による方法の範囲内の結果を達成すべく本発明が目指す界面層が形成されると、焼きなまし段階の特別な連続性がなくても混合酸化物の層中の金属Feが増大するという長所が得られる。この場合、Mgは、Alに対してよりも、MnOに対してより高い還元能力を有する点で注目に値する。したがって、溶融層内にかなり高いMg含有量が存在するときは、混合酸化物の層のMnO構造の強制的溶解が生じる。混合酸化物はより多く溶解されるので、混合酸化物の層とZnの浴との間の反応フロント(reaction front, Reaktionsfront(英、独訳))での混合酸化物の層の「深さ」から、より多くの金属鉄「FeMetal」を有効に得ることができ、したがって、Fe(Mn)2Al5のカバーリング境界層が、プライマとして特に有効な方法で形成される。したがって、溶解MnによるMnOの還元は、現場で特に大きい有効性をもって、Znコーティングの特に優れた接着を確保する、本発明の目指す境界層の形成に寄与する。
【0041】
溶融めっきコーティングを準備するために本発明による方法の範囲内で行われる焼きなまし段階(作業b)の段階)は、1つまたは複数の段階で行われる。焼きなましが単一段階で行われる場合には、露点に関連して、焼きなまし雰囲気中の水素含有量を種々定めることができる。露点が−70℃から+20℃の範囲内にある場合には、焼きなまし雰囲気に少なくとも0.01体積%であるが3体積%より少量のH2を含有できる。露点が少なくとも+20℃から+60℃のいずれかの温度に定められる場合に、Feに還元作用を及ぼすためには、雰囲気中の水素含有量は3%から85%までの範囲内にすべきである。本発明による焼きなまし段階の実行中に考慮に入れるべき他のパラメータが可能であるため、存在することが可能なFeOに関する還元作用および鋼基板中に存在するMnに関する酸化作用は、この方法で信頼性をもって達成される。
【0042】
一方、平鋼製品を、溶融金属の浴に入る前の2つの段階で焼きなますべき場合には、この目的のため、本発明により行われる焼きなまし段階(請求項1の作業b)の段階)を、深絞り焼きなまし段階、すなわち、平鋼製品を、FeおよびMnに対する酸化性を有しかつ0.0001〜5体積%のH2および任意であるが200〜5500体積ppmのO2を含有しかつ−60℃から+60℃の範囲内の露点を有する雰囲気中で、0.1〜60秒の焼きなまし時間で200〜1100℃の焼きなまし温度に維持する焼きなまし段階より先行させることができる。この後、本発明による焼きなまし段階は、0.01〜85%の水素を含有する雰囲気中で−70℃から+20℃の範囲内の露点で行われる。平鋼製品が溶融金属の浴中に搬送される前に、他のパラメータを、本発明による焼きなまし段階の実行中に考慮に入れるべきである。
【0043】
本発明により形成されるコーティングの場合には、Znコーティングのための最適接着特性は、前記焼きなまし(作業b)の段階)後に得られるMn混合酸化物の層の厚さが40〜400nm、より詳しくは200nmである場合に得られる。
【0044】
本発明により作られる平鋼製品が形成されるときにその挙動の最適化に同様に寄与するものは、Mn混合酸化物の層が設けられた平鋼製品が、溶融金属の浴中に入る前に過時効処理を受けることである。
【図面の簡単な説明】
【0045】
以下、下記の例示実施形態により本発明を詳細に説明する。
【0046】
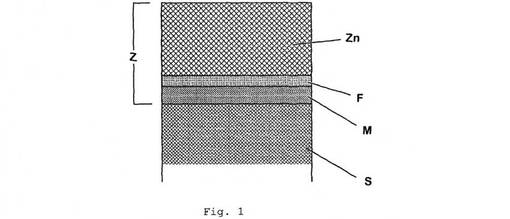
【図1】Alを含有するZnコーティングが設けられた平鋼製品を示す概略断面図である。
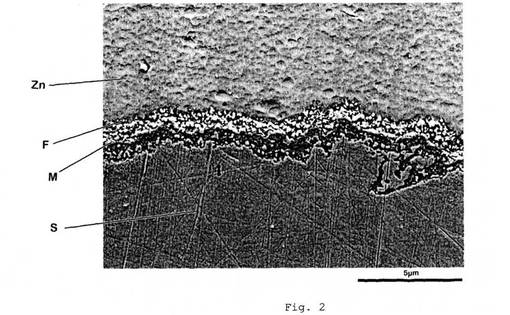
【図2】Znコーティングが設けられた平鋼製品の見本を示すテーパ微細断面図である。
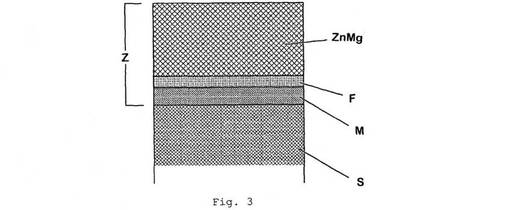
【図3】ZnMnコーティングが設けられた平鋼製品を示す概略断面図である。
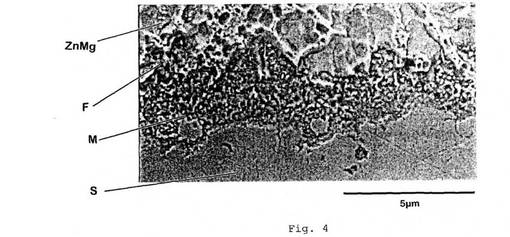
【図4】ZnMnコーティングが設けられた平鋼製品の見本を示すテーパ微細断面図である。
【発明を実施するための形態】
【0047】
下記表1に示す組成の高Mn鋼から、既知の方法で冷間圧延鋼ストリップを製造した。
【表1】
・残余はFeおよび不可避の不純物である。
・数字の単位は重量%である。
【0048】
次に、単一段階で行われる焼きなまし方法により、冷間圧延鋼ストリップの第1見本が焼きなまされた。
【0049】
この目的のため、鋼ストリップの見本が10K/sの加熱速度で800℃の焼きなまし温度Tgに加熱され、次に見本は800℃の温度に30秒間保持された。この場合、焼きなましは、5体積%のH2および95体積%のN2からなる焼きなまし雰囲気(その露点は+25℃)中で行われた。焼きなまされた鋼ストリップは、次に、20K/sの冷却速度で480℃の浴入口温度に冷却され、この480℃の温度で、最初に20秒間過時効処理を受けた。過時効処理は、この場合、変わらない焼きなまし雰囲気下で行われる。鋼ストリップは、焼きなまし雰囲気中に留まることなく、次に、Feで飽和された溶融Znの浴中に搬送された。この浴の温度は460℃であり、浴は、Zn、不可避の不純物およびFeに加えて、0.23重量%のAlを含有するものであった。
【0050】
2秒間の浸漬時間の経過後に、今や溶融めっきコーティングされている鋼ストリップは溶融金属の浴から取出され、室温に冷却された。
【0051】
第2試験では、表1に示す組成を有する冷間圧延鋼ストリップの第2見本が2段階法で焼きなまされ、次に、連続的に通過される同様なシーケンス法で溶融めっきコーティングされた。
【0052】
この目的のため、鋼ストリップは、10K/sの加熱速度で最初に600℃に加熱され、この焼きなまし温度に10秒間保持された。この場合、焼きなまし雰囲気は2000ppmのO2および残余のN2を含有し、その露点は−30℃であった。
【0053】
この直後の第2焼きなまし段階では、鋼ストリップは800℃の焼きなまし温度Tgに加熱され、この温度でかつ5体積%のH2および残余のN2を含有する焼きなまし雰囲気中で30秒間維持された。この焼きなまし雰囲気の露点は−30℃であった。焼きなまし雰囲気中にある間、鋼ストリップは、次に、約20K/sの冷却速度で480℃に冷却されかつ20秒間過時効処理を受けた。この後、鋼ストリップは、480℃の浴入口温度で、Feで飽和された溶融金属の浴中に搬送された。この浴は460℃の温度にあり、かつ0.23重量%のAlと、不活性の微量不純物および残余のZnの形態をなす他の元素とを含有するものであった。2秒間の浸漬時間の経過後、完全に溶融めっきコーティングされた平鋼製品は、次に、溶融金属の浴から取出されて、室温に冷却された。
【0054】
図1は、この方法で鋼基板S上に得られたコーティングZの構造を示す概略図である。図1は、鋼基板S上にはマンガン混合酸化物MnyOxの層M(M=MnO・Fe)が存在し、この層M上には中間Fe(Mn)2Al5の層F(F=MnO・Fe(Mn)2Al5)が存在し、または溶融金属の浴のAl含有量が最大0.15重量%であるときはFeMnZnの層が存在し、この層は次に、亜鉛層Zn(η相)により周囲から遮断される。この場合、マンガン混合酸化物MnyOxの層Mの厚さは20〜400nmであり、一方、中間Fe(Mn)2Al5の層Fの厚さは10〜200nmである。したがって、コーティング層MおよびFの全厚さは20〜600nmである。一方、亜鉛層Znは、明らかに厚く、3〜20μmである。
【0055】
図2には、上記方法で作られた見本のテーパ微細断面図である。明瞭に示されているものは、鋼基板S、該鋼基板S上に横たわる割込み金属鉄(interstitial metallic iron, eingelagertem metallischen Eisen(英、独訳))を含有するマンガン混合酸化物MnyOxの層M、該混合酸化物の層M上に横たわるFe(Mn)2Al5の中間層F、および該中間層F上に横たわるZn層である。
【0056】
本発明による方法の成功を吟味するため、20個の付加試験1〜20が行われた。これらの試験では、溶融金属の浴は、0.23重量%のAlおよびZnと、不可避の不純物とを含有するものであった。Znの濡れおよび接着の度合いは、このようにして得られた各見本について視覚により検査された。適用した試験の原理は、ドイツ国、鉄および鋼試験規格(Stahl-Eisen Pruefblatt SEP1931)の下での切欠き衝撃試験によるものである。この試験の試験パラメータおよび結果は、表2(末尾)に示されている。
【0057】
また、他の16個の試験21〜36も行われ、これらの試験では、溶融金属の浴は、0.11重量%のAlおよびZnと、不可避の不純物とを含有するものであった。Fe(Mn)2Al5の層の形態をとる上記試験で証明されたバリヤ層とは異なり、溶融金属の浴がこの低いAl含有量を有する場合には、FeMnZnバリヤ層が形成された。Znの濡れおよび接着の度合いは、このようにして得られた各見本について同様に検査された。この試験の試験パラメータおよび結果は、表3(末尾)に示されている。
【0058】
表1に示した組成の鋼から冷間圧延された高Mn鋼ストリップの他の見本に基づいて、コーティング方法の結果に関する所与の焼きなまし雰囲気の露点の効果が試験された。この目的のため、各見本は焼きなまし処理を受け、該焼きなまし処理では、各見本は10K/sの加熱速度で800℃の焼きなまし温度Tgに同様に加熱された。見本は、次に、この焼きなまし温度に60秒間保持された。焼きなましは、各場合に、5体積%のH2および95体積%のN2からなる焼きなまし雰囲気中で行われた。焼きなまし雰囲気のそれぞれの露点は、−55℃と+45℃との間で変化された。
【0059】
熱処理後、焼きなまされた鋼ストリップは、上記一連の試験におけるように、20K/sの冷却速度で480℃の浴入口温度に冷却され、かつ該温度で20秒間過時効処理を受けた。この場合、過時効処理は、不変の焼きなまし雰囲気中で行われた。鋼ストリップは、焼きなまし雰囲気中に留まることなく、次に、Feで飽和された溶融Znの浴中に搬送された。この浴の温度は460℃であり、浴は、それぞれの場合に、Zn、不可避の不純物およびFeに加えて、0.4重量%のAlと1.0重量%のMgとの組合せ、または0.14重量%、0.17重量%または0.23重量%のAl単独を含有するものであった。2秒間の浸漬時間の経過後、今や溶融めっきコーティングされた鋼ストリップは、溶融金属の浴から取出され、室温に冷却された。
【0060】
図3は、この方法で鋼基板S’上に得られたコーティングZ’の構造を示す概略図である。図3は、鋼基板S’上にはマンガン混合酸化物MnyOxの層M’(M=MnO・Fe)が存在し、この層M’上にはFe(Mn)2Al5の中間層F(F=MnO・Fe(Mn)2Al5)が存在し、または溶融金属の浴のAl含有量が最大0.15重量%であるときはFeMnZnの層が存在し、この層は次に、亜鉛層ZnMg層により周囲から遮断される。マンガン混合酸化物の層M’の厚さは20〜400nmであり、一方、中間Fe(Mn)2Al5の層F’の厚さは10〜200nmである。したがって、コーティング層M’およびF’の全厚さは20〜600nmである。一方、亜鉛層ZnMgは、明らかに厚く、3〜20μmである。
【0061】
図4は、上記方法で作られた見本のテーパ微細断面図である。明瞭に示されているものは、鋼基板S’、該鋼基板S’上に横たわる割込み金属鉄を含有するマンガン混合酸化物MnyOxの層M’、該混合酸化物の層M’上に横たわるFe(Mn)2Al5の中間層F’、および該中間層F’上に横たわるZnMg層である。
【0062】
21個の試験37〜57では、焼きなまし雰囲気の露点の上記変化に加え、溶融金属の浴のAlおよびMg含有量も変化させた。これらの試験は、本発明による方法の成功を吟味するため行われた。Znの濡れおよび接着の度合いは、このようにして得られた各見本について視覚により検査された。この場合、適用した試験の原理は、ドイツ国、鉄および鋼試験規格(SEP1931)の下での切欠き衝撃試験によるものである。この試験の試験パラメータおよび結果は、表4(末尾)に示されている。
【0063】
AlとMgとの組合せが存在しかつ露点が−50℃から+60℃の範囲に定められた場合には、単一段階で行われる焼きなまし加工でも、高Mn鋼の基板上に、Znベースコーティングを信頼性をもって形成できることが判明している。
【0064】
比較が行えるようにするため、それぞれ3つの見本V1〜V3およびV4〜V6が、Al−TRIP鋼VS1からなる冷間圧延鋼ストリップから、および同様に冷間圧延Si−TRIP鋼VS2から得られた。鋼VS1およびVS2の組成が表5に示されている。
【表5】
・残余はFeおよび不可避の不純物である。
・数字の単位は重量%である。
【0065】
比較見本V1〜V6はまた、溶融金属の浴中で溶融めっきコーティングされる前に、本発明による見本について上述した方法で熱処理された。この場合、溶融金属の浴は、各見本の場合に、Znおよび不可避の不純物だけでなく、0.4重量%のAlおよび1重量%のMgを含有するものであった。この場合にも、この方法でコーティングされた各見本V1〜V6に関し、Znの濡れおよび接着の度合いが試験された。試験パラメータおよび試験結果が、表6に示されている。鋼VS1およびVS2のMn含有量が少ないため、鋼基板の表面上には、混合酸化物の層をなすMnO構造が形成されなかった。したがって、Fe(Mn)2のカバー層も同様にプライマとして形成されなかった。この結果、溶融金属の浴中には溶解Mgによる充分な還元が生じなかった。かくして、比較見本に、コーティングの充分な濡れ、したがって充分な接着を得ることは不可能であった。
【0066】
【表2】
【0067】
【表3】
【0068】
【表4】
【0069】
【表6】
【符号の説明】
【0070】
F、F’ Fe(Mn)2Al5の層
M、M’ マンガン混合酸化物MnyOxの層
S、S’ 鋼基板
Z、Z’ コーティング
【技術分野】
【0001】
本発明は、2〜35重量%のMnを含有する平鋼製品の亜鉛または亜鉛合金による溶融めっきコーティング方法および亜鉛または亜鉛合金のコーティングが設けられた平鋼製品に関する。
【背景技術】
【0002】
今日の自動車産業では、高い強度をもつ鋼および非常に高い強度をもつ鋼が期待されている。慣用の再結晶焼きなまし処理を受けたときに、表面上に安定した非還元酸化物を形成する一般的な合金元素として、数ある中で、マンガン、クロム、シリコンおよびアルミニウムがある。これらの酸化物は、溶融亜鉛による反応性濡れ(reactive wetting, reaktive Benetzung(英、独訳))を妨げる。
【0003】
一方では1,400MPaまでの高い強度を有しかつ他方では極めて高い伸び(70%までの均一伸びおよび90%までの破断伸び)を有するという特性の有利な組合せができることから、高マンガン含有量を有する鋼は、車両構造、特に自動車構造に使用するのに基本的に特に適している。6重量%〜30重量%の高いMn含有量を有する、この目的に特に適した鋼は、例えば下記特許文献1〜3から知られている。既知の鋼から作られた平鋼製品は高強度を有すると同時に、成形されたときに等方性挙動を呈し、更には、低温でも延性を有している。
【0004】
しかしながら、これらの長所を相殺する事実は、高マンガン鋼が孔食を受け易くかつ不活性化するのが困難なことである。高濃度の塩化物イオンに露出されると、腐食を受けるというこの傾向は、局部的なものとはいえ、高度に合金化されていない鋼と比較して過酷で大きいものであり、高合金鋼薄板の群に属する鋼をまさしく車体構造の部分に使用することを困難にしている。更に、高マンガン鋼は表面腐食を受け易く、これもまた、高マンガン鋼の使用範囲を制限するファクタである。
【0005】
したがって、高マンガン鋼から作られた平鋼製品に、腐食攻撃から保護する金属コーティングを既知の方法で設けるべきであるという提案もなされている。溶融Znによる濡れ、特に冷間成形中にコーティングを必要とする鋼基板への接着に関する基本的問題を明らかにすることはもとより、高マンガン含有量を有する鋼ストリップに、低コストで行うことができる溶融めっきコーティングにより金属保護コーティングを設ける実用的な試みは、満足できる結果を得ることに失敗してきた。
【0006】
接着性に乏しい理由は、溶融めっきコーティングにとって不可欠な焼きなまし中に形成される酸化物の厚い層にあると判断された。このようにして酸化された金属薄板の表面は、コーティング金属により、必要な均一性および完全性をもって濡らされることはなく、このことは、全領域をカバーする腐食保護の目的が達成されないことを意味する。
【0007】
高合金鋼の分野で知られているFeまたはNiの中間層(但し低Mn含有量)の塗布による濡れ性の改善方法は、少なくとも6重量%のマンガンを含有する鋼薄板では所望の成功を収めることに失敗している。
【0008】
下記特許文献4には、溶融めっきコーティングに先行する最終焼きなましの前に、6〜30重量%のMnを含有する鋼ストリップにアルミニウムの層を塗布することが提案されている。鋼ストリップにアルミニウムを接着することにより、溶融めっきコーティングの前に行われる鋼ストリップの焼きなまし中に、鋼ストリップの表面が酸化されることが防止される。プライマ(下塗り剤)の態様の後に作用するアルミニウムの層は、次に、鋼ストリップ自体がその合金化された性質によりこのための正しい前提条件を満たさない場合でも、溶融めっきにより形成されたコーティングを、鋼ストリップの全領域に亘って確実に接着させる。この目的のため、既知の方法では、鋼ストリップからアルミニウムの層中へのFeの拡散が、溶融めっきコーティングに先行させなくてはならない焼きなまし処理中に行われることの有利な効果が得られる。かくして、焼きなまし中に、鋼ストリップ上には、実質的にAlおよびFeからなる金属オーバーレイ(該オーバーレイは、鋼ストリップにより形成された基板に、確実な接合メカニズムにより連結される)が形成される。
【0009】
下記特許文献5からは、0.35〜1.05重量%のC、16〜25重量%のMnおよび残りはFeおよび不可避の不純物を含有する高マンガン鋼ストリップをコーティングする他の方法が知られている。この既知の方法では、上記組成の鋼ストリップが、最初に冷間圧延され、次に大気中で再結晶化焼きなまされて、Feに関して還元する。この場合、焼きなましパラメータは、実質的に全部がアモルファス(FeMn)酸化物からなる中間層が鋼ストリップの両面上に存在し、更に結晶Mn酸化物からなる外側層となっており、両層の厚さが少なくとも0.5μmとなるように選択される。これに引き続く溶融めっきコーティングは無く、その代わりに、Mn酸化物の層はアモルファス(FeMn)酸化物の層と組み合わされ、これは、充分な腐食保護を行うことを意図したものである。
【0010】
下記特許文献6に開示の方法は同様な原理に基づいており、この方法では、連続する2つの焼きなまし段階で、最初に、FeとMnとの混合酸化物の層が高マンガン鋼基板上に形成され、次に、この第1層上にMn混合酸化物からなる外側層が形成される。このようにしてコーティングされた鋼ストリップは、次に、溶融金属の浴中に搬送される。亜鉛だけでなく、溶融金属のこの浴は、MnOの層を完全に還元しかつ(FeMn)Oの層を少なくとも部分的に還元するのに充分な量のアルミニウムを含有している。したがって、この意図するところは、FeMnZnの3つの層およびZnの外側層を識別できる層構造を得ることである。
【0011】
実用的な研究によれば、このような複雑で高価な方法で予コーティングされた鋼ストリップでも、冷間成形を要する鋼基板への接着が実際には行われないことが証明されている。また、下記特許文献6から知られた方法は、実際には殆ど制御できない溶融金属の浴中で生じる反応により、充分信頼できる作動が行われないことが証明されている。
【0012】
最後に、下記特許文献7から、高Mn含有量を有する鋼基板の溶融めっきコーティング方法が知られている。この方法では、鋼ストリップ上に酸化物中間層が実質的に存在しない金属保護層を形成するため、焼きなまし雰囲気の水素含有量%H2に対する水含有量%H2Oの比、%H2O/%H2は、所与の焼きなまし温度Tgの関数として、8・10-15・xTg3.529以下となるように定められる(ここでTは焼きなまし温度である)。この条件は、焼きなまし温度が適当な方法で定められる場合、すなわち水素含有量がその露点に関して適当な方法で定められる場合には、コーティングすべき鋼ストリップが焼きなまし中に得る表面の性質は、溶融めっきコーティングにより次に塗布される金属保護コーティングが最適態様で接着されることを確保する、という事実に基づいている。このようにして定められた焼きなまし雰囲気は、鋼ストリップ中のFeおよびMnの両方に還元作用をする。この場合の目的は、溶融コーティングが高Mn鋼の基板に接着することを妨げる酸化物層の形成を回避することにある。
【0013】
実用的な研究によれば、上記既知の方法により作られる平鋼製品は、濡れに関する限り優れた挙動を呈し、かつ多くの用途に充分適用できるZnコーティングが接着されることが証明されている。しかしながら、この方法でコンポーネンツにコーティングされた平鋼製品の形成に際し、変形量が大きい場合には、コーティングの剥離およびクラッキングが依然として生じることが判明している。
【0014】
また、従来技術から知られた方法は、特に使用される加工温度が高い場合に、平鋼製品の機械的特性に悪い効果を与える。また、既存の方法では、環境的条件を満たす経済的作業は不可能である。
【先行技術文献】
【特許文献】
【0015】
【特許文献1】独国特許出願公開第10259230号明細書
【特許文献2】独国特許発明第19727759号明細書
【特許文献3】独国特許出願公開第19900199号明細書
【特許文献4】独国特許出願公告第102005008410号明細書
【特許文献5】国際公開第2006/042931号
【特許文献6】国際公開第2006/042930号(欧州特許第1805341号明細書)
【特許文献7】独国特許出願公告第102006039307号明細書
【発明の概要】
【発明が解決しようとする課題】
【0016】
上記背景技術から、本発明の目的は、高Mn含有量を有する平鋼製品に、腐食に対する保護を与えるZnコーティングを設けることができ、このZnコーティングを行った場合に、鋼基板へのZnコーティングの接着を更に改善できる方法を提供することにある。本発明はまた、ZnまたはZn合金から形成されたZnコーティングが、大きい形成変形を受けても基板に確実に接着している平鋼製品を提供することにある。
【課題を解決するための手段】
【0017】
方法に関しては、上記目的は、本発明によれば、特許請求の範囲の請求項1に記載の作業段階を遂行し、高Mn含有量を有する平鋼製品の溶融めっきコーティングすることにより達成される。
【0018】
製品に関しては、上記目的は、本発明によれば、特許請求の範囲の請求項10に記載の特徴を有する平鋼製品により達成される。
【0019】
2〜35重量%のMnを含有する平鋼製品を、連続シーケンスによる方法で溶融めっきコーティングする本発明の方法は、鋼ストリップまたは鋼薄板の形態をなす平鋼製品を最初に用意する。
【0020】
コーティングに際し、本発明にしたがって行われる手順は、高度に合金化された鋼ストリップにおいて高強度および優れた伸び特性を確保するのに特に適している。
【0021】
本発明の溶融めっきコーティングによる金属保護コーティングが設けられた鋼ストリップは、一般に、1.6%以下のC、2〜35%以下のMn、10%以下のAl、10%以下のNi、10%以下のCr、10%以下のSi、3%以下のCu、0.6%以下のNb、0.3%以下のTi、0.3%以下のV、0.1%以下のP、0.01%以下のB、0.3%以下のMo、1.0%以下のN、残余のFeおよび不可避の不純物を含有している(尚、%は、重量%である)。
【0022】
本発明により達成される効果は、少なくとも6重量%のMn含有量を有する高合金鋼ストリップのコーティングに特に有利である。このため、1.00%以下のC、20.0〜30.0%のMn、0.5%以下のAl、0.5%以下のSi、0.01%以下のB、3.0%以下のNi、10.0%以下のCr、3.0%以下のCu、0.6%より少ないN、0.3%より少ないNb、0.3%より少ないTi、0.3%より少ないV、0.1%より少ないP、残余のFeおよび不可避の不純物を含有する鋼ベース材料を、腐食に対する保護を行うコーティングで特に首尾よくコーティングできる(尚、%は重量%である)。
【0023】
1.00%以下のC、7.00〜30.00%のMn、1.00〜10.00%のAl、2.50〜8.00%より多いSi(ここで、AlおよびSiの合計含有量は、3.50〜12.0%より多い)、0.01%より少ないB、8.00%より少ないNi、3.00%より少ないCu、0.60%より少ないN、0.30%より少ないNb、0.30%より少ないTi、0.30%のV、0.01%より少ないPおよび残余のFeおよび不可避の不純物を含有するベース材料として使用する場合にも、同じことがいえる(尚、%は重量%である)。
【0024】
慣用の溶融めっきコーティングの場合と同様に、本発明による方法でコーティングされる平鋼製品も熱間圧延鋼ストリップおよび冷間圧延鋼ストリップの両方に適用できるが、本発明による方法は、冷間圧延鋼ストリップに特に首尾よく適用できる。
【0025】
このようにして得られた平鋼製品は、特許請求の範囲の請求項1に記載の作業b)の段階で焼きなまされる。この場合、焼きなまし温度Tgは600〜1100℃であるが、平鋼製品は、この焼きなまし温度に10〜240秒の焼きなまし時間維持される。
【0026】
本発明にとって重要なことは、上記焼きなまし温度Tgおよび焼きなまし時間で、平鋼製品に存在するFeOに作用する還元効果および鋼基板が含有するMnに作用する酸化効果を有することである。この目的のため、焼きなまし雰囲気は、0.01〜85体積%のH2、H2Oおよび残余のN2および技術的理由で存在する不可避の不純物を含有しかつ−70℃と+60℃との間の露点を有し、H2O/H2比は、下記の通り。
【数1】
【0027】
したがって本発明によれば、H2O/H2比は、一方では8x10-15*Tg3.529より大きいが、他方では、せいぜい0.957に等しくなるように定めるべきである。ここで、Tgは焼きなまし温度である。
【0028】
特に、本発明による単一段階の焼きなまし方法で、所与の鋼基板上にMgを含有するZn合金のコーティングを形成することを目的とする一般的な実用用途では、雰囲気の露点は−50℃から+60℃の範囲内にあるのが好ましい。この場合、同時に、焼きなまし雰囲気は、一般に0.1〜85体積%のH2を含有する。焼きなましのために本発明により使用される連続炉での特に経済的な作動モードは、雰囲気の露点を−20℃から+20℃の範囲内に維持することにより達成される。
【0029】
溶融めっきコーティングの前に行われる焼きなましにより、この方法で平鋼製品上に形成されるものは、平鋼製品を少なくとも数セクションでカバーする20〜400nmの厚さのMn混合酸化物の層である。これは、焼きなまし後の平鋼製品の表面の実質的に全体をカバーするMn混合酸化物の層として鋼基板へのZnコーティングの接着に関して特に有益である。Mn混合酸化物の層は、本発明の意味内でMnO・FeMetalとして定義される。すなわち、これは金属鉄であり、従来技術におけるように、Mn混合酸化物のこの層内に存在する酸化鉄ではない。
【0030】
したがって、少なくとも1つの焼きなまし段階により、Mn混合酸化物の層は、FeOは還元しかつMnは酸化する雰囲気中で焼きなまし(作業b)の段階)を行うことにより形成されるように特に定められる。
【0031】
驚くべきことに、この方法により、次に行われる溶融めっきコーティング時に良好な濡れを確保できる平鋼製品が得られることが判明している。同様に、本発明により鋼基板上に形成されるMn混合酸化物の層がプライマを形成し、驚くべきことに、該プライマには、次に塗布されるZnの層が特に確実に接着される。上記特許文献6に開示の従来技術とは異なり、この場合、Mn混合酸化物の層は、溶融めっきコーティング中に非常に大きい度合いに維持され、したがって、完成品においてもZnコーティングと鋼基板との間に耐久性のある粘着力が保証される。
【0032】
上述の焼きなまし段階後、焼きなまされた平鋼製品は、溶融Znの浴に入る浴入口の温度に冷却される。平鋼製品の浴入口温度は、一般に310℃〜710℃の範囲内にある。
【0033】
浴入口温度に冷却された平鋼製品は、次に、Feで飽和されかつ420〜520℃の温度を有する溶融Znの浴を通り、0.1〜10秒、より詳しくは0.1〜5秒の浸漬時間内で搬送される。溶融Znの浴は、主成分のZnおよび不可避の不純物以外に、0.05〜8重量%のAlおよび/または8重量%までのMg、より詳しくは0.05〜5重量%のAlおよび/または5重量%までのMgを含有している。任意であるが、既知の方法でコーティングに或る特性を付与するため、溶融浴中には更に、2%より少ないSi、0.1%より少ないPb、0.2%より少ないTi、1%より少ないNi、1%より少ないCu、0.3%より少ないCo、0.5%より少ないMn、0.2%より少ないCr、0.5%より少ないSr、3%より少ないFe、0.1%より少ないB、0.1%より少ないBi、0.1%より少ないCdを含有させることができる。
【0034】
このようにして得られ、腐食に対する保護を与えるZn保護コーティングで溶融めっきコーティングされた平鋼製品は最終的に冷却されるが、冷却前に、既知の方法で依然としてコーティングの厚さを定めることができる。
【0035】
本発明によるZnコーティングは、0.05〜8重量%のAlを含有する必要があり、更に8重量%までのMgを含有することができる。これらの2つの元素の含有量の上限は、実際上一般に、最高5重量%に制限される。
【0036】
したがって、2〜35重量%のMn含有量および腐食から保護するZnコーティングを有する本発明による平鋼製品は、保護Znコーティングが、平鋼製品を実質的にカバーしかつ平鋼製品に接着されたMn混合酸化物の層と、平鋼製品を遮蔽するZnの層とを有し、Mn混合酸化物の層が、平鋼製品の周囲から平鋼製品に接着していることに特徴を有している。
【0037】
保護ZnコーティングがMn混合酸化物の層とZnの層との間に配置されたFe(Mn)2Al5の層からなるときは、鋼基板へのZnの層の特に良好な接着が生じる。この層は、0.05〜5重量%のAlの充分な量が溶融浴中に存在するときに生じる。この場合、Fe(Mn)2Al5の層はバリヤ層を形成し、このバリヤ層により、溶融めっきコーティング時のMn混合酸化物の層の還元が信頼性をもって防止される。特に0.05重量%と0.15重量%との間のAl含有量の機能としてバリヤ層はFeZn相に変換でき、それにもかかわらずMn酸化物の層は保護される。
【0038】
かくして、本発明により作られたコーティングのMnO層およびFe(Mn)2Al5層の性質は、溶融めっきコーティングの後に、外側に位置するZnの層が大きく成形変形されても、鋼基板に確実に接着し続けることを確保する。
【0039】
しかしながら、本発明により、鋼基板の表面上にMn混合酸化物の層が存在するため、Fe(Mn)2Al5の層が形成されるときだけでなく、Alの代わりにまたはAlに加えてMgが溶融金属の浴中に有効量で存在するときにも有益な効果を発揮する。ZnMgのコーティング層が鋼基板上に作られるときでも、本発明にしたがって作られるMnOの層は、平鋼製品の特に良好で均一な濡れを確保でき、同時に、最適な接着力を確保でき、高い自然歪みが生じてもクラッキングまたは剥離が生じる危険を最小にできる。
【0040】
この点に関し、実際の目的に特に良く適した本発明の一実施形態は、AlおよびMgが、溶融金属の浴中に特定限度内で同時に存在するとき、およびMg含有量の重量%に対するAl含有量の重量%の比が%Al/%Mg<1であるときに得ることができる。したがって、本発明のこの実施形態では、溶融金属の浴のAl含有量は、いつでも、そのMg含有量より少ない。このため、本発明による方法の範囲内の結果を達成すべく本発明が目指す界面層が形成されると、焼きなまし段階の特別な連続性がなくても混合酸化物の層中の金属Feが増大するという長所が得られる。この場合、Mgは、Alに対してよりも、MnOに対してより高い還元能力を有する点で注目に値する。したがって、溶融層内にかなり高いMg含有量が存在するときは、混合酸化物の層のMnO構造の強制的溶解が生じる。混合酸化物はより多く溶解されるので、混合酸化物の層とZnの浴との間の反応フロント(reaction front, Reaktionsfront(英、独訳))での混合酸化物の層の「深さ」から、より多くの金属鉄「FeMetal」を有効に得ることができ、したがって、Fe(Mn)2Al5のカバーリング境界層が、プライマとして特に有効な方法で形成される。したがって、溶解MnによるMnOの還元は、現場で特に大きい有効性をもって、Znコーティングの特に優れた接着を確保する、本発明の目指す境界層の形成に寄与する。
【0041】
溶融めっきコーティングを準備するために本発明による方法の範囲内で行われる焼きなまし段階(作業b)の段階)は、1つまたは複数の段階で行われる。焼きなましが単一段階で行われる場合には、露点に関連して、焼きなまし雰囲気中の水素含有量を種々定めることができる。露点が−70℃から+20℃の範囲内にある場合には、焼きなまし雰囲気に少なくとも0.01体積%であるが3体積%より少量のH2を含有できる。露点が少なくとも+20℃から+60℃のいずれかの温度に定められる場合に、Feに還元作用を及ぼすためには、雰囲気中の水素含有量は3%から85%までの範囲内にすべきである。本発明による焼きなまし段階の実行中に考慮に入れるべき他のパラメータが可能であるため、存在することが可能なFeOに関する還元作用および鋼基板中に存在するMnに関する酸化作用は、この方法で信頼性をもって達成される。
【0042】
一方、平鋼製品を、溶融金属の浴に入る前の2つの段階で焼きなますべき場合には、この目的のため、本発明により行われる焼きなまし段階(請求項1の作業b)の段階)を、深絞り焼きなまし段階、すなわち、平鋼製品を、FeおよびMnに対する酸化性を有しかつ0.0001〜5体積%のH2および任意であるが200〜5500体積ppmのO2を含有しかつ−60℃から+60℃の範囲内の露点を有する雰囲気中で、0.1〜60秒の焼きなまし時間で200〜1100℃の焼きなまし温度に維持する焼きなまし段階より先行させることができる。この後、本発明による焼きなまし段階は、0.01〜85%の水素を含有する雰囲気中で−70℃から+20℃の範囲内の露点で行われる。平鋼製品が溶融金属の浴中に搬送される前に、他のパラメータを、本発明による焼きなまし段階の実行中に考慮に入れるべきである。
【0043】
本発明により形成されるコーティングの場合には、Znコーティングのための最適接着特性は、前記焼きなまし(作業b)の段階)後に得られるMn混合酸化物の層の厚さが40〜400nm、より詳しくは200nmである場合に得られる。
【0044】
本発明により作られる平鋼製品が形成されるときにその挙動の最適化に同様に寄与するものは、Mn混合酸化物の層が設けられた平鋼製品が、溶融金属の浴中に入る前に過時効処理を受けることである。
【図面の簡単な説明】
【0045】
以下、下記の例示実施形態により本発明を詳細に説明する。
【0046】
【図1】Alを含有するZnコーティングが設けられた平鋼製品を示す概略断面図である。
【図2】Znコーティングが設けられた平鋼製品の見本を示すテーパ微細断面図である。
【図3】ZnMnコーティングが設けられた平鋼製品を示す概略断面図である。
【図4】ZnMnコーティングが設けられた平鋼製品の見本を示すテーパ微細断面図である。
【発明を実施するための形態】
【0047】
下記表1に示す組成の高Mn鋼から、既知の方法で冷間圧延鋼ストリップを製造した。
【表1】
・残余はFeおよび不可避の不純物である。
・数字の単位は重量%である。
【0048】
次に、単一段階で行われる焼きなまし方法により、冷間圧延鋼ストリップの第1見本が焼きなまされた。
【0049】
この目的のため、鋼ストリップの見本が10K/sの加熱速度で800℃の焼きなまし温度Tgに加熱され、次に見本は800℃の温度に30秒間保持された。この場合、焼きなましは、5体積%のH2および95体積%のN2からなる焼きなまし雰囲気(その露点は+25℃)中で行われた。焼きなまされた鋼ストリップは、次に、20K/sの冷却速度で480℃の浴入口温度に冷却され、この480℃の温度で、最初に20秒間過時効処理を受けた。過時効処理は、この場合、変わらない焼きなまし雰囲気下で行われる。鋼ストリップは、焼きなまし雰囲気中に留まることなく、次に、Feで飽和された溶融Znの浴中に搬送された。この浴の温度は460℃であり、浴は、Zn、不可避の不純物およびFeに加えて、0.23重量%のAlを含有するものであった。
【0050】
2秒間の浸漬時間の経過後に、今や溶融めっきコーティングされている鋼ストリップは溶融金属の浴から取出され、室温に冷却された。
【0051】
第2試験では、表1に示す組成を有する冷間圧延鋼ストリップの第2見本が2段階法で焼きなまされ、次に、連続的に通過される同様なシーケンス法で溶融めっきコーティングされた。
【0052】
この目的のため、鋼ストリップは、10K/sの加熱速度で最初に600℃に加熱され、この焼きなまし温度に10秒間保持された。この場合、焼きなまし雰囲気は2000ppmのO2および残余のN2を含有し、その露点は−30℃であった。
【0053】
この直後の第2焼きなまし段階では、鋼ストリップは800℃の焼きなまし温度Tgに加熱され、この温度でかつ5体積%のH2および残余のN2を含有する焼きなまし雰囲気中で30秒間維持された。この焼きなまし雰囲気の露点は−30℃であった。焼きなまし雰囲気中にある間、鋼ストリップは、次に、約20K/sの冷却速度で480℃に冷却されかつ20秒間過時効処理を受けた。この後、鋼ストリップは、480℃の浴入口温度で、Feで飽和された溶融金属の浴中に搬送された。この浴は460℃の温度にあり、かつ0.23重量%のAlと、不活性の微量不純物および残余のZnの形態をなす他の元素とを含有するものであった。2秒間の浸漬時間の経過後、完全に溶融めっきコーティングされた平鋼製品は、次に、溶融金属の浴から取出されて、室温に冷却された。
【0054】
図1は、この方法で鋼基板S上に得られたコーティングZの構造を示す概略図である。図1は、鋼基板S上にはマンガン混合酸化物MnyOxの層M(M=MnO・Fe)が存在し、この層M上には中間Fe(Mn)2Al5の層F(F=MnO・Fe(Mn)2Al5)が存在し、または溶融金属の浴のAl含有量が最大0.15重量%であるときはFeMnZnの層が存在し、この層は次に、亜鉛層Zn(η相)により周囲から遮断される。この場合、マンガン混合酸化物MnyOxの層Mの厚さは20〜400nmであり、一方、中間Fe(Mn)2Al5の層Fの厚さは10〜200nmである。したがって、コーティング層MおよびFの全厚さは20〜600nmである。一方、亜鉛層Znは、明らかに厚く、3〜20μmである。
【0055】
図2には、上記方法で作られた見本のテーパ微細断面図である。明瞭に示されているものは、鋼基板S、該鋼基板S上に横たわる割込み金属鉄(interstitial metallic iron, eingelagertem metallischen Eisen(英、独訳))を含有するマンガン混合酸化物MnyOxの層M、該混合酸化物の層M上に横たわるFe(Mn)2Al5の中間層F、および該中間層F上に横たわるZn層である。
【0056】
本発明による方法の成功を吟味するため、20個の付加試験1〜20が行われた。これらの試験では、溶融金属の浴は、0.23重量%のAlおよびZnと、不可避の不純物とを含有するものであった。Znの濡れおよび接着の度合いは、このようにして得られた各見本について視覚により検査された。適用した試験の原理は、ドイツ国、鉄および鋼試験規格(Stahl-Eisen Pruefblatt SEP1931)の下での切欠き衝撃試験によるものである。この試験の試験パラメータおよび結果は、表2(末尾)に示されている。
【0057】
また、他の16個の試験21〜36も行われ、これらの試験では、溶融金属の浴は、0.11重量%のAlおよびZnと、不可避の不純物とを含有するものであった。Fe(Mn)2Al5の層の形態をとる上記試験で証明されたバリヤ層とは異なり、溶融金属の浴がこの低いAl含有量を有する場合には、FeMnZnバリヤ層が形成された。Znの濡れおよび接着の度合いは、このようにして得られた各見本について同様に検査された。この試験の試験パラメータおよび結果は、表3(末尾)に示されている。
【0058】
表1に示した組成の鋼から冷間圧延された高Mn鋼ストリップの他の見本に基づいて、コーティング方法の結果に関する所与の焼きなまし雰囲気の露点の効果が試験された。この目的のため、各見本は焼きなまし処理を受け、該焼きなまし処理では、各見本は10K/sの加熱速度で800℃の焼きなまし温度Tgに同様に加熱された。見本は、次に、この焼きなまし温度に60秒間保持された。焼きなましは、各場合に、5体積%のH2および95体積%のN2からなる焼きなまし雰囲気中で行われた。焼きなまし雰囲気のそれぞれの露点は、−55℃と+45℃との間で変化された。
【0059】
熱処理後、焼きなまされた鋼ストリップは、上記一連の試験におけるように、20K/sの冷却速度で480℃の浴入口温度に冷却され、かつ該温度で20秒間過時効処理を受けた。この場合、過時効処理は、不変の焼きなまし雰囲気中で行われた。鋼ストリップは、焼きなまし雰囲気中に留まることなく、次に、Feで飽和された溶融Znの浴中に搬送された。この浴の温度は460℃であり、浴は、それぞれの場合に、Zn、不可避の不純物およびFeに加えて、0.4重量%のAlと1.0重量%のMgとの組合せ、または0.14重量%、0.17重量%または0.23重量%のAl単独を含有するものであった。2秒間の浸漬時間の経過後、今や溶融めっきコーティングされた鋼ストリップは、溶融金属の浴から取出され、室温に冷却された。
【0060】
図3は、この方法で鋼基板S’上に得られたコーティングZ’の構造を示す概略図である。図3は、鋼基板S’上にはマンガン混合酸化物MnyOxの層M’(M=MnO・Fe)が存在し、この層M’上にはFe(Mn)2Al5の中間層F(F=MnO・Fe(Mn)2Al5)が存在し、または溶融金属の浴のAl含有量が最大0.15重量%であるときはFeMnZnの層が存在し、この層は次に、亜鉛層ZnMg層により周囲から遮断される。マンガン混合酸化物の層M’の厚さは20〜400nmであり、一方、中間Fe(Mn)2Al5の層F’の厚さは10〜200nmである。したがって、コーティング層M’およびF’の全厚さは20〜600nmである。一方、亜鉛層ZnMgは、明らかに厚く、3〜20μmである。
【0061】
図4は、上記方法で作られた見本のテーパ微細断面図である。明瞭に示されているものは、鋼基板S’、該鋼基板S’上に横たわる割込み金属鉄を含有するマンガン混合酸化物MnyOxの層M’、該混合酸化物の層M’上に横たわるFe(Mn)2Al5の中間層F’、および該中間層F’上に横たわるZnMg層である。
【0062】
21個の試験37〜57では、焼きなまし雰囲気の露点の上記変化に加え、溶融金属の浴のAlおよびMg含有量も変化させた。これらの試験は、本発明による方法の成功を吟味するため行われた。Znの濡れおよび接着の度合いは、このようにして得られた各見本について視覚により検査された。この場合、適用した試験の原理は、ドイツ国、鉄および鋼試験規格(SEP1931)の下での切欠き衝撃試験によるものである。この試験の試験パラメータおよび結果は、表4(末尾)に示されている。
【0063】
AlとMgとの組合せが存在しかつ露点が−50℃から+60℃の範囲に定められた場合には、単一段階で行われる焼きなまし加工でも、高Mn鋼の基板上に、Znベースコーティングを信頼性をもって形成できることが判明している。
【0064】
比較が行えるようにするため、それぞれ3つの見本V1〜V3およびV4〜V6が、Al−TRIP鋼VS1からなる冷間圧延鋼ストリップから、および同様に冷間圧延Si−TRIP鋼VS2から得られた。鋼VS1およびVS2の組成が表5に示されている。
【表5】
・残余はFeおよび不可避の不純物である。
・数字の単位は重量%である。
【0065】
比較見本V1〜V6はまた、溶融金属の浴中で溶融めっきコーティングされる前に、本発明による見本について上述した方法で熱処理された。この場合、溶融金属の浴は、各見本の場合に、Znおよび不可避の不純物だけでなく、0.4重量%のAlおよび1重量%のMgを含有するものであった。この場合にも、この方法でコーティングされた各見本V1〜V6に関し、Znの濡れおよび接着の度合いが試験された。試験パラメータおよび試験結果が、表6に示されている。鋼VS1およびVS2のMn含有量が少ないため、鋼基板の表面上には、混合酸化物の層をなすMnO構造が形成されなかった。したがって、Fe(Mn)2のカバー層も同様にプライマとして形成されなかった。この結果、溶融金属の浴中には溶解Mgによる充分な還元が生じなかった。かくして、比較見本に、コーティングの充分な濡れ、したがって充分な接着を得ることは不可能であった。
【0066】
【表2】
【0067】
【表3】
【0068】
【表4】
【0069】
【表6】
【符号の説明】
【0070】
F、F’ Fe(Mn)2Al5の層
M、M’ マンガン混合酸化物MnyOxの層
S、S’ 鋼基板
Z、Z’ コーティング
【特許請求の範囲】
【請求項1】
2〜35重量%のMnを含有する平鋼製品を、ZnまたはZn合金で溶融めっきコーティングする方法において、
a)平鋼製品を用意する段階と、
b)600〜1100℃の焼きなまし温度Tgで、
平鋼製品に存在するFeOに作用する還元効果および鋼基板が含有するMnに作用する酸化効果を有する焼きなまし雰囲気中で、10〜240秒の焼きなまし時間で平鋼製品を焼きなます段階とを有し、焼きなまし雰囲気は、0.01〜85体積%のH2、H2Oおよび残余のN2および技術的理由で存在する不可避の不純物を含有しかつ−70℃と+60℃との間の露点を有し、H2O/H2比は、
【数1】
であり、
平鋼製品上に、該平鋼製品の少なくとも数セクションをカバーする酸化物混合Mnの20〜400nmの厚さの層を形成し、
c)焼きなまされた平鋼製品を浴入口温度に冷却する段階と、
d)浴入口温度に冷却された平鋼製品を、Feで飽和されかつ420〜520℃の温度を有する溶融Znの浴に通し、0.1〜10秒の浸漬時間内で搬送する段階とを有し、かくして平鋼製品は、腐食に対する保護を行うZnの保護コーティングで溶融めっきコーティングされ、溶融Znの浴は、主成分のZnおよび不可避の不純物以外に、0.05〜8重量%のAlおよび8重量%までのMg、および任意であるが、2%より少ないSi、0.1%より少ないPb、0.2%より少ないTi、1%より少ないNi、1%より少ないCu、0.3%より少ないCo、0.5%より少ないMn、0.2%より少ないCr、0.5%より少ないSr、3%より少ないFe、0.1%より少ないB、0.1%より少ないBi、0.1%より少ないCdを含有し(尚、%は重量%である)、
e)溶融金属の浴から出る、Znコーティングが設けられた平鋼製品を冷却する段階を更に有することを特徴とする方法。
【請求項2】
前記平鋼製品は、冷間圧延鋼ストリップの形態で用意されることを特徴とする請求項1記載の方法。
【請求項3】
前記焼きなまし(作業b)の段階)より先行して、平鋼製品を、FeおよびMnに対する酸化性を有しかつ0.0001〜5体積%のH2および任意であるが200〜5500体積ppmのO2を含有しかつ−60℃から+60℃の範囲内の露点を有する雰囲気中で、0.1〜60秒の焼きなまし時間で200〜1100℃の焼きなまし温度に維持する焼きなまし段階を遂行することを特徴とする請求項1または2記載の方法。
【請求項4】
前記焼きなまし(作業b)の段階)後に得られるMn混合酸化物の層の厚さは40〜400nmであることを特徴とする請求項1〜3のいずれか1項記載の方法。
【請求項5】
前記Mn混合酸化物の層は、焼きなまし後に、平鋼製品の表面の実質的に全体をカバーすることを特徴とする請求項1〜4のいずれか1項記載の方法。
【請求項6】
前記溶融Znの浴中での浸漬時間は、0.1〜5秒間であることを特徴とする請求項1〜5のいずれか1項記載の方法。
【請求項7】
前記溶融Znの浴は、各場合に、AlおよびMgの両方を含有していることを特徴とする請求項1〜6のいずれか1項記載の方法。
【請求項8】
前記溶融金属の浴のAl含有量は、各場合に、そのMg含有量より少ないことを特徴とする請求項7記載の方法。
【請求項9】
前記溶融金属の浴中に入るときの平鋼製品の温度は、360〜710℃であることを特徴とする請求項1〜8のいずれか1項記載の方法。
【請求項10】
2〜35重量%のMn含有量およびZnまたはZn合金により形成されかつ腐食に対する保護を与えるZn保護コーティングを有する平鋼製品において、前記Zn保護コーティングは、平鋼製品を実質的にカバーしかつ平鋼製品に接着するMn混合酸化物の層と、平鋼製品を遮蔽するZnの層とを有し、Mn混合酸化物の層は、平鋼製品の周囲から平鋼製品に接着していることを特徴とする平鋼製品。
【請求項11】
前記Zn保護コーティングは、Mn混合酸化物の層とZnの層との間に配置されたFe(Mn)2Al5の層を有していることを特徴とする請求項10記載の平鋼製品。
【請求項12】
前記Zn保護コーティングは、Mn混合酸化物の層とZnの層との間に配置されたFeMnZnの層を有していることを特徴とする請求項10または11記載の平鋼製品。
【請求項13】
前記Zn保護コーティングは、ZnMg合金のコーティングの形態をなしていることを特徴とする請求項10〜12のいずれか1項記載の平鋼製品。
【請求項14】
請求項1〜9のいずれか1項記載の方法により製造されていることを特徴とする請求項10〜13のいずれか1項記載の平鋼製品。
【請求項1】
2〜35重量%のMnを含有する平鋼製品を、ZnまたはZn合金で溶融めっきコーティングする方法において、
a)平鋼製品を用意する段階と、
b)600〜1100℃の焼きなまし温度Tgで、
平鋼製品に存在するFeOに作用する還元効果および鋼基板が含有するMnに作用する酸化効果を有する焼きなまし雰囲気中で、10〜240秒の焼きなまし時間で平鋼製品を焼きなます段階とを有し、焼きなまし雰囲気は、0.01〜85体積%のH2、H2Oおよび残余のN2および技術的理由で存在する不可避の不純物を含有しかつ−70℃と+60℃との間の露点を有し、H2O/H2比は、
【数1】
であり、
平鋼製品上に、該平鋼製品の少なくとも数セクションをカバーする酸化物混合Mnの20〜400nmの厚さの層を形成し、
c)焼きなまされた平鋼製品を浴入口温度に冷却する段階と、
d)浴入口温度に冷却された平鋼製品を、Feで飽和されかつ420〜520℃の温度を有する溶融Znの浴に通し、0.1〜10秒の浸漬時間内で搬送する段階とを有し、かくして平鋼製品は、腐食に対する保護を行うZnの保護コーティングで溶融めっきコーティングされ、溶融Znの浴は、主成分のZnおよび不可避の不純物以外に、0.05〜8重量%のAlおよび8重量%までのMg、および任意であるが、2%より少ないSi、0.1%より少ないPb、0.2%より少ないTi、1%より少ないNi、1%より少ないCu、0.3%より少ないCo、0.5%より少ないMn、0.2%より少ないCr、0.5%より少ないSr、3%より少ないFe、0.1%より少ないB、0.1%より少ないBi、0.1%より少ないCdを含有し(尚、%は重量%である)、
e)溶融金属の浴から出る、Znコーティングが設けられた平鋼製品を冷却する段階を更に有することを特徴とする方法。
【請求項2】
前記平鋼製品は、冷間圧延鋼ストリップの形態で用意されることを特徴とする請求項1記載の方法。
【請求項3】
前記焼きなまし(作業b)の段階)より先行して、平鋼製品を、FeおよびMnに対する酸化性を有しかつ0.0001〜5体積%のH2および任意であるが200〜5500体積ppmのO2を含有しかつ−60℃から+60℃の範囲内の露点を有する雰囲気中で、0.1〜60秒の焼きなまし時間で200〜1100℃の焼きなまし温度に維持する焼きなまし段階を遂行することを特徴とする請求項1または2記載の方法。
【請求項4】
前記焼きなまし(作業b)の段階)後に得られるMn混合酸化物の層の厚さは40〜400nmであることを特徴とする請求項1〜3のいずれか1項記載の方法。
【請求項5】
前記Mn混合酸化物の層は、焼きなまし後に、平鋼製品の表面の実質的に全体をカバーすることを特徴とする請求項1〜4のいずれか1項記載の方法。
【請求項6】
前記溶融Znの浴中での浸漬時間は、0.1〜5秒間であることを特徴とする請求項1〜5のいずれか1項記載の方法。
【請求項7】
前記溶融Znの浴は、各場合に、AlおよびMgの両方を含有していることを特徴とする請求項1〜6のいずれか1項記載の方法。
【請求項8】
前記溶融金属の浴のAl含有量は、各場合に、そのMg含有量より少ないことを特徴とする請求項7記載の方法。
【請求項9】
前記溶融金属の浴中に入るときの平鋼製品の温度は、360〜710℃であることを特徴とする請求項1〜8のいずれか1項記載の方法。
【請求項10】
2〜35重量%のMn含有量およびZnまたはZn合金により形成されかつ腐食に対する保護を与えるZn保護コーティングを有する平鋼製品において、前記Zn保護コーティングは、平鋼製品を実質的にカバーしかつ平鋼製品に接着するMn混合酸化物の層と、平鋼製品を遮蔽するZnの層とを有し、Mn混合酸化物の層は、平鋼製品の周囲から平鋼製品に接着していることを特徴とする平鋼製品。
【請求項11】
前記Zn保護コーティングは、Mn混合酸化物の層とZnの層との間に配置されたFe(Mn)2Al5の層を有していることを特徴とする請求項10記載の平鋼製品。
【請求項12】
前記Zn保護コーティングは、Mn混合酸化物の層とZnの層との間に配置されたFeMnZnの層を有していることを特徴とする請求項10または11記載の平鋼製品。
【請求項13】
前記Zn保護コーティングは、ZnMg合金のコーティングの形態をなしていることを特徴とする請求項10〜12のいずれか1項記載の平鋼製品。
【請求項14】
請求項1〜9のいずれか1項記載の方法により製造されていることを特徴とする請求項10〜13のいずれか1項記載の平鋼製品。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公表番号】特表2012−524839(P2012−524839A)
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願番号】特願2012−506496(P2012−506496)
【出願日】平成22年4月22日(2010.4.22)
【国際出願番号】PCT/EP2010/055334
【国際公開番号】WO2010/122097
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(510041496)ティッセンクルップ スチール ヨーロッパ アクチェンゲゼルシャフト (18)
【氏名又は名称原語表記】ThyssenKrupp Steel Europe AG
【住所又は居所原語表記】Kaiser−Wilhelm−Strasse 100,47166 Duisburg Germany
【Fターム(参考)】
【公表日】平成24年10月18日(2012.10.18)
【国際特許分類】
【出願日】平成22年4月22日(2010.4.22)
【国際出願番号】PCT/EP2010/055334
【国際公開番号】WO2010/122097
【国際公開日】平成22年10月28日(2010.10.28)
【出願人】(510041496)ティッセンクルップ スチール ヨーロッパ アクチェンゲゼルシャフト (18)
【氏名又は名称原語表記】ThyssenKrupp Steel Europe AG
【住所又は居所原語表記】Kaiser−Wilhelm−Strasse 100,47166 Duisburg Germany
【Fターム(参考)】
[ Back to top ]