
2ワイヤ溶接のクレータ制御方法
【課題】2ワイヤ溶接において、健全なクレータ部を形成すること。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを維持したままで、フィラーワイヤに電流Iwfを通電してクレータ処理を行う。これにより、溶接ワイヤと母材との間にクレータ期間用のアークを発生させると共に、電流Iwfの通電によって予熱されたフィラーワイヤを溶融池に接触して送給してクレータ処理を行う。このために、溶融池が効率よく冷却され、かつ、フィラーワイヤが完全に溶融するので、健全なビードを形成することができる。
【解決手段】定常期間(時刻t1以前)中は、溶接ワイヤと母材との間に溶接電圧Vwwを印加し溶接電流Iwwを通電してアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給Fsして行う2ワイヤ溶接のクレータ制御方法において、クレータ期間Tc中は、溶接ワイヤと母材との間に発生しているアークを維持したままで、フィラーワイヤに電流Iwfを通電してクレータ処理を行う。これにより、溶接ワイヤと母材との間にクレータ期間用のアークを発生させると共に、電流Iwfの通電によって予熱されたフィラーワイヤを溶融池に接触して送給してクレータ処理を行う。このために、溶融池が効率よく冷却され、かつ、フィラーワイヤが完全に溶融するので、健全なビードを形成することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、消耗電極アークの溶融池にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接において、クレータ部に発生する割れを抑制するための2ワイヤ溶接のクレータ制御方法に関するものである。
【背景技術】
【0002】
消耗電極アークによって形成された溶融池に、フィラーワイヤを接触させながら送給して行う2ワイヤ溶接方法は、消耗電極アークの溶接ワイヤとフィラーワイヤとの2つのワイヤを使用するために高速溶接性及び高溶着性に優れている。特に、2ワイヤ溶接方法によって高速溶接を行うときには、ハンピングビードになるのを防止するために、フィラーワイヤを消耗電極アークよりも後方から溶融池に接触させて送給することが重要である。これは、フィラーワイヤを消耗電極アーク中に送給して溶融すると、溶融池の冷却効果が小さくなり、かつ、フィラーワイヤによって溶融池の後半部の盛り上がりを抑えることもできないためにハンピングビードを抑制する効果はほとんどないからである。これに対して、フィラーワイヤをアーク周縁部の溶融池の後半部に接触させて送給し、溶融池の熱によって溶融するようにすれば溶融池が効率よく冷却され、かつ、フィラーワイヤによって溶融池後半部が抑えられてハンピングビードの形成を抑制することができる。以下の説明においては、消耗電極アークのワイヤを溶接ワイヤと記載し、フィラーワイヤとは区別することにする。消耗電極アークを発生させる溶接法としては、炭酸ガスアーク溶接法、マグ溶接法、ミグ溶接法、パルスマグ溶接法、パルスミグ溶接法、消耗電極交流パルスアーク溶接法等が使用される。
【0003】
2ワイヤ溶接の溶接終了時は、溶接トーチを停止させた状態で、消耗電極アークによるクレータ処理を行うと共に、フィラーワイヤの送給を停止する。クレータ期間中にフィラーワイヤの送給を停止する理由は、以下のとおりである。クレータ期間中は、健全なクレータ部を形成するために、溶接ワイヤの送給速度を定常期間よりも40〜70%程度に遅くする。この結果、消耗電極アークを通電する溶接電流の値も小さくなるので、溶融池の温度も定常期間よりも低下する。このために、クレータ期間中にフィラーワイヤを溶融池に送給すると充分に溶融することができずに、溶融不良となってしまう場合があるからである。したがって、2ワイヤ溶接では、クレータ期間中はフィラーワイヤの送給を停止して、消耗電極アークのみによってクレータ処理を行うのが一般的であった(例えば、特許文献1参照)。ここで、クレータ処理とは、溶接終了位置に溶接トーチが到達して停止した状態で、アークによって窪んだ状態にある溶融池に溶接ワイヤを充填して健全なビード部を形成することである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−154173号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述したように、従来技術の2ワイヤ溶接では、クレータ期間中はフィラーワイヤの送給を停止して、消耗電極アークのみによってクレータ処理を行っている。しかし、狭開先継手等の継手においては、フィラーワイヤを停止して消耗電極アークのみによってクレータ処理を行うと、クレータ部に割れが発生して溶接欠陥となる場合がある。これは、フィラーワイヤの送給を停止しているために、定常期間のようにクレータ期間中の溶融池を効率よく冷却することができないからである。
【0006】
そこで、本発明では、2ワイヤ溶接による狭開先継手等に対するクレータ処理において、クレータ部に割れが発生することを抑制することができる2ワイヤ溶接のクレータ制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、定常期間中は、溶接ワイヤと母材との間にアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接のクレータ制御方法において、
クレータ期間中は、前記アークを発生させた状態で前記フィラーワイヤに電流を通電してクレータ処理を行う、
ことを特徴とする2ワイヤ溶接のクレータ制御方法である。
【0008】
請求項2の発明は、前記クレータ期間中の前記溶接ワイヤの送給速度を前記定常期間中の送給速度よりも遅くし、前記クレータ期間中の前記フィラーワイヤの送給速度を前記定常期間中の送給速度よりも遅くし、前記クレータ期間中の前記フィラーワイヤの送給速度を前記クレータ期間中の前記溶接ワイヤの送給速度よりも遅くする、
ことを特徴とする請求項1記載の2ワイヤ溶接のクレータ制御方法である。
【発明の効果】
【0009】
本発明によれば、クレータ期間中は、溶接ワイヤと母材との間のアークを発生させた状態で、フィラーワイヤに電流を通電してクレータ処理を行う。これにより、2ワイヤ溶接による狭開先継手等に対するクレータ処理において、電流の通電によって予熱されたフィラーワイヤを挿入することによってクレータ期間中の溶融池を効率よく冷却し、かつ、フィラーワイヤを完全に溶融することができるので、クレータ部に割れが発生することを抑制することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態に係る2ワイヤ溶接のクレータ制御方法を実施するための溶接装置の構成図である。
【図2】図1で上述した溶接装置を構成する溶接ワイヤ用溶接電源PSWのブロック図である。
【図3】図1で上述した溶接装置を構成するフィラーワイヤ用溶接電源PSFのブロック図である。
【図4】本発明の実施の形態に係る2ワイヤ溶接のクレータ制御方法を説明するための図1〜図3における各信号のタイミングチャートである。
【発明を実施するための形態】
【0011】
以下、図面を参照して本発明の実施の形態について説明する。
【0012】
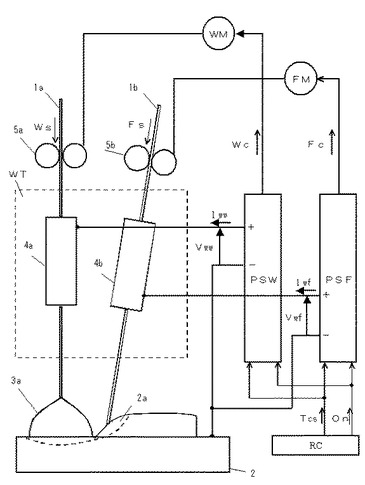
図1は、本発明の実施の形態に係る2ワイヤ溶接のクレータ制御方法を実施するための溶接装置の構成図である。以下、同図を参照して、各構成物について説明する。
【0013】
本溶接装置は、破線で囲まれた溶接トーチWT、溶接ワイヤ用溶接電源PSW、フィラーワイヤ用溶接電源PSF、ロボット制御装置RC及びロボット(図示は省略)を備えている。溶接トーチWTは、溶接ワイヤ1aに給電するための溶接ワイヤ用給電チップ4a及びフィラーワイヤ1bに給電するためのフィラーワイヤ用給電チップ4bを備えている溶接トーチWTの先端からは炭酸ガス、炭酸ガスとアルゴンガスとの混合ガス等のシールドガス(図示は省略)が噴出している。溶接トーチWTは、ロボット(図示は省略)によって保持されて、ロボット制御装置RC内に記憶されている作業プログラムに従って、溶接線に沿って移動される。
【0014】
溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって溶接トーチWT内を溶接ワイヤ送給速度Wsで送給されて、母材2との間で消耗電極アーク3aが発生する。フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によって溶接トーチWT内をフィラーワイヤ送給速度Fsで送給されて、溶融池2aの後半部に接触された状態で挿入される。同図の溶接部は、定常期間及びクレータ期間の状態を示している。但し、定常期間中は、フィラーワイヤ1bには電流は通電しておらず、溶接トーチWTは溶接速度で移動している。これに対して、クレータ期間中は、フィラーワイヤ1bに電流が通電しており、溶接トーチWTは停止状態にある。消耗電極アーク3aが発生し、フィラーワイヤ1bが溶融池2aと接触した状態で送給されている点に関しては、両者共に同一である。
【0015】
溶接ワイヤ1aと母材2との間には溶接電圧Vwwが印加されており、消耗電極アーク3a中を溶接電流Iwwが通電している。同図では、溶接方向は左方向となっている。先行する消耗電極アーク3aによって溶融池2aが形成される。フィラーワイヤ1bと母材2との間にはフィラーワイヤ溶接電圧Vwfが印加して、フィラーワイヤ溶接電流Iwfが通電する。定常期間中は、フィラーワイヤ用溶接電源PSFは出力が停止しているので、Vwf=0V及びIwf=0Aとなっている。フィラーワイヤ1bは、溶融池2aの後半部に接触した状態で挿入されており、溶融池2aからの熱によって溶融される。フィラーワイヤ1bは、消耗電極アーク3aの外部を送給される。これは、上述したように、フィラーワイヤ1bが消耗電極アーク3aによって直接溶融されることを防止するためである。溶接ワイヤ1aの前進角は、0〜30°程度の範囲であり、同図では面直(0°)の場合である。フィラーワイヤ1bの前進角は、20〜50°の範囲である。すなわち、フィラーワイヤ1bは、斜め前方方向に挿入されることになる。
【0016】
溶接ワイヤ用溶接電源PSWは、溶接ワイヤ用給電チップ4aを介して溶接ワイヤ1aと母材2との間に、溶接電圧Vwwを印加することにより、溶接電流Iwwを通電するための電源である。溶接ワイヤ用溶接電源PSWからは、溶接ワイヤ用送給モータWMに対して溶接ワイヤ送給制御信号Wcが送られ、溶接ワイヤ送給速度Wsが制御される。溶接ワイヤ用溶接電源PSWから溶接ワイヤ用給電チップ4aを介して溶接電圧Vwwが印加されるときは、溶接ワイヤ1aが+側とされる。溶接ワイヤ用溶接電源PSWは、通常と同様に定電圧特性の電源である。したがって、溶接電流Iwwは、溶接ワイヤ送給速度Wsによってその値が定まる。
【0017】
フィラーワイヤ用溶接電源PSFは、フィラーワイヤ用給電チップ4bを介してフィラーワイヤ1bと母材2との間に、フィラーワイヤ溶接電圧Vwfを印加することにより、フィラーワイヤ溶接電流Iwfを通電するための電源である。フィラーワイヤ用溶接電源PSFからは、フィラーワイヤ用送給モータFMに対してフィラーワイヤ送給制御信号Fcが送られ、フィラーワイヤ送給速度Fsが制御される。フィラーワイヤ用溶接電源PSFからフィラーワイヤ用給電チップ4bを介してフィラーワイヤ溶接電圧Vwfが印加されるときは、フィラーワイヤ1bが+側とされる。フィラーワイヤ用溶接電源PSFは、フィラーワイヤ溶接電流Iwfの値を所定値に制御するために定電流特性の電源となる。
【0018】
ロボット制御装置RCは、起動信号On及びクレータ期間信号Tcsを上記の溶接ワイヤ用溶接電源PSW及び上記のフィラーワイヤ用溶接電源PSFに出力する。起動信号Onは、定常期間及びクレータ期間の間Highレベルになり、溶接電源の出力及び送給を制御する。溶接トーチWTが溶接開始位置に到達すると、起動信号OnがHighレベルになり、溶接ワイヤ用溶接電源PSWの出力が開始されると共に溶接ワイヤ1aの送給が開始されて、定常期間の溶接が開始される。同時に、フィラーワイヤ1bの送給が開始される。溶接トーチWTがクレータ処理位置(溶接終了位置)に到達すると、予め定めたクレータ期間の間、クレータ期間信号TcsがHighレベルになる。これに応動して、溶接ワイヤ用溶接電源PSWの出力は継続されて消耗電極アーク3aが発生した状態で、溶接ワイヤ1aの送給速度はクレータ期間用の送給速度に変化する。同時に、フィラーワイヤ用溶接電源PSFの出力が開始されてフィラーワイヤ1bに電流が通電すると共に、フィラーワイヤ1bの送給速度はクレータ期間用の送給速度に変化する。このときに、フィラーワイヤ1bはアークが発生していない状態で溶融池と接触して送給される。起動信号OnがLowレベルに変化すると、溶接ワイヤ用溶接電源PSWの出力は停止して消耗電極アーク3aが消弧し、溶接ワイヤ1aの送給も停止する。同時に、フィラーワイヤ用溶接電源PSFの出力が停止し、フィラーワイヤ1bの送給も停止する。これにより、溶接は終了する。上記のクレータ期間は、ロボット制御装置RCに記憶される作業プログラムによって設定される。クレータ期間中は、溶接トーチWTは停止状態にある。ロボット制御装置RCは、作業プログラムに従ってロボット(図示は省略)の動作制御を行う。
【0019】
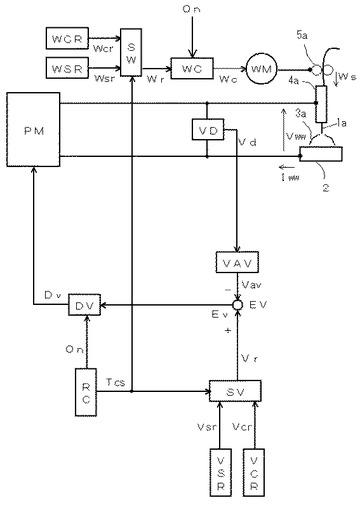
図2は、図1で上述した溶接装置を構成する溶接ワイヤ用溶接電源PSWのブロック図である。以下、同図を参照して各ブロックについて説明する。
【0020】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御等の出力制御を行い、溶接電圧Vww及び溶接電流Iwwを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流回路と、整流された直流を平滑するコンデンサと、平滑された直流を高周波交流に変換するインバータ回路と、高周波交流をアーク溶接に適した電圧値に降圧するインバータトランスと、降圧された高周波交流を整流する2次整流回路と、整流された直流を平滑するリアクトルと、を備えている。溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって溶接ワイヤ用給電チップ4a内を給電されながら送給されて、母材2との間に消耗電極アーク3aが発生する。溶接トーチの構造は上述した図1のとおりであるが、ここでは簡略化して図示している。
【0021】
電圧検出回路VDは、上記の溶接電圧Vwwを検出して、電圧検出信号Vdを出力する。電圧平均値算出回路VAVは、この電圧検出信号Vdをローパスフィルタ(カットオフ周波数1〜10Hz程度)に通すことによって平均化(平滑化)して、電圧平均値信号Vavを出力する。
【0022】
定常期間用溶接電圧設定回路VSRは、予め定めた定常期間用溶接電圧設定信号Vsrを出力する。クレータ期間用溶接電圧設定回路VCRは、予め定めたクレータ期間用溶接電圧設定信号Vcrを出力する。電圧切換回路SVは、上記の定常期間用溶接電圧設定信号Vsr、上記のクレータ期間用溶接電圧設定信号Vcr及びロボット制御装置RCからのクレータ期間信号Tcsを入力として、クレータ期間信号TcsがLowレベル(定常期間)のときは定常期間用溶接電圧設定信号Vsrを溶接電圧設定信号Vrとして出力し、Highレベル(クレータ期間)のときはクレータ期間用溶接電圧設定信号Vcrを溶接電圧設定信号Vrとして出力する。電圧誤差増幅回路EVは、この溶接電圧設定信号Vrと上記の電圧平均値信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。この回路によって、溶接電源は定電圧特性の電源となる。駆動回路DVは、この電圧誤差増幅信号Ev及びロボット制御装置RCからの起動信号Onを入力として、起動信号OnがHighレベル(起動)であるとき(定常期間+クレータ期間)は、電圧誤差増幅信号Evに基づいてパルス幅変調制御を行い、上記の電源主回路内のインバータ回路を駆動するための駆動信号Dvを出力する。これにより、溶接ワイヤ用溶接電源PSWは、定常期間及びクレータ期間中出力される。
【0023】
定常期間用溶接ワイヤ送給速度設定回路WSRは、予め定めた定常期間用溶接ワイヤ送給速度設定信号Wsrを出力する。クレータ期間用溶接ワイヤ送給速度設定回路WCRは、予め定めたクレータ期間用溶接ワイヤ送給速度設定信号Wcrを出力する。送給切換回路SWは、上記の定常期間用溶接ワイヤ送給速度設定信号Wsr、上記のクレータ期間用溶接ワイヤ送給速度設定信号Wcr及びロボット制御装置RCからのクレータ期間信号Tcsを入力として、クレータ期間信号TcsがLowレベル(定常期間)のときは定常期間用溶接ワイヤ送給速度設定信号Wsrを溶接ワイヤ送給速度設定信号Wrとして出力し、Highレベル(クレータ期間)のときはクレータ期間用溶接ワイヤ送給速度設定信号Wcrを溶接ワイヤ送給速度設定信号Wrとして出力する。溶接ワイヤ送給制御回路WCは、この溶接ワイヤ送給速度設定信号Wr及びロボット制御装置RCからの起動信号Onを入力として、起動信号OnがHighレベル(起動)のときは、溶接ワイヤ送給速度設定信号Wrによって定まる送給速度で溶接ワイヤ1aを送給するための溶接ワイヤ送給制御信号Wcを上記の溶接ワイヤ用送給モータWMに出力する。
【0024】
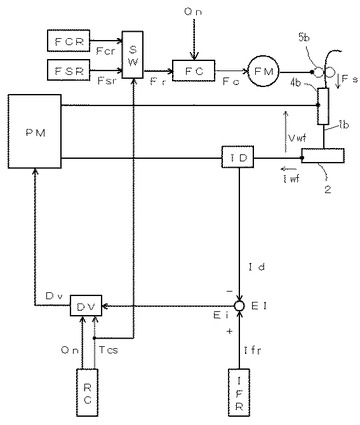
図3は、図1で上述した溶接装置を構成するフィラーワイヤ用溶接電源PSFのブロック図である。以下、同図を参照して各ブロックについて説明する。
【0025】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御等の出力制御を行い、フィラーワイヤ溶接電圧Vwf及びフィラーワイヤ溶接電流Iwfを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流回路と、整流された直流を平滑するコンデンサと、平滑された直流を高周波交流に変換するインバータ回路と、高周波交流をアーク溶接に適した電圧値に降圧するインバータトランスと、降圧された高周波交流を整流する2次整流回路と、整流された直流を平滑するリアクトルと、を備えている。フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によってフィラーワイヤ用給電チップ4b内を給電されながら溶融池に接触するように送給される。定常期間中は、フィラーワイヤ1bは、フィラーワイヤ溶接電圧Vwf=0V及びフィラーワイヤ溶接電流Iwf=0Aの状態で、溶融池と接触して送給されている。他方、クレータ期間中は、フィラーワイヤ1bには所定値のフィラーワイヤ溶接電流Iwfが通電した状態で、溶融池と接触して送給されている。溶接トーチの構造は上述した図1のとおりであるが、ここでは簡略化して図示している。
【0026】
電流検出回路IDは、上記のフィラーワイヤ溶接電流Iwfを検出して、電流検出信号Idを出力する。フィラーワイヤ溶接電流設定回路IFRは、予め定めたフィラーワイヤ溶接電流設定信号Ifrを出力する。電流誤差増幅回路EIは、このフィラーワイヤ溶接電流設定信号Ifrと上記の電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。この回路によって、溶接電源は定電流特性の電源となる。駆動回路DVは、この電流誤差増幅信号Ei、ロボット制御装置RCからの起動信号On及びクレータ期間信号Tcsを入力として、起動信号OnがHighレベル(起動)であり、かつ、クレータ期間信号TcsがHighレベルであるとき(クレータ期間)は、電流誤差増幅信号Eiに基づいてパルス幅変調制御を行い、上記の電源主回路内のインバータ回路を駆動するための駆動信号Dvを出力する。これにより、フィラーワイヤ用溶接電源PSFは、クレータ期間中は出力され、定常期間中は出力が停止される。
【0027】
定常期間用フィラーワイヤ送給速度設定回路FSRは、予め定めた定常期間用フィラーワイヤ送給速度設定信号Fsrを出力する。クレータ期間用フィラーワイヤ送給速度設定回路FCRは、予め定めたクレータ期間用フィラーワイヤ送給速度設定信号Fcrを出力する。送給切換回路SWは、上記の定常期間用フィラーワイヤ送給速度設定信号Fsr、上記のクレータ期間用フィラーワイヤ送給速度設定信号Fcr及びロボット制御装置RCからのクレータ期間信号Tcsを入力として、クレータ期間信号TcsがLowレベル(定常期間)のときは定常期間用フィラーワイヤ送給速度設定信号Fsrをフィラーワイヤ送給速度設定信号Frとして出力し、Highレベル(クレータ期間)のときはクレータ期間用フィラーワイヤ送給速度設定信号Fcrをフィラーワイヤ送給速度設定信号Frとして出力する。フィラーワイヤ送給制御回路FCは、このフィラーワイヤ送給速度設定信号Fr及びロボット制御装置RCからの起動信号Onを入力として、起動信号OnがHighレベル(起動)のときは、フィラーワイヤ送給速度設定信号Frによって定まる送給速度でフィラーワイヤ1bを送給するためのフィラーワイヤ送給制御信号Fcを上記のフィラーワイヤ用送給モータFMに出力する。
【0028】
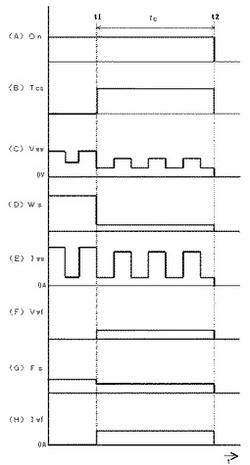
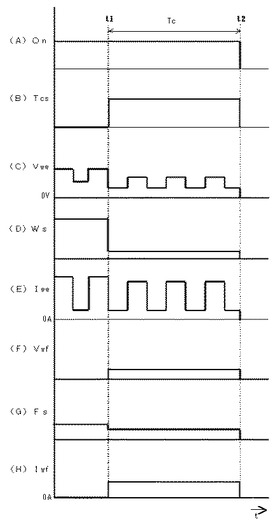
図4は、本発明の実施の形態に係る2ワイヤ溶接のクレータ制御方法を説明するための図1〜図3における各信号のタイミングチャートである。同図(A)は起動信号Onの時間変化を示し、同図(B)はクレータ期間信号Tcsの時間変化を示し、同図(C)は溶接電圧Vwwの時間変化を示し、同図(D)は溶接ワイヤ送給速度Wsの時間変化を示し、同図(E)は溶接電流Iwwの時間変化を示し、同図(F)はフィラーワイヤ溶接電圧Vwfの時間変化を示し、同図(G)はフィラーワイヤ送給速度Fsの時間変化を示し、同図(H)はフィラーワイヤ溶接電流Iwfの時間変化を示す。以下、同図を参照して説明する。
【0029】
同図において、時刻t1以前は定常期間であり、溶接トーチWTは予め定めた溶接速度で溶接線に沿って移動しながら、後述するように定常溶接が行われる。時刻t1〜t2の期間が、予め定めたクレータ期間Tcであり、溶接トーチWTが停止した状態で、後述するようにクレータ処理が行われる。クレータ期間Tcは、継手形状、溶接ワイヤの種類、母材の材質等におうじて0.3〜3.0秒程度に設定される。時刻t2の後に50ms程度の短いアンチスティック処理を行う期間があるが、このアンチスティック処理については従来と同様であるので、ここでは省略している。
【0030】
(1)時刻t1以前の定常期間
時刻t1以前の定常期間中は、溶接トーチWTは予め定めた溶接速度で溶接線に沿って移動している。定常期間中は、同図(A)に示すように、起動信号OnはHighレベル(起動)になっており、同図(B)に示すように、クレータ期間信号TcsはLowレベル(定常期間)になっている。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがLowレベルであるので、同図(C)に示すように、溶接ワイヤ用溶接電源PSWからは定常期間用溶接電圧設定信号Vsrによって設定された値の溶接電圧Vwwが出力されている。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがLowレベルであるので、同図(D)に示すように、溶接ワイヤ送給速度Wsは定常期間用溶接ワイヤ送給速度設定信号Wsrによって設定される値となる。同図(E)に示すように、溶接ワイヤ1aを通電する溶接電流Iwwは上記の溶接ワイヤ送給速度Wsに対応する値となる。すなわち、定常期間中は、溶接電圧Vwwが印加し、溶接電流Iwwが通電する消耗電極アーク3aが溶接ワイヤ1aと母材2との間に発生している。他方、定常期間中は起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがLowレベルであるので、フィラーワイヤ用溶接電源PSFからの出力は停止している。このために、同図(F)に示すように、フィラーワイヤ溶接電圧Vwfは0Vとなり、同図(H)に示すように、フィラーワイヤ溶接電流Iwfは0Aとなる。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがLowレベルであるので、同図(G)に示すように、フィラーワイヤ送給速度Fsは定常期間用フィラーワイヤ送給速度設定信号Fsrによって設定された値となる。すなわち、フィラーワイヤ1bは、アークが発生せず、かつ、フィラーワイヤ溶接電流Iwfも通電せずに、溶融池2aの後半部に接触した状態で送給される。定常期間中のフィラーワイヤ送給速度Fsは、溶接ワイヤ送給速度Wsの10〜30%程度に設定される。定常期間中の溶接電圧Vwwの値(定常期間用溶接電圧設定信号Vsrの値)は、溶接ワイヤ送給速度Wsに対応して消耗電極アーク3aが安定して発生するように設定される。
【0031】
(2)クレータ期間Tc
時刻t1において、溶接トーチWTがクレータ処理位置(溶接終了位置)に到達すると移動を停止し、時刻t1〜t2の所定期間の間はクレータ期間Tcとなる。クレータ期間Tc中は、同図(A)に示すように、起動信号OnはHighレベルになっており、同図(B)に示すように、クレータ期間信号TcsはHighレベルになっている。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがHighレベルであるので、同図(C)に示すように、溶接ワイヤ用溶接電源PSWからはクレータ期間用溶接電圧設定信号Vcrによって設定された値の溶接電圧Vwwが出力されている。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがHighレベルであるので、同図(D)に示すように、溶接ワイヤ送給速度Wsはクレータ期間用溶接ワイヤ送給速度設定信号Wcrによって設定される値となり、定常期間よりも遅い速度となる。同図(E)に示すように、溶接ワイヤ1aを通電する溶接電流Iwwは上記の溶接ワイヤ送給速度Wsに対応する値となる。すなわち、クレータ期間Tc中は、クレータ期間用の溶接電圧Vwwが印加し、クレータ期間用の溶接電流Iwwが通電し、クレータ期間用の消耗電極アーク3aが溶接ワイヤ1aと母材2との間に発生している。他方、起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがHighレベルであるので、同図(F)に示すように、フィラーワイヤ用溶接電源PSFからはフィラーワイヤ溶接電圧Vwfが出力される。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがHighレベルであるので、同図(G)に示すように、フィラーワイヤ送給速度Fsは、クレータ期間用フィラーワイヤ送給速度設定信号Fcrによって設定される値となり、定常期間よりも遅い速度となる。同図(H)に示すように、フィラーワイヤ溶接電流設定信号Ifrによって設定された値のフィラーワイヤ溶接電流Iwfが通電する。すなわち、クレータ期間Tc中は、フィラーワイヤ1bにはフィラーワイヤ溶接電流Iwfが通電し、アークは発生しないで溶融池に接触した状態で送給されている。したがって、クレータ期間Tc中は、クレータ期間用の消耗電極アーク3aと、電流が通電しているフィラーワイヤ1aの挿入とによってクレータ処理が行われる。定常期間とクレータ期間Tcとの最も大きな相違点は、フィラーワイヤ1bに電流が通電しないか、通電するかである。フィラーワイヤ溶接電流Iwfの値は、クレータ期間Tc中のフィラーワイヤ1bが溶融池と接触状態を維持したままで、安定して溶融する値に設定される。フィラーワイヤ溶接電流Iwfは、フィラーワイヤ送給速度Fs、フィラーワイヤの材質、直径等に応じて適正値に設定され、50〜300A程度の範囲である。フィラーワイヤ溶接電圧Vwfは、フィラーワイヤ1bと母材2との間の負か状態によって定まる値であり、フィラーワイヤ1bと母材2とは接触状態にあるので、1V程度以下の非常に小さな値となる。また、フィラーワイヤ1bが過渡的に母材2と非接触状態となったときに、フィラーワイヤ1bと母材2との間にアークが発生するのを防止するために、無負荷状態におけるフィラーワイヤ溶接電圧Vwf(無負荷電圧値)をアークが発生しない5V程度以下になるようにフィラーワイヤ用溶接電源PSFを制御している。クレータ期間Tc中の溶接ワイヤ送給速度Wsは定常期間中の40〜70%程度である。そして、クレータ期間Tc中のフィラーワイヤ送給速度Fsは、クレータ期間Tc中の溶接ワイヤ送給速度Wsの20〜50%程度である。したがって、クレータ期間Tc中の溶接ワイヤ送給速度Wsは、定常期間中よりも遅くなる。クレータ期間Tc中のフィラーワイヤ送給速度Fsは、定常期間よりも遅くなる。さらに、クレータ期間Tc中のフィラーワイヤ送給速度Fsは、クレータ期間Tc中の溶接ワイヤ送給速度Wsよりも遅くなる。クレータ期間Tc中の溶接電圧Vwwの値(クレータ期間用溶接電圧設定信号Vcrの値)は、溶接ワイヤ送給速度Wsに対応してアーク3aが安定して発生するように設定される。
【0032】
時刻t2において、クレータ期間Tcが終了すると、上述したようにアンチスティック処理期間は省略しているので、同図(A)に示すように、起動信号OnはLowレベル(停止)となる。同図(B)に示すように、クレータ期間信号TcsはLowレベルになる。起動信号OnがLowレベルになるので、溶接ワイヤ用溶接電源PSWからの出力は停止状態となり、溶接ワイヤ1aの送給も停止する。同様に、起動信号OnがLowレベルになるので、フィラーワイヤ用溶接電源PSFからの出力は停止され、フィラーワイヤ1bの送給も停止する。この結果、消耗電極アーク3aが消弧する。これにより、溶接が終了する。
【0033】
本実施の形態では、フィラーワイヤ1bは消耗電極アーク3a内を送給しないように、溶接ワイヤ1a及びフィラーワイヤ1bの配置がされている。このために、上述したように、従来技術では、クレータ期間に入り消耗電極アーク3aを通電する溶接電流Iwwの値が小さくなると、溶融池の温度も低下するので、フィラーワイヤ1bを挿入することができなくなっていた。これに対して、本実施の形態では、クレータ期間に入ると、フィラーワイヤ1bに所定のフィラーワイヤ溶接電流Iwfを通電することによって、フィラーワイヤ1bの溶融を補助するようにしている。定常期間中のフィラーワイヤ1bは、消耗電極アーク3aによって直接的には溶融されないで、溶融池から熱を受けて溶融していた。このために、溶融池の冷却効果は大きかった。これに比べて、クレータ期間Tc中のフィラーワイヤ1bはフィラーワイヤ溶接電流Iwfの通電によって温度が上昇しているので、溶融池の冷却効果は低減される。しかし、フィラーワイヤ溶接電流Iwfの通電による温度上昇がないと、フィラーワイヤ1bを溶融することはできないので、本実施の形態は、溶融池の冷却作用とフィラーワイヤ1bの溶融とのバランスをうまく取っていることになる。
【0034】
上述した実施の形態によれば、クレータ期間中は、溶接ワイヤと母材との間のアークを発生させた状態で、フィラーワイヤに電流を通電してクレータ処理を行う。これにより、2ワイヤ溶接による狭開先継手等に対するクレータ処理において、電流の通電によって予熱されたフィラーワイヤを挿入することによってクレータ期間中の溶融池を効率よく冷却し、かつ、フィラーワイヤを完全に溶融することができるので、クレータ部に割れが発生することを抑制することができる。
【符号の説明】
【0035】
1a 溶接ワイヤ
1b フィラーワイヤ
2 母材
2a 溶融池
3a 消耗電極アーク
4a 溶接ワイヤ用給電チップ
4b フィラーワイヤ用給電チップ
5a 溶接ワイヤ用送給ロール
5b フィラーワイヤ用送給ロール
DV 駆動回路
Dv 駆動信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
FC フィラーワイヤ送給制御回路
Fc フィラーワイヤ送給制御信号
FCR クレータ期間用フィラーワイヤ送給速度設定回路
Fcr クレータ期間用フィラーワイヤ送給速度設定信号
FM フィラーワイヤ用送給モータ
Fr フィラーワイヤ送給速度設定信号
Fs フィラーワイヤ送給速度
FSR 定常期間用フィラーワイヤ送給速度設定回路
Fsr 定常期間用フィラーワイヤ送給速度設定信号
ID 電流検出回路
Id 電流検出信号
IFR フィラーワイヤ溶接電流設定回路
Ifr フィラーワイヤ溶接電流設定信号
Iwf フィラーワイヤ溶接電流
Iww 溶接電流
On 起動信号
PM 電源主回路
PSF フィラーワイヤ用溶接電源
PSW 溶接ワイヤ用溶接電源
RC ロボット制御装置
SV 電圧切換回路
SW 送給切換回路
Tc クレータ期間
Tcs クレータ期間信号
VAV 電圧平均値算出回路
Vav 電圧平均値信号
VCR クレータ期間用溶接電圧設定回路
Vcr クレータ期間用溶接電圧設定信号
VD 電圧検出回路
Vd 電圧検出信号
VSR 定常期間用溶接電圧設定回路
Vsr 定常期間用溶接電圧設定信号
Vr 溶接電圧設定信号
Vwf フィラーワイヤ溶接電圧
Vww 溶接電圧
WC 溶接ワイヤ送給制御回路
Wc 溶接ワイヤ送給制御信号
WCR クレータ期間用溶接ワイヤ送給速度設定回路
Wcr クレータ期間用溶接ワイヤ送給速度設定信号
WM 溶接ワイヤ用送給モータ
Wr 溶接ワイヤ送給速度設定信号
Ws 溶接ワイヤ送給速度
WSR 定常期間用溶接ワイヤ送給速度設定回路
Wsr 定常期間用溶接ワイヤ送給速度設定信号
WT 溶接トーチ
【技術分野】
【0001】
本発明は、消耗電極アークの溶融池にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接において、クレータ部に発生する割れを抑制するための2ワイヤ溶接のクレータ制御方法に関するものである。
【背景技術】
【0002】
消耗電極アークによって形成された溶融池に、フィラーワイヤを接触させながら送給して行う2ワイヤ溶接方法は、消耗電極アークの溶接ワイヤとフィラーワイヤとの2つのワイヤを使用するために高速溶接性及び高溶着性に優れている。特に、2ワイヤ溶接方法によって高速溶接を行うときには、ハンピングビードになるのを防止するために、フィラーワイヤを消耗電極アークよりも後方から溶融池に接触させて送給することが重要である。これは、フィラーワイヤを消耗電極アーク中に送給して溶融すると、溶融池の冷却効果が小さくなり、かつ、フィラーワイヤによって溶融池の後半部の盛り上がりを抑えることもできないためにハンピングビードを抑制する効果はほとんどないからである。これに対して、フィラーワイヤをアーク周縁部の溶融池の後半部に接触させて送給し、溶融池の熱によって溶融するようにすれば溶融池が効率よく冷却され、かつ、フィラーワイヤによって溶融池後半部が抑えられてハンピングビードの形成を抑制することができる。以下の説明においては、消耗電極アークのワイヤを溶接ワイヤと記載し、フィラーワイヤとは区別することにする。消耗電極アークを発生させる溶接法としては、炭酸ガスアーク溶接法、マグ溶接法、ミグ溶接法、パルスマグ溶接法、パルスミグ溶接法、消耗電極交流パルスアーク溶接法等が使用される。
【0003】
2ワイヤ溶接の溶接終了時は、溶接トーチを停止させた状態で、消耗電極アークによるクレータ処理を行うと共に、フィラーワイヤの送給を停止する。クレータ期間中にフィラーワイヤの送給を停止する理由は、以下のとおりである。クレータ期間中は、健全なクレータ部を形成するために、溶接ワイヤの送給速度を定常期間よりも40〜70%程度に遅くする。この結果、消耗電極アークを通電する溶接電流の値も小さくなるので、溶融池の温度も定常期間よりも低下する。このために、クレータ期間中にフィラーワイヤを溶融池に送給すると充分に溶融することができずに、溶融不良となってしまう場合があるからである。したがって、2ワイヤ溶接では、クレータ期間中はフィラーワイヤの送給を停止して、消耗電極アークのみによってクレータ処理を行うのが一般的であった(例えば、特許文献1参照)。ここで、クレータ処理とは、溶接終了位置に溶接トーチが到達して停止した状態で、アークによって窪んだ状態にある溶融池に溶接ワイヤを充填して健全なビード部を形成することである。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−154173号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上述したように、従来技術の2ワイヤ溶接では、クレータ期間中はフィラーワイヤの送給を停止して、消耗電極アークのみによってクレータ処理を行っている。しかし、狭開先継手等の継手においては、フィラーワイヤを停止して消耗電極アークのみによってクレータ処理を行うと、クレータ部に割れが発生して溶接欠陥となる場合がある。これは、フィラーワイヤの送給を停止しているために、定常期間のようにクレータ期間中の溶融池を効率よく冷却することができないからである。
【0006】
そこで、本発明では、2ワイヤ溶接による狭開先継手等に対するクレータ処理において、クレータ部に割れが発生することを抑制することができる2ワイヤ溶接のクレータ制御方法を提供することを目的とする。
【課題を解決するための手段】
【0007】
上述した課題を解決するために、請求項1の発明は、定常期間中は、溶接ワイヤと母材との間にアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接のクレータ制御方法において、
クレータ期間中は、前記アークを発生させた状態で前記フィラーワイヤに電流を通電してクレータ処理を行う、
ことを特徴とする2ワイヤ溶接のクレータ制御方法である。
【0008】
請求項2の発明は、前記クレータ期間中の前記溶接ワイヤの送給速度を前記定常期間中の送給速度よりも遅くし、前記クレータ期間中の前記フィラーワイヤの送給速度を前記定常期間中の送給速度よりも遅くし、前記クレータ期間中の前記フィラーワイヤの送給速度を前記クレータ期間中の前記溶接ワイヤの送給速度よりも遅くする、
ことを特徴とする請求項1記載の2ワイヤ溶接のクレータ制御方法である。
【発明の効果】
【0009】
本発明によれば、クレータ期間中は、溶接ワイヤと母材との間のアークを発生させた状態で、フィラーワイヤに電流を通電してクレータ処理を行う。これにより、2ワイヤ溶接による狭開先継手等に対するクレータ処理において、電流の通電によって予熱されたフィラーワイヤを挿入することによってクレータ期間中の溶融池を効率よく冷却し、かつ、フィラーワイヤを完全に溶融することができるので、クレータ部に割れが発生することを抑制することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施の形態に係る2ワイヤ溶接のクレータ制御方法を実施するための溶接装置の構成図である。
【図2】図1で上述した溶接装置を構成する溶接ワイヤ用溶接電源PSWのブロック図である。
【図3】図1で上述した溶接装置を構成するフィラーワイヤ用溶接電源PSFのブロック図である。
【図4】本発明の実施の形態に係る2ワイヤ溶接のクレータ制御方法を説明するための図1〜図3における各信号のタイミングチャートである。
【発明を実施するための形態】
【0011】
以下、図面を参照して本発明の実施の形態について説明する。
【0012】
図1は、本発明の実施の形態に係る2ワイヤ溶接のクレータ制御方法を実施するための溶接装置の構成図である。以下、同図を参照して、各構成物について説明する。
【0013】
本溶接装置は、破線で囲まれた溶接トーチWT、溶接ワイヤ用溶接電源PSW、フィラーワイヤ用溶接電源PSF、ロボット制御装置RC及びロボット(図示は省略)を備えている。溶接トーチWTは、溶接ワイヤ1aに給電するための溶接ワイヤ用給電チップ4a及びフィラーワイヤ1bに給電するためのフィラーワイヤ用給電チップ4bを備えている溶接トーチWTの先端からは炭酸ガス、炭酸ガスとアルゴンガスとの混合ガス等のシールドガス(図示は省略)が噴出している。溶接トーチWTは、ロボット(図示は省略)によって保持されて、ロボット制御装置RC内に記憶されている作業プログラムに従って、溶接線に沿って移動される。
【0014】
溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって溶接トーチWT内を溶接ワイヤ送給速度Wsで送給されて、母材2との間で消耗電極アーク3aが発生する。フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によって溶接トーチWT内をフィラーワイヤ送給速度Fsで送給されて、溶融池2aの後半部に接触された状態で挿入される。同図の溶接部は、定常期間及びクレータ期間の状態を示している。但し、定常期間中は、フィラーワイヤ1bには電流は通電しておらず、溶接トーチWTは溶接速度で移動している。これに対して、クレータ期間中は、フィラーワイヤ1bに電流が通電しており、溶接トーチWTは停止状態にある。消耗電極アーク3aが発生し、フィラーワイヤ1bが溶融池2aと接触した状態で送給されている点に関しては、両者共に同一である。
【0015】
溶接ワイヤ1aと母材2との間には溶接電圧Vwwが印加されており、消耗電極アーク3a中を溶接電流Iwwが通電している。同図では、溶接方向は左方向となっている。先行する消耗電極アーク3aによって溶融池2aが形成される。フィラーワイヤ1bと母材2との間にはフィラーワイヤ溶接電圧Vwfが印加して、フィラーワイヤ溶接電流Iwfが通電する。定常期間中は、フィラーワイヤ用溶接電源PSFは出力が停止しているので、Vwf=0V及びIwf=0Aとなっている。フィラーワイヤ1bは、溶融池2aの後半部に接触した状態で挿入されており、溶融池2aからの熱によって溶融される。フィラーワイヤ1bは、消耗電極アーク3aの外部を送給される。これは、上述したように、フィラーワイヤ1bが消耗電極アーク3aによって直接溶融されることを防止するためである。溶接ワイヤ1aの前進角は、0〜30°程度の範囲であり、同図では面直(0°)の場合である。フィラーワイヤ1bの前進角は、20〜50°の範囲である。すなわち、フィラーワイヤ1bは、斜め前方方向に挿入されることになる。
【0016】
溶接ワイヤ用溶接電源PSWは、溶接ワイヤ用給電チップ4aを介して溶接ワイヤ1aと母材2との間に、溶接電圧Vwwを印加することにより、溶接電流Iwwを通電するための電源である。溶接ワイヤ用溶接電源PSWからは、溶接ワイヤ用送給モータWMに対して溶接ワイヤ送給制御信号Wcが送られ、溶接ワイヤ送給速度Wsが制御される。溶接ワイヤ用溶接電源PSWから溶接ワイヤ用給電チップ4aを介して溶接電圧Vwwが印加されるときは、溶接ワイヤ1aが+側とされる。溶接ワイヤ用溶接電源PSWは、通常と同様に定電圧特性の電源である。したがって、溶接電流Iwwは、溶接ワイヤ送給速度Wsによってその値が定まる。
【0017】
フィラーワイヤ用溶接電源PSFは、フィラーワイヤ用給電チップ4bを介してフィラーワイヤ1bと母材2との間に、フィラーワイヤ溶接電圧Vwfを印加することにより、フィラーワイヤ溶接電流Iwfを通電するための電源である。フィラーワイヤ用溶接電源PSFからは、フィラーワイヤ用送給モータFMに対してフィラーワイヤ送給制御信号Fcが送られ、フィラーワイヤ送給速度Fsが制御される。フィラーワイヤ用溶接電源PSFからフィラーワイヤ用給電チップ4bを介してフィラーワイヤ溶接電圧Vwfが印加されるときは、フィラーワイヤ1bが+側とされる。フィラーワイヤ用溶接電源PSFは、フィラーワイヤ溶接電流Iwfの値を所定値に制御するために定電流特性の電源となる。
【0018】
ロボット制御装置RCは、起動信号On及びクレータ期間信号Tcsを上記の溶接ワイヤ用溶接電源PSW及び上記のフィラーワイヤ用溶接電源PSFに出力する。起動信号Onは、定常期間及びクレータ期間の間Highレベルになり、溶接電源の出力及び送給を制御する。溶接トーチWTが溶接開始位置に到達すると、起動信号OnがHighレベルになり、溶接ワイヤ用溶接電源PSWの出力が開始されると共に溶接ワイヤ1aの送給が開始されて、定常期間の溶接が開始される。同時に、フィラーワイヤ1bの送給が開始される。溶接トーチWTがクレータ処理位置(溶接終了位置)に到達すると、予め定めたクレータ期間の間、クレータ期間信号TcsがHighレベルになる。これに応動して、溶接ワイヤ用溶接電源PSWの出力は継続されて消耗電極アーク3aが発生した状態で、溶接ワイヤ1aの送給速度はクレータ期間用の送給速度に変化する。同時に、フィラーワイヤ用溶接電源PSFの出力が開始されてフィラーワイヤ1bに電流が通電すると共に、フィラーワイヤ1bの送給速度はクレータ期間用の送給速度に変化する。このときに、フィラーワイヤ1bはアークが発生していない状態で溶融池と接触して送給される。起動信号OnがLowレベルに変化すると、溶接ワイヤ用溶接電源PSWの出力は停止して消耗電極アーク3aが消弧し、溶接ワイヤ1aの送給も停止する。同時に、フィラーワイヤ用溶接電源PSFの出力が停止し、フィラーワイヤ1bの送給も停止する。これにより、溶接は終了する。上記のクレータ期間は、ロボット制御装置RCに記憶される作業プログラムによって設定される。クレータ期間中は、溶接トーチWTは停止状態にある。ロボット制御装置RCは、作業プログラムに従ってロボット(図示は省略)の動作制御を行う。
【0019】
図2は、図1で上述した溶接装置を構成する溶接ワイヤ用溶接電源PSWのブロック図である。以下、同図を参照して各ブロックについて説明する。
【0020】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御等の出力制御を行い、溶接電圧Vww及び溶接電流Iwwを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流回路と、整流された直流を平滑するコンデンサと、平滑された直流を高周波交流に変換するインバータ回路と、高周波交流をアーク溶接に適した電圧値に降圧するインバータトランスと、降圧された高周波交流を整流する2次整流回路と、整流された直流を平滑するリアクトルと、を備えている。溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって溶接ワイヤ用給電チップ4a内を給電されながら送給されて、母材2との間に消耗電極アーク3aが発生する。溶接トーチの構造は上述した図1のとおりであるが、ここでは簡略化して図示している。
【0021】
電圧検出回路VDは、上記の溶接電圧Vwwを検出して、電圧検出信号Vdを出力する。電圧平均値算出回路VAVは、この電圧検出信号Vdをローパスフィルタ(カットオフ周波数1〜10Hz程度)に通すことによって平均化(平滑化)して、電圧平均値信号Vavを出力する。
【0022】
定常期間用溶接電圧設定回路VSRは、予め定めた定常期間用溶接電圧設定信号Vsrを出力する。クレータ期間用溶接電圧設定回路VCRは、予め定めたクレータ期間用溶接電圧設定信号Vcrを出力する。電圧切換回路SVは、上記の定常期間用溶接電圧設定信号Vsr、上記のクレータ期間用溶接電圧設定信号Vcr及びロボット制御装置RCからのクレータ期間信号Tcsを入力として、クレータ期間信号TcsがLowレベル(定常期間)のときは定常期間用溶接電圧設定信号Vsrを溶接電圧設定信号Vrとして出力し、Highレベル(クレータ期間)のときはクレータ期間用溶接電圧設定信号Vcrを溶接電圧設定信号Vrとして出力する。電圧誤差増幅回路EVは、この溶接電圧設定信号Vrと上記の電圧平均値信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。この回路によって、溶接電源は定電圧特性の電源となる。駆動回路DVは、この電圧誤差増幅信号Ev及びロボット制御装置RCからの起動信号Onを入力として、起動信号OnがHighレベル(起動)であるとき(定常期間+クレータ期間)は、電圧誤差増幅信号Evに基づいてパルス幅変調制御を行い、上記の電源主回路内のインバータ回路を駆動するための駆動信号Dvを出力する。これにより、溶接ワイヤ用溶接電源PSWは、定常期間及びクレータ期間中出力される。
【0023】
定常期間用溶接ワイヤ送給速度設定回路WSRは、予め定めた定常期間用溶接ワイヤ送給速度設定信号Wsrを出力する。クレータ期間用溶接ワイヤ送給速度設定回路WCRは、予め定めたクレータ期間用溶接ワイヤ送給速度設定信号Wcrを出力する。送給切換回路SWは、上記の定常期間用溶接ワイヤ送給速度設定信号Wsr、上記のクレータ期間用溶接ワイヤ送給速度設定信号Wcr及びロボット制御装置RCからのクレータ期間信号Tcsを入力として、クレータ期間信号TcsがLowレベル(定常期間)のときは定常期間用溶接ワイヤ送給速度設定信号Wsrを溶接ワイヤ送給速度設定信号Wrとして出力し、Highレベル(クレータ期間)のときはクレータ期間用溶接ワイヤ送給速度設定信号Wcrを溶接ワイヤ送給速度設定信号Wrとして出力する。溶接ワイヤ送給制御回路WCは、この溶接ワイヤ送給速度設定信号Wr及びロボット制御装置RCからの起動信号Onを入力として、起動信号OnがHighレベル(起動)のときは、溶接ワイヤ送給速度設定信号Wrによって定まる送給速度で溶接ワイヤ1aを送給するための溶接ワイヤ送給制御信号Wcを上記の溶接ワイヤ用送給モータWMに出力する。
【0024】
図3は、図1で上述した溶接装置を構成するフィラーワイヤ用溶接電源PSFのブロック図である。以下、同図を参照して各ブロックについて説明する。
【0025】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御等の出力制御を行い、フィラーワイヤ溶接電圧Vwf及びフィラーワイヤ溶接電流Iwfを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流回路と、整流された直流を平滑するコンデンサと、平滑された直流を高周波交流に変換するインバータ回路と、高周波交流をアーク溶接に適した電圧値に降圧するインバータトランスと、降圧された高周波交流を整流する2次整流回路と、整流された直流を平滑するリアクトルと、を備えている。フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によってフィラーワイヤ用給電チップ4b内を給電されながら溶融池に接触するように送給される。定常期間中は、フィラーワイヤ1bは、フィラーワイヤ溶接電圧Vwf=0V及びフィラーワイヤ溶接電流Iwf=0Aの状態で、溶融池と接触して送給されている。他方、クレータ期間中は、フィラーワイヤ1bには所定値のフィラーワイヤ溶接電流Iwfが通電した状態で、溶融池と接触して送給されている。溶接トーチの構造は上述した図1のとおりであるが、ここでは簡略化して図示している。
【0026】
電流検出回路IDは、上記のフィラーワイヤ溶接電流Iwfを検出して、電流検出信号Idを出力する。フィラーワイヤ溶接電流設定回路IFRは、予め定めたフィラーワイヤ溶接電流設定信号Ifrを出力する。電流誤差増幅回路EIは、このフィラーワイヤ溶接電流設定信号Ifrと上記の電流検出信号Idとの誤差を増幅して、電流誤差増幅信号Eiを出力する。この回路によって、溶接電源は定電流特性の電源となる。駆動回路DVは、この電流誤差増幅信号Ei、ロボット制御装置RCからの起動信号On及びクレータ期間信号Tcsを入力として、起動信号OnがHighレベル(起動)であり、かつ、クレータ期間信号TcsがHighレベルであるとき(クレータ期間)は、電流誤差増幅信号Eiに基づいてパルス幅変調制御を行い、上記の電源主回路内のインバータ回路を駆動するための駆動信号Dvを出力する。これにより、フィラーワイヤ用溶接電源PSFは、クレータ期間中は出力され、定常期間中は出力が停止される。
【0027】
定常期間用フィラーワイヤ送給速度設定回路FSRは、予め定めた定常期間用フィラーワイヤ送給速度設定信号Fsrを出力する。クレータ期間用フィラーワイヤ送給速度設定回路FCRは、予め定めたクレータ期間用フィラーワイヤ送給速度設定信号Fcrを出力する。送給切換回路SWは、上記の定常期間用フィラーワイヤ送給速度設定信号Fsr、上記のクレータ期間用フィラーワイヤ送給速度設定信号Fcr及びロボット制御装置RCからのクレータ期間信号Tcsを入力として、クレータ期間信号TcsがLowレベル(定常期間)のときは定常期間用フィラーワイヤ送給速度設定信号Fsrをフィラーワイヤ送給速度設定信号Frとして出力し、Highレベル(クレータ期間)のときはクレータ期間用フィラーワイヤ送給速度設定信号Fcrをフィラーワイヤ送給速度設定信号Frとして出力する。フィラーワイヤ送給制御回路FCは、このフィラーワイヤ送給速度設定信号Fr及びロボット制御装置RCからの起動信号Onを入力として、起動信号OnがHighレベル(起動)のときは、フィラーワイヤ送給速度設定信号Frによって定まる送給速度でフィラーワイヤ1bを送給するためのフィラーワイヤ送給制御信号Fcを上記のフィラーワイヤ用送給モータFMに出力する。
【0028】
図4は、本発明の実施の形態に係る2ワイヤ溶接のクレータ制御方法を説明するための図1〜図3における各信号のタイミングチャートである。同図(A)は起動信号Onの時間変化を示し、同図(B)はクレータ期間信号Tcsの時間変化を示し、同図(C)は溶接電圧Vwwの時間変化を示し、同図(D)は溶接ワイヤ送給速度Wsの時間変化を示し、同図(E)は溶接電流Iwwの時間変化を示し、同図(F)はフィラーワイヤ溶接電圧Vwfの時間変化を示し、同図(G)はフィラーワイヤ送給速度Fsの時間変化を示し、同図(H)はフィラーワイヤ溶接電流Iwfの時間変化を示す。以下、同図を参照して説明する。
【0029】
同図において、時刻t1以前は定常期間であり、溶接トーチWTは予め定めた溶接速度で溶接線に沿って移動しながら、後述するように定常溶接が行われる。時刻t1〜t2の期間が、予め定めたクレータ期間Tcであり、溶接トーチWTが停止した状態で、後述するようにクレータ処理が行われる。クレータ期間Tcは、継手形状、溶接ワイヤの種類、母材の材質等におうじて0.3〜3.0秒程度に設定される。時刻t2の後に50ms程度の短いアンチスティック処理を行う期間があるが、このアンチスティック処理については従来と同様であるので、ここでは省略している。
【0030】
(1)時刻t1以前の定常期間
時刻t1以前の定常期間中は、溶接トーチWTは予め定めた溶接速度で溶接線に沿って移動している。定常期間中は、同図(A)に示すように、起動信号OnはHighレベル(起動)になっており、同図(B)に示すように、クレータ期間信号TcsはLowレベル(定常期間)になっている。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがLowレベルであるので、同図(C)に示すように、溶接ワイヤ用溶接電源PSWからは定常期間用溶接電圧設定信号Vsrによって設定された値の溶接電圧Vwwが出力されている。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがLowレベルであるので、同図(D)に示すように、溶接ワイヤ送給速度Wsは定常期間用溶接ワイヤ送給速度設定信号Wsrによって設定される値となる。同図(E)に示すように、溶接ワイヤ1aを通電する溶接電流Iwwは上記の溶接ワイヤ送給速度Wsに対応する値となる。すなわち、定常期間中は、溶接電圧Vwwが印加し、溶接電流Iwwが通電する消耗電極アーク3aが溶接ワイヤ1aと母材2との間に発生している。他方、定常期間中は起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがLowレベルであるので、フィラーワイヤ用溶接電源PSFからの出力は停止している。このために、同図(F)に示すように、フィラーワイヤ溶接電圧Vwfは0Vとなり、同図(H)に示すように、フィラーワイヤ溶接電流Iwfは0Aとなる。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがLowレベルであるので、同図(G)に示すように、フィラーワイヤ送給速度Fsは定常期間用フィラーワイヤ送給速度設定信号Fsrによって設定された値となる。すなわち、フィラーワイヤ1bは、アークが発生せず、かつ、フィラーワイヤ溶接電流Iwfも通電せずに、溶融池2aの後半部に接触した状態で送給される。定常期間中のフィラーワイヤ送給速度Fsは、溶接ワイヤ送給速度Wsの10〜30%程度に設定される。定常期間中の溶接電圧Vwwの値(定常期間用溶接電圧設定信号Vsrの値)は、溶接ワイヤ送給速度Wsに対応して消耗電極アーク3aが安定して発生するように設定される。
【0031】
(2)クレータ期間Tc
時刻t1において、溶接トーチWTがクレータ処理位置(溶接終了位置)に到達すると移動を停止し、時刻t1〜t2の所定期間の間はクレータ期間Tcとなる。クレータ期間Tc中は、同図(A)に示すように、起動信号OnはHighレベルになっており、同図(B)に示すように、クレータ期間信号TcsはHighレベルになっている。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがHighレベルであるので、同図(C)に示すように、溶接ワイヤ用溶接電源PSWからはクレータ期間用溶接電圧設定信号Vcrによって設定された値の溶接電圧Vwwが出力されている。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがHighレベルであるので、同図(D)に示すように、溶接ワイヤ送給速度Wsはクレータ期間用溶接ワイヤ送給速度設定信号Wcrによって設定される値となり、定常期間よりも遅い速度となる。同図(E)に示すように、溶接ワイヤ1aを通電する溶接電流Iwwは上記の溶接ワイヤ送給速度Wsに対応する値となる。すなわち、クレータ期間Tc中は、クレータ期間用の溶接電圧Vwwが印加し、クレータ期間用の溶接電流Iwwが通電し、クレータ期間用の消耗電極アーク3aが溶接ワイヤ1aと母材2との間に発生している。他方、起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがHighレベルであるので、同図(F)に示すように、フィラーワイヤ用溶接電源PSFからはフィラーワイヤ溶接電圧Vwfが出力される。起動信号OnがHighレベルであり、かつ、クレータ期間信号TcsがHighレベルであるので、同図(G)に示すように、フィラーワイヤ送給速度Fsは、クレータ期間用フィラーワイヤ送給速度設定信号Fcrによって設定される値となり、定常期間よりも遅い速度となる。同図(H)に示すように、フィラーワイヤ溶接電流設定信号Ifrによって設定された値のフィラーワイヤ溶接電流Iwfが通電する。すなわち、クレータ期間Tc中は、フィラーワイヤ1bにはフィラーワイヤ溶接電流Iwfが通電し、アークは発生しないで溶融池に接触した状態で送給されている。したがって、クレータ期間Tc中は、クレータ期間用の消耗電極アーク3aと、電流が通電しているフィラーワイヤ1aの挿入とによってクレータ処理が行われる。定常期間とクレータ期間Tcとの最も大きな相違点は、フィラーワイヤ1bに電流が通電しないか、通電するかである。フィラーワイヤ溶接電流Iwfの値は、クレータ期間Tc中のフィラーワイヤ1bが溶融池と接触状態を維持したままで、安定して溶融する値に設定される。フィラーワイヤ溶接電流Iwfは、フィラーワイヤ送給速度Fs、フィラーワイヤの材質、直径等に応じて適正値に設定され、50〜300A程度の範囲である。フィラーワイヤ溶接電圧Vwfは、フィラーワイヤ1bと母材2との間の負か状態によって定まる値であり、フィラーワイヤ1bと母材2とは接触状態にあるので、1V程度以下の非常に小さな値となる。また、フィラーワイヤ1bが過渡的に母材2と非接触状態となったときに、フィラーワイヤ1bと母材2との間にアークが発生するのを防止するために、無負荷状態におけるフィラーワイヤ溶接電圧Vwf(無負荷電圧値)をアークが発生しない5V程度以下になるようにフィラーワイヤ用溶接電源PSFを制御している。クレータ期間Tc中の溶接ワイヤ送給速度Wsは定常期間中の40〜70%程度である。そして、クレータ期間Tc中のフィラーワイヤ送給速度Fsは、クレータ期間Tc中の溶接ワイヤ送給速度Wsの20〜50%程度である。したがって、クレータ期間Tc中の溶接ワイヤ送給速度Wsは、定常期間中よりも遅くなる。クレータ期間Tc中のフィラーワイヤ送給速度Fsは、定常期間よりも遅くなる。さらに、クレータ期間Tc中のフィラーワイヤ送給速度Fsは、クレータ期間Tc中の溶接ワイヤ送給速度Wsよりも遅くなる。クレータ期間Tc中の溶接電圧Vwwの値(クレータ期間用溶接電圧設定信号Vcrの値)は、溶接ワイヤ送給速度Wsに対応してアーク3aが安定して発生するように設定される。
【0032】
時刻t2において、クレータ期間Tcが終了すると、上述したようにアンチスティック処理期間は省略しているので、同図(A)に示すように、起動信号OnはLowレベル(停止)となる。同図(B)に示すように、クレータ期間信号TcsはLowレベルになる。起動信号OnがLowレベルになるので、溶接ワイヤ用溶接電源PSWからの出力は停止状態となり、溶接ワイヤ1aの送給も停止する。同様に、起動信号OnがLowレベルになるので、フィラーワイヤ用溶接電源PSFからの出力は停止され、フィラーワイヤ1bの送給も停止する。この結果、消耗電極アーク3aが消弧する。これにより、溶接が終了する。
【0033】
本実施の形態では、フィラーワイヤ1bは消耗電極アーク3a内を送給しないように、溶接ワイヤ1a及びフィラーワイヤ1bの配置がされている。このために、上述したように、従来技術では、クレータ期間に入り消耗電極アーク3aを通電する溶接電流Iwwの値が小さくなると、溶融池の温度も低下するので、フィラーワイヤ1bを挿入することができなくなっていた。これに対して、本実施の形態では、クレータ期間に入ると、フィラーワイヤ1bに所定のフィラーワイヤ溶接電流Iwfを通電することによって、フィラーワイヤ1bの溶融を補助するようにしている。定常期間中のフィラーワイヤ1bは、消耗電極アーク3aによって直接的には溶融されないで、溶融池から熱を受けて溶融していた。このために、溶融池の冷却効果は大きかった。これに比べて、クレータ期間Tc中のフィラーワイヤ1bはフィラーワイヤ溶接電流Iwfの通電によって温度が上昇しているので、溶融池の冷却効果は低減される。しかし、フィラーワイヤ溶接電流Iwfの通電による温度上昇がないと、フィラーワイヤ1bを溶融することはできないので、本実施の形態は、溶融池の冷却作用とフィラーワイヤ1bの溶融とのバランスをうまく取っていることになる。
【0034】
上述した実施の形態によれば、クレータ期間中は、溶接ワイヤと母材との間のアークを発生させた状態で、フィラーワイヤに電流を通電してクレータ処理を行う。これにより、2ワイヤ溶接による狭開先継手等に対するクレータ処理において、電流の通電によって予熱されたフィラーワイヤを挿入することによってクレータ期間中の溶融池を効率よく冷却し、かつ、フィラーワイヤを完全に溶融することができるので、クレータ部に割れが発生することを抑制することができる。
【符号の説明】
【0035】
1a 溶接ワイヤ
1b フィラーワイヤ
2 母材
2a 溶融池
3a 消耗電極アーク
4a 溶接ワイヤ用給電チップ
4b フィラーワイヤ用給電チップ
5a 溶接ワイヤ用送給ロール
5b フィラーワイヤ用送給ロール
DV 駆動回路
Dv 駆動信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
EI 電流誤差増幅回路
Ei 電流誤差増幅信号
FC フィラーワイヤ送給制御回路
Fc フィラーワイヤ送給制御信号
FCR クレータ期間用フィラーワイヤ送給速度設定回路
Fcr クレータ期間用フィラーワイヤ送給速度設定信号
FM フィラーワイヤ用送給モータ
Fr フィラーワイヤ送給速度設定信号
Fs フィラーワイヤ送給速度
FSR 定常期間用フィラーワイヤ送給速度設定回路
Fsr 定常期間用フィラーワイヤ送給速度設定信号
ID 電流検出回路
Id 電流検出信号
IFR フィラーワイヤ溶接電流設定回路
Ifr フィラーワイヤ溶接電流設定信号
Iwf フィラーワイヤ溶接電流
Iww 溶接電流
On 起動信号
PM 電源主回路
PSF フィラーワイヤ用溶接電源
PSW 溶接ワイヤ用溶接電源
RC ロボット制御装置
SV 電圧切換回路
SW 送給切換回路
Tc クレータ期間
Tcs クレータ期間信号
VAV 電圧平均値算出回路
Vav 電圧平均値信号
VCR クレータ期間用溶接電圧設定回路
Vcr クレータ期間用溶接電圧設定信号
VD 電圧検出回路
Vd 電圧検出信号
VSR 定常期間用溶接電圧設定回路
Vsr 定常期間用溶接電圧設定信号
Vr 溶接電圧設定信号
Vwf フィラーワイヤ溶接電圧
Vww 溶接電圧
WC 溶接ワイヤ送給制御回路
Wc 溶接ワイヤ送給制御信号
WCR クレータ期間用溶接ワイヤ送給速度設定回路
Wcr クレータ期間用溶接ワイヤ送給速度設定信号
WM 溶接ワイヤ用送給モータ
Wr 溶接ワイヤ送給速度設定信号
Ws 溶接ワイヤ送給速度
WSR 定常期間用溶接ワイヤ送給速度設定回路
Wsr 定常期間用溶接ワイヤ送給速度設定信号
WT 溶接トーチ
【特許請求の範囲】
【請求項1】
定常期間中は、溶接ワイヤと母材との間にアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接のクレータ制御方法において、
クレータ期間中は、前記アークを発生させた状態で前記フィラーワイヤに電流を通電してクレータ処理を行う、
ことを特徴とする2ワイヤ溶接のクレータ制御方法。
【請求項2】
前記クレータ期間中の前記溶接ワイヤの送給速度を前記定常期間中の送給速度よりも遅くし、前記クレータ期間中の前記フィラーワイヤの送給速度を前記定常期間中の送給速度よりも遅くし、前記クレータ期間中の前記フィラーワイヤの送給速度を前記クレータ期間中の前記溶接ワイヤの送給速度よりも遅くする、
ことを特徴とする請求項1記載の2ワイヤ溶接のクレータ制御方法。
【請求項1】
定常期間中は、溶接ワイヤと母材との間にアークを発生させると共に、このアークによって形成された溶融池にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接のクレータ制御方法において、
クレータ期間中は、前記アークを発生させた状態で前記フィラーワイヤに電流を通電してクレータ処理を行う、
ことを特徴とする2ワイヤ溶接のクレータ制御方法。
【請求項2】
前記クレータ期間中の前記溶接ワイヤの送給速度を前記定常期間中の送給速度よりも遅くし、前記クレータ期間中の前記フィラーワイヤの送給速度を前記定常期間中の送給速度よりも遅くし、前記クレータ期間中の前記フィラーワイヤの送給速度を前記クレータ期間中の前記溶接ワイヤの送給速度よりも遅くする、
ことを特徴とする請求項1記載の2ワイヤ溶接のクレータ制御方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−59767(P2013−59767A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−198022(P2011−198022)
【出願日】平成23年9月12日(2011.9.12)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月12日(2011.9.12)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]