
2ワイヤ溶接の溶接開始方法
【課題】2ワイヤ溶接において、溶接開始部のビード品質を向上させること。
【解決手段】溶接ワイヤと母材との間にアークを発生させると共に、溶融池の後半部にフィラーワイヤを送給して行う2ワイヤ溶接の溶接開始方法において、ワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirに設定し、溶接ワイヤの送給Wsを開始(時刻t3)してアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、このフィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirよりも長い定常期間用ワイヤ間距離Lsrに変化させる。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
【解決手段】溶接ワイヤと母材との間にアークを発生させると共に、溶融池の後半部にフィラーワイヤを送給して行う2ワイヤ溶接の溶接開始方法において、ワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirに設定し、溶接ワイヤの送給Wsを開始(時刻t3)してアークを発生(時刻t4)させ、このアークが発生した時点から第1所定期間Td1だけ遅延させてフィラーワイヤの送給Fsを開始(時刻t5)し、このフィラーワイヤの送給開始時点から第2所定期間Td2が経過した時点t7でワイヤ間距離Lwをスタート期間用ワイヤ間距離Lirよりも長い定常期間用ワイヤ間距離Lsrに変化させる。これにより、第1所定期間Td1を従来技術よりも短く設定することができるので、溶接開始部のビード品質を向上させることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、消耗電極アークの溶融池にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接において、溶接開始部のビードを良好にするための2ワイヤ溶接の溶接開始方法に関するものである。
【背景技術】
【0002】
消耗電極アークによって形成された溶融池に、フィラーワイヤを接触させながら送給して行う2ワイヤ溶接方法は、消耗電極アークの溶接ワイヤとフィラーワイヤとの2つのワイヤを使用するために高速溶接性及び高溶着性に優れている。特に、2ワイヤ溶接方法によって高速溶接を行うときには、ハンピングビードになるのを防止するために、フィラーワイヤを消耗電極アークよりも後方から溶融池に接触させて送給することが重要である。これは、フィラーワイヤを消耗電極アーク中に送給して溶融すると、溶融池の冷却効果が小さくなり、かつ、フィラーワイヤによって溶融池の後半部の盛り上がりを抑えることもできないためにハンピングビードを抑制する効果はほとんどないからである。これに対して、フィラーワイヤをアーク周縁部の溶融池の後半部に接触させて送給し、溶融池の熱によって溶融するようにすれば溶融池が効率よく冷却され、かつ、フィラーワイヤによって溶融池後半部が抑えられてハンピングビードの形成を抑制することができる。以下の説明においては、消耗電極アークのワイヤを溶接ワイヤと記載し、フィラーワイヤとは区別することにする。消耗電極アークを発生させる溶接法としては、炭酸ガスアーク溶接法、マグ溶接法、ミグ溶接法、パルスマグ溶接法、パルスミグ溶接法、消耗電極交流パルスアーク溶接法等が使用される。
【0003】
2ワイヤ溶接の溶接開始方法は、以下のように行われるのが一般的である。溶接装置に外部から起動信号が入力されると、溶接ワイヤの送給が開始されると共に、溶接ワイヤと母材との間に溶接電圧が印加される。溶接ワイヤが母材と接触すると、溶接電流が通電して消耗電極アークが発生する。消耗電極アークが発生すると、溶接トーチは溶接方向への移動を開始する。また、消耗電極アークが発生した時点から第1所定期間だけ遅延した後に、フィラーワイヤの送給が開始される。この第1所定期間の間に、消耗電極アークによって溶融池が次第に大きくなる。フィラーワイヤが溶融池と接触すると、フィラーワイヤの先端部は溶融池からの熱によって溶融されて、接触状態が維持されて定常溶接状態へと移行する。フィラーワイヤには電流は通電していない。上記の第1所定期間は、消耗電極アークによって形成される溶融池がフィラーワイヤの挿入位置を含む大きさまで成長し、かつ、溶融池の温度がフィラーワイヤを溶融することができる値に達するまでの期間である。この第1所定期間は、継手形状、母材の板厚、母材の材質等によって適正値が変化するが、例えば0.4〜0.6秒程度である。
【0004】
フィラーワイヤが送給を開始する前のフィラーワイヤの先端と母材との距離(以下、初期距離という)は、前回の溶接終了時において略一定値となるように制御されている。しかし、このフィラーワイヤの初期距離には、ある程度のバラツキがある。初期距離が変動すると、第1所定期間経過後にフィラーワイヤの送給を開始してから溶融池に接触するまでの期間(以下、初期距離送給期間という)が変動することになり、その結果、消耗電極アークが発生してからフィラーワイヤが溶融池に接触するまでの期間が変動することになる。この消耗電極アークが発生してからフィラーワイヤが接触するまでの期間を変動がないように制御することができれば、溶融池が上述した適正状態になった瞬間にタイミングよく、フィラーワイヤを溶融池に接触させることができる。特許文献1では、この初期距離の変動を抑制するために、溶接ワイヤの送給を開始する前に、フィラーワイヤを母材と接触するまで送給するステップを追加している。このようにすれば、初期距離は0mmとなり、消耗電極アークの発生からフィラーワイヤが接触して送給されるまでの期間は上記の第1所定期間と等しくなる。また、特許文献2では、溶接ワイヤの送給を開始する前に、フィラーワイヤを母材と接触するまで送給し、その後に所定距離だけ逆方向に送給するステップを追加している。このようにすると、初期距離は所定距離と必ず等しくなる。初期距離を所定値に制御する動作を、以下、初期距離セット動作と呼ぶことにする。
【0005】
上述した2ワイヤ溶接の溶接開始方法では、第1所定期間中はフィラーワイヤが送給されないので、消耗電極アークのみでビードの形成が行われることになる。このために、溶接開始部分のビードの余盛り高さが定常期間よりも低くなり、ビード外観が悪くなり、強度も低下する。この課題を改善するためには、第1所定期間を短くしてフィラーワイヤの送給開始タイミングを早くすることが考えられる。しかし、溶融池からの熱によってフィラーワイヤが円滑に溶融することができるまでに溶融池が成長する前にフィラーワイヤの送給を開始すると、フィラーワイヤの溶融不良を生じて溶接欠陥となるおそれがある。この問題を解決するために、特許文献3では、溶接開始時点で溶接ワイヤと母材との間に消耗電極アークを発生させると共に、フィラーワイヤと母材との間にフィラーワイヤアークを発生させ、第1所定期間が経過するとフィラーワイヤアークは消弧して接触状態で送給する状態へと移行させている。すなわち、溶接開始から第1所定期間の間は、フィラーワイヤにもアークを発生させて、自己のアークからの熱によって溶融するようにしている。このようにすると、溶接開始部分のビードの余盛り高さは、定常期間と略等しくなる。しかし、溶接開始部分では近接して2つのアークが発生するために、アークが相互に干渉することになり、スパッタ発生量の増加、アーク切れ等が発生しやすくなるという新たな課題が生じる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−106984号公報
【特許文献2】特開2009−106985号公報
【特許文献3】特開2009−72809号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述したように、特許文献1及び特許文献2を含む従来技術では、溶接ワイヤによる消耗電極アークのみによってビードを形成する期間が必要であるために、溶接開始部分のビードの余盛り高さが定常溶接部分よりも低くなり、ビードの品質が悪くなるという課題がある。
【0008】
また、特許文献3では、溶接開始時点から第1所定期間の間は、溶接ワイヤによる消耗電極アークと、フィラーワイヤによるアークとの2つのアークによってビードを形成する。このために、溶接開始部分のビードの余盛り高さは定常溶接部分と略同一となる。しかし、2つのアークの相互間の干渉によって、スパッタ発生量の増加、アーク切れ等が発生しやすくなる。
【0009】
そこで、本発明では、溶接開始部分のビードの品質を向上させると共に、スパッタ発生量の増加、アーク切れ等が発生しない2ワイヤ溶接の溶接開始方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上述した課題を解決するために、請求項1の発明は、溶接ワイヤと母材との間にアークを発生させると共に、このアークによって形成された溶融池の後半部にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接の溶接開始方法において、
前記溶接ワイヤと前記フィラーワイヤとのワイヤ間距離を予め定めたスタート期間用ワイヤ間距離に設定し、前記溶接ワイヤの送給を開始して前記母材との間に前記アークを発生させ、このアークが発生した時点から第1所定期間だけ遅延させて前記フィラーワイヤの送給を開始し、このフィラーワイヤの送給開始時点から第2所定期間が経過した時点で前記ワイヤ間距離を前記スタート期間用ワイヤ間距離よりも長い予め定めた定常期間用ワイヤ間距離に変化させる、
ことを特徴とする2ワイヤ溶接の溶接開始方法である。
【0011】
請求項2の発明は、前記フィラーワイヤの送給速度を、前記第2所定期間経過前は前記第2所定期間経過後よりも低速に設定する、
ことを特徴とする請求項1記載の2ワイヤ溶接の溶接開始方法である。
【0012】
請求項3の発明は、前記溶接ワイヤの送給を開始する前に、前記フィラーワイヤが前記母材と接触するまで送給するステップを追加する、
ことを特徴とする請求項1又は2記載の2ワイヤ溶接の溶接開始方法である。
【0013】
請求項4の発明は、前記溶接ワイヤの送給を開始する前に、前記フィラーワイヤが前記母材と接触するまで送給し、接触後は送給方向を逆転させて前記フィラーワイヤの先端を前記母材から所定距離だけ離反させて送給を停止するステップを追加する、
ことを特徴とする請求項1又は2記載の2ワイヤ溶接の溶接開始方法である。
【発明の効果】
【0014】
本発明によれば、溶接ワイヤとフィラーワイヤとのワイヤ間距離を予め定めたスタート期間用ワイヤ間距離に設定し、溶接ワイヤの送給を開始して母材との間にアークを発生させ、このアークが発生した時点から第1所定期間だけ遅延させてフィラーワイヤの送給を開始し、このフィラーワイヤの送給開始時点から第2所定期間が経過した時点でワイヤ間距離を上記スタート期間用ワイヤ間距離よりも長い予め定めた定常期間用ワイヤ間距離に変化させる。本発明では、スタート期間中は、ワイヤ間距離が定常期間よりも短くなるのでフィラーワイヤの溶融が促進されて、溶融池の大きさが従来技術のときよりも小さい状態でフィラーワイヤを挿入しても、十分に溶融することができる。このために、第1所定期間を、従来技術のときよりも短く設定することができる。したがって、本発明では、アークが発生してからフィラーワイヤの送給を開始するまでの第1所定期間を短縮することができるので、溶接開始部分のビードの品質を向上させることができる。さらに、本発明では、アークへの影響もないので、スパッタ発生量の増加、アーク切れ等のアーク状態が不安定になることもない。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態に係る2ワイヤ溶接の溶接開始方法を実施するための溶接装置の構成図である。
【図2】図1で上述した溶接装置を構成する溶接電源PSのブロック図である。
【図3】本発明の実施の形態に係る2ワイヤ溶接の溶接開始方法を説明するための図1〜図2における各信号のタイミングチャートである。
【図4】スタート期間における図3の時刻t6〜t7の期間の溶接部を示す図である。
【発明を実施するための形態】
【0016】
以下、図面を参照して本発明の実施の形態について説明する。
【0017】
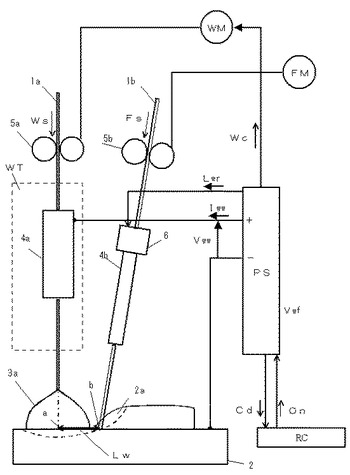
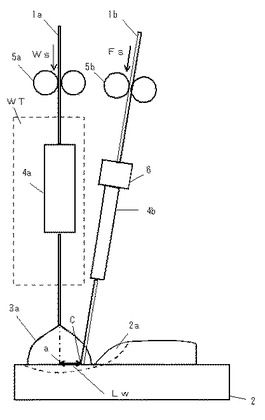
図1は、本発明の実施の形態に係る2ワイヤ溶接の溶接開始方法を実施するための溶接装置の構成図である。以下、同図を参照して、各構成物について説明する。
【0018】
本溶接装置は、破線で囲まれた溶接トーチWT、溶接電源PS、ロボット制御装置RC及びロボット(図示は省略)を備えている。溶接トーチWTは、溶接ワイヤ1aに給電するための給電チップ4a、フィラーワイヤ1bを挿入位置にガイドするための送給ガイド4b及びフィラーワイヤ移動機構6を備えている。フィラーワイヤ移動機構6は、後述するワイや間距離設定信号Lwrを入力として、フィラーワイヤ1bの挿入位置をこの設定信号Lwrの値に応じて溶接方向の前後方向に移動させてワイヤ間距離Lwを自動的に調整するモータを含む機構である。この機構としては、従来から、モータの回転運動を滑子クランク機構により直線運動に変換する機構、モータの回転運動をクランクと揺動梃により揺動運動に変換する機構等が用いられている。溶接トーチWTの先端からは炭酸ガス、炭酸ガスとアルゴンガスとの混合ガス等のシールドガス(図示は省略)が噴出している。溶接トーチWTは、ロボット(図示は省略)によって保持されて、ロボット制御装置RC内に記憶されている作業プログラムに従って、溶接線に沿って移動される。
【0019】
溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって溶接トーチWT内を溶接ワイヤ送給速度Wsで送給されて、母材2との間で消耗電極アーク3aが発生する。フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によって送給ガイド4b内をフィラーワイヤ送給速度Fsで送給されて、溶融池2aの後半部に接触された状態で挿入される。同図の溶接部は、定常期間の状態を示している。スタート期間の溶接部については、図4で後述する。
【0020】
溶接ワイヤ1aと母材2との間には溶接電圧Vwwが印加されており、消耗電極アーク3a中を溶接電流Iwwが通電している。同図では、溶接方向は左方向となっている。先行する消耗電極アーク3aによって溶融池2aが形成される。フィラーワイヤ1bと母材2との間には電圧は印加されておらず、電流も通電していない。フィラーワイヤ1bは、溶融池2aの後半部に接触した状態で挿入されており、溶融池2aからの熱によって溶融される。フィラーワイヤ1bは、消耗電極アーク3aの発生部外を送給される。これは、上述したように、フィラーワイヤ1bが消耗電極アーク3aによって直接溶融されることを防止するためである。溶接ワイヤ1aの前進角は、0〜30°程度の範囲であり、同図では面直(0°)の場合である。フィラーワイヤ1bの前進角は、20〜50°の範囲である。すなわち、フィラーワイヤ1bは、斜め前方方向に挿入されることになる。
【0021】
溶接ワイヤ1aの送給方向を示す中心線を一点鎖線で示しており、この中心線が母材2表面と交わる点が、溶接狙い位置aとなる。フィラーワイヤ1bの挿入位置は、定常期間用挿入位置bとなっている。この定常期間用挿入位置bは、消耗電極アーク3aの発生部よりも後方で、かつ、溶融池2aの後方端部よりも前方となる範囲に設定される。溶接狙い位置aと定常期間用挿入位置bとの距離がワイヤ間距離Lw(mm)となる。このワイヤ間距離Lwは、上述したように、ワイヤ間距離設定信号Lwrによって設定される。
【0022】
溶接電源PSは、給電チップ4aを介して溶接ワイヤ1aと母材2との間に、溶接電圧Vwwを印加することにより、溶接電流Iwwを通電するための電源である。溶接電源PSからは、溶接ワイヤ用送給モータWMに対して溶接ワイヤ送給制御信号Wcが送られ、溶接ワイヤ送給速度Wsが制御されると共に、フィラーワイヤ用送給モータFMに対してフィラーワイヤ送給制御信号Fcが送られ、フィラーワイヤ送給速度Fsが制御される。また、溶接電源PSは、溶接ワイヤ1aとフィラーワイヤ1bとのワイヤ間距離Lwを設定するための上記のワイヤ間距離設定信号Lwrを上記のフィラーワイヤ移動機構6に出力する。溶接電源PSから給電チップ4aを介して溶接電圧Vwwが印加されるときは、溶接ワイヤ1aが+側とされる。溶接電源PSは、通常と同様に定電圧特性の電源である。したがって、溶接電流Iwwは、溶接ワイヤ送給速度Wsによってその値が定まる。
【0023】
ロボット制御装置RCは、起動信号Onを溶接電源PSに出力し、溶接電源PSから通電判別信号Cdが入力される。この通電判別信号cdは、溶接ワイヤ1aと母材2との間に消耗電極アーク3aが発生したことを溶接電流Iwwが通電したことによって判別する信号である。ロボット制御装置RCは、記憶されている作業プログラムに従ってロボットに搭載された溶接トーチWTを溶接開始位置まで移動させて停止する。そして、溶接電源PSに起動信号Onを出力する。そして、通電判別信号CdがHighレベルになると、溶接トーチWTを溶接線に沿って移動させる。これらの信号の詳細については、後述する。
【0024】
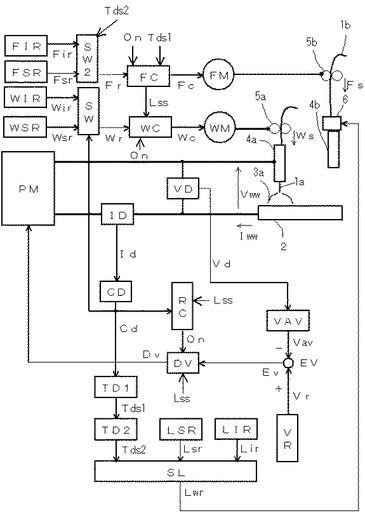
図2は、図1で上述した溶接装置を構成する溶接電源PSのブロック図である。以下、同図を参照して各ブロックについて説明する。
【0025】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御等の出力制御を行い、溶接電圧Vww及び溶接電流Iwwを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流回路と、整流された直流を平滑するコンデンサと、平滑された直流を高周波交流に変換するインバータ回路と、高周波交流をアーク溶接に適した電圧値に降圧するインバータトランスと、降圧された高周波交流を整流する2次整流回路と、整流された直流を平滑するリアクトルと、を備えている。溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって給電チップ4a内を給電されながら送給されて、母材2との間に消耗電極アーク3aが発生する。フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によって送給ガイド4b内を送給されて、溶融池に挿入される。フィラーワイヤ移動機構6は、フィラーワイヤ1bの挿入位置を調整する。溶接トーチの構造は上述した図1のとおりであるが、ここでは簡略化して図示している。
【0026】
電圧検出回路VDは、上記の溶接電圧Vwwを検出して、電圧検出信号Vdを出力する。電圧平均値算出回路VAVは、この電圧検出信号Vdをローパスフィルタ(カットオフ周波数1〜10Hz程度)に通すことによって平均化(平滑化)して、電圧平均値信号Vavを出力する。
【0027】
溶接電圧設定回路VRは、予め定めた溶接電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、この溶接電圧設定信号Vrと上記の電圧平均値信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。この回路によって、溶接電源は定電圧特性の電源となる。駆動回路DVは、この電圧誤差増幅信号Ev、後述する初期距離セット信号Lss及びロボット制御装置RCからの起動信号Onを入力として、起動信号On及び初期距離セット信号Lssが共にHighレベル(起動かつセット完了)であるときは、電圧誤差増幅信号Evに基づいてパルス幅変調制御を行い、上記の電源主回路内のインバータ回路を駆動するための駆動信号Dvを出力する。これにより、溶接電源PSは出力を開始する。
【0028】
電流検出回路IDは、上記の溶接電流Iwwを検出して、電流検出信号Idを出力する。通電判別回路CDは、この電流検出信号Idを入力として、その値が予め定めたしきい値以上のときは、溶接電流Iwwが通電したと判別してHighレベルとなる通電判別信号Cdを、後述する送給切換回路SW、後述する第1オンディレイ回路TD1及びロボット制御装置RCに出力する。しきい値は、例えば5A程度に設定される。これにより、消耗電極アーク3aの発生を判別している。
【0029】
スローダウン用溶接ワイヤ送給速度設定回路WIRは、予め定めたスローダウン用溶接ワイヤ送給速度設定信号Wirを出力する。定常期間用溶接ワイヤ送給速度設定回路WSRは、予め定めた定常期間用溶接ワイヤ送給速度設定信号Wsrを出力する。送給切換回路SWは、上記のスローダウン用溶接ワイヤ送給速度設定信号Wir、上記の定常期間用溶接ワイヤ送給速度設定信号Wsr及び上記の通電判別信号Cdを入力として、通電判別信号CdがLowレベル(非通電)のときはスローダウン用溶接ワイヤ送給速度設定信号Wirを溶接ワイヤ送給速度設定信号Wrとして出力し、Highレベル(通電)のときは定常期間用溶接ワイヤ送給速度設定信号Wsrを溶接ワイヤ送給速度設定信号Wrとして出力する。溶接ワイヤ送給制御回路WCは、この溶接ワイヤ送給速度設定信号Wr、後述する初期距離セット信号Lss及びロボット制御装置RCからの起動信号Onを入力として、起動信号On及び初期距離セット信号Lssが共にHighレベル(起動かつセット完了)のときは、溶接ワイヤ送給速度設定信号Wrによって定まる送給速度で溶接ワイヤ1aを送給するための溶接ワイヤ送給制御信号Wcを上記の溶接ワイヤ用送給モータWMに出力する。
【0030】
第1オンディレイ回路TD1は、上記の通電判別信号Cdを入力として、通電判別信号CdがHighレベル(通電)に変化した時点を第1所定期間Td1だけオンディレイして、第1オンディレイ信号Tds1を出力する。この第1オンディレイ信号Tds1は、消耗電極アーク3aが発生した時点から第1所定期間Td1が経過した時点で、LowレベルからHighレベルに変化する。第2オンディレイ回路TD2は、上記の第1オンディレイ信号Tds1を入力として、第1オンディレイ信号Tds1がHighレベルに変化した時点を第2所定期間Td2だけオンディレイして、第2オンディレイ信号Tds2を出力する。この第2オンディレイ信号Tds2は、フィラーワイヤ1bが溶接のための送給を開始した時点から第2所定期間Td2が経過した時点で、LowレベルからHighレベルに変化する。
【0031】
スタート期間用ワイヤ間距離設定回路LIRは、予め定めたスタート期間用ワイヤ間距離設定信号Lirを出力する。定常期間用ワイヤ間距離設定回路LSRは、予め定めた定常期間用ワイヤ間距離設定信号Lsrを出力する。距離切換回路SLは、上記のスタート期間用ワイヤ間距離設定信号Lir、上記の定常期間用ワイヤ間距離設定信号Lsr及び上記の第2オンディレイ信号Tds2を入力として、第2オンディレイ信号Tds2がLowレベルのときはスタート期間用ワイヤ間距離設定信号Lirをワイヤ間距離設定信号Lwrとして上記のフィラーワイヤ移動機構6に出力し、Highレベルのときは定常期間用ワイヤ間距離設定信号Lsrをワイヤ間距離設定信号Lwrとして上記のフィラーワイヤ移動機構6に出力する。
【0032】
スタート期間用フィラーワイヤ送給速度設定回路FIRは、予め定めたスタート期間用フィラーワイヤ送給速度設定信号Firを出力する。定常期間用フィラーワイヤ送給速度設定回路FSRは、予め定めた定常期間用フィラーワイヤ送給速度設定信号Fsrを出力する。第2送給切換回路SW2は、上記のスタート期間用フィラーワイヤ送給速度設定信号Fir、上記の定常期間用フィラーワイヤ送給速度設定信号Fsr及び上記の第2オンディレイ信号Tds2を入力として、第2オンディレイ信号Tds2がLowレベルのときはスタート期間用フィラーワイヤ送給速度設定信号Firをフィラーワイヤ送給速度設定信号Frとして出力し、Highレベルのときは定常期間用フィラーワイヤ送給速度設定信号Fsrをフィラーワイヤ送給速度設定信号Frとして出力する。
【0033】
フィラーワイヤ送給制御回路FCは、ロボット制御装置RCからの起動信号On、上記のフィラーワイヤ送給速度設定信号Fr及び上記の第1オンディレイ信号Tds1を入力として、以下の処理を行い、初期距離セット信号Lssを出力すると共に、フィラーワイヤ送給制御信号Fcを上記のフィラーワイヤ用送給モータFMに出力する。
1) 起動信号OnがHighレベル(起動)に変化すると、初期距離セット動作に移行し、フィラーワイヤ1bの送給を開始する。フィラーワイヤ用送給モータFMを通電する電流値がしきい値以上になったことによってフィラーワイヤ1bと母材2との接触を判別すると、フィラーワイヤ1bを予め定めた逆送期間だけ逆送して停止するためのフィラーワイヤ送給制御信号Fcを出力する。この動作が完了したときに、初期距離セット信号LssをHighレベルにして出力する。この初期距離セット動作中のフィラーワイヤ送給速度設定信号Frの値は、スタート期間用フィラーワイヤ送給速度設定信号Firによって定まる値となる。フィラーワイヤ1bは、一定の送給速度で一定の期間(逆送期間)だけ逆送されるので、送給が停止した後の所期距離は、所定距離となる。
2) 第1オンディレイ信号Tds1がHighレベルに変化すると、フィラーワイヤ1bをフィラーワイヤ送給速度設定信号Frの値によって送給するためのフィラーワイヤ送給制御信号Fcを出力する。
【0034】
上記では、フィラーワイヤ1bが母材2と接触すると、モータのトルクが増大してモータの電流値が増大することを利用して接触判別を行っている。これ以外にも、接触判別電圧をフィラーワイヤ1bと母材2との間に印加し、電流の通電又は電圧の降下によって接触を判別する方法もある。このときに、フィラーワイヤ1bにアークが発生しないようにするために、接触判別電圧値又は電流値を小さな値に設定する。
【0035】
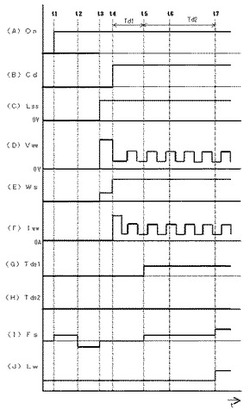
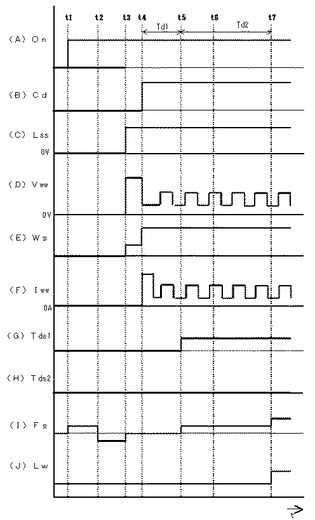
図3は、本発明の実施の形態に係る2ワイヤ溶接の溶接開始方法を説明するための図1〜図2における各信号のタイミングチャートである。同図(A)は起動信号Onの時間変化を示し、同図(B)は通電判別信号Cdの時間変化を示し、同図(C)は初期距離セット信号Lssの時間変化を示し、同図(D)は溶接電圧Vwwの時間変化を示し、同図(E)は溶接ワイヤ送給速度Wsの時間変化を示し、同図(F)は溶接電流Iwwの時間変化を示し、同図(G)は第1オンディレイ信号Tds1の時間変化を示し、同図(H)は第2オンディレイ信号Tds2の時間変化を示し、同図(I)はフィラーワイヤ送給速度Fsの時間変化を示し、同図(J)はワイヤ間距離Lwの時間変化を示す。以下、同図を参照して説明する。フィラーワイヤ1bには電圧は印加されておらず、電流も通電しない。したがって、フィラーワイヤ1bにはアークは発生しない。
【0036】
(1)時刻t1〜t3の初期距離セット動作
時刻t1において、同図(A)に示すように、起動信号OnがHighレベルに変化すると、上述した初期距離セット動作に移行する。起動信号OnがHighレベルに変化すると、同図(I)に示すように、フィラーワイヤ送給速度Fsは、正の値のスタート期間用フィラーワイヤ送給速度設定信号Firによって定まる値となり、フィラーワイヤ1bの送給が開始される。時刻t2においてフィラーワイヤ1bが母材2と接触したことを上述した方法によって判別すると、同図(I)に示すように、フィラーワイヤ送給速度Fsは負の値のスタート期間用フィラーワイヤ送給速度設定信号Firによって定まる値となり、フィラーワイヤ1bは逆送を開始する。そして、時刻t2から予め定めた逆送期間が経過した時刻t3において、同図(I)に示すように、フィラーワイヤ送給速度Fsは0となり、送給を停止する。これに応動して、同図(C)に示すように、初期距離セット信号LssがHighレベルに変化する。同図(J)に示すように、ワイヤ間距離Lwは、同図(H)に示す第2オンディレイ信号Tds2がLowレベルであるので、スタート期間用ワイヤ間距離設定信号Lirによって定まる値となっている。すなわち、定常期間よりも短いワイヤ間距離となっている。これにより、初期距離セット動作が完了する。この時刻t1〜t3の期間中は、溶接電源PSは出力は停止状態にあるので、同図(B)に示すように、通電判別信号CdはLowレベルであり、同図(D)に示すように、溶接電圧Vwwは0Vであり、同図(E)に示すように、溶接ワイヤ送給速度Wsは0であり、同図(F)に示すように、溶接電流Iwwは0Aである。また、この期間中は、同図(G)に示すように、第1オンディレイ信号Tds1はLowレベルであり、同図(H)に示すように、第2オンディレイ信号Tds2はLowレベルである。また、同図(I)に示すように、時刻t3〜t5の期間中のフィラーワイヤ送給速度Fsは停止しているので0となる。
【0037】
(2)時刻t3〜t4のスローダウン期間
時刻t3において、同図(C)に示すように、初期距離セット信号LssがHighレベルに変化すると、同図(D)に示すように、溶接電圧Vwwは80V程度の無負荷電圧値となり、同図(E)に示すように、溶接ワイヤ送給速度Wsはスローダウン用溶接ワイヤ送給速度設定信号Wirによって定まる値となり、溶接ワイヤ1aは例えば2m/min程度の遅い送給速度で送給される。同図(F)に示すように、溶接電流Iwwは無負荷状態であるので0Aのままである。
【0038】
(3)時刻t4〜t5の第1所定期間Td1
時刻t4において溶接ワイヤ1aが母材2と接触して消耗電極アーク3aが発生すると、同図(D)に示すように、溶接電圧Vwwは短時間0V近くまで低下した後に20〜30V程度のアーク電圧値となる。同時に同図(F)に示すように、溶接電流Iwwが通電し、同図(B)に示すように、通電判別信号CdがHighレベルに変化する。これに応動して、同図(E)に示すように、溶接ワイヤ送給速度Wsは定常期間用溶接ワイヤ送給速度設定信号Wsrによって定まる値となり、送給速度が速くなる。通電判別信号CdがHighレベルに変化すると、溶接トーチはロボットによって溶接方向への移動を開始する。
【0039】
(4)時刻t5〜t7の第2所定期間Td2
通電判別信号CdがHighレベルに変化した時刻t4から第1所定期間Td1が経過した時刻t5において、同図(G)に示すように、第1オンディレイ信号Tds1がHighレベルに変化する。これに応動して、同図(I)に示すように、フィラーワイヤ送給速度Fsはスタート期間用フィラーワイヤ送給速度設定信号Firによって定まる値となり、フィラーワイヤ1bは再び送給される。そして、時刻t6において、フィラーワイヤ1bが溶融池と接触すると、溶融池からの熱によって接触状態を維持したままで溶融される。同図(J)に示すように、このときのワイヤ間距離Lwは、同図(H)に示す第2オンディレイ信号Tds2がまだLowレベルであるので、スタート期間用ワイヤ間距離設定信号Lirによって定まる値となる。すなわち、定常期間よりも短い値となる。このために、消耗電極アーク3aに近づくことになるので、フィラーワイヤ1bの溶融は促進される。時刻t5〜t6の期間が初期距離送給期間となり、例えば0.05秒程度である。
【0040】
(5)時刻t7以降の定常期間
第1オンディレイ信号Tds1がHighレベルに変化した時刻t5から第2所定期間Td2が経過した時刻t7において、同図(J)に示すように、ワイヤ間距離Lwは定常期間用ワイヤ間距離設定信号Lsrによって定まる値へと長くなる。これに応動して、同図(I)に示すように、フィラーワイヤ送給速度Fsは定常期間用フィラーワイヤ送給速度設定信号Fsrによって定まる値となり、送給速度は速くなる。これにより、ワイヤ間距離Lwは定常期間用の長い値となり、消耗電極アーク3aと、溶融池の後半部に接触して送給されるフィラーワイヤ1bとで定常期間の溶接が行われる。
【0041】
図4は、スタート期間における図3の時刻t6〜t7の期間の溶接部を示す図である。同ずは、上述した図1における定常期間中の溶接部と対応している。以下、同図を参照して説明する。
【0042】
本期間中は、溶接トーチWTは溶接方向に移動している。溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって溶接トーチWT内を溶接ワイヤ送給速度Wsで送給されて、母材2との間で消耗電極アーク3aが発生している。
【0043】
フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によって送給ガイド4b内をフィラーワイヤ送給速度Fsで送給されて、スタート期間用挿入位置cに挿入されている。フィラーワイヤ1bと母材2との間には電圧は印加されておらず、フィラーワイヤ1bには電流も通電していない。フィラーワイヤ1bは、スタート期間用のフィラーワイヤ送給速度Fsで送給されている。スタート期間用挿入位置cは、定常期間用挿入位置bよりも溶接狙い位置aに近い位置(前方の位置)に設定される。溶接狙い位置aとフィラーワイヤ1bの挿入位置との距離であるワイヤ間距離Lwは、スタート期間はa−c間距離となり、定常期間はa−b間距離となる。したがって、ワイヤ間距離Lwは、スタート期間中が定常期間中よりも短くなる。スタート期間用挿入位置cは、消耗電極3aに近づくように設定される。これは、フィラーワイヤ1bの溶融を促進するためである。このために、フィラーワイヤ1bの先端は、溶融池2aと接触状態及び/又は非接触状態となる。スタート期間と定常期間との最も大きな相違点は、ワイヤ間距離Lwの長短である。定常期間中のワイヤ間距離Lwは、例えば3〜7mm程度に設定され、スタート期間中のワイヤ間距離Lwはそれよりも例えば2〜3mm程度短くなるように設定される。
【0044】
次に、作用について説明する。時刻t1〜t3の期間は、従来技術と同様に、初期距離を一定値にするための動作である。フィラーワイヤ1bを一旦母材2と接触させ、そこからフィラーワイヤ1bを所定距離だけ逆送している。初期距離が一定値となるので、時刻t5〜t6の初期距離送給期間が一定値となる。この結果、時刻t4〜t6の期間を所定値にすることができる。すなわち、時刻t4に消耗電極アーク3aが発生してから時刻t6にフィラーワイヤ1bが送給されて溶融池と接触する時点を所定値にすることができる。このために、溶融池の大きさの成長がフィラーワイヤ1bを挿入するのに一番適した状態になった瞬間に、フィラーワイヤ1bを溶融池に挿入することができる。上記の所定距離は、例えば2〜5mm程度である。この所定距離を0mmに設定しても良い。この場合には、フィラーワイヤ1bの先端が母材2と接触状態になる。さらには、本実施の形態において、この初期距離セット動作を省略しても良い。上述したように、初期距離は、前回の溶接終了制御によって一定値になるように制御されているが、ある程度のバラツキを有している。この変動幅は、10〜30%程度である。この初期距離の変動が溶接開始部分のビード品質にあまり影響を与えないような場合には、あえて時間のかかる初期距離セット動作を行う必要はない。この場合には、図3において、時刻t3から動作が開始されることになる。溶接装置においては、図2のフィラーワイヤ送給制御回路FCが、1)項で説明した初期距離セット動作を行わずに、初期距離セット信号Lssを最初からHighレベルで出力すれば良い。
【0045】
フィラーワイヤの送給が開始されてから第2所定期間Td2が経過する時刻t7までは、従来技術とは異なり、ワイヤ間距離Lwは定常期間よりも短い値に設定されている。これにより、時刻t4〜t5の第1所定期間Td1を従来技術よりも短く設定することができる。この理由は、以下のとおりである。ワイヤ間距離Lwが短く設定されることによってフィラーワイヤ1bは消耗電極アーク3aに近づくので溶融が促進されて、溶融池の大きさが従来技術のときよりも小さい状態でフィラーワイヤ1bを挿入しても、十分に溶融することができるからである。従来技術では、第1所定期間Td1は0.4〜0.6秒程度に設定されていたが、本実施の形態では、0.1〜0.3秒程度へと0.3秒ほど短縮することができる。時刻t7は、ワイヤ間距離を定常期間用に長くしても、フィラーワイヤ1bを溶融池からの熱によって溶融することができるようになるタイミングであり、従来技術のフィラーワイヤ1bの挿入タイミングであるとも言える。したがって、第2所定期間Td2は、0.3秒程度に設定される。第1所定期間Td1と第2所定期間Td2との合算期間が、従来技術での第1所定期間Td1であると言うことができる。このように、本実施の形態では、消耗電極アーク3aが発生してからフィラーワイヤ1bの送給を開始するまでの期間を短縮することができるので、溶接開始部分のビードの品質を向上させることができる。第1所定期間Td1を短くしても、消耗電極アーク3aへの影響はないので、スパッタ発生量の増加、アーク切れ等のアーク状態が不安定になることもない。時刻t7以前のフィラーワイヤ送給速度を、以後の値よりも低速に設定している。これは、第2所定期間Td2中のフィラーワイヤ1bの溶融をより容易にするためである。時刻t7前後で変化させずに、同一値としても良い。定常期間中の溶接ワイヤ送給速度Wsは、10〜20m/min程度の範囲で設定される。定常期間中のフィラーワイヤ送給速度Fsは、溶接ワイヤ送給速度Wsの10〜30%程度に設定される。
【0046】
上述した実施の形態によれば、溶接ワイヤとフィラーワイヤとのワイヤ間距離を予め定めたスタート期間用ワイヤ間距離に設定し、溶接ワイヤの送給を開始して母材との間にアークを発生させ、このアークが発生した時点から第1所定期間だけ遅延させてフィラーワイヤの送給を開始し、このフィラーワイヤの送給開始時点から第2所定期間が経過した時点でワイヤ間距離を上記スタート期間用ワイヤ間距離よりも長い予め定めた定常期間用ワイヤ間距離に変化させる。本実施の形態では、スタート期間中は、ワイヤ間距離が定常期間よりも短くなるのでフィラーワイヤの溶融が促進されて、溶融池の大きさが従来技術のときよりも小さい状態でフィラーワイヤを挿入しても、十分に溶融することができる。このために、第1所定期間を、従来技術のときよりも短く設定することができる。したがって、本実施の形態では、アークが発生してからフィラーワイヤの送給を開始するまでの第1所定期間を短縮することができるので、溶接開始部分のビードの品質を向上させることができる。さらに、本実施の形態では、アークへの影響もないので、スパッタ発生量の増加、アーク切れ等のアーク状態が不安定になることもない。
【符号の説明】
【0047】
1a 溶接ワイヤ
1b フィラーワイヤ
2 母材
2a 溶融池
3a 消耗電極アーク
4a 給電チップ
4b 送給ガイド
5a 溶接ワイヤ用送給ロール
5b フィラーワイヤ用送給ロール
6 フィラーワイヤ移動機構
a 溶接狙い位置
b 定常期間用挿入位置
c スタート期間用挿入位置
CD 通電判別回路
Cd 通電判別信号
DV 駆動回路
Dv 駆動信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
FC フィラーワイヤ送給制御回路
Fc フィラーワイヤ送給制御信号
FIR スタート期間用フィラーワイヤ送給速度設定回路
Fir スタート期間用フィラーワイヤ送給速度設定信号
FM フィラーワイヤ用送給モータ
Fr フィラーワイヤ送給速度設定信号
Fs フィラーワイヤ送給速度
FSR 定常期間用フィラーワイヤ送給速度設定回路
Fsr 定常期間用フィラーワイヤ送給速度設定信号
ID 電流検出回路
Id 電流検出信号
Iww 溶接電流
LIR スタート期間用ワイヤ間距離設定回路
Lir スタート期間用ワイヤ間距離設定信号
LSR 定常期間用ワイヤ間距離設定回路
Lsr 定常期間用ワイヤ間距離設定信号
Lss 初期距離セット信号
Lw ワイヤ間距離
Lwr ワイヤ間距離設定信号
On 起動信号
PM 電源主回路
PS 溶接電源
RC ロボット制御装置
SL 距離切換回路
SW 送給切換回路
SW2 第2送給切換回路
TD1 第1オンディレイ回路
Td1 第1所定期間
TD2 第2オンディレイ回路
Td2 第2所定期間
Tds1 第1オンディレイ信号
Tds2 第2オンディレイ信号
VAV 電圧平均値算出回路
Vav 電圧平均値信号
VD 電圧検出回路
Vd 電圧検出信号
VR 溶接電圧設定回路
Vr 溶接電圧設定信号
Vww 溶接電圧
WC 溶接ワイヤ送給制御回路
Wc 溶接ワイヤ送給制御信号
WIR スローダウン用溶接ワイヤ送給速度設定回路
Wir スローダウン用溶接ワイヤ送給速度設定信号
WM 溶接ワイヤ用送給モータ
Wr 溶接ワイヤ送給速度設定信号
Ws 溶接ワイヤ送給速度
WSR 定常期間用溶接ワイヤ送給速度設定回路
Wsr 定常期間用溶接ワイヤ送給速度設定信号
WT 溶接トーチ
【技術分野】
【0001】
本発明は、消耗電極アークの溶融池にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接において、溶接開始部のビードを良好にするための2ワイヤ溶接の溶接開始方法に関するものである。
【背景技術】
【0002】
消耗電極アークによって形成された溶融池に、フィラーワイヤを接触させながら送給して行う2ワイヤ溶接方法は、消耗電極アークの溶接ワイヤとフィラーワイヤとの2つのワイヤを使用するために高速溶接性及び高溶着性に優れている。特に、2ワイヤ溶接方法によって高速溶接を行うときには、ハンピングビードになるのを防止するために、フィラーワイヤを消耗電極アークよりも後方から溶融池に接触させて送給することが重要である。これは、フィラーワイヤを消耗電極アーク中に送給して溶融すると、溶融池の冷却効果が小さくなり、かつ、フィラーワイヤによって溶融池の後半部の盛り上がりを抑えることもできないためにハンピングビードを抑制する効果はほとんどないからである。これに対して、フィラーワイヤをアーク周縁部の溶融池の後半部に接触させて送給し、溶融池の熱によって溶融するようにすれば溶融池が効率よく冷却され、かつ、フィラーワイヤによって溶融池後半部が抑えられてハンピングビードの形成を抑制することができる。以下の説明においては、消耗電極アークのワイヤを溶接ワイヤと記載し、フィラーワイヤとは区別することにする。消耗電極アークを発生させる溶接法としては、炭酸ガスアーク溶接法、マグ溶接法、ミグ溶接法、パルスマグ溶接法、パルスミグ溶接法、消耗電極交流パルスアーク溶接法等が使用される。
【0003】
2ワイヤ溶接の溶接開始方法は、以下のように行われるのが一般的である。溶接装置に外部から起動信号が入力されると、溶接ワイヤの送給が開始されると共に、溶接ワイヤと母材との間に溶接電圧が印加される。溶接ワイヤが母材と接触すると、溶接電流が通電して消耗電極アークが発生する。消耗電極アークが発生すると、溶接トーチは溶接方向への移動を開始する。また、消耗電極アークが発生した時点から第1所定期間だけ遅延した後に、フィラーワイヤの送給が開始される。この第1所定期間の間に、消耗電極アークによって溶融池が次第に大きくなる。フィラーワイヤが溶融池と接触すると、フィラーワイヤの先端部は溶融池からの熱によって溶融されて、接触状態が維持されて定常溶接状態へと移行する。フィラーワイヤには電流は通電していない。上記の第1所定期間は、消耗電極アークによって形成される溶融池がフィラーワイヤの挿入位置を含む大きさまで成長し、かつ、溶融池の温度がフィラーワイヤを溶融することができる値に達するまでの期間である。この第1所定期間は、継手形状、母材の板厚、母材の材質等によって適正値が変化するが、例えば0.4〜0.6秒程度である。
【0004】
フィラーワイヤが送給を開始する前のフィラーワイヤの先端と母材との距離(以下、初期距離という)は、前回の溶接終了時において略一定値となるように制御されている。しかし、このフィラーワイヤの初期距離には、ある程度のバラツキがある。初期距離が変動すると、第1所定期間経過後にフィラーワイヤの送給を開始してから溶融池に接触するまでの期間(以下、初期距離送給期間という)が変動することになり、その結果、消耗電極アークが発生してからフィラーワイヤが溶融池に接触するまでの期間が変動することになる。この消耗電極アークが発生してからフィラーワイヤが接触するまでの期間を変動がないように制御することができれば、溶融池が上述した適正状態になった瞬間にタイミングよく、フィラーワイヤを溶融池に接触させることができる。特許文献1では、この初期距離の変動を抑制するために、溶接ワイヤの送給を開始する前に、フィラーワイヤを母材と接触するまで送給するステップを追加している。このようにすれば、初期距離は0mmとなり、消耗電極アークの発生からフィラーワイヤが接触して送給されるまでの期間は上記の第1所定期間と等しくなる。また、特許文献2では、溶接ワイヤの送給を開始する前に、フィラーワイヤを母材と接触するまで送給し、その後に所定距離だけ逆方向に送給するステップを追加している。このようにすると、初期距離は所定距離と必ず等しくなる。初期距離を所定値に制御する動作を、以下、初期距離セット動作と呼ぶことにする。
【0005】
上述した2ワイヤ溶接の溶接開始方法では、第1所定期間中はフィラーワイヤが送給されないので、消耗電極アークのみでビードの形成が行われることになる。このために、溶接開始部分のビードの余盛り高さが定常期間よりも低くなり、ビード外観が悪くなり、強度も低下する。この課題を改善するためには、第1所定期間を短くしてフィラーワイヤの送給開始タイミングを早くすることが考えられる。しかし、溶融池からの熱によってフィラーワイヤが円滑に溶融することができるまでに溶融池が成長する前にフィラーワイヤの送給を開始すると、フィラーワイヤの溶融不良を生じて溶接欠陥となるおそれがある。この問題を解決するために、特許文献3では、溶接開始時点で溶接ワイヤと母材との間に消耗電極アークを発生させると共に、フィラーワイヤと母材との間にフィラーワイヤアークを発生させ、第1所定期間が経過するとフィラーワイヤアークは消弧して接触状態で送給する状態へと移行させている。すなわち、溶接開始から第1所定期間の間は、フィラーワイヤにもアークを発生させて、自己のアークからの熱によって溶融するようにしている。このようにすると、溶接開始部分のビードの余盛り高さは、定常期間と略等しくなる。しかし、溶接開始部分では近接して2つのアークが発生するために、アークが相互に干渉することになり、スパッタ発生量の増加、アーク切れ等が発生しやすくなるという新たな課題が生じる。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−106984号公報
【特許文献2】特開2009−106985号公報
【特許文献3】特開2009−72809号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
上述したように、特許文献1及び特許文献2を含む従来技術では、溶接ワイヤによる消耗電極アークのみによってビードを形成する期間が必要であるために、溶接開始部分のビードの余盛り高さが定常溶接部分よりも低くなり、ビードの品質が悪くなるという課題がある。
【0008】
また、特許文献3では、溶接開始時点から第1所定期間の間は、溶接ワイヤによる消耗電極アークと、フィラーワイヤによるアークとの2つのアークによってビードを形成する。このために、溶接開始部分のビードの余盛り高さは定常溶接部分と略同一となる。しかし、2つのアークの相互間の干渉によって、スパッタ発生量の増加、アーク切れ等が発生しやすくなる。
【0009】
そこで、本発明では、溶接開始部分のビードの品質を向上させると共に、スパッタ発生量の増加、アーク切れ等が発生しない2ワイヤ溶接の溶接開始方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
上述した課題を解決するために、請求項1の発明は、溶接ワイヤと母材との間にアークを発生させると共に、このアークによって形成された溶融池の後半部にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接の溶接開始方法において、
前記溶接ワイヤと前記フィラーワイヤとのワイヤ間距離を予め定めたスタート期間用ワイヤ間距離に設定し、前記溶接ワイヤの送給を開始して前記母材との間に前記アークを発生させ、このアークが発生した時点から第1所定期間だけ遅延させて前記フィラーワイヤの送給を開始し、このフィラーワイヤの送給開始時点から第2所定期間が経過した時点で前記ワイヤ間距離を前記スタート期間用ワイヤ間距離よりも長い予め定めた定常期間用ワイヤ間距離に変化させる、
ことを特徴とする2ワイヤ溶接の溶接開始方法である。
【0011】
請求項2の発明は、前記フィラーワイヤの送給速度を、前記第2所定期間経過前は前記第2所定期間経過後よりも低速に設定する、
ことを特徴とする請求項1記載の2ワイヤ溶接の溶接開始方法である。
【0012】
請求項3の発明は、前記溶接ワイヤの送給を開始する前に、前記フィラーワイヤが前記母材と接触するまで送給するステップを追加する、
ことを特徴とする請求項1又は2記載の2ワイヤ溶接の溶接開始方法である。
【0013】
請求項4の発明は、前記溶接ワイヤの送給を開始する前に、前記フィラーワイヤが前記母材と接触するまで送給し、接触後は送給方向を逆転させて前記フィラーワイヤの先端を前記母材から所定距離だけ離反させて送給を停止するステップを追加する、
ことを特徴とする請求項1又は2記載の2ワイヤ溶接の溶接開始方法である。
【発明の効果】
【0014】
本発明によれば、溶接ワイヤとフィラーワイヤとのワイヤ間距離を予め定めたスタート期間用ワイヤ間距離に設定し、溶接ワイヤの送給を開始して母材との間にアークを発生させ、このアークが発生した時点から第1所定期間だけ遅延させてフィラーワイヤの送給を開始し、このフィラーワイヤの送給開始時点から第2所定期間が経過した時点でワイヤ間距離を上記スタート期間用ワイヤ間距離よりも長い予め定めた定常期間用ワイヤ間距離に変化させる。本発明では、スタート期間中は、ワイヤ間距離が定常期間よりも短くなるのでフィラーワイヤの溶融が促進されて、溶融池の大きさが従来技術のときよりも小さい状態でフィラーワイヤを挿入しても、十分に溶融することができる。このために、第1所定期間を、従来技術のときよりも短く設定することができる。したがって、本発明では、アークが発生してからフィラーワイヤの送給を開始するまでの第1所定期間を短縮することができるので、溶接開始部分のビードの品質を向上させることができる。さらに、本発明では、アークへの影響もないので、スパッタ発生量の増加、アーク切れ等のアーク状態が不安定になることもない。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態に係る2ワイヤ溶接の溶接開始方法を実施するための溶接装置の構成図である。
【図2】図1で上述した溶接装置を構成する溶接電源PSのブロック図である。
【図3】本発明の実施の形態に係る2ワイヤ溶接の溶接開始方法を説明するための図1〜図2における各信号のタイミングチャートである。
【図4】スタート期間における図3の時刻t6〜t7の期間の溶接部を示す図である。
【発明を実施するための形態】
【0016】
以下、図面を参照して本発明の実施の形態について説明する。
【0017】
図1は、本発明の実施の形態に係る2ワイヤ溶接の溶接開始方法を実施するための溶接装置の構成図である。以下、同図を参照して、各構成物について説明する。
【0018】
本溶接装置は、破線で囲まれた溶接トーチWT、溶接電源PS、ロボット制御装置RC及びロボット(図示は省略)を備えている。溶接トーチWTは、溶接ワイヤ1aに給電するための給電チップ4a、フィラーワイヤ1bを挿入位置にガイドするための送給ガイド4b及びフィラーワイヤ移動機構6を備えている。フィラーワイヤ移動機構6は、後述するワイや間距離設定信号Lwrを入力として、フィラーワイヤ1bの挿入位置をこの設定信号Lwrの値に応じて溶接方向の前後方向に移動させてワイヤ間距離Lwを自動的に調整するモータを含む機構である。この機構としては、従来から、モータの回転運動を滑子クランク機構により直線運動に変換する機構、モータの回転運動をクランクと揺動梃により揺動運動に変換する機構等が用いられている。溶接トーチWTの先端からは炭酸ガス、炭酸ガスとアルゴンガスとの混合ガス等のシールドガス(図示は省略)が噴出している。溶接トーチWTは、ロボット(図示は省略)によって保持されて、ロボット制御装置RC内に記憶されている作業プログラムに従って、溶接線に沿って移動される。
【0019】
溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって溶接トーチWT内を溶接ワイヤ送給速度Wsで送給されて、母材2との間で消耗電極アーク3aが発生する。フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によって送給ガイド4b内をフィラーワイヤ送給速度Fsで送給されて、溶融池2aの後半部に接触された状態で挿入される。同図の溶接部は、定常期間の状態を示している。スタート期間の溶接部については、図4で後述する。
【0020】
溶接ワイヤ1aと母材2との間には溶接電圧Vwwが印加されており、消耗電極アーク3a中を溶接電流Iwwが通電している。同図では、溶接方向は左方向となっている。先行する消耗電極アーク3aによって溶融池2aが形成される。フィラーワイヤ1bと母材2との間には電圧は印加されておらず、電流も通電していない。フィラーワイヤ1bは、溶融池2aの後半部に接触した状態で挿入されており、溶融池2aからの熱によって溶融される。フィラーワイヤ1bは、消耗電極アーク3aの発生部外を送給される。これは、上述したように、フィラーワイヤ1bが消耗電極アーク3aによって直接溶融されることを防止するためである。溶接ワイヤ1aの前進角は、0〜30°程度の範囲であり、同図では面直(0°)の場合である。フィラーワイヤ1bの前進角は、20〜50°の範囲である。すなわち、フィラーワイヤ1bは、斜め前方方向に挿入されることになる。
【0021】
溶接ワイヤ1aの送給方向を示す中心線を一点鎖線で示しており、この中心線が母材2表面と交わる点が、溶接狙い位置aとなる。フィラーワイヤ1bの挿入位置は、定常期間用挿入位置bとなっている。この定常期間用挿入位置bは、消耗電極アーク3aの発生部よりも後方で、かつ、溶融池2aの後方端部よりも前方となる範囲に設定される。溶接狙い位置aと定常期間用挿入位置bとの距離がワイヤ間距離Lw(mm)となる。このワイヤ間距離Lwは、上述したように、ワイヤ間距離設定信号Lwrによって設定される。
【0022】
溶接電源PSは、給電チップ4aを介して溶接ワイヤ1aと母材2との間に、溶接電圧Vwwを印加することにより、溶接電流Iwwを通電するための電源である。溶接電源PSからは、溶接ワイヤ用送給モータWMに対して溶接ワイヤ送給制御信号Wcが送られ、溶接ワイヤ送給速度Wsが制御されると共に、フィラーワイヤ用送給モータFMに対してフィラーワイヤ送給制御信号Fcが送られ、フィラーワイヤ送給速度Fsが制御される。また、溶接電源PSは、溶接ワイヤ1aとフィラーワイヤ1bとのワイヤ間距離Lwを設定するための上記のワイヤ間距離設定信号Lwrを上記のフィラーワイヤ移動機構6に出力する。溶接電源PSから給電チップ4aを介して溶接電圧Vwwが印加されるときは、溶接ワイヤ1aが+側とされる。溶接電源PSは、通常と同様に定電圧特性の電源である。したがって、溶接電流Iwwは、溶接ワイヤ送給速度Wsによってその値が定まる。
【0023】
ロボット制御装置RCは、起動信号Onを溶接電源PSに出力し、溶接電源PSから通電判別信号Cdが入力される。この通電判別信号cdは、溶接ワイヤ1aと母材2との間に消耗電極アーク3aが発生したことを溶接電流Iwwが通電したことによって判別する信号である。ロボット制御装置RCは、記憶されている作業プログラムに従ってロボットに搭載された溶接トーチWTを溶接開始位置まで移動させて停止する。そして、溶接電源PSに起動信号Onを出力する。そして、通電判別信号CdがHighレベルになると、溶接トーチWTを溶接線に沿って移動させる。これらの信号の詳細については、後述する。
【0024】
図2は、図1で上述した溶接装置を構成する溶接電源PSのブロック図である。以下、同図を参照して各ブロックについて説明する。
【0025】
電源主回路PMは、3相200V等の商用電源(図示は省略)を入力として、後述する駆動信号Dvに従ってインバータ制御等の出力制御を行い、溶接電圧Vww及び溶接電流Iwwを出力する。この電源主回路PMは、図示は省略するが、商用電源を整流する1次整流回路と、整流された直流を平滑するコンデンサと、平滑された直流を高周波交流に変換するインバータ回路と、高周波交流をアーク溶接に適した電圧値に降圧するインバータトランスと、降圧された高周波交流を整流する2次整流回路と、整流された直流を平滑するリアクトルと、を備えている。溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって給電チップ4a内を給電されながら送給されて、母材2との間に消耗電極アーク3aが発生する。フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によって送給ガイド4b内を送給されて、溶融池に挿入される。フィラーワイヤ移動機構6は、フィラーワイヤ1bの挿入位置を調整する。溶接トーチの構造は上述した図1のとおりであるが、ここでは簡略化して図示している。
【0026】
電圧検出回路VDは、上記の溶接電圧Vwwを検出して、電圧検出信号Vdを出力する。電圧平均値算出回路VAVは、この電圧検出信号Vdをローパスフィルタ(カットオフ周波数1〜10Hz程度)に通すことによって平均化(平滑化)して、電圧平均値信号Vavを出力する。
【0027】
溶接電圧設定回路VRは、予め定めた溶接電圧設定信号Vrを出力する。電圧誤差増幅回路EVは、この溶接電圧設定信号Vrと上記の電圧平均値信号Vavとの誤差を増幅して、電圧誤差増幅信号Evを出力する。この回路によって、溶接電源は定電圧特性の電源となる。駆動回路DVは、この電圧誤差増幅信号Ev、後述する初期距離セット信号Lss及びロボット制御装置RCからの起動信号Onを入力として、起動信号On及び初期距離セット信号Lssが共にHighレベル(起動かつセット完了)であるときは、電圧誤差増幅信号Evに基づいてパルス幅変調制御を行い、上記の電源主回路内のインバータ回路を駆動するための駆動信号Dvを出力する。これにより、溶接電源PSは出力を開始する。
【0028】
電流検出回路IDは、上記の溶接電流Iwwを検出して、電流検出信号Idを出力する。通電判別回路CDは、この電流検出信号Idを入力として、その値が予め定めたしきい値以上のときは、溶接電流Iwwが通電したと判別してHighレベルとなる通電判別信号Cdを、後述する送給切換回路SW、後述する第1オンディレイ回路TD1及びロボット制御装置RCに出力する。しきい値は、例えば5A程度に設定される。これにより、消耗電極アーク3aの発生を判別している。
【0029】
スローダウン用溶接ワイヤ送給速度設定回路WIRは、予め定めたスローダウン用溶接ワイヤ送給速度設定信号Wirを出力する。定常期間用溶接ワイヤ送給速度設定回路WSRは、予め定めた定常期間用溶接ワイヤ送給速度設定信号Wsrを出力する。送給切換回路SWは、上記のスローダウン用溶接ワイヤ送給速度設定信号Wir、上記の定常期間用溶接ワイヤ送給速度設定信号Wsr及び上記の通電判別信号Cdを入力として、通電判別信号CdがLowレベル(非通電)のときはスローダウン用溶接ワイヤ送給速度設定信号Wirを溶接ワイヤ送給速度設定信号Wrとして出力し、Highレベル(通電)のときは定常期間用溶接ワイヤ送給速度設定信号Wsrを溶接ワイヤ送給速度設定信号Wrとして出力する。溶接ワイヤ送給制御回路WCは、この溶接ワイヤ送給速度設定信号Wr、後述する初期距離セット信号Lss及びロボット制御装置RCからの起動信号Onを入力として、起動信号On及び初期距離セット信号Lssが共にHighレベル(起動かつセット完了)のときは、溶接ワイヤ送給速度設定信号Wrによって定まる送給速度で溶接ワイヤ1aを送給するための溶接ワイヤ送給制御信号Wcを上記の溶接ワイヤ用送給モータWMに出力する。
【0030】
第1オンディレイ回路TD1は、上記の通電判別信号Cdを入力として、通電判別信号CdがHighレベル(通電)に変化した時点を第1所定期間Td1だけオンディレイして、第1オンディレイ信号Tds1を出力する。この第1オンディレイ信号Tds1は、消耗電極アーク3aが発生した時点から第1所定期間Td1が経過した時点で、LowレベルからHighレベルに変化する。第2オンディレイ回路TD2は、上記の第1オンディレイ信号Tds1を入力として、第1オンディレイ信号Tds1がHighレベルに変化した時点を第2所定期間Td2だけオンディレイして、第2オンディレイ信号Tds2を出力する。この第2オンディレイ信号Tds2は、フィラーワイヤ1bが溶接のための送給を開始した時点から第2所定期間Td2が経過した時点で、LowレベルからHighレベルに変化する。
【0031】
スタート期間用ワイヤ間距離設定回路LIRは、予め定めたスタート期間用ワイヤ間距離設定信号Lirを出力する。定常期間用ワイヤ間距離設定回路LSRは、予め定めた定常期間用ワイヤ間距離設定信号Lsrを出力する。距離切換回路SLは、上記のスタート期間用ワイヤ間距離設定信号Lir、上記の定常期間用ワイヤ間距離設定信号Lsr及び上記の第2オンディレイ信号Tds2を入力として、第2オンディレイ信号Tds2がLowレベルのときはスタート期間用ワイヤ間距離設定信号Lirをワイヤ間距離設定信号Lwrとして上記のフィラーワイヤ移動機構6に出力し、Highレベルのときは定常期間用ワイヤ間距離設定信号Lsrをワイヤ間距離設定信号Lwrとして上記のフィラーワイヤ移動機構6に出力する。
【0032】
スタート期間用フィラーワイヤ送給速度設定回路FIRは、予め定めたスタート期間用フィラーワイヤ送給速度設定信号Firを出力する。定常期間用フィラーワイヤ送給速度設定回路FSRは、予め定めた定常期間用フィラーワイヤ送給速度設定信号Fsrを出力する。第2送給切換回路SW2は、上記のスタート期間用フィラーワイヤ送給速度設定信号Fir、上記の定常期間用フィラーワイヤ送給速度設定信号Fsr及び上記の第2オンディレイ信号Tds2を入力として、第2オンディレイ信号Tds2がLowレベルのときはスタート期間用フィラーワイヤ送給速度設定信号Firをフィラーワイヤ送給速度設定信号Frとして出力し、Highレベルのときは定常期間用フィラーワイヤ送給速度設定信号Fsrをフィラーワイヤ送給速度設定信号Frとして出力する。
【0033】
フィラーワイヤ送給制御回路FCは、ロボット制御装置RCからの起動信号On、上記のフィラーワイヤ送給速度設定信号Fr及び上記の第1オンディレイ信号Tds1を入力として、以下の処理を行い、初期距離セット信号Lssを出力すると共に、フィラーワイヤ送給制御信号Fcを上記のフィラーワイヤ用送給モータFMに出力する。
1) 起動信号OnがHighレベル(起動)に変化すると、初期距離セット動作に移行し、フィラーワイヤ1bの送給を開始する。フィラーワイヤ用送給モータFMを通電する電流値がしきい値以上になったことによってフィラーワイヤ1bと母材2との接触を判別すると、フィラーワイヤ1bを予め定めた逆送期間だけ逆送して停止するためのフィラーワイヤ送給制御信号Fcを出力する。この動作が完了したときに、初期距離セット信号LssをHighレベルにして出力する。この初期距離セット動作中のフィラーワイヤ送給速度設定信号Frの値は、スタート期間用フィラーワイヤ送給速度設定信号Firによって定まる値となる。フィラーワイヤ1bは、一定の送給速度で一定の期間(逆送期間)だけ逆送されるので、送給が停止した後の所期距離は、所定距離となる。
2) 第1オンディレイ信号Tds1がHighレベルに変化すると、フィラーワイヤ1bをフィラーワイヤ送給速度設定信号Frの値によって送給するためのフィラーワイヤ送給制御信号Fcを出力する。
【0034】
上記では、フィラーワイヤ1bが母材2と接触すると、モータのトルクが増大してモータの電流値が増大することを利用して接触判別を行っている。これ以外にも、接触判別電圧をフィラーワイヤ1bと母材2との間に印加し、電流の通電又は電圧の降下によって接触を判別する方法もある。このときに、フィラーワイヤ1bにアークが発生しないようにするために、接触判別電圧値又は電流値を小さな値に設定する。
【0035】
図3は、本発明の実施の形態に係る2ワイヤ溶接の溶接開始方法を説明するための図1〜図2における各信号のタイミングチャートである。同図(A)は起動信号Onの時間変化を示し、同図(B)は通電判別信号Cdの時間変化を示し、同図(C)は初期距離セット信号Lssの時間変化を示し、同図(D)は溶接電圧Vwwの時間変化を示し、同図(E)は溶接ワイヤ送給速度Wsの時間変化を示し、同図(F)は溶接電流Iwwの時間変化を示し、同図(G)は第1オンディレイ信号Tds1の時間変化を示し、同図(H)は第2オンディレイ信号Tds2の時間変化を示し、同図(I)はフィラーワイヤ送給速度Fsの時間変化を示し、同図(J)はワイヤ間距離Lwの時間変化を示す。以下、同図を参照して説明する。フィラーワイヤ1bには電圧は印加されておらず、電流も通電しない。したがって、フィラーワイヤ1bにはアークは発生しない。
【0036】
(1)時刻t1〜t3の初期距離セット動作
時刻t1において、同図(A)に示すように、起動信号OnがHighレベルに変化すると、上述した初期距離セット動作に移行する。起動信号OnがHighレベルに変化すると、同図(I)に示すように、フィラーワイヤ送給速度Fsは、正の値のスタート期間用フィラーワイヤ送給速度設定信号Firによって定まる値となり、フィラーワイヤ1bの送給が開始される。時刻t2においてフィラーワイヤ1bが母材2と接触したことを上述した方法によって判別すると、同図(I)に示すように、フィラーワイヤ送給速度Fsは負の値のスタート期間用フィラーワイヤ送給速度設定信号Firによって定まる値となり、フィラーワイヤ1bは逆送を開始する。そして、時刻t2から予め定めた逆送期間が経過した時刻t3において、同図(I)に示すように、フィラーワイヤ送給速度Fsは0となり、送給を停止する。これに応動して、同図(C)に示すように、初期距離セット信号LssがHighレベルに変化する。同図(J)に示すように、ワイヤ間距離Lwは、同図(H)に示す第2オンディレイ信号Tds2がLowレベルであるので、スタート期間用ワイヤ間距離設定信号Lirによって定まる値となっている。すなわち、定常期間よりも短いワイヤ間距離となっている。これにより、初期距離セット動作が完了する。この時刻t1〜t3の期間中は、溶接電源PSは出力は停止状態にあるので、同図(B)に示すように、通電判別信号CdはLowレベルであり、同図(D)に示すように、溶接電圧Vwwは0Vであり、同図(E)に示すように、溶接ワイヤ送給速度Wsは0であり、同図(F)に示すように、溶接電流Iwwは0Aである。また、この期間中は、同図(G)に示すように、第1オンディレイ信号Tds1はLowレベルであり、同図(H)に示すように、第2オンディレイ信号Tds2はLowレベルである。また、同図(I)に示すように、時刻t3〜t5の期間中のフィラーワイヤ送給速度Fsは停止しているので0となる。
【0037】
(2)時刻t3〜t4のスローダウン期間
時刻t3において、同図(C)に示すように、初期距離セット信号LssがHighレベルに変化すると、同図(D)に示すように、溶接電圧Vwwは80V程度の無負荷電圧値となり、同図(E)に示すように、溶接ワイヤ送給速度Wsはスローダウン用溶接ワイヤ送給速度設定信号Wirによって定まる値となり、溶接ワイヤ1aは例えば2m/min程度の遅い送給速度で送給される。同図(F)に示すように、溶接電流Iwwは無負荷状態であるので0Aのままである。
【0038】
(3)時刻t4〜t5の第1所定期間Td1
時刻t4において溶接ワイヤ1aが母材2と接触して消耗電極アーク3aが発生すると、同図(D)に示すように、溶接電圧Vwwは短時間0V近くまで低下した後に20〜30V程度のアーク電圧値となる。同時に同図(F)に示すように、溶接電流Iwwが通電し、同図(B)に示すように、通電判別信号CdがHighレベルに変化する。これに応動して、同図(E)に示すように、溶接ワイヤ送給速度Wsは定常期間用溶接ワイヤ送給速度設定信号Wsrによって定まる値となり、送給速度が速くなる。通電判別信号CdがHighレベルに変化すると、溶接トーチはロボットによって溶接方向への移動を開始する。
【0039】
(4)時刻t5〜t7の第2所定期間Td2
通電判別信号CdがHighレベルに変化した時刻t4から第1所定期間Td1が経過した時刻t5において、同図(G)に示すように、第1オンディレイ信号Tds1がHighレベルに変化する。これに応動して、同図(I)に示すように、フィラーワイヤ送給速度Fsはスタート期間用フィラーワイヤ送給速度設定信号Firによって定まる値となり、フィラーワイヤ1bは再び送給される。そして、時刻t6において、フィラーワイヤ1bが溶融池と接触すると、溶融池からの熱によって接触状態を維持したままで溶融される。同図(J)に示すように、このときのワイヤ間距離Lwは、同図(H)に示す第2オンディレイ信号Tds2がまだLowレベルであるので、スタート期間用ワイヤ間距離設定信号Lirによって定まる値となる。すなわち、定常期間よりも短い値となる。このために、消耗電極アーク3aに近づくことになるので、フィラーワイヤ1bの溶融は促進される。時刻t5〜t6の期間が初期距離送給期間となり、例えば0.05秒程度である。
【0040】
(5)時刻t7以降の定常期間
第1オンディレイ信号Tds1がHighレベルに変化した時刻t5から第2所定期間Td2が経過した時刻t7において、同図(J)に示すように、ワイヤ間距離Lwは定常期間用ワイヤ間距離設定信号Lsrによって定まる値へと長くなる。これに応動して、同図(I)に示すように、フィラーワイヤ送給速度Fsは定常期間用フィラーワイヤ送給速度設定信号Fsrによって定まる値となり、送給速度は速くなる。これにより、ワイヤ間距離Lwは定常期間用の長い値となり、消耗電極アーク3aと、溶融池の後半部に接触して送給されるフィラーワイヤ1bとで定常期間の溶接が行われる。
【0041】
図4は、スタート期間における図3の時刻t6〜t7の期間の溶接部を示す図である。同ずは、上述した図1における定常期間中の溶接部と対応している。以下、同図を参照して説明する。
【0042】
本期間中は、溶接トーチWTは溶接方向に移動している。溶接ワイヤ1aは、溶接ワイヤ用送給モータWMに結合された溶接ワイヤ用送給ロール5aの回転によって溶接トーチWT内を溶接ワイヤ送給速度Wsで送給されて、母材2との間で消耗電極アーク3aが発生している。
【0043】
フィラーワイヤ1bは、フィラーワイヤ用送給モータFMに結合されたフィラーワイヤ用送給ロール5bの回転によって送給ガイド4b内をフィラーワイヤ送給速度Fsで送給されて、スタート期間用挿入位置cに挿入されている。フィラーワイヤ1bと母材2との間には電圧は印加されておらず、フィラーワイヤ1bには電流も通電していない。フィラーワイヤ1bは、スタート期間用のフィラーワイヤ送給速度Fsで送給されている。スタート期間用挿入位置cは、定常期間用挿入位置bよりも溶接狙い位置aに近い位置(前方の位置)に設定される。溶接狙い位置aとフィラーワイヤ1bの挿入位置との距離であるワイヤ間距離Lwは、スタート期間はa−c間距離となり、定常期間はa−b間距離となる。したがって、ワイヤ間距離Lwは、スタート期間中が定常期間中よりも短くなる。スタート期間用挿入位置cは、消耗電極3aに近づくように設定される。これは、フィラーワイヤ1bの溶融を促進するためである。このために、フィラーワイヤ1bの先端は、溶融池2aと接触状態及び/又は非接触状態となる。スタート期間と定常期間との最も大きな相違点は、ワイヤ間距離Lwの長短である。定常期間中のワイヤ間距離Lwは、例えば3〜7mm程度に設定され、スタート期間中のワイヤ間距離Lwはそれよりも例えば2〜3mm程度短くなるように設定される。
【0044】
次に、作用について説明する。時刻t1〜t3の期間は、従来技術と同様に、初期距離を一定値にするための動作である。フィラーワイヤ1bを一旦母材2と接触させ、そこからフィラーワイヤ1bを所定距離だけ逆送している。初期距離が一定値となるので、時刻t5〜t6の初期距離送給期間が一定値となる。この結果、時刻t4〜t6の期間を所定値にすることができる。すなわち、時刻t4に消耗電極アーク3aが発生してから時刻t6にフィラーワイヤ1bが送給されて溶融池と接触する時点を所定値にすることができる。このために、溶融池の大きさの成長がフィラーワイヤ1bを挿入するのに一番適した状態になった瞬間に、フィラーワイヤ1bを溶融池に挿入することができる。上記の所定距離は、例えば2〜5mm程度である。この所定距離を0mmに設定しても良い。この場合には、フィラーワイヤ1bの先端が母材2と接触状態になる。さらには、本実施の形態において、この初期距離セット動作を省略しても良い。上述したように、初期距離は、前回の溶接終了制御によって一定値になるように制御されているが、ある程度のバラツキを有している。この変動幅は、10〜30%程度である。この初期距離の変動が溶接開始部分のビード品質にあまり影響を与えないような場合には、あえて時間のかかる初期距離セット動作を行う必要はない。この場合には、図3において、時刻t3から動作が開始されることになる。溶接装置においては、図2のフィラーワイヤ送給制御回路FCが、1)項で説明した初期距離セット動作を行わずに、初期距離セット信号Lssを最初からHighレベルで出力すれば良い。
【0045】
フィラーワイヤの送給が開始されてから第2所定期間Td2が経過する時刻t7までは、従来技術とは異なり、ワイヤ間距離Lwは定常期間よりも短い値に設定されている。これにより、時刻t4〜t5の第1所定期間Td1を従来技術よりも短く設定することができる。この理由は、以下のとおりである。ワイヤ間距離Lwが短く設定されることによってフィラーワイヤ1bは消耗電極アーク3aに近づくので溶融が促進されて、溶融池の大きさが従来技術のときよりも小さい状態でフィラーワイヤ1bを挿入しても、十分に溶融することができるからである。従来技術では、第1所定期間Td1は0.4〜0.6秒程度に設定されていたが、本実施の形態では、0.1〜0.3秒程度へと0.3秒ほど短縮することができる。時刻t7は、ワイヤ間距離を定常期間用に長くしても、フィラーワイヤ1bを溶融池からの熱によって溶融することができるようになるタイミングであり、従来技術のフィラーワイヤ1bの挿入タイミングであるとも言える。したがって、第2所定期間Td2は、0.3秒程度に設定される。第1所定期間Td1と第2所定期間Td2との合算期間が、従来技術での第1所定期間Td1であると言うことができる。このように、本実施の形態では、消耗電極アーク3aが発生してからフィラーワイヤ1bの送給を開始するまでの期間を短縮することができるので、溶接開始部分のビードの品質を向上させることができる。第1所定期間Td1を短くしても、消耗電極アーク3aへの影響はないので、スパッタ発生量の増加、アーク切れ等のアーク状態が不安定になることもない。時刻t7以前のフィラーワイヤ送給速度を、以後の値よりも低速に設定している。これは、第2所定期間Td2中のフィラーワイヤ1bの溶融をより容易にするためである。時刻t7前後で変化させずに、同一値としても良い。定常期間中の溶接ワイヤ送給速度Wsは、10〜20m/min程度の範囲で設定される。定常期間中のフィラーワイヤ送給速度Fsは、溶接ワイヤ送給速度Wsの10〜30%程度に設定される。
【0046】
上述した実施の形態によれば、溶接ワイヤとフィラーワイヤとのワイヤ間距離を予め定めたスタート期間用ワイヤ間距離に設定し、溶接ワイヤの送給を開始して母材との間にアークを発生させ、このアークが発生した時点から第1所定期間だけ遅延させてフィラーワイヤの送給を開始し、このフィラーワイヤの送給開始時点から第2所定期間が経過した時点でワイヤ間距離を上記スタート期間用ワイヤ間距離よりも長い予め定めた定常期間用ワイヤ間距離に変化させる。本実施の形態では、スタート期間中は、ワイヤ間距離が定常期間よりも短くなるのでフィラーワイヤの溶融が促進されて、溶融池の大きさが従来技術のときよりも小さい状態でフィラーワイヤを挿入しても、十分に溶融することができる。このために、第1所定期間を、従来技術のときよりも短く設定することができる。したがって、本実施の形態では、アークが発生してからフィラーワイヤの送給を開始するまでの第1所定期間を短縮することができるので、溶接開始部分のビードの品質を向上させることができる。さらに、本実施の形態では、アークへの影響もないので、スパッタ発生量の増加、アーク切れ等のアーク状態が不安定になることもない。
【符号の説明】
【0047】
1a 溶接ワイヤ
1b フィラーワイヤ
2 母材
2a 溶融池
3a 消耗電極アーク
4a 給電チップ
4b 送給ガイド
5a 溶接ワイヤ用送給ロール
5b フィラーワイヤ用送給ロール
6 フィラーワイヤ移動機構
a 溶接狙い位置
b 定常期間用挿入位置
c スタート期間用挿入位置
CD 通電判別回路
Cd 通電判別信号
DV 駆動回路
Dv 駆動信号
EV 電圧誤差増幅回路
Ev 電圧誤差増幅信号
FC フィラーワイヤ送給制御回路
Fc フィラーワイヤ送給制御信号
FIR スタート期間用フィラーワイヤ送給速度設定回路
Fir スタート期間用フィラーワイヤ送給速度設定信号
FM フィラーワイヤ用送給モータ
Fr フィラーワイヤ送給速度設定信号
Fs フィラーワイヤ送給速度
FSR 定常期間用フィラーワイヤ送給速度設定回路
Fsr 定常期間用フィラーワイヤ送給速度設定信号
ID 電流検出回路
Id 電流検出信号
Iww 溶接電流
LIR スタート期間用ワイヤ間距離設定回路
Lir スタート期間用ワイヤ間距離設定信号
LSR 定常期間用ワイヤ間距離設定回路
Lsr 定常期間用ワイヤ間距離設定信号
Lss 初期距離セット信号
Lw ワイヤ間距離
Lwr ワイヤ間距離設定信号
On 起動信号
PM 電源主回路
PS 溶接電源
RC ロボット制御装置
SL 距離切換回路
SW 送給切換回路
SW2 第2送給切換回路
TD1 第1オンディレイ回路
Td1 第1所定期間
TD2 第2オンディレイ回路
Td2 第2所定期間
Tds1 第1オンディレイ信号
Tds2 第2オンディレイ信号
VAV 電圧平均値算出回路
Vav 電圧平均値信号
VD 電圧検出回路
Vd 電圧検出信号
VR 溶接電圧設定回路
Vr 溶接電圧設定信号
Vww 溶接電圧
WC 溶接ワイヤ送給制御回路
Wc 溶接ワイヤ送給制御信号
WIR スローダウン用溶接ワイヤ送給速度設定回路
Wir スローダウン用溶接ワイヤ送給速度設定信号
WM 溶接ワイヤ用送給モータ
Wr 溶接ワイヤ送給速度設定信号
Ws 溶接ワイヤ送給速度
WSR 定常期間用溶接ワイヤ送給速度設定回路
Wsr 定常期間用溶接ワイヤ送給速度設定信号
WT 溶接トーチ
【特許請求の範囲】
【請求項1】
溶接ワイヤと母材との間にアークを発生させると共に、このアークによって形成された溶融池の後半部にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接の溶接開始方法において、
前記溶接ワイヤと前記フィラーワイヤとのワイヤ間距離を予め定めたスタート期間用ワイヤ間距離に設定し、前記溶接ワイヤの送給を開始して前記母材との間に前記アークを発生させ、このアークが発生した時点から第1所定期間だけ遅延させて前記フィラーワイヤの送給を開始し、このフィラーワイヤの送給開始時点から第2所定期間が経過した時点で前記ワイヤ間距離を前記スタート期間用ワイヤ間距離よりも長い予め定めた定常期間用ワイヤ間距離に変化させる、
ことを特徴とする2ワイヤ溶接の溶接開始方法。
【請求項2】
前記フィラーワイヤの送給速度を、前記第2所定期間経過前は前記第2所定期間経過後よりも低速に設定する、
ことを特徴とする請求項1記載の2ワイヤ溶接の溶接開始方法。
【請求項3】
前記溶接ワイヤの送給を開始する前に、前記フィラーワイヤが前記母材と接触するまで送給するステップを追加する、
ことを特徴とする請求項1又は2記載の2ワイヤ溶接の溶接開始方法。
【請求項4】
前記溶接ワイヤの送給を開始する前に、前記フィラーワイヤが前記母材と接触するまで送給し、接触後は送給方向を逆転させて前記フィラーワイヤの先端を前記母材から所定距離だけ離反させて送給を停止するステップを追加する、
ことを特徴とする請求項1又は2記載の2ワイヤ溶接の溶接開始方法。
【請求項1】
溶接ワイヤと母材との間にアークを発生させると共に、このアークによって形成された溶融池の後半部にフィラーワイヤを接触させながら送給して行う2ワイヤ溶接の溶接開始方法において、
前記溶接ワイヤと前記フィラーワイヤとのワイヤ間距離を予め定めたスタート期間用ワイヤ間距離に設定し、前記溶接ワイヤの送給を開始して前記母材との間に前記アークを発生させ、このアークが発生した時点から第1所定期間だけ遅延させて前記フィラーワイヤの送給を開始し、このフィラーワイヤの送給開始時点から第2所定期間が経過した時点で前記ワイヤ間距離を前記スタート期間用ワイヤ間距離よりも長い予め定めた定常期間用ワイヤ間距離に変化させる、
ことを特徴とする2ワイヤ溶接の溶接開始方法。
【請求項2】
前記フィラーワイヤの送給速度を、前記第2所定期間経過前は前記第2所定期間経過後よりも低速に設定する、
ことを特徴とする請求項1記載の2ワイヤ溶接の溶接開始方法。
【請求項3】
前記溶接ワイヤの送給を開始する前に、前記フィラーワイヤが前記母材と接触するまで送給するステップを追加する、
ことを特徴とする請求項1又は2記載の2ワイヤ溶接の溶接開始方法。
【請求項4】
前記溶接ワイヤの送給を開始する前に、前記フィラーワイヤが前記母材と接触するまで送給し、接触後は送給方向を逆転させて前記フィラーワイヤの先端を前記母材から所定距離だけ離反させて送給を停止するステップを追加する、
ことを特徴とする請求項1又は2記載の2ワイヤ溶接の溶接開始方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2013−75318(P2013−75318A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216960(P2011−216960)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]