
2成分現像剤とそれを用いた現像方法及び画像形成装置

【課題】極めて多数枚の画像形成を行っても、現像剤劣化による転写性の低下、キャリア付着やトナー及びキャリア飛散が発生しない、それ故、仕上がり画像濃度が極めて安定であり、かつ、白抜け黒ポチ等の故障が起こらない2成分現像剤と、現像方法及び画像形成装置を提供する。
【解決手段】少なくとも樹脂と着色剤を含有する静電荷像現像用トナーと磁性キャリアを含む2成分現像剤において、該トナーはコアと、該コアを被覆する少なくとも1層の樹脂を含有するシェルを有し、シェルの8点平均膜厚が100〜300nmであり、かつ、シェルの最大膜厚(Hmax)と最小膜厚(Hmin)の比(Hmax/Hmin)が1.0以上1.5未満であり、該キャリアは磁性芯材である多孔質フェライト粒子を樹脂粒子で被覆して作製され、且つ、トナーの比重Aとキャリアの比重Bの比が、B/A=1.5〜3.5の範囲であることを特徴とする2成分現像剤。
【解決手段】少なくとも樹脂と着色剤を含有する静電荷像現像用トナーと磁性キャリアを含む2成分現像剤において、該トナーはコアと、該コアを被覆する少なくとも1層の樹脂を含有するシェルを有し、シェルの8点平均膜厚が100〜300nmであり、かつ、シェルの最大膜厚(Hmax)と最小膜厚(Hmin)の比(Hmax/Hmin)が1.0以上1.5未満であり、該キャリアは磁性芯材である多孔質フェライト粒子を樹脂粒子で被覆して作製され、且つ、トナーの比重Aとキャリアの比重Bの比が、B/A=1.5〜3.5の範囲であることを特徴とする2成分現像剤。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、静電荷像現像用の現像剤と、それを用いた現像方法及び画像形成装置に関するものである。
【背景技術】
【0002】
近年、社会全般の省エネルギー化、省資源化への対応の動きの中で、電子写真技術においては画像形成装置全体で消費される電力量と、廃棄物量を削減する必要性が高まってきている。
【0003】
上記の観点から、電子写真技術による画像形成装置を全体的に見た場合、定着装置で消費される電力量が大きく、定着温度を下げて電力量の削減が省エネルギー化への対応策として大きな比重を占める。又、省資源化への対応としては現像剤を長寿命化することにより廃棄される現像剤の量を削減することが効果的である。
【0004】
さらに近年、画像形成装置の高速化、特にカラー画像形成装置の高速化につれて現像器内の撹拌強度が高まり、現像剤が受ける撹拌によるストレスが大きくなった。その結果、トナーの劣化が促進され、トナーの破砕に伴う帯電量低下、外添剤の埋没が著しく発生するようになった。これら過酷な条件においても極めて耐久性が高く、現像剤の長寿命化が達成出来る現像剤や現像方法の開発が必要になっている。
【0005】
この対策としては、キャリアの低比重化が進められ、磁性体分散型のキャリアなどが提唱されているが、衝撃による割れ、変形を生じやすいという問題を生じていた(例えば、特許文献1)。
【0006】
一方、多孔質磁性コア粒子の空孔に樹脂成分を充填し、キャリアの低比重化を図る技術が提案されている(例えば、特許文献2及び3)。いうまでもなく、空孔に樹脂成分を充填しなければ、さらに低比重化を促進できる。しかし、樹脂成分を充填しなければ、多孔質フェライトの細孔内部にまで被覆用樹脂が浸透するため、均一な樹脂被覆層が形成できず、生産上も特性がバラツクという問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−248684号公報
【特許文献2】特開2006−337579号公報
【特許文献3】特開2008−224882号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記課題を解決するためになされた。
【0009】
本発明は、多孔質フェライト粒子を磁性芯材とするキャリアと静電潜像現像用トナー(単にトナーともいう)からなる2成分現像剤(以下、単に現像剤ということがある)と、それを用いた現像方法及び画像形成装置に関するものである。
【0010】
即ち、本発明の目的は、極めて多数枚の画像形成を行っても、現像剤劣化による転写性の低下、キャリア付着やトナー及びキャリア飛散が発生しない、それ故、仕上がり画像濃度が極めて安定であり、かつ、白抜け黒ポチ等の故障が起こらない2成分現像剤と、それを用いた現像方法及び画像形成装置を提供することである。
【課題を解決するための手段】
【0011】
本発明の発明者が鋭意検討した結果、本発明の目的は、下記構成を採ることにより達成出来ることを突き止めた。
【0012】
(1)
少なくとも樹脂と着色剤を含有する静電荷像現像用トナーと磁性キャリアを含む2成分現像剤において、
該トナーはコアと、該コアを被覆する少なくとも1層の樹脂を含有するシェルを有し、シェルの8点平均膜厚が100〜300nmであり、かつ、シェルの最大膜厚(Hmax)と最小膜厚(Hmin)の比(Hmax/Hmin)が1.0以上1.5未満であり、
該キャリアは磁性芯材である多孔質フェライト粒子を樹脂粒子で被覆して作製され、
且つ、トナーの比重Aとキャリアの比重Bの比が、B/A=1.5〜3.5の範囲であることを特徴とする2成分現像剤。
【0013】
(2)
前記多孔質フェライト粒子の細孔径が0.2μm以上1.8μm以下であることを特徴とする(1)記載の2成分現像剤。
【0014】
(3)
(1)又は(2)記載の2成分現像剤を用いてトリクル現像方式で現像することを特徴とする現像方法。
【0015】
(4)
(3)記載の現像方法を適用したことを特徴とする画像形成装置。
【発明の効果】
【0016】
本発明により、極めて多数枚の画像形成を行っても、現像剤劣化による、転写性の低下、キャリア付着やトナー及びキャリア飛散が発生しない、それ故、仕上がり画像濃度が極めて安定であり、かつ、白抜け黒ポチ等の故障が起こらない2成分現像剤と、それを用いた現像方法及び画像形成装置を提供することが出来る。
【図面の簡単な説明】
【0017】
【図1】本発明に係わるキャリアの製造工程を模式的に説明する図。
【図2】乾式コーティング法を説明するための高速撹拌混合機の構成断面図。
【図3】本発明の画像形成方法を説明するための画像形成装置の一例の構成断面図。
【発明を実施するための形態】
【0018】
本発明の構成により本発明の目的達成に大きな効果が得られる理由は、下記の如くであると考えられる。
【0019】
本発明においては、樹脂溶液コーティングにおいて著しい、細孔部にコーティング用樹脂が浸透し、キャリアの真比重が大きくなる問題を解消できる。即ち、少ない樹脂量で磁性芯材の被覆ができるため、得られたキャリアは従来の湿式コーティングによるものと異なり、所謂樹脂充填型のキャリアではないので、大幅な低比重化を図ることができる。
【0020】
それゆえ現像器内での撹拌時等のストレスが減り、キャリアの耐久性が上がり、長期使用においてもキャリア付着による画像不良や、トナー外添剤埋没による転写効率低下を起こさないと考えられる。さらに、トナーとキャリアの比重差が少なく、撹拌により容易に均一な2成分現像剤ができる効果があり、また、放置時にも安定した状態を維持することが出来る。また、現像剤製造時・使用時にも均一に混合することが容易に達成できる。
【0021】
又、本発明のトナーは、その表面が均一でコア粒子を一定膜厚に被覆したシェルを有するコア・シェル型のものを用いているので、帯電が均一になされる。これによっても過度な摩擦や撹拌によりトナーやキャリアを疲労させることがない。言い換えると、トナーが高温やストレスにやや弱い低温定着用のものを用いることも出来る。
【0022】
さらに、現像剤中のトナーとキャリアの比重差が小さいので、現像剤を長く放置してもトナーとキャリアの分離が起こりにくい。そのため、トリクル現像方式で少量のキャリアをトナーに混ぜて補給用トナーとしてもよく、必ずしもトナーとキャリアを別々に供給する必要もなくなってくる。結果的に、多数枚の印字を行ってもトナーとキャリアの供給量と互いの量比が非常に安定し、高画質を長期に亘って維持できる。近年の商業印刷における使用時においては、特に広い画像面積率に対する対応が必要であり、ほぼゼロ%の画像面積率〜ほぼ全面に画像を印字した状態における画像安定性が求められている。従来技術においては、出力画像の画像面積率の変動に伴い、キャリアの補給速度が変動するため、帯電量変化が生じ、その結果画像濃度の不安定性を引き起こす不具合が生じている。本発明においては、その観点でも安定したキャリア補給が可能となる点で好適である。
【0023】
又、従来印字する画像面積率の変動により、現像器内でのトナーの滞留時間が変動し、キャリアのトナーへの衝撃力付与時間が変動するため、トナー劣化に変動が生じ、転写率の不安定性を引き起しがちである。しかし、本発明においてはこの様な転写率低下も防止できる。
【0024】
〔キャリア〕
本発明に係わるキャリアを模式的に説明したのが図1である。
【0025】
本発明においては磁性芯材として多孔質フェライト粒子を用い、該多孔質フェライト粒子1と樹脂粒子3を、該樹脂粒子のガラス転移点より低い温度で混合し、多孔質フェライト粒子表面に樹脂粒子を付着させキャリア中間体4を作製している。このとき多孔質フェライト粒子表面にある細孔2の口部は静電的に凝集した樹脂粒子が、その入り口にブリッジを架けるように存在し塞ぐので、内部に樹脂粒子は入らない。この状態で該キャリア中間体を該樹脂粒子のガラス転移点以上の温度にて撹拌すると、樹脂被覆層5が形成される。この工程においても多孔質フェライト粒子の細孔の口部付近は基本的にもとの状態が保たれ、細孔部はブリッジ状になった樹脂層により塞がれた状態で、樹脂被覆キャリア6が出来あがると推察される。
【0026】
(多孔質フェライト粒子)
本発明で用いられる多孔質フェライト粒子(磁性芯材)の細孔径は0.2〜1.8μmが好ましい。多孔質フェライト粒子の細孔径が1.8μmを超えると、キャリア自体の強度が不足して、キャリア製造時、もしくはキャリア使用時に混合ストレスにより、キャリアの破砕がおき、破砕片により画像欠損を引き起こす不具合が発生する。また、粒子の表面積に対して、樹脂が存在する面積が大きくなるため、内部に樹脂が入りやすくなるため、余剰な樹脂を消費することとなり、被覆用樹脂の損失が大きく、コストが上昇し好ましくない。また、内部に樹脂が充填することにより比重が低下しないため、キャリアの比重も大きくなりトナーとの混合性も悪くなる。また、細孔径が0.2μm以下であると、芯材の空隙率が小さくなり、十分な低比重化を図れなくなる。
【0027】
この多孔質フェライト粒子の細孔径の測定は、次のようにして行われる。
【0028】
水銀ポロシメーターPascal140とPascal240(ThermoFisher Scientific社製)を用いて測定する。
【0029】
ディラトメータはCD3P(粉体用)を使用し、サンプルは複数の穴を開けた市販のゼラチン製カプセルに入れて、ディラトメータ内に入れる。Pascal140で脱気後、水銀を充填し低圧領域(0〜400kPa)を測定し、1st Runとした。次に再び脱気と低圧領域(0〜400kPa)の測定を行い、2nd Runとした。2nd Runの後、ディラトメータと水銀とカプセルとサンプルを合わせた質量を測定した。
【0030】
次にPascal240で高圧領域(0.1MPa〜200MPa)を測定した。この高圧部の測定で得られた水銀圧入量をもって、多孔質フェライト粒子の細孔容積、細孔径及び細孔径分布を求めた。また、細孔径を求める際には水銀の表面張力を4.80mN/cm、接触角を141.3°として計算した。
【0031】
多孔質フェライト粒子の空隙率は、10〜60%が好ましく、より好ましくは20〜40%である。本発明でいう該粒子の空隙率とは、多孔質フェライト粒子断面の全面積に対する空隙部分の割合である。
【0032】
なお、キャリア比重は以下の通り測定できる。JIS Z2504に準拠した測定器を用いて測定できる。キャリア50gを漏斗に投入し、測定用セル(25ml)にキャリアを入れる。50g投入後にセル上端部にたまったキャリアを摺りきり、セル上面を平坦にする。その後セル質量を測定し、空セルの質量を減算してセル内に充填されたキャリア質量を算出する。キャリア嵩比重(g/ml)=比重キャリア質量/25mlとして算出する。
【0033】
本発明でのトナー比重はキャリアと同様にして測定できるが、以下の点を変更する。キャリア50gを漏斗に投入する条件をトナー30gへと変更し、投入後5分間静置後にセル上端部にたまったトナーを摺りきり、質量を測定する。
【0034】
多孔質フェライト粒子の空隙率は、多孔質フェライト粒子の断面を金属顕微鏡、走査型顕微鏡等で撮影した後、得られた画像を画像解析ソフト(Image−Pro Plus、Media Cybernetics社製)を用いて解析して求める。具体的には、該粒子の表面の凹凸を包絡する線で結んだ粒子面積(A)を測定し、次いで、その粒子画面に含まれる多孔質フェライト粒子の面積(B)を測定する。ここで、下記式(1)を用いて、空隙率を計算する。
【0035】
式(1)
空隙率(%)
=(包絡粒子面積(A)−多孔質フェライト粒子面積(B))/包絡粒子面積(A)
×100
この式(1)によって計算される空隙率は、多孔質フェライト粒子表面から連続する空隙と、多孔質フェライト粒子内部に独立して存在する空隙をあわせた空隙率となる。
【0036】
具体的には、多孔質フェライト粒子10個の中央付近の断面を走査型電子顕微鏡で撮影し、得られた画像を画像解析してその平均から空隙率を求める。
【0037】
又、空隙率測定に用いる多孔質フェライト粒子としては、現像剤より分離したキャリア2gとメチルエチルケトン15mlをウェーブロータで10分間撹拌し、被覆樹脂層及び注入樹脂の一部を除去したものを用いることとする。
【0038】
本発明で用いられる多孔質フェライト粒子は、その真密度が好ましくは3.0〜5.5g/cm3、より好ましくは4.0〜5.5g/cm3である。真密度を上記範囲とすることで、帯電速度が低下したり、1粒子当たりの磁化が下がり過ぎキャリア付着が発生することがなく、長寿命化が図れ好ましい。
【0039】
多孔質フェライト粒子及びキャリアの真密度は、JIS R9301−2−1に準拠して、ピクノメーターを用いて測定して得られた値である。
【0040】
本発明で用いられる多孔質フェライト粒子は、その見掛け密度が好ましくは0.7〜2.5g/cm3、より好ましくは0.9〜2.3g/cm3である。見掛け密度を上記範囲とすることで、強度が保てキャリアが破壊されることがなく、軽量化が達成でき長寿命化が図れるので好ましい。
【0041】
本発明で用いられる多孔質フェライト粒子は、その平均粒径が好ましくは体積基準におけるメディアン径(D50)で15〜80μm、より好ましくは20〜60μmである。D50を上記範囲とすることで、キャリア付着が発生せず、高品質の画像を得ることができ好ましい。
【0042】
キャリアの体積基準におけるメディアン径(D50)は、湿式分散機を備えたレーザ回折式粒度分布測定装置「ヘロス(HELOS)」(シンパティック社製)により測定することができる。
【0043】
本発明で用いられる多孔質フェライト粒子は、その電気抵抗が好ましくは102〜1012Ω・cm、より好ましくは103〜1011Ω・cmである。電気抵抗を上記範囲とすることで、樹脂を注入して作製したキャリアの電荷リークが発生しにくく、電気抵抗が高くなりすぎることもなく、高濃度の画像を得ることができ好ましい。
【0044】
本発明で用いられる磁性芯材(多孔質フェライト粒子)は、フェライトからなるものが望ましく、一般式(MO)x(Fe2O3)y(ここでyは30〜95mol%)で示されるものがさらに好ましい。ここでMはFe、Mn、Mg、Sr、Ca、Ti、Cu、Zn、Ni、Li、Al、Si、Zr、Biから選ばれる1種又は2種以上が好ましく用いられる。
【0045】
ここで、MをFeとした場合は、鉄フェライト、すなわちマグネタイトを意味している。マグネタイトに比べて、フェライトは高次の酸化物であり、ストレスによって特性が変化しにくい。又、低比重化が図りやすい。Fe2O3が30mol%未満であると、所望の磁化を得ることが困難であり、キャリア付着が生じやすい。特に特定の金属酸化物を原料としたフェライトは、粒子間の組成ばらつきが少なく、所望の特性を得やすい。又、上述の元素を用いた場合、他の元素に比べて、理由は明確ではないが、樹脂を注入しやすい。
【0046】
磁気特性を安定させる観点から、MはMn、Mg、Sr、Ca、Ti、Li、Al、Si、Zr、Biから選ばれる1種又は2種以上が好ましく、Mn、Mg、Sr、Ca、Li、Zr、Biから選ばれる1種又は2種以上が特に好ましい。
【0047】
本発明で用いられる多孔質フェライト粒子の製造は、原材料を適量秤量した後、ボールミル又は振動ミル等で0.5時間以上、好ましくは1〜20時間粉砕混合する。このようにして得られた粉砕物を加圧成型機等を用いてペレット化した後、700〜1200℃の温度で仮焼成する。
【0048】
加圧成型機を使用せずに、粉砕した後、水を加えてスラリー化し、スプレードライヤーを用いて粒状化しても良い。仮焼成後さらにボールミル又は振動ミル等で粉砕した後、水及び必要に応じ分散剤、バインダー等を添加し、粘度調整後、造粒し、酸素濃度を制御し、1000〜1500℃の温度で1〜24時間保持し、本焼成を行う。仮焼後に粉砕する際は、水を加えて湿式ボールミルや湿式振動ミル等で粉砕しても良い。
【0049】
上記のボールミルや振動ミル等の粉砕機は特に限定されないが、原料を効果的且つ均一に分散させるためには、使用するメディアに1mm以下の粒径を持つ微粒なビーズを使用することが好ましい。又使用するビーズの径、組成、粉砕時間を調整することによって、粉砕度合いをコントロールすることができる。
【0050】
このようにして得られた焼成物を、粉砕し、分級する。分級方法としては、既存の風力分級、メッシュ濾過法、沈降法など用いて所望の粒径に粒度調整する。
【0051】
その後、必要に応じて、表面を低温加熱することで酸化皮膜処理を施し、電気抵抗調整を行うことができる。酸化被膜処理は、一般的なロータリー式電気炉、バッチ式電気炉等を用い、例えば300〜700℃で熱処理を行うことができる。この処理によって形成された酸化被膜の厚さは、0.1nm〜5μmであることが好ましい。酸化被膜の厚さを前記範囲とすることで、酸化被膜層の効果が得られ、高抵抗になりすぎず所望の特性を得やすく好ましい。又、必要に応じて、酸化被膜処理の前に還元を行っても良い。
【0052】
上記のような、芯材の空隙率や連続空隙度、見掛け密度、真密度をコントロールする方法としては、配合する原料種、原料の粉砕度合い、仮焼の有無、仮焼温度、仮焼時間、スプレードライヤーによる造粒時のバインダー量、水分量、乾燥度合い、焼成方法、焼成温度、焼成時間、解砕方法、水素ガスによる還元等、様々な方法がある。これらのコントロール方法は特に限定されるものではないが、その一例を以下に示す。
【0053】
すなわち、配合する原料種として、水酸化物や炭酸化物を用いた方が、酸化物を用いた場合に比べて、空隙率及び連続空隙度が高くなりやすい。又、原料として重金属であるCu、Ni、Znの酸化物に比べて、Mn、Mg、Ca、Sr、Li、Ti、Al、Si、Zr、Bi等の酸化物を使用した方が、真密度や見掛け密度が低くなりやすい。
【0054】
又、仮焼成を行わない方が空隙率、連続空隙度が高く、見掛け密度は低くなり、仮焼成を行った場合でも、その温度が低い方が空隙率、連続空隙度が高く、見掛け密度は低くなりやすい。
【0055】
スプレードライヤーによる造粒においては、原料をスラリー化する際の水分量を多くした方が、空隙が多くなり、空隙率、連続空隙度が高く、見掛け密度が低くなりやすく、焼成時には温度を低くした方が、空隙率、連続空隙度が高く、見掛け密度が低くなりやすい。
【0056】
所望の空隙率、連続空隙度、真密度、見掛け密度を得るために、これらのコントロール方法を、単独もしくは組み合わせて使用する方ことができる。又一般に空隙率や連続空隙度が高いものは、真密度や見掛け密度は低くなる傾向にある。
【0057】
しかし、各コントロール因子が、各特性に与える影響度合いは様々であるため、それらを組み合わせて使用することにより、高空隙率で高見掛け密度、低空隙率で低密度等の特性を持つフェライトからなる芯材を得ることができる。
【0058】
(樹脂被覆層形成用樹脂粒子)
本発明のキャリアの被覆層形成に好適な樹脂は、ポリエチレン、ポリプロピレン、塩素化ポリエチレン、クロルスルホン化ポリエチレン等のポリオレフィン系樹脂;ポリスチレン、ポリメチルメタクリレート等のポリアクリレート、ポリアクリロニトリル、ポリビニルアセテート、ポリビニルアルコール、ポリビニルブチラール、ポリ塩化ビニル、ポリビニルカルバゾール、ポリビニルエーテル、ポリビリケトン等のポリビニル及びポリビニリデン系樹脂;塩化ビニル−酢酸ビニル共重合体やスチレン−アクリル酸共重合体等の共重合体;オルガノシロキサン結合からなるシリコーン樹脂又はその変成樹脂(例えばアルキッド樹脂、ポリエステル樹脂、エポキシ樹脂、ポリウレタン等による変成樹脂);ポリテトラクロルエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリクロルトリフルロルエチレン等のフッ素樹脂;ポリアミド;ポリエステル;ポリウレタン;ポリカーボネート;尿素−ホルムアルデヒド樹脂等のアミノ樹脂;エポキシ樹脂等である。なお、トナーのスペント化防止の点で特に好ましい樹脂は、ポリアクリレート樹脂あるいはスチレン−アクリル酸共重合体樹脂である。また、これらの樹脂粒子のD50は50nm〜1μmが好ましい。
【0059】
樹脂被覆層形成用樹脂粒子のガラス転移点は、60〜130℃、特に好ましくは、100〜120℃が好ましい。
【0060】
尚、上記樹脂のガラス転移点の測定には下記の方法を用いることができる。
【0061】
示差走査熱量計として例えば「ダイヤモンドDSC」(パーキンエルマー社製)などを用いる。昇降速度10℃/minで0℃から200℃まで昇温する第1昇温過程、冷却速度10℃/minで200℃から0℃まで冷却する冷却過程、および昇降速度10℃/minで0℃から200℃まで昇温する第2昇温過程をこの順に経る測定条件(昇温・冷却条件)によって測定される。
【0062】
ガラス転移温度は、第1の吸熱ピークの立ち上がり前のベースラインの延長線と、第1のピークの立ち上がり部分からピーク頂点までの間で最大傾斜を示す接線を引き、その交点をガラス転移点とする。
【0063】
(キャリア製造法)
前記した乾式コーティング法としては、例えばローターとライナーを有するハイブリタイザー(奈良機械社製)等を用いてもよいが、好ましくは図2に示す高速撹拌混合機が用いられる。
【0064】
図中11は本体上蓋で、該上蓋11には原料投入口12、投入弁13、フィルター14、点検口15が設けられている。
【0065】
原料投入口12より所定量の芯材粒子および樹脂粒子凝集体が投入され、投入された前記原料は、モーター22により駆動される水平方向の回転体18により撹拌される。該回転体18はその中心部18dに対して互いに120°の角度間隔で配置された撹拌羽根18a,18b,18cが結合されていて、これらの羽根は底部10aの面に対して35°の角度で傾けて取付けられている。このため前記撹拌羽根18a,18b,18cを高速回転させると、前記原料は上方へ掻き上げられる。そして本体容器10の上部内壁に衝突して落下するが、途中で垂直方向の回転体19に衝突し、原料の撹拌が行われる。これら高速撹拌混合機を用いて被覆層を形成する場合、芯材同士の衝突による破壊をより防止し、かつ均一で固着性に優れた被覆層を形成するため、次の(イ)、(ロ)、(ハ)、(二)の各工程が必要である。各工程の処理条件を以下のようにするのが好ましい。
(イ)予備混合工程:ジャケット17に10℃〜15℃の冷却水を通して撹拌羽根18a,18b,18cを1m/sec以下の周速で回転させ、本体容器10内の温度を樹脂粒子のTg以下、通常は50℃以下である。但し、Tgとの差が50℃以内である容器内温度として投入された原料を1〜2分間撹拌混合する。
(ロ)中間体形成工程:ジャケット17に10℃〜15℃の冷却水を通して撹拌羽根18a,18b,18cを10m/sec以下の周速で回転させ、本体容器10内の温度は樹脂粒子のTg以下、好ましくは50℃以下とし、投入された原料は10〜20分間撹拌混合する。但し、フェライト粒子に均一に樹脂粒子を付着させるため好ましくはTgより50℃以上低くならないようにする。
(ハ)成膜工程:(ロ)の混合工程と同じか、またはそれ以上の周速で前記撹拌羽根を回転し、ジャケット17に温水を通して、樹脂粒子のTg以上の温度に昇温し撹拌混合する(但し、均一な膜形成のためには多くの場合、Tgの20℃以上高くならないよう制御することが望ましい)。
(ニ)成膜後工程:ジャケット17に10〜15℃の冷水を通して冷却する。その間前記撹拌羽根の周速を成膜工程の場合の周速またはそれ以下にして撹拌冷却し、樹脂粒子のTg以下、通常は70℃以下になったら、得られたキャリアを排出弁21を開き取出し口20から排出する。
【0066】
(樹脂膜厚)
樹脂膜厚は、以下の方法により算出される値である。
【0067】
集束イオンビーム試料作成装置(SMI2050 エスアイアイ ナノテクノロジー(株)製)にてキャリア薄片を作製する。その後、その薄片の断面を透過型電子顕微鏡(JEM−2010F 日本電子(株)製)にて5000倍の視野で観察し、その視野における最大膜厚となる部分と最小膜厚となる部分の平均値を樹脂膜厚とした。
【0068】
〔静電潜像現像用トナー〕
本発明では、少なくとも樹脂と着色剤を含有するコアの表面にシェルを有するコア・シェル構造のトナーに関し、コア・シェル構造のシェル層を薄く、かつ、均一に形成する。これにより、低温定着性と耐熱保存性を両立し、さらに、安定した帯電性を有するトナーを提供することを可能にしている。
【0069】
すなわち、シェルの平均膜厚を100〜300nmとするとともに、シェルの最大膜厚と最小膜厚の比(Hmax/Hmin)を1.50未満とすることにより、本発明の効果を奏するコア・シェル構造のトナーが得られる。さらに、本発明のトナーでは、シェルの膜厚を実際に測定して特定することを可能にしたものである。このように、シェル層の厚みを実際に測定することにより、均一な膜厚のシェルを有するトナーを見出したのは本発明が初めてであると言える。
【0070】
通常シェルの膜厚値が開示されているが、これはトナー作製時に添加されたシェル成分の質量から計算されたものである。そして、これまで文献に開示されているトナーは、シェルの膜厚を具体的な手段で測定することも、均一な厚みを有するシェルを形成することを示唆する記載も見られない。
【0071】
〔均一なシェル層の形成方法〕
均一なシェルを形成する具体的な方法、すなわち、シェルの形成を制御する因子としては、以下のものが挙げられる。これらの因子については後で詳細に説明する。すなわち、(1)コア及びシェルを構成する樹脂のガラス転移温度と溶解度パラメータ
(2)コア粒子の円形度
(3)シェル化を行う温度条件に着目する
このうち、コア及びシェルを構成する樹脂のガラス転移温度と溶解度パラメータについては、本発明に係るトナーでは、コアとシェルがお互いに相溶しにくい構造を形成することが好ましい。すなわち、コア領域を形成する樹脂とシェル領域を形成する樹脂を選択することにより、コア領域とシェル領域とが相分離した構造を有するトナーが得られ、シェルの膜厚が薄くてもコア領域がトナー表面に露出することのない耐熱保存性に優れたトナーの作製が可能になる。
【0072】
また、コア粒子の円形度については、例えば、コア粒子が高円形度を有するものであれば、比表面積が小さく、かつ、表面性が均一になるので、シェルを構成する樹脂微粒子をコア表面に均一に付着させ易くなり、均一な厚みを有するトナーを作製し易くなる。
【0073】
さらに、シェル化を行う温度条件については、例えば、シェル化実施の温度環境をコア粒子を構成する樹脂のガラス転移温度Tg1よりも高く、かつ、コア粒子を構成する樹脂の軟化点Tspよりも低く設定して、シェル用樹脂微粒子をコア表面に確実に付着させる。すなわち、コア表面へのシェル用樹脂微粒子の付着が確実に行える温度環境にすることにより、コア表面において樹脂微粒子が均一に付着、堆積し、所望の厚みを有するシェル層がコア表面に均一に形成される。
【0074】
尚、国際公開第98/25185号パンフレットには、シェルの膜厚を0.001〜1.0μm(1〜1000nm)にするとの記載はあるものの、実施例を参照する限り31μm以上のもののみであり、シェル膜厚についてはその質量から算出しており、膜厚の均一性に関しては全く不明であり、注目もしていない。
【0075】
本発明の目的を達成するには、薄くかつ膜厚ムラのない均一なシェル層を形成することが重要であり、特に帯電安定性を確保するためには、全く均一な膜厚を有する層を形成するのが好ましいと考えられる。しかし、これを達成することは極めて困難であり、特に工業的に発明を実施する場合に問題が大きい。
【0076】
シェルの膜厚は、低Tgという特性を持ったコア粒子の耐熱依存性と低温定着性の両面の観点より、100〜300nmとする必要がある。本発明の如く平均膜厚100〜300nmという薄膜なシェルを有するトナーにおいて、シェルの最大膜厚Hmaxと最小膜厚Hminの比(Hmax/Hmin)が、1.50以上では帯電安定性の低下が著しい。1.50未満にすれば帯電安定性は非常に改善し、本発明の目的を達成できることがわかった。
【0077】
〔帯電安定性が確保できる理由について〕
本発明に係るトナーは、低温定着性と耐熱保存性とを両立するとともに、安定した帯電性を確保することも可能にしている。すなわち、本発明に係るトナーを用いて画像形成を行ったときに、機内でのトナー飛散やプリント画像上での画像カスレの発生が解消され、良好な帯電立ち上がり性能が発現されることを見出した。おそらく、コア・シェル構造におけるシェルの厚みを本発明で特定するレベルに揃えることで、シェルの厚みにムラがなくなりコアへの帯電性の寄与が均一化されたため、トナー粒子表面における電荷分布が均一化して帯電性が確保されるようになったものと推測される。
【0078】
以下、本発明における物性値の定義、測定方法について記載し、トナーの作製方法、使用されるトナー用素材、及び作製されたトナーを用いた画像形成方法、画像形成装置等について更に説明する。
【0079】
〔シェルの8点平均膜厚の測定方法〕
本発明トナーにおけるシェルの膜厚は、トナーの断面層を透過型電子顕微鏡により撮影した写真より計測されるものである。透過型電子顕微鏡としては、通常当業者の間でよく知られた機種で十分観察され、例えば、LEM−2000型(トプコン社製)、JEM−2000FX(日本電子社製)等が用いられる。
【0080】
具体的には、まずトナー粒子を常温硬化性のエポキシ樹脂中に十分分散させた後、包埋し、粒径100nm程度のスチレン微粉末に分散させた後加圧成形する。必要により得られたブロックを四三酸化ルテニウム、または、四三酸化オスミウムを併用し染色を施した後、ダイヤモンド歯を備えたミクロトームを用い薄片状のサンプルを切り出し透過型電子顕微鏡(TEM)を用い、トナー1個の断面が視野に入る倍率(約10000倍)にて写真撮影する。
【0081】
次に、上記写真において、着色剤やワックス等の存在領域を目視観察により確認しつつ、コア粒子とシェルとの界面となる境界線を明らかにする。
【0082】
次に、トナー粒子の重心Cから45°間隔で表面に向かって直線を引き、各直線がコア粒子表面と交わる点をA、シェル層表面と交わる点をBとし、AB間の距離(即ち、シェルの厚さ)を8点測定し、その8点の平均値をトナー粒子1個のシェルの膜厚とする。
【0083】
また、トナー粒子1個中の最大シェル膜厚(Hmax)と、最小シェル膜厚(Hmin)を抽出し、(Hmax/Hmin)を算出する。本発明における(Hmax/Hmin)とは、トナー粒子100個における(Hmax/Hmin)の平均値である。
【0084】
本発明の8点平均膜厚とは、トナー粒子100個について8点平均膜厚の平均値として示されるものである。
【0085】
なお、シェル層の最小厚さが限りなく0に近い場合には、その膜厚を10nmとして測定した。
【0086】
また、トナー粒子100個において80個数%以上のトナー粒子の(Hmax/Hmin)が1.50未満であるが、好ましくは1.05〜1.50、より好ましくは1.05〜1.40である。
【0087】
〔均一な層厚のシェルを形成する方法〕
前記した如く、低Tgコアに対し均一なシェル層を形成するためには以下の3手段が挙げられる。以下、コアを構成する樹脂を単にコアという如く「を構成する樹脂」を略す。
【0088】
(1)コアとシェルのTg差およびSP値差を広げる
コアのガラス転移温度をTg1、シェルのガラス転移温度をTg2とするとき、Tg2−Tg1≧20℃の範囲とすることが好ましい、さらに好ましいくはTg2−Tg1≧30℃であるのがよい。
【0089】
又、コアの溶解性パラメーターの値をSP1、シェルの溶解性パラメーターの値をSP2とするとき、SP1とSP2との差(ΔSP)が0.2〜1.0が好ましい、さらに好ましくは0.25〜0.95がよい。
【0090】
(2)コア粒子の円形性を高めた後シェル化する
コア粒子の円形度を0.900以上に高めた後シェル化を開始する。
【0091】
(3)シェル化温度の適正化を図る
コアTg+20℃<シェル化温度<コアTspの範囲内でシェル化を実施することが好ましい。
【0092】
以下、上記(1)〜(3)についてより詳しく説明する。
【0093】
〔ガラス転移温度Tg〕
本発明のトナーにおいて、樹脂Aのガラス転移温度をTg1、樹脂Bのガラス転移温度をTg2とするとき、Tg2−Tg1≧20℃、10℃≦Tg1≦30℃の条件になっていることが好ましい。
【0094】
コア部を形成する樹脂A及びシェル層を形成する樹脂Bのガラス転移温度は、共重合体を形成する重合性単量体の種類、量及び分子量を適宜選択することにより、コントロールすることが可能である。ガラス転移温度を調整する方法は、例えばシェル層を構成する樹脂Bとコア部を構成する樹脂Aの重合単量体の種類を後述する化合物から選定し、両者のガラス転移温度を上記の範囲になるように比率と分子量を調整することで可能となる。但し、例示化合物は、達成手段を明らかに示すものであって、これらに限定されるものではない。
【0095】
ガラス転移温度の算出方法として、本発明では以下のような理論ガラス転移温度を算出してもよい。ここで理論ガラス転移温度とは、共重合体樹脂を構成するそれぞれの成分が、ホモポリマーを形成した場合のガラス転移温度にそれぞれの組成質量分率を乗じ、即ち加重平均して算出したものである。即ち、理論ガラス転移温度Tg(絶対温度Tg’とする)は共重合体樹脂を構成する成分のホモポリマーのガラス転移温度を用いて下記式(1)から算出される。
【0096】
式(1)
1/Tg’=W1/T1+W2/T2+・・・+Wn/Tn
(式中、W1、W2、・・・Wnは共重合体樹脂を構成する全重合性単量体に対する各重合性単量体の質量分率、T1、T2、・・・Tnは各重合性単量体を用いて形成されるホモポリマーのガラス転移温度(絶対温度)を示す。)
ガラス転移温度は、DSC−7示差走査カロリーメーター(パーキンエルマー社製)、TAC7/DX熱分析装置コントローラー(パーキンエルマー社製)を用いて行うことが出来る。
【0097】
測定手順として、トナー4.5〜5.0mgを小数点以下2桁まで精秤し、アルミニウム製パン(KITNO.0219−0041)に封入し、DSC−7サンプルホルダーにセットする。
【0098】
リファレンスは空のアルミニウム製パンを使用した。測定条件としては、測定温度0〜200℃、昇温速度10℃/分、降温速度10℃/分で、Heat−Cool−Heatの温度制御で行い、その2nd Heatにおけるデータをもとに解析を行った。
【0099】
ガラス転移温度は、第1の吸熱ピークの立ち上がり前のベースラインの延長線と、第1のピークの立ち上がり部分からピーク頂点までの間で最大傾斜を示す接線を引き、その交点をガラス転移点として示す。
【0100】
〔溶解性パラメーター値〕
本発明では、トナー中のシェル層を形成する樹脂は、コア部の樹脂と相溶せず、しかも、シェル層を形成する樹脂はコア部と十分な接着性を有している。
【0101】
シェル層を形成する樹脂がコア部との間で非相溶性を発現させるには、シェル層を形成する樹脂の溶解性パラメーター値(以下、SP値という)とコア部を形成する樹脂の溶解度パラメーターの値の差を適切な範囲にすることで実現される。
【0102】
溶解度パラメーター値(SP値)は物質の凝集エネルギーの大きさを表す数値で、Ferorsによって提案された方法「Polym.Eng.Sci.,Vol14,P147(1974)」にしたがって、原子または原子団の蒸発エネルギー及びモル体積をそれぞれΔer、Δviとすると、結着樹脂の溶解度パラメータσは、下記式(2)により算出される。
【0103】
式(2)
σ=(ΣΔer/ΣΔvi)1/2
又、各ビニル系共重合体の溶解度パラメーター値は、各成分の溶解度パラメーター値とモル比の積により算出されるものである。例えば、共重合体樹脂をX,Yの2種類の単量体より構成されるものと仮定したとき、各単量体の質量組成比をx,y(質量%)、分子量をMx、My、溶解度パラメーター値をSPx、SPyとすると、各単量体比はX/Mx(モル%)、y/My(モル%)となる。ここで、共重合体樹脂のモル比をCとすると、C=x/Mx+y/Myと表され、この共重合体樹脂の溶解度パラメーター値SPは下記式(3)のようになる。
【0104】
式(3)
SP=〔(x×SPx/Mx)+(y×Spy/My)〕×1/C
尚、溶解度パラメーター値は、ビニル系共重合体を構成する単量体の組成比を変えることにより制御することが可能である。例えばスチレンとメタクリル酸メチルを用いて形成された共重合体樹脂では、スチレンの組成比を減少させ、メタクリル酸メチルの組成比を増大させることにより溶解度パラメーターの値が低下する傾向を有していることが確認されている。
【0105】
又、高分子材料の溶解度パラメーターの概要については、独立行政法人「物質・材料研究機構」提供のデーターベースPolyInfo(http://polymer.nims.go.jp)に記載の溶解度パラメーターの項目(http://polymer.nims.go.jp/guide/guide/p5110.html)を参照するとよい。
【0106】
本発明では、コア部と前記シェル層に含有される樹脂の溶解度パラメーター値は、シェル層とコア部との差が0.1以上であるときに安定した非相溶性が発現され、好ましくは0.2〜0.8の範囲がより好ましい。
【0107】
〔トナー用コア粒子の円形度の測定方法〕
本発明の円形度は「FPIA−2100」(シスメックス社製)を用いて測定した値である。具体的には、コア粒子を界面活性剤入り水溶液にてなじませ、超音波分散を1分行い分散した後、「FPIA−2100」を用い、測定条件HPF(高倍率撮像)モードにて、HPF検出数3000〜10000個の適正濃度で測定を行う。この範囲であれば、再現性のある測定値が得られる。円形度は下記式にて定義された値である。
【0108】
円形度=(粒子投影像と同じ面積を有する円の周囲長)/(粒子投影像の周囲長)
又、平均円形度は、各粒子の円形度を足し合わせ、全粒子数でわり算して算出した値である。
【0109】
本発明では、コア粒子形成後の円形度は高いほど好ましく、0.900以上がよい。円形度が0.900以上にするとそれ未満のものより、シェル膜厚の均一性が高いものを造り易くなる。しかし、円形度を極めて高くすると工業生産性等は低下するので、他の条件を勘案すれば、コア粒子形成後の円形度が0.900〜0.930の範囲がより好ましい。
【0110】
本発明は、シェル層の厚さによって生じる離型剤の溶出性の違いをなくすというものであるが、円形度を0.900〜0.930の範囲とすることにより、従来よりも低い温度で定着を行ったときでも耐オフセット性がよく、巻き付きの発生を回避することが可能である。さらに、コア中の離型剤をムラなく溶出させることができるので、安定した定着処理を実現させている。
【0111】
〔軟化点Tsp〕
本発明のトナーの軟化点の測定方法について説明する。
【0112】
20±1℃、50±5%RH環境下において、トナー1.1gをシャーレに入れて平らにならし、12時間以上放置した後、成型器SSP−A(島津製作所製)にて3820kg/cm2の力で30秒間加圧し、直径1cmの円中型の成型サンプルを作製する。
【0113】
24±5℃、50±20%RH環境下において、フローテスタCFT−500D(島津製作所製)により、上記成型サンプルを荷重196N(20kgf)、開始温度60℃、予熱時間300秒、昇温速度6℃/分の条件とする。円柱型ダイの孔に(1mm×1mm)より、直径1cmのピストンを用いて予熱終了時から押し出し、昇温法の溶融温度測定方法でオフセット値5mmの設定で測定したオフセット法温度Toffsetを、トナーの軟化点とした。
【0114】
〔本発明で用いられるトナー素材等〕
(1)結着樹脂
コア部を形成する樹脂Aおよびシェル層を形成する樹脂Bは、スチレン−アクリル系共重合樹脂が好ましい。また、コア部を形成する樹脂を作製する単量体には、プロピルアクリレート、プロピルメタクリレート、ブチルアクリレート、2−エチルヘキシルアクリレート等の共重合体のガラス転移温度(Tg)を引き下げる重合性単量体を共重合することが好ましい。また、シェル層を形成する樹脂を作製するための単量体には、スチレン、メチルメタクリレート、メタクリル酸等の共重合体のガラス転移温度(Tg)を引き上げる重合性単量体を共重合することが好ましい。
【0115】
本発明に係るトナーを構成する樹脂についてさらに詳しく説明する。
【0116】
本発明に係るトナーのコアやシェルの構成に各々用いられる樹脂としては、下記に記載のような重合性単量体を重合して得られた重合体を用いることが出来る。
【0117】
本発明に係る樹脂は少なくとも1種の重合性単量体を重合して得られた重合体を構成成分として含むものである。前記重合性単量体としては、スチレン、o−メチルスチレン、m−メチルスチレン、p−メチルスチレン、α−メチルスチレン、p−クロロスチレン、3,4−ジクロロスチレン、p−フェニルスチレン、p−エチルスチレン、2,4−ジメチルスチレン、p−tert−ブチルスチレン、p−n−ヘキシルスチレン、p−n−オクチルスチレン、p−n−ノニルスチレン、p−n−デシルスチレン、p−n−ドデシルスチレンの様なスチレンあるいはスチレン誘導体、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸n−ブチル、メタクリル酸イソプロピル、メタクリル酸イソブチル、メタクリル酸t−ブチル、メタクリル酸n−オクチル、メタクリル酸2−エチルヘキシル、メタクリル酸ステアリル、メタクリル酸ラウリル、メタクリル酸フェニル、メタクリル酸ジエチルアミノエチル、メタクリル酸ジメチルアミノエチル等のメタクリル酸エステル誘導体、アクリル酸メチル、アクリル酸エチル、アクリル酸イソプロピル、アクリル酸n−ブチル、アクリル酸t−ブチル、アクリル酸イソブチル、アクリル酸n−オクチル、アクリル酸2−エチルヘキシル、アクリル酸ステアリル、アクリル酸ラウリル、アクリル酸フェニル等の、アクリル酸エステル誘導体、エチレン、プロピレン、イソブチレン等のオレフィン類、塩化ビニル、塩化ビニリデン、臭化ビニル、フッ化ビニル、フッ化ビニリデン等のハロゲン系ビニル類、プロピオン酸ビニル、酢酸ビニル、ベンゾエ酸ビニル等のビニルエステル類、ビニルメチルエーテル、ビニルエチルエーテル等のビニルエーテル類、ビニルメチルケトン、ビニルエチルケトン、ビニルヘキシルケトン等のビニルケトン類、N−ビニルカルバゾール、N−ビニルインドール、N−ビニルピロリドン等のN−ビニル化合物、ビニルナフタレン、ビニルピリジン等のビニル化合物類、アクリロニトリル、メタクリロニトリル、アクリルアミド等のアクリル酸あるいはメタクリル酸誘導体がある。これらビニル系単量体は単独あるいは組み合わせて使用することができる。
【0118】
また、樹脂を構成する重合性単量体としてイオン性解離基を有するものを組み合わせて用いることがさらに好ましい。例えば、カルボキシル基、スルフォン酸基、リン酸基等の置換基を単量体の構成基として有するものである。具体的には、アクリル酸、メタクリル酸、マレイン酸、イタコン酸、ケイ皮酸、フマール酸、マレイン酸モノアルキルエステル、イタコン酸モノアルキルエステル、スチレンスルフォン酸、アリルスルフォコハク酸、2−アクリルアミド−2−メチルプロパンスルフォン酸、アシッドホスホオキシエチルメタクリレート、3−クロロ−2−アシッドホスホオキシプロピルメタクリレート等が挙げられる。
【0119】
さらに、ジビニルベンゼン、エチレングリコールジメタクリレート、エチレングリコールジアクリレート、ジエチレングリコールジメタクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジメタクリレート、トリエチレングリコールジアクリレート、ネオペンチルグリコールジメタクリレート、ネオペンチルグリコールジアクリレート等の多官能性ビニル類を使用して架橋構造の樹脂とすることもできる。
【0120】
(2)着色剤
本発明のトナーに使用する着色剤としてはカーボンブラック、磁性体、染料、顔料等を任意に使用することができ、カーボンブラックとしてはチャンネルブラック、ファーネスブラック、アセチレンブラック、サーマルブラック、ランプブラック等が使用される。磁性体としては鉄、ニッケル、コバルト等の強磁性金属、これらの金属を含む合金、フェライト、マグネタイト等の強磁性金属の化合物が挙げられる。強磁性金属を含まないが熱処理する事により強磁性を示す合金、例えばマンガン−銅−アルミニウム、マンガン−銅−錫等のホイスラー合金と呼ばれる種類の合金、二酸化クロム等を用いる事ができる。
【0121】
染料としてはC.I.ソルベントレッド1、同49、同52、同58、同63、同111、同122、C.I.ソルベントイエロー19、同44、同77、同79、同81、同82、同93、同98、同103、同104、同112、同162、C.I.ソルベントブルー25、同36、同60、同70、同93、同95等を用いる事ができ、またこれらの混合物も用いる事ができる。顔料としてはC.I.ピグメントレッド5、同48:1、同53:1、同57:1、同122、同139、同144、同149、同166、同177、同178、同222、C.I.ピグメントオレンジ31、同43、C.I.ピグメントイエロー14、同17、同93、同94、同138、同156、同158、同180、同185、C.I.ピグメントグリーン7、C.I.ピグメントブルー15:3、同60等を用いる事ができ、これらの混合物も用いる事ができる。数平均一次粒子径は種類により多様であるが、概ね10〜200nm程度が好ましい。
【0122】
着色剤の添加方法としては、樹脂微粒子を凝集剤の添加にて凝集させる段階で添加し重合体を着色する。なお、着色剤は表面をカップリング剤等で処理して使用することができる。
【0123】
(3)ワックス(離型剤)
本発明に係るトナーに使用可能なワックスとしては、従来公知のものが挙げられる。具体的には、ポリエチレンワックス、ポリプロピレンワックスなどのポリオレフィンワックス、パラフィンワックス、サゾールワックスなどの長鎖炭化水素系ワックス、ジステアリルケトンなどのジアルキルケトン系ワックス、カルナウバワックス、モンタンワックス、トリメチロールプロパントリベヘネート、ペンタエリスリトールテトラミリステート、ペンタエリスリトールテトラステアレート、ペンタエリスリトールテトラベヘネート、ペンタエリスリトールジアセテートジベヘネート、グリセリントリベヘネート、1,18−オクタデカンジオールジステアレート、トリメリット酸トリステアリル、ジステアリルマレエートなどのエステル系ワックス、エチレンジアミンジベヘニルアミド、トリメリット酸トリステアリルアミドなどのアミド系ワックスなどが挙げられる。
【0124】
ワックスの融点は、通常40〜160℃であり、好ましくは50〜120℃、さらに好ましくは60〜90℃である。融点を上記範囲内にすることにより、トナーの耐熱保存性が確保されるとともに、低温で定着を行う場合でもコールドオフセットなどを起こさずに安定したトナー画像形成が行える。また、トナー中のワックス含有量は、1質量%〜30質量%が好ましく、さらに好ましくは5質量%〜20質量%である。
【0125】
上記トナーの製造方法で使用可能な重合開始剤、連鎖移動剤及び界面活性剤について説明する。
【0126】
(4)本発明に使用可能なラジカル重合開始剤
本発明に係るトナーを構成するコアやシェルを構成する樹脂は、前述の重合性単量体を重合して生成されるが、本発明に使用可能なラジカル重合開始剤には以下のものがある。
【0127】
具体的には、油溶性重合開始剤としては、2,2′−アゾビス−(2,4−ジメチルバレロニトリル)、2,2′−アゾビスイソブチロニトリル、1,1′−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2′−アゾビス−4−メトキシ−2,4−ジメチルバレロニトリル、アゾビスイソブチロニトリル等のアゾ系またはジアゾ系重合開始剤、ベンゾイルパーオキサイド、メチルエチルケトンペルオキサイド、ジイソプロピルペルオキシカーボネート、クメンヒドロペルオキサイド、t−ブチルヒドロペルオキサイド、ジ−t−ブチルペルオキサイド、ジクミルペルオキサイド、2,4−ジクロロベンゾイルペルオキサイド、ラウロイルペルオキサイド、2,2−ビス−(4,4−t−ブチルペルオキシシクロヘキシル)プロパン、トリス−(t−ブチルペルオキシ)トリアジンなどの過酸化物系重合開始剤や過酸化物を側鎖に有する高分子開始剤などが挙げられる。
【0128】
また、乳化重合法で樹脂粒子を形成する場合は水溶性ラジカル重合開始剤が使用可能である。水溶性重合開始剤としては、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスアミノジプロパン酢酸塩、アゾビスシアノ吉草酸およびその塩、過酸化水素等を挙げることができる。
【0129】
複合樹脂粒子を構成する樹脂の分子量を調整することを目的として、一般的に用いられる連鎖移動剤を用いることができる。
【0130】
連鎖移動剤としては、特に限定されるものではなく、例えばオクチルメルカプタン、ドデシルメルカプタン、tert−ドデシルメルカプタン等のメルカプタン、n−オクチル−3−メルカプトプロピオン酸エステル、ターピノーレン、四臭化炭素およびα−メチルスチレンダイマー等が使用される。
【0131】
(5)分散安定剤
又、反応系中に重合性単量体等を適度に分散させておくために分散安定剤を使用することも可能である。分散安定剤としては、リン酸三カルシウム、リン酸マグネシウム、リン酸亜鉛、リン酸アルミニウム、炭酸カルシウム、炭酸マグネシウム、水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウム、メタケイ酸カルシウム、硫酸カルシウム、硫酸バリウム、ベントナイト、シリカ、アルミナ等を挙げることができる。さらに、ポリビニルアルコール、ゼラチン、メチルセルロース、ドデシルベンゼンスルフォン酸ナトリウム、エチレンオキサイド付加物、高級アルコール硫酸ナトリウム等の界面活性剤として一般的に使用されているものを分散安定剤として使用することができる。
【0132】
本発明に用いられる界面活性剤について説明する。
【0133】
前述のラジカル重合性単量体を使用して重合を行うためには、界面活性剤を使用して水系媒体中に油滴分散を行う必要がある。この際に使用することのできる界面活性剤としては特に限定されるものでは無いが、下記のイオン性界面活性剤を好適なものの例として挙げることができる。
【0134】
イオン性界面活性剤としては、スルホン酸塩(ドデシルベンゼンスルホン酸ナトリウム、アリールアルキルポリエーテルスルホン酸ナトリウム、3,3−ジスルホンジフェニル尿素−4,4−ジアゾ−ビス−アミノ−8−ナフトール−6−スルホン酸ナトリウム、オルト−カルボキシベンゼン−アゾ−ジメチルアニリン、2,2,5,5−テトラメチル−トリフェニルメタン−4,4−ジアゾ−ビス−β−ナフトール−6−スルホン酸ナトリウム等)、硫酸エステル塩(ドデシル硫酸ナトリウム、テトラデシル硫酸ナトリウム、ペンタデシル硫酸ナトリウム、オクチル硫酸ナトリウム等)、脂肪酸塩(オレイン酸ナトリウム、ラウリン酸ナトリウム、カプリン酸ナトリウム、カプリル酸ナトリウム、カプロン酸ナトリウム、ステアリン酸カリウム、オレイン酸カルシウム等)が挙げられる。
【0135】
また、ノニオン性界面活性剤も使用することができる。具体的には、ポリエチレンオキサイド、ポリプロピレンオキサイド、ポリプロピレンオキサイドとポリエチレンオキサイドの組み合わせ、ポリエチレングリコールと高級脂肪酸とのエステル、アルキルフェノールポリエチレンオキサイド、高級脂肪酸とポリエチレングリコールのエステル、高級脂肪酸とポリプロピレンオキサイドのエステル、ソルビタンエステル等を挙げることができる。
【0136】
〔静電荷像現像用トナーの製造方法〕
次に、本発明に係る静電荷像現像用トナーの製造方法について説明する。
【0137】
本発明に係るトナーは、たとえば、以下のような工程を経て作製されるものである。
(1)離型剤をラジカル重合性単量体に溶解或いは分散する溶解/分散工程
(2)樹脂微粒子の分散液を調製するための重合工程
(3)水系媒体中で樹脂微粒子と着色剤粒子を凝集、融着させてコア粒子(会合粒子)を得る凝集・融着工程
(4)会合粒子を熱エネルギーにより熟成して形状を調整する第1の熟成工程
(5)コア粒子分散液中に、シェル用の樹脂粒子を添加してコア粒子表面にシェル用粒子を凝集、融着させてコア・シェル構造の着色粒子を形成するシェル化工程
(6)コア・シェル構造の着色粒子を熱エネルギーにより熟成して、コア・シェル構造の着色粒子の形状を調整する第2の熟成工程
(7)冷却された着色粒子分散液から着色粒子を固液分離し、当該着色粒子から界面活性剤などを除去する洗浄工程
(8)洗浄処理された着色粒子を乾燥する乾燥工程
また、必要に応じて乾燥工程の後に、
(9)乾燥処理された着色粒子に外添剤を添加する工程
を有する場合もある。上記工程については、後で詳述する。
【0138】
本発明に係るトナーを製造する場合、先ず、樹脂粒子と着色剤粒子とを会合融着させてコアとなる粒子(以下コア粒子という)を作製する。次に、コア粒子分散液中に樹脂粒子を添加して、コア粒子表面にこの樹脂粒子を凝集、融着させることによりコア粒子表面を被覆してコア・シェル構造を有する着色粒子を作製する。このように、本発明に係るトナーは、各種製法で作製されたコア粒子の分散液中に、樹脂粒子を添加してコア粒子に融着させてコア・シェル構造のトナーを作製するものである。
【0139】
本発明に係るトナーは前述してきたようにシェルの厚みが極めて薄くかつ膜厚が一定していることが特徴であり、シェル形成後は粒径の一定した小粒径で形状の揃ったトナーが好ましい。このような構造と形状を有するトナーを作製するためには、コア粒子は極めて粒径の揃った、均一な形状にしておき、そこにシェル用の樹脂粒子を添加してシェル化を行うことになる。そして、シェル化を行う時に最終的にトナーの形状制御を行って適切な形状を付与させるものであるが、それには粒径が揃った均一な形状を有するコア粒子を作製するのが最も重要である。この様なコア粒子であれば、その表面にシェルを形成する樹脂微粒子が均一に付着し、結果として極めて均一な膜厚を有するトナー粒子を作製することが出来る。
【0140】
本発明に係るトナーを構成するコア粒子は、樹脂微粒子と着色剤粒子とを凝集、融着させる製法により作製される。コア粒子の形状は、たとえば、凝集・融着工程の加熱温度、第1の熟成工程の加熱温度と時間を制御することにより制御される。
【0141】
この中で、第1の熟成工程における時間制御が最も効果的である。熟成工程は、会合粒子の円形度を調整することを目的としていることから、この時間を制御することにより、目的の円形度に到達する。
【0142】
本発明に係るトナーを構成するコア部は、例えば、樹脂(A)を形成する重合性単量体に離型剤成分を溶解或いは分散させた後、水系媒体中に機械的に微粒分散させ、ミニエマルジョン重合法により重合性単量体を重合させる工程を経て形成した複合樹脂微粒子と着色剤粒子とを後述する塩析/融着させる方法が好ましく用いられる。重合性単量体中に離型剤成分を溶かすときは、離型剤成分を溶解させて溶かしても溶融して溶かしてもよい。
【0143】
以下、本発明に係わるトナーの各製造工程について説明する。
【0144】
(1)溶解/分散工程
この工程では、ラジカル重合性単量体に離型剤化合物を溶解させて、離型剤化合物を混合したラジカル重合性単量体溶液を調製する工程である。
【0145】
(2)重合工程
この重合工程の好適な一例においては、臨界ミセル濃度(CMC)以下の界面活性剤を含有した水系媒体中に、ワックスを溶解或いは分散含有したラジカル重合性単量体溶液を添加し、機械的エネルギーを加えて液滴を形成させ、次いで水溶性のラジカル重合開始剤を添加し、当該液滴中において重合反応を進行させる。尚、前記液滴中に油溶性重合開始剤が含有されていてもよい。このような重合工程においては、機械的エネルギーを付与して強制的に乳化(液滴の形成)処理が必須となる。かかる機械的エネルギーの付与手段としては、ホモミキサー、超音波、マントンゴーリンなどの強い撹拌又は超音波振動エネルギーの付与手段を挙げることができる。
【0146】
この重合工程により、ワックスと結着樹脂とを含有する樹脂微粒子が得られる。かかる樹脂微粒子は、着色された微粒子であってもよく、着色されていない微粒子であってもよい。着色された樹脂微粒子は、着色剤を含有する単量体組成物を重合処理することにより得られる。又、着色されていない樹脂微粒子を使用する場合には、後述する凝集・融着工程において、樹脂微粒子の分散液に、着色剤微粒子の分散液を添加し、樹脂微粒子と着色剤微粒子とを融着させることで着色粒子とすることができる。
【0147】
(3)凝集・融着工程
前記融着工程における凝集、融着の方法としては、重合工程により得られた樹脂微粒子(着色又は非着色の樹脂微粒子)を用いた塩析/融着法が好ましい。また、当該凝集・融着工程においては、樹脂微粒子や着色剤微粒子とともに、離型剤微粒子や荷電制御剤などの内添剤微粒子を凝集、融着させることができる。
【0148】
なお、ここでいう「塩析/融着」とは、凝集と融着を並行して進め、所望の粒子径まで成長したところで、凝集停止剤を添加して粒子成長を停止させ、さらに、必要に応じて粒子形状を制御するための加熱を継続して行うことをいう。
【0149】
前記凝集・融着工程における「水系媒体」とは、主成分(50質量%以上)が水からなるものをいう。ここに、水以外の成分としては、水に溶解する有機溶媒を挙げることができ、例えばメタノール、エタノール、イソプロパノール、ブタノール、アセトン、メチルエチルケトン、テトラヒドロフランなどが挙げられる。
【0150】
着色剤微粒子は、着色剤を水系媒体中に分散することにより調製することができる。着色剤の分散処理は、水中で界面活性剤濃度を臨界ミセル濃度(CMC)以上にした状態で行われる。着色剤の分散処理に使用する分散機は特に限定されないが、好ましくは超音波分散機、機械的ホモジナイザー、マントンゴーリンや圧力式ホモジナイザー等の加圧分散機、サンドグラインダー、ゲッツマンミルやダイヤモンドファインミル等の媒体型分散機が挙げられる。又、使用される界面活性剤としては、前述の界面活性剤と同様のものを挙げることができる。尚、着色剤(微粒子)は表面改質されていてもよい。着色剤の表面改質法は、溶媒中に着色剤を分散させ、その分散液中に表面改質剤を添加し、この系を昇温することにより反応させる。反応終了後、着色剤を濾別し、同一の溶媒で洗浄濾過を繰り返した後、乾燥することにより、表面改質剤で処理された着色剤(顔料)が得られる。
【0151】
好ましい凝集、融着方法である塩析/融着法は、樹脂微粒子と着色剤微粒子とが存在している水中に、アルカリ金属塩やアルカリ土類金属塩及び3価の塩等からなる塩析剤を臨界凝集濃度以上の凝集剤として添加する。次いで、前記樹脂微粒子のガラス転移点以上であって、且つ前記混合物の融解ピーク温度(℃)以上の温度に加熱することで塩析を進行させると同時に融着を行う工程である。ここで、塩析剤であるアルカリ金属塩及びアルカリ土類金属塩は、アルカリ金属として、リチウム、カリウム、ナトリウム等が挙げられ、アルカリ土類金属として、マグネシウム、カルシウム、ストロンチウム、バリウムなどが挙げられ、好ましくはカリウム、ナトリウム、マグネシウム、カルシウム、バリウムが挙げられる。
【0152】
凝集、融着を塩析/融着で行う場合、塩析剤を添加した後に放置する時間をできるだけ短くすることが好ましい。この理由として明確では無いが、塩析した後の放置時間によって、粒子の凝集状態が変動し、粒径分布が不安定になったり、融着させたトナーの表面性が変動したりする問題が発生する。また、塩析剤を添加する温度としては少なくとも樹脂微粒子のガラス転移温度以下であることが必要である。この理由としては、塩析剤を添加する温度が樹脂微粒子のガラス転移温度以上であると樹脂微粒子の塩析/融着は速やかに進行するものの、粒径の制御を行うことができず、大粒径の粒子が発生したりする問題が発生する。この添加温度の範囲としては樹脂のガラス転移温度以下であればよいが、一般的には5〜55℃、好ましくは10〜45℃である。
【0153】
また、塩析剤を樹脂微粒子のガラス転移温度以下で加え、その後にできるだけ速やかに昇温し、樹脂微粒子のガラス転移温度以上であって、かつ、前記混合物の融解ピーク温度(℃)以上の温度に加熱する。この昇温までの時間としては1時間未満が好ましい。更に、昇温を速やかに行う必要があるが、昇温速度としては、0.25℃/分以上が好ましい。上限としては特に明確では無いが、瞬時に温度を上げると塩析が急激に進行するため、粒径制御がやりにくいという問題があり、5℃/分以下が好ましい。この融着工程により、樹脂微粒子及び任意の微粒子が塩析/融着されてなる会合粒子(コア粒子)の分散液が得られる。
【0154】
(4)第1の熟成工程
そして、本発明では、凝集・融着工程の加熱温度や特に第1の熟成工程の加熱温度と時間の制御することにより、粒径が一定で分布が狭く形成したコア粒子表面が平滑だが均一な形状を有するものになるように制御する。具体的には、凝集・融着工程で加熱温度を低めにして樹脂粒子同士の融着の進行を抑制させて均一化を促進させ、第1の熟成工程で加熱温度を低めに、かつ、時間を長くしてコア粒子の表面が均一な形状のものに制御する。
【0155】
(5)シェル化工程
シェル化工程では、コア粒子分散液中にシェル用の樹脂粒子分散液を添加してコア粒子表面にシェル用の樹脂粒子を凝集、融着させ、コア粒子表面にシェル用の樹脂粒子を被覆させて着色粒子を形成する。
【0156】
具体的には、コア粒子分散液は上記凝集・融着工程及び第1の熟成工程での温度を維持した状態でシェル用樹脂粒子の分散液を添加し、加熱撹拌を継続しながら数時間かけてゆっくりとシェル用樹脂粒子をコア粒子表面に被覆させて着色粒子を形成する。加熱撹拌時間は、1時間〜7時間が好ましく、3時間〜5時間が特に好ましい。
【0157】
(6)第2の熟成工程
シェル化により着色粒子が所定の粒径になった段階で塩化ナトリウムなどの停止剤を添加して粒子成長を停止させ、その後もコア粒子に付着させたシェル用樹脂粒子を融着させるために数時間加熱撹拌を継続する。そして、シェル化工程ではコア粒子表面に厚さが100〜300nmのシェルを形成する。このようにして、コア粒子表面に樹脂粒子を固着させてシェルを形成し、丸みを帯び、しかも形状の揃った着色粒子が形成される。
【0158】
本発明では、第2の熟成工程の時間を長めに設定したり、熟成温度を高めに設定することで着色粒子の形状を真球方向に制御することが可能である。
【0159】
(7)冷却工程・固液分離・洗浄工程
この工程は、前記着色粒子の分散液を冷却処理(急冷処理)する工程である。冷却処理条件としては、1〜20℃/minの冷却速度で冷却する。冷却処理方法としては特に限定されるものではなく、反応容器の外部より冷媒を導入して冷却する方法や、冷水を直接反応系に投入して冷却する方法を例示することができる。
【0160】
この固液分離・洗浄工程では、上記の工程で所定温度まで冷却された着色粒子の分散液から当該着色粒子を固液分離する固液分離処理と、固液分離されたトナーケーキ(ウエット状態にある着色粒子をケーキ状に凝集させた集合物)から界面活性剤や塩析剤などの付着物を除去する洗浄処理とが施される。ここに、濾過処理方法としては、遠心分離法、ヌッチェ等を使用して行う減圧濾過法、フィルタープレス等を使用して行う濾過法など特に限定されるものではない。
【0161】
(8)乾燥工程
この工程は、洗浄処理されたケーキを乾燥処理し、乾燥された着色粒子を得る工程である。この工程で使用される乾燥機としては、スプレードライヤー、真空凍結乾燥機、減圧乾燥機などを挙げることができ、静置棚乾燥機、移動式棚乾燥機、流動層乾燥機、回転式乾燥機、撹拌式乾燥機などを使用することが好ましい。乾燥された着色粒子の水分は、5質量%以下であることが好ましく、更に好ましくは2質量%以下とされる。尚、乾燥処理された着色粒子同士が、弱い粒子間引力で凝集している場合には、当該凝集体を解砕処理してもよい。ここに、解砕処理装置としては、ジェットミル、ヘンシェルミキサー、コーヒーミル、フードプロセッサー等の機械式の解砕装置を使用することができる。
【0162】
(9)外添処理工程
この工程は、乾燥された着色粒子に必要に応じ外添剤を混合し、トナーを作製する工程である。
【0163】
外添剤の混合装置としては、ヘンシェルミキサー、コーヒーミル等の機械式の混合装置を使用することができる。
【0164】
複合樹脂粒子の質量平均粒径(分散粒子径)は、10〜1000nmの範囲にあることが好ましく、更に好ましくは30〜300nmの範囲とされる。
【0165】
この質量平均粒径は、電気泳動光散乱光度計「ELS−800」(大塚電子社製)を用いて測定された値である。
【0166】
〔画像形成方法及び画像形成装置〕
図3に示すカラー画像形成装置は、タンデム方式のカラー画像形成装置であって、複数の像形成体を並列配置し、その構成と機能は次に記す通りである。中間転写体である転写ベルト14aの周縁部にはイエロー(Y)、マゼンタ(M)、シアン(C)、黒(K)から成る4組のプロセスユニット100が設けられていて、各プロセスユニット100によって形成された単色のY,M,C,Kのトナー像が転写ベルト14a上で重ね合わせて転写される。転写されたカラートナー像は、転写材である記録紙上に一括転写され、定着されて機外に排出される構成となっている。
【0167】
尚、以下図3に示すカラー画像形成装置に基づき、本発明に係わる画像形成装置や画像形成方法を説明するが、モノクロ画像形成装置にも本発明が適用できることはいうまでもない。
【0168】
110は各色毎の像形成体である感光体ドラム、111は各色毎の帯電手段であるスコロトロン帯電器、112は各色毎の画像書込手段である露光光学系、114は各色毎の現像器、190は各色毎の感光体ドラム110のクリーニング手段であるクリーニング装置である。
【0169】
各色毎の像形成体である感光体ドラム110は、例えばアルミ材によって形成される円筒状の金属基体の外周に、表面にオーバーコート層(保護層)を設けた有機感光体層(OPC)を該金属基体の外周に形成したものである。後述するように、当接状態とされる転写ベルト14aの移動により転写ベルト14aからの駆動力を受けて従動回転され、接地した状態で図の矢印で示す方向に各色毎の感光体ドラム110が回転される。
【0170】
有機感光体層は、電荷発生物質(CGM)を主成分とする電荷発生層(CGL)と電荷輸送物質(CTM)を主成分とする電荷輸送層(CTL)とに機能分離された二層構成の感光体層とされる。なお有機感光体層は、電荷発生物質(CGM)と電荷輸送物質(CTM)を1つの層中に含有する単層構成とされてもよく、該単層構成又は前記二層構成の感光体層には、通常バインダ樹脂が含有されている。
【0171】
各色毎の帯電手段であるスコロトロン帯電器111は、それぞれ所定の電位に保持された制御グリッドとコロナ放電電極による使用されるトナー(現像時のトナー)と同極性(本実施形態においてはマイナス極性)のコロナ放電とによって帯電作用(本実施形態においてはマイナス帯電)を行う。感光体ドラム110に対し一様な電位を与える。スコロトロン帯電器111のコロナ放電電極としては、その他鋸歯状電極や針状電極を用いることも可能である。
【0172】
各色毎の画像書込手段である露光光学系112は、感光体ドラム110上での露光位置が、前述した各色毎のスコロトロン帯電器11に対して感光体ドラム110の回転方向下流側に位置するようにして感光体ドラム110の周辺に配置される。露光光学系112は、別体の画像読み取り装置によって読み取られメモリに記憶された各色の画像データに従って感光体ドラム110の感光体層を像露光し、各色毎の感光体ドラム110上に静電潜像を形成する。
【0173】
各色毎の現像手段である現像器114は、感光体ドラム110の周面に対し所定の間隙を保ち、感光体ドラム110の回転方向と順方向に回転する例えば厚み0.5〜1mm、外径15〜25mmの円筒状の非磁性のステンレスあるいはアルミ材で形成された現像スリーブ141を有し、内部に各色毎の現像色に従いイエロー(Y)、マゼンタ(M)、シアン(C)および黒色(K)の2成分現像剤を収容している。現像器14は不図示の突き当てコロにより感光体ドラム10と所定の間隙、例えば100〜500μmに保たれている。現像スリーブ141に対して直流電圧又は直流電圧と交流電圧を重畳した現像バイアスを印加することにより、周面に担持した現像剤を穂立状態として接触の反転現像を行い、感光体ドラム110上にトナー像を形成する。
【0174】
スコロトロン帯電器111によって一様帯電した感光体ドラム110上には、露光光学系112によって像露光が行われて静電潜像を形成し、現像器114によって現像がなされてトナー像が形成される。このトナー像は転写位置において後に説明する転写ベルト14a上に転写がなされる。転写を終えてドラム上に残留した転写残トナーは、静電的に回収を行うクリーニング装置190によって清掃が行われる。
【0175】
Y,M,C,K4色のプロセスユニット100が並列して対向する転写ベルト14aは体積抵抗率1012〜1015Ω・cmの無端ベルトである。例えば変性ポリイミド、熱硬化ポリイミド、エチレンテトラフルオロエチレン共重合体、ポリフッ化ビニリデン、ナイロンアロイ等のエンジニアリングプラスチックに導電材料を分散した、厚さ0.1〜1.0mmの半導電性フィルム基体の外側に、好ましくはトナーフィルミング防止層として厚さ5〜50μmのフッ素コーティングを行った、2層構成のシームレスベルトである。転写ベルト14aの基体としては、この他に、シリコンゴム或いはウレタンゴム等に導電材料を分散した厚さ0.5〜2.0mmの半導電性ゴムベルトを使用することもできる。転写ベルト14aは、駆動ローラ14d、従動ローラ14e、テンションローラ14k及びバックアップローラ14jに外接して張架される。画像形成時には、不図示の駆動モータよりの駆動をうけて駆動ローラ14dが回転され、各色毎の転写位置の上流側に配設される押圧弾性板14bにより感光体ドラム110に転写ベルト14aが押圧され、転写ベルト14aが図の矢印で示す方向に回転される。この際、転写ベルト14aの移動に従動して転写ベルト14aの駆動力を受けて感光体ドラム110が従動回転される。
【0176】
各色毎の転写手段である1次転写器14cは、好ましくはコロナ放電器により構成され、転写ベルト14aを挟んで各色毎の感光体ドラム110に対向して設けられ、転写ベルト14aと各色毎の感光体ドラム110との間に各色毎の転写域(符号なし)を形成する。各色毎の1次転写器14cにはトナーと反対極性(本実施形態においてはプラス極性)の直流電圧を印加し、転写域に転写電界を形成することにより、各色毎の感光体ドラム110上のトナー像を転写ベルト14a上に転写する。
【0177】
各色毎の除電手段である除電器14mは、好ましくはコロナ放電器により構成され、1次転写器14cにより帯電された転写ベルト14aを除電する。
【0178】
転写ベルトの押圧手段である押圧弾性板14bは、ウレタン等のゴムブレードにより形成され、各色毎の転写位置の上流側に配設され、画像形成時に転写ベルト14aを感光体ドラム110に押圧し、転写ベルト14aの移動に従動して感光体ドラム110を回転させる。
【0179】
画像記録のスタートにより図示の感光体駆動モータの始動により黒(K)の画像形成ユニット100の感光体ドラム110が図の矢印で示す方向へ回転され、同時にKのスコロトロン帯電器111の帯電作用によりKの感光体ドラム110に電位の付与が開始される。
【0180】
Kの感光体ドラム110は電位を付与されたあと、Kの露光光学系112によって第1の色信号すなわちKの画像データに対応する電気信号による画像書込が開始され、Kの感光体ドラム110の表面に原稿画像のKの画像に対応する静電潜像が形成される。
【0181】
前記の潜像はKの現像器114により接触状態で反転現像がなされKの感光体ドラム110の回転に応じ黒(K)のトナー像が形成される。
【0182】
上記の画像形成プロセスによって像形成体であるKの感光体ドラム110上に形成されたKのトナー像が、Kの転写域(符号なし)において、第1の転写手段であるKの1次転写器14cによって、転写ベルト14a上に転写される。
【0183】
次いで転写ベルト14aは、Cのトナー像と同期が取られ、シアン(C)の画像形成ユニット100によりCのスコロトロン帯電器111の帯電作用により電位が付与さる。Cの露光光学系112によって第2の色信号すなわちCの画像データに対応する電気信号による画像書込が行われ、Cの現像器114による接触の反転現像によってCの感光体ドラム110上にCのトナー像が、Cの転写域(符号なし)において、第1の転写手段であるCの1次転写器14cによって、前記のKのトナー像の上からCのトナー像が重ね合わせて形成される。
【0184】
同様のプロセスにより、K、Cの重ね合わせトナー像と同期が取られ、マゼンタ(M)の画像形成ユニット100によりMの感光体ドラム110上に形成される。第3の色信号によるMの画像データに対応するMのトナー像が、Mの転写域(符号なし)において、第1の転写手段であるMの1次転写器14cによって、前記のK、Cのトナー像の上からMのトナー像が重ね合わせて形成される。更にK、C、Mの重ね合わせトナー像と同期が取られ、イエロー(Y)の画像形成ユニット100によりYの感光体ドラム110上に形成された、第4の色信号によるYの画像データに対応するYのトナー像が、Yの転写域(符号なし)において、第1の転写手段であるYの1次転写器14cによって、前記のK、C、Mのトナー像の上からYのトナー像が重ね合わせて形成され、転写ベルト14a上にK、C、M及びYの重ね合わせカラートナー像が形成される。
【0185】
転写後の各色毎の感光体ドラム110の周面上に残った転写残トナーは、各色毎の像形成体のクリーニング手段であるクリーニング装置190によりクリーニングされる。
【0186】
転写ベルト14a上の重ね合わせカラートナー像形成と同期して転写材収納手段である給紙カセット115から、転写材給送手段としてのタイミングローラ116を経て記録紙Pが第2の転写手段である2次転写器14gの転写域(符号なし)へと搬送される。トナーと反対極性(本実施形態においてはプラス極性)の直流電圧が印加される2次転写器14gにより、転写ベルト14a上の重ね合わせカラートナー像が記録紙P上に一括して転写される。
【0187】
カラートナー像が転写された記録紙Pは、鋸歯状電極板から成る分離手段である除電電極16bにより除電され、定着装置117へと搬送され、定着ローラ17aと圧着ローラ17bとの間で熱と圧力とを加えられることにより記録紙P上のトナー像が定着された後、装置外部のトレイへ排出される。
【0188】
転写後の転写ベルト14aの周面上に残った転写残トナーは、転写ベルト14aを挟んで従動ローラ14eに対向して設けられる転写ベルトのクリーニング手段であるクリーニング装置190aによりクリーニングされる。
【0189】
各色毎の現像手段である現像器114で、イエロー(Y),マゼンタ(M),シアン(C)および黒色(K)の前述した2成分の現像剤をそれぞれ収容し、それぞれ感光体ドラム110の周面に対し所定の間隙を保って、現像位置において感光体ドラム110の回転方向に回転する現像スリーブ141を備えている。
【0190】
各色毎の現像手段である現像器114は、同様の構成となっていて、ホッパ200CのキャリアCはホッパ200Cの下端に設けた供給ローラSRCの回転により、またホッパ200TのトナーTはホッパ200Tの下端に設けた供給ローラSRTの回転により現像器114への供給が行われる。また現像器114から排出した2成分現像剤は搬送スクリュー300Bによって搬送され現像剤回収ボックス400内に回収される。かかる構成の画像形成装置で、プリント動作時に現像器114にキャリア供給を行うキャリア供給モードと、現像器動作前に現像器114への現像剤の供給を行う現像剤供給モード及び/又は現像器動作後に現像器114から現像剤の排出を行う現像剤排出モードとを設けて制御を行う。これによって、現像器114は画像形成装置に取り付けたままで、2成分現像剤の全面的な交換が行われることとなり、サービスマンによる現像剤交換をはじめとするサービスは不要となった。
【0191】
〔記録材〕
本発明に用いる記録材は、トナー画像を保持する支持体で、通常画像支持体、転写材或いは転写紙と通常よばれるものである。具体的には薄紙から厚紙までの普通紙、アート紙やコート紙等の塗工された印刷用紙、市販されている和紙やはがき用紙、OHP用のプラスチックフィルム、布等の各種転写材を挙げることができるが、これらに限定されるものではない。
【実施例】
【0192】
次に、本発明の代表的な構成例とその効果を示し本発明の説明をさらに行うが、無論、本発明の構成はこれらに限定されるわけではない。
【0193】
〔トナーの作製〕
以下の方法で、トナーを作製した。
【0194】
(コア用樹脂粒子の作製)
(1)第1段重合
撹拌装置、温度センサー、冷却管、窒素導入装置を取り付けた反応容器中に、下記化合物を投入混合して混合液を作製した。
【0195】
スチレン 110.9質量部
n−ブチルアクリレート 52.8質量部
メタクリル酸 12.3質量部
当該混合液に、
パラフィンワックス「HNP−57(日本精鑞社製)」 93.8質量部
を添加した後、80℃に加温して溶解し、重合性単量体溶液を作製した。
【0196】
一方、ポリオキシエチレン(2)ドデシルエーテル硫酸ナトリウム2.9質量部をイオン交換水1340質量部に溶解させた界面活性剤溶液を調製した。当該界面活性剤溶液を80℃に加熱した後、上記重合性単量体溶液を投入し、循環経路を有する機械式分散機「クレアミックス(エムテクニック社製)」により、上記重合性単量体溶液を2時間混合分散させた。そして、D50が245nmの乳化粒子(油滴)の分散液を調製した。
【0197】
次いで、イオン交換水1460質量部を添加した後、重合開始剤(過硫酸カリウム)6質量部をイオン交換水142質量部に溶解させた開始剤溶液と、n−オクチルメルカプタン1.8質量部とを添加し、温度を80℃とした。この系を80℃にて3時間にわたり加熱、撹拌することにより重合(第1段重合)を行い樹脂粒子を作製した。これを「樹脂粒子C」とする。
【0198】
(2)第2段重合(外層の形成)
上記「樹脂粒子C」に、過硫酸カリウム5.1質量部をイオン交換水197質量部に溶解させた開始剤溶液を添加し、80℃の温度条件下に下記重合性単量体を混合してなる単量体混合液を1時間かけて滴下した。単量体混合液は、
スチレン 282.2質量部
n−ブチルアクリレート 134.4質量部
メタクリル酸 31.4質量部
n−オクチルメルカプタン 4.93質量部
からなり、滴下終了後、2時間にわたり加熱撹拌を行って第2段重合(外層の形成)を行った。その後、28℃まで冷却し、「コア用樹脂粒子」を得た。
【0199】
尚、形成された「コア用樹脂粒子」の重量平均分子量は21,300、D50は180nm、ガラス転移点は39℃であった。
【0200】
〈シェル用樹脂粒子の調製〉
撹拌装置、温度センサー、冷却管、窒素導入装置を付けた反応容器にポリオキシエチレン(2)ドデシルエーテル硫酸ナトリウム2.0質量部をイオン交換水3000質量部に溶解させた界面活性剤溶液を仕込み、窒素気流下230rpmの撹拌速度で撹拌しながら、内温を80℃に昇温させた。
【0201】
この界面活性剤溶液に、重合開始剤(過硫酸カリウム:KPS)10質量部をイオン交換水200質量部に溶解させた開始剤溶液を添加し、下記化合物を混合してなる重合性単量体混合溶液を3時間かけて滴下した。尚、重合性単量体混合溶液は、
スチレン 528質量部
n−ブチルアクリレート 176質量部
メタクリル酸 120質量部
n−オクチルメルカプタン 22質量部
からなる。当該重合性単量体混合液を滴下後、この系を80℃にて1時間にわたり加熱、撹拌して重合を行い樹脂粒子を調製した。これを「シェル用樹脂粒子」とする。
【0202】
尚、「シェル用樹脂粒子」の重量平均分子量は12,000、D50は120nm、ガラス転移点は53℃であった。
【0203】
(着色剤分散液の作製)
ドデシル硫酸ナトリウム10質量%の水溶液900質量部を撹拌しながら、着色剤「リーガル330R」(キャボット社製)100質量部を徐々に添加し、次いで、撹拌装置「クレアミックス」(エム・テクニック社製)を用いて分散処理することにより、着色剤粒子の分散液を調製した。これを、「着色剤分散液」とする。この着色剤分散液中の着色剤粒子の平均分散径を動的光散乱式粒度分析計「マイクロトラックUPA150」(日機装(株)製)を用いて測定したところ、150nmであった。
【0204】
〈着色粒子の作製〉
(塩析/融着(会合・融着)工程)(コア部の形成)
420.7質量部(固形分換算)の「コア用樹脂粒子」とイオン交換水900質量部と「着色剤粒子分散液」200質量部とを、温度センサー、冷却管、窒素導入装置、撹拌装置を取り付けた反応容器に入れて撹拌した。容器内の温度を30℃に調製した後、この溶液に5モル/Lの水酸化ナトリウム水溶液を加えてpHを9に調整した。
【0205】
次いで、塩化マグネシウム・6水和物2質量部をイオン交換水1000質量部に溶解した水溶液を、撹拌下、30℃にて10分間かけて添加した。3分間放置した後に昇温を開始し、この系を60分間かけて65℃まで昇温した。その状態で「コールターマルチサイザー3」(コールター社製)にて会合粒子の粒径を測定し、D50が5.5μmになった時点で、塩化ナトリウム40.2質量部をイオン交換水1000質量部に溶解した水溶液を添加して粒径成長を停止させ、更に熟成処理として液温度70℃にて1時間にわたり加熱撹拌することにより融着を継続させ、「コア部」を形成した。
【0206】
「コア部」の円形度を「FPIA2100」(システックス社製)にて測定したところ0.930であった。
【0207】
(シェル層の形成(シェリング操作))
次いで、65℃において「シェル用樹脂粒子」を50質量部(固形分換算)添加した。更に塩化マグネシウム・6水和物2質量部をイオン交換水1000質量部に溶解した水溶液を、10分間かけて添加した後、70℃(シェル化温度)まで昇温し、1時間にわたり撹拌を継続し、「コア部」の表面に「シェル用樹脂粒子」の粒子を融着させた。その後、75℃で20分熟成処理を行い、シェル層を形成した。
【0208】
ここで、塩化ナトリウム40.2質量部を加え、8℃/分の条件で30℃まで冷却し、「着色粒子を含有する水溶液」を得た。
【0209】
(洗浄、乾燥工程)
着色粒子を含有する水溶液をバスケット型遠心分離機「MARKIII型式番号60×40」(松本機械社製)で固液分離し、着色粒子のウェットケーキを形成した。該ウェットケーキを、前記バスケット型遠心分離機で濾液の電気伝導度が5μS/cmになるまで水洗浄し、その後「フラッシュジェットドライヤー」(セイシン企業社製)に移し、水分量が0.5質量%となるまで乾燥して「着色粒子」を作製した。得られた着色粒子Bkは、コア・シェル構造を有するD50が6.0μm、Tgが39.5℃の粒子であった。
【0210】
〈トナー1の作製〉
上記で作製した「着色粒子」100質量部に対し、疎水性シリカ微粒子(数平均一次粒子径=80nm)を3.5質量%、疎水性チタニア微粒子(数平均一次粒子径=10nm)を0.6質量%添加し、「ヘンシェルミキサー」(三井三池化工社製)を用いて、周速35m/secで25分間混合して、「トナー」を作製した。尚、トナーのガラス転移点は着色粒子と同じ39.5℃であった。
【0211】
上記トナーのシェル平均膜厚は150nm、Hmax/Hmin=1.3であった。
【0212】
シェル投入量と、シェルの投入タイミングを表の通り変更して得られたトナーの平均膜厚とHmax/Hminを観測したところ、表1の通りとなり、トナー1〜9を得た。
【0213】
【表1】

【0214】
〔磁性芯材の作製〕
下記の如く磁性芯材1〜7を作製した。なお、以下「磁性芯材」を「芯材」と記す。
【0215】
(芯材1の作製)
MnO:35mol%、MgO:14.5mol%、Fe2O3:50mol%及びSrO:0.5mol%になるように原料を秤量し、乾式のメディアミル(振動ミル、1/8インチ径のステンレスビーズ、但し、インチ:2.54cm、下記でも同意)で5時間粉砕し、得られた粉砕物をローラーコンパクターにて、約1mm角のペレットにした。MnO原料としては四酸化三マンガンを、MgO原料としては水酸化マグネシウムを、SrO原料としては炭酸ストロンチウムをそれぞれ用いた。このペレットを目開き3mmの振動篩にて粗粉を除去し、次いで目開き0.5mmの振動篩にて微粉を除去した後、ロータリー式電気炉で、1050℃で3時間加熱し、仮焼成を行った。
【0216】
次いで、乾式のメディアミル(振動ミル、1/8インチ径のステンレスビーズ)を用いてD50が4.1μmまで粉砕した後、水を加え、さらに湿式のメディアミル(縦型ビーズミル、1/16インチ径のステンレスビーズ)を用いて5時間粉砕した。このスラリーの粒径(粉砕の一次粒子径)をマイクロトラックにて測定した結果、D50は1.8μmであった。このスラリーに分散剤を適量添加し、適度な細孔容積を得るために、バインダーとしてPVA(20%溶液)を固形分に対して0.4質量%添加し、次いでスプレードライヤーにより造粒、乾燥し、得られた粒子(造粒物)の粒度調整を行い、その後、ロータリー式電気炉で、700℃で2時間加熱し、分散剤やバインダーといった有機成分の除去を行った。
【0217】
その後、本焼成としてロータリー式電気炉にて、焼成温度1100℃、窒素ガス雰囲気下にて、5時間保持した。この時、昇温速度を150℃/時、冷却速度を110℃/時とした。その後、解砕し、さらに分級して粒度調整を行い、磁力選鉱により低磁力品を分別し、多孔質フェライト粒子の芯材を得た。細孔径は0.90μm、細孔径のばらつきdvは0.58であった。
【0218】
(芯材2の作製)
仮焼成後の粉砕条件を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで1時間粉砕したのち、さらに1/16インチ径のステンレスビーズを用いて12時間粉砕にして、スラリー粒径(粉砕の一次粒子径)D50を0.5μmまで細かくし、更に本焼成の条件として、ロータリー式電気炉にて、炉内に水素ガスを投入し、炉内を還元性雰囲気下にして、温度850℃、1時間保持のみに変更して得られた。
【0219】
(芯材3の作製)
仮焼成後の粉砕を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで0.5時間粉砕するのみとし、トンネル式電気炉での焼成温度を1090℃にした以外は、実施例1と同様にして、多孔質フェライト粒子の芯材を得た。
【0220】
(芯材4の作製)
仮焼成後の粉砕条件を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで1時間粉砕したのち、さらに1/16インチ径のステンレスビーズを用いて15時間粉砕にして、スラリー粒径(粉砕の一次粒子径)D50を0.3μmまで細かくし、更に本焼成の条件として、ロータリー式電気炉にて、炉内に水素ガスを投入し、炉内を還元性雰囲気下にして、温度860℃、1時間保持のみに変更して得られた。
【0221】
(芯材5の作製)
仮焼成後の粉砕を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで0.3時間粉砕するのみとし、トンネル式電気炉での焼成温度を1090℃にした以外は、実施例1と同様にして、多孔質フェライト粒子の芯材を得た。
【0222】
(芯材6の作製)
仮焼成後の粉砕条件を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで1時間粉砕したのち、さらに1/16インチ径のステンレスビーズを用いて15時間粉砕にして、スラリー粒径(粉砕の一次粒子径)D50を0.3μmまで細かくし、更に本焼成の条件として、ロータリー式電気炉にて、炉内に水素ガスを投入し、炉内を還元性雰囲気下にして、温度860℃、1時間保持のみに変更して得られた。
【0223】
(芯材7の作製)
仮焼成後の粉砕を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで0.3時間粉砕するのみとし、トンネル式電気炉での焼成温度を1090℃にした以外は、実施例1と同様にして、多孔質フェライト粒子の芯材を得た。
【0224】
以上芯材1〜7の内容を纏めて表1に記す。
【0225】
(キャリア1の作製)
撹拌機に芯材1を100質量部とメタクリル酸メチル共重合体樹脂粒子(ガラス転移点:110℃)、一次粒子径82nmを5質量部投入し、予備混合工程として、1m/secの周速で2分間撹拌混合した。このときのメタクリル酸メチル共重合体及び芯材の温度は25〜50℃であった。次に中間体形成工程として、系内の温度をガラス転移点よりも低い95℃未満にたもち、8m/secの周速で20分間撹拌混合した。そののち成膜工程として、ジャケットに温水を注入し、120℃で30分間撹拌混合し、その後室温まで冷却することで、キャリア1を得た。
【0226】
(キャリア2〜7の作製)
芯材1を2〜7に変更したが、その他はキャリア1と同様にしてキャリア2〜7を作製した。
【0227】
(キャリア8の作製)
縮合架橋型シリコーン樹脂(SR−2411、東レ・ダウコーニング株式会社製)を固形分換算で20質量部、γ−アミノプロピルトリエトキシシラン2質量部をトルエン1000質量部に溶解させ充填樹脂溶液を得た。キャリア1で得られたフェライト芯材100質量部を、一軸式間接加熱型の乾燥機に入れ、75℃に保持し撹拌ながら、上述の樹脂溶液を滴下した。トルエンが充分揮発したことを確認した後、撹拌を続けながら200℃まで昇温し、2時間保持した。その後、乾燥機から取り出し、凝集した粒子を解し、粒度調整を行った。その後磁力選鉱により低磁力品を分別し、樹脂充填型キャリア粒子を得た。
【0228】
【表2】
【0229】
上記で作製したトナー1〜9とキャリア1〜8を用い、配合比をキャリア100質量部に対してトナー8質量部とした。トナーとキャリアをVブレンダーにて、常温常湿(20℃、50%RH)環境で、回転数20rpm、撹拌時間20minでブレンドした後、125μmの篩分網にて篩分し、現像剤1〜16を得た。
【0230】
また補給用トナーに関しては、トナー容器にまずキャリア100gを充填し、その後トナーを1.5kg充填し、容器に蓋を密閉して補給用トナーとした。
【0231】
〔特性評価〕
上記で作製した現像剤を下記の画像評価装置に順次装填し、プリントを行い以下の評価を行った。画像評価装置としては、図3に構成を示すデジタルカラー複合機を用い、現像器横壁に現像剤排出口を設置し、余剰の現像剤があふれる構成とした。プリントは、上記で作製したトナーと現像剤を順番に装填し、20℃、50%RHの環境で20万枚行った。尚、プリントは、画素率が1%の画像で10万枚まで、画像面積率が100%(全面黒ベタ画像)を用いて10万枚〜20万枚まで、A4判上質紙(64g/m2)に行った。尚、評価は◎、○を合格とする。印字率に対しての安定性を評価するため、10万枚時点、20万枚時点での画像評価を実施した。
【0232】
(転写性)
20万枚プリント終了後、画素濃度が1.30のソリッド画像(20mm×50mm)を形成し、下記式により転写率を求めて、評価を行った。画像面積比率10%のものと、100%(ベタ画像)のものにつき下記数値を求めた。
【0233】
転写率(%)=(転写材に転写されたトナーの質量/感光体上に現像されたトナーの質量)×100
評価基準
◎:転写率が、96%以上で極めて良好
○:転写率が、96%未満90%以上で良好
△:転写率が、90%未満80%以上で実用上問題ないレベル
×:転写率が、80%未満で実用上問題となるレベル
(画像濃度安定性(キャリア補給安定性))
また、5万枚プリントごとに、画素濃度が1.30のソリッド画像を形成し、画像を出力した際の安定性を以下の通りに算出した。トナー/キャリア比の変動による現像性の変動、上記転写率の変動等により生じる画像濃度安定性を下記式により求めた。
【0234】
Dstb=100×{{D(50kP)−Dave}2+{D(100kp)−Dave}2+{D(150kp)−Dave}2+{D(200kp)−Dave}2}/Dave2
Dave={D(50kP)+D(100kP)+D(150kP)+D(200kP)}/4
Dstbが0.06以下であれば実用上問題はないとした。
【0235】
(画像欠陥)
当該画像のベタ部の画像欠損の有無を目視で官能評価した。
【0236】
画像欠損の有無は紙より20cmの視点位置から観測して、キャリア飛散やキャリア付着による白抜け等の故障が起っていないかどうかを判定した。A4紙10枚のベタ画像の欠損(白抜け)の数をカウントし、3個以上を問題あり「×」、それより少ないものを問題なし「◎」とする。
【0237】
結果を表3に示す。
【0238】
【表3】
【0239】
表3から明らかな如く、本発明内の実施例1〜9は、いずれの特性にも問題がないことがわかる。
【符号の説明】
【0240】
1 多孔質フェライト粒子
2 細孔
3 樹脂粒子
4 キャリア中間体
5 樹脂被覆層
10 本体容器
12 原料投入口
18 回転体
18a 撹拌羽根
19 垂直方向回転体
22 モーター
【技術分野】
【0001】
本発明は、静電荷像現像用の現像剤と、それを用いた現像方法及び画像形成装置に関するものである。
【背景技術】
【0002】
近年、社会全般の省エネルギー化、省資源化への対応の動きの中で、電子写真技術においては画像形成装置全体で消費される電力量と、廃棄物量を削減する必要性が高まってきている。
【0003】
上記の観点から、電子写真技術による画像形成装置を全体的に見た場合、定着装置で消費される電力量が大きく、定着温度を下げて電力量の削減が省エネルギー化への対応策として大きな比重を占める。又、省資源化への対応としては現像剤を長寿命化することにより廃棄される現像剤の量を削減することが効果的である。
【0004】
さらに近年、画像形成装置の高速化、特にカラー画像形成装置の高速化につれて現像器内の撹拌強度が高まり、現像剤が受ける撹拌によるストレスが大きくなった。その結果、トナーの劣化が促進され、トナーの破砕に伴う帯電量低下、外添剤の埋没が著しく発生するようになった。これら過酷な条件においても極めて耐久性が高く、現像剤の長寿命化が達成出来る現像剤や現像方法の開発が必要になっている。
【0005】
この対策としては、キャリアの低比重化が進められ、磁性体分散型のキャリアなどが提唱されているが、衝撃による割れ、変形を生じやすいという問題を生じていた(例えば、特許文献1)。
【0006】
一方、多孔質磁性コア粒子の空孔に樹脂成分を充填し、キャリアの低比重化を図る技術が提案されている(例えば、特許文献2及び3)。いうまでもなく、空孔に樹脂成分を充填しなければ、さらに低比重化を促進できる。しかし、樹脂成分を充填しなければ、多孔質フェライトの細孔内部にまで被覆用樹脂が浸透するため、均一な樹脂被覆層が形成できず、生産上も特性がバラツクという問題があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平8−248684号公報
【特許文献2】特開2006−337579号公報
【特許文献3】特開2008−224882号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、上記課題を解決するためになされた。
【0009】
本発明は、多孔質フェライト粒子を磁性芯材とするキャリアと静電潜像現像用トナー(単にトナーともいう)からなる2成分現像剤(以下、単に現像剤ということがある)と、それを用いた現像方法及び画像形成装置に関するものである。
【0010】
即ち、本発明の目的は、極めて多数枚の画像形成を行っても、現像剤劣化による転写性の低下、キャリア付着やトナー及びキャリア飛散が発生しない、それ故、仕上がり画像濃度が極めて安定であり、かつ、白抜け黒ポチ等の故障が起こらない2成分現像剤と、それを用いた現像方法及び画像形成装置を提供することである。
【課題を解決するための手段】
【0011】
本発明の発明者が鋭意検討した結果、本発明の目的は、下記構成を採ることにより達成出来ることを突き止めた。
【0012】
(1)
少なくとも樹脂と着色剤を含有する静電荷像現像用トナーと磁性キャリアを含む2成分現像剤において、
該トナーはコアと、該コアを被覆する少なくとも1層の樹脂を含有するシェルを有し、シェルの8点平均膜厚が100〜300nmであり、かつ、シェルの最大膜厚(Hmax)と最小膜厚(Hmin)の比(Hmax/Hmin)が1.0以上1.5未満であり、
該キャリアは磁性芯材である多孔質フェライト粒子を樹脂粒子で被覆して作製され、
且つ、トナーの比重Aとキャリアの比重Bの比が、B/A=1.5〜3.5の範囲であることを特徴とする2成分現像剤。
【0013】
(2)
前記多孔質フェライト粒子の細孔径が0.2μm以上1.8μm以下であることを特徴とする(1)記載の2成分現像剤。
【0014】
(3)
(1)又は(2)記載の2成分現像剤を用いてトリクル現像方式で現像することを特徴とする現像方法。
【0015】
(4)
(3)記載の現像方法を適用したことを特徴とする画像形成装置。
【発明の効果】
【0016】
本発明により、極めて多数枚の画像形成を行っても、現像剤劣化による、転写性の低下、キャリア付着やトナー及びキャリア飛散が発生しない、それ故、仕上がり画像濃度が極めて安定であり、かつ、白抜け黒ポチ等の故障が起こらない2成分現像剤と、それを用いた現像方法及び画像形成装置を提供することが出来る。
【図面の簡単な説明】
【0017】
【図1】本発明に係わるキャリアの製造工程を模式的に説明する図。
【図2】乾式コーティング法を説明するための高速撹拌混合機の構成断面図。
【図3】本発明の画像形成方法を説明するための画像形成装置の一例の構成断面図。
【発明を実施するための形態】
【0018】
本発明の構成により本発明の目的達成に大きな効果が得られる理由は、下記の如くであると考えられる。
【0019】
本発明においては、樹脂溶液コーティングにおいて著しい、細孔部にコーティング用樹脂が浸透し、キャリアの真比重が大きくなる問題を解消できる。即ち、少ない樹脂量で磁性芯材の被覆ができるため、得られたキャリアは従来の湿式コーティングによるものと異なり、所謂樹脂充填型のキャリアではないので、大幅な低比重化を図ることができる。
【0020】
それゆえ現像器内での撹拌時等のストレスが減り、キャリアの耐久性が上がり、長期使用においてもキャリア付着による画像不良や、トナー外添剤埋没による転写効率低下を起こさないと考えられる。さらに、トナーとキャリアの比重差が少なく、撹拌により容易に均一な2成分現像剤ができる効果があり、また、放置時にも安定した状態を維持することが出来る。また、現像剤製造時・使用時にも均一に混合することが容易に達成できる。
【0021】
又、本発明のトナーは、その表面が均一でコア粒子を一定膜厚に被覆したシェルを有するコア・シェル型のものを用いているので、帯電が均一になされる。これによっても過度な摩擦や撹拌によりトナーやキャリアを疲労させることがない。言い換えると、トナーが高温やストレスにやや弱い低温定着用のものを用いることも出来る。
【0022】
さらに、現像剤中のトナーとキャリアの比重差が小さいので、現像剤を長く放置してもトナーとキャリアの分離が起こりにくい。そのため、トリクル現像方式で少量のキャリアをトナーに混ぜて補給用トナーとしてもよく、必ずしもトナーとキャリアを別々に供給する必要もなくなってくる。結果的に、多数枚の印字を行ってもトナーとキャリアの供給量と互いの量比が非常に安定し、高画質を長期に亘って維持できる。近年の商業印刷における使用時においては、特に広い画像面積率に対する対応が必要であり、ほぼゼロ%の画像面積率〜ほぼ全面に画像を印字した状態における画像安定性が求められている。従来技術においては、出力画像の画像面積率の変動に伴い、キャリアの補給速度が変動するため、帯電量変化が生じ、その結果画像濃度の不安定性を引き起こす不具合が生じている。本発明においては、その観点でも安定したキャリア補給が可能となる点で好適である。
【0023】
又、従来印字する画像面積率の変動により、現像器内でのトナーの滞留時間が変動し、キャリアのトナーへの衝撃力付与時間が変動するため、トナー劣化に変動が生じ、転写率の不安定性を引き起しがちである。しかし、本発明においてはこの様な転写率低下も防止できる。
【0024】
〔キャリア〕
本発明に係わるキャリアを模式的に説明したのが図1である。
【0025】
本発明においては磁性芯材として多孔質フェライト粒子を用い、該多孔質フェライト粒子1と樹脂粒子3を、該樹脂粒子のガラス転移点より低い温度で混合し、多孔質フェライト粒子表面に樹脂粒子を付着させキャリア中間体4を作製している。このとき多孔質フェライト粒子表面にある細孔2の口部は静電的に凝集した樹脂粒子が、その入り口にブリッジを架けるように存在し塞ぐので、内部に樹脂粒子は入らない。この状態で該キャリア中間体を該樹脂粒子のガラス転移点以上の温度にて撹拌すると、樹脂被覆層5が形成される。この工程においても多孔質フェライト粒子の細孔の口部付近は基本的にもとの状態が保たれ、細孔部はブリッジ状になった樹脂層により塞がれた状態で、樹脂被覆キャリア6が出来あがると推察される。
【0026】
(多孔質フェライト粒子)
本発明で用いられる多孔質フェライト粒子(磁性芯材)の細孔径は0.2〜1.8μmが好ましい。多孔質フェライト粒子の細孔径が1.8μmを超えると、キャリア自体の強度が不足して、キャリア製造時、もしくはキャリア使用時に混合ストレスにより、キャリアの破砕がおき、破砕片により画像欠損を引き起こす不具合が発生する。また、粒子の表面積に対して、樹脂が存在する面積が大きくなるため、内部に樹脂が入りやすくなるため、余剰な樹脂を消費することとなり、被覆用樹脂の損失が大きく、コストが上昇し好ましくない。また、内部に樹脂が充填することにより比重が低下しないため、キャリアの比重も大きくなりトナーとの混合性も悪くなる。また、細孔径が0.2μm以下であると、芯材の空隙率が小さくなり、十分な低比重化を図れなくなる。
【0027】
この多孔質フェライト粒子の細孔径の測定は、次のようにして行われる。
【0028】
水銀ポロシメーターPascal140とPascal240(ThermoFisher Scientific社製)を用いて測定する。
【0029】
ディラトメータはCD3P(粉体用)を使用し、サンプルは複数の穴を開けた市販のゼラチン製カプセルに入れて、ディラトメータ内に入れる。Pascal140で脱気後、水銀を充填し低圧領域(0〜400kPa)を測定し、1st Runとした。次に再び脱気と低圧領域(0〜400kPa)の測定を行い、2nd Runとした。2nd Runの後、ディラトメータと水銀とカプセルとサンプルを合わせた質量を測定した。
【0030】
次にPascal240で高圧領域(0.1MPa〜200MPa)を測定した。この高圧部の測定で得られた水銀圧入量をもって、多孔質フェライト粒子の細孔容積、細孔径及び細孔径分布を求めた。また、細孔径を求める際には水銀の表面張力を4.80mN/cm、接触角を141.3°として計算した。
【0031】
多孔質フェライト粒子の空隙率は、10〜60%が好ましく、より好ましくは20〜40%である。本発明でいう該粒子の空隙率とは、多孔質フェライト粒子断面の全面積に対する空隙部分の割合である。
【0032】
なお、キャリア比重は以下の通り測定できる。JIS Z2504に準拠した測定器を用いて測定できる。キャリア50gを漏斗に投入し、測定用セル(25ml)にキャリアを入れる。50g投入後にセル上端部にたまったキャリアを摺りきり、セル上面を平坦にする。その後セル質量を測定し、空セルの質量を減算してセル内に充填されたキャリア質量を算出する。キャリア嵩比重(g/ml)=比重キャリア質量/25mlとして算出する。
【0033】
本発明でのトナー比重はキャリアと同様にして測定できるが、以下の点を変更する。キャリア50gを漏斗に投入する条件をトナー30gへと変更し、投入後5分間静置後にセル上端部にたまったトナーを摺りきり、質量を測定する。
【0034】
多孔質フェライト粒子の空隙率は、多孔質フェライト粒子の断面を金属顕微鏡、走査型顕微鏡等で撮影した後、得られた画像を画像解析ソフト(Image−Pro Plus、Media Cybernetics社製)を用いて解析して求める。具体的には、該粒子の表面の凹凸を包絡する線で結んだ粒子面積(A)を測定し、次いで、その粒子画面に含まれる多孔質フェライト粒子の面積(B)を測定する。ここで、下記式(1)を用いて、空隙率を計算する。
【0035】
式(1)
空隙率(%)
=(包絡粒子面積(A)−多孔質フェライト粒子面積(B))/包絡粒子面積(A)
×100
この式(1)によって計算される空隙率は、多孔質フェライト粒子表面から連続する空隙と、多孔質フェライト粒子内部に独立して存在する空隙をあわせた空隙率となる。
【0036】
具体的には、多孔質フェライト粒子10個の中央付近の断面を走査型電子顕微鏡で撮影し、得られた画像を画像解析してその平均から空隙率を求める。
【0037】
又、空隙率測定に用いる多孔質フェライト粒子としては、現像剤より分離したキャリア2gとメチルエチルケトン15mlをウェーブロータで10分間撹拌し、被覆樹脂層及び注入樹脂の一部を除去したものを用いることとする。
【0038】
本発明で用いられる多孔質フェライト粒子は、その真密度が好ましくは3.0〜5.5g/cm3、より好ましくは4.0〜5.5g/cm3である。真密度を上記範囲とすることで、帯電速度が低下したり、1粒子当たりの磁化が下がり過ぎキャリア付着が発生することがなく、長寿命化が図れ好ましい。
【0039】
多孔質フェライト粒子及びキャリアの真密度は、JIS R9301−2−1に準拠して、ピクノメーターを用いて測定して得られた値である。
【0040】
本発明で用いられる多孔質フェライト粒子は、その見掛け密度が好ましくは0.7〜2.5g/cm3、より好ましくは0.9〜2.3g/cm3である。見掛け密度を上記範囲とすることで、強度が保てキャリアが破壊されることがなく、軽量化が達成でき長寿命化が図れるので好ましい。
【0041】
本発明で用いられる多孔質フェライト粒子は、その平均粒径が好ましくは体積基準におけるメディアン径(D50)で15〜80μm、より好ましくは20〜60μmである。D50を上記範囲とすることで、キャリア付着が発生せず、高品質の画像を得ることができ好ましい。
【0042】
キャリアの体積基準におけるメディアン径(D50)は、湿式分散機を備えたレーザ回折式粒度分布測定装置「ヘロス(HELOS)」(シンパティック社製)により測定することができる。
【0043】
本発明で用いられる多孔質フェライト粒子は、その電気抵抗が好ましくは102〜1012Ω・cm、より好ましくは103〜1011Ω・cmである。電気抵抗を上記範囲とすることで、樹脂を注入して作製したキャリアの電荷リークが発生しにくく、電気抵抗が高くなりすぎることもなく、高濃度の画像を得ることができ好ましい。
【0044】
本発明で用いられる磁性芯材(多孔質フェライト粒子)は、フェライトからなるものが望ましく、一般式(MO)x(Fe2O3)y(ここでyは30〜95mol%)で示されるものがさらに好ましい。ここでMはFe、Mn、Mg、Sr、Ca、Ti、Cu、Zn、Ni、Li、Al、Si、Zr、Biから選ばれる1種又は2種以上が好ましく用いられる。
【0045】
ここで、MをFeとした場合は、鉄フェライト、すなわちマグネタイトを意味している。マグネタイトに比べて、フェライトは高次の酸化物であり、ストレスによって特性が変化しにくい。又、低比重化が図りやすい。Fe2O3が30mol%未満であると、所望の磁化を得ることが困難であり、キャリア付着が生じやすい。特に特定の金属酸化物を原料としたフェライトは、粒子間の組成ばらつきが少なく、所望の特性を得やすい。又、上述の元素を用いた場合、他の元素に比べて、理由は明確ではないが、樹脂を注入しやすい。
【0046】
磁気特性を安定させる観点から、MはMn、Mg、Sr、Ca、Ti、Li、Al、Si、Zr、Biから選ばれる1種又は2種以上が好ましく、Mn、Mg、Sr、Ca、Li、Zr、Biから選ばれる1種又は2種以上が特に好ましい。
【0047】
本発明で用いられる多孔質フェライト粒子の製造は、原材料を適量秤量した後、ボールミル又は振動ミル等で0.5時間以上、好ましくは1〜20時間粉砕混合する。このようにして得られた粉砕物を加圧成型機等を用いてペレット化した後、700〜1200℃の温度で仮焼成する。
【0048】
加圧成型機を使用せずに、粉砕した後、水を加えてスラリー化し、スプレードライヤーを用いて粒状化しても良い。仮焼成後さらにボールミル又は振動ミル等で粉砕した後、水及び必要に応じ分散剤、バインダー等を添加し、粘度調整後、造粒し、酸素濃度を制御し、1000〜1500℃の温度で1〜24時間保持し、本焼成を行う。仮焼後に粉砕する際は、水を加えて湿式ボールミルや湿式振動ミル等で粉砕しても良い。
【0049】
上記のボールミルや振動ミル等の粉砕機は特に限定されないが、原料を効果的且つ均一に分散させるためには、使用するメディアに1mm以下の粒径を持つ微粒なビーズを使用することが好ましい。又使用するビーズの径、組成、粉砕時間を調整することによって、粉砕度合いをコントロールすることができる。
【0050】
このようにして得られた焼成物を、粉砕し、分級する。分級方法としては、既存の風力分級、メッシュ濾過法、沈降法など用いて所望の粒径に粒度調整する。
【0051】
その後、必要に応じて、表面を低温加熱することで酸化皮膜処理を施し、電気抵抗調整を行うことができる。酸化被膜処理は、一般的なロータリー式電気炉、バッチ式電気炉等を用い、例えば300〜700℃で熱処理を行うことができる。この処理によって形成された酸化被膜の厚さは、0.1nm〜5μmであることが好ましい。酸化被膜の厚さを前記範囲とすることで、酸化被膜層の効果が得られ、高抵抗になりすぎず所望の特性を得やすく好ましい。又、必要に応じて、酸化被膜処理の前に還元を行っても良い。
【0052】
上記のような、芯材の空隙率や連続空隙度、見掛け密度、真密度をコントロールする方法としては、配合する原料種、原料の粉砕度合い、仮焼の有無、仮焼温度、仮焼時間、スプレードライヤーによる造粒時のバインダー量、水分量、乾燥度合い、焼成方法、焼成温度、焼成時間、解砕方法、水素ガスによる還元等、様々な方法がある。これらのコントロール方法は特に限定されるものではないが、その一例を以下に示す。
【0053】
すなわち、配合する原料種として、水酸化物や炭酸化物を用いた方が、酸化物を用いた場合に比べて、空隙率及び連続空隙度が高くなりやすい。又、原料として重金属であるCu、Ni、Znの酸化物に比べて、Mn、Mg、Ca、Sr、Li、Ti、Al、Si、Zr、Bi等の酸化物を使用した方が、真密度や見掛け密度が低くなりやすい。
【0054】
又、仮焼成を行わない方が空隙率、連続空隙度が高く、見掛け密度は低くなり、仮焼成を行った場合でも、その温度が低い方が空隙率、連続空隙度が高く、見掛け密度は低くなりやすい。
【0055】
スプレードライヤーによる造粒においては、原料をスラリー化する際の水分量を多くした方が、空隙が多くなり、空隙率、連続空隙度が高く、見掛け密度が低くなりやすく、焼成時には温度を低くした方が、空隙率、連続空隙度が高く、見掛け密度が低くなりやすい。
【0056】
所望の空隙率、連続空隙度、真密度、見掛け密度を得るために、これらのコントロール方法を、単独もしくは組み合わせて使用する方ことができる。又一般に空隙率や連続空隙度が高いものは、真密度や見掛け密度は低くなる傾向にある。
【0057】
しかし、各コントロール因子が、各特性に与える影響度合いは様々であるため、それらを組み合わせて使用することにより、高空隙率で高見掛け密度、低空隙率で低密度等の特性を持つフェライトからなる芯材を得ることができる。
【0058】
(樹脂被覆層形成用樹脂粒子)
本発明のキャリアの被覆層形成に好適な樹脂は、ポリエチレン、ポリプロピレン、塩素化ポリエチレン、クロルスルホン化ポリエチレン等のポリオレフィン系樹脂;ポリスチレン、ポリメチルメタクリレート等のポリアクリレート、ポリアクリロニトリル、ポリビニルアセテート、ポリビニルアルコール、ポリビニルブチラール、ポリ塩化ビニル、ポリビニルカルバゾール、ポリビニルエーテル、ポリビリケトン等のポリビニル及びポリビニリデン系樹脂;塩化ビニル−酢酸ビニル共重合体やスチレン−アクリル酸共重合体等の共重合体;オルガノシロキサン結合からなるシリコーン樹脂又はその変成樹脂(例えばアルキッド樹脂、ポリエステル樹脂、エポキシ樹脂、ポリウレタン等による変成樹脂);ポリテトラクロルエチレン、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリクロルトリフルロルエチレン等のフッ素樹脂;ポリアミド;ポリエステル;ポリウレタン;ポリカーボネート;尿素−ホルムアルデヒド樹脂等のアミノ樹脂;エポキシ樹脂等である。なお、トナーのスペント化防止の点で特に好ましい樹脂は、ポリアクリレート樹脂あるいはスチレン−アクリル酸共重合体樹脂である。また、これらの樹脂粒子のD50は50nm〜1μmが好ましい。
【0059】
樹脂被覆層形成用樹脂粒子のガラス転移点は、60〜130℃、特に好ましくは、100〜120℃が好ましい。
【0060】
尚、上記樹脂のガラス転移点の測定には下記の方法を用いることができる。
【0061】
示差走査熱量計として例えば「ダイヤモンドDSC」(パーキンエルマー社製)などを用いる。昇降速度10℃/minで0℃から200℃まで昇温する第1昇温過程、冷却速度10℃/minで200℃から0℃まで冷却する冷却過程、および昇降速度10℃/minで0℃から200℃まで昇温する第2昇温過程をこの順に経る測定条件(昇温・冷却条件)によって測定される。
【0062】
ガラス転移温度は、第1の吸熱ピークの立ち上がり前のベースラインの延長線と、第1のピークの立ち上がり部分からピーク頂点までの間で最大傾斜を示す接線を引き、その交点をガラス転移点とする。
【0063】
(キャリア製造法)
前記した乾式コーティング法としては、例えばローターとライナーを有するハイブリタイザー(奈良機械社製)等を用いてもよいが、好ましくは図2に示す高速撹拌混合機が用いられる。
【0064】
図中11は本体上蓋で、該上蓋11には原料投入口12、投入弁13、フィルター14、点検口15が設けられている。
【0065】
原料投入口12より所定量の芯材粒子および樹脂粒子凝集体が投入され、投入された前記原料は、モーター22により駆動される水平方向の回転体18により撹拌される。該回転体18はその中心部18dに対して互いに120°の角度間隔で配置された撹拌羽根18a,18b,18cが結合されていて、これらの羽根は底部10aの面に対して35°の角度で傾けて取付けられている。このため前記撹拌羽根18a,18b,18cを高速回転させると、前記原料は上方へ掻き上げられる。そして本体容器10の上部内壁に衝突して落下するが、途中で垂直方向の回転体19に衝突し、原料の撹拌が行われる。これら高速撹拌混合機を用いて被覆層を形成する場合、芯材同士の衝突による破壊をより防止し、かつ均一で固着性に優れた被覆層を形成するため、次の(イ)、(ロ)、(ハ)、(二)の各工程が必要である。各工程の処理条件を以下のようにするのが好ましい。
(イ)予備混合工程:ジャケット17に10℃〜15℃の冷却水を通して撹拌羽根18a,18b,18cを1m/sec以下の周速で回転させ、本体容器10内の温度を樹脂粒子のTg以下、通常は50℃以下である。但し、Tgとの差が50℃以内である容器内温度として投入された原料を1〜2分間撹拌混合する。
(ロ)中間体形成工程:ジャケット17に10℃〜15℃の冷却水を通して撹拌羽根18a,18b,18cを10m/sec以下の周速で回転させ、本体容器10内の温度は樹脂粒子のTg以下、好ましくは50℃以下とし、投入された原料は10〜20分間撹拌混合する。但し、フェライト粒子に均一に樹脂粒子を付着させるため好ましくはTgより50℃以上低くならないようにする。
(ハ)成膜工程:(ロ)の混合工程と同じか、またはそれ以上の周速で前記撹拌羽根を回転し、ジャケット17に温水を通して、樹脂粒子のTg以上の温度に昇温し撹拌混合する(但し、均一な膜形成のためには多くの場合、Tgの20℃以上高くならないよう制御することが望ましい)。
(ニ)成膜後工程:ジャケット17に10〜15℃の冷水を通して冷却する。その間前記撹拌羽根の周速を成膜工程の場合の周速またはそれ以下にして撹拌冷却し、樹脂粒子のTg以下、通常は70℃以下になったら、得られたキャリアを排出弁21を開き取出し口20から排出する。
【0066】
(樹脂膜厚)
樹脂膜厚は、以下の方法により算出される値である。
【0067】
集束イオンビーム試料作成装置(SMI2050 エスアイアイ ナノテクノロジー(株)製)にてキャリア薄片を作製する。その後、その薄片の断面を透過型電子顕微鏡(JEM−2010F 日本電子(株)製)にて5000倍の視野で観察し、その視野における最大膜厚となる部分と最小膜厚となる部分の平均値を樹脂膜厚とした。
【0068】
〔静電潜像現像用トナー〕
本発明では、少なくとも樹脂と着色剤を含有するコアの表面にシェルを有するコア・シェル構造のトナーに関し、コア・シェル構造のシェル層を薄く、かつ、均一に形成する。これにより、低温定着性と耐熱保存性を両立し、さらに、安定した帯電性を有するトナーを提供することを可能にしている。
【0069】
すなわち、シェルの平均膜厚を100〜300nmとするとともに、シェルの最大膜厚と最小膜厚の比(Hmax/Hmin)を1.50未満とすることにより、本発明の効果を奏するコア・シェル構造のトナーが得られる。さらに、本発明のトナーでは、シェルの膜厚を実際に測定して特定することを可能にしたものである。このように、シェル層の厚みを実際に測定することにより、均一な膜厚のシェルを有するトナーを見出したのは本発明が初めてであると言える。
【0070】
通常シェルの膜厚値が開示されているが、これはトナー作製時に添加されたシェル成分の質量から計算されたものである。そして、これまで文献に開示されているトナーは、シェルの膜厚を具体的な手段で測定することも、均一な厚みを有するシェルを形成することを示唆する記載も見られない。
【0071】
〔均一なシェル層の形成方法〕
均一なシェルを形成する具体的な方法、すなわち、シェルの形成を制御する因子としては、以下のものが挙げられる。これらの因子については後で詳細に説明する。すなわち、(1)コア及びシェルを構成する樹脂のガラス転移温度と溶解度パラメータ
(2)コア粒子の円形度
(3)シェル化を行う温度条件に着目する
このうち、コア及びシェルを構成する樹脂のガラス転移温度と溶解度パラメータについては、本発明に係るトナーでは、コアとシェルがお互いに相溶しにくい構造を形成することが好ましい。すなわち、コア領域を形成する樹脂とシェル領域を形成する樹脂を選択することにより、コア領域とシェル領域とが相分離した構造を有するトナーが得られ、シェルの膜厚が薄くてもコア領域がトナー表面に露出することのない耐熱保存性に優れたトナーの作製が可能になる。
【0072】
また、コア粒子の円形度については、例えば、コア粒子が高円形度を有するものであれば、比表面積が小さく、かつ、表面性が均一になるので、シェルを構成する樹脂微粒子をコア表面に均一に付着させ易くなり、均一な厚みを有するトナーを作製し易くなる。
【0073】
さらに、シェル化を行う温度条件については、例えば、シェル化実施の温度環境をコア粒子を構成する樹脂のガラス転移温度Tg1よりも高く、かつ、コア粒子を構成する樹脂の軟化点Tspよりも低く設定して、シェル用樹脂微粒子をコア表面に確実に付着させる。すなわち、コア表面へのシェル用樹脂微粒子の付着が確実に行える温度環境にすることにより、コア表面において樹脂微粒子が均一に付着、堆積し、所望の厚みを有するシェル層がコア表面に均一に形成される。
【0074】
尚、国際公開第98/25185号パンフレットには、シェルの膜厚を0.001〜1.0μm(1〜1000nm)にするとの記載はあるものの、実施例を参照する限り31μm以上のもののみであり、シェル膜厚についてはその質量から算出しており、膜厚の均一性に関しては全く不明であり、注目もしていない。
【0075】
本発明の目的を達成するには、薄くかつ膜厚ムラのない均一なシェル層を形成することが重要であり、特に帯電安定性を確保するためには、全く均一な膜厚を有する層を形成するのが好ましいと考えられる。しかし、これを達成することは極めて困難であり、特に工業的に発明を実施する場合に問題が大きい。
【0076】
シェルの膜厚は、低Tgという特性を持ったコア粒子の耐熱依存性と低温定着性の両面の観点より、100〜300nmとする必要がある。本発明の如く平均膜厚100〜300nmという薄膜なシェルを有するトナーにおいて、シェルの最大膜厚Hmaxと最小膜厚Hminの比(Hmax/Hmin)が、1.50以上では帯電安定性の低下が著しい。1.50未満にすれば帯電安定性は非常に改善し、本発明の目的を達成できることがわかった。
【0077】
〔帯電安定性が確保できる理由について〕
本発明に係るトナーは、低温定着性と耐熱保存性とを両立するとともに、安定した帯電性を確保することも可能にしている。すなわち、本発明に係るトナーを用いて画像形成を行ったときに、機内でのトナー飛散やプリント画像上での画像カスレの発生が解消され、良好な帯電立ち上がり性能が発現されることを見出した。おそらく、コア・シェル構造におけるシェルの厚みを本発明で特定するレベルに揃えることで、シェルの厚みにムラがなくなりコアへの帯電性の寄与が均一化されたため、トナー粒子表面における電荷分布が均一化して帯電性が確保されるようになったものと推測される。
【0078】
以下、本発明における物性値の定義、測定方法について記載し、トナーの作製方法、使用されるトナー用素材、及び作製されたトナーを用いた画像形成方法、画像形成装置等について更に説明する。
【0079】
〔シェルの8点平均膜厚の測定方法〕
本発明トナーにおけるシェルの膜厚は、トナーの断面層を透過型電子顕微鏡により撮影した写真より計測されるものである。透過型電子顕微鏡としては、通常当業者の間でよく知られた機種で十分観察され、例えば、LEM−2000型(トプコン社製)、JEM−2000FX(日本電子社製)等が用いられる。
【0080】
具体的には、まずトナー粒子を常温硬化性のエポキシ樹脂中に十分分散させた後、包埋し、粒径100nm程度のスチレン微粉末に分散させた後加圧成形する。必要により得られたブロックを四三酸化ルテニウム、または、四三酸化オスミウムを併用し染色を施した後、ダイヤモンド歯を備えたミクロトームを用い薄片状のサンプルを切り出し透過型電子顕微鏡(TEM)を用い、トナー1個の断面が視野に入る倍率(約10000倍)にて写真撮影する。
【0081】
次に、上記写真において、着色剤やワックス等の存在領域を目視観察により確認しつつ、コア粒子とシェルとの界面となる境界線を明らかにする。
【0082】
次に、トナー粒子の重心Cから45°間隔で表面に向かって直線を引き、各直線がコア粒子表面と交わる点をA、シェル層表面と交わる点をBとし、AB間の距離(即ち、シェルの厚さ)を8点測定し、その8点の平均値をトナー粒子1個のシェルの膜厚とする。
【0083】
また、トナー粒子1個中の最大シェル膜厚(Hmax)と、最小シェル膜厚(Hmin)を抽出し、(Hmax/Hmin)を算出する。本発明における(Hmax/Hmin)とは、トナー粒子100個における(Hmax/Hmin)の平均値である。
【0084】
本発明の8点平均膜厚とは、トナー粒子100個について8点平均膜厚の平均値として示されるものである。
【0085】
なお、シェル層の最小厚さが限りなく0に近い場合には、その膜厚を10nmとして測定した。
【0086】
また、トナー粒子100個において80個数%以上のトナー粒子の(Hmax/Hmin)が1.50未満であるが、好ましくは1.05〜1.50、より好ましくは1.05〜1.40である。
【0087】
〔均一な層厚のシェルを形成する方法〕
前記した如く、低Tgコアに対し均一なシェル層を形成するためには以下の3手段が挙げられる。以下、コアを構成する樹脂を単にコアという如く「を構成する樹脂」を略す。
【0088】
(1)コアとシェルのTg差およびSP値差を広げる
コアのガラス転移温度をTg1、シェルのガラス転移温度をTg2とするとき、Tg2−Tg1≧20℃の範囲とすることが好ましい、さらに好ましいくはTg2−Tg1≧30℃であるのがよい。
【0089】
又、コアの溶解性パラメーターの値をSP1、シェルの溶解性パラメーターの値をSP2とするとき、SP1とSP2との差(ΔSP)が0.2〜1.0が好ましい、さらに好ましくは0.25〜0.95がよい。
【0090】
(2)コア粒子の円形性を高めた後シェル化する
コア粒子の円形度を0.900以上に高めた後シェル化を開始する。
【0091】
(3)シェル化温度の適正化を図る
コアTg+20℃<シェル化温度<コアTspの範囲内でシェル化を実施することが好ましい。
【0092】
以下、上記(1)〜(3)についてより詳しく説明する。
【0093】
〔ガラス転移温度Tg〕
本発明のトナーにおいて、樹脂Aのガラス転移温度をTg1、樹脂Bのガラス転移温度をTg2とするとき、Tg2−Tg1≧20℃、10℃≦Tg1≦30℃の条件になっていることが好ましい。
【0094】
コア部を形成する樹脂A及びシェル層を形成する樹脂Bのガラス転移温度は、共重合体を形成する重合性単量体の種類、量及び分子量を適宜選択することにより、コントロールすることが可能である。ガラス転移温度を調整する方法は、例えばシェル層を構成する樹脂Bとコア部を構成する樹脂Aの重合単量体の種類を後述する化合物から選定し、両者のガラス転移温度を上記の範囲になるように比率と分子量を調整することで可能となる。但し、例示化合物は、達成手段を明らかに示すものであって、これらに限定されるものではない。
【0095】
ガラス転移温度の算出方法として、本発明では以下のような理論ガラス転移温度を算出してもよい。ここで理論ガラス転移温度とは、共重合体樹脂を構成するそれぞれの成分が、ホモポリマーを形成した場合のガラス転移温度にそれぞれの組成質量分率を乗じ、即ち加重平均して算出したものである。即ち、理論ガラス転移温度Tg(絶対温度Tg’とする)は共重合体樹脂を構成する成分のホモポリマーのガラス転移温度を用いて下記式(1)から算出される。
【0096】
式(1)
1/Tg’=W1/T1+W2/T2+・・・+Wn/Tn
(式中、W1、W2、・・・Wnは共重合体樹脂を構成する全重合性単量体に対する各重合性単量体の質量分率、T1、T2、・・・Tnは各重合性単量体を用いて形成されるホモポリマーのガラス転移温度(絶対温度)を示す。)
ガラス転移温度は、DSC−7示差走査カロリーメーター(パーキンエルマー社製)、TAC7/DX熱分析装置コントローラー(パーキンエルマー社製)を用いて行うことが出来る。
【0097】
測定手順として、トナー4.5〜5.0mgを小数点以下2桁まで精秤し、アルミニウム製パン(KITNO.0219−0041)に封入し、DSC−7サンプルホルダーにセットする。
【0098】
リファレンスは空のアルミニウム製パンを使用した。測定条件としては、測定温度0〜200℃、昇温速度10℃/分、降温速度10℃/分で、Heat−Cool−Heatの温度制御で行い、その2nd Heatにおけるデータをもとに解析を行った。
【0099】
ガラス転移温度は、第1の吸熱ピークの立ち上がり前のベースラインの延長線と、第1のピークの立ち上がり部分からピーク頂点までの間で最大傾斜を示す接線を引き、その交点をガラス転移点として示す。
【0100】
〔溶解性パラメーター値〕
本発明では、トナー中のシェル層を形成する樹脂は、コア部の樹脂と相溶せず、しかも、シェル層を形成する樹脂はコア部と十分な接着性を有している。
【0101】
シェル層を形成する樹脂がコア部との間で非相溶性を発現させるには、シェル層を形成する樹脂の溶解性パラメーター値(以下、SP値という)とコア部を形成する樹脂の溶解度パラメーターの値の差を適切な範囲にすることで実現される。
【0102】
溶解度パラメーター値(SP値)は物質の凝集エネルギーの大きさを表す数値で、Ferorsによって提案された方法「Polym.Eng.Sci.,Vol14,P147(1974)」にしたがって、原子または原子団の蒸発エネルギー及びモル体積をそれぞれΔer、Δviとすると、結着樹脂の溶解度パラメータσは、下記式(2)により算出される。
【0103】
式(2)
σ=(ΣΔer/ΣΔvi)1/2
又、各ビニル系共重合体の溶解度パラメーター値は、各成分の溶解度パラメーター値とモル比の積により算出されるものである。例えば、共重合体樹脂をX,Yの2種類の単量体より構成されるものと仮定したとき、各単量体の質量組成比をx,y(質量%)、分子量をMx、My、溶解度パラメーター値をSPx、SPyとすると、各単量体比はX/Mx(モル%)、y/My(モル%)となる。ここで、共重合体樹脂のモル比をCとすると、C=x/Mx+y/Myと表され、この共重合体樹脂の溶解度パラメーター値SPは下記式(3)のようになる。
【0104】
式(3)
SP=〔(x×SPx/Mx)+(y×Spy/My)〕×1/C
尚、溶解度パラメーター値は、ビニル系共重合体を構成する単量体の組成比を変えることにより制御することが可能である。例えばスチレンとメタクリル酸メチルを用いて形成された共重合体樹脂では、スチレンの組成比を減少させ、メタクリル酸メチルの組成比を増大させることにより溶解度パラメーターの値が低下する傾向を有していることが確認されている。
【0105】
又、高分子材料の溶解度パラメーターの概要については、独立行政法人「物質・材料研究機構」提供のデーターベースPolyInfo(http://polymer.nims.go.jp)に記載の溶解度パラメーターの項目(http://polymer.nims.go.jp/guide/guide/p5110.html)を参照するとよい。
【0106】
本発明では、コア部と前記シェル層に含有される樹脂の溶解度パラメーター値は、シェル層とコア部との差が0.1以上であるときに安定した非相溶性が発現され、好ましくは0.2〜0.8の範囲がより好ましい。
【0107】
〔トナー用コア粒子の円形度の測定方法〕
本発明の円形度は「FPIA−2100」(シスメックス社製)を用いて測定した値である。具体的には、コア粒子を界面活性剤入り水溶液にてなじませ、超音波分散を1分行い分散した後、「FPIA−2100」を用い、測定条件HPF(高倍率撮像)モードにて、HPF検出数3000〜10000個の適正濃度で測定を行う。この範囲であれば、再現性のある測定値が得られる。円形度は下記式にて定義された値である。
【0108】
円形度=(粒子投影像と同じ面積を有する円の周囲長)/(粒子投影像の周囲長)
又、平均円形度は、各粒子の円形度を足し合わせ、全粒子数でわり算して算出した値である。
【0109】
本発明では、コア粒子形成後の円形度は高いほど好ましく、0.900以上がよい。円形度が0.900以上にするとそれ未満のものより、シェル膜厚の均一性が高いものを造り易くなる。しかし、円形度を極めて高くすると工業生産性等は低下するので、他の条件を勘案すれば、コア粒子形成後の円形度が0.900〜0.930の範囲がより好ましい。
【0110】
本発明は、シェル層の厚さによって生じる離型剤の溶出性の違いをなくすというものであるが、円形度を0.900〜0.930の範囲とすることにより、従来よりも低い温度で定着を行ったときでも耐オフセット性がよく、巻き付きの発生を回避することが可能である。さらに、コア中の離型剤をムラなく溶出させることができるので、安定した定着処理を実現させている。
【0111】
〔軟化点Tsp〕
本発明のトナーの軟化点の測定方法について説明する。
【0112】
20±1℃、50±5%RH環境下において、トナー1.1gをシャーレに入れて平らにならし、12時間以上放置した後、成型器SSP−A(島津製作所製)にて3820kg/cm2の力で30秒間加圧し、直径1cmの円中型の成型サンプルを作製する。
【0113】
24±5℃、50±20%RH環境下において、フローテスタCFT−500D(島津製作所製)により、上記成型サンプルを荷重196N(20kgf)、開始温度60℃、予熱時間300秒、昇温速度6℃/分の条件とする。円柱型ダイの孔に(1mm×1mm)より、直径1cmのピストンを用いて予熱終了時から押し出し、昇温法の溶融温度測定方法でオフセット値5mmの設定で測定したオフセット法温度Toffsetを、トナーの軟化点とした。
【0114】
〔本発明で用いられるトナー素材等〕
(1)結着樹脂
コア部を形成する樹脂Aおよびシェル層を形成する樹脂Bは、スチレン−アクリル系共重合樹脂が好ましい。また、コア部を形成する樹脂を作製する単量体には、プロピルアクリレート、プロピルメタクリレート、ブチルアクリレート、2−エチルヘキシルアクリレート等の共重合体のガラス転移温度(Tg)を引き下げる重合性単量体を共重合することが好ましい。また、シェル層を形成する樹脂を作製するための単量体には、スチレン、メチルメタクリレート、メタクリル酸等の共重合体のガラス転移温度(Tg)を引き上げる重合性単量体を共重合することが好ましい。
【0115】
本発明に係るトナーを構成する樹脂についてさらに詳しく説明する。
【0116】
本発明に係るトナーのコアやシェルの構成に各々用いられる樹脂としては、下記に記載のような重合性単量体を重合して得られた重合体を用いることが出来る。
【0117】
本発明に係る樹脂は少なくとも1種の重合性単量体を重合して得られた重合体を構成成分として含むものである。前記重合性単量体としては、スチレン、o−メチルスチレン、m−メチルスチレン、p−メチルスチレン、α−メチルスチレン、p−クロロスチレン、3,4−ジクロロスチレン、p−フェニルスチレン、p−エチルスチレン、2,4−ジメチルスチレン、p−tert−ブチルスチレン、p−n−ヘキシルスチレン、p−n−オクチルスチレン、p−n−ノニルスチレン、p−n−デシルスチレン、p−n−ドデシルスチレンの様なスチレンあるいはスチレン誘導体、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸n−ブチル、メタクリル酸イソプロピル、メタクリル酸イソブチル、メタクリル酸t−ブチル、メタクリル酸n−オクチル、メタクリル酸2−エチルヘキシル、メタクリル酸ステアリル、メタクリル酸ラウリル、メタクリル酸フェニル、メタクリル酸ジエチルアミノエチル、メタクリル酸ジメチルアミノエチル等のメタクリル酸エステル誘導体、アクリル酸メチル、アクリル酸エチル、アクリル酸イソプロピル、アクリル酸n−ブチル、アクリル酸t−ブチル、アクリル酸イソブチル、アクリル酸n−オクチル、アクリル酸2−エチルヘキシル、アクリル酸ステアリル、アクリル酸ラウリル、アクリル酸フェニル等の、アクリル酸エステル誘導体、エチレン、プロピレン、イソブチレン等のオレフィン類、塩化ビニル、塩化ビニリデン、臭化ビニル、フッ化ビニル、フッ化ビニリデン等のハロゲン系ビニル類、プロピオン酸ビニル、酢酸ビニル、ベンゾエ酸ビニル等のビニルエステル類、ビニルメチルエーテル、ビニルエチルエーテル等のビニルエーテル類、ビニルメチルケトン、ビニルエチルケトン、ビニルヘキシルケトン等のビニルケトン類、N−ビニルカルバゾール、N−ビニルインドール、N−ビニルピロリドン等のN−ビニル化合物、ビニルナフタレン、ビニルピリジン等のビニル化合物類、アクリロニトリル、メタクリロニトリル、アクリルアミド等のアクリル酸あるいはメタクリル酸誘導体がある。これらビニル系単量体は単独あるいは組み合わせて使用することができる。
【0118】
また、樹脂を構成する重合性単量体としてイオン性解離基を有するものを組み合わせて用いることがさらに好ましい。例えば、カルボキシル基、スルフォン酸基、リン酸基等の置換基を単量体の構成基として有するものである。具体的には、アクリル酸、メタクリル酸、マレイン酸、イタコン酸、ケイ皮酸、フマール酸、マレイン酸モノアルキルエステル、イタコン酸モノアルキルエステル、スチレンスルフォン酸、アリルスルフォコハク酸、2−アクリルアミド−2−メチルプロパンスルフォン酸、アシッドホスホオキシエチルメタクリレート、3−クロロ−2−アシッドホスホオキシプロピルメタクリレート等が挙げられる。
【0119】
さらに、ジビニルベンゼン、エチレングリコールジメタクリレート、エチレングリコールジアクリレート、ジエチレングリコールジメタクリレート、ジエチレングリコールジアクリレート、トリエチレングリコールジメタクリレート、トリエチレングリコールジアクリレート、ネオペンチルグリコールジメタクリレート、ネオペンチルグリコールジアクリレート等の多官能性ビニル類を使用して架橋構造の樹脂とすることもできる。
【0120】
(2)着色剤
本発明のトナーに使用する着色剤としてはカーボンブラック、磁性体、染料、顔料等を任意に使用することができ、カーボンブラックとしてはチャンネルブラック、ファーネスブラック、アセチレンブラック、サーマルブラック、ランプブラック等が使用される。磁性体としては鉄、ニッケル、コバルト等の強磁性金属、これらの金属を含む合金、フェライト、マグネタイト等の強磁性金属の化合物が挙げられる。強磁性金属を含まないが熱処理する事により強磁性を示す合金、例えばマンガン−銅−アルミニウム、マンガン−銅−錫等のホイスラー合金と呼ばれる種類の合金、二酸化クロム等を用いる事ができる。
【0121】
染料としてはC.I.ソルベントレッド1、同49、同52、同58、同63、同111、同122、C.I.ソルベントイエロー19、同44、同77、同79、同81、同82、同93、同98、同103、同104、同112、同162、C.I.ソルベントブルー25、同36、同60、同70、同93、同95等を用いる事ができ、またこれらの混合物も用いる事ができる。顔料としてはC.I.ピグメントレッド5、同48:1、同53:1、同57:1、同122、同139、同144、同149、同166、同177、同178、同222、C.I.ピグメントオレンジ31、同43、C.I.ピグメントイエロー14、同17、同93、同94、同138、同156、同158、同180、同185、C.I.ピグメントグリーン7、C.I.ピグメントブルー15:3、同60等を用いる事ができ、これらの混合物も用いる事ができる。数平均一次粒子径は種類により多様であるが、概ね10〜200nm程度が好ましい。
【0122】
着色剤の添加方法としては、樹脂微粒子を凝集剤の添加にて凝集させる段階で添加し重合体を着色する。なお、着色剤は表面をカップリング剤等で処理して使用することができる。
【0123】
(3)ワックス(離型剤)
本発明に係るトナーに使用可能なワックスとしては、従来公知のものが挙げられる。具体的には、ポリエチレンワックス、ポリプロピレンワックスなどのポリオレフィンワックス、パラフィンワックス、サゾールワックスなどの長鎖炭化水素系ワックス、ジステアリルケトンなどのジアルキルケトン系ワックス、カルナウバワックス、モンタンワックス、トリメチロールプロパントリベヘネート、ペンタエリスリトールテトラミリステート、ペンタエリスリトールテトラステアレート、ペンタエリスリトールテトラベヘネート、ペンタエリスリトールジアセテートジベヘネート、グリセリントリベヘネート、1,18−オクタデカンジオールジステアレート、トリメリット酸トリステアリル、ジステアリルマレエートなどのエステル系ワックス、エチレンジアミンジベヘニルアミド、トリメリット酸トリステアリルアミドなどのアミド系ワックスなどが挙げられる。
【0124】
ワックスの融点は、通常40〜160℃であり、好ましくは50〜120℃、さらに好ましくは60〜90℃である。融点を上記範囲内にすることにより、トナーの耐熱保存性が確保されるとともに、低温で定着を行う場合でもコールドオフセットなどを起こさずに安定したトナー画像形成が行える。また、トナー中のワックス含有量は、1質量%〜30質量%が好ましく、さらに好ましくは5質量%〜20質量%である。
【0125】
上記トナーの製造方法で使用可能な重合開始剤、連鎖移動剤及び界面活性剤について説明する。
【0126】
(4)本発明に使用可能なラジカル重合開始剤
本発明に係るトナーを構成するコアやシェルを構成する樹脂は、前述の重合性単量体を重合して生成されるが、本発明に使用可能なラジカル重合開始剤には以下のものがある。
【0127】
具体的には、油溶性重合開始剤としては、2,2′−アゾビス−(2,4−ジメチルバレロニトリル)、2,2′−アゾビスイソブチロニトリル、1,1′−アゾビス(シクロヘキサン−1−カルボニトリル)、2,2′−アゾビス−4−メトキシ−2,4−ジメチルバレロニトリル、アゾビスイソブチロニトリル等のアゾ系またはジアゾ系重合開始剤、ベンゾイルパーオキサイド、メチルエチルケトンペルオキサイド、ジイソプロピルペルオキシカーボネート、クメンヒドロペルオキサイド、t−ブチルヒドロペルオキサイド、ジ−t−ブチルペルオキサイド、ジクミルペルオキサイド、2,4−ジクロロベンゾイルペルオキサイド、ラウロイルペルオキサイド、2,2−ビス−(4,4−t−ブチルペルオキシシクロヘキシル)プロパン、トリス−(t−ブチルペルオキシ)トリアジンなどの過酸化物系重合開始剤や過酸化物を側鎖に有する高分子開始剤などが挙げられる。
【0128】
また、乳化重合法で樹脂粒子を形成する場合は水溶性ラジカル重合開始剤が使用可能である。水溶性重合開始剤としては、過硫酸カリウム、過硫酸アンモニウム等の過硫酸塩、アゾビスアミノジプロパン酢酸塩、アゾビスシアノ吉草酸およびその塩、過酸化水素等を挙げることができる。
【0129】
複合樹脂粒子を構成する樹脂の分子量を調整することを目的として、一般的に用いられる連鎖移動剤を用いることができる。
【0130】
連鎖移動剤としては、特に限定されるものではなく、例えばオクチルメルカプタン、ドデシルメルカプタン、tert−ドデシルメルカプタン等のメルカプタン、n−オクチル−3−メルカプトプロピオン酸エステル、ターピノーレン、四臭化炭素およびα−メチルスチレンダイマー等が使用される。
【0131】
(5)分散安定剤
又、反応系中に重合性単量体等を適度に分散させておくために分散安定剤を使用することも可能である。分散安定剤としては、リン酸三カルシウム、リン酸マグネシウム、リン酸亜鉛、リン酸アルミニウム、炭酸カルシウム、炭酸マグネシウム、水酸化カルシウム、水酸化マグネシウム、水酸化アルミニウム、メタケイ酸カルシウム、硫酸カルシウム、硫酸バリウム、ベントナイト、シリカ、アルミナ等を挙げることができる。さらに、ポリビニルアルコール、ゼラチン、メチルセルロース、ドデシルベンゼンスルフォン酸ナトリウム、エチレンオキサイド付加物、高級アルコール硫酸ナトリウム等の界面活性剤として一般的に使用されているものを分散安定剤として使用することができる。
【0132】
本発明に用いられる界面活性剤について説明する。
【0133】
前述のラジカル重合性単量体を使用して重合を行うためには、界面活性剤を使用して水系媒体中に油滴分散を行う必要がある。この際に使用することのできる界面活性剤としては特に限定されるものでは無いが、下記のイオン性界面活性剤を好適なものの例として挙げることができる。
【0134】
イオン性界面活性剤としては、スルホン酸塩(ドデシルベンゼンスルホン酸ナトリウム、アリールアルキルポリエーテルスルホン酸ナトリウム、3,3−ジスルホンジフェニル尿素−4,4−ジアゾ−ビス−アミノ−8−ナフトール−6−スルホン酸ナトリウム、オルト−カルボキシベンゼン−アゾ−ジメチルアニリン、2,2,5,5−テトラメチル−トリフェニルメタン−4,4−ジアゾ−ビス−β−ナフトール−6−スルホン酸ナトリウム等)、硫酸エステル塩(ドデシル硫酸ナトリウム、テトラデシル硫酸ナトリウム、ペンタデシル硫酸ナトリウム、オクチル硫酸ナトリウム等)、脂肪酸塩(オレイン酸ナトリウム、ラウリン酸ナトリウム、カプリン酸ナトリウム、カプリル酸ナトリウム、カプロン酸ナトリウム、ステアリン酸カリウム、オレイン酸カルシウム等)が挙げられる。
【0135】
また、ノニオン性界面活性剤も使用することができる。具体的には、ポリエチレンオキサイド、ポリプロピレンオキサイド、ポリプロピレンオキサイドとポリエチレンオキサイドの組み合わせ、ポリエチレングリコールと高級脂肪酸とのエステル、アルキルフェノールポリエチレンオキサイド、高級脂肪酸とポリエチレングリコールのエステル、高級脂肪酸とポリプロピレンオキサイドのエステル、ソルビタンエステル等を挙げることができる。
【0136】
〔静電荷像現像用トナーの製造方法〕
次に、本発明に係る静電荷像現像用トナーの製造方法について説明する。
【0137】
本発明に係るトナーは、たとえば、以下のような工程を経て作製されるものである。
(1)離型剤をラジカル重合性単量体に溶解或いは分散する溶解/分散工程
(2)樹脂微粒子の分散液を調製するための重合工程
(3)水系媒体中で樹脂微粒子と着色剤粒子を凝集、融着させてコア粒子(会合粒子)を得る凝集・融着工程
(4)会合粒子を熱エネルギーにより熟成して形状を調整する第1の熟成工程
(5)コア粒子分散液中に、シェル用の樹脂粒子を添加してコア粒子表面にシェル用粒子を凝集、融着させてコア・シェル構造の着色粒子を形成するシェル化工程
(6)コア・シェル構造の着色粒子を熱エネルギーにより熟成して、コア・シェル構造の着色粒子の形状を調整する第2の熟成工程
(7)冷却された着色粒子分散液から着色粒子を固液分離し、当該着色粒子から界面活性剤などを除去する洗浄工程
(8)洗浄処理された着色粒子を乾燥する乾燥工程
また、必要に応じて乾燥工程の後に、
(9)乾燥処理された着色粒子に外添剤を添加する工程
を有する場合もある。上記工程については、後で詳述する。
【0138】
本発明に係るトナーを製造する場合、先ず、樹脂粒子と着色剤粒子とを会合融着させてコアとなる粒子(以下コア粒子という)を作製する。次に、コア粒子分散液中に樹脂粒子を添加して、コア粒子表面にこの樹脂粒子を凝集、融着させることによりコア粒子表面を被覆してコア・シェル構造を有する着色粒子を作製する。このように、本発明に係るトナーは、各種製法で作製されたコア粒子の分散液中に、樹脂粒子を添加してコア粒子に融着させてコア・シェル構造のトナーを作製するものである。
【0139】
本発明に係るトナーは前述してきたようにシェルの厚みが極めて薄くかつ膜厚が一定していることが特徴であり、シェル形成後は粒径の一定した小粒径で形状の揃ったトナーが好ましい。このような構造と形状を有するトナーを作製するためには、コア粒子は極めて粒径の揃った、均一な形状にしておき、そこにシェル用の樹脂粒子を添加してシェル化を行うことになる。そして、シェル化を行う時に最終的にトナーの形状制御を行って適切な形状を付与させるものであるが、それには粒径が揃った均一な形状を有するコア粒子を作製するのが最も重要である。この様なコア粒子であれば、その表面にシェルを形成する樹脂微粒子が均一に付着し、結果として極めて均一な膜厚を有するトナー粒子を作製することが出来る。
【0140】
本発明に係るトナーを構成するコア粒子は、樹脂微粒子と着色剤粒子とを凝集、融着させる製法により作製される。コア粒子の形状は、たとえば、凝集・融着工程の加熱温度、第1の熟成工程の加熱温度と時間を制御することにより制御される。
【0141】
この中で、第1の熟成工程における時間制御が最も効果的である。熟成工程は、会合粒子の円形度を調整することを目的としていることから、この時間を制御することにより、目的の円形度に到達する。
【0142】
本発明に係るトナーを構成するコア部は、例えば、樹脂(A)を形成する重合性単量体に離型剤成分を溶解或いは分散させた後、水系媒体中に機械的に微粒分散させ、ミニエマルジョン重合法により重合性単量体を重合させる工程を経て形成した複合樹脂微粒子と着色剤粒子とを後述する塩析/融着させる方法が好ましく用いられる。重合性単量体中に離型剤成分を溶かすときは、離型剤成分を溶解させて溶かしても溶融して溶かしてもよい。
【0143】
以下、本発明に係わるトナーの各製造工程について説明する。
【0144】
(1)溶解/分散工程
この工程では、ラジカル重合性単量体に離型剤化合物を溶解させて、離型剤化合物を混合したラジカル重合性単量体溶液を調製する工程である。
【0145】
(2)重合工程
この重合工程の好適な一例においては、臨界ミセル濃度(CMC)以下の界面活性剤を含有した水系媒体中に、ワックスを溶解或いは分散含有したラジカル重合性単量体溶液を添加し、機械的エネルギーを加えて液滴を形成させ、次いで水溶性のラジカル重合開始剤を添加し、当該液滴中において重合反応を進行させる。尚、前記液滴中に油溶性重合開始剤が含有されていてもよい。このような重合工程においては、機械的エネルギーを付与して強制的に乳化(液滴の形成)処理が必須となる。かかる機械的エネルギーの付与手段としては、ホモミキサー、超音波、マントンゴーリンなどの強い撹拌又は超音波振動エネルギーの付与手段を挙げることができる。
【0146】
この重合工程により、ワックスと結着樹脂とを含有する樹脂微粒子が得られる。かかる樹脂微粒子は、着色された微粒子であってもよく、着色されていない微粒子であってもよい。着色された樹脂微粒子は、着色剤を含有する単量体組成物を重合処理することにより得られる。又、着色されていない樹脂微粒子を使用する場合には、後述する凝集・融着工程において、樹脂微粒子の分散液に、着色剤微粒子の分散液を添加し、樹脂微粒子と着色剤微粒子とを融着させることで着色粒子とすることができる。
【0147】
(3)凝集・融着工程
前記融着工程における凝集、融着の方法としては、重合工程により得られた樹脂微粒子(着色又は非着色の樹脂微粒子)を用いた塩析/融着法が好ましい。また、当該凝集・融着工程においては、樹脂微粒子や着色剤微粒子とともに、離型剤微粒子や荷電制御剤などの内添剤微粒子を凝集、融着させることができる。
【0148】
なお、ここでいう「塩析/融着」とは、凝集と融着を並行して進め、所望の粒子径まで成長したところで、凝集停止剤を添加して粒子成長を停止させ、さらに、必要に応じて粒子形状を制御するための加熱を継続して行うことをいう。
【0149】
前記凝集・融着工程における「水系媒体」とは、主成分(50質量%以上)が水からなるものをいう。ここに、水以外の成分としては、水に溶解する有機溶媒を挙げることができ、例えばメタノール、エタノール、イソプロパノール、ブタノール、アセトン、メチルエチルケトン、テトラヒドロフランなどが挙げられる。
【0150】
着色剤微粒子は、着色剤を水系媒体中に分散することにより調製することができる。着色剤の分散処理は、水中で界面活性剤濃度を臨界ミセル濃度(CMC)以上にした状態で行われる。着色剤の分散処理に使用する分散機は特に限定されないが、好ましくは超音波分散機、機械的ホモジナイザー、マントンゴーリンや圧力式ホモジナイザー等の加圧分散機、サンドグラインダー、ゲッツマンミルやダイヤモンドファインミル等の媒体型分散機が挙げられる。又、使用される界面活性剤としては、前述の界面活性剤と同様のものを挙げることができる。尚、着色剤(微粒子)は表面改質されていてもよい。着色剤の表面改質法は、溶媒中に着色剤を分散させ、その分散液中に表面改質剤を添加し、この系を昇温することにより反応させる。反応終了後、着色剤を濾別し、同一の溶媒で洗浄濾過を繰り返した後、乾燥することにより、表面改質剤で処理された着色剤(顔料)が得られる。
【0151】
好ましい凝集、融着方法である塩析/融着法は、樹脂微粒子と着色剤微粒子とが存在している水中に、アルカリ金属塩やアルカリ土類金属塩及び3価の塩等からなる塩析剤を臨界凝集濃度以上の凝集剤として添加する。次いで、前記樹脂微粒子のガラス転移点以上であって、且つ前記混合物の融解ピーク温度(℃)以上の温度に加熱することで塩析を進行させると同時に融着を行う工程である。ここで、塩析剤であるアルカリ金属塩及びアルカリ土類金属塩は、アルカリ金属として、リチウム、カリウム、ナトリウム等が挙げられ、アルカリ土類金属として、マグネシウム、カルシウム、ストロンチウム、バリウムなどが挙げられ、好ましくはカリウム、ナトリウム、マグネシウム、カルシウム、バリウムが挙げられる。
【0152】
凝集、融着を塩析/融着で行う場合、塩析剤を添加した後に放置する時間をできるだけ短くすることが好ましい。この理由として明確では無いが、塩析した後の放置時間によって、粒子の凝集状態が変動し、粒径分布が不安定になったり、融着させたトナーの表面性が変動したりする問題が発生する。また、塩析剤を添加する温度としては少なくとも樹脂微粒子のガラス転移温度以下であることが必要である。この理由としては、塩析剤を添加する温度が樹脂微粒子のガラス転移温度以上であると樹脂微粒子の塩析/融着は速やかに進行するものの、粒径の制御を行うことができず、大粒径の粒子が発生したりする問題が発生する。この添加温度の範囲としては樹脂のガラス転移温度以下であればよいが、一般的には5〜55℃、好ましくは10〜45℃である。
【0153】
また、塩析剤を樹脂微粒子のガラス転移温度以下で加え、その後にできるだけ速やかに昇温し、樹脂微粒子のガラス転移温度以上であって、かつ、前記混合物の融解ピーク温度(℃)以上の温度に加熱する。この昇温までの時間としては1時間未満が好ましい。更に、昇温を速やかに行う必要があるが、昇温速度としては、0.25℃/分以上が好ましい。上限としては特に明確では無いが、瞬時に温度を上げると塩析が急激に進行するため、粒径制御がやりにくいという問題があり、5℃/分以下が好ましい。この融着工程により、樹脂微粒子及び任意の微粒子が塩析/融着されてなる会合粒子(コア粒子)の分散液が得られる。
【0154】
(4)第1の熟成工程
そして、本発明では、凝集・融着工程の加熱温度や特に第1の熟成工程の加熱温度と時間の制御することにより、粒径が一定で分布が狭く形成したコア粒子表面が平滑だが均一な形状を有するものになるように制御する。具体的には、凝集・融着工程で加熱温度を低めにして樹脂粒子同士の融着の進行を抑制させて均一化を促進させ、第1の熟成工程で加熱温度を低めに、かつ、時間を長くしてコア粒子の表面が均一な形状のものに制御する。
【0155】
(5)シェル化工程
シェル化工程では、コア粒子分散液中にシェル用の樹脂粒子分散液を添加してコア粒子表面にシェル用の樹脂粒子を凝集、融着させ、コア粒子表面にシェル用の樹脂粒子を被覆させて着色粒子を形成する。
【0156】
具体的には、コア粒子分散液は上記凝集・融着工程及び第1の熟成工程での温度を維持した状態でシェル用樹脂粒子の分散液を添加し、加熱撹拌を継続しながら数時間かけてゆっくりとシェル用樹脂粒子をコア粒子表面に被覆させて着色粒子を形成する。加熱撹拌時間は、1時間〜7時間が好ましく、3時間〜5時間が特に好ましい。
【0157】
(6)第2の熟成工程
シェル化により着色粒子が所定の粒径になった段階で塩化ナトリウムなどの停止剤を添加して粒子成長を停止させ、その後もコア粒子に付着させたシェル用樹脂粒子を融着させるために数時間加熱撹拌を継続する。そして、シェル化工程ではコア粒子表面に厚さが100〜300nmのシェルを形成する。このようにして、コア粒子表面に樹脂粒子を固着させてシェルを形成し、丸みを帯び、しかも形状の揃った着色粒子が形成される。
【0158】
本発明では、第2の熟成工程の時間を長めに設定したり、熟成温度を高めに設定することで着色粒子の形状を真球方向に制御することが可能である。
【0159】
(7)冷却工程・固液分離・洗浄工程
この工程は、前記着色粒子の分散液を冷却処理(急冷処理)する工程である。冷却処理条件としては、1〜20℃/minの冷却速度で冷却する。冷却処理方法としては特に限定されるものではなく、反応容器の外部より冷媒を導入して冷却する方法や、冷水を直接反応系に投入して冷却する方法を例示することができる。
【0160】
この固液分離・洗浄工程では、上記の工程で所定温度まで冷却された着色粒子の分散液から当該着色粒子を固液分離する固液分離処理と、固液分離されたトナーケーキ(ウエット状態にある着色粒子をケーキ状に凝集させた集合物)から界面活性剤や塩析剤などの付着物を除去する洗浄処理とが施される。ここに、濾過処理方法としては、遠心分離法、ヌッチェ等を使用して行う減圧濾過法、フィルタープレス等を使用して行う濾過法など特に限定されるものではない。
【0161】
(8)乾燥工程
この工程は、洗浄処理されたケーキを乾燥処理し、乾燥された着色粒子を得る工程である。この工程で使用される乾燥機としては、スプレードライヤー、真空凍結乾燥機、減圧乾燥機などを挙げることができ、静置棚乾燥機、移動式棚乾燥機、流動層乾燥機、回転式乾燥機、撹拌式乾燥機などを使用することが好ましい。乾燥された着色粒子の水分は、5質量%以下であることが好ましく、更に好ましくは2質量%以下とされる。尚、乾燥処理された着色粒子同士が、弱い粒子間引力で凝集している場合には、当該凝集体を解砕処理してもよい。ここに、解砕処理装置としては、ジェットミル、ヘンシェルミキサー、コーヒーミル、フードプロセッサー等の機械式の解砕装置を使用することができる。
【0162】
(9)外添処理工程
この工程は、乾燥された着色粒子に必要に応じ外添剤を混合し、トナーを作製する工程である。
【0163】
外添剤の混合装置としては、ヘンシェルミキサー、コーヒーミル等の機械式の混合装置を使用することができる。
【0164】
複合樹脂粒子の質量平均粒径(分散粒子径)は、10〜1000nmの範囲にあることが好ましく、更に好ましくは30〜300nmの範囲とされる。
【0165】
この質量平均粒径は、電気泳動光散乱光度計「ELS−800」(大塚電子社製)を用いて測定された値である。
【0166】
〔画像形成方法及び画像形成装置〕
図3に示すカラー画像形成装置は、タンデム方式のカラー画像形成装置であって、複数の像形成体を並列配置し、その構成と機能は次に記す通りである。中間転写体である転写ベルト14aの周縁部にはイエロー(Y)、マゼンタ(M)、シアン(C)、黒(K)から成る4組のプロセスユニット100が設けられていて、各プロセスユニット100によって形成された単色のY,M,C,Kのトナー像が転写ベルト14a上で重ね合わせて転写される。転写されたカラートナー像は、転写材である記録紙上に一括転写され、定着されて機外に排出される構成となっている。
【0167】
尚、以下図3に示すカラー画像形成装置に基づき、本発明に係わる画像形成装置や画像形成方法を説明するが、モノクロ画像形成装置にも本発明が適用できることはいうまでもない。
【0168】
110は各色毎の像形成体である感光体ドラム、111は各色毎の帯電手段であるスコロトロン帯電器、112は各色毎の画像書込手段である露光光学系、114は各色毎の現像器、190は各色毎の感光体ドラム110のクリーニング手段であるクリーニング装置である。
【0169】
各色毎の像形成体である感光体ドラム110は、例えばアルミ材によって形成される円筒状の金属基体の外周に、表面にオーバーコート層(保護層)を設けた有機感光体層(OPC)を該金属基体の外周に形成したものである。後述するように、当接状態とされる転写ベルト14aの移動により転写ベルト14aからの駆動力を受けて従動回転され、接地した状態で図の矢印で示す方向に各色毎の感光体ドラム110が回転される。
【0170】
有機感光体層は、電荷発生物質(CGM)を主成分とする電荷発生層(CGL)と電荷輸送物質(CTM)を主成分とする電荷輸送層(CTL)とに機能分離された二層構成の感光体層とされる。なお有機感光体層は、電荷発生物質(CGM)と電荷輸送物質(CTM)を1つの層中に含有する単層構成とされてもよく、該単層構成又は前記二層構成の感光体層には、通常バインダ樹脂が含有されている。
【0171】
各色毎の帯電手段であるスコロトロン帯電器111は、それぞれ所定の電位に保持された制御グリッドとコロナ放電電極による使用されるトナー(現像時のトナー)と同極性(本実施形態においてはマイナス極性)のコロナ放電とによって帯電作用(本実施形態においてはマイナス帯電)を行う。感光体ドラム110に対し一様な電位を与える。スコロトロン帯電器111のコロナ放電電極としては、その他鋸歯状電極や針状電極を用いることも可能である。
【0172】
各色毎の画像書込手段である露光光学系112は、感光体ドラム110上での露光位置が、前述した各色毎のスコロトロン帯電器11に対して感光体ドラム110の回転方向下流側に位置するようにして感光体ドラム110の周辺に配置される。露光光学系112は、別体の画像読み取り装置によって読み取られメモリに記憶された各色の画像データに従って感光体ドラム110の感光体層を像露光し、各色毎の感光体ドラム110上に静電潜像を形成する。
【0173】
各色毎の現像手段である現像器114は、感光体ドラム110の周面に対し所定の間隙を保ち、感光体ドラム110の回転方向と順方向に回転する例えば厚み0.5〜1mm、外径15〜25mmの円筒状の非磁性のステンレスあるいはアルミ材で形成された現像スリーブ141を有し、内部に各色毎の現像色に従いイエロー(Y)、マゼンタ(M)、シアン(C)および黒色(K)の2成分現像剤を収容している。現像器14は不図示の突き当てコロにより感光体ドラム10と所定の間隙、例えば100〜500μmに保たれている。現像スリーブ141に対して直流電圧又は直流電圧と交流電圧を重畳した現像バイアスを印加することにより、周面に担持した現像剤を穂立状態として接触の反転現像を行い、感光体ドラム110上にトナー像を形成する。
【0174】
スコロトロン帯電器111によって一様帯電した感光体ドラム110上には、露光光学系112によって像露光が行われて静電潜像を形成し、現像器114によって現像がなされてトナー像が形成される。このトナー像は転写位置において後に説明する転写ベルト14a上に転写がなされる。転写を終えてドラム上に残留した転写残トナーは、静電的に回収を行うクリーニング装置190によって清掃が行われる。
【0175】
Y,M,C,K4色のプロセスユニット100が並列して対向する転写ベルト14aは体積抵抗率1012〜1015Ω・cmの無端ベルトである。例えば変性ポリイミド、熱硬化ポリイミド、エチレンテトラフルオロエチレン共重合体、ポリフッ化ビニリデン、ナイロンアロイ等のエンジニアリングプラスチックに導電材料を分散した、厚さ0.1〜1.0mmの半導電性フィルム基体の外側に、好ましくはトナーフィルミング防止層として厚さ5〜50μmのフッ素コーティングを行った、2層構成のシームレスベルトである。転写ベルト14aの基体としては、この他に、シリコンゴム或いはウレタンゴム等に導電材料を分散した厚さ0.5〜2.0mmの半導電性ゴムベルトを使用することもできる。転写ベルト14aは、駆動ローラ14d、従動ローラ14e、テンションローラ14k及びバックアップローラ14jに外接して張架される。画像形成時には、不図示の駆動モータよりの駆動をうけて駆動ローラ14dが回転され、各色毎の転写位置の上流側に配設される押圧弾性板14bにより感光体ドラム110に転写ベルト14aが押圧され、転写ベルト14aが図の矢印で示す方向に回転される。この際、転写ベルト14aの移動に従動して転写ベルト14aの駆動力を受けて感光体ドラム110が従動回転される。
【0176】
各色毎の転写手段である1次転写器14cは、好ましくはコロナ放電器により構成され、転写ベルト14aを挟んで各色毎の感光体ドラム110に対向して設けられ、転写ベルト14aと各色毎の感光体ドラム110との間に各色毎の転写域(符号なし)を形成する。各色毎の1次転写器14cにはトナーと反対極性(本実施形態においてはプラス極性)の直流電圧を印加し、転写域に転写電界を形成することにより、各色毎の感光体ドラム110上のトナー像を転写ベルト14a上に転写する。
【0177】
各色毎の除電手段である除電器14mは、好ましくはコロナ放電器により構成され、1次転写器14cにより帯電された転写ベルト14aを除電する。
【0178】
転写ベルトの押圧手段である押圧弾性板14bは、ウレタン等のゴムブレードにより形成され、各色毎の転写位置の上流側に配設され、画像形成時に転写ベルト14aを感光体ドラム110に押圧し、転写ベルト14aの移動に従動して感光体ドラム110を回転させる。
【0179】
画像記録のスタートにより図示の感光体駆動モータの始動により黒(K)の画像形成ユニット100の感光体ドラム110が図の矢印で示す方向へ回転され、同時にKのスコロトロン帯電器111の帯電作用によりKの感光体ドラム110に電位の付与が開始される。
【0180】
Kの感光体ドラム110は電位を付与されたあと、Kの露光光学系112によって第1の色信号すなわちKの画像データに対応する電気信号による画像書込が開始され、Kの感光体ドラム110の表面に原稿画像のKの画像に対応する静電潜像が形成される。
【0181】
前記の潜像はKの現像器114により接触状態で反転現像がなされKの感光体ドラム110の回転に応じ黒(K)のトナー像が形成される。
【0182】
上記の画像形成プロセスによって像形成体であるKの感光体ドラム110上に形成されたKのトナー像が、Kの転写域(符号なし)において、第1の転写手段であるKの1次転写器14cによって、転写ベルト14a上に転写される。
【0183】
次いで転写ベルト14aは、Cのトナー像と同期が取られ、シアン(C)の画像形成ユニット100によりCのスコロトロン帯電器111の帯電作用により電位が付与さる。Cの露光光学系112によって第2の色信号すなわちCの画像データに対応する電気信号による画像書込が行われ、Cの現像器114による接触の反転現像によってCの感光体ドラム110上にCのトナー像が、Cの転写域(符号なし)において、第1の転写手段であるCの1次転写器14cによって、前記のKのトナー像の上からCのトナー像が重ね合わせて形成される。
【0184】
同様のプロセスにより、K、Cの重ね合わせトナー像と同期が取られ、マゼンタ(M)の画像形成ユニット100によりMの感光体ドラム110上に形成される。第3の色信号によるMの画像データに対応するMのトナー像が、Mの転写域(符号なし)において、第1の転写手段であるMの1次転写器14cによって、前記のK、Cのトナー像の上からMのトナー像が重ね合わせて形成される。更にK、C、Mの重ね合わせトナー像と同期が取られ、イエロー(Y)の画像形成ユニット100によりYの感光体ドラム110上に形成された、第4の色信号によるYの画像データに対応するYのトナー像が、Yの転写域(符号なし)において、第1の転写手段であるYの1次転写器14cによって、前記のK、C、Mのトナー像の上からYのトナー像が重ね合わせて形成され、転写ベルト14a上にK、C、M及びYの重ね合わせカラートナー像が形成される。
【0185】
転写後の各色毎の感光体ドラム110の周面上に残った転写残トナーは、各色毎の像形成体のクリーニング手段であるクリーニング装置190によりクリーニングされる。
【0186】
転写ベルト14a上の重ね合わせカラートナー像形成と同期して転写材収納手段である給紙カセット115から、転写材給送手段としてのタイミングローラ116を経て記録紙Pが第2の転写手段である2次転写器14gの転写域(符号なし)へと搬送される。トナーと反対極性(本実施形態においてはプラス極性)の直流電圧が印加される2次転写器14gにより、転写ベルト14a上の重ね合わせカラートナー像が記録紙P上に一括して転写される。
【0187】
カラートナー像が転写された記録紙Pは、鋸歯状電極板から成る分離手段である除電電極16bにより除電され、定着装置117へと搬送され、定着ローラ17aと圧着ローラ17bとの間で熱と圧力とを加えられることにより記録紙P上のトナー像が定着された後、装置外部のトレイへ排出される。
【0188】
転写後の転写ベルト14aの周面上に残った転写残トナーは、転写ベルト14aを挟んで従動ローラ14eに対向して設けられる転写ベルトのクリーニング手段であるクリーニング装置190aによりクリーニングされる。
【0189】
各色毎の現像手段である現像器114で、イエロー(Y),マゼンタ(M),シアン(C)および黒色(K)の前述した2成分の現像剤をそれぞれ収容し、それぞれ感光体ドラム110の周面に対し所定の間隙を保って、現像位置において感光体ドラム110の回転方向に回転する現像スリーブ141を備えている。
【0190】
各色毎の現像手段である現像器114は、同様の構成となっていて、ホッパ200CのキャリアCはホッパ200Cの下端に設けた供給ローラSRCの回転により、またホッパ200TのトナーTはホッパ200Tの下端に設けた供給ローラSRTの回転により現像器114への供給が行われる。また現像器114から排出した2成分現像剤は搬送スクリュー300Bによって搬送され現像剤回収ボックス400内に回収される。かかる構成の画像形成装置で、プリント動作時に現像器114にキャリア供給を行うキャリア供給モードと、現像器動作前に現像器114への現像剤の供給を行う現像剤供給モード及び/又は現像器動作後に現像器114から現像剤の排出を行う現像剤排出モードとを設けて制御を行う。これによって、現像器114は画像形成装置に取り付けたままで、2成分現像剤の全面的な交換が行われることとなり、サービスマンによる現像剤交換をはじめとするサービスは不要となった。
【0191】
〔記録材〕
本発明に用いる記録材は、トナー画像を保持する支持体で、通常画像支持体、転写材或いは転写紙と通常よばれるものである。具体的には薄紙から厚紙までの普通紙、アート紙やコート紙等の塗工された印刷用紙、市販されている和紙やはがき用紙、OHP用のプラスチックフィルム、布等の各種転写材を挙げることができるが、これらに限定されるものではない。
【実施例】
【0192】
次に、本発明の代表的な構成例とその効果を示し本発明の説明をさらに行うが、無論、本発明の構成はこれらに限定されるわけではない。
【0193】
〔トナーの作製〕
以下の方法で、トナーを作製した。
【0194】
(コア用樹脂粒子の作製)
(1)第1段重合
撹拌装置、温度センサー、冷却管、窒素導入装置を取り付けた反応容器中に、下記化合物を投入混合して混合液を作製した。
【0195】
スチレン 110.9質量部
n−ブチルアクリレート 52.8質量部
メタクリル酸 12.3質量部
当該混合液に、
パラフィンワックス「HNP−57(日本精鑞社製)」 93.8質量部
を添加した後、80℃に加温して溶解し、重合性単量体溶液を作製した。
【0196】
一方、ポリオキシエチレン(2)ドデシルエーテル硫酸ナトリウム2.9質量部をイオン交換水1340質量部に溶解させた界面活性剤溶液を調製した。当該界面活性剤溶液を80℃に加熱した後、上記重合性単量体溶液を投入し、循環経路を有する機械式分散機「クレアミックス(エムテクニック社製)」により、上記重合性単量体溶液を2時間混合分散させた。そして、D50が245nmの乳化粒子(油滴)の分散液を調製した。
【0197】
次いで、イオン交換水1460質量部を添加した後、重合開始剤(過硫酸カリウム)6質量部をイオン交換水142質量部に溶解させた開始剤溶液と、n−オクチルメルカプタン1.8質量部とを添加し、温度を80℃とした。この系を80℃にて3時間にわたり加熱、撹拌することにより重合(第1段重合)を行い樹脂粒子を作製した。これを「樹脂粒子C」とする。
【0198】
(2)第2段重合(外層の形成)
上記「樹脂粒子C」に、過硫酸カリウム5.1質量部をイオン交換水197質量部に溶解させた開始剤溶液を添加し、80℃の温度条件下に下記重合性単量体を混合してなる単量体混合液を1時間かけて滴下した。単量体混合液は、
スチレン 282.2質量部
n−ブチルアクリレート 134.4質量部
メタクリル酸 31.4質量部
n−オクチルメルカプタン 4.93質量部
からなり、滴下終了後、2時間にわたり加熱撹拌を行って第2段重合(外層の形成)を行った。その後、28℃まで冷却し、「コア用樹脂粒子」を得た。
【0199】
尚、形成された「コア用樹脂粒子」の重量平均分子量は21,300、D50は180nm、ガラス転移点は39℃であった。
【0200】
〈シェル用樹脂粒子の調製〉
撹拌装置、温度センサー、冷却管、窒素導入装置を付けた反応容器にポリオキシエチレン(2)ドデシルエーテル硫酸ナトリウム2.0質量部をイオン交換水3000質量部に溶解させた界面活性剤溶液を仕込み、窒素気流下230rpmの撹拌速度で撹拌しながら、内温を80℃に昇温させた。
【0201】
この界面活性剤溶液に、重合開始剤(過硫酸カリウム:KPS)10質量部をイオン交換水200質量部に溶解させた開始剤溶液を添加し、下記化合物を混合してなる重合性単量体混合溶液を3時間かけて滴下した。尚、重合性単量体混合溶液は、
スチレン 528質量部
n−ブチルアクリレート 176質量部
メタクリル酸 120質量部
n−オクチルメルカプタン 22質量部
からなる。当該重合性単量体混合液を滴下後、この系を80℃にて1時間にわたり加熱、撹拌して重合を行い樹脂粒子を調製した。これを「シェル用樹脂粒子」とする。
【0202】
尚、「シェル用樹脂粒子」の重量平均分子量は12,000、D50は120nm、ガラス転移点は53℃であった。
【0203】
(着色剤分散液の作製)
ドデシル硫酸ナトリウム10質量%の水溶液900質量部を撹拌しながら、着色剤「リーガル330R」(キャボット社製)100質量部を徐々に添加し、次いで、撹拌装置「クレアミックス」(エム・テクニック社製)を用いて分散処理することにより、着色剤粒子の分散液を調製した。これを、「着色剤分散液」とする。この着色剤分散液中の着色剤粒子の平均分散径を動的光散乱式粒度分析計「マイクロトラックUPA150」(日機装(株)製)を用いて測定したところ、150nmであった。
【0204】
〈着色粒子の作製〉
(塩析/融着(会合・融着)工程)(コア部の形成)
420.7質量部(固形分換算)の「コア用樹脂粒子」とイオン交換水900質量部と「着色剤粒子分散液」200質量部とを、温度センサー、冷却管、窒素導入装置、撹拌装置を取り付けた反応容器に入れて撹拌した。容器内の温度を30℃に調製した後、この溶液に5モル/Lの水酸化ナトリウム水溶液を加えてpHを9に調整した。
【0205】
次いで、塩化マグネシウム・6水和物2質量部をイオン交換水1000質量部に溶解した水溶液を、撹拌下、30℃にて10分間かけて添加した。3分間放置した後に昇温を開始し、この系を60分間かけて65℃まで昇温した。その状態で「コールターマルチサイザー3」(コールター社製)にて会合粒子の粒径を測定し、D50が5.5μmになった時点で、塩化ナトリウム40.2質量部をイオン交換水1000質量部に溶解した水溶液を添加して粒径成長を停止させ、更に熟成処理として液温度70℃にて1時間にわたり加熱撹拌することにより融着を継続させ、「コア部」を形成した。
【0206】
「コア部」の円形度を「FPIA2100」(システックス社製)にて測定したところ0.930であった。
【0207】
(シェル層の形成(シェリング操作))
次いで、65℃において「シェル用樹脂粒子」を50質量部(固形分換算)添加した。更に塩化マグネシウム・6水和物2質量部をイオン交換水1000質量部に溶解した水溶液を、10分間かけて添加した後、70℃(シェル化温度)まで昇温し、1時間にわたり撹拌を継続し、「コア部」の表面に「シェル用樹脂粒子」の粒子を融着させた。その後、75℃で20分熟成処理を行い、シェル層を形成した。
【0208】
ここで、塩化ナトリウム40.2質量部を加え、8℃/分の条件で30℃まで冷却し、「着色粒子を含有する水溶液」を得た。
【0209】
(洗浄、乾燥工程)
着色粒子を含有する水溶液をバスケット型遠心分離機「MARKIII型式番号60×40」(松本機械社製)で固液分離し、着色粒子のウェットケーキを形成した。該ウェットケーキを、前記バスケット型遠心分離機で濾液の電気伝導度が5μS/cmになるまで水洗浄し、その後「フラッシュジェットドライヤー」(セイシン企業社製)に移し、水分量が0.5質量%となるまで乾燥して「着色粒子」を作製した。得られた着色粒子Bkは、コア・シェル構造を有するD50が6.0μm、Tgが39.5℃の粒子であった。
【0210】
〈トナー1の作製〉
上記で作製した「着色粒子」100質量部に対し、疎水性シリカ微粒子(数平均一次粒子径=80nm)を3.5質量%、疎水性チタニア微粒子(数平均一次粒子径=10nm)を0.6質量%添加し、「ヘンシェルミキサー」(三井三池化工社製)を用いて、周速35m/secで25分間混合して、「トナー」を作製した。尚、トナーのガラス転移点は着色粒子と同じ39.5℃であった。
【0211】
上記トナーのシェル平均膜厚は150nm、Hmax/Hmin=1.3であった。
【0212】
シェル投入量と、シェルの投入タイミングを表の通り変更して得られたトナーの平均膜厚とHmax/Hminを観測したところ、表1の通りとなり、トナー1〜9を得た。
【0213】
【表1】
【0214】
〔磁性芯材の作製〕
下記の如く磁性芯材1〜7を作製した。なお、以下「磁性芯材」を「芯材」と記す。
【0215】
(芯材1の作製)
MnO:35mol%、MgO:14.5mol%、Fe2O3:50mol%及びSrO:0.5mol%になるように原料を秤量し、乾式のメディアミル(振動ミル、1/8インチ径のステンレスビーズ、但し、インチ:2.54cm、下記でも同意)で5時間粉砕し、得られた粉砕物をローラーコンパクターにて、約1mm角のペレットにした。MnO原料としては四酸化三マンガンを、MgO原料としては水酸化マグネシウムを、SrO原料としては炭酸ストロンチウムをそれぞれ用いた。このペレットを目開き3mmの振動篩にて粗粉を除去し、次いで目開き0.5mmの振動篩にて微粉を除去した後、ロータリー式電気炉で、1050℃で3時間加熱し、仮焼成を行った。
【0216】
次いで、乾式のメディアミル(振動ミル、1/8インチ径のステンレスビーズ)を用いてD50が4.1μmまで粉砕した後、水を加え、さらに湿式のメディアミル(縦型ビーズミル、1/16インチ径のステンレスビーズ)を用いて5時間粉砕した。このスラリーの粒径(粉砕の一次粒子径)をマイクロトラックにて測定した結果、D50は1.8μmであった。このスラリーに分散剤を適量添加し、適度な細孔容積を得るために、バインダーとしてPVA(20%溶液)を固形分に対して0.4質量%添加し、次いでスプレードライヤーにより造粒、乾燥し、得られた粒子(造粒物)の粒度調整を行い、その後、ロータリー式電気炉で、700℃で2時間加熱し、分散剤やバインダーといった有機成分の除去を行った。
【0217】
その後、本焼成としてロータリー式電気炉にて、焼成温度1100℃、窒素ガス雰囲気下にて、5時間保持した。この時、昇温速度を150℃/時、冷却速度を110℃/時とした。その後、解砕し、さらに分級して粒度調整を行い、磁力選鉱により低磁力品を分別し、多孔質フェライト粒子の芯材を得た。細孔径は0.90μm、細孔径のばらつきdvは0.58であった。
【0218】
(芯材2の作製)
仮焼成後の粉砕条件を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで1時間粉砕したのち、さらに1/16インチ径のステンレスビーズを用いて12時間粉砕にして、スラリー粒径(粉砕の一次粒子径)D50を0.5μmまで細かくし、更に本焼成の条件として、ロータリー式電気炉にて、炉内に水素ガスを投入し、炉内を還元性雰囲気下にして、温度850℃、1時間保持のみに変更して得られた。
【0219】
(芯材3の作製)
仮焼成後の粉砕を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで0.5時間粉砕するのみとし、トンネル式電気炉での焼成温度を1090℃にした以外は、実施例1と同様にして、多孔質フェライト粒子の芯材を得た。
【0220】
(芯材4の作製)
仮焼成後の粉砕条件を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで1時間粉砕したのち、さらに1/16インチ径のステンレスビーズを用いて15時間粉砕にして、スラリー粒径(粉砕の一次粒子径)D50を0.3μmまで細かくし、更に本焼成の条件として、ロータリー式電気炉にて、炉内に水素ガスを投入し、炉内を還元性雰囲気下にして、温度860℃、1時間保持のみに変更して得られた。
【0221】
(芯材5の作製)
仮焼成後の粉砕を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで0.3時間粉砕するのみとし、トンネル式電気炉での焼成温度を1090℃にした以外は、実施例1と同様にして、多孔質フェライト粒子の芯材を得た。
【0222】
(芯材6の作製)
仮焼成後の粉砕条件を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで1時間粉砕したのち、さらに1/16インチ径のステンレスビーズを用いて15時間粉砕にして、スラリー粒径(粉砕の一次粒子径)D50を0.3μmまで細かくし、更に本焼成の条件として、ロータリー式電気炉にて、炉内に水素ガスを投入し、炉内を還元性雰囲気下にして、温度860℃、1時間保持のみに変更して得られた。
【0223】
(芯材7の作製)
仮焼成後の粉砕を、1/8インチ径のステンレスビーズを用いて湿式ボールミルで0.3時間粉砕するのみとし、トンネル式電気炉での焼成温度を1090℃にした以外は、実施例1と同様にして、多孔質フェライト粒子の芯材を得た。
【0224】
以上芯材1〜7の内容を纏めて表1に記す。
【0225】
(キャリア1の作製)
撹拌機に芯材1を100質量部とメタクリル酸メチル共重合体樹脂粒子(ガラス転移点:110℃)、一次粒子径82nmを5質量部投入し、予備混合工程として、1m/secの周速で2分間撹拌混合した。このときのメタクリル酸メチル共重合体及び芯材の温度は25〜50℃であった。次に中間体形成工程として、系内の温度をガラス転移点よりも低い95℃未満にたもち、8m/secの周速で20分間撹拌混合した。そののち成膜工程として、ジャケットに温水を注入し、120℃で30分間撹拌混合し、その後室温まで冷却することで、キャリア1を得た。
【0226】
(キャリア2〜7の作製)
芯材1を2〜7に変更したが、その他はキャリア1と同様にしてキャリア2〜7を作製した。
【0227】
(キャリア8の作製)
縮合架橋型シリコーン樹脂(SR−2411、東レ・ダウコーニング株式会社製)を固形分換算で20質量部、γ−アミノプロピルトリエトキシシラン2質量部をトルエン1000質量部に溶解させ充填樹脂溶液を得た。キャリア1で得られたフェライト芯材100質量部を、一軸式間接加熱型の乾燥機に入れ、75℃に保持し撹拌ながら、上述の樹脂溶液を滴下した。トルエンが充分揮発したことを確認した後、撹拌を続けながら200℃まで昇温し、2時間保持した。その後、乾燥機から取り出し、凝集した粒子を解し、粒度調整を行った。その後磁力選鉱により低磁力品を分別し、樹脂充填型キャリア粒子を得た。
【0228】
【表2】
【0229】
上記で作製したトナー1〜9とキャリア1〜8を用い、配合比をキャリア100質量部に対してトナー8質量部とした。トナーとキャリアをVブレンダーにて、常温常湿(20℃、50%RH)環境で、回転数20rpm、撹拌時間20minでブレンドした後、125μmの篩分網にて篩分し、現像剤1〜16を得た。
【0230】
また補給用トナーに関しては、トナー容器にまずキャリア100gを充填し、その後トナーを1.5kg充填し、容器に蓋を密閉して補給用トナーとした。
【0231】
〔特性評価〕
上記で作製した現像剤を下記の画像評価装置に順次装填し、プリントを行い以下の評価を行った。画像評価装置としては、図3に構成を示すデジタルカラー複合機を用い、現像器横壁に現像剤排出口を設置し、余剰の現像剤があふれる構成とした。プリントは、上記で作製したトナーと現像剤を順番に装填し、20℃、50%RHの環境で20万枚行った。尚、プリントは、画素率が1%の画像で10万枚まで、画像面積率が100%(全面黒ベタ画像)を用いて10万枚〜20万枚まで、A4判上質紙(64g/m2)に行った。尚、評価は◎、○を合格とする。印字率に対しての安定性を評価するため、10万枚時点、20万枚時点での画像評価を実施した。
【0232】
(転写性)
20万枚プリント終了後、画素濃度が1.30のソリッド画像(20mm×50mm)を形成し、下記式により転写率を求めて、評価を行った。画像面積比率10%のものと、100%(ベタ画像)のものにつき下記数値を求めた。
【0233】
転写率(%)=(転写材に転写されたトナーの質量/感光体上に現像されたトナーの質量)×100
評価基準
◎:転写率が、96%以上で極めて良好
○:転写率が、96%未満90%以上で良好
△:転写率が、90%未満80%以上で実用上問題ないレベル
×:転写率が、80%未満で実用上問題となるレベル
(画像濃度安定性(キャリア補給安定性))
また、5万枚プリントごとに、画素濃度が1.30のソリッド画像を形成し、画像を出力した際の安定性を以下の通りに算出した。トナー/キャリア比の変動による現像性の変動、上記転写率の変動等により生じる画像濃度安定性を下記式により求めた。
【0234】
Dstb=100×{{D(50kP)−Dave}2+{D(100kp)−Dave}2+{D(150kp)−Dave}2+{D(200kp)−Dave}2}/Dave2
Dave={D(50kP)+D(100kP)+D(150kP)+D(200kP)}/4
Dstbが0.06以下であれば実用上問題はないとした。
【0235】
(画像欠陥)
当該画像のベタ部の画像欠損の有無を目視で官能評価した。
【0236】
画像欠損の有無は紙より20cmの視点位置から観測して、キャリア飛散やキャリア付着による白抜け等の故障が起っていないかどうかを判定した。A4紙10枚のベタ画像の欠損(白抜け)の数をカウントし、3個以上を問題あり「×」、それより少ないものを問題なし「◎」とする。
【0237】
結果を表3に示す。
【0238】
【表3】
【0239】
表3から明らかな如く、本発明内の実施例1〜9は、いずれの特性にも問題がないことがわかる。
【符号の説明】
【0240】
1 多孔質フェライト粒子
2 細孔
3 樹脂粒子
4 キャリア中間体
5 樹脂被覆層
10 本体容器
12 原料投入口
18 回転体
18a 撹拌羽根
19 垂直方向回転体
22 モーター
【特許請求の範囲】
【請求項1】
少なくとも樹脂と着色剤を含有する静電荷像現像用トナーと磁性キャリアを含む2成分現像剤において、
該トナーはコアと、該コアを被覆する少なくとも1層の樹脂を含有するシェルを有し、シェルの8点平均膜厚が100〜300nmであり、かつ、シェルの最大膜厚(Hmax)と最小膜厚(Hmin)の比(Hmax/Hmin)が1.0以上1.5未満であり、
該キャリアは磁性芯材である多孔質フェライト粒子を樹脂粒子で被覆して作製され、
且つ、トナーの比重Aとキャリアの比重Bの比が、B/A=1.5〜3.5の範囲であることを特徴とする2成分現像剤。
【請求項2】
前記多孔質フェライト粒子の細孔径が0.2μm以上1.8μm以下であることを特徴とする請求項1記載の2成分現像剤。
【請求項3】
請求項1又は2に記載の2成分現像剤を用いてトリクル現像方式で現像することを特徴とする現像方法。
【請求項4】
請求項3記載の現像方法を適用したことを特徴とする画像形成装置。
【請求項1】
少なくとも樹脂と着色剤を含有する静電荷像現像用トナーと磁性キャリアを含む2成分現像剤において、
該トナーはコアと、該コアを被覆する少なくとも1層の樹脂を含有するシェルを有し、シェルの8点平均膜厚が100〜300nmであり、かつ、シェルの最大膜厚(Hmax)と最小膜厚(Hmin)の比(Hmax/Hmin)が1.0以上1.5未満であり、
該キャリアは磁性芯材である多孔質フェライト粒子を樹脂粒子で被覆して作製され、
且つ、トナーの比重Aとキャリアの比重Bの比が、B/A=1.5〜3.5の範囲であることを特徴とする2成分現像剤。
【請求項2】
前記多孔質フェライト粒子の細孔径が0.2μm以上1.8μm以下であることを特徴とする請求項1記載の2成分現像剤。
【請求項3】
請求項1又は2に記載の2成分現像剤を用いてトリクル現像方式で現像することを特徴とする現像方法。
【請求項4】
請求項3記載の現像方法を適用したことを特徴とする画像形成装置。
【図1】

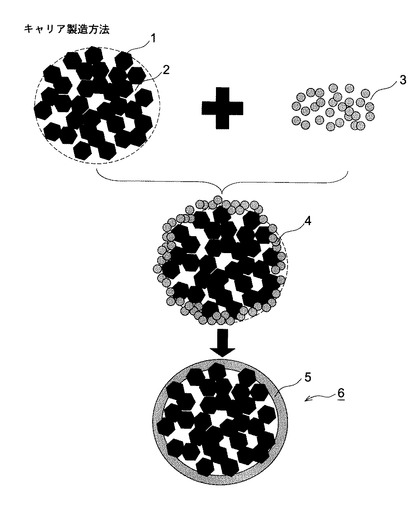
【図2】
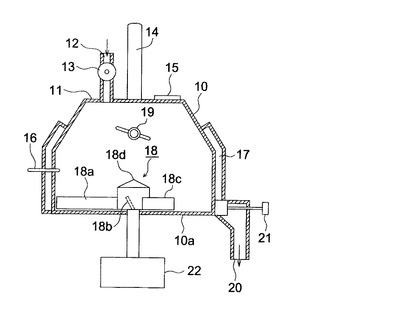
【図3】
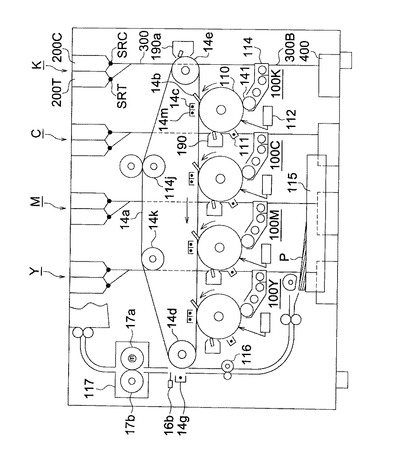
【図2】
【図3】
【公開番号】特開2012−173375(P2012−173375A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−32918(P2011−32918)
【出願日】平成23年2月18日(2011.2.18)
【出願人】(303000372)コニカミノルタビジネステクノロジーズ株式会社 (12,802)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月18日(2011.2.18)
【出願人】(303000372)コニカミノルタビジネステクノロジーズ株式会社 (12,802)
【Fターム(参考)】
[ Back to top ]