
2段容器
【課題】バリア性、耐水性、レトルト耐性などの機能に優れ、かつ異種の内容物を同時に調理できる紙製容器を提供することを課題とする。
【解決手段】少なくとも紙からなる容器の内面に積層された内面樹脂フィルムは、容器の内面より一回り大きく、容器の外面に積層された外面樹脂フィルムは、容器の外面より一回り大きく、内面樹脂フィルムと外面樹脂フィルムは、フランジの紙端部を覆うように接着されており、前記容器を2つ具備する2段容器であって、一方の容器の下部に、他方の容器を設け、それぞれ上容器と下容器とし、上容器に蓋材をシールして密封し、上容器のフランジの外面樹脂フィルムと、下容器のフランジの内面樹脂フィルムとを接着させ、下容器を密封したことを特徴とする2段容器。
【解決手段】少なくとも紙からなる容器の内面に積層された内面樹脂フィルムは、容器の内面より一回り大きく、容器の外面に積層された外面樹脂フィルムは、容器の外面より一回り大きく、内面樹脂フィルムと外面樹脂フィルムは、フランジの紙端部を覆うように接着されており、前記容器を2つ具備する2段容器であって、一方の容器の下部に、他方の容器を設け、それぞれ上容器と下容器とし、上容器に蓋材をシールして密封し、上容器のフランジの外面樹脂フィルムと、下容器のフランジの内面樹脂フィルムとを接着させ、下容器を密封したことを特徴とする2段容器。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、食品を収納する紙製容器に関し、バリア性、耐水性、レトルト殺菌耐性に優れた容器に関するものである。
【背景技術】
【0002】
食品やトイレタリー用品の一次容器として用いられている紙製容器は、トレ―、お椀、カップなどの形状が広く使用されている。ほとんどの紙製容器には、内容物が直接収納されているため、内容物と容器の内面が接触している。こうした一次容器としては、容器の内面に熱可塑性プラスチックシートを積層した紙製容器が用いられている(特許文献1)。
【0003】
しかしながら、この紙製容器は、容器の内面のみ熱可塑性プラスチックシートを積層しているため、容器の外面には耐水、防水性など有しておらず、レトルト殺菌する場合、容器の外面が吸水してしまうという問題があった。容器の外面が吸水した際、紙の層間剥離などが起こり、容器の強度低下による変形や、外面に印刷層がある場合には、印刷層の剥がれによる美粧性や必要情報の欠損など、さまざまな不具合が生じる。
【0004】
レトルト殺菌可能な紙製容器で、常温流通が可能で、かつ電子レンジで内容物を調理できる便利性に富んだ容器が望まれている。
【0005】
特に、レトルト殺菌されて、販売されている内容物は一種類のものが多い。例えばトレー容器で異種の内容物を収納する場合、仕切りを設けたりしても、レトルト殺菌時や流通時に混合してしまう問題がある。またトレー容器内に異種の内容物を詰めた袋を収納することも可能であるが、容量的に限界がある。できれば異種の内容物を一緒に食することができるような、全く新しい容器が望まれている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9−254280号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、バリア性、耐水性、レトルト耐性などの機能に優れ、かつ異種の内容物を同時に調理できる紙製容器を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1に係る発明は、少なくとも紙からなる紙容器の内面及び外面に、内面樹脂フィルム及び外面樹脂フィルムをそれぞれ積層してなり、フランジを有する容器が、内面樹脂フィルムは、容器の内面より一回り大きく、
外面樹脂フィルムは、容器の外面より一回り大きく、
内面樹脂フィルムと外面樹脂フィルムは、フランジの紙端部を覆うように接着されており、前記容器を2つ具備する2段容器であって、
一方の容器の下部に、他方の容器を設け、それぞれ上容器と下容器とし、
上容器に蓋材をシールして密封し、
上容器のフランジの外面樹脂フィルムと、下容器のフランジの内面樹脂フィルムとを接着させ、下容器を密封したことを特徴とする2段容器である。
【0009】
本発明の請求項2に係る発明は、前記上容器と前記下容器とが、前記上容器の外面樹脂フィルムと紙との間で分離し、かつ前記上容器のフランジの外面樹脂フィルムと前記下容器のフランジの内面樹脂フィルムとの接着部が、前記上容器の外面樹脂フィルムの中間層から剥離することを特徴とする請求項1記載の2段容器である。
【0010】
本発明の請求項3に係る発明は、前記上容器の外面樹脂フィルムが、熱融着樹脂層と剥離性を有する中間層とイージーピール性を有するシーラント層からなり、剥離時は、前記中間層から剥離することを特徴とする請求項1または2記載の2段容器である。
【0011】
本発明の請求項4に係る発明は、前記蓋材、前記内面樹脂フィルム、前記外面樹脂フィルムがガスバリア性を有していることを特徴とする請求項1〜3の何れか1項に記載の2段容器である。
【0012】
本発明の請求項5に係る発明は、前記下容器が、前記上容器より底が深いことを特徴とする請求項1〜4の何れか1項に記載の2段容器である。
【発明の効果】
【0013】
本発明の2段容器は、2種類の内容物を2段容器に収納し、レトルト殺菌が可能で、常温保存ができる紙製容器である。また内容物を食するときには、そのままの容器の状態で、電子レンジで調理し食することができる。
【0014】
本発明の請求項1によれば、容器の内面及び外面の両面に樹脂フィルムが積層されているため、容器の内面のみならず外面にも耐性を付与することができる。また内面樹脂フィルム及び外面樹脂フィルムを容器より一回り大きくし、かつフランジを覆うように接着することにより、フランジの紙端面が覆われるために、紙端面からの吸水による容器の強度低下、変形など防ぐことができる。レトルト殺菌が可能となる。さらに外面に印刷した印刷部を剥がれなど防ぐことができる。
【0015】
例えば2種類の内容物を同時に調理することができるように、上容器の下部に、下容器を設け、上容器と下容器の2段容器とし、上容器のフランジの外面樹脂フィルムと下容器のフランジの内面樹脂フィルムとを接着させ、上容器、下容器を一体化させると同時に下容器を密封できる。
【0016】
本発明の請求項2によれば、上容器の紙と外面樹脂フィルムとの接着強度を弱くすることにより、紙と外面樹脂フィルムの間で分離する。また上容器のフランジの外面樹脂フィルムと下容器の内面樹脂フィルムが接着している部分は、外面樹脂フィルムの中間層から剥離することにより、上容器と下容器を分離することができる。
【0017】
本発明の請求項3によれば、上容器の外面樹脂フィルムが、熱接着樹脂層と剥離層を有する中間層とイージーピール性を有するシーラント層からなり、剥離時に中間層とシーラント層との間で剥離するものを用いる。シーラント層は、下容器の内面樹脂フィルムと接着し、上容器と下容器の分離後は、フランジで、シーラント層として残こり、上容器の外面樹脂フィルムが下容器の蓋材になる。
【0018】
本発明の請求項4によれば、容器の内面樹脂フィルム及び外面樹脂フィルムには、ガスバリア性フィルムを用いる。特に内容物の酸化防止、腐敗を防ぐことができる。特に容器の形状にする追随する必要性から多少フィルムが伸びてもガスバリア性を保持するようなフィルムがよい。また上容器に用いる蓋材にもガスバリア性フィルムを用いる。上容器の内容物の酸化劣化を防ぐためである。
【0019】
本発明の請求項5によれば、下容器を、上容器より底が深い容器にすることにより、下容器に入れる内容物の収納量を多くすることができる。収納する内容部により適宜決めればよい。例えば、内容物として、ご飯類を下容器に収納し、上容器には、カレーやお惣菜などを収納することができる。
【0020】
流通、店頭陳列時の取り扱いで、下容器内の内容物が、上容器の外面樹脂フィルムに付着しても、上容器と下容器を分離した後は、上容器の外面樹脂フィルムが、下容器に蓋材として残るため、上容器の底面への付着はなく衛生的である。上容器、下容器のそれぞれに収納された内容物を食することができる。2種類の内容物を食することを可能にすることができる。
【0021】
本発明の容器は、トレー形状、カップ形状、お椀形状の容器が使用でき、それぞれ2段容器とすることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の容器の一例を示す斜視図である。
【図2】本発明の容器の一例を示す断面図である。
【図3】本発明の2段容器の一例を示す説明図である。
【図4】本発明の2段容器のフランジ部に一例を示す説明図である。
【図5】本発明の2段容器の分離後の上容器の一例を示す説明図である。
【図6】本発明の2段容器の分離後の下容器の一例を示す説明図である。
【発明を実施するための形態】
【0023】
以下、本発明の一実施の形態として、トレー容器について図に基づいて詳しく説明する。
【0024】
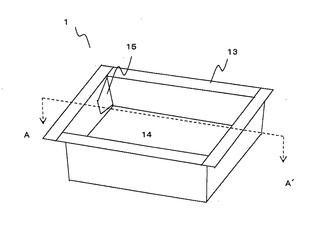
本発明の容器は、紙を組み立て後の容器形状に合わせてブランク(図に示していない)を作成し、容器に組み立てる。図1、図2は、組み立て後のトレ―容器を示し、その内面に内面樹脂フィルム、外面に外面樹脂フィルムをそれぞれ積層したものである。
【0025】
図1は、本発明の容器1の一例を示す説明図である。トレー容器の一例を示す斜視図である。
【0026】
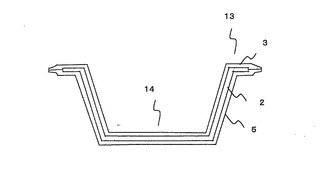
図2は、図1のトレー容器1のA−A´線における断面図である。
【0027】
本発明では、内面樹脂フィルム3と外面樹脂フィルム4は、トレー容器のフランジ13の紙の端部を覆うように接着する。このとき、トレー容器1の内面に積層された内面樹脂フィルム3は、トレー容器の内面、即ち紙の端部より一回り大きく、またトレー容器の外面に積層された外面樹脂フィルム4も、トレー容器の外面、即ち紙の端部より一回り大きくする。また上トレ―容器の外面樹脂フィルム4は、内面樹脂フィルム3より、更に一回り大きくことが好ましい。2段容器を分離する時に取り易いからである。
【0028】
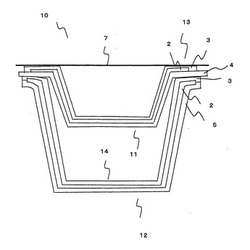
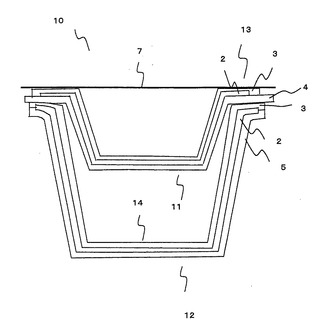
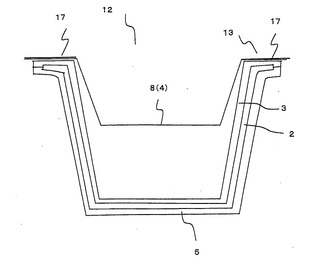
図3は、作成した本発明のトレー容器を2段容器10にしたものである。特に下トレー容器12に使用するものは、トレー容器の底が深いものを用いる方がよい。特に限定はないが収納する内容物の量、形態などで適宜決めればよい。また上トレ―容器11のフランジ13の外面樹脂フィルム4と下トレ―容器12のフランジ13の内面樹脂フィルム3とを接着することで下トレー容器12が密封され、2段容器10ができる。また上トレー容器11に蓋材7をシールして密封容器ができ、密封された2個のトレー容器が一体化した2段容器10にすることができる。
【0029】
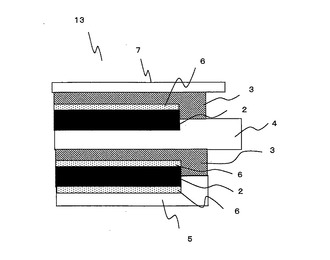
図4は、本発明の2段容器10のフランジの一例を示す説明図である。フランジ13は、次の構成になっている。上から順に蓋材7、内面樹脂フィルム3、接着剤6、紙2、剥離性を有する外面樹脂フィルム4、内面樹脂フィルム3、接着剤6、紙2、接着剤6、外面樹脂フィルム5である。上トレー容器11の外面樹脂フィルム4の中間層とシーラント層との間で剥がれ、上トレー容器11と下トレー容器12に分離する。この場合、上トレー容器11の剥離層を有する外面樹脂フィルム4は、内面樹脂フィルム3より、更に一回り大きくすることにより、蓋材7と共に引っ張ることで剥がし易くなる。
【0030】
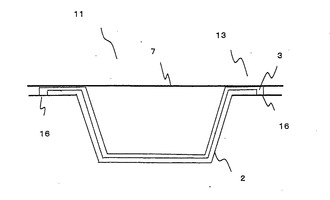
図5は、本発明の2段容器の分離後の状態の一例を示す説明図である。分離した下トレー容器12には、上トレー容器11の外面樹脂フィルム4が蓋材8として残る。フランジ13には、外面樹脂フィルム4の剥離後のシーラント層17が残る。このシーラント層17は、下トレ―容器12の内面樹脂フィルム3とイージーピール性を有しているので、剥がすことにより内容物を食することができる。また上トレー容器11の蓋材7のシーラント層もイージーピ−ル性を有しているので、剥がして内容物を食することができる。
【0031】
本発明のトレー容器に用いる紙2としては、ボール紙、板紙、コート紙が使用できる。特に容器の形状を維持する剛性を有する紙を適宜選定すればよい。
【0032】
また材料として板紙を使用した場合は、予め板紙からなるブランクをトレー形状に製函する際に、ブランクの貼着片(図に示していない)に接着剤を用いて仮留し、トレー形状に組み立て、その後内面樹脂フィルムを成形、積層し、その後外面樹脂フィルムを成形、積層しては貼り合せる。また仮留しないで内面樹脂フィルム、外面樹脂フィルムを貼り合せてもよい。
【0033】
上トレー容器、下トレ―容器に使用する内面樹脂フィルム3としては、ホモポリプロピレン、ランダムポリプロピレン共重合体、ブロックポリプロピレン共重合体などのポリプロピレン(PP)や、エチレンビニルアルコール(EVOH)、エチレンとアクリル酸の共重合樹脂(EAA)、ナイロン(NY)、ポリ塩化ビニリデン(PVDC)などの樹脂が使用できる。また酸素バリア性、水蒸気バリア性などからポリプロピレン(PP)/エチレンビニルアルコール(EVOH)/ポリプロピレン(PP)に積層したフィルムの使用が好ましい。レトルト殺菌などのような熱水処理されるような場合も上記の積層構成が好ましい。積層フィルムを作成する方法は、単体フィルムを貼り合せてもよく、共押出し法により作成してもよい。トレー容器に積層した後の各樹脂フィルムの総厚として30μm以上500μm以下であることが望ましい。膜厚が500μmより厚いと、積層時フィルム膜厚が不均一になることがあり、好ましくない。また30μm未満ではピンホールが発生する心配がある。
【0034】
上トレー容器の剥離性を有する外面樹脂フィルム4としては、熱接着樹脂層と剥離層を有する中間層とイージーピール性を有するシーラント層からなり、中間層とシーラント層の間で剥離する。熱融着樹脂層/中間層16は、上トレー容器側へ、シーラント層は下トレー側になる。熱融着樹脂層として、ホモポリプロピレン、ランダムポリプロピレン共重合体、ブロックポリプロピレン共重合体などのポリプロピレン(PP)や、中間層としてエチレンビニルアルコール(EVOH)、エチレンとアクリル酸の共重合樹脂(EAA)、ナイロン(NY)、ポリ塩化ビニリデン(PVDC)などの樹脂が使用できる。またイージーピール性を有するシーラント層は、熱融着樹脂にイージーピール性を付与することで可能である。また酸素バリア性、水蒸気バリア性などからポリプロピレン(PP)/エチレンビニルアルコール(EVOH)/ポリプロピレン(PP)や、ポリプロピレン(PP)/ナイロン(NY)/ポリプロピレン(PP)に積層したフィルムが使用できる。レトルト殺菌などのような熱水処理されるような場合は、上記の積層構成が好ましい。
【0035】
また2段容器を分離するときに、下トレー容器のフランジの内面樹脂フィルムと接着している部分を剥離する必要がある。よって外面樹脂フィルムには、剥離層を持たせるために、例えばポリプロピレン(PP)/ナイロン(NY)の積層フィルムとイージーピール性を有したポリプロピレン(PP)フィルムを貼りあわせ時にその接着強度を弱くし、その間で剥離できるようにする。また外面樹脂フィルムを、内面樹脂フィルムより一回り大きくし、その部分を上トレー容器の蓋材と双方持ち、引っ張ることで接着強度の弱い部分が剥離し、かつ内面樹脂フィルムが切れ、上トレー容器の紙と外面樹脂フィルムが分離する。イージーピール性を有するPPフィルムは、下トレー容器のフランジ部に残こり、イージーピールシーラント層として残る。
【0036】
また上トレー容器の紙と積層している外面樹脂フィルム4は、分離後、下トレー容器の蓋材になる。この蓋材を下トレー容器から剥がすときには、シーラント層がイージーピール性を有しているため、蓋材を容易に剥がせ、内容物を取り出すことができる。
【0037】
イージーピール性を有したシーラント層17としては、凝集破壊タイプ、層間剥離タイプがある。
【0038】
凝集破壊タイプは、シーラント層自体が凝集破壊するタイプで、ポリプロピレン、ポリエチレン、ポリスチレンなどの樹脂を混合した樹脂を用いて、フィルム化し、基材層に積層したり、またはこの樹脂の塗工液を塗布することにより使用することができる。
【0039】
例えばポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリエチレンなどのポリオレフィン樹脂とポリブテン系樹脂を混合した樹脂、またポリオレフィン樹脂とポリスチレン樹脂を混合した樹脂などが使用することができる。
【0040】
層間剥離タイプは、共押出し法にて3層フィルムを作成し、中間層から剥離するものである。この共押出しフィルムを基材層に積層し使用することができる。
【0041】
イージーピール性を有したシーラント層として、上記2タイプのいずれでも使用できる。厚みなどは、剥離強度、剥離性などから適宜決めればよい。
【0042】
下トレ―容器に使用する外面樹脂フィルム5としては、ホモポリプロピレン、ランダムポリプロピレン共重合体、ブロックポリプロピレン共重合体などのポリプロピレン(PP)や、エチレンビニルアルコール(EVOH)、エチレンとアクリル酸の共重合樹脂(EAA)、ナイロン(NY)、ポリ塩化ビニリデン(PVDC)などの樹脂が使用できる。酸素バリア性、水蒸気バリア性などからポリプロピレン(PP)/エチレンビニルアルコール(EVOH)/ポリプロピレン(PP)に積層したフィルムが好ましい。レトルト殺菌などのような熱水処理されるような場合も上記の積層構成が好ましい。積層フィルムを作成する方法は、単体フィルムを貼り合せてもよく、共押出し法により作成してもよい。トレー容器に積層した後の各樹脂フィルムの総厚として30μm以上500μm以下であることが望ましい。膜厚が500μmより厚いと、積層時フィルム膜厚が不均一になることがあり、好ましくない。また30μm未満ではピンホールが発生する心配がある。
【0043】
2段容器を分離させるために、上トレー容器の内面樹脂フィルム、下トレー容器の内面樹脂フィルム及び外面樹脂フィルムを、接着剤を介して紙と貼り合わせをすることにより、接着強度を高くする。上トレー容器の外面樹脂フィルムと紙とは、接着剤を用いないで擬似接着にし、接着強度を弱くすることにより、上トレー容器と下トレー容器を分離することができる。
【0044】
接着剤6としては、ポリオレフィン系の接着剤を用いることができる。予め、紙に接着剤をコーター機で塗布する。塗布量は、接着強度を確認しながら適宜決めればよい。上トレー容器では、内面樹脂フィルムを積層する面に塗布する。下トレー容器では、内面樹脂フィルム面、外面樹脂フィルムをそれぞれ積層する面に塗布する。コーター機としては、グラビア印刷、オフセット印刷、シルクスクリーン印刷法、インクジェット印刷法等の周知の印刷方式や、ロールコート、ナイフコート、コンマーコート、グラビアコートなどの周知の塗布方式を用いることができる。乾燥条件については、一般的に使用されている熱風乾燥で行うことができる。塗布量については、紙と内面樹脂フィルム及び外面樹脂フィルムとの接着強度を確認して適宜決めればよい。
【0045】
次に紙のトレー容器の内面に内面樹脂フィルムを、外面に外面樹脂フィルムをそれぞれ積層する方法について説明する。
【0046】
紙のトレー容器と内面樹脂フィルムとを積層する方法は、真空成形法、又は圧空成形法、あるいは真空成形法と圧空成形法を併用した成形法により行うことができる。内面樹脂フィルムから積層し、その後外面樹脂フィルムを積層してもよく、また同時に積層してもよい。
【0047】
型内に置いた紙トレー容器の上に内面樹脂フィルムを載置する。トレー容器のフランジと内面樹脂フィルムをヒートシールなどの方法で接着させると同時に、赤外線や熱風で内面樹脂フィルムを加熱軟化させる。加熱温度などは、使用する内面樹脂フィルムの材質、厚さなどによって適宜決められる。その後、例えば真空ポンプのような真空源より吸引管、吸引孔を通じて型内の空気を吸引すると、型内の空気は紙トレー容器の折り込み部の隙間などを通して吸引され、その内部は、真空状態になるので、加熱軟化された内面樹脂フィルムは吸引圧力により湾曲してトレー容器の内面に密着成形され、トレー容器と一体的に成形される。またプラグアシストを使用して接着性を向上させることも可能である。予め紙に接着剤を塗布してある面では、接着性は強くなる。接着剤が塗布されていない面では、接着性は弱く擬似接着になる。
【0048】
しかし上トレー容器の外面の紙面には、接着剤が塗布されてないことから、加熱成形された内面樹脂フィルムとの接着性は弱い。この部分で上トレ―容器と下トレー容器を分離することができる。
【0049】
次に上トレー容器に用いる蓋材7を説明する。蓋材は、酸素バリア、水蒸気バリア性を有し、かつイージーピール性を有するシーラント層からなるものが好ましい。例えばポリプロピレン(PP)/エチレンビニルアルコール(EVOH)/イージーピール性を有したポリプロピレン(PP)に積層したフィルムが好ましい。また中間層としてナイロン(NY)を積層したフィルムも用いることができる。また無機化合物層を蒸着したフィルムも使用できる。無機化合物層は、酸化アルミニウム、酸化珪素、酸化マグネシウム、あるいはそれらの混合物などが使用できる。透明性を有し、かつ酸素バリア、水蒸気バリア性を有する層であればよい。無機化合物を蒸着する方法は、真空蒸着方法やその他の薄膜形成方法であるスパッタリング法やイオンプレーティング法、プラズマ気相成長法などを用いることもできる。
【0050】
また紙を中間層に用いることもできる。この場合は、バリア層としてアルミ箔、アルミ蒸着したフィルムや、その他無機化合物層を蒸着したフィルムを積層して用いることができる。この場合は、紙の周端縁には、紙の端部を樹脂フィルムで覆うようにする必要がある。
【0051】
イージーピール性を有したシーラント層としては、凝集破壊タイプ、層間剥離タイプが
ある。
【0052】
凝集破壊タイプは、シーラント層自体が凝集破壊するタイプで、ポリプロピレン、ポリエチレン、ポリスチレンなどの樹脂を混合した樹脂を用いて、フィルム化し、基材層に積層したり、またはこの樹脂の塗工液を塗布することにより使用することができる。
【0053】
例えばポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリエチレンなどのポリオレフィン樹脂とポリブテン系樹脂を混合した樹脂、またポリオレフィン樹脂とポリスチレン樹脂を混合した樹脂などが使用することができる。
【0054】
層間剥離タイプは、共押出し法にて3層フィルムを作成し、中間層から剥離するものである。この共押出しフィルムを基材層に積層し使用することができる。
【0055】
イージーピール性を有したシーラント層として、上記2タイプのいずれでも使用できる。厚みなどは、剥離強度、剥離性などから適宜決めればよい。
【0056】
本発明の2段容器は、内容物を収納後、レトルト殺菌可能な容器であることから常温流通可能である。
【0057】
トレ―容器の蓋材を一部剥離して、トレー容器のまま電子レンジ加熱することにより調理して食することができる。
【0058】
トレー容器の紙の外面に所望の絵柄、文字などを印刷することができる。上トレー容器の蓋材へも可能である。印刷方式は、オフセット印刷、グラビア印刷、シルクスクリーン印刷、インクジェット印刷などで行うことができる。
【0059】
以上、実施形態としてトレー形状の2段容器について説明したが、カップ形状、お椀形状でも同様にして2段容器を作成することができる。また板紙からブランク作成、組み立て成形して容器にする方法の他に、予めトレー形状、カップ形状、お椀形状にしたパルプモールド容器も使用できる。
【産業上の利用可能性】
【0060】
本発明の2段容器に入れる内容物は、異種の内容物をそれぞれ上容器、下容器に収納できるために、食品では、ご飯類と惣菜、カレー、シチュー、その他調理惣菜などに使用できる。また産業資材では、2液型の接着剤や、2種を混合することにより製品として使用できるものなど、利用範囲が広い。
【符号の説明】
【0061】
1:トレ―容器
2:紙
3:内面樹脂フィルム
4:剥離性を有する外面樹脂フィルム
5:外面樹脂フィルム
6:接着剤
7:蓋材(上トレ―容器)
8;蓋材(下トレ―容器)
10;2段容器
11;上トレ―容器
12;下トレ―容器
13:フランジ
14:底部
15:貼着片
16:熱接着層/中間層
17:シーラント層
【技術分野】
【0001】
本発明は、食品を収納する紙製容器に関し、バリア性、耐水性、レトルト殺菌耐性に優れた容器に関するものである。
【背景技術】
【0002】
食品やトイレタリー用品の一次容器として用いられている紙製容器は、トレ―、お椀、カップなどの形状が広く使用されている。ほとんどの紙製容器には、内容物が直接収納されているため、内容物と容器の内面が接触している。こうした一次容器としては、容器の内面に熱可塑性プラスチックシートを積層した紙製容器が用いられている(特許文献1)。
【0003】
しかしながら、この紙製容器は、容器の内面のみ熱可塑性プラスチックシートを積層しているため、容器の外面には耐水、防水性など有しておらず、レトルト殺菌する場合、容器の外面が吸水してしまうという問題があった。容器の外面が吸水した際、紙の層間剥離などが起こり、容器の強度低下による変形や、外面に印刷層がある場合には、印刷層の剥がれによる美粧性や必要情報の欠損など、さまざまな不具合が生じる。
【0004】
レトルト殺菌可能な紙製容器で、常温流通が可能で、かつ電子レンジで内容物を調理できる便利性に富んだ容器が望まれている。
【0005】
特に、レトルト殺菌されて、販売されている内容物は一種類のものが多い。例えばトレー容器で異種の内容物を収納する場合、仕切りを設けたりしても、レトルト殺菌時や流通時に混合してしまう問題がある。またトレー容器内に異種の内容物を詰めた袋を収納することも可能であるが、容量的に限界がある。できれば異種の内容物を一緒に食することができるような、全く新しい容器が望まれている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平9−254280号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、バリア性、耐水性、レトルト耐性などの機能に優れ、かつ異種の内容物を同時に調理できる紙製容器を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1に係る発明は、少なくとも紙からなる紙容器の内面及び外面に、内面樹脂フィルム及び外面樹脂フィルムをそれぞれ積層してなり、フランジを有する容器が、内面樹脂フィルムは、容器の内面より一回り大きく、
外面樹脂フィルムは、容器の外面より一回り大きく、
内面樹脂フィルムと外面樹脂フィルムは、フランジの紙端部を覆うように接着されており、前記容器を2つ具備する2段容器であって、
一方の容器の下部に、他方の容器を設け、それぞれ上容器と下容器とし、
上容器に蓋材をシールして密封し、
上容器のフランジの外面樹脂フィルムと、下容器のフランジの内面樹脂フィルムとを接着させ、下容器を密封したことを特徴とする2段容器である。
【0009】
本発明の請求項2に係る発明は、前記上容器と前記下容器とが、前記上容器の外面樹脂フィルムと紙との間で分離し、かつ前記上容器のフランジの外面樹脂フィルムと前記下容器のフランジの内面樹脂フィルムとの接着部が、前記上容器の外面樹脂フィルムの中間層から剥離することを特徴とする請求項1記載の2段容器である。
【0010】
本発明の請求項3に係る発明は、前記上容器の外面樹脂フィルムが、熱融着樹脂層と剥離性を有する中間層とイージーピール性を有するシーラント層からなり、剥離時は、前記中間層から剥離することを特徴とする請求項1または2記載の2段容器である。
【0011】
本発明の請求項4に係る発明は、前記蓋材、前記内面樹脂フィルム、前記外面樹脂フィルムがガスバリア性を有していることを特徴とする請求項1〜3の何れか1項に記載の2段容器である。
【0012】
本発明の請求項5に係る発明は、前記下容器が、前記上容器より底が深いことを特徴とする請求項1〜4の何れか1項に記載の2段容器である。
【発明の効果】
【0013】
本発明の2段容器は、2種類の内容物を2段容器に収納し、レトルト殺菌が可能で、常温保存ができる紙製容器である。また内容物を食するときには、そのままの容器の状態で、電子レンジで調理し食することができる。
【0014】
本発明の請求項1によれば、容器の内面及び外面の両面に樹脂フィルムが積層されているため、容器の内面のみならず外面にも耐性を付与することができる。また内面樹脂フィルム及び外面樹脂フィルムを容器より一回り大きくし、かつフランジを覆うように接着することにより、フランジの紙端面が覆われるために、紙端面からの吸水による容器の強度低下、変形など防ぐことができる。レトルト殺菌が可能となる。さらに外面に印刷した印刷部を剥がれなど防ぐことができる。
【0015】
例えば2種類の内容物を同時に調理することができるように、上容器の下部に、下容器を設け、上容器と下容器の2段容器とし、上容器のフランジの外面樹脂フィルムと下容器のフランジの内面樹脂フィルムとを接着させ、上容器、下容器を一体化させると同時に下容器を密封できる。
【0016】
本発明の請求項2によれば、上容器の紙と外面樹脂フィルムとの接着強度を弱くすることにより、紙と外面樹脂フィルムの間で分離する。また上容器のフランジの外面樹脂フィルムと下容器の内面樹脂フィルムが接着している部分は、外面樹脂フィルムの中間層から剥離することにより、上容器と下容器を分離することができる。
【0017】
本発明の請求項3によれば、上容器の外面樹脂フィルムが、熱接着樹脂層と剥離層を有する中間層とイージーピール性を有するシーラント層からなり、剥離時に中間層とシーラント層との間で剥離するものを用いる。シーラント層は、下容器の内面樹脂フィルムと接着し、上容器と下容器の分離後は、フランジで、シーラント層として残こり、上容器の外面樹脂フィルムが下容器の蓋材になる。
【0018】
本発明の請求項4によれば、容器の内面樹脂フィルム及び外面樹脂フィルムには、ガスバリア性フィルムを用いる。特に内容物の酸化防止、腐敗を防ぐことができる。特に容器の形状にする追随する必要性から多少フィルムが伸びてもガスバリア性を保持するようなフィルムがよい。また上容器に用いる蓋材にもガスバリア性フィルムを用いる。上容器の内容物の酸化劣化を防ぐためである。
【0019】
本発明の請求項5によれば、下容器を、上容器より底が深い容器にすることにより、下容器に入れる内容物の収納量を多くすることができる。収納する内容部により適宜決めればよい。例えば、内容物として、ご飯類を下容器に収納し、上容器には、カレーやお惣菜などを収納することができる。
【0020】
流通、店頭陳列時の取り扱いで、下容器内の内容物が、上容器の外面樹脂フィルムに付着しても、上容器と下容器を分離した後は、上容器の外面樹脂フィルムが、下容器に蓋材として残るため、上容器の底面への付着はなく衛生的である。上容器、下容器のそれぞれに収納された内容物を食することができる。2種類の内容物を食することを可能にすることができる。
【0021】
本発明の容器は、トレー形状、カップ形状、お椀形状の容器が使用でき、それぞれ2段容器とすることができる。
【図面の簡単な説明】
【0022】
【図1】本発明の容器の一例を示す斜視図である。
【図2】本発明の容器の一例を示す断面図である。
【図3】本発明の2段容器の一例を示す説明図である。
【図4】本発明の2段容器のフランジ部に一例を示す説明図である。
【図5】本発明の2段容器の分離後の上容器の一例を示す説明図である。
【図6】本発明の2段容器の分離後の下容器の一例を示す説明図である。
【発明を実施するための形態】
【0023】
以下、本発明の一実施の形態として、トレー容器について図に基づいて詳しく説明する。
【0024】
本発明の容器は、紙を組み立て後の容器形状に合わせてブランク(図に示していない)を作成し、容器に組み立てる。図1、図2は、組み立て後のトレ―容器を示し、その内面に内面樹脂フィルム、外面に外面樹脂フィルムをそれぞれ積層したものである。
【0025】
図1は、本発明の容器1の一例を示す説明図である。トレー容器の一例を示す斜視図である。
【0026】
図2は、図1のトレー容器1のA−A´線における断面図である。
【0027】
本発明では、内面樹脂フィルム3と外面樹脂フィルム4は、トレー容器のフランジ13の紙の端部を覆うように接着する。このとき、トレー容器1の内面に積層された内面樹脂フィルム3は、トレー容器の内面、即ち紙の端部より一回り大きく、またトレー容器の外面に積層された外面樹脂フィルム4も、トレー容器の外面、即ち紙の端部より一回り大きくする。また上トレ―容器の外面樹脂フィルム4は、内面樹脂フィルム3より、更に一回り大きくことが好ましい。2段容器を分離する時に取り易いからである。
【0028】
図3は、作成した本発明のトレー容器を2段容器10にしたものである。特に下トレー容器12に使用するものは、トレー容器の底が深いものを用いる方がよい。特に限定はないが収納する内容物の量、形態などで適宜決めればよい。また上トレ―容器11のフランジ13の外面樹脂フィルム4と下トレ―容器12のフランジ13の内面樹脂フィルム3とを接着することで下トレー容器12が密封され、2段容器10ができる。また上トレー容器11に蓋材7をシールして密封容器ができ、密封された2個のトレー容器が一体化した2段容器10にすることができる。
【0029】
図4は、本発明の2段容器10のフランジの一例を示す説明図である。フランジ13は、次の構成になっている。上から順に蓋材7、内面樹脂フィルム3、接着剤6、紙2、剥離性を有する外面樹脂フィルム4、内面樹脂フィルム3、接着剤6、紙2、接着剤6、外面樹脂フィルム5である。上トレー容器11の外面樹脂フィルム4の中間層とシーラント層との間で剥がれ、上トレー容器11と下トレー容器12に分離する。この場合、上トレー容器11の剥離層を有する外面樹脂フィルム4は、内面樹脂フィルム3より、更に一回り大きくすることにより、蓋材7と共に引っ張ることで剥がし易くなる。
【0030】
図5は、本発明の2段容器の分離後の状態の一例を示す説明図である。分離した下トレー容器12には、上トレー容器11の外面樹脂フィルム4が蓋材8として残る。フランジ13には、外面樹脂フィルム4の剥離後のシーラント層17が残る。このシーラント層17は、下トレ―容器12の内面樹脂フィルム3とイージーピール性を有しているので、剥がすことにより内容物を食することができる。また上トレー容器11の蓋材7のシーラント層もイージーピ−ル性を有しているので、剥がして内容物を食することができる。
【0031】
本発明のトレー容器に用いる紙2としては、ボール紙、板紙、コート紙が使用できる。特に容器の形状を維持する剛性を有する紙を適宜選定すればよい。
【0032】
また材料として板紙を使用した場合は、予め板紙からなるブランクをトレー形状に製函する際に、ブランクの貼着片(図に示していない)に接着剤を用いて仮留し、トレー形状に組み立て、その後内面樹脂フィルムを成形、積層し、その後外面樹脂フィルムを成形、積層しては貼り合せる。また仮留しないで内面樹脂フィルム、外面樹脂フィルムを貼り合せてもよい。
【0033】
上トレー容器、下トレ―容器に使用する内面樹脂フィルム3としては、ホモポリプロピレン、ランダムポリプロピレン共重合体、ブロックポリプロピレン共重合体などのポリプロピレン(PP)や、エチレンビニルアルコール(EVOH)、エチレンとアクリル酸の共重合樹脂(EAA)、ナイロン(NY)、ポリ塩化ビニリデン(PVDC)などの樹脂が使用できる。また酸素バリア性、水蒸気バリア性などからポリプロピレン(PP)/エチレンビニルアルコール(EVOH)/ポリプロピレン(PP)に積層したフィルムの使用が好ましい。レトルト殺菌などのような熱水処理されるような場合も上記の積層構成が好ましい。積層フィルムを作成する方法は、単体フィルムを貼り合せてもよく、共押出し法により作成してもよい。トレー容器に積層した後の各樹脂フィルムの総厚として30μm以上500μm以下であることが望ましい。膜厚が500μmより厚いと、積層時フィルム膜厚が不均一になることがあり、好ましくない。また30μm未満ではピンホールが発生する心配がある。
【0034】
上トレー容器の剥離性を有する外面樹脂フィルム4としては、熱接着樹脂層と剥離層を有する中間層とイージーピール性を有するシーラント層からなり、中間層とシーラント層の間で剥離する。熱融着樹脂層/中間層16は、上トレー容器側へ、シーラント層は下トレー側になる。熱融着樹脂層として、ホモポリプロピレン、ランダムポリプロピレン共重合体、ブロックポリプロピレン共重合体などのポリプロピレン(PP)や、中間層としてエチレンビニルアルコール(EVOH)、エチレンとアクリル酸の共重合樹脂(EAA)、ナイロン(NY)、ポリ塩化ビニリデン(PVDC)などの樹脂が使用できる。またイージーピール性を有するシーラント層は、熱融着樹脂にイージーピール性を付与することで可能である。また酸素バリア性、水蒸気バリア性などからポリプロピレン(PP)/エチレンビニルアルコール(EVOH)/ポリプロピレン(PP)や、ポリプロピレン(PP)/ナイロン(NY)/ポリプロピレン(PP)に積層したフィルムが使用できる。レトルト殺菌などのような熱水処理されるような場合は、上記の積層構成が好ましい。
【0035】
また2段容器を分離するときに、下トレー容器のフランジの内面樹脂フィルムと接着している部分を剥離する必要がある。よって外面樹脂フィルムには、剥離層を持たせるために、例えばポリプロピレン(PP)/ナイロン(NY)の積層フィルムとイージーピール性を有したポリプロピレン(PP)フィルムを貼りあわせ時にその接着強度を弱くし、その間で剥離できるようにする。また外面樹脂フィルムを、内面樹脂フィルムより一回り大きくし、その部分を上トレー容器の蓋材と双方持ち、引っ張ることで接着強度の弱い部分が剥離し、かつ内面樹脂フィルムが切れ、上トレー容器の紙と外面樹脂フィルムが分離する。イージーピール性を有するPPフィルムは、下トレー容器のフランジ部に残こり、イージーピールシーラント層として残る。
【0036】
また上トレー容器の紙と積層している外面樹脂フィルム4は、分離後、下トレー容器の蓋材になる。この蓋材を下トレー容器から剥がすときには、シーラント層がイージーピール性を有しているため、蓋材を容易に剥がせ、内容物を取り出すことができる。
【0037】
イージーピール性を有したシーラント層17としては、凝集破壊タイプ、層間剥離タイプがある。
【0038】
凝集破壊タイプは、シーラント層自体が凝集破壊するタイプで、ポリプロピレン、ポリエチレン、ポリスチレンなどの樹脂を混合した樹脂を用いて、フィルム化し、基材層に積層したり、またはこの樹脂の塗工液を塗布することにより使用することができる。
【0039】
例えばポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリエチレンなどのポリオレフィン樹脂とポリブテン系樹脂を混合した樹脂、またポリオレフィン樹脂とポリスチレン樹脂を混合した樹脂などが使用することができる。
【0040】
層間剥離タイプは、共押出し法にて3層フィルムを作成し、中間層から剥離するものである。この共押出しフィルムを基材層に積層し使用することができる。
【0041】
イージーピール性を有したシーラント層として、上記2タイプのいずれでも使用できる。厚みなどは、剥離強度、剥離性などから適宜決めればよい。
【0042】
下トレ―容器に使用する外面樹脂フィルム5としては、ホモポリプロピレン、ランダムポリプロピレン共重合体、ブロックポリプロピレン共重合体などのポリプロピレン(PP)や、エチレンビニルアルコール(EVOH)、エチレンとアクリル酸の共重合樹脂(EAA)、ナイロン(NY)、ポリ塩化ビニリデン(PVDC)などの樹脂が使用できる。酸素バリア性、水蒸気バリア性などからポリプロピレン(PP)/エチレンビニルアルコール(EVOH)/ポリプロピレン(PP)に積層したフィルムが好ましい。レトルト殺菌などのような熱水処理されるような場合も上記の積層構成が好ましい。積層フィルムを作成する方法は、単体フィルムを貼り合せてもよく、共押出し法により作成してもよい。トレー容器に積層した後の各樹脂フィルムの総厚として30μm以上500μm以下であることが望ましい。膜厚が500μmより厚いと、積層時フィルム膜厚が不均一になることがあり、好ましくない。また30μm未満ではピンホールが発生する心配がある。
【0043】
2段容器を分離させるために、上トレー容器の内面樹脂フィルム、下トレー容器の内面樹脂フィルム及び外面樹脂フィルムを、接着剤を介して紙と貼り合わせをすることにより、接着強度を高くする。上トレー容器の外面樹脂フィルムと紙とは、接着剤を用いないで擬似接着にし、接着強度を弱くすることにより、上トレー容器と下トレー容器を分離することができる。
【0044】
接着剤6としては、ポリオレフィン系の接着剤を用いることができる。予め、紙に接着剤をコーター機で塗布する。塗布量は、接着強度を確認しながら適宜決めればよい。上トレー容器では、内面樹脂フィルムを積層する面に塗布する。下トレー容器では、内面樹脂フィルム面、外面樹脂フィルムをそれぞれ積層する面に塗布する。コーター機としては、グラビア印刷、オフセット印刷、シルクスクリーン印刷法、インクジェット印刷法等の周知の印刷方式や、ロールコート、ナイフコート、コンマーコート、グラビアコートなどの周知の塗布方式を用いることができる。乾燥条件については、一般的に使用されている熱風乾燥で行うことができる。塗布量については、紙と内面樹脂フィルム及び外面樹脂フィルムとの接着強度を確認して適宜決めればよい。
【0045】
次に紙のトレー容器の内面に内面樹脂フィルムを、外面に外面樹脂フィルムをそれぞれ積層する方法について説明する。
【0046】
紙のトレー容器と内面樹脂フィルムとを積層する方法は、真空成形法、又は圧空成形法、あるいは真空成形法と圧空成形法を併用した成形法により行うことができる。内面樹脂フィルムから積層し、その後外面樹脂フィルムを積層してもよく、また同時に積層してもよい。
【0047】
型内に置いた紙トレー容器の上に内面樹脂フィルムを載置する。トレー容器のフランジと内面樹脂フィルムをヒートシールなどの方法で接着させると同時に、赤外線や熱風で内面樹脂フィルムを加熱軟化させる。加熱温度などは、使用する内面樹脂フィルムの材質、厚さなどによって適宜決められる。その後、例えば真空ポンプのような真空源より吸引管、吸引孔を通じて型内の空気を吸引すると、型内の空気は紙トレー容器の折り込み部の隙間などを通して吸引され、その内部は、真空状態になるので、加熱軟化された内面樹脂フィルムは吸引圧力により湾曲してトレー容器の内面に密着成形され、トレー容器と一体的に成形される。またプラグアシストを使用して接着性を向上させることも可能である。予め紙に接着剤を塗布してある面では、接着性は強くなる。接着剤が塗布されていない面では、接着性は弱く擬似接着になる。
【0048】
しかし上トレー容器の外面の紙面には、接着剤が塗布されてないことから、加熱成形された内面樹脂フィルムとの接着性は弱い。この部分で上トレ―容器と下トレー容器を分離することができる。
【0049】
次に上トレー容器に用いる蓋材7を説明する。蓋材は、酸素バリア、水蒸気バリア性を有し、かつイージーピール性を有するシーラント層からなるものが好ましい。例えばポリプロピレン(PP)/エチレンビニルアルコール(EVOH)/イージーピール性を有したポリプロピレン(PP)に積層したフィルムが好ましい。また中間層としてナイロン(NY)を積層したフィルムも用いることができる。また無機化合物層を蒸着したフィルムも使用できる。無機化合物層は、酸化アルミニウム、酸化珪素、酸化マグネシウム、あるいはそれらの混合物などが使用できる。透明性を有し、かつ酸素バリア、水蒸気バリア性を有する層であればよい。無機化合物を蒸着する方法は、真空蒸着方法やその他の薄膜形成方法であるスパッタリング法やイオンプレーティング法、プラズマ気相成長法などを用いることもできる。
【0050】
また紙を中間層に用いることもできる。この場合は、バリア層としてアルミ箔、アルミ蒸着したフィルムや、その他無機化合物層を蒸着したフィルムを積層して用いることができる。この場合は、紙の周端縁には、紙の端部を樹脂フィルムで覆うようにする必要がある。
【0051】
イージーピール性を有したシーラント層としては、凝集破壊タイプ、層間剥離タイプが
ある。
【0052】
凝集破壊タイプは、シーラント層自体が凝集破壊するタイプで、ポリプロピレン、ポリエチレン、ポリスチレンなどの樹脂を混合した樹脂を用いて、フィルム化し、基材層に積層したり、またはこの樹脂の塗工液を塗布することにより使用することができる。
【0053】
例えばポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレン、ポリエチレンなどのポリオレフィン樹脂とポリブテン系樹脂を混合した樹脂、またポリオレフィン樹脂とポリスチレン樹脂を混合した樹脂などが使用することができる。
【0054】
層間剥離タイプは、共押出し法にて3層フィルムを作成し、中間層から剥離するものである。この共押出しフィルムを基材層に積層し使用することができる。
【0055】
イージーピール性を有したシーラント層として、上記2タイプのいずれでも使用できる。厚みなどは、剥離強度、剥離性などから適宜決めればよい。
【0056】
本発明の2段容器は、内容物を収納後、レトルト殺菌可能な容器であることから常温流通可能である。
【0057】
トレ―容器の蓋材を一部剥離して、トレー容器のまま電子レンジ加熱することにより調理して食することができる。
【0058】
トレー容器の紙の外面に所望の絵柄、文字などを印刷することができる。上トレー容器の蓋材へも可能である。印刷方式は、オフセット印刷、グラビア印刷、シルクスクリーン印刷、インクジェット印刷などで行うことができる。
【0059】
以上、実施形態としてトレー形状の2段容器について説明したが、カップ形状、お椀形状でも同様にして2段容器を作成することができる。また板紙からブランク作成、組み立て成形して容器にする方法の他に、予めトレー形状、カップ形状、お椀形状にしたパルプモールド容器も使用できる。
【産業上の利用可能性】
【0060】
本発明の2段容器に入れる内容物は、異種の内容物をそれぞれ上容器、下容器に収納できるために、食品では、ご飯類と惣菜、カレー、シチュー、その他調理惣菜などに使用できる。また産業資材では、2液型の接着剤や、2種を混合することにより製品として使用できるものなど、利用範囲が広い。
【符号の説明】
【0061】
1:トレ―容器
2:紙
3:内面樹脂フィルム
4:剥離性を有する外面樹脂フィルム
5:外面樹脂フィルム
6:接着剤
7:蓋材(上トレ―容器)
8;蓋材(下トレ―容器)
10;2段容器
11;上トレ―容器
12;下トレ―容器
13:フランジ
14:底部
15:貼着片
16:熱接着層/中間層
17:シーラント層
【特許請求の範囲】
【請求項1】
少なくとも紙からなる紙容器の内面及び外面に、内面樹脂フィルム及び外面樹脂フィルムをそれぞれ積層してなり、フランジを有する容器が、
内面樹脂フィルムは、容器の内面より一回り大きく、
外面樹脂フィルムは、容器の外面より一回り大きく、
内面樹脂フィルムと外面樹脂フィルムは、フランジの紙端部を覆うように接着されており、前記容器を2つ具備する2段容器であって、
一方の容器の下部に、他方の容器を設け、それぞれ上容器と下容器とし、
上容器に蓋材をシールして密封し、
上容器のフランジの外面樹脂フィルムと、下容器のフランジの内面樹脂フィルムとを接着させ、下容器を密封したことを特徴とする2段容器。
【請求項2】
前記上容器と前記下容器とが、前記上容器の外面樹脂フィルムと紙との間で分離し、かつ前記上容器のフランジの外面樹脂フィルムと前記下容器のフランジの内面樹脂フィルムとの接着部が、前記上容器の外面樹脂フィルムの中間層から剥離することを特徴とする請求項1記載の2段容器。
【請求項3】
前記上容器の外面樹脂フィルムが、熱融着樹脂層と剥離性を有する中間層とイージーピール性を有するシーラント層からなり、剥離時は、前記中間層から剥離することを特徴とする請求項1または2記載の2段容器。
【請求項4】
前記蓋材、前記内面樹脂フィルム、前記外面樹脂フィルムがガスバリア性を有していることを特徴とする請求項1〜3の何れか1項に記載の2段容器。
【請求項5】
前記下容器が、前記上容器より底が深いことを特徴とする請求項1〜4の何れか1項に記載の2段容器。
【請求項1】
少なくとも紙からなる紙容器の内面及び外面に、内面樹脂フィルム及び外面樹脂フィルムをそれぞれ積層してなり、フランジを有する容器が、
内面樹脂フィルムは、容器の内面より一回り大きく、
外面樹脂フィルムは、容器の外面より一回り大きく、
内面樹脂フィルムと外面樹脂フィルムは、フランジの紙端部を覆うように接着されており、前記容器を2つ具備する2段容器であって、
一方の容器の下部に、他方の容器を設け、それぞれ上容器と下容器とし、
上容器に蓋材をシールして密封し、
上容器のフランジの外面樹脂フィルムと、下容器のフランジの内面樹脂フィルムとを接着させ、下容器を密封したことを特徴とする2段容器。
【請求項2】
前記上容器と前記下容器とが、前記上容器の外面樹脂フィルムと紙との間で分離し、かつ前記上容器のフランジの外面樹脂フィルムと前記下容器のフランジの内面樹脂フィルムとの接着部が、前記上容器の外面樹脂フィルムの中間層から剥離することを特徴とする請求項1記載の2段容器。
【請求項3】
前記上容器の外面樹脂フィルムが、熱融着樹脂層と剥離性を有する中間層とイージーピール性を有するシーラント層からなり、剥離時は、前記中間層から剥離することを特徴とする請求項1または2記載の2段容器。
【請求項4】
前記蓋材、前記内面樹脂フィルム、前記外面樹脂フィルムがガスバリア性を有していることを特徴とする請求項1〜3の何れか1項に記載の2段容器。
【請求項5】
前記下容器が、前記上容器より底が深いことを特徴とする請求項1〜4の何れか1項に記載の2段容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−81999(P2012−81999A)
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願番号】特願2010−231484(P2010−231484)
【出願日】平成22年10月14日(2010.10.14)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
【公開日】平成24年4月26日(2012.4.26)
【国際特許分類】
【出願日】平成22年10月14日(2010.10.14)
【出願人】(000003193)凸版印刷株式会社 (10,630)
【Fターム(参考)】
[ Back to top ]