
2段階成形による極薄の壁を有するマイクロプレート
極薄の壁を有するウェルを具備し、さらに、自動化された機器においてマルチウェルプレートの信頼性の高い使用を可能にするのに十分な構造的剛性を有するマルチウェルプレートが、最初に、所望の剛性を提供する厚さのプレートブランクを射出成形によって形成すること、次に、該ブランクを真空成形に供して、ブランクの指定されたエリアを伸張してウェルを形成するか、または既に形成されているウェルを拡張することによって成形される。該伸張は、ウェルの壁部においてのみ、成形樹脂の厚さの減少をもたらす。

【発明の詳細な説明】
【技術分野】
【0001】
関連出願の相互参照
この出願は、2008年8月1日に出願された米国仮出願第61/085,674号の恩典を主張するものであり、該仮出願の内容は、参照により本明細書中に組み入れられるものとする。
【0002】
1.発明の分野
本発明は、例えばポリメラーゼ連鎖反応(PCR)などの連続した化学反応を実施するために使用される実験装置に関する。特に、本発明は、サーマルサイクラーとともに使用される反応容器に関する。
【背景技術】
【0003】
2.先行技術の説明
PCRは、プロセスの様々な段階の間に急速で正確な温度変化を伴う、反応混合物の正確な温度制御を必要とする化学プロセスの多くの例の1つである。PCR自体は、DNAを増幅するためのプロセスであり、すなわち、DNA配列の複数の複製を、該配列を有する一本鎖から生成するためのプロセスである。PCRは、通常、ウェル、チューブ、またはキャピラリーなどの多数の反応容器において、試薬移送、温度調節、および光学的検出を提供する機器において実施される。該プロセスは、温度感応性である一連の工程を含み、様々な工程が様々な温度で順番に実施され、極めて少量の出発試料から分析用および研究用に十分な量を得るために、これらの工程が多数回繰り返される。
【0004】
PCRは、任意の反応容器において実施することができるが、マルチウェルプレートは、最適な容器である。多くの用途において、PCRは、「リアルタイム」で実施され、反応混合物は、分析手段として反応媒体中における蛍光タグ付けされた種からの光を検出することにより、プロセスを通じて繰り返し分析される。他の用途では、別個の増幅および分析のために、培地からDNAを取り出す。多数の試料においてプロセスが同時に実施される複数試料のPCRプロセスでは、多数の試料の同時処理における高い効率、ならびに様々な分析上、診断上、および研究上の目的のために様々な試料からの結果を比較および組み合わせる能力を含む、重要な利点が提供される。同時処理は、ウェルごとに1試料を有するマルチウェルプレートを使用することによって達成される。すべての試料を含むプレート全体は、プロセスの各工程において、共通の熱環境に対して同時に平衡化される。マルチウェルプレートは、自動化されたPCR手法において特に有用である。8×12配列で96個のウェルを有するプレートが典型的であるが、最大1536までのウェルを有するプレートも使用される。
【0005】
温度サイクルを実施するために、プレートは、業界において「サーマルブロック」として知られている金属ブロックに接触するようにして置かれ、該サーマルブロックが、ペルチェ加熱/冷却モジュールによって、またはブロック内に機械加工されたチャンネルを通して熱伝達流体を循環させる閉ループ液体加熱/冷却システムによって加熱および冷却される。サーマルブロックの加熱および冷却は、通常、オペレータからの入力を伴うコンピュータの制御下にある。サーマルブロックは、ブロックと各ウェルとの間において、完全な表面接触を達成するため、したがって、密接な熱接触および最大限の熱伝達を達成するために、プレートウェルの外形に対して相補的な外形を有する。
【0006】
プレートは、通常、射出成形によって成形されたプラスチックから作られる。残念ながら、プラスチックは、熱伝導性の高い媒体でなく、そのため、プレートは、各ウェルにおいてサーマルブロックと試料との間の熱伝達に対して熱抵抗を示す。したがって、プラスチック自体が、PCRプロセスにおいて温度を上昇または下降させ得る速度に対する、速度制限的な要因である。熱伝達に対するプレートの抵抗は、プレートの厚さを薄くすることによって減少させることができるが、通常の射出成形プロセスでは、形成することができるプレートの薄さに限界がある。この限界についての認識は、2007年3月15日に公開された、Turnerによる米国特許出願公開第2007/0059219(A1)号(特許文献1)に見出される。Turnerによって提案された解決策は、二段階成形プロセスの使用であり、第一段階は、金型空洞中へ樹脂を注入する工程を伴い、第二段階は、樹脂に圧力をかけて閉じられた空洞内で樹脂を移動させるために、金型空洞を閉じた後に金型の部品を移動させる工程を伴う。
【0007】
極薄の壁を有するように形成されたプレートは、剛性が低い傾向があり、そのため、寸法が不安定となる。商業的に実施可能なPCR手法では、プレートおよびプレートウェル中に保持される試料を、自動化によって取り扱わなければならず、プレートの信頼できる移動および位置決め、ならびに個々のウェルへのまたはウェルからの試料および試薬の正確な移動のために、寸法安定性が必要とされる。2005年5月17日に公開された欧州特許出願公開第1000551(A1)号(特許文献2)、およびその同等物である2004年10月8日に公開された米国特許出願公開第2004/0214315(A1)号(特許文献3)において、Hans−Knoll Institutにより、1つの解決策が提供されている。Hans−Knoll Institutによる文献のプレートは、ウェルによって占められている中央エリアを囲むように熱接着によって中央エリアに接合されている剛性フレームを備えて構築されている。この設計は、剛性フレームがプレートの周辺部だけを占め、比較的大きな中心セクションが座屈に対して脆弱なままであるため、効果が限定的である。さらなる問題は、プレートにおける前記セクションを適切に接合したまま維持する方法としては、熱接着は、その信頼性が限定的であるという点である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】米国特許出願公開第2007/0059219(A1)号
【特許文献2】欧州特許出願公開第1000551(A1)号
【特許文献3】米国特許出願公開第2004/0214315(A1)号
【発明の概要】
【0009】
本発明は、寸法安定性を達成するために十分硬く、さらに最大限の熱伝達のために極薄の壁を有するウェルを具備するマルチウェルプレートを製造する方法に属する。本発明はさらに、前述の方法によって形成されたプレートにも属する。本発明のある特定の態様において、プレートは、連続する成形工程により、樹脂のシングルショットから形成された単一構造体である。他のある特定の態様において、プレートは、極薄の壁のウェルを具備するマルチウェルプレートと、ウェル以外のマルチウェルプレートの残りの部分をさらに剛性化するための支持板とを含む複合プレートである。そのようなすべての態様におけるマルチウェルプレートを形成する方法は、射出成形工程と、それに続く、例えば真空成形などの圧力差による成形工程とを含み、両工程は、樹脂の単一の連続する塊において実施される。圧力差成形は、個々のウェルの壁部を形成するプレートのセクションに集中し得るので、プレートの残りの部分は、射出成形によって生じた比較的硬い特徴を維持することが可能となる。したがって、剛性は、隣接するウェルの間の平面水平エリア、ならびにウェル配列を囲む周辺縁部または肩部を有するプレートにおいては、そのような縁部または肩部に広がり得る。圧力差成形により、射出成形されたプレートにおいてセクションが伸張されてウェルの薄壁が形成され、かつ圧力差成形は、ウェル全体よりもむしろ各ウェルの壁部の一部に集中し得る。いずれにしても、プレートは、極薄の壁または壁部セグメントを有するウェルを具備する。例えば、ウェルの、極薄の壁を有する部分が側壁のみであってウェルのフロアはそうではないように、またはウェルの極薄の壁を有する部分が側壁の下部であって、薄い壁部を有する該下部がより厚い壁部を有するネックまたは上部によってデッキに接続されたままとなるように、ウェルを形成することができる。
【0010】
本発明はさらに、デッキとウェルの配列とを有する新規なマルチウェルプレートであって、各ウェルが、デッキに隣接するネック部分と、デッキに隣接しウェルのフロアに終端を有する下部とを有し、該下部が、デッキ、ネック、およびフロアと比較して極薄の壁を有する、マルチウェルプレートに属する。この構成のデッキは、上記において説明したように、樹脂の単一の連続する塊から射出成形およびその後の真空成形によって成形可能であるが、真空成型前のプレートおよび真空成形が実施される金型は、伸長が各ウェルのネックとフロアとの間の部分においてのみ生じるように構成することができる。最後に、異なるウェル位置において異なる厚さを有する射出成形されたプレートを成形することにより、またはいくつかのウェルにおいて他のウェルよりも大きな伸長を生じるように適切に成形された真空成形金型を使用することによって、あるいは両方の組み合わせによって、様々な壁厚のマルチウェルプレートを形成することができる。
【0011】
「マルチウェルプレート」なる用語は、接続セグメントによりお互いに接合された2つ以上のウェルを有する任意の構造を含むように、本明細書において使用される。したがって、これらの構造は、ストリップチューブ、すなわち、ウェル(または「チューブ」)の単列を有するストリップ、ならびにウェルの2次元配列を有するプレートを含む。ストリップチューブの例としては、8個のチューブを有するものおよび12個のチューブを有するものが挙げられ、2次元配列を有するプレートの例は、6×8配列の48個のウェルを有するもの、9×12配列の96個のウェルを有するもの、16×24配列の384個のウェルを有するもの、ならびにより大きな数のウェルを有するものである。
【0012】
本発明および本発明の個々の態様のこれらの特徴および他の特徴について、以下において説明する。
【図面の簡単な説明】
【0013】
【図1】本発明によるマルチウェルプレートの例の断面図である。
【図2】図2Aは、単一の初期段階ウェルを示す、図1のプレートブランクの一部の拡大した断面図である。図2Bは、プレートブランクが真空成形前に真空成形金型に置かれている以外は図2Aと同一の図である。図2Cは、先行図のプレートブランクから形成された、真空成形段階の終了時における最終的マルチウェルプレートを示す、図2Aおよび2Bと同一の図である。
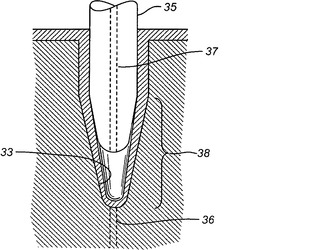
【図3A】金型での任意の成形前の、真空成形金型に置かれた単一の初期段階ウェルを示す、別のプレートブランクの一部を拡大した断面図である。
【図3B】ウェルを部分的に拡張するために、初期段階ウェル中にプラグが機械的に圧入されている以外は図3Aと同一の図である。
【図3C】ウェルの拡張およびそのウェルの厚さの減少を完了させるために真空成形が適用された後の、図3Aおよび3Bと同一の図である。
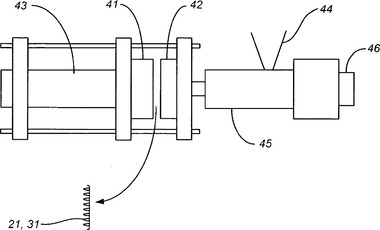
【図4】図1のプレートブランクを形成するための射出成形装置のダイヤグラムである。
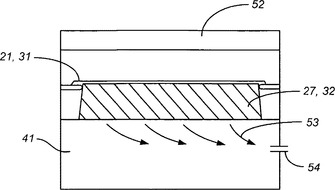
【図5】図2A、2B、および2Cに表された真空成形作業を実施するための真空成形装置のダイヤグラムである。
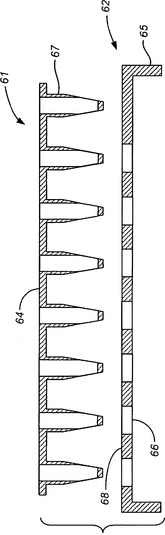
【図6】スカートおよびデッキを含む支持用または剛性化用の構成部品との組み合わせにおける、本発明によるマルチウェルプレートの断面図である。
【図7】スカートおよびデッキがウェルよりもより硬い材料で形成されている、本発明による別のマルチウェルプレートの断面図である。
【発明を実施するための形態】
【0014】
本発明および好ましい態様の詳細な説明
本発明によるマルチウェルプレートの製造には、様々な樹脂を使用することができる。例えば、ポリオレフィン(メタロセン触媒ポリオレフィンを含む)、ポリ塩化ビニル、ポリカーボネート、ポリエステル、および他の熱可塑性プラスチック材料が挙げられる。PCR反応に最も適した樹脂が最も好ましく、中でも注目に値するのは、無配向ポリプロピレンおよびポリプロピレン−ポリエチレンコポリマーを含むポリプロピレンである。射出成形で形成された、圧力差成形の前の初期プレートは、本明細書において、「成形部品」および「ブランク」と呼ばれる。射出成形工程は、従来の二つ割り金型において、溶融状態の樹脂を密閉された金型に注入し、金型内において樹脂を冷却して固めて成形部品を形成することにより実施される。溶融樹脂の温度は、樹脂が金型内を流れることが可能な温度であり、最適なそのような温度は、選択される樹脂によって変わるであろうし、そのような温度は、当業者に既知であるか、または既知の方法によって容易に特定されるであろう。多くの場合、この温度は、約70℃〜約310℃の範囲内であろう。成形部品の厚さは、金型自体によって決まり、かつ最小の厚さは、金型空洞内における樹脂の流動性に依存するであろう。多くの場合、成形部品は、均一な厚さを有するであろうが、他の場合においては、異なるセクションにおいて異なる厚さを有する部品を製造するように金型を設計することも可能である。均一な厚さの成形部品の場合、最適の厚さは、所望の程度の剛性が得られるであろう最小の厚さである。ある特定の領域が他の領域よりも厚い成形部品では、該厚い領域は、真空成形工程においてもそれらの厚さが維持され、かつ最終製品に所望の剛性を付与するよう機能する領域であり得る。好ましい態様において、成形部品の各セグメントまたは壁部は、約0.025mm〜約3mm、好ましくは約0.1mm〜約2mmの範囲内の厚さを有するであろう。
【0015】
成形部品は、圧力差成形のためのブランクとして機能し、平坦なプレートであるか、または完成製品において最終的に求められるウェルの位置に初期段階(部分的に形成された)ウェルを具備するプレートであり得る。平坦なプレートの場合、圧力差成形工程によって、ウェルからプレートのセクションが引き出されるが、一方で、初期段階ウェルを具備するプレートの場合は、圧力差成形によって、初期段階ウェルの深さが拡張されるであろう。どちらの場合においても、圧力差により、ブランクの複数のセクションが伸張されて、ブランクの伸張されていないセクションよりも薄い壁部を有する完全なサイズのウェルが製造される。これらの非伸張セクションは、本明細書においてまとめて「デッキ」と呼ばれる、ウェル同士を接続するプレートの平坦部分か、またはウェル自身の壁部の一部分のいずれかであり得る。初期段階ウェルの形状および圧力差成形を実施する金型の形状によって、ブランクのどの領域が伸張されて薄くなるか否かが決まる。
【0016】
圧力差成形工程は、好ましくは、適用されるであろう負荷に対して(すなわち、圧力差に対して)、樹脂の熱たわみ温度以上かつ樹脂の溶融温度未満の温度に成形部品を加熱することによって増強される。所定の負荷に対する熱たわみ温度は、特定の樹脂に対して当技術分野において公知であり、かつ66psi(0.46MPa)または264psi(1.8MPa)のいずれかの負荷を使用する、ASTM D 648として指定された標準的技術によって決定することも可能である。例えば、成形されたポリプロピレンでは、平均の熱たわみ温度は、66psiの負荷に対してはおよそ100℃であり、264psiの負荷に対してはおよそ70℃である。圧力差成形工程のための最適温度は、加熱された部品を装置の加熱エリアから成形エリアまで移動させる場合の熱損失も考慮して、成形装置の構成に依存するだろう。圧力差成形は、真空成形、金型空洞内への吹き込み成形、もしくは機械的圧力の適用によって、またはこれらの方法の2つ以上を連続して行うことによって実施することができる。機械的圧力は、加熱された部分を雄型成形具でプレスすることによって適用することができ、好ましくは、予備工程としての真空成形と組み合わせて実施される。使用される圧力差成形法にかかわらず、圧力差成形の際の、射出成形されたプラスチック材料の伸張度は変わり得るが、多くの場合、約0.025mm〜約0.17mm(0.00098インチ〜0.0067インチ)の壁厚を達成するために、約2〜約5倍の範囲内で伸張されるセクションにおいて材料を伸ばすことによって、所望の結果が達成されるであろう。
【0017】
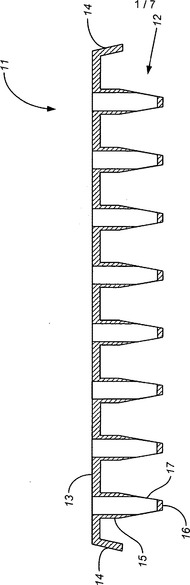
図1は、本発明のプロセスによって形成することができる新規なマルチウェルプレートの例を示す。図1は、列を構成する8個のウェル12のプロフィールを示すための、8×12ウェルプレート11の12列のうちの1列の垂直断面図である。ウェル同士を接続しているプレートの平坦な部分はデッキ13であり、ならびにスカート14が、プレートの周辺部の周りに広がっている。デッキ13およびスカート14、ならびにウェル壁の上部(またはネック)15およびウェルのフロア16は、ウェル壁の下部17と比べて比較的厚い。
【0018】
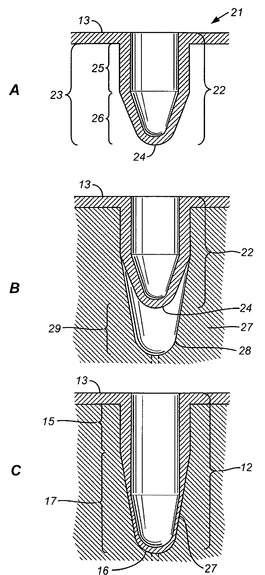
図1のプレートを形成するための本発明による一方法を、図2A、2B、および2C示すが、これらのそれぞれは、プレートにおける、単一のウェルを含む一セグメントの断面の拡大図である。図2Aは、成形部品またはプレートブランク21を示しており、これは、シングルショット射出成形によって樹脂の単一体から形成される。このプレートブランクは、デッキ13と、側壁23およびフロア24を含む初期段階(部分的に形成された)ウェル22とを含み、それらすべてがおよそ同じ厚さを有している。側壁は、まっすぐな円筒セクションまたはネック25、およびネック25とフロア24との間の円錐台形の下部セクション26を含む。あるいは、デッキおよび初期段階ウェルは、お互いに異なる厚さを有することも可能であり、または、ウェル壁の異なるエリア間、または異なるウェル間において、厚さが異なっていてもよい。しかしながら、この成形部品のすべての厚さは、その後に続く、この場合は真空成形のみが採用されている成形工程によって達成される減じられた厚さより厚いであろう。
【0019】
図2Bは、真空を適用する前の、真空成形金型27に置かれたブランク21を示す。金型27は、ブランク21の各ウェル22と整合する凹部28または金型空洞を有する。凹部28およびウェル22は、成形部品のウェルのフロア24の下方に広がっている下部29により凹部28の方が深いこと以外は、相補的な形状である。真空金型およびブランクが加熱されているあいだ真空がこの下部29に適用され、それによって、軟化したブランクの樹脂が下部へと吸引されて、金型壁と接触していない樹脂の一部が伸張される。結果を図2Cに示しているが、この場合、完成プレートのウェル12は、真空成形金型の凹部28全体を満たしている。ウェルの上部15は、ブランクの真っ直ぐな円筒状の側壁25から実質的に変化しておらず、一方で、下部17は、より非常に薄い(極薄)壁部を有している。金型構成に応じて、極薄の壁は、図に示されているようなウェルの下部に限定されるか、または、ウェルの高さ全体に広がり得る。フロア16は、下部17の側壁と同じ程度の伸張は受けず、上部15とほぼ同じ厚さであり、したがって、下部17から形成された極薄のセクションより厚い。
【0020】
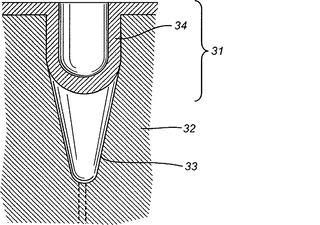
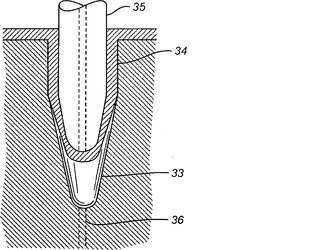
図3A、3B、および3Cは、図1のプレートまたは類似の特徴を有するプレートを形成するための、やはり本発明の範囲内である代替法を示している。プレートブランク31は、図2Aのプレートブランク21と同じ方法で射出成形することによって形成されており、プレートブランク21と同じかまたは異なっていてもよい。この場合、プレートブランク31は、わずかに異なる形状であり、金型内に置かれた直後かつ最初の射出成形以上の任意の成形を受ける前の、真空成形金型32内に位置している状態が示されている。図2Bおよび2Cのように、図3Aの真空成形金型32は、プレートブランクの初期段階ウェル34より深い凹部33または金型空洞を有し、初期段階ウェル34が広がる余地を残している。図3Bは、中間拡張段階を示しており、この場合、プラグ35が、好ましくは加熱されて、初期段階ウェル34中に挿入されてそれを押し下げ、初期段階ウェルを部分的に拡張された状態へと深くし、このようにしてウェルの壁厚を減じる。これにより、プラグ35は、ウェルの内側に正の圧力を適用することによって、ウェル壁に圧力差を掛ける。空気は、金型のベント孔36を通って金型空洞33から抜けることができる。好ましくは、プレートのすべてのウェルがこの方法で同時に拡張できるように、各ウェルに対して1つの、整列されたプラグが使用される。次いで、プラグ35はそれ以上移動せず、今度は減圧用の導管として機能する金型のベント孔36により、図3Cにおける真空成形が実施される。プラグ35を通って延びるベント孔37により、真空成形が実施される際に、ウェルの上の圧力が周囲レベルに維持される。真空成形によって、空洞を満たすようにウェルの下部38が拡張され、ウェル壁が伸ばされてその厚さがさらに減じられる。
【0021】
図4は、図2Aおよび2Bのプレートブランク21、31を形成するために使用することができる、典型的な射出成形装置のダイヤグラム表示である。装置のコア部は、2つの半割れ型金型41、42であり、それらの一方である41は、油圧シリンダーおよびピストン43によって移動可能である。樹脂は、ホッパー44から、通常、油圧モーター46によって回転が駆動される一軸スクリュー押出機であるところの射出シリンダー45を通って、半割れ型金型に供給される。
【0022】
図5は、壁が薄いウェルを具備する完成プレートを形成するために、プレートブランク21、31のウェルを伸張するために使用することができる典型的な真空成形装置のダイヤグラム表示である。該装置は、それぞれ図2Bおよび3Bの真空成形金型27、32のうち一つがチャンバー内に担持されている真空チャンバー51、ならびに金型の上に設置された加熱要素52を含む。プレートブランクは、金型に接するようにして置かれ、減圧は、減圧用導管54を通って矢印53によって示される方向に金型を通って吸引され、これにより、完成した薄壁を有するマルチウェルプレートを製造する。
【0023】
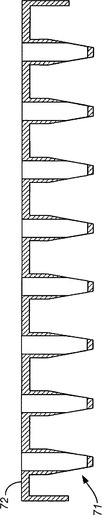
図1に示されたマルチウェルプレートの代替物を図6に示すが、これもやはり本発明の範囲内である。薄いウェル壁と、そうでない硬いプレートとの間の違いをより一層とするために、本発明のこの態様におけるマルチウェルプレート61は、別個のスカートおよびデッキ部材62と組み合わせて使用され、この2つの部品61、62は、分解された形態で図に示されている。スカートおよびデッキ部材62は、ウェルプレート61よりも実質的に硬い材料で形成される。例えば、スカートおよびデッキ部材62は、ポリカーボネートから形成され得、マルチウェルプレートはポリプロピレンから形成され得る。この態様におけるスカート65は、ウェルプレート61の一部ではなく、スカートおよびデッキ部材62の一部である。スカートおよびデッキ部材62は、ウェルプレートのウェル67に整合して並べられた、それらよりわずかに大きい直径を有する開口部66の配列を有しており、それによりウェルは該開口部を通り抜け、一方で、ウェルプレートの平坦な接続セグメント64は、デッキおよびスカート部材62のデッキ68上に位置される。あるいは、初期段階ウェル、すなわち、真空成形、または真空成形がその後続くプラグによる圧力によって拡張される前のウェルを、デッキおよびスカート部材62の上に直接射出成形することも可能であり、それによって、ウェル間の比較的柔らかい材料から作られる平坦な接続セグメント64を無くすことが可能である。真空成形、または真空成形がその後続くプラグ成形は、結果として得られる複合構造体に対して実施することができる。この方法で形成されたマルチウェルプレートの例が図7に示されており、この場合、個々のウェル71、すなわち、ポリプロピレンなどの比較的柔らかい樹脂は、孔あきプレート72、すなわち、ポリカーボネートなどのより硬い樹脂の上に成形されて、単一の複合成型構造体を形成し、次いで、ウェルが真空成形によって伸張され、図示されている形状に達する。ウェルがプレートに接合されている場合の各ウェルを囲む縁部の詳細については記載していないが、縁部は、好ましくは、プレートの表面の上に広がっており、場合によっては、プレートの表面の下にも広がる。
【0024】
本明細書に添付された特許請求の範囲において、「1つの(“a”または“an”)」なる用語は、「1つ以上」を意味することが意図される。「含む(“comprise”)」なる用語およびその変化形、例えば、「含む(“comprises”)」および「含んでいる(“comprising”)」などは、工程および要素の列挙が先行する場合、さらなる工程または要素も可能であって排除されないことを意味することが意図される。本明細書において引用されたすべての特許、特許出願、および他の刊行物は、参照によりそれらの全体が本明細書に組み入れられるものとする。本明細書において引用された任意の参考試料または一般的な任意の先行技術と、本明細書の明白な教示とが矛盾する場合、本明細書における教示を支持して解決されることが意図される。これは、当技術分野において理解されている語句または句の定義と、同じ語句または句に対して本明細書において明確に提供された定義との間の任意の矛盾を含む。
【技術分野】
【0001】
関連出願の相互参照
この出願は、2008年8月1日に出願された米国仮出願第61/085,674号の恩典を主張するものであり、該仮出願の内容は、参照により本明細書中に組み入れられるものとする。
【0002】
1.発明の分野
本発明は、例えばポリメラーゼ連鎖反応(PCR)などの連続した化学反応を実施するために使用される実験装置に関する。特に、本発明は、サーマルサイクラーとともに使用される反応容器に関する。
【背景技術】
【0003】
2.先行技術の説明
PCRは、プロセスの様々な段階の間に急速で正確な温度変化を伴う、反応混合物の正確な温度制御を必要とする化学プロセスの多くの例の1つである。PCR自体は、DNAを増幅するためのプロセスであり、すなわち、DNA配列の複数の複製を、該配列を有する一本鎖から生成するためのプロセスである。PCRは、通常、ウェル、チューブ、またはキャピラリーなどの多数の反応容器において、試薬移送、温度調節、および光学的検出を提供する機器において実施される。該プロセスは、温度感応性である一連の工程を含み、様々な工程が様々な温度で順番に実施され、極めて少量の出発試料から分析用および研究用に十分な量を得るために、これらの工程が多数回繰り返される。
【0004】
PCRは、任意の反応容器において実施することができるが、マルチウェルプレートは、最適な容器である。多くの用途において、PCRは、「リアルタイム」で実施され、反応混合物は、分析手段として反応媒体中における蛍光タグ付けされた種からの光を検出することにより、プロセスを通じて繰り返し分析される。他の用途では、別個の増幅および分析のために、培地からDNAを取り出す。多数の試料においてプロセスが同時に実施される複数試料のPCRプロセスでは、多数の試料の同時処理における高い効率、ならびに様々な分析上、診断上、および研究上の目的のために様々な試料からの結果を比較および組み合わせる能力を含む、重要な利点が提供される。同時処理は、ウェルごとに1試料を有するマルチウェルプレートを使用することによって達成される。すべての試料を含むプレート全体は、プロセスの各工程において、共通の熱環境に対して同時に平衡化される。マルチウェルプレートは、自動化されたPCR手法において特に有用である。8×12配列で96個のウェルを有するプレートが典型的であるが、最大1536までのウェルを有するプレートも使用される。
【0005】
温度サイクルを実施するために、プレートは、業界において「サーマルブロック」として知られている金属ブロックに接触するようにして置かれ、該サーマルブロックが、ペルチェ加熱/冷却モジュールによって、またはブロック内に機械加工されたチャンネルを通して熱伝達流体を循環させる閉ループ液体加熱/冷却システムによって加熱および冷却される。サーマルブロックの加熱および冷却は、通常、オペレータからの入力を伴うコンピュータの制御下にある。サーマルブロックは、ブロックと各ウェルとの間において、完全な表面接触を達成するため、したがって、密接な熱接触および最大限の熱伝達を達成するために、プレートウェルの外形に対して相補的な外形を有する。
【0006】
プレートは、通常、射出成形によって成形されたプラスチックから作られる。残念ながら、プラスチックは、熱伝導性の高い媒体でなく、そのため、プレートは、各ウェルにおいてサーマルブロックと試料との間の熱伝達に対して熱抵抗を示す。したがって、プラスチック自体が、PCRプロセスにおいて温度を上昇または下降させ得る速度に対する、速度制限的な要因である。熱伝達に対するプレートの抵抗は、プレートの厚さを薄くすることによって減少させることができるが、通常の射出成形プロセスでは、形成することができるプレートの薄さに限界がある。この限界についての認識は、2007年3月15日に公開された、Turnerによる米国特許出願公開第2007/0059219(A1)号(特許文献1)に見出される。Turnerによって提案された解決策は、二段階成形プロセスの使用であり、第一段階は、金型空洞中へ樹脂を注入する工程を伴い、第二段階は、樹脂に圧力をかけて閉じられた空洞内で樹脂を移動させるために、金型空洞を閉じた後に金型の部品を移動させる工程を伴う。
【0007】
極薄の壁を有するように形成されたプレートは、剛性が低い傾向があり、そのため、寸法が不安定となる。商業的に実施可能なPCR手法では、プレートおよびプレートウェル中に保持される試料を、自動化によって取り扱わなければならず、プレートの信頼できる移動および位置決め、ならびに個々のウェルへのまたはウェルからの試料および試薬の正確な移動のために、寸法安定性が必要とされる。2005年5月17日に公開された欧州特許出願公開第1000551(A1)号(特許文献2)、およびその同等物である2004年10月8日に公開された米国特許出願公開第2004/0214315(A1)号(特許文献3)において、Hans−Knoll Institutにより、1つの解決策が提供されている。Hans−Knoll Institutによる文献のプレートは、ウェルによって占められている中央エリアを囲むように熱接着によって中央エリアに接合されている剛性フレームを備えて構築されている。この設計は、剛性フレームがプレートの周辺部だけを占め、比較的大きな中心セクションが座屈に対して脆弱なままであるため、効果が限定的である。さらなる問題は、プレートにおける前記セクションを適切に接合したまま維持する方法としては、熱接着は、その信頼性が限定的であるという点である。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】米国特許出願公開第2007/0059219(A1)号
【特許文献2】欧州特許出願公開第1000551(A1)号
【特許文献3】米国特許出願公開第2004/0214315(A1)号
【発明の概要】
【0009】
本発明は、寸法安定性を達成するために十分硬く、さらに最大限の熱伝達のために極薄の壁を有するウェルを具備するマルチウェルプレートを製造する方法に属する。本発明はさらに、前述の方法によって形成されたプレートにも属する。本発明のある特定の態様において、プレートは、連続する成形工程により、樹脂のシングルショットから形成された単一構造体である。他のある特定の態様において、プレートは、極薄の壁のウェルを具備するマルチウェルプレートと、ウェル以外のマルチウェルプレートの残りの部分をさらに剛性化するための支持板とを含む複合プレートである。そのようなすべての態様におけるマルチウェルプレートを形成する方法は、射出成形工程と、それに続く、例えば真空成形などの圧力差による成形工程とを含み、両工程は、樹脂の単一の連続する塊において実施される。圧力差成形は、個々のウェルの壁部を形成するプレートのセクションに集中し得るので、プレートの残りの部分は、射出成形によって生じた比較的硬い特徴を維持することが可能となる。したがって、剛性は、隣接するウェルの間の平面水平エリア、ならびにウェル配列を囲む周辺縁部または肩部を有するプレートにおいては、そのような縁部または肩部に広がり得る。圧力差成形により、射出成形されたプレートにおいてセクションが伸張されてウェルの薄壁が形成され、かつ圧力差成形は、ウェル全体よりもむしろ各ウェルの壁部の一部に集中し得る。いずれにしても、プレートは、極薄の壁または壁部セグメントを有するウェルを具備する。例えば、ウェルの、極薄の壁を有する部分が側壁のみであってウェルのフロアはそうではないように、またはウェルの極薄の壁を有する部分が側壁の下部であって、薄い壁部を有する該下部がより厚い壁部を有するネックまたは上部によってデッキに接続されたままとなるように、ウェルを形成することができる。
【0010】
本発明はさらに、デッキとウェルの配列とを有する新規なマルチウェルプレートであって、各ウェルが、デッキに隣接するネック部分と、デッキに隣接しウェルのフロアに終端を有する下部とを有し、該下部が、デッキ、ネック、およびフロアと比較して極薄の壁を有する、マルチウェルプレートに属する。この構成のデッキは、上記において説明したように、樹脂の単一の連続する塊から射出成形およびその後の真空成形によって成形可能であるが、真空成型前のプレートおよび真空成形が実施される金型は、伸長が各ウェルのネックとフロアとの間の部分においてのみ生じるように構成することができる。最後に、異なるウェル位置において異なる厚さを有する射出成形されたプレートを成形することにより、またはいくつかのウェルにおいて他のウェルよりも大きな伸長を生じるように適切に成形された真空成形金型を使用することによって、あるいは両方の組み合わせによって、様々な壁厚のマルチウェルプレートを形成することができる。
【0011】
「マルチウェルプレート」なる用語は、接続セグメントによりお互いに接合された2つ以上のウェルを有する任意の構造を含むように、本明細書において使用される。したがって、これらの構造は、ストリップチューブ、すなわち、ウェル(または「チューブ」)の単列を有するストリップ、ならびにウェルの2次元配列を有するプレートを含む。ストリップチューブの例としては、8個のチューブを有するものおよび12個のチューブを有するものが挙げられ、2次元配列を有するプレートの例は、6×8配列の48個のウェルを有するもの、9×12配列の96個のウェルを有するもの、16×24配列の384個のウェルを有するもの、ならびにより大きな数のウェルを有するものである。
【0012】
本発明および本発明の個々の態様のこれらの特徴および他の特徴について、以下において説明する。
【図面の簡単な説明】
【0013】
【図1】本発明によるマルチウェルプレートの例の断面図である。
【図2】図2Aは、単一の初期段階ウェルを示す、図1のプレートブランクの一部の拡大した断面図である。図2Bは、プレートブランクが真空成形前に真空成形金型に置かれている以外は図2Aと同一の図である。図2Cは、先行図のプレートブランクから形成された、真空成形段階の終了時における最終的マルチウェルプレートを示す、図2Aおよび2Bと同一の図である。
【図3A】金型での任意の成形前の、真空成形金型に置かれた単一の初期段階ウェルを示す、別のプレートブランクの一部を拡大した断面図である。
【図3B】ウェルを部分的に拡張するために、初期段階ウェル中にプラグが機械的に圧入されている以外は図3Aと同一の図である。
【図3C】ウェルの拡張およびそのウェルの厚さの減少を完了させるために真空成形が適用された後の、図3Aおよび3Bと同一の図である。
【図4】図1のプレートブランクを形成するための射出成形装置のダイヤグラムである。
【図5】図2A、2B、および2Cに表された真空成形作業を実施するための真空成形装置のダイヤグラムである。
【図6】スカートおよびデッキを含む支持用または剛性化用の構成部品との組み合わせにおける、本発明によるマルチウェルプレートの断面図である。
【図7】スカートおよびデッキがウェルよりもより硬い材料で形成されている、本発明による別のマルチウェルプレートの断面図である。
【発明を実施するための形態】
【0014】
本発明および好ましい態様の詳細な説明
本発明によるマルチウェルプレートの製造には、様々な樹脂を使用することができる。例えば、ポリオレフィン(メタロセン触媒ポリオレフィンを含む)、ポリ塩化ビニル、ポリカーボネート、ポリエステル、および他の熱可塑性プラスチック材料が挙げられる。PCR反応に最も適した樹脂が最も好ましく、中でも注目に値するのは、無配向ポリプロピレンおよびポリプロピレン−ポリエチレンコポリマーを含むポリプロピレンである。射出成形で形成された、圧力差成形の前の初期プレートは、本明細書において、「成形部品」および「ブランク」と呼ばれる。射出成形工程は、従来の二つ割り金型において、溶融状態の樹脂を密閉された金型に注入し、金型内において樹脂を冷却して固めて成形部品を形成することにより実施される。溶融樹脂の温度は、樹脂が金型内を流れることが可能な温度であり、最適なそのような温度は、選択される樹脂によって変わるであろうし、そのような温度は、当業者に既知であるか、または既知の方法によって容易に特定されるであろう。多くの場合、この温度は、約70℃〜約310℃の範囲内であろう。成形部品の厚さは、金型自体によって決まり、かつ最小の厚さは、金型空洞内における樹脂の流動性に依存するであろう。多くの場合、成形部品は、均一な厚さを有するであろうが、他の場合においては、異なるセクションにおいて異なる厚さを有する部品を製造するように金型を設計することも可能である。均一な厚さの成形部品の場合、最適の厚さは、所望の程度の剛性が得られるであろう最小の厚さである。ある特定の領域が他の領域よりも厚い成形部品では、該厚い領域は、真空成形工程においてもそれらの厚さが維持され、かつ最終製品に所望の剛性を付与するよう機能する領域であり得る。好ましい態様において、成形部品の各セグメントまたは壁部は、約0.025mm〜約3mm、好ましくは約0.1mm〜約2mmの範囲内の厚さを有するであろう。
【0015】
成形部品は、圧力差成形のためのブランクとして機能し、平坦なプレートであるか、または完成製品において最終的に求められるウェルの位置に初期段階(部分的に形成された)ウェルを具備するプレートであり得る。平坦なプレートの場合、圧力差成形工程によって、ウェルからプレートのセクションが引き出されるが、一方で、初期段階ウェルを具備するプレートの場合は、圧力差成形によって、初期段階ウェルの深さが拡張されるであろう。どちらの場合においても、圧力差により、ブランクの複数のセクションが伸張されて、ブランクの伸張されていないセクションよりも薄い壁部を有する完全なサイズのウェルが製造される。これらの非伸張セクションは、本明細書においてまとめて「デッキ」と呼ばれる、ウェル同士を接続するプレートの平坦部分か、またはウェル自身の壁部の一部分のいずれかであり得る。初期段階ウェルの形状および圧力差成形を実施する金型の形状によって、ブランクのどの領域が伸張されて薄くなるか否かが決まる。
【0016】
圧力差成形工程は、好ましくは、適用されるであろう負荷に対して(すなわち、圧力差に対して)、樹脂の熱たわみ温度以上かつ樹脂の溶融温度未満の温度に成形部品を加熱することによって増強される。所定の負荷に対する熱たわみ温度は、特定の樹脂に対して当技術分野において公知であり、かつ66psi(0.46MPa)または264psi(1.8MPa)のいずれかの負荷を使用する、ASTM D 648として指定された標準的技術によって決定することも可能である。例えば、成形されたポリプロピレンでは、平均の熱たわみ温度は、66psiの負荷に対してはおよそ100℃であり、264psiの負荷に対してはおよそ70℃である。圧力差成形工程のための最適温度は、加熱された部品を装置の加熱エリアから成形エリアまで移動させる場合の熱損失も考慮して、成形装置の構成に依存するだろう。圧力差成形は、真空成形、金型空洞内への吹き込み成形、もしくは機械的圧力の適用によって、またはこれらの方法の2つ以上を連続して行うことによって実施することができる。機械的圧力は、加熱された部分を雄型成形具でプレスすることによって適用することができ、好ましくは、予備工程としての真空成形と組み合わせて実施される。使用される圧力差成形法にかかわらず、圧力差成形の際の、射出成形されたプラスチック材料の伸張度は変わり得るが、多くの場合、約0.025mm〜約0.17mm(0.00098インチ〜0.0067インチ)の壁厚を達成するために、約2〜約5倍の範囲内で伸張されるセクションにおいて材料を伸ばすことによって、所望の結果が達成されるであろう。
【0017】
図1は、本発明のプロセスによって形成することができる新規なマルチウェルプレートの例を示す。図1は、列を構成する8個のウェル12のプロフィールを示すための、8×12ウェルプレート11の12列のうちの1列の垂直断面図である。ウェル同士を接続しているプレートの平坦な部分はデッキ13であり、ならびにスカート14が、プレートの周辺部の周りに広がっている。デッキ13およびスカート14、ならびにウェル壁の上部(またはネック)15およびウェルのフロア16は、ウェル壁の下部17と比べて比較的厚い。
【0018】
図1のプレートを形成するための本発明による一方法を、図2A、2B、および2C示すが、これらのそれぞれは、プレートにおける、単一のウェルを含む一セグメントの断面の拡大図である。図2Aは、成形部品またはプレートブランク21を示しており、これは、シングルショット射出成形によって樹脂の単一体から形成される。このプレートブランクは、デッキ13と、側壁23およびフロア24を含む初期段階(部分的に形成された)ウェル22とを含み、それらすべてがおよそ同じ厚さを有している。側壁は、まっすぐな円筒セクションまたはネック25、およびネック25とフロア24との間の円錐台形の下部セクション26を含む。あるいは、デッキおよび初期段階ウェルは、お互いに異なる厚さを有することも可能であり、または、ウェル壁の異なるエリア間、または異なるウェル間において、厚さが異なっていてもよい。しかしながら、この成形部品のすべての厚さは、その後に続く、この場合は真空成形のみが採用されている成形工程によって達成される減じられた厚さより厚いであろう。
【0019】
図2Bは、真空を適用する前の、真空成形金型27に置かれたブランク21を示す。金型27は、ブランク21の各ウェル22と整合する凹部28または金型空洞を有する。凹部28およびウェル22は、成形部品のウェルのフロア24の下方に広がっている下部29により凹部28の方が深いこと以外は、相補的な形状である。真空金型およびブランクが加熱されているあいだ真空がこの下部29に適用され、それによって、軟化したブランクの樹脂が下部へと吸引されて、金型壁と接触していない樹脂の一部が伸張される。結果を図2Cに示しているが、この場合、完成プレートのウェル12は、真空成形金型の凹部28全体を満たしている。ウェルの上部15は、ブランクの真っ直ぐな円筒状の側壁25から実質的に変化しておらず、一方で、下部17は、より非常に薄い(極薄)壁部を有している。金型構成に応じて、極薄の壁は、図に示されているようなウェルの下部に限定されるか、または、ウェルの高さ全体に広がり得る。フロア16は、下部17の側壁と同じ程度の伸張は受けず、上部15とほぼ同じ厚さであり、したがって、下部17から形成された極薄のセクションより厚い。
【0020】
図3A、3B、および3Cは、図1のプレートまたは類似の特徴を有するプレートを形成するための、やはり本発明の範囲内である代替法を示している。プレートブランク31は、図2Aのプレートブランク21と同じ方法で射出成形することによって形成されており、プレートブランク21と同じかまたは異なっていてもよい。この場合、プレートブランク31は、わずかに異なる形状であり、金型内に置かれた直後かつ最初の射出成形以上の任意の成形を受ける前の、真空成形金型32内に位置している状態が示されている。図2Bおよび2Cのように、図3Aの真空成形金型32は、プレートブランクの初期段階ウェル34より深い凹部33または金型空洞を有し、初期段階ウェル34が広がる余地を残している。図3Bは、中間拡張段階を示しており、この場合、プラグ35が、好ましくは加熱されて、初期段階ウェル34中に挿入されてそれを押し下げ、初期段階ウェルを部分的に拡張された状態へと深くし、このようにしてウェルの壁厚を減じる。これにより、プラグ35は、ウェルの内側に正の圧力を適用することによって、ウェル壁に圧力差を掛ける。空気は、金型のベント孔36を通って金型空洞33から抜けることができる。好ましくは、プレートのすべてのウェルがこの方法で同時に拡張できるように、各ウェルに対して1つの、整列されたプラグが使用される。次いで、プラグ35はそれ以上移動せず、今度は減圧用の導管として機能する金型のベント孔36により、図3Cにおける真空成形が実施される。プラグ35を通って延びるベント孔37により、真空成形が実施される際に、ウェルの上の圧力が周囲レベルに維持される。真空成形によって、空洞を満たすようにウェルの下部38が拡張され、ウェル壁が伸ばされてその厚さがさらに減じられる。
【0021】
図4は、図2Aおよび2Bのプレートブランク21、31を形成するために使用することができる、典型的な射出成形装置のダイヤグラム表示である。装置のコア部は、2つの半割れ型金型41、42であり、それらの一方である41は、油圧シリンダーおよびピストン43によって移動可能である。樹脂は、ホッパー44から、通常、油圧モーター46によって回転が駆動される一軸スクリュー押出機であるところの射出シリンダー45を通って、半割れ型金型に供給される。
【0022】
図5は、壁が薄いウェルを具備する完成プレートを形成するために、プレートブランク21、31のウェルを伸張するために使用することができる典型的な真空成形装置のダイヤグラム表示である。該装置は、それぞれ図2Bおよび3Bの真空成形金型27、32のうち一つがチャンバー内に担持されている真空チャンバー51、ならびに金型の上に設置された加熱要素52を含む。プレートブランクは、金型に接するようにして置かれ、減圧は、減圧用導管54を通って矢印53によって示される方向に金型を通って吸引され、これにより、完成した薄壁を有するマルチウェルプレートを製造する。
【0023】
図1に示されたマルチウェルプレートの代替物を図6に示すが、これもやはり本発明の範囲内である。薄いウェル壁と、そうでない硬いプレートとの間の違いをより一層とするために、本発明のこの態様におけるマルチウェルプレート61は、別個のスカートおよびデッキ部材62と組み合わせて使用され、この2つの部品61、62は、分解された形態で図に示されている。スカートおよびデッキ部材62は、ウェルプレート61よりも実質的に硬い材料で形成される。例えば、スカートおよびデッキ部材62は、ポリカーボネートから形成され得、マルチウェルプレートはポリプロピレンから形成され得る。この態様におけるスカート65は、ウェルプレート61の一部ではなく、スカートおよびデッキ部材62の一部である。スカートおよびデッキ部材62は、ウェルプレートのウェル67に整合して並べられた、それらよりわずかに大きい直径を有する開口部66の配列を有しており、それによりウェルは該開口部を通り抜け、一方で、ウェルプレートの平坦な接続セグメント64は、デッキおよびスカート部材62のデッキ68上に位置される。あるいは、初期段階ウェル、すなわち、真空成形、または真空成形がその後続くプラグによる圧力によって拡張される前のウェルを、デッキおよびスカート部材62の上に直接射出成形することも可能であり、それによって、ウェル間の比較的柔らかい材料から作られる平坦な接続セグメント64を無くすことが可能である。真空成形、または真空成形がその後続くプラグ成形は、結果として得られる複合構造体に対して実施することができる。この方法で形成されたマルチウェルプレートの例が図7に示されており、この場合、個々のウェル71、すなわち、ポリプロピレンなどの比較的柔らかい樹脂は、孔あきプレート72、すなわち、ポリカーボネートなどのより硬い樹脂の上に成形されて、単一の複合成型構造体を形成し、次いで、ウェルが真空成形によって伸張され、図示されている形状に達する。ウェルがプレートに接合されている場合の各ウェルを囲む縁部の詳細については記載していないが、縁部は、好ましくは、プレートの表面の上に広がっており、場合によっては、プレートの表面の下にも広がる。
【0024】
本明細書に添付された特許請求の範囲において、「1つの(“a”または“an”)」なる用語は、「1つ以上」を意味することが意図される。「含む(“comprise”)」なる用語およびその変化形、例えば、「含む(“comprises”)」および「含んでいる(“comprising”)」などは、工程および要素の列挙が先行する場合、さらなる工程または要素も可能であって排除されないことを意味することが意図される。本明細書において引用されたすべての特許、特許出願、および他の刊行物は、参照によりそれらの全体が本明細書に組み入れられるものとする。本明細書において引用された任意の参考試料または一般的な任意の先行技術と、本明細書の明白な教示とが矛盾する場合、本明細書における教示を支持して解決されることが意図される。これは、当技術分野において理解されている語句または句の定義と、同じ語句または句に対して本明細書において明確に提供された定義との間の任意の矛盾を含む。
【特許請求の範囲】
【請求項1】
(a)射出成形により、プラスチック樹脂から初期厚を有するプレートブランクを形成する工程と、
(b)該プレートブランクに圧力差を掛けて、該プレートブランクに属するセクションを選択的に伸張することにより、該セクションの前記初期厚を減少させ、それによって、残りのセクションは伸張せずに残したままで、薄いウェル壁を形成する工程と
を含む、薄壁を有するウェルを具備するマルチウェルプレートを形成する方法。
【請求項2】
プレートブランクが初期段階ウェルを含み、かつ工程(b)において伸張される該プレートブランクに属するセクションが、該初期段階ウェルの壁セクションから構成される、請求項1記載の方法。
【請求項3】
プレートブランクが、デッキ部分と初期段階ウェルの配列とから構成され、前記残りのセクションが、該デッキ部分と該デッキ部分に隣接する該初期段階ウェルの壁上部セクションとから構成され、工程(b)で伸張される該プレートブランクに属する前記セクションが、該壁上部セクションに隣接する該初期段階ウェルの壁下部セクションである、請求項1記載の方法。
【請求項4】
工程(b)が真空成形を含む、請求項1記載の方法。
【請求項5】
工程(b)が、前記セクションを部分的に伸張するためにプレートブランクにプラグを圧入することと、それに続く、該セクションをさらに伸張するよう真空成形することとを含む、請求項1記載の方法。
【請求項6】
工程(b)が、壁下部セクションを約2〜約5倍に伸ばすことを含む、請求項3記載の方法。
【請求項7】
形成された薄いウェル壁が、約0.025mm〜約0.17mmの最終的な厚さを有する、請求項6記載の方法。
【請求項8】
プラスチック樹脂が、ポリプロピレンおよびポリプロピレン−ポリエチレンコポリマーからなる群より選択されるメンバーである、請求項1記載の方法。
【請求項9】
工程(b)において選択的に伸張されるセクションが、伸張される前の初期段階ウェルであり、かつ工程(a)が、該初期段階ウェルのプラスチック樹脂よりも硬いプラスチックである材料から作られた事前に形成された孔あきプレート上に、該初期段階ウェルを射出成形することを含む、請求項1記載の方法。
【請求項10】
成形されたプラスチック樹脂の単一体から形成されたマルチウェルプレートであって、該マルチウェルプレートが、デッキ部分と該デッキ部分から広がるウェルの配列とを含み、該ウェルのそれぞれが、該デッキ部分に隣接するネックと、フロアと、該ネックを該フロアに接合している壁が薄いセグメントとを含み、該壁が薄いセグメントが、該デッキ部分、該ネック、および該フロアの個々の壁厚の2/3未満に等しい壁厚を有する、マルチウェルプレート。
【請求項11】
ネックが実質的に円筒状であり、かつ壁が薄いセグメントが円錐台形状である、請求項10記載のマルチウェルプレート。
【請求項12】
壁が薄いセグメントが、約0.025mm〜約0.17mmの厚さを有する、請求項10記載のマルチウェルプレート。
【請求項13】
プラスチック樹脂が、ポリプロピレンおよびポリプロピレン−ポリエチレンコポリマーからなる群より選択されるメンバーである、請求項10記載のマルチウェルプレート。
【請求項14】
デッキ部分と、該デッキ部分から広がるウェルの配列とを含むマルチウェルプレートであって、該デッキ部分および該ウェルが樹脂で形成されており、該デッキ部分の該樹脂が、該ウェルの該樹脂とは異なりかつ実質的に該ウェルの該樹脂より硬く、該ウェルのそれぞれが、該デッキ部分に隣接するネックと、フロアと、該ネックを該デッキ部分に接合している壁が薄いセグメントとを含み、該壁が薄いセグメントが、該ネックの壁厚の2/3未満に等しい壁厚を有する、マルチウェルプレート。
【請求項15】
デッキ部分の樹脂がポリカーボネートであり、かつウェルの樹脂がポリプロピレンである、請求項14記載のマルチウェルプレート。
【請求項1】
(a)射出成形により、プラスチック樹脂から初期厚を有するプレートブランクを形成する工程と、
(b)該プレートブランクに圧力差を掛けて、該プレートブランクに属するセクションを選択的に伸張することにより、該セクションの前記初期厚を減少させ、それによって、残りのセクションは伸張せずに残したままで、薄いウェル壁を形成する工程と
を含む、薄壁を有するウェルを具備するマルチウェルプレートを形成する方法。
【請求項2】
プレートブランクが初期段階ウェルを含み、かつ工程(b)において伸張される該プレートブランクに属するセクションが、該初期段階ウェルの壁セクションから構成される、請求項1記載の方法。
【請求項3】
プレートブランクが、デッキ部分と初期段階ウェルの配列とから構成され、前記残りのセクションが、該デッキ部分と該デッキ部分に隣接する該初期段階ウェルの壁上部セクションとから構成され、工程(b)で伸張される該プレートブランクに属する前記セクションが、該壁上部セクションに隣接する該初期段階ウェルの壁下部セクションである、請求項1記載の方法。
【請求項4】
工程(b)が真空成形を含む、請求項1記載の方法。
【請求項5】
工程(b)が、前記セクションを部分的に伸張するためにプレートブランクにプラグを圧入することと、それに続く、該セクションをさらに伸張するよう真空成形することとを含む、請求項1記載の方法。
【請求項6】
工程(b)が、壁下部セクションを約2〜約5倍に伸ばすことを含む、請求項3記載の方法。
【請求項7】
形成された薄いウェル壁が、約0.025mm〜約0.17mmの最終的な厚さを有する、請求項6記載の方法。
【請求項8】
プラスチック樹脂が、ポリプロピレンおよびポリプロピレン−ポリエチレンコポリマーからなる群より選択されるメンバーである、請求項1記載の方法。
【請求項9】
工程(b)において選択的に伸張されるセクションが、伸張される前の初期段階ウェルであり、かつ工程(a)が、該初期段階ウェルのプラスチック樹脂よりも硬いプラスチックである材料から作られた事前に形成された孔あきプレート上に、該初期段階ウェルを射出成形することを含む、請求項1記載の方法。
【請求項10】
成形されたプラスチック樹脂の単一体から形成されたマルチウェルプレートであって、該マルチウェルプレートが、デッキ部分と該デッキ部分から広がるウェルの配列とを含み、該ウェルのそれぞれが、該デッキ部分に隣接するネックと、フロアと、該ネックを該フロアに接合している壁が薄いセグメントとを含み、該壁が薄いセグメントが、該デッキ部分、該ネック、および該フロアの個々の壁厚の2/3未満に等しい壁厚を有する、マルチウェルプレート。
【請求項11】
ネックが実質的に円筒状であり、かつ壁が薄いセグメントが円錐台形状である、請求項10記載のマルチウェルプレート。
【請求項12】
壁が薄いセグメントが、約0.025mm〜約0.17mmの厚さを有する、請求項10記載のマルチウェルプレート。
【請求項13】
プラスチック樹脂が、ポリプロピレンおよびポリプロピレン−ポリエチレンコポリマーからなる群より選択されるメンバーである、請求項10記載のマルチウェルプレート。
【請求項14】
デッキ部分と、該デッキ部分から広がるウェルの配列とを含むマルチウェルプレートであって、該デッキ部分および該ウェルが樹脂で形成されており、該デッキ部分の該樹脂が、該ウェルの該樹脂とは異なりかつ実質的に該ウェルの該樹脂より硬く、該ウェルのそれぞれが、該デッキ部分に隣接するネックと、フロアと、該ネックを該デッキ部分に接合している壁が薄いセグメントとを含み、該壁が薄いセグメントが、該ネックの壁厚の2/3未満に等しい壁厚を有する、マルチウェルプレート。
【請求項15】
デッキ部分の樹脂がポリカーボネートであり、かつウェルの樹脂がポリプロピレンである、請求項14記載のマルチウェルプレート。
【図1】

【図2】
【図3A】
【図3B】
【図3C】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3A】
【図3B】
【図3C】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2011−529807(P2011−529807A)
【公表日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願番号】特願2011−521350(P2011−521350)
【出願日】平成21年7月31日(2009.7.31)
【国際出願番号】PCT/US2009/052380
【国際公開番号】WO2010/014885
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(507190880)バイオ−ラッド ラボラトリーズ インコーポレーティッド (25)
【Fターム(参考)】
【公表日】平成23年12月15日(2011.12.15)
【国際特許分類】
【出願日】平成21年7月31日(2009.7.31)
【国際出願番号】PCT/US2009/052380
【国際公開番号】WO2010/014885
【国際公開日】平成22年2月4日(2010.2.4)
【出願人】(507190880)バイオ−ラッド ラボラトリーズ インコーポレーティッド (25)
【Fターム(参考)】
[ Back to top ]