
3ドア車両のセンターピラーアセンブリー

【課題】製造コストが低減されるだけでなく、強度を向上させることのできる3ドア車両のセンターピラーアセンブリーを提供する。
【解決手段】本発明は、クォーターガラスフランジが形成されたサイドアウターパネルと、アッパー部及びロワー部が「中高」状の断面形状でサイドアウターパネルを補強するセンターピラーアウター補強部材と、センターピラーアウター補強部材のアッパー部とクォーターガラスフランジとを連結するためのガセット(gusset)と、サイドアウターパネルの内側に設けられ、センターピラーアウター補強部材及びガセットと結合されるサイドインナーパネルとを含むことを特徴とする。
センターピラーアウター補強部材のアッパー部及びロワー部の断面が全て「中高」形状であるため、強度が向上して側面衝突性能に優れるだけでなく、従来の「首」部分に補強部材を必要としないので、製造コストを低減することができる。
【解決手段】本発明は、クォーターガラスフランジが形成されたサイドアウターパネルと、アッパー部及びロワー部が「中高」状の断面形状でサイドアウターパネルを補強するセンターピラーアウター補強部材と、センターピラーアウター補強部材のアッパー部とクォーターガラスフランジとを連結するためのガセット(gusset)と、サイドアウターパネルの内側に設けられ、センターピラーアウター補強部材及びガセットと結合されるサイドインナーパネルとを含むことを特徴とする。
センターピラーアウター補強部材のアッパー部及びロワー部の断面が全て「中高」形状であるため、強度が向上して側面衝突性能に優れるだけでなく、従来の「首」部分に補強部材を必要としないので、製造コストを低減することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、3ドア車両のセンターピラーアセンブリーに係り、より詳しくは、製造コストが節減されるだけでなく、強度を向上させることのできる3ドア車両のセンターピラーアセンブリーに関する。
【背景技術】
【0002】
一般に、センターピラーアウター補強部材は、車体の側面衝突時に車体の変形を防ぐための最も重要な補強材である。しかし、3ドア車両の場合は、5ドア車両とは異なり、リアドアの代わりにクォーターガラスが取り付けられているので、センターピラーアウター補強部材のアッパー部の断面を「中高」状にすることができず、サイドアウターパネルのクォーターガラスフランジと溶接するため「段差」状の断面にする必要がある。
【0003】
以下、3ドア車両のセンターピラーアセンブリーについて、図1及び図2を参照してより詳しく説明する。
図1及び図2に示す通り、3ドア車両のセンターピラーアセンブリーは、クォーターガラスフランジ115が形成されたサイドアウターパネル110と、サイドアウターパネル110の内側に溶接され、アッパー部A’及びロワー部B’で構成されたセンターピラーアウター補強部材120と、センターピラーアウター補強部材120の内側に対向して溶接されるサイドインナーパネル140で構成される。
センターピラーアウター補強部材120は、クォーターガラスフランジ115と溶接されるアッパー部A’と、アッパー部A’から下向き延長されたロワー部B’で構成され、車体の側面を補強する役割を果たす。
【0004】
このとき、センターピラーアウター補強部材120のロワー部B’は、側面衝突に有利な「中高」状の断面形状で形成されているが、アッパー部A’は側面衝突時に変形しやすい「段差」状の断面形状となっている。したがって、センターピラーアウター補強部材120のアッパー部A’とロワー部B’の両断面の接する部分(「首」部分、N)の強度が弱いので、これを補強する別の補強部材130をセンターピラーアウター補強部材120に追加して溶接する。
【0005】
一方、最近、軽量化のためセンターピラーアウター補強部材120の素材として980MPa以上の超高張力鋼を適用するのが一般的である。このような超高張力鋼を用いるためには、センターピラーアウター補強部材120の断面変化を少なくする必要があるが、従来のセンターピラーアウター補強部材120の場合は、アッパー部A’とロワー部B’の断面が急激に「段差」状から「中高」状に変るため、超高張力鋼をプレス成型するのが困難であった。
したがって、センターピラーアウター補強部材120の素材として成型が可能な440MPa級を用いるか、超高張力鋼を用いる場合は成型性の制約が殆どないホットスタンピング工法を利用してセンターピラーアウター補強部材120を成型していた。
【0006】
このように、従来の3ドア車両のセンターピラーアセンブリーにおいては、センターピラーアウター補強部材120のアッパー部A’の断面が衝突に弱い「段差」状であるため、これを補強するために別の補強部材130を用いる必要があり製造コストが上昇する問題点があった。
さらに、超高張力鋼を素材にしてセンターピラーアウター補強部材120を成型する場合は、成型性の制約が殆どないホットスタンピング工法を用いる必要があるため、製造コストが上昇し、440MPa級の素材を適用する場合は強度が低下する問題点があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−055494号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、製造コストが低減されるだけでなく、強度を向上させることのできる3ドア車両のセンターピラーアセンブリーを提供することにある。
【課題を解決するための手段】
【0009】
本発明はクォーターガラスフランジが形成されたサイドアウターパネルと、アッパー部及びロワー部が「中高」状の断面形態を有し前記サイドアウターパネルを補強するセンターピラーアウター補強部材と、前記センターピラーアウター補強部材のアッパー部と前記クォーターガラスフランジを連結するためのガセット(gusset)と、前記サイドアウターパネルの内側に設けられ、前記センターピラーアウター補強部材及び前記ガセットと結合されるサイドインナーパネルとを含むことを特徴とする。
【0010】
前記ガセットは、前記クォーターガラスフランジの長手方向に沿って形成され、前記センターピラーアウター補強部材の側面と結合される前記ガセット本体と、前記ガセット本体の一側から折り曲げられて前記クォーターガラスフランジと結合される第1ガセットフランジとから構成されていることを特徴とする。
【0011】
前記ガセットの形状は、「L」状であることを特徴とする。
【0012】
前記ガセットは、前記ガセット本体の他側から折り曲げられて前記センターピラーアウター補強部材及び前記サイドインナーパネルと結合される第2ガセットフランジをさらに含むことを特徴とする。
【0013】
前記ガセットの形状は、「コ」字形であることを特徴とする。
【0014】
前記ガセットは、前記クォーターガラスフランジより長いことを特徴とする。
【発明の効果】
【0015】
本発明によれば、センターピラーアウター補強部材のアッパー部及びロワー部の断面が全て「中高」形状であるため、強度が向上して側面衝突性能に優れるだけでなく、従来の「首」部分に別の補強部材を追加する必要がないため、製造コストが低減できる効果がある。
また、センターピラーアウター補強部材のアッパー部及びロワー部の断面の変化が少ないため、成型が困難な超高張力鋼を適用して軽量化を図ることができるほか、冷間プレス成型が可能であるため、ホットスタンピング工法の適用が必須であった従来に比べ製造コストが低減できる効果がある。
【図面の簡単な説明】
【0016】
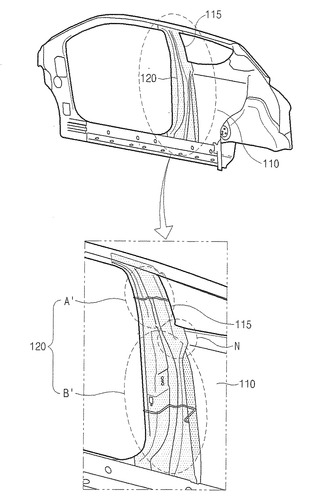
【図1】従来の3ドア車両のセンターピラーアセンブリーからサイドインナーパネルを除去した状態を示す斜視図である。
【図2】従来の3ドア車両のセンターピラーアセンブリーの断面図である。
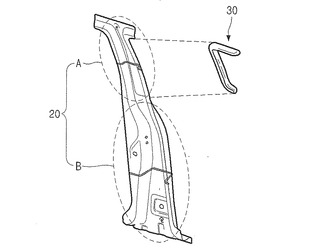
【図3】本発明に係る3ドア車両のセンターピラーアセンブリーを示す斜視図である。
【図4】図3のX−X線断面図である。
【図5】図4のセンターピラーアウター補強部材とガセットの斜視図である。
【図6】図4のセンターピラーアウター補強部材とガセットを一体結合させた斜視図である。
【発明を実施するための最良の形態】
【0017】
以下、図面を参照して本発明について詳しく説明する。
本発明に係る3ドア車両のセンターピラーアセンブリーは、図3〜図6に示す通り、クォーターガラスフランジ15が形成されたサイドアウターパネル10と、アッパー部A及びロワー部Bで構成され、サイドアウターパネル10を補強するセンターピラーアウター補強部材20と、センターピラーアウター補強部材20のアッパー部Aとクォーターガラスフランジ15とを連結するためのガセット(gusset)30と、サイドアウターパネル10の内側に設けられ、センターピラーアウター補強部材20及びガセット30と結合されるサイドインナーパネル40とから構成される。
【0018】
クォーターガラスフランジ15は、クォーターガラスが装着されるための場所であって、サイドアウターパネル10に形成されている。
センターピラーアウター補強部材20は、長手方向に長く形成されサイドアウターパネル10と溶接結合され、クォーターガラスフランジ15と隣接したアッパー部Aと、アッパー部Aから下向き延長されたロワー部Bで構成される。
センターピラーアウター補強部材20のアッパー部A及びロワー部Bの断面は、全て「中高」形状である。このように、センターピラーアウター補強部材120のアッパー部A’の断面が「段差」状の従来と異なり、本発明では、アッパー部A及びロワー部Bが全て「中高」状の断面形状であることにより強度が向上し、側面衝突性能に非常に有利な利点がある。
【0019】
一方、センターピラーアウター補強部材20は、アッパー部A及びロワー部Bの断面変化が従来に比べ少ないため、980MPa以上の超高張力鋼を冷間プレス成型でき、軽量化を図るだけでなく、製造コストの低減も可能である。。
さらに、センターピラーアウター補強部材20のアッパー部Aの断面が「中高」状であるため、従来の「首」部分Nを補強していた補強部材130が不要になる利点もある。
センターピラーアウター補強部材20のアッパー部Aは、「中高」状断面であるためクォーターガラスフランジ15に連結できないためガセット30によりセンターピラーアウター補強部材20のアッパー部Aをクォーターガラスフランジ15に連結させる。
【0020】
ガセット30は、クォーターガラスフランジ15の長手方向に沿って形成され、センターピラーアウター補強部材20の側面と結合されるガセット本体33と、ガセット本体33の一側から折り曲げられてクォーターガラスフランジ15と結合される第1ガセットフランジ31と、ガセット本体33の他側から折り曲げられてセンターピラーアウター補強部材20及びサイドインナーパネル40と結合される第2ガセットフランジ32とで構成される。
【0021】
ここで、ガセット30は「コ」字形状を有し、クォーターガラスフランジ15より長くして、センターピラーアウター補強部材20のアッパー部Aがクォーターガラスフランジ15に十分連結されるようにするのがよい。このとき、ガセット30の形状は「L」字状でもよく、形状はセンターピラーアウター補強部材20のアッパー部Aがクォーターガラスフランジ15に十分連結できればこれに限定されない。 ガセット30は、センターピラーアウター補強部材20をクォーターガラスフランジ15に連結できればよいので、コストが相対的に廉価な軟鋼製が好ましい。
【0022】
次に、上記構成の本発明に係る3ドア車両のセンターピラーアセンブリーの組み立て過程を説明する。
先ず、ガセット30のガセット本体33をセンターピラーアウター補強部材20の側面に位置させたあと、その接触面を溶接してガセット30とセンターピラーアウター補強部材20を一体結合させる。
その後、互いに溶接されたガセット30及びセンターピラーアウター補強部材20の外側にサイドアウターパネル10を位置させたあと、クォーターガラスフランジ15がガセット30の第1ガセットフランジ31と結合されるようにその接触面を溶接する。
終りに、サイドインナーパネル40をガセット30及びセンターピラーアウター補強部材20の内側に位置させたあと、サイドインナーパネル40がセンターピラーアウター補強部材20及びガセット30の第2ガセットフランジ32と結合されるように溶接して組立てを完成する。
【0023】
本発明によれば、センターピラーアウター補強部材20のアッパー部A及びロワー部Bの断面が全て「中高」形状であるため、強度が向上して側面衝突性能に優れるだけでなく、従来の「首」部分Nに別の補強部材130を必要としないので、製造コストを低減できる効果がある。
また、センターピラーアウター補強部材20のアッパー部A及びロワー部Bの断面変化が少ないため、成型が困難な超高張力鋼を使用することにより軽量化を図ることができるほか、冷間プレス成型が可能であるため、ホットスタンピング工法の適用が必須であった従来に比べ製造コストが低減される効果がある。
【0024】
以上、本発明に関する好ましい実施例を説明したが、本発明は前記実施例に限定されず、本発明の属する技術範囲を逸脱しない範囲での全ての変更が含まれる。
【符号の説明】
【0025】
10 サイドアウターパネル
15 クォーターガラスフランジ
20 センターピラーアウター補強部材
30 ガセット
31 第1ガセットフランジ
32 第2ガセットフランジ
33 ガセット本体
40 サイドインナーパネル
110 サイドアウターパネル
115 クォーターガラスフランジ
120 センターピラーアウター補強部材
130 補強部材
140 サイドインナーパネル
【技術分野】
【0001】
本発明は、3ドア車両のセンターピラーアセンブリーに係り、より詳しくは、製造コストが節減されるだけでなく、強度を向上させることのできる3ドア車両のセンターピラーアセンブリーに関する。
【背景技術】
【0002】
一般に、センターピラーアウター補強部材は、車体の側面衝突時に車体の変形を防ぐための最も重要な補強材である。しかし、3ドア車両の場合は、5ドア車両とは異なり、リアドアの代わりにクォーターガラスが取り付けられているので、センターピラーアウター補強部材のアッパー部の断面を「中高」状にすることができず、サイドアウターパネルのクォーターガラスフランジと溶接するため「段差」状の断面にする必要がある。
【0003】
以下、3ドア車両のセンターピラーアセンブリーについて、図1及び図2を参照してより詳しく説明する。
図1及び図2に示す通り、3ドア車両のセンターピラーアセンブリーは、クォーターガラスフランジ115が形成されたサイドアウターパネル110と、サイドアウターパネル110の内側に溶接され、アッパー部A’及びロワー部B’で構成されたセンターピラーアウター補強部材120と、センターピラーアウター補強部材120の内側に対向して溶接されるサイドインナーパネル140で構成される。
センターピラーアウター補強部材120は、クォーターガラスフランジ115と溶接されるアッパー部A’と、アッパー部A’から下向き延長されたロワー部B’で構成され、車体の側面を補強する役割を果たす。
【0004】
このとき、センターピラーアウター補強部材120のロワー部B’は、側面衝突に有利な「中高」状の断面形状で形成されているが、アッパー部A’は側面衝突時に変形しやすい「段差」状の断面形状となっている。したがって、センターピラーアウター補強部材120のアッパー部A’とロワー部B’の両断面の接する部分(「首」部分、N)の強度が弱いので、これを補強する別の補強部材130をセンターピラーアウター補強部材120に追加して溶接する。
【0005】
一方、最近、軽量化のためセンターピラーアウター補強部材120の素材として980MPa以上の超高張力鋼を適用するのが一般的である。このような超高張力鋼を用いるためには、センターピラーアウター補強部材120の断面変化を少なくする必要があるが、従来のセンターピラーアウター補強部材120の場合は、アッパー部A’とロワー部B’の断面が急激に「段差」状から「中高」状に変るため、超高張力鋼をプレス成型するのが困難であった。
したがって、センターピラーアウター補強部材120の素材として成型が可能な440MPa級を用いるか、超高張力鋼を用いる場合は成型性の制約が殆どないホットスタンピング工法を利用してセンターピラーアウター補強部材120を成型していた。
【0006】
このように、従来の3ドア車両のセンターピラーアセンブリーにおいては、センターピラーアウター補強部材120のアッパー部A’の断面が衝突に弱い「段差」状であるため、これを補強するために別の補強部材130を用いる必要があり製造コストが上昇する問題点があった。
さらに、超高張力鋼を素材にしてセンターピラーアウター補強部材120を成型する場合は、成型性の制約が殆どないホットスタンピング工法を用いる必要があるため、製造コストが上昇し、440MPa級の素材を適用する場合は強度が低下する問題点があった。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2007−055494号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明の目的は、製造コストが低減されるだけでなく、強度を向上させることのできる3ドア車両のセンターピラーアセンブリーを提供することにある。
【課題を解決するための手段】
【0009】
本発明はクォーターガラスフランジが形成されたサイドアウターパネルと、アッパー部及びロワー部が「中高」状の断面形態を有し前記サイドアウターパネルを補強するセンターピラーアウター補強部材と、前記センターピラーアウター補強部材のアッパー部と前記クォーターガラスフランジを連結するためのガセット(gusset)と、前記サイドアウターパネルの内側に設けられ、前記センターピラーアウター補強部材及び前記ガセットと結合されるサイドインナーパネルとを含むことを特徴とする。
【0010】
前記ガセットは、前記クォーターガラスフランジの長手方向に沿って形成され、前記センターピラーアウター補強部材の側面と結合される前記ガセット本体と、前記ガセット本体の一側から折り曲げられて前記クォーターガラスフランジと結合される第1ガセットフランジとから構成されていることを特徴とする。
【0011】
前記ガセットの形状は、「L」状であることを特徴とする。
【0012】
前記ガセットは、前記ガセット本体の他側から折り曲げられて前記センターピラーアウター補強部材及び前記サイドインナーパネルと結合される第2ガセットフランジをさらに含むことを特徴とする。
【0013】
前記ガセットの形状は、「コ」字形であることを特徴とする。
【0014】
前記ガセットは、前記クォーターガラスフランジより長いことを特徴とする。
【発明の効果】
【0015】
本発明によれば、センターピラーアウター補強部材のアッパー部及びロワー部の断面が全て「中高」形状であるため、強度が向上して側面衝突性能に優れるだけでなく、従来の「首」部分に別の補強部材を追加する必要がないため、製造コストが低減できる効果がある。
また、センターピラーアウター補強部材のアッパー部及びロワー部の断面の変化が少ないため、成型が困難な超高張力鋼を適用して軽量化を図ることができるほか、冷間プレス成型が可能であるため、ホットスタンピング工法の適用が必須であった従来に比べ製造コストが低減できる効果がある。
【図面の簡単な説明】
【0016】
【図1】従来の3ドア車両のセンターピラーアセンブリーからサイドインナーパネルを除去した状態を示す斜視図である。
【図2】従来の3ドア車両のセンターピラーアセンブリーの断面図である。
【図3】本発明に係る3ドア車両のセンターピラーアセンブリーを示す斜視図である。
【図4】図3のX−X線断面図である。
【図5】図4のセンターピラーアウター補強部材とガセットの斜視図である。
【図6】図4のセンターピラーアウター補強部材とガセットを一体結合させた斜視図である。
【発明を実施するための最良の形態】
【0017】
以下、図面を参照して本発明について詳しく説明する。
本発明に係る3ドア車両のセンターピラーアセンブリーは、図3〜図6に示す通り、クォーターガラスフランジ15が形成されたサイドアウターパネル10と、アッパー部A及びロワー部Bで構成され、サイドアウターパネル10を補強するセンターピラーアウター補強部材20と、センターピラーアウター補強部材20のアッパー部Aとクォーターガラスフランジ15とを連結するためのガセット(gusset)30と、サイドアウターパネル10の内側に設けられ、センターピラーアウター補強部材20及びガセット30と結合されるサイドインナーパネル40とから構成される。
【0018】
クォーターガラスフランジ15は、クォーターガラスが装着されるための場所であって、サイドアウターパネル10に形成されている。
センターピラーアウター補強部材20は、長手方向に長く形成されサイドアウターパネル10と溶接結合され、クォーターガラスフランジ15と隣接したアッパー部Aと、アッパー部Aから下向き延長されたロワー部Bで構成される。
センターピラーアウター補強部材20のアッパー部A及びロワー部Bの断面は、全て「中高」形状である。このように、センターピラーアウター補強部材120のアッパー部A’の断面が「段差」状の従来と異なり、本発明では、アッパー部A及びロワー部Bが全て「中高」状の断面形状であることにより強度が向上し、側面衝突性能に非常に有利な利点がある。
【0019】
一方、センターピラーアウター補強部材20は、アッパー部A及びロワー部Bの断面変化が従来に比べ少ないため、980MPa以上の超高張力鋼を冷間プレス成型でき、軽量化を図るだけでなく、製造コストの低減も可能である。。
さらに、センターピラーアウター補強部材20のアッパー部Aの断面が「中高」状であるため、従来の「首」部分Nを補強していた補強部材130が不要になる利点もある。
センターピラーアウター補強部材20のアッパー部Aは、「中高」状断面であるためクォーターガラスフランジ15に連結できないためガセット30によりセンターピラーアウター補強部材20のアッパー部Aをクォーターガラスフランジ15に連結させる。
【0020】
ガセット30は、クォーターガラスフランジ15の長手方向に沿って形成され、センターピラーアウター補強部材20の側面と結合されるガセット本体33と、ガセット本体33の一側から折り曲げられてクォーターガラスフランジ15と結合される第1ガセットフランジ31と、ガセット本体33の他側から折り曲げられてセンターピラーアウター補強部材20及びサイドインナーパネル40と結合される第2ガセットフランジ32とで構成される。
【0021】
ここで、ガセット30は「コ」字形状を有し、クォーターガラスフランジ15より長くして、センターピラーアウター補強部材20のアッパー部Aがクォーターガラスフランジ15に十分連結されるようにするのがよい。このとき、ガセット30の形状は「L」字状でもよく、形状はセンターピラーアウター補強部材20のアッパー部Aがクォーターガラスフランジ15に十分連結できればこれに限定されない。 ガセット30は、センターピラーアウター補強部材20をクォーターガラスフランジ15に連結できればよいので、コストが相対的に廉価な軟鋼製が好ましい。
【0022】
次に、上記構成の本発明に係る3ドア車両のセンターピラーアセンブリーの組み立て過程を説明する。
先ず、ガセット30のガセット本体33をセンターピラーアウター補強部材20の側面に位置させたあと、その接触面を溶接してガセット30とセンターピラーアウター補強部材20を一体結合させる。
その後、互いに溶接されたガセット30及びセンターピラーアウター補強部材20の外側にサイドアウターパネル10を位置させたあと、クォーターガラスフランジ15がガセット30の第1ガセットフランジ31と結合されるようにその接触面を溶接する。
終りに、サイドインナーパネル40をガセット30及びセンターピラーアウター補強部材20の内側に位置させたあと、サイドインナーパネル40がセンターピラーアウター補強部材20及びガセット30の第2ガセットフランジ32と結合されるように溶接して組立てを完成する。
【0023】
本発明によれば、センターピラーアウター補強部材20のアッパー部A及びロワー部Bの断面が全て「中高」形状であるため、強度が向上して側面衝突性能に優れるだけでなく、従来の「首」部分Nに別の補強部材130を必要としないので、製造コストを低減できる効果がある。
また、センターピラーアウター補強部材20のアッパー部A及びロワー部Bの断面変化が少ないため、成型が困難な超高張力鋼を使用することにより軽量化を図ることができるほか、冷間プレス成型が可能であるため、ホットスタンピング工法の適用が必須であった従来に比べ製造コストが低減される効果がある。
【0024】
以上、本発明に関する好ましい実施例を説明したが、本発明は前記実施例に限定されず、本発明の属する技術範囲を逸脱しない範囲での全ての変更が含まれる。
【符号の説明】
【0025】
10 サイドアウターパネル
15 クォーターガラスフランジ
20 センターピラーアウター補強部材
30 ガセット
31 第1ガセットフランジ
32 第2ガセットフランジ
33 ガセット本体
40 サイドインナーパネル
110 サイドアウターパネル
115 クォーターガラスフランジ
120 センターピラーアウター補強部材
130 補強部材
140 サイドインナーパネル
【特許請求の範囲】
【請求項1】
クォーターガラスフランジが形成されたサイドアウターパネルと、
アッパー部及びロワー部が「中高」状の断面形状を有し前記サイドアウターパネルを補強するセンターピラーアウター補強部材と、
前記センターピラーアウター補強部材のアッパー部と前記クォーターガラスフランジとを連結するためのガセット(gusset)と、
前記サイドアウターパネルの内側に設けられ、前記センターピラーアウター補強部材及び前記ガセットと結合されるサイドインナーパネルと
を含むことを特徴とする3ドア車両のセンターピラーアセンブリー。
【請求項2】
前記ガセットは、
前記クォーターガラスフランジの長手方向に沿って形成され、前記センターピラーアウター補強部材の側面と結合される前記ガセット本体と、
前記ガセット本体の一側から折り曲げられて前記クォーターガラスフランジと結合される第1ガセットフランジと
から構成されていることを特徴とする請求項1に記載の3ドア車両のセンターピラーアセンブリー。
【請求項3】
前記ガセットの形状は、「L」状であることを特徴とする、請求項2に記載の3ドア車両のセンターピラーアセンブリー。
【請求項4】
前記ガセットは、
前記ガセット本体の他側から折り曲げられて前記センターピラーアウター補強部材及び前記サイドインナーパネルと結合される第2ガセットフランジをさらに含むことを特徴とする請求項2に記載の3ドア車両のセンターピラーアセンブリー。
【請求項5】
前記ガセットの形状は、「コ」字形であることを特徴とする請求項4に記載の3ドア車両のセンターピラーアセンブリー。
【請求項6】
前記ガセットは、前記クォーターガラスフランジより長いことを特徴とする請求項1に記載の3ドア車両のセンターピラーアセンブリー。
【請求項1】
クォーターガラスフランジが形成されたサイドアウターパネルと、
アッパー部及びロワー部が「中高」状の断面形状を有し前記サイドアウターパネルを補強するセンターピラーアウター補強部材と、
前記センターピラーアウター補強部材のアッパー部と前記クォーターガラスフランジとを連結するためのガセット(gusset)と、
前記サイドアウターパネルの内側に設けられ、前記センターピラーアウター補強部材及び前記ガセットと結合されるサイドインナーパネルと
を含むことを特徴とする3ドア車両のセンターピラーアセンブリー。
【請求項2】
前記ガセットは、
前記クォーターガラスフランジの長手方向に沿って形成され、前記センターピラーアウター補強部材の側面と結合される前記ガセット本体と、
前記ガセット本体の一側から折り曲げられて前記クォーターガラスフランジと結合される第1ガセットフランジと
から構成されていることを特徴とする請求項1に記載の3ドア車両のセンターピラーアセンブリー。
【請求項3】
前記ガセットの形状は、「L」状であることを特徴とする、請求項2に記載の3ドア車両のセンターピラーアセンブリー。
【請求項4】
前記ガセットは、
前記ガセット本体の他側から折り曲げられて前記センターピラーアウター補強部材及び前記サイドインナーパネルと結合される第2ガセットフランジをさらに含むことを特徴とする請求項2に記載の3ドア車両のセンターピラーアセンブリー。
【請求項5】
前記ガセットの形状は、「コ」字形であることを特徴とする請求項4に記載の3ドア車両のセンターピラーアセンブリー。
【請求項6】
前記ガセットは、前記クォーターガラスフランジより長いことを特徴とする請求項1に記載の3ドア車両のセンターピラーアセンブリー。
【図1】


【図2】

【図3】

【図4】

【図5】
【図6】

【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−230752(P2011−230752A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−195512(P2010−195512)
【出願日】平成22年9月1日(2010.9.1)
【出願人】(591251636)現代自動車株式会社 (1,064)
【出願人】(500518050)起亞自動車株式会社 (449)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年9月1日(2010.9.1)
【出願人】(591251636)現代自動車株式会社 (1,064)
【出願人】(500518050)起亞自動車株式会社 (449)
【Fターム(参考)】
[ Back to top ]