
3次元網目構造マットの製造方法
【課題】 従来の3次元網目構造体の嵩密度を低くし、圧縮回復性を改善して軽量化を図り、発熱性、難燃性、抗菌性、防ダニ性を付与し、就寝時の床擦れによる褥瘡が発症せず、洗濯や熱湯消毒が可能で高反発な3次元網目構造マットを低価格で提供する。
【解決手段】赤外線放射特性を有するセラミック粒子とガラス繊維を混入した熱可塑性樹脂を、押出成形機で溶融して複数の線条として押出しながら、連続した線条がランダムなル−プの接触部分を融着させて両面の表面層をフラット化して発熱性、難燃性を有した3次元網目構造体を形成し、薬液処理装置により抗菌性と防ダニ性を附加したことで、遠赤外線放射により就寝者の血流促進作用と、高反発により体圧を分散して床擦れによる褥瘡などの皮膚疾患を回復させ、洗濯や殺菌消毒が簡単なため衛生的で軽くて取扱が容易で、廃棄時は回収してリサイクルすることが可能な3次元網目構造マットの製造方法。
【解決手段】赤外線放射特性を有するセラミック粒子とガラス繊維を混入した熱可塑性樹脂を、押出成形機で溶融して複数の線条として押出しながら、連続した線条がランダムなル−プの接触部分を融着させて両面の表面層をフラット化して発熱性、難燃性を有した3次元網目構造体を形成し、薬液処理装置により抗菌性と防ダニ性を附加したことで、遠赤外線放射により就寝者の血流促進作用と、高反発により体圧を分散して床擦れによる褥瘡などの皮膚疾患を回復させ、洗濯や殺菌消毒が簡単なため衛生的で軽くて取扱が容易で、廃棄時は回収してリサイクルすることが可能な3次元網目構造マットの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通気により蒸れ難く、吸湿性、保温性、保湿性により夏涼しくて冬温かく、高反発で体圧分散性に優れるため、寝たきりの病人が使用しても褥瘡が発症せず寝心地が良好で、耐久性、抗菌性、難燃性があり、洗濯や乾燥が簡単で熱湯による殺菌消毒ができ病院や特別養護施設、車両や船舶などのベットに用いる睡眠マットに関する。
【背景技術】
【0002】
現在、一般家庭、病院、ホテル等のベットの睡眠マットはクッション層に軟鋼線スプリング又は発泡スチロ−ル等の発泡体を用い、ワディング層に発泡ウレタンや非弾性捲縮繊維を接着した樹脂綿や硬綿などを一体的に積層されたマット。クッション体同一組成のウレタン等の発泡体や非弾性捲縮繊維を接着した樹脂綿又は硬綿のみで構成されたマット。熱可塑性樹脂の配列間隔の粗い多数条のフイラメントをコイル状に捲回して不規則な形状のル−プの交叉部分を接着させた集合体からなるマットなどが使用されている。
【0003】
そのため、クッション層は軟鋼線スプリングでクッション体に発泡ウレタンを用いたものは、サポ−ト性は優れるが、透湿透水性が劣り蓄熱性があり蒸れるため、寝たきりの病人が使用すると褥瘡が発症する外、洗濯と殺菌消毒が不可能である。廃棄するにはリサイクルが出来ず、軟鋼線スプリングと発泡ウレタンを分離して、発泡ウレタンは焼却されるが焼却時有毒ガスが発生するため、その処理対策が社会的な問題となっている。
【0004】
また、発泡一架橋型ウレタンだけのマットは軽量で取り扱い易く、サポ−ト性は優れるが透湿透水性が劣り、蓄熱性があり蒸れるため、病院で寝たきりの病人が使用すると褥瘡の発症、MRSA細菌の温床になるなどの問題が発生して殺菌消毒が必要不可欠であるが、透水性に劣る発泡一架橋型ウレタンは洗濯や熱湯による殺菌消毒できないため、全て焼却処分されるが、有毒ガスが発生するためその処理方法の解決が要望されている。
【0005】
また、ワデイング層又はクッション体にポリエステル硬綿を接着剤で接着したマットが知られている(例えば、特許文献1参照。)然し乍らこのマットは、熱接着繊維の接着成分が脆い非結晶性ポリマ−を用いるため、使用中に接着部分が破壊され形態や弾力性が低下することで耐久性が劣り、重くて取り扱いが困難であり、保温性と蓄熱性が無く、透湿透水性に劣り細菌などの温床となるが洗濯や熱湯による殺菌消毒が出来ないため、廃棄するにはリサイクルが出来ず焼却しているがその処理対策が社会的な問題となっている。
【0006】
また、3次元網目構造体の両面にワディング層が形成され、ポリエステル硬綿を挟み込んで、全体を編織物からなる側地で包み込んだマットが知られている(例えば、特許文献2参照。)。然し乍らこれらのマットはポリエステル繊維の3次元網目構造体で、保温性と蓄熱性が無く、糞尿の失禁により付着した汚染物が洗濯により完全に除去できず、耐熱性に劣るため加熱すると塑性変形が著しくなり熱湯による殺菌消毒ができず、重くて取扱いが困難であり、難燃性に劣るなどその改善が要望されている。
【0007】
また、3次元網目構造体の両面にワディング層が形成され、全体をキルティング縫製されたマットが知られている(例えば、特許文献3及び特許文献4参照。)。然し乍らこれらのマットはポリエステル繊維の3次元網目構造体で、保温性と蓄熱性や熱線放射による発熱性は無く、糞尿の失禁により付着した汚染物が洗濯により完全に除去できず、耐熱温度が60℃以下のため加熱すると塑性変形が著しくなり熱湯による殺菌消毒ができず、重くて取扱いが困難であり、難燃性に劣るなどその改善が要望されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平3−4−34003号公報
【特許文献2】特許第3690532号公報
【特許文献3】特許第3627826号公報
【特許文献4】特許第3627827号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
以上述べた従来の3次元網目構造マットの問題点は、発熱性が無く就寝者の体温が熱伝導による放熱で低下して血流を阻害するため褥瘡病などが発症していた。失禁により汚物が付着した場合には熱湯による殺菌消毒が出来ないため、耐熱性があり熱湯消毒が可能で抗菌性や防ダニ性のある衛生的な3次元網目構造マットが要求されていた。
【0010】
また、運輸関係のトラックや船舶や艦船などの低周波振動が発生する運転者や船員の仮眠ベットや乗船客のベットとして使用する場合には、寝煙草や失火などに起因する着火で可燃性の3次元網目構造マットが燃焼して、車両火災や船舶火災となり有毒ガスが発生するため、難燃性で燃えない安全な3次元網目構造マットが必要とされていた。
【0011】
本発明は、このような従来の構成が有していた問題を解決しようとするものであり、遠赤外線放射による体温の上昇で血流促進させ、高反発による体圧分散で就寝者の床擦れによる褥瘡などの皮膚疾患を発症させず、軽くて洗濯や熱湯による殺菌消毒が簡単で、回収してリサイクルすることが可能な3次元網目構造マットの提供を目的とする。
【課題を解決するための手段】
【0012】
そして、本発明は上記目的を達成するために、遠赤外線放射波長が10μm〜40μmの領域で平均60%以上の遠赤外線放射特性を有するセラミック粒子の含有量が10%以上20%以下混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として外径2mm以下の中空断面で押し出しながら、連続した線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させながら両面の表面層をフラット化した高反発な3次元網目構造体を成型したことで軽量化を図り発熱性、蓄熱性、保温性、難燃性を有したものである。
【0013】
また、第2の課題解決手段は、遠赤外線放射特性を有するセラミック粒子とガラス繊維又は炭素繊維の含有量が10%以上20%以下混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として線径が2mm以下で星型の断面形状で押し出しながら、連続した線条を曲がりくねらせランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させながら両面の表面層をフラット化した高反発な3次元網目構造体を形成したことで軽量化を図り発熱性、蓄熱性、保温性、難燃性を有したものである。
【0014】
また、第3の課題解決手段は、セラミック粒子とガラス繊維を混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として線径が2mm以下で星型の断面形状で押し出しながら、連続した線条を曲がりくねらせたランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させながら両面の表面層をフラット化した高反発な3次元網目構造体を成型したことで軽量化し、発熱性、保温性、難燃性を附加させて、薬液処理装置の下部タンク内の抗菌剤又は忌避型防虫剤の水溶液をポンプで揚程し上部の散水孔から3次元網目構造体に散布することで薬液を付着させて、熱風により乾燥させたことで抗菌性と防ダニ性を有したものである。
【0015】
上記第1の解決手段による作用は次の通りである。すなわち、熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)の中に、人体の体温程度(36℃から37℃前後)で遠赤外線放射波長のピ−クが10μ〜40μの領域で60%以上の遠赤外線放射特性に優れたセラミック粉末(例えば、アルミナ、ジルコニア、マグネッシアなど。)を10%以上20%以下混入させた熱可塑性樹脂ペレットを、押出成形機で加熱溶融して外径2mm以下の中空断面のT型ダイスに設けた多数個の吐出孔から連続して押し出しながら、線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させ両面の表面層をフラット化させながら冷却して、見掛け密度が0.2g/cm3以下、厚みが100mm以下の難燃性で軽量化を図った高反発の3次元網目構造体が成型され、遠赤外線効果による発熱性、蓄熱性、保温性を有した3次元網目構造マットが製造できる。
【0016】
また、第2の解決手段による作用は、熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)の中に、人体の体温(36℃前後。)を上昇させる遠赤外線放射波長のピ−クが10μm〜40μmの領域で平均60%以上の遠赤外線放射特性に優れたセラミック粉末(例えば、アルミナ、ジルコニア、マグネッシアなど。)とガラス繊維(例えば、繊維長さ10μm〜50μmなど。)を混合して10%以上20%以下混入させた熱可塑性樹脂ペレットを、押出成形機で加熱溶融して、線径2mm以下の星型断面のT型ダイスに設けた多数個の吐出孔から連続して押し出しながら、線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させ両面の表面層をフラット化させながら冷却して、見掛け密度が0.2g/cm3以下、厚みが100mm以下の難燃性で軽量化を図った高反発の3次元網目構造体が成型され遠赤外線効果による発熱性と保温性を有した3次元網目構造マットが製造できる。
【0017】
また、第3の解決手段による作用は、セラミック粒子とガラス繊維又は炭素繊維を混入した熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)ペレットを、押出成形機で加熱溶融して、線径2mm以下で星型断面のT型ダイスに設けた多数個の吐出孔から連続して押し出しながら、線条を曲がりくねらせランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させ両面の表面層をフラット化させながら冷却して、発熱性があり難燃性で軽量化を図った3次元網目構造体を成型し、連続して薬液処理装置の下部タンク内の抗菌剤や忌避型防虫剤の水溶液を水中ポンプで揚程して上部の散水孔から散布して抗菌剤や忌避型防虫剤を付着して100℃の熱風で乾燥させて、抗菌層や防ダニ層を強固に造膜させたものである。
【発明の効果】
【0018】
上述した本発明の3次元網目構造マットは以下の効果を奏する。ポリエステル繊維の特性である伸縮回復性の良さに、セラミック粒子とガラス繊維を混入した熱可塑性樹脂からなる、線条を曲がりくねらせたル−プを融着させて両面をフラット化した高反発の3次元網目構造体に、セラミック粒子を混入したことによる10μmから40μmの遠赤外線放射による発熱により就寝者の体温上昇(37℃前後)による血流促進作用と、体圧をしっかり分散させることで就寝者の血流を阻害しないため褥瘡などの発症を防止し、褥瘡などの皮膚疾患がある者は症状が早期に回復する治療効果を発揮することができる。
【0019】
また、3次元網目構造マットに抗菌性や防ダニ性などを付与したことにより、病院や特別養護老人ホ−ムなどで最近頻繁に発生しているダニによる皮膚疾患やMRSA細菌などの繁殖による院内感染を防止することができることと、失禁により糞尿が付着した場合には洗濯や乾燥などが容易であり、軽量で耐熱性があるため熱湯などによる高温度の殺菌消毒などのメンテナンスが簡単にできるため衛生的である。
【0020】
また、運輸関係の用途として長距離トラックのドライバ−が運転席後部のエンジン直上に設けられた、悪環境の仮眠用ベットに用いる敷きマットとして使用する場合は、ハ−ドなタッチで表面に張りを設けた3次元網目構造体による低周波振動の減衰作用により、エンジンからの低周波振動と騒音が遮断されることで3次元網目構造マットによる仮眠でも快適に熟睡できるため、身体の疲労回復が図れ、長距離トラックの交通事故率が大幅に削減するという効果を発揮する。又、同様に振動の大きい船舶や艦船内のベットで使用すると、エンジンからの低周波振動が減衰されて快適に熟睡できるため、睡眠により船員や乗客の疲労回復が図れ船内環境が改善されることと、難燃性の安全な3次元網目構造マットのため火気により着火しにくく、火災にあっても可燃性の有毒ガスが発生しないため、車両や船舶内でも安心して使用することができる。
【0021】
また、3次元網目構造マットは高反発で、保温性と通気性や透湿透水に優れて蒸れにくく夏涼しくて冬温かく、軽量で折り畳みができるため取り扱いが簡単である。更に、従来のマットは焼却などにより処分されていたが、3次元網目構造マットの廃棄時は、回収してカバ−と分離した3次元網目構造体を粉砕して加熱溶融した再製ペレットを、新しい熱可塑性樹脂ペレットに混入し、押出成形することで3次元網目構造体にリサイクルできるため、大幅な天然資源の削減が図れることと、リサイクルした再製樹脂のペレットを混入したことにより低価格の3次元網目構造マットを提供することができる。
【図面の簡単な説明】
【0022】
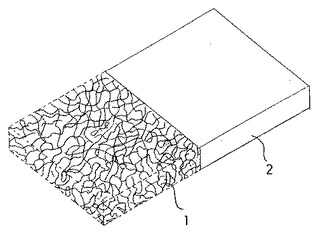
【図1】 本発明の3次元網目構造体の一部をカバ−で包んだ状態を示す斜視図
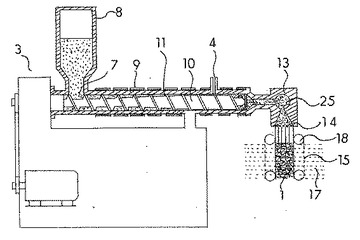
【図2】 同3次元網目構造体を成型する部分断面図
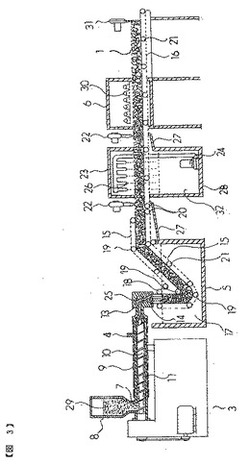
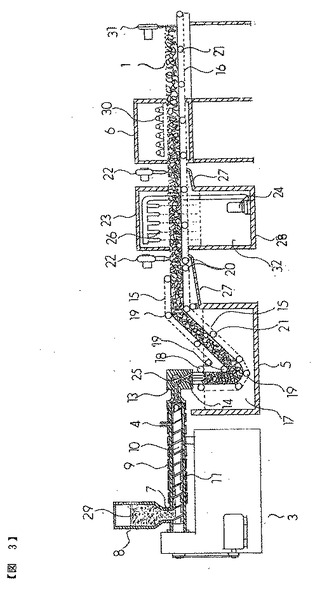
【図3】 同3次元網目構造体の全製造工程の断面図
【発明を実施するための最良の形態】
【0023】
以下本発明の実施形態を図面を用いて詳細に説明するが、その組み合わせは限定されたものでは無く、3次元網目構造マットの使用される用途に応じて適宜選定して自由に組み合わせて製造することができる。
【0024】
3次元網目構造マットは図1斜視図のように、マットカバ−2の中に3次元網目構造体の主材料となる熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)や、医療機関や特別養護老人ホ−ムなどから償却年数の経過や汚染のために廃棄処分された3次元網目構造マットを回収して、リサイクルした再製ペレットを混入して3次元網目構造体の主材とし、遠赤外線放射特性や難燃性などの機能性を付加させる物質(例えば、セラミック粉末、炭素繊維、ガラス繊維など。)を適宜選定して混入し押出成型した3次元網目構造体に、殺菌性や防ダニ性の加工を施して、マットカバ−2の中に挿入することで、3次元網目構造マットが完成する。
【実施例1】
【0025】
3次元網目構造体1の成型方法を図2で、3次元網目構造マットの一連の製造工程を図3を用いて詳細に説明する。3次元網目構造体1となる主材料の熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)と再製リサイクル樹脂(例えば、3次元網目構造マットのリサイクル再製樹脂、ペットボトルのリサイクル再製樹脂など。)の中に、遠赤外線波長が10μm〜40μmの領域で60%の遠赤外線放射特性を有する平均粒径10μmのセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)を10%以上20%以下の混合率(重量)で混入させ、別途設置した混練造粒装置(図示せず)を用いて、セラミック粒子を混合した熱可塑性樹脂ペレット29を造粒する。
【0026】
遠赤外線放射により人体の体温を(37℃前後)に上昇させる、遠赤外線の電磁波を効率良く放射して発熱性を3次元網目構造体に付与する特性を有した熱可塑性樹脂ペレット29を事前に乾燥炉(図示せず。)を用いて予備乾燥させ、押出成形機3の駆動側に設けた投入口7の上部に設置したホッパ−ドライヤ−8のタンク内に投入し、90℃の熱風により投入された熱可塑性樹脂ペレット29をタンク内で滞留時間2時間前後で通風乾燥させながら押出成形機3の投入口7より、バンドヒ−タ−9によって280℃前後に加熱された押出成形機3のシリンダ−11の内部に落下させて搬入される。
【0027】
280℃前後に加熱されたシリンダ−11の中では、押出成形機3の下部に設けた減速モ−タ−により回転駆動される混練スクリュ−10により、ホッパ−ドライヤ−8から落下挿入した熱可塑性樹脂ペレット29を一定量づつ送り込み加圧させながら溶融して、ヘッド部12に設けた、熱劣化物、フイッシュアイ、ゴミなどを除去する20〜200メッシュのブレ−カ−プレ−トを介してT型ダイス13の吐出ノズル14から下方向に向けて押し出す時に、シリンダ−11の中間位置にベント装置4を設けて、シリンダ−11の内部で発生した揮発性のガスや水蒸気をベント装置4に接続した真空ポンプ(図示せず)により真空状態にして外部に排出させることで、気泡などを持ち込むことなく280℃前後で均一に溶融された熱可塑性樹脂を、幅1000mmのT型ダイス13のマニフォ−ルド25を介したことにより均一な押出圧力で多数個の吐出ノズル14から、下方向に向け不純物を除去し溶融した熱可塑性樹脂を条線として押し出させる。
【0028】
280℃前後に溶融した熱可塑性樹脂を押し出すT型ダイス13の内部構造は、T型ダイス全面に亘ってシリンダ−11内の混練スクリュ−10により溶融された熱可塑性樹脂を押し出したときの圧力降下を等しくさせるために、コ−トハンガ−型のT型ダイス13を用い、マニフォ−ルド25のランド長さを長くして抵抗を増したり、マニフォ−ルド25の径を端に行くに従って太くするなど、押出す3次元網目構造体1の厚さや、熱可塑性樹脂ペレット29に混入された物質(例えば、セラミック粒子、ガラス繊維など。)の流動特性により、3次元網目構造体の厚さや必要とする反発圧力により、吐出ノズル14の形状や間隔及び個数を個々に設計した3次元網目構造体専用のT型ダイス13を製作して、成型する3次元網目構造体専用のT型ダイス13を用いて押し出す。
【0029】
3次元網目構造マットの使用場所により、遠赤外線を効率良く放射する平均粒径10μm前後のセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)を選定して熱可塑性樹脂と混合したペレット29を用いて、幅920mmで厚さ50mmで中空断面の3次元網目構造体1を製造する場合のT型ダイス13の構造は、幅1000mmで厚さ100mmのノズル有効面に、幅方向の孔間ピッチ5mm、長さ方向の孔間ピッチ10mmの千鳥配列とした吐出ノズル14の形状は、外形1mm、内径0.5mmのトリプルブリッジとした中空形成性断面のノズル孔から、280℃前後加熱して溶融状態とした熱可塑性樹脂ペレット29を、単ノズル孔当たりの吐出量2g/分にて、T型ダイス13の吐出ノズル14より下方向に押し出す。
【0030】
遠赤外線を効率良く放射し熱可塑性樹脂に含有させるセラミック粒子として(例えば、遠赤外線放射波長が10μm〜40μmの範囲内の放射率が、30℃において平均放射率が60%の酸化物)としアルミナ系ではアルミナ、ムライト、ジルコニア系ではジルコンサンド、ジルコン、マグネッシア系ではマグネッシア、コ−ジライトなどが挙げられる。又、上記の群から選ばれた1種又は2種以上のセラミック粒子を熱可塑性樹脂にブレンドしてル−ダ−を用いて熱可塑性樹脂ペレット29にして使用することが最適であり、遠赤外線放射特性を有する粒子の含有量は20%〜40%の範囲で、遠赤外線放射特性を有する粒子の混合率が高いほど遠赤外線を多く放射することができる。
【0031】
吐出ノズル14下側120mmの80℃前後に温度調節された冷却水17の水面より、エンドレスネット15を回転させる上ロ−ラ−18を50mm前後突出させ、挟む間隔を任意に調整することが可能なステンレス製で幅1100mmのエンドレスネット15を平行に配置し、挟む間隔を50mm前後で任意に設定したエンドレスネット15の間に、溶融状態の吐出線状を曲がりくねらせてランダムなル−プを形成しながら接触部分を融着させつつ3次元網目構造体1を形成し、溶融状態の両面をエンドレスネット15で挟みつつ疑似結晶化させながら、毎分1mの速度で冷却水17の中に引き込み両面をフラット化しながら、下部に設けた折り曲げロ−ラ−19部で斜め45度上方向に折り曲げて押し上げながら、上部に設けた折り曲げロ−ラ−19部で水平方向に45度折り曲げられる。
【0032】
冷却装置5より送り出された難燃性の3次元網目構造体1は、横方向に連続して平行配置されたエンドレスネット15を上下の駆動ロ−ラ−20により平行移動させながら、後工程の水平移動する水平コンベア16上に排出され、横方向に移動して薬液処理装置23の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着した水分を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め冷却装置5に復水させることで乾燥しながら、後続する乾燥装置6の内部に搬入される。
【0033】
乾燥装置6に搬入された3次元網目構造体1は、乾燥装置6内の上部に設置した熱風噴射孔30から熱可塑性樹脂の融点温度より10℃前後低い温度の熱風を3次元網目構造体1に噴射しながら乾燥装置6内で循環させることで満遍に加熱して、疑似結晶化処理を行い耐熱と耐ヘタリ性を向上させて、乾燥装置6の内部より水平移動する水平コンベア16により送り出された3次元網目構造体1は、後続する上側に設置した切断装置31により設定された長さ、例えば2000mm前後に切断される。
【0034】
熱可塑性樹脂に遠赤外線放射特性を有するセラミックを含有させた目的は、就寝者の体内から放射される熱線を効率良く3次元網目構造体に吸収させて蓄熱することができ、しかも3次元網目構造体に吸収・蓄熱した熱線を効率良く再放射することができ、それによって就寝者(被発熱体)を効率良く加熱し、体温を1℃前後上昇させ3次元網目構造体に含まれている空気も効率良く加熱させて、全体で高い加熱と保温効果を達成させた。セラミックの含有量の違いによる体温上昇の効果と、セラミックを含有させたことによる難燃化により3次元網目構造体の着火性能の比較を表−1に示す。
【0035】
【表−1】

【0036】
また、中空断面の3次元網目構造体1の製造方法は限定されたものではなく、バンドヒ−タ−9で245℃前後の溶融温度に加熱される熱可塑性樹脂は、混入するセラミック粉末の含有量により、混練スクリュ−10の回転数を変えることで吐出ノズル14からの吐出量が変化して、ル−プ径や線状を変えることも可能である。又、吐出ノズル14の形状は中空断面に限らず星型の断面でも可能である。更には、吐出ノズル14下の冷却水17の温度や水面との距離を自在に変えることも可能で、同様にエンドレスネット15の挟み幅と冷却水17の中に引き込む速度を変えることで、任意なル−プ密度成型で、高反発で体圧分散性に優れた3次元網目構造体1を製造することができる。
【0037】
以上述べた中空断面の3次元網目構造マットは、軽量で蒸れを防止し、高反発作用と付与した発熱作用により36℃から37℃の遠赤外線を放射することで就寝者の体温を温めたことによる血流促進作用により皮膚疾患の発症を防止させたことと、褥瘡などの皮膚疾患を回復させる作用と、抗菌性や防ダニ性を付与したことで院内感染も防止することが出来るため病院や特別養護老人ホ−ムなどで安心して使用でき、難燃化を図ったことにより車両内や艦船内で使用しても低周波振動を吸収し、火災でも有毒ガスを発生して燃焼しないため、病院、車両、艦船でも安心して使用できる3次元網目構造マットである。
【実施例2】
【0038】
3次元網目構造体1の別の製造方法は、遠赤外線を効率良く放射する平均粒径10μm前後のセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)と軽量化と高反発化を図るために混入するガラス繊維(例えば、ガラス繊維長さ10μm〜50μm前後など。)を選定し主材料となる熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)やリサイクルにより再生熱可塑性樹脂(例えば、廃棄処理された3次元網目構造マットやペットボトルを回収して、加熱溶融して資源化した熱可塑性樹脂など)と、遠赤外線の放射波長が10μm〜40μmの領域で60%の遠赤外線放射特性を有する平均粒径10μmのセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)を10%〜20%以下の混合率で、別途設置した、混練造粒装置(図示せず)を用いて、セラミック粒子とガラス繊維又は炭素繊維を主材料の熱可塑性樹脂と混合した熱可塑性樹脂ペレット29を製造する。
【0039】
遠赤外線放射により人体の体温程度の(36℃〜37℃)の遠赤外線波長のピ−クが40μm前後の電磁波を効率良く放射して高い保温性を3次元網目構造体に付与する特性を有し、ガラス繊維を混入させたことで難燃化と高反発性と軽量化を図った熱可塑性樹脂ペレット29を、別途の乾燥装置(図示せす)により事前に予備乾燥した押出成形機3の投入口7上に設置したホッパ−ドライヤ−8中に投入し、滞留時間2時間前後で90℃の熱風により投入された熱可塑性樹脂ペレット29をホッパ−内で通風乾燥させながら、押出成形機3の投入口7よりバンドヒ−タ−9により280℃前後に加熱された押出成形機3のシリンダ−11の内部に挿入させる。
【0040】
280℃前後に加熱されたシリンダ−11の中で回転駆動される混練スクリュ−10により、ホッパ−ドライヤ−8から落下挿入した熱可塑性樹脂ペレット29を一定量づつ送り込み加圧させながら溶融して、ヘッド部12に設けた、熱劣化物、フイッシュアイ、ゴミなどを除去する20〜200メッシュのブレ−カ−プレ−トを介してT型ダイス13の吐出ノズル14から下方向に向けて押し出す時に、シリンダ−11の中間位置のベント装置4からシリンダ−11の内部で発生した揮発性のガスや水蒸気を外部に排出し280℃前後で均一に溶融された熱可塑性樹脂ペレット29を、幅1000mmのT型ダイス13のマニフォ−ルド25を介して、線形2mmの星型断面の吐出ノズル14から、均一な押出圧力で下方向に向けて不純物を除去して溶融された熱可塑性樹脂を押し出させる。
【0041】
幅1000mmのT型ダイス13の構造は、ダイス全面に亘りシリンダ−11内の混練スクリュ−10により280℃前後に溶融された熱可塑性樹脂ペレット29を押し出すときの圧力降下を等しくさせるため、コ−トハンガ−型のマニフォ−ルドを内装したT型ダイス13を用い、幅1000mmで厚さ100mmのノズル有効面に、幅方向の孔間ピッチ5mm、長さ方向の孔間ピッチ10mmの千鳥配列とした吐出ノズル14の形状は、線形1mmの星型断面としたノズル孔から、溶融点より40℃高い温度に加熱して溶融状態とした熱可塑性樹脂ペレット29を、単ノズル孔当たりの吐出量2g/分にて、T型ダイス13より下方向に条線として吐出させる。
【0042】
吐出ノズル14下側120mmの80℃前後に温度調節された冷却水17の水面より、エンドレスネット15を回転させる上ロ−ラ−18を50mm前後突出させ、挟む間隔を任意に調整することが可能なステンレス製で幅1100mmのエンドレスネット15を平行に配置し、挟む間隔を50mm前後で任意に設定したエンドレスネット15の間に、溶融状態の吐出線状を曲がりくねらせてランダムなル−プを形成しながら接触部分を融着させつつ3次元網目構造体1を形成し、溶融状態の両面をエンドレスネット15で挟みつつ疑似結晶化させながら、毎分1mの速度で冷却水17の中に引き込み両面をフラット化しながら、下部に設けた折り曲げロ−ラ−19部で斜め45度上方向に折り曲げて押し上げながら、上部に設けた折り曲げロ−ラ−19部で水平方向に45度折り曲げられる。
【0043】
冷却装置5より送り出された難燃性の3次元網目構造体1は、横方向に連続して平行配置されたエンドレスネット15を上下の駆動ロ−ラ−20により平行移動させながら、後工程の水平移動する水平コンベア16上に排出され、横方向に移動して薬液処理装置23の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着した水分を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め冷却装置5に復水させることで乾燥しながら、後続する乾燥装置6の内部に搬入される。
【0044】
乾燥装置6に搬入された3次元網目構造体1は、乾燥装置6内の上部に設置した熱風噴射孔30から熱可塑性樹脂の融点温度より10℃前後低い温度の熱風を3次元網目構造体1に噴射しながら乾燥装置6内で循環させることで満遍に加熱して、疑似結晶化処理を行い耐熱と耐ヘタリ性を向上させて、乾燥装置6の内部より水平移動する水平コンベア16により送り出された3次元網目構造体1は、後続する上側に設置した切断装置31により設定された長さ、例えば2000mm前後に切断される。
【0045】
熱可塑性樹脂に遠赤外線放射特性を有するセラミックを含有させた目的は、就寝者の体内から放射される熱線を効率良く3次元網目構造体に吸収させて蓄熱することができ、しかも3次元網目構造体に吸収・蓄熱した熱線を効率良く再放射することができ、それによって就寝者(被発熱体)を効率良く加熱し、体温を1℃前後上昇させ3次元網目構造体に含まれている空気も効率良く加熱させて、全体で高い加熱と保温効果を達成させた。セラミックの含有量の違いによる体温上昇の効果と、セラミックとガラス繊維を含有させたことによる難燃化により3次元網目構造体の着火性能の比較を表−2に示す。
【0046】
【表−2】
【0047】
また、中空断面の3次元網目構造体1の製造方法は限定されたものではなく、バンドヒ−タ−9で245℃前後の溶融温度に加熱される熱可塑性樹脂は、混入するセラミック粉末の含有量により、混練スクリュ−10の回転数を変えることで吐出ノズル14からの吐出量が変化して、ル−プ径や線状を変えることも可能である。更には、吐出ノズル14下の冷却水17の温度や水面との距離を自在に変えることも可能で、同様にエンドレスネット15の挟み幅と冷却水17の中に引き込む速度を変えることで、任意なル−プ密度成型で、高反発で体圧分散性に優れた3次元網目構造体1を製造することができる。
【0048】
以上述べた、遠赤外線を効率よく発生するセラミック粒子と、軽量化と高反発を図るためにガラス繊維を混入した熱可塑性樹脂のペレットを用いで押出成形機により、星型断面の線条により成形した3次元網目構造マットは、軽量で蒸れを防止し、高反発作用と付与した発熱作用により35℃から37℃の遠赤外線を放射することで就寝者の体温を温めたことによる血流促進作用により皮膚疾患の発症を防止させたことと、褥瘡などの皮膚疾患の症状を回復させる作用と、抗菌性や防ダニ性を付与したことで院内感染も防止することが出来るため病院や特別養護老人ホ−ムなどで安心して使用できることと、難燃化を図ったことにより火気厳禁の車両内や艦船内で使用しても低周波振動を吸収し、火災時にも有毒ガスを発生しながら燃焼することが無いため、病院、車両、艦船でも安心して使用できるセラミック粒子とガラス繊維を混入した3次元網目構造マットである。
【実施例3】
【0049】
3次元網目構造体1の別の製造方法は、遠赤外線を効率良く放射する平均粒径10μm前後のセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)と軽量化と高反発化を図るために混入するガラス繊維又は炭素繊維(例えば、繊維長さ10μm〜50μmなど。)を選定し主材料となる熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)やリサイクルにより再生された樹脂(例えば、廃棄処理された3次元網目構造体マットやペットボトルを回収して、加熱溶融して資源化した熱可塑性樹脂など)と、遠赤外線の放射波長が10μm〜40μmの領域で60%の遠赤外線放射特性を有する平均粒径10μmのセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)を10%〜20%以下の混合率で混練造粒装置(図示せず)を用いて熱可塑性樹脂ペレット29を製造する。
【0050】
遠赤外線放射により人体の体温程度の(36℃〜37℃)の遠赤外線波長のピ−クが40μm前後の電磁波を効率良く放射して高い保温性を3次元網目構造体に付与する特性を有し、ガラス繊維を混入させたことで難燃化と高反発性と軽量化を図った熱可塑性樹脂ペレット29を、別途の乾燥装置(図示せす)により事前に予備乾燥した押出成形機3の投入口7上に設置したホッパ−ドライヤ−8中に投入し、滞留時間2時間前後で90℃の熱風により投入された熱可塑性樹脂ペレット29をホッパ−内で通風乾燥させながら、押出成形機3の投入口7よりバンドヒ−タ−9により280℃前後に加熱された押出成形機3のシリンダ−11の内部に挿入させる。
【0051】
280℃前後に加熱されたシリンダ−11の中で回転駆動される混練スクリュ−10により、ホッパ−ドライヤ−8から落下挿入した熱可塑性樹脂ペレット29を一定量づつ送り込み加圧させながら溶融して、ヘッド部12に設けた、熱劣化物、フイッシュアイ、ゴミなどを除去する20〜200メッシュのブレ−カ−プレ−トを介してT型ダイス13の吐出ノズル14から下方向に向けて押し出す時に、シリンダ−11の中間位置のベント装置4からシリンダ−11の内部で発生した揮発性のガスや水蒸気を外部に排出し280℃前後で均一に溶融された熱可塑性樹脂ペレット29を、幅1000mmのT型ダイス13のマニフォ−ルド25を介して、線形2mmの星型断面の吐出ノズル14から、均一な押出圧力で下方向に向けて不純物を除去して溶融された熱可塑性樹脂を押し出させる。
【0052】
混合した熱可塑性樹脂ペレット29を用いて、幅920mmで厚さ50mmで星型断面の3次元網目構造体1を製造する、T型ダイス13の形状は幅1000mmで厚さ100mmのノズル有効面に、幅方向の孔間ピッチ5mm、長さ方向の孔間ピッチ10mmの千鳥配列とした、外形1mmの例えば星型断面とした吐出ノズル14を用いて、280℃に加熱した溶融状態の熱可塑性樹脂を、単ノズル当たりの吐出量を2g/分で、T型ダイス13の多数個の異形排出ノズル14より下方向に押出させる。
【0053】
吐出ノズル14より120mm下側の、80℃前後の冷却水17の水面より上側に上ロ−ラ−18を50mm前後出したステンレス製で幅1100mmのエンドレスネット15を平行に配置し、挟む間隔を50mm前後で任意に設定したエンドレスネット15の間に、溶融状態の吐出線状を曲がりくねらせてランダムなル−プを形成しながら接触部分を融着させつつ3次元網目構造体1を形成し、溶融状態の両面をエンドレスネット15で挟みつつ疑似結晶化しながら、毎分1mの速度で冷却水17の中に引き込み両面をフラット化しながら、下部の折り曲げロ−ラ−19部で斜め45°上方向に折り曲げて押し上げ、上部に設けた折り曲げロ−ラ−19部で水平方向に45°折り曲げられて搬送させる。
【0054】
冷却装置5より送り出された難燃性の3次元網目構造体1は、横方向に連続して平行配置されたエンドレスネット15を上下の駆動ロ−ラ−20により平行移動させながら、後工程の水平移動する水平コンベア16上に排出され、横方向に移動して薬液処理装置23の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着した水分を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め冷却装置5に復水させることで乾燥しながら、後続する薬液処理装置23の内部に搬入される。
【0055】
薬液処理装置23に搬入した3次元網目構造体1は、下部に接続した薬液タンク28の抗菌剤(例えば、ヨモギエキス、木酢液や竹酢液に含まれるポリフェノ−ルなど。)や忌避型防虫剤(例えば、ピリミジン誘導体、ピペリジン誘導体、キサントゲン酸誘導体、アゼピン誘導体など。)の25%水溶液とバインダ−としてウレタンエマルジョンを25%添加した水溶液を、水中ポンプ24で薬液処理装置23の上部に揚程し、複数個設けた散水孔26から移動する水平コンベア16上の3次元網目構造体1に散布することで、抗菌剤や防虫剤の水溶液32を均一に付着させて抗菌層や防ダニ層を形成させる。
【0056】
薬液処理装置23より水平移動する水平コンベア16より送り出された3次元網目構造体1は、横方向に移動して乾燥装置6の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着させた、抗菌剤や防虫剤の水溶液32を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め薬液タンク28に復水させることで均一に付着させて抗菌層や防ダニ層を乾燥させながら、後続する乾燥装置6の内部に搬入される。
【0057】
薬液処理装置23より水平移動する水平コンベア16より送り出された3次元網目構造体1は、横方向に移動して乾燥装置6の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着させた、抗菌剤や防虫剤の水溶液32を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め薬液タンク28に復水させることで均一に付着させて抗菌層や防ダニ層を乾燥させながら、後続する乾燥装置6の内部に搬入される。
【0058】
乾燥装置6に搬入された3次元網目構造体1は、乾燥装置6内の上部に設置した熱風噴射孔30から、熱可塑性樹脂の融点温度より10℃前後低い温度の熱風を3次元網目構造体1に噴射しながら乾燥装置6内で循環させることで3次元網目構造体を満遍に加熱して、疑似結晶化処理を行い耐熱と耐ヘタリ性を向上させながら、同時に抗菌剤や忌避型防虫剤などの水溶液32を強固に3次元網目構造体に付着させて抗菌層や防ダニ層を形成させ、乾燥装置6に搬入された3次元網目構造体1は、乾燥装置6内の上部に設置した熱風噴射孔30から乾燥装置6の内部より水平移動する水平コンベア16により送り出された3次元網目構造体1は、後続する上側に設置した切断装置31により設定された長さ、例えば2000mm前後に切断される。
【0059】
3次元網目構造体に抗菌剤(例えば、ヨモギエキス、木酢液や竹酢液に含まれるポリフェノ−ルなど。)又は忌避型防虫剤(例えば、ピリミジン誘導体、ピペリジン誘導体、キサントゲン酸誘導体、アゼピン誘導体など。)の25%水溶液とバインダ−としウレタンエマルジョンを25%添加した水溶液が付着した3次元網目構造体が各種細菌に対する抗菌性を調査するため対象菌種として枯草菌、黄色ブドウ球菌、表皮ブドウ球菌、大腸菌、緑膿菌、セラチア菌、サルモネラ菌を準備して寒天培地に塗布したのち、抗菌処理した3次元網目構造体を置き24時間培養して阻止効果を観察した結果を表−3に示す。
【0060】
【表3】
【0061】
以上の調査結果から明らかなように、抗菌処理された3次元網目構造体は病理性のある細菌や常在細菌に対して増殖を抑制する作用があり、極めて優れた抗菌性により褥瘡などが発症した局所の細菌増殖を阻止する殺菌性能を兼ね備えた他、3次元網目構造体にケナガコナダニと餌となる魚粉とを散布し温度25℃湿度90%に保ち48時間経過したあとで顕微鏡観察した結果ダニの付着は認められないため、忌避型防虫剤の塗布による防ダニ効果は顕著であり、繰り返し洗濯乾燥した後もその防ダニ効果は継続している。
【産業上の利用可能性】
【0062】
特別養護老人ホ−ムでの体感評価では、体圧分散に優れた寝心地の良好なマットのため寝たきりの重度要介護者が使用しても、皮膚障害による褥瘡などの発症は皆無であり、褥瘡患者においては褥瘡の症状が回復したことと、遠赤外線による保温性の他、耐熱性、耐久性、抗菌性などにより医療効果があるため、介護保険制度では3次元網目構造マットを褥瘡予防用具として定められ用具を貸し出す他、年間10万円以下の購入金額が補助されるため在宅の要介護者も3次元網目構造マットを購入して使用することができる。
【0063】
トラック運転席後部の仮眠ベットに3次元網目構造体マットを敷き、市販の毛布と枕を使用して睡眠すると、通気性、体圧分散性に優れた寝心地の良好なマットであり、特に下部のエンジンからの低周波振動が遮断されるため、狭い場所で睡眠していても熟睡できるため従来のマットに比べて疲労が顕著に回復する。同様に低周波振動の大きい船舶や艦船内において3次元網目構造体マットを使用して睡眠すると エンジンからの低周波振動が遮断されるため熟睡することができた。又難燃性であり、例え3次元網目構造体マットが燃えても有毒ガスが発生せず安全性が高いため、車両や船舶などに安心して使用することができる。
【符号の説明】
【0064】
5 冷却装置
10 混練スクリュ−
13 T型ダイス
14 吐出ノズル
19 折り曲げロ−ラ−
23 薬液処理装置
【技術分野】
【0001】
本発明は、通気により蒸れ難く、吸湿性、保温性、保湿性により夏涼しくて冬温かく、高反発で体圧分散性に優れるため、寝たきりの病人が使用しても褥瘡が発症せず寝心地が良好で、耐久性、抗菌性、難燃性があり、洗濯や乾燥が簡単で熱湯による殺菌消毒ができ病院や特別養護施設、車両や船舶などのベットに用いる睡眠マットに関する。
【背景技術】
【0002】
現在、一般家庭、病院、ホテル等のベットの睡眠マットはクッション層に軟鋼線スプリング又は発泡スチロ−ル等の発泡体を用い、ワディング層に発泡ウレタンや非弾性捲縮繊維を接着した樹脂綿や硬綿などを一体的に積層されたマット。クッション体同一組成のウレタン等の発泡体や非弾性捲縮繊維を接着した樹脂綿又は硬綿のみで構成されたマット。熱可塑性樹脂の配列間隔の粗い多数条のフイラメントをコイル状に捲回して不規則な形状のル−プの交叉部分を接着させた集合体からなるマットなどが使用されている。
【0003】
そのため、クッション層は軟鋼線スプリングでクッション体に発泡ウレタンを用いたものは、サポ−ト性は優れるが、透湿透水性が劣り蓄熱性があり蒸れるため、寝たきりの病人が使用すると褥瘡が発症する外、洗濯と殺菌消毒が不可能である。廃棄するにはリサイクルが出来ず、軟鋼線スプリングと発泡ウレタンを分離して、発泡ウレタンは焼却されるが焼却時有毒ガスが発生するため、その処理対策が社会的な問題となっている。
【0004】
また、発泡一架橋型ウレタンだけのマットは軽量で取り扱い易く、サポ−ト性は優れるが透湿透水性が劣り、蓄熱性があり蒸れるため、病院で寝たきりの病人が使用すると褥瘡の発症、MRSA細菌の温床になるなどの問題が発生して殺菌消毒が必要不可欠であるが、透水性に劣る発泡一架橋型ウレタンは洗濯や熱湯による殺菌消毒できないため、全て焼却処分されるが、有毒ガスが発生するためその処理方法の解決が要望されている。
【0005】
また、ワデイング層又はクッション体にポリエステル硬綿を接着剤で接着したマットが知られている(例えば、特許文献1参照。)然し乍らこのマットは、熱接着繊維の接着成分が脆い非結晶性ポリマ−を用いるため、使用中に接着部分が破壊され形態や弾力性が低下することで耐久性が劣り、重くて取り扱いが困難であり、保温性と蓄熱性が無く、透湿透水性に劣り細菌などの温床となるが洗濯や熱湯による殺菌消毒が出来ないため、廃棄するにはリサイクルが出来ず焼却しているがその処理対策が社会的な問題となっている。
【0006】
また、3次元網目構造体の両面にワディング層が形成され、ポリエステル硬綿を挟み込んで、全体を編織物からなる側地で包み込んだマットが知られている(例えば、特許文献2参照。)。然し乍らこれらのマットはポリエステル繊維の3次元網目構造体で、保温性と蓄熱性が無く、糞尿の失禁により付着した汚染物が洗濯により完全に除去できず、耐熱性に劣るため加熱すると塑性変形が著しくなり熱湯による殺菌消毒ができず、重くて取扱いが困難であり、難燃性に劣るなどその改善が要望されている。
【0007】
また、3次元網目構造体の両面にワディング層が形成され、全体をキルティング縫製されたマットが知られている(例えば、特許文献3及び特許文献4参照。)。然し乍らこれらのマットはポリエステル繊維の3次元網目構造体で、保温性と蓄熱性や熱線放射による発熱性は無く、糞尿の失禁により付着した汚染物が洗濯により完全に除去できず、耐熱温度が60℃以下のため加熱すると塑性変形が著しくなり熱湯による殺菌消毒ができず、重くて取扱いが困難であり、難燃性に劣るなどその改善が要望されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平3−4−34003号公報
【特許文献2】特許第3690532号公報
【特許文献3】特許第3627826号公報
【特許文献4】特許第3627827号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
以上述べた従来の3次元網目構造マットの問題点は、発熱性が無く就寝者の体温が熱伝導による放熱で低下して血流を阻害するため褥瘡病などが発症していた。失禁により汚物が付着した場合には熱湯による殺菌消毒が出来ないため、耐熱性があり熱湯消毒が可能で抗菌性や防ダニ性のある衛生的な3次元網目構造マットが要求されていた。
【0010】
また、運輸関係のトラックや船舶や艦船などの低周波振動が発生する運転者や船員の仮眠ベットや乗船客のベットとして使用する場合には、寝煙草や失火などに起因する着火で可燃性の3次元網目構造マットが燃焼して、車両火災や船舶火災となり有毒ガスが発生するため、難燃性で燃えない安全な3次元網目構造マットが必要とされていた。
【0011】
本発明は、このような従来の構成が有していた問題を解決しようとするものであり、遠赤外線放射による体温の上昇で血流促進させ、高反発による体圧分散で就寝者の床擦れによる褥瘡などの皮膚疾患を発症させず、軽くて洗濯や熱湯による殺菌消毒が簡単で、回収してリサイクルすることが可能な3次元網目構造マットの提供を目的とする。
【課題を解決するための手段】
【0012】
そして、本発明は上記目的を達成するために、遠赤外線放射波長が10μm〜40μmの領域で平均60%以上の遠赤外線放射特性を有するセラミック粒子の含有量が10%以上20%以下混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として外径2mm以下の中空断面で押し出しながら、連続した線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させながら両面の表面層をフラット化した高反発な3次元網目構造体を成型したことで軽量化を図り発熱性、蓄熱性、保温性、難燃性を有したものである。
【0013】
また、第2の課題解決手段は、遠赤外線放射特性を有するセラミック粒子とガラス繊維又は炭素繊維の含有量が10%以上20%以下混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として線径が2mm以下で星型の断面形状で押し出しながら、連続した線条を曲がりくねらせランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させながら両面の表面層をフラット化した高反発な3次元網目構造体を形成したことで軽量化を図り発熱性、蓄熱性、保温性、難燃性を有したものである。
【0014】
また、第3の課題解決手段は、セラミック粒子とガラス繊維を混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として線径が2mm以下で星型の断面形状で押し出しながら、連続した線条を曲がりくねらせたランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させながら両面の表面層をフラット化した高反発な3次元網目構造体を成型したことで軽量化し、発熱性、保温性、難燃性を附加させて、薬液処理装置の下部タンク内の抗菌剤又は忌避型防虫剤の水溶液をポンプで揚程し上部の散水孔から3次元網目構造体に散布することで薬液を付着させて、熱風により乾燥させたことで抗菌性と防ダニ性を有したものである。
【0015】
上記第1の解決手段による作用は次の通りである。すなわち、熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)の中に、人体の体温程度(36℃から37℃前後)で遠赤外線放射波長のピ−クが10μ〜40μの領域で60%以上の遠赤外線放射特性に優れたセラミック粉末(例えば、アルミナ、ジルコニア、マグネッシアなど。)を10%以上20%以下混入させた熱可塑性樹脂ペレットを、押出成形機で加熱溶融して外径2mm以下の中空断面のT型ダイスに設けた多数個の吐出孔から連続して押し出しながら、線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させ両面の表面層をフラット化させながら冷却して、見掛け密度が0.2g/cm3以下、厚みが100mm以下の難燃性で軽量化を図った高反発の3次元網目構造体が成型され、遠赤外線効果による発熱性、蓄熱性、保温性を有した3次元網目構造マットが製造できる。
【0016】
また、第2の解決手段による作用は、熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)の中に、人体の体温(36℃前後。)を上昇させる遠赤外線放射波長のピ−クが10μm〜40μmの領域で平均60%以上の遠赤外線放射特性に優れたセラミック粉末(例えば、アルミナ、ジルコニア、マグネッシアなど。)とガラス繊維(例えば、繊維長さ10μm〜50μmなど。)を混合して10%以上20%以下混入させた熱可塑性樹脂ペレットを、押出成形機で加熱溶融して、線径2mm以下の星型断面のT型ダイスに設けた多数個の吐出孔から連続して押し出しながら、線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させ両面の表面層をフラット化させながら冷却して、見掛け密度が0.2g/cm3以下、厚みが100mm以下の難燃性で軽量化を図った高反発の3次元網目構造体が成型され遠赤外線効果による発熱性と保温性を有した3次元網目構造マットが製造できる。
【0017】
また、第3の解決手段による作用は、セラミック粒子とガラス繊維又は炭素繊維を混入した熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)ペレットを、押出成形機で加熱溶融して、線径2mm以下で星型断面のT型ダイスに設けた多数個の吐出孔から連続して押し出しながら、線条を曲がりくねらせランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させ両面の表面層をフラット化させながら冷却して、発熱性があり難燃性で軽量化を図った3次元網目構造体を成型し、連続して薬液処理装置の下部タンク内の抗菌剤や忌避型防虫剤の水溶液を水中ポンプで揚程して上部の散水孔から散布して抗菌剤や忌避型防虫剤を付着して100℃の熱風で乾燥させて、抗菌層や防ダニ層を強固に造膜させたものである。
【発明の効果】
【0018】
上述した本発明の3次元網目構造マットは以下の効果を奏する。ポリエステル繊維の特性である伸縮回復性の良さに、セラミック粒子とガラス繊維を混入した熱可塑性樹脂からなる、線条を曲がりくねらせたル−プを融着させて両面をフラット化した高反発の3次元網目構造体に、セラミック粒子を混入したことによる10μmから40μmの遠赤外線放射による発熱により就寝者の体温上昇(37℃前後)による血流促進作用と、体圧をしっかり分散させることで就寝者の血流を阻害しないため褥瘡などの発症を防止し、褥瘡などの皮膚疾患がある者は症状が早期に回復する治療効果を発揮することができる。
【0019】
また、3次元網目構造マットに抗菌性や防ダニ性などを付与したことにより、病院や特別養護老人ホ−ムなどで最近頻繁に発生しているダニによる皮膚疾患やMRSA細菌などの繁殖による院内感染を防止することができることと、失禁により糞尿が付着した場合には洗濯や乾燥などが容易であり、軽量で耐熱性があるため熱湯などによる高温度の殺菌消毒などのメンテナンスが簡単にできるため衛生的である。
【0020】
また、運輸関係の用途として長距離トラックのドライバ−が運転席後部のエンジン直上に設けられた、悪環境の仮眠用ベットに用いる敷きマットとして使用する場合は、ハ−ドなタッチで表面に張りを設けた3次元網目構造体による低周波振動の減衰作用により、エンジンからの低周波振動と騒音が遮断されることで3次元網目構造マットによる仮眠でも快適に熟睡できるため、身体の疲労回復が図れ、長距離トラックの交通事故率が大幅に削減するという効果を発揮する。又、同様に振動の大きい船舶や艦船内のベットで使用すると、エンジンからの低周波振動が減衰されて快適に熟睡できるため、睡眠により船員や乗客の疲労回復が図れ船内環境が改善されることと、難燃性の安全な3次元網目構造マットのため火気により着火しにくく、火災にあっても可燃性の有毒ガスが発生しないため、車両や船舶内でも安心して使用することができる。
【0021】
また、3次元網目構造マットは高反発で、保温性と通気性や透湿透水に優れて蒸れにくく夏涼しくて冬温かく、軽量で折り畳みができるため取り扱いが簡単である。更に、従来のマットは焼却などにより処分されていたが、3次元網目構造マットの廃棄時は、回収してカバ−と分離した3次元網目構造体を粉砕して加熱溶融した再製ペレットを、新しい熱可塑性樹脂ペレットに混入し、押出成形することで3次元網目構造体にリサイクルできるため、大幅な天然資源の削減が図れることと、リサイクルした再製樹脂のペレットを混入したことにより低価格の3次元網目構造マットを提供することができる。
【図面の簡単な説明】
【0022】
【図1】 本発明の3次元網目構造体の一部をカバ−で包んだ状態を示す斜視図
【図2】 同3次元網目構造体を成型する部分断面図
【図3】 同3次元網目構造体の全製造工程の断面図
【発明を実施するための最良の形態】
【0023】
以下本発明の実施形態を図面を用いて詳細に説明するが、その組み合わせは限定されたものでは無く、3次元網目構造マットの使用される用途に応じて適宜選定して自由に組み合わせて製造することができる。
【0024】
3次元網目構造マットは図1斜視図のように、マットカバ−2の中に3次元網目構造体の主材料となる熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)や、医療機関や特別養護老人ホ−ムなどから償却年数の経過や汚染のために廃棄処分された3次元網目構造マットを回収して、リサイクルした再製ペレットを混入して3次元網目構造体の主材とし、遠赤外線放射特性や難燃性などの機能性を付加させる物質(例えば、セラミック粉末、炭素繊維、ガラス繊維など。)を適宜選定して混入し押出成型した3次元網目構造体に、殺菌性や防ダニ性の加工を施して、マットカバ−2の中に挿入することで、3次元網目構造マットが完成する。
【実施例1】
【0025】
3次元網目構造体1の成型方法を図2で、3次元網目構造マットの一連の製造工程を図3を用いて詳細に説明する。3次元網目構造体1となる主材料の熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)と再製リサイクル樹脂(例えば、3次元網目構造マットのリサイクル再製樹脂、ペットボトルのリサイクル再製樹脂など。)の中に、遠赤外線波長が10μm〜40μmの領域で60%の遠赤外線放射特性を有する平均粒径10μmのセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)を10%以上20%以下の混合率(重量)で混入させ、別途設置した混練造粒装置(図示せず)を用いて、セラミック粒子を混合した熱可塑性樹脂ペレット29を造粒する。
【0026】
遠赤外線放射により人体の体温を(37℃前後)に上昇させる、遠赤外線の電磁波を効率良く放射して発熱性を3次元網目構造体に付与する特性を有した熱可塑性樹脂ペレット29を事前に乾燥炉(図示せず。)を用いて予備乾燥させ、押出成形機3の駆動側に設けた投入口7の上部に設置したホッパ−ドライヤ−8のタンク内に投入し、90℃の熱風により投入された熱可塑性樹脂ペレット29をタンク内で滞留時間2時間前後で通風乾燥させながら押出成形機3の投入口7より、バンドヒ−タ−9によって280℃前後に加熱された押出成形機3のシリンダ−11の内部に落下させて搬入される。
【0027】
280℃前後に加熱されたシリンダ−11の中では、押出成形機3の下部に設けた減速モ−タ−により回転駆動される混練スクリュ−10により、ホッパ−ドライヤ−8から落下挿入した熱可塑性樹脂ペレット29を一定量づつ送り込み加圧させながら溶融して、ヘッド部12に設けた、熱劣化物、フイッシュアイ、ゴミなどを除去する20〜200メッシュのブレ−カ−プレ−トを介してT型ダイス13の吐出ノズル14から下方向に向けて押し出す時に、シリンダ−11の中間位置にベント装置4を設けて、シリンダ−11の内部で発生した揮発性のガスや水蒸気をベント装置4に接続した真空ポンプ(図示せず)により真空状態にして外部に排出させることで、気泡などを持ち込むことなく280℃前後で均一に溶融された熱可塑性樹脂を、幅1000mmのT型ダイス13のマニフォ−ルド25を介したことにより均一な押出圧力で多数個の吐出ノズル14から、下方向に向け不純物を除去し溶融した熱可塑性樹脂を条線として押し出させる。
【0028】
280℃前後に溶融した熱可塑性樹脂を押し出すT型ダイス13の内部構造は、T型ダイス全面に亘ってシリンダ−11内の混練スクリュ−10により溶融された熱可塑性樹脂を押し出したときの圧力降下を等しくさせるために、コ−トハンガ−型のT型ダイス13を用い、マニフォ−ルド25のランド長さを長くして抵抗を増したり、マニフォ−ルド25の径を端に行くに従って太くするなど、押出す3次元網目構造体1の厚さや、熱可塑性樹脂ペレット29に混入された物質(例えば、セラミック粒子、ガラス繊維など。)の流動特性により、3次元網目構造体の厚さや必要とする反発圧力により、吐出ノズル14の形状や間隔及び個数を個々に設計した3次元網目構造体専用のT型ダイス13を製作して、成型する3次元網目構造体専用のT型ダイス13を用いて押し出す。
【0029】
3次元網目構造マットの使用場所により、遠赤外線を効率良く放射する平均粒径10μm前後のセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)を選定して熱可塑性樹脂と混合したペレット29を用いて、幅920mmで厚さ50mmで中空断面の3次元網目構造体1を製造する場合のT型ダイス13の構造は、幅1000mmで厚さ100mmのノズル有効面に、幅方向の孔間ピッチ5mm、長さ方向の孔間ピッチ10mmの千鳥配列とした吐出ノズル14の形状は、外形1mm、内径0.5mmのトリプルブリッジとした中空形成性断面のノズル孔から、280℃前後加熱して溶融状態とした熱可塑性樹脂ペレット29を、単ノズル孔当たりの吐出量2g/分にて、T型ダイス13の吐出ノズル14より下方向に押し出す。
【0030】
遠赤外線を効率良く放射し熱可塑性樹脂に含有させるセラミック粒子として(例えば、遠赤外線放射波長が10μm〜40μmの範囲内の放射率が、30℃において平均放射率が60%の酸化物)としアルミナ系ではアルミナ、ムライト、ジルコニア系ではジルコンサンド、ジルコン、マグネッシア系ではマグネッシア、コ−ジライトなどが挙げられる。又、上記の群から選ばれた1種又は2種以上のセラミック粒子を熱可塑性樹脂にブレンドしてル−ダ−を用いて熱可塑性樹脂ペレット29にして使用することが最適であり、遠赤外線放射特性を有する粒子の含有量は20%〜40%の範囲で、遠赤外線放射特性を有する粒子の混合率が高いほど遠赤外線を多く放射することができる。
【0031】
吐出ノズル14下側120mmの80℃前後に温度調節された冷却水17の水面より、エンドレスネット15を回転させる上ロ−ラ−18を50mm前後突出させ、挟む間隔を任意に調整することが可能なステンレス製で幅1100mmのエンドレスネット15を平行に配置し、挟む間隔を50mm前後で任意に設定したエンドレスネット15の間に、溶融状態の吐出線状を曲がりくねらせてランダムなル−プを形成しながら接触部分を融着させつつ3次元網目構造体1を形成し、溶融状態の両面をエンドレスネット15で挟みつつ疑似結晶化させながら、毎分1mの速度で冷却水17の中に引き込み両面をフラット化しながら、下部に設けた折り曲げロ−ラ−19部で斜め45度上方向に折り曲げて押し上げながら、上部に設けた折り曲げロ−ラ−19部で水平方向に45度折り曲げられる。
【0032】
冷却装置5より送り出された難燃性の3次元網目構造体1は、横方向に連続して平行配置されたエンドレスネット15を上下の駆動ロ−ラ−20により平行移動させながら、後工程の水平移動する水平コンベア16上に排出され、横方向に移動して薬液処理装置23の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着した水分を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め冷却装置5に復水させることで乾燥しながら、後続する乾燥装置6の内部に搬入される。
【0033】
乾燥装置6に搬入された3次元網目構造体1は、乾燥装置6内の上部に設置した熱風噴射孔30から熱可塑性樹脂の融点温度より10℃前後低い温度の熱風を3次元網目構造体1に噴射しながら乾燥装置6内で循環させることで満遍に加熱して、疑似結晶化処理を行い耐熱と耐ヘタリ性を向上させて、乾燥装置6の内部より水平移動する水平コンベア16により送り出された3次元網目構造体1は、後続する上側に設置した切断装置31により設定された長さ、例えば2000mm前後に切断される。
【0034】
熱可塑性樹脂に遠赤外線放射特性を有するセラミックを含有させた目的は、就寝者の体内から放射される熱線を効率良く3次元網目構造体に吸収させて蓄熱することができ、しかも3次元網目構造体に吸収・蓄熱した熱線を効率良く再放射することができ、それによって就寝者(被発熱体)を効率良く加熱し、体温を1℃前後上昇させ3次元網目構造体に含まれている空気も効率良く加熱させて、全体で高い加熱と保温効果を達成させた。セラミックの含有量の違いによる体温上昇の効果と、セラミックを含有させたことによる難燃化により3次元網目構造体の着火性能の比較を表−1に示す。
【0035】
【表−1】
【0036】
また、中空断面の3次元網目構造体1の製造方法は限定されたものではなく、バンドヒ−タ−9で245℃前後の溶融温度に加熱される熱可塑性樹脂は、混入するセラミック粉末の含有量により、混練スクリュ−10の回転数を変えることで吐出ノズル14からの吐出量が変化して、ル−プ径や線状を変えることも可能である。又、吐出ノズル14の形状は中空断面に限らず星型の断面でも可能である。更には、吐出ノズル14下の冷却水17の温度や水面との距離を自在に変えることも可能で、同様にエンドレスネット15の挟み幅と冷却水17の中に引き込む速度を変えることで、任意なル−プ密度成型で、高反発で体圧分散性に優れた3次元網目構造体1を製造することができる。
【0037】
以上述べた中空断面の3次元網目構造マットは、軽量で蒸れを防止し、高反発作用と付与した発熱作用により36℃から37℃の遠赤外線を放射することで就寝者の体温を温めたことによる血流促進作用により皮膚疾患の発症を防止させたことと、褥瘡などの皮膚疾患を回復させる作用と、抗菌性や防ダニ性を付与したことで院内感染も防止することが出来るため病院や特別養護老人ホ−ムなどで安心して使用でき、難燃化を図ったことにより車両内や艦船内で使用しても低周波振動を吸収し、火災でも有毒ガスを発生して燃焼しないため、病院、車両、艦船でも安心して使用できる3次元網目構造マットである。
【実施例2】
【0038】
3次元網目構造体1の別の製造方法は、遠赤外線を効率良く放射する平均粒径10μm前後のセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)と軽量化と高反発化を図るために混入するガラス繊維(例えば、ガラス繊維長さ10μm〜50μm前後など。)を選定し主材料となる熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)やリサイクルにより再生熱可塑性樹脂(例えば、廃棄処理された3次元網目構造マットやペットボトルを回収して、加熱溶融して資源化した熱可塑性樹脂など)と、遠赤外線の放射波長が10μm〜40μmの領域で60%の遠赤外線放射特性を有する平均粒径10μmのセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)を10%〜20%以下の混合率で、別途設置した、混練造粒装置(図示せず)を用いて、セラミック粒子とガラス繊維又は炭素繊維を主材料の熱可塑性樹脂と混合した熱可塑性樹脂ペレット29を製造する。
【0039】
遠赤外線放射により人体の体温程度の(36℃〜37℃)の遠赤外線波長のピ−クが40μm前後の電磁波を効率良く放射して高い保温性を3次元網目構造体に付与する特性を有し、ガラス繊維を混入させたことで難燃化と高反発性と軽量化を図った熱可塑性樹脂ペレット29を、別途の乾燥装置(図示せす)により事前に予備乾燥した押出成形機3の投入口7上に設置したホッパ−ドライヤ−8中に投入し、滞留時間2時間前後で90℃の熱風により投入された熱可塑性樹脂ペレット29をホッパ−内で通風乾燥させながら、押出成形機3の投入口7よりバンドヒ−タ−9により280℃前後に加熱された押出成形機3のシリンダ−11の内部に挿入させる。
【0040】
280℃前後に加熱されたシリンダ−11の中で回転駆動される混練スクリュ−10により、ホッパ−ドライヤ−8から落下挿入した熱可塑性樹脂ペレット29を一定量づつ送り込み加圧させながら溶融して、ヘッド部12に設けた、熱劣化物、フイッシュアイ、ゴミなどを除去する20〜200メッシュのブレ−カ−プレ−トを介してT型ダイス13の吐出ノズル14から下方向に向けて押し出す時に、シリンダ−11の中間位置のベント装置4からシリンダ−11の内部で発生した揮発性のガスや水蒸気を外部に排出し280℃前後で均一に溶融された熱可塑性樹脂ペレット29を、幅1000mmのT型ダイス13のマニフォ−ルド25を介して、線形2mmの星型断面の吐出ノズル14から、均一な押出圧力で下方向に向けて不純物を除去して溶融された熱可塑性樹脂を押し出させる。
【0041】
幅1000mmのT型ダイス13の構造は、ダイス全面に亘りシリンダ−11内の混練スクリュ−10により280℃前後に溶融された熱可塑性樹脂ペレット29を押し出すときの圧力降下を等しくさせるため、コ−トハンガ−型のマニフォ−ルドを内装したT型ダイス13を用い、幅1000mmで厚さ100mmのノズル有効面に、幅方向の孔間ピッチ5mm、長さ方向の孔間ピッチ10mmの千鳥配列とした吐出ノズル14の形状は、線形1mmの星型断面としたノズル孔から、溶融点より40℃高い温度に加熱して溶融状態とした熱可塑性樹脂ペレット29を、単ノズル孔当たりの吐出量2g/分にて、T型ダイス13より下方向に条線として吐出させる。
【0042】
吐出ノズル14下側120mmの80℃前後に温度調節された冷却水17の水面より、エンドレスネット15を回転させる上ロ−ラ−18を50mm前後突出させ、挟む間隔を任意に調整することが可能なステンレス製で幅1100mmのエンドレスネット15を平行に配置し、挟む間隔を50mm前後で任意に設定したエンドレスネット15の間に、溶融状態の吐出線状を曲がりくねらせてランダムなル−プを形成しながら接触部分を融着させつつ3次元網目構造体1を形成し、溶融状態の両面をエンドレスネット15で挟みつつ疑似結晶化させながら、毎分1mの速度で冷却水17の中に引き込み両面をフラット化しながら、下部に設けた折り曲げロ−ラ−19部で斜め45度上方向に折り曲げて押し上げながら、上部に設けた折り曲げロ−ラ−19部で水平方向に45度折り曲げられる。
【0043】
冷却装置5より送り出された難燃性の3次元網目構造体1は、横方向に連続して平行配置されたエンドレスネット15を上下の駆動ロ−ラ−20により平行移動させながら、後工程の水平移動する水平コンベア16上に排出され、横方向に移動して薬液処理装置23の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着した水分を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め冷却装置5に復水させることで乾燥しながら、後続する乾燥装置6の内部に搬入される。
【0044】
乾燥装置6に搬入された3次元網目構造体1は、乾燥装置6内の上部に設置した熱風噴射孔30から熱可塑性樹脂の融点温度より10℃前後低い温度の熱風を3次元網目構造体1に噴射しながら乾燥装置6内で循環させることで満遍に加熱して、疑似結晶化処理を行い耐熱と耐ヘタリ性を向上させて、乾燥装置6の内部より水平移動する水平コンベア16により送り出された3次元網目構造体1は、後続する上側に設置した切断装置31により設定された長さ、例えば2000mm前後に切断される。
【0045】
熱可塑性樹脂に遠赤外線放射特性を有するセラミックを含有させた目的は、就寝者の体内から放射される熱線を効率良く3次元網目構造体に吸収させて蓄熱することができ、しかも3次元網目構造体に吸収・蓄熱した熱線を効率良く再放射することができ、それによって就寝者(被発熱体)を効率良く加熱し、体温を1℃前後上昇させ3次元網目構造体に含まれている空気も効率良く加熱させて、全体で高い加熱と保温効果を達成させた。セラミックの含有量の違いによる体温上昇の効果と、セラミックとガラス繊維を含有させたことによる難燃化により3次元網目構造体の着火性能の比較を表−2に示す。
【0046】
【表−2】
【0047】
また、中空断面の3次元網目構造体1の製造方法は限定されたものではなく、バンドヒ−タ−9で245℃前後の溶融温度に加熱される熱可塑性樹脂は、混入するセラミック粉末の含有量により、混練スクリュ−10の回転数を変えることで吐出ノズル14からの吐出量が変化して、ル−プ径や線状を変えることも可能である。更には、吐出ノズル14下の冷却水17の温度や水面との距離を自在に変えることも可能で、同様にエンドレスネット15の挟み幅と冷却水17の中に引き込む速度を変えることで、任意なル−プ密度成型で、高反発で体圧分散性に優れた3次元網目構造体1を製造することができる。
【0048】
以上述べた、遠赤外線を効率よく発生するセラミック粒子と、軽量化と高反発を図るためにガラス繊維を混入した熱可塑性樹脂のペレットを用いで押出成形機により、星型断面の線条により成形した3次元網目構造マットは、軽量で蒸れを防止し、高反発作用と付与した発熱作用により35℃から37℃の遠赤外線を放射することで就寝者の体温を温めたことによる血流促進作用により皮膚疾患の発症を防止させたことと、褥瘡などの皮膚疾患の症状を回復させる作用と、抗菌性や防ダニ性を付与したことで院内感染も防止することが出来るため病院や特別養護老人ホ−ムなどで安心して使用できることと、難燃化を図ったことにより火気厳禁の車両内や艦船内で使用しても低周波振動を吸収し、火災時にも有毒ガスを発生しながら燃焼することが無いため、病院、車両、艦船でも安心して使用できるセラミック粒子とガラス繊維を混入した3次元網目構造マットである。
【実施例3】
【0049】
3次元網目構造体1の別の製造方法は、遠赤外線を効率良く放射する平均粒径10μm前後のセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)と軽量化と高反発化を図るために混入するガラス繊維又は炭素繊維(例えば、繊維長さ10μm〜50μmなど。)を選定し主材料となる熱可塑性樹脂(例えば、ポリエチレン、高密度ポリエチレン、ポリエチレンテレフタレ−トなど。)やリサイクルにより再生された樹脂(例えば、廃棄処理された3次元網目構造体マットやペットボトルを回収して、加熱溶融して資源化した熱可塑性樹脂など)と、遠赤外線の放射波長が10μm〜40μmの領域で60%の遠赤外線放射特性を有する平均粒径10μmのセラミック粒子(例えば、アルミナ系、ジルコニア系、マグネッシア系など。)を10%〜20%以下の混合率で混練造粒装置(図示せず)を用いて熱可塑性樹脂ペレット29を製造する。
【0050】
遠赤外線放射により人体の体温程度の(36℃〜37℃)の遠赤外線波長のピ−クが40μm前後の電磁波を効率良く放射して高い保温性を3次元網目構造体に付与する特性を有し、ガラス繊維を混入させたことで難燃化と高反発性と軽量化を図った熱可塑性樹脂ペレット29を、別途の乾燥装置(図示せす)により事前に予備乾燥した押出成形機3の投入口7上に設置したホッパ−ドライヤ−8中に投入し、滞留時間2時間前後で90℃の熱風により投入された熱可塑性樹脂ペレット29をホッパ−内で通風乾燥させながら、押出成形機3の投入口7よりバンドヒ−タ−9により280℃前後に加熱された押出成形機3のシリンダ−11の内部に挿入させる。
【0051】
280℃前後に加熱されたシリンダ−11の中で回転駆動される混練スクリュ−10により、ホッパ−ドライヤ−8から落下挿入した熱可塑性樹脂ペレット29を一定量づつ送り込み加圧させながら溶融して、ヘッド部12に設けた、熱劣化物、フイッシュアイ、ゴミなどを除去する20〜200メッシュのブレ−カ−プレ−トを介してT型ダイス13の吐出ノズル14から下方向に向けて押し出す時に、シリンダ−11の中間位置のベント装置4からシリンダ−11の内部で発生した揮発性のガスや水蒸気を外部に排出し280℃前後で均一に溶融された熱可塑性樹脂ペレット29を、幅1000mmのT型ダイス13のマニフォ−ルド25を介して、線形2mmの星型断面の吐出ノズル14から、均一な押出圧力で下方向に向けて不純物を除去して溶融された熱可塑性樹脂を押し出させる。
【0052】
混合した熱可塑性樹脂ペレット29を用いて、幅920mmで厚さ50mmで星型断面の3次元網目構造体1を製造する、T型ダイス13の形状は幅1000mmで厚さ100mmのノズル有効面に、幅方向の孔間ピッチ5mm、長さ方向の孔間ピッチ10mmの千鳥配列とした、外形1mmの例えば星型断面とした吐出ノズル14を用いて、280℃に加熱した溶融状態の熱可塑性樹脂を、単ノズル当たりの吐出量を2g/分で、T型ダイス13の多数個の異形排出ノズル14より下方向に押出させる。
【0053】
吐出ノズル14より120mm下側の、80℃前後の冷却水17の水面より上側に上ロ−ラ−18を50mm前後出したステンレス製で幅1100mmのエンドレスネット15を平行に配置し、挟む間隔を50mm前後で任意に設定したエンドレスネット15の間に、溶融状態の吐出線状を曲がりくねらせてランダムなル−プを形成しながら接触部分を融着させつつ3次元網目構造体1を形成し、溶融状態の両面をエンドレスネット15で挟みつつ疑似結晶化しながら、毎分1mの速度で冷却水17の中に引き込み両面をフラット化しながら、下部の折り曲げロ−ラ−19部で斜め45°上方向に折り曲げて押し上げ、上部に設けた折り曲げロ−ラ−19部で水平方向に45°折り曲げられて搬送させる。
【0054】
冷却装置5より送り出された難燃性の3次元網目構造体1は、横方向に連続して平行配置されたエンドレスネット15を上下の駆動ロ−ラ−20により平行移動させながら、後工程の水平移動する水平コンベア16上に排出され、横方向に移動して薬液処理装置23の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着した水分を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め冷却装置5に復水させることで乾燥しながら、後続する薬液処理装置23の内部に搬入される。
【0055】
薬液処理装置23に搬入した3次元網目構造体1は、下部に接続した薬液タンク28の抗菌剤(例えば、ヨモギエキス、木酢液や竹酢液に含まれるポリフェノ−ルなど。)や忌避型防虫剤(例えば、ピリミジン誘導体、ピペリジン誘導体、キサントゲン酸誘導体、アゼピン誘導体など。)の25%水溶液とバインダ−としてウレタンエマルジョンを25%添加した水溶液を、水中ポンプ24で薬液処理装置23の上部に揚程し、複数個設けた散水孔26から移動する水平コンベア16上の3次元網目構造体1に散布することで、抗菌剤や防虫剤の水溶液32を均一に付着させて抗菌層や防ダニ層を形成させる。
【0056】
薬液処理装置23より水平移動する水平コンベア16より送り出された3次元網目構造体1は、横方向に移動して乾燥装置6の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着させた、抗菌剤や防虫剤の水溶液32を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め薬液タンク28に復水させることで均一に付着させて抗菌層や防ダニ層を乾燥させながら、後続する乾燥装置6の内部に搬入される。
【0057】
薬液処理装置23より水平移動する水平コンベア16より送り出された3次元網目構造体1は、横方向に移動して乾燥装置6の入口前部に設置された、高圧空気噴射装置22から高圧空気を噴射して3次元網目構造体1に付着させた、抗菌剤や防虫剤の水溶液32を下方向に吹き飛ばしながら、水平コンベア16下部の受水皿27で受け止め薬液タンク28に復水させることで均一に付着させて抗菌層や防ダニ層を乾燥させながら、後続する乾燥装置6の内部に搬入される。
【0058】
乾燥装置6に搬入された3次元網目構造体1は、乾燥装置6内の上部に設置した熱風噴射孔30から、熱可塑性樹脂の融点温度より10℃前後低い温度の熱風を3次元網目構造体1に噴射しながら乾燥装置6内で循環させることで3次元網目構造体を満遍に加熱して、疑似結晶化処理を行い耐熱と耐ヘタリ性を向上させながら、同時に抗菌剤や忌避型防虫剤などの水溶液32を強固に3次元網目構造体に付着させて抗菌層や防ダニ層を形成させ、乾燥装置6に搬入された3次元網目構造体1は、乾燥装置6内の上部に設置した熱風噴射孔30から乾燥装置6の内部より水平移動する水平コンベア16により送り出された3次元網目構造体1は、後続する上側に設置した切断装置31により設定された長さ、例えば2000mm前後に切断される。
【0059】
3次元網目構造体に抗菌剤(例えば、ヨモギエキス、木酢液や竹酢液に含まれるポリフェノ−ルなど。)又は忌避型防虫剤(例えば、ピリミジン誘導体、ピペリジン誘導体、キサントゲン酸誘導体、アゼピン誘導体など。)の25%水溶液とバインダ−としウレタンエマルジョンを25%添加した水溶液が付着した3次元網目構造体が各種細菌に対する抗菌性を調査するため対象菌種として枯草菌、黄色ブドウ球菌、表皮ブドウ球菌、大腸菌、緑膿菌、セラチア菌、サルモネラ菌を準備して寒天培地に塗布したのち、抗菌処理した3次元網目構造体を置き24時間培養して阻止効果を観察した結果を表−3に示す。
【0060】
【表3】
【0061】
以上の調査結果から明らかなように、抗菌処理された3次元網目構造体は病理性のある細菌や常在細菌に対して増殖を抑制する作用があり、極めて優れた抗菌性により褥瘡などが発症した局所の細菌増殖を阻止する殺菌性能を兼ね備えた他、3次元網目構造体にケナガコナダニと餌となる魚粉とを散布し温度25℃湿度90%に保ち48時間経過したあとで顕微鏡観察した結果ダニの付着は認められないため、忌避型防虫剤の塗布による防ダニ効果は顕著であり、繰り返し洗濯乾燥した後もその防ダニ効果は継続している。
【産業上の利用可能性】
【0062】
特別養護老人ホ−ムでの体感評価では、体圧分散に優れた寝心地の良好なマットのため寝たきりの重度要介護者が使用しても、皮膚障害による褥瘡などの発症は皆無であり、褥瘡患者においては褥瘡の症状が回復したことと、遠赤外線による保温性の他、耐熱性、耐久性、抗菌性などにより医療効果があるため、介護保険制度では3次元網目構造マットを褥瘡予防用具として定められ用具を貸し出す他、年間10万円以下の購入金額が補助されるため在宅の要介護者も3次元網目構造マットを購入して使用することができる。
【0063】
トラック運転席後部の仮眠ベットに3次元網目構造体マットを敷き、市販の毛布と枕を使用して睡眠すると、通気性、体圧分散性に優れた寝心地の良好なマットであり、特に下部のエンジンからの低周波振動が遮断されるため、狭い場所で睡眠していても熟睡できるため従来のマットに比べて疲労が顕著に回復する。同様に低周波振動の大きい船舶や艦船内において3次元網目構造体マットを使用して睡眠すると エンジンからの低周波振動が遮断されるため熟睡することができた。又難燃性であり、例え3次元網目構造体マットが燃えても有毒ガスが発生せず安全性が高いため、車両や船舶などに安心して使用することができる。
【符号の説明】
【0064】
5 冷却装置
10 混練スクリュ−
13 T型ダイス
14 吐出ノズル
19 折り曲げロ−ラ−
23 薬液処理装置
【特許請求の範囲】
【請求項1】
遠赤外線放射波長が10μm〜40μmの領域で60%以上の遠赤外線放射特性を有するセラミック粒子を10%以上20%以下混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として外径2mm以下の中空断面で押し出しながら、連続した線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部を融着させながら両面の表面層をフラット化して高反発な3次元網目構造体を成型したことで、発熱性と難燃性を有したことを特徴とする3次元網目構造マットの製造方法。
【請求項2】
遠赤外線放射波長が10μm〜40μmの領域で60%以上の遠赤外線放射特性を有するセラミック粒子を10%以上20%以下と、ガラス繊維を10%以上20%以下混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として線径が2mm以下で星形の断面形状で押し出しながら、連続した線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部を融着させながら両面の表面層をフラット化して高反発な3次元網目構造体を成型したことで、発熱性と難燃性を有し、軽量化したことを特徴とする3次元網目構造マットの製造方法。
【請求項3】
遠赤外線放射特性を有するセラミック粒子とガラス繊維を混入した熱可塑性樹脂を押出成型機で溶融して複数の線条として線径が2mm以下で星形の断面形状で押し出しながら、連続した線条をまがりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させながら両面の表面層をフラット化して高反発な3次元網目構造体を成型し、薬液処理装置の下部タンク内の抗菌剤又は忌避型防虫剤の水溶液をポンプで揚程して上部の散水孔から、3次元網目構造体に散布することで薬液を付着させて乾燥することで、抗菌性、防ダニ性を附加させたことを特徴とする請求項1又は2記載の3次元網目構造マットの製造方法。
【請求項1】
遠赤外線放射波長が10μm〜40μmの領域で60%以上の遠赤外線放射特性を有するセラミック粒子を10%以上20%以下混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として外径2mm以下の中空断面で押し出しながら、連続した線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部を融着させながら両面の表面層をフラット化して高反発な3次元網目構造体を成型したことで、発熱性と難燃性を有したことを特徴とする3次元網目構造マットの製造方法。
【請求項2】
遠赤外線放射波長が10μm〜40μmの領域で60%以上の遠赤外線放射特性を有するセラミック粒子を10%以上20%以下と、ガラス繊維を10%以上20%以下混入した熱可塑性樹脂を、押出成型機で溶融して複数の線条として線径が2mm以下で星形の断面形状で押し出しながら、連続した線条を曲がりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部を融着させながら両面の表面層をフラット化して高反発な3次元網目構造体を成型したことで、発熱性と難燃性を有し、軽量化したことを特徴とする3次元網目構造マットの製造方法。
【請求項3】
遠赤外線放射特性を有するセラミック粒子とガラス繊維を混入した熱可塑性樹脂を押出成型機で溶融して複数の線条として線径が2mm以下で星形の断面形状で押し出しながら、連続した線条をまがりくねらせてランダムなル−プを形成し、それぞれのル−プの接触部の大部分を融着させながら両面の表面層をフラット化して高反発な3次元網目構造体を成型し、薬液処理装置の下部タンク内の抗菌剤又は忌避型防虫剤の水溶液をポンプで揚程して上部の散水孔から、3次元網目構造体に散布することで薬液を付着させて乾燥することで、抗菌性、防ダニ性を附加させたことを特徴とする請求項1又は2記載の3次元網目構造マットの製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−11029(P2011−11029A)
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願番号】特願2009−174775(P2009−174775)
【出願日】平成21年7月3日(2009.7.3)
【出願人】(309011930)八光株式会社 (1)
【出願人】(309011918)株式会社淵上組 (1)
【出願人】(000183680)
【Fターム(参考)】
【公開日】平成23年1月20日(2011.1.20)
【国際特許分類】
【出願日】平成21年7月3日(2009.7.3)
【出願人】(309011930)八光株式会社 (1)
【出願人】(309011918)株式会社淵上組 (1)
【出願人】(000183680)
【Fターム(参考)】
[ Back to top ]