
ALCパネルの主筋かぶり厚検査方法
【課題】ALCパネルの製造工程において、内部に埋設される主筋から両面までの主筋かぶり厚を、高速かつ安価に、過検出とならないように測定する方法を提供する。
【解決手段】渦電流式磁気センサ(7)を使用し、該センサ(7)を、水平方向に搬送されるALCパネル(1)の腹面から一定距離(L)を保持し、かつ、一定速度(v1)で、ALCパネル(1)の搬送方向に対して垂直方向に往復動させ、センサ(7)の出力値をアナログ出力させ、センサ(7)が主筋(2)の上を通過する際の測定信号のピーク値(vm)と、前記速度(v1)と、センサ(7)と主筋(2)との距離の関係式f(ピーク値、速度)を予め求めておき、主筋のかぶり厚(t)を、t=f(vm、v1)−Lにより算出し、得られたデータをピークカット処理ないしは移動平均処理することにより、補強鉄筋徒の交差の影響を排除して、ALCパネルの主筋かぶり厚を測定する。
【解決手段】渦電流式磁気センサ(7)を使用し、該センサ(7)を、水平方向に搬送されるALCパネル(1)の腹面から一定距離(L)を保持し、かつ、一定速度(v1)で、ALCパネル(1)の搬送方向に対して垂直方向に往復動させ、センサ(7)の出力値をアナログ出力させ、センサ(7)が主筋(2)の上を通過する際の測定信号のピーク値(vm)と、前記速度(v1)と、センサ(7)と主筋(2)との距離の関係式f(ピーク値、速度)を予め求めておき、主筋のかぶり厚(t)を、t=f(vm、v1)−Lにより算出し、得られたデータをピークカット処理ないしは移動平均処理することにより、補強鉄筋徒の交差の影響を排除して、ALCパネルの主筋かぶり厚を測定する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば建築物の外壁材などとして用いられるALC(軽量気泡コンクリート)パネルの鉄筋かぶり厚、特に主筋のかぶり厚を検査するための方法に関する。
【背景技術】
【0002】
ALCパネルの製造においては、一般的に、補強用鉄筋を配置した型枠内に、けい石、生石灰、セメントなどを主成分とする原料スラリーと、発泡剤としてアルミ粉末とを添加して注入し、発泡をさせて、硬化し、半硬化状態となった軽量気泡コンクリートブロックを型枠から取り出して、所定の張力で緊張させたピアノ線などからなるワイヤで、所定の大きさのパネル状に切断する。次いで、切断された半硬化状態のALCパネルを、オートクレーブで蒸気養生した後、適宜、表面加工などを施して製品化している。
【0003】
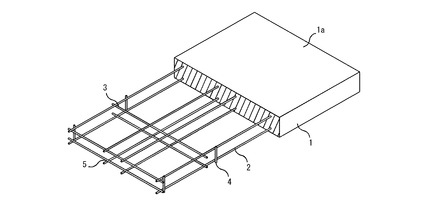
このように、通常のALCパネルの内部には、鉄筋を溶接して籠状に成型した補強用鉄筋が配されている。例えば、図2に、一般に厚形パネルと呼ばれ、厚さが75mm〜200mmであるALCパネルの斜視図を、該パネルの内部の補強用鉄筋が表れるように一部破断の状態で示す。図示のように、補強鉄筋は、主筋(2)、横補強筋(3)、および、縦補強筋(4)により構成される。
【0004】
主筋(2)は、ALCパネル(1)の腹面(1a)に平行であり、ALCパネル(1)の長手方向に伸長し、一方(例えば、外壁面)の腹面(1a)から等間隔である一方の群と、他方の腹面(1a)から等間隔である他方の群とからなる2つの群で構成されている。
【0005】
横補強筋(3)は、腹面(1a)に平行であり、2つの群のいずれかの主筋(2)と直交する状態で、ALCパネルの厚さ方向における内方側で、それぞれに溶接接合される。また、縦補強筋(4)は、腹面(1a)に対して垂直であり、ALCパネルの幅方向外方側で、両端が2つの主筋(2)にそれぞれ溶接接合される。
【0006】
主筋(2)は、直径が5mm〜8mm程度であり、横補強筋(3)および縦補強筋(4)は、直径が3mm〜5mm程度である。
【0007】
このような構成の補強用鉄筋は、まず、主筋(2)と横補強筋(3)とを、交差部(5)で溶接接合して、格子状の2つのマットとした後、2つのマットの間を縦補強筋(4)で溶接接合して籠状に成型することにより製造している。
【0008】
ALCパネルの表面と補強用鉄筋の間には、所定のかぶり厚(主筋(2)の場合、腹面(1a)と主筋(2)の距離)を設けている。かぶりは、ALCパネルの強度の保持という補強用鉄筋の機能が有効に働くように設けている。たとえば、図2に示すALCパネルでは、通常、7.5mm以上の主筋のかぶり厚を設けている。
【0009】
しかし、補強用鉄筋の製造過程ないしはALCパネルの製造のために型枠内に配置される過程において、何らかの原因で、補強用鉄筋、特に主筋(2)の位置が外形に対して許容値を超えて変位する場合がある。
【0010】
このような変位により、ALCパネルの表面と補強用鉄筋との間の距離である鉄筋かぶり厚が変動し、上記数値未満となったり、補強用鉄筋が表面から露出してしまうと、ALCパネルの品質と共に、外観状の問題となる。よって、かぶり厚が上記数値未満のものについては、かぶり厚異常として製品から除外する必要がある。
従来、たとえば特許文献1〜4に記載されているように、励磁コイルと検知コイルからなる渦電流式磁気センサを用いて、小口面と横補強筋(3)の端部との間の距離を非接触式に測定することが行われている。これは、高周波電流を印加した励磁コイルによって鉄筋に励起された渦電流を利用して、検知コイルの出力電圧値と、被測定体である補強用鉄筋と渦電流式磁気センサ間の距離との相対関係より、補強用鉄筋の埋設位置を確認するというものである。
【0011】
鉄筋かぶり厚についても、当該渦電流式磁気センサを、ALCパネルの表面に近接させて、主筋(2)と腹面(1a)との距離を測定することにより、検査することが可能となる。かかる渦電流式磁気センサを利用したコンクリート中の鉄筋かぶり厚を測定するための非破壊式の専用機器も存在する。
【0012】
しかしながら、これらの専用機器は、製品コストも高く、かつ、搬送中のような高速状態での測定には向いていない。よって、これらの専用機器を、大量に生産されるALCパネルの鉄筋かぶり厚のチェックに用いることはできない。
【特許文献1】特許第3116823号公報
【特許文献2】特開平10−185506号公報
【特許文献3】特開平10−293002号公報
【特許文献4】特開2003−315004号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、ALCパネルの製造工程において、鉄筋かぶり厚、特に、内部に埋設される主筋から腹面までの主筋かぶり厚を、専用機器ではなく、単純な励磁コイルと検知コイルを用いた渦電流式磁気センサを使用して、高速かつ安価に、測定する方法を提供することにある。
【課題を解決するための手段】
【0014】
本発明に係るALCパネルの主筋かぶり厚測定方法は、直線的に水平方向に搬送されるALCパネルの腹面から主筋までのかぶり厚を測定する方法であって、励磁コイルと検知コイルを用いた渦電流式磁気センサを使用し、該渦電流式磁気センサを、前記ALCパネルの腹面から一定の距離(L)を保持し、かつ、一定の速度(v1)で、前記ALCパネルの搬送方向に対して垂直方向に往復動させ、該渦電流式磁気センサの出力値をアナログ出力させ、該渦電流式磁気センサが前記主筋の上を通過する際の測定信号のピーク値(vm)と、前記速度(v1)と、該渦電流式磁気センサと前記主筋との距離の関係式f(ピーク値、速度)を予め求めておき、主筋のかぶり厚(t)を、t=f(vm、v1)−Lにより算出することを特徴とする。
【0015】
前記ALCパネルの搬送方向と垂直方向に前記渦電流式磁気センサを2つ以上設けて、1枚のALCパネルに対して、該2つ以上の渦電流式磁気センサにより、該ALCパネルをその幅方向に分割して測定を行うことが好ましい。
【0016】
また、前記アナログ出力から得られる、1枚のALCパネルにおける、前記搬送方向に伸長する各主筋ごとの複数の連続するピーク値に対して、ピークカット処理または移動平均処理を行うことにより、前記主筋に交差する補強鉄筋により生じる過剰なピーク値の影響を除去することが好ましい。
【0017】
上記の測定方法により得られた前記主筋のかぶり厚の分布において、前記腹面に最も接近するかぶり厚が所定値を超えた場合に、主筋かぶり厚の異常と判定することができる。
【発明の効果】
【0018】
本発明により、市販の高価な専用機を使わずに、ALCパネルの製造工程において、安価な渦電流式磁気センサを使用して、高速に、かぶり厚を測定することができる。また、過検出を抑制することにより、信頼性の低下を防ぐことができる。
【0019】
さらに、主筋の位置に関する情報を、工程管理におけるデータとして利用することができるという効果を得られる。
【発明を実施するための最良の形態】
【0020】
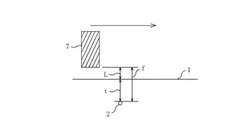
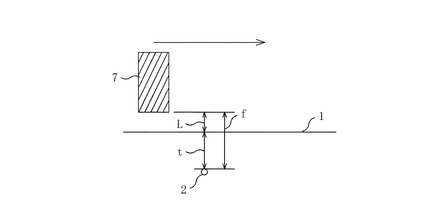
本発明のALCパネルの主筋かぶり厚検査方法を、図を用いて説明する。図1は、本発明によるALCパネルの主筋かぶり厚測定の概念を示す断面図である。図2は、本発明が適用される、一般に厚形パネルと呼ばれ、厚さが75mmから200mmであるALCパネルを、一部破断斜視図で示したものである。図3は、図2のALCパネルを断面図で示したものである。
【0021】
本発明のALCパネルの主筋かぶり厚測定方法において、ALCパネル(1)は公知の搬送装置(図示せず)によって、直線的に水平方向に、一定の速度(v0)で搬送される。
【0022】
本発明では、かかる測定に、励磁コイルと検知コイルを用いた渦電流式磁気センサ(7)を使用する。かかる渦電流式磁気センサは、公知のものを使用することができる。
【0023】
搬送されるALCパネル(1)の上方で、ALCパネル(1)から一定の距離(L)だけ離れた位置において、渦電流式磁気センサ(7)を、搬送方向に対して垂直方向に、一定の速度(v1)で往復動させる。
【0024】
このためには、渦電流式磁気センサ(7)を、上記運動を行う運動機構(図示せず)に取り付ければよい。この運動機構は、公知の技術により構成されればよく、たとえば、公知のリニア技術により、所定の距離、たとえば、ALCパネル(1)の幅方向よりも長い距離を往復動するように構成される。
【0025】
本発明では、渦電流式磁気センサ(7)の出力値をアナログ出力させる。かかるアナログ出力に関しても、公知の技術および機器(モニタ、プリンタなど)を用いることができる。
【0026】
本発明では、得られる測定信号の出力値の変化において、渦電流式磁気センサ(7)が主筋(2)の上を通過する際の、主筋(2)と接近したことを示す検出値であるピーク値(vm)と、渦電流式磁気センサの速度(v1)と、渦電流式センサ(7)と主筋(2)との距離の関係式f(測定信号の検出値、速度)を予め求めておく。
【0027】
これにより、主筋(2)のかぶり厚(t)を、t=f(vm、v1)−Lにより算出することができる。
【0028】
この点をさらに詳細に説明する。
【0029】
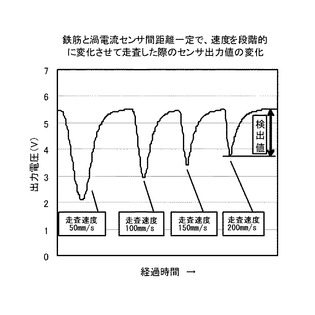
渦電流式磁気センサ(7)の出力は、たとえば、図6に示すように得られる。図6は、主筋の上を通過した際の、移動速度に対するセンサ出力を示すグラフである。出力電圧(V)の最下方の頂点がピーク値となる。このように、主筋を通過する際には、移動速度に対して、センサ出力に表れる検出値が変化する。たとえば、図6に示された結果は、1軸サーボアクチュエーターの進行方向と直角になるよう、検出面を固定した電圧出力付き渦電流式センサを取付け、その検出面に平行かつアクチュエーターの進行軸に直角に、検出面から主筋表面まで5mmの距離になるよう主筋を固定し、アクチュエーターを、50mm/s、100mm/s、150mm/s、200mm/sの速度でセンサが主筋を横切る場合において、渦電流式磁気センサ(7)の移動速度を変化させた場合の各移動速度ごとの出力値である。
【0030】
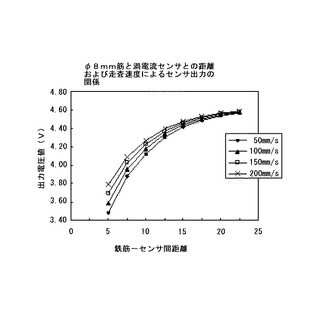
従って、移動速度をパラメータとして、渦電流式磁気センサと主筋との間隔に対する検出値のピーク(ピーク値)の関係を示すグラフである図7のように、距離の関係式f(測定信号の検出値、速度)を予め求めておく。
【0031】
これにより、主筋(2)のかぶり厚(t)は、得られる測定信号の変化において、主筋(2)の上を通過した際の測定信号のピーク値(vm)と、渦電流式磁気センサ(7)の速度(v1)とにより、t=f(vm、v1)−Lのように算出して測定することができる。
【0032】
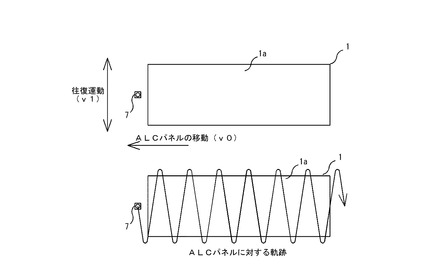
単一の渦電流式磁気センサ(7)を使用する場合、渦電流式磁気センサ(7)は、ALCパネルの搬送方向に対して垂直方向に往復動する。この状態で、ALCパネルが搬送されると、渦電流式磁気センサ(7)は、ALCパネル(1)に対して、図4に図示したような軌跡を描くことになる。
【0033】
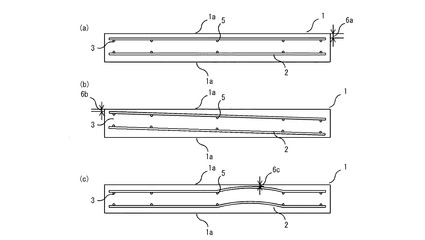
ALCパネル(1)は、図3に示すように、腹面(1a)から主筋(2)までの距離であるかぶり厚(6a、6b)が、主筋(2)の曲り等の影響で、規格を外れて、腹面(1a)に近づきすぎる状態になることがある。そのため、渦電流式磁気センサ(7)の出力を監視することにより、このような異常を検出することができる。なお、図3に図示したALCパネルは、説明のために異常な状態を含むように描かれている。
【0034】
一般的に、主筋のかぶり厚の異常は、図3(a)に示すように、主筋(2)が腹面(1a)に対して全体的に偏る傾向を有したり、図3(b)に示すように、一方の端部(反対面では他方の端部)が腹面(1a)に接近したり、図3(c)に示すように、主筋(2)が途中で緩やかに湾曲しているために、当該湾曲部分が腹面(1a)に接近したりすることにより、発生する。なお、ALCパネルの主筋(2)は、購入状態において、もしくは前加工により、直線加工されているため、主筋に表れる異常は、局所的な鋭利な湾曲の形状として表れることはない。
【0035】
たとえば、図2に示すALCパネル(1)について、図3(a)のような異常を有する場合、センサ速度100mm/s、センサと腹面の距離(L)5mmの条件で、このALCパネルを測定すると、全体的にピーク値が4.18Vとなり、すべてのピーク値から得られるかぶり厚tは、5mmとなって、所定値である7.5mmを下回ることになる。
【0036】
また、図3(b)のような異常を有する場合、同様の条件で測定すると、初期に測定されるピーク値は3.96Vで、かぶり厚tが2.5mmであるが、かぶり厚が緩やかに大きくなる傾向を示し、終期に測定されるピーク値は4.55Vとなり、かぶり厚tが15mmとなって、所定値である7.5mmを上回ることになる。
【0037】
さらに、図3(c)のような異常を有する場合、同様の条件で測定すると、全体的には、測定されるピーク値は4.43Vで、かぶり厚tが10mmであるが、中間の一部における、複数のピークにおいて、徐々にかぶり厚が少なくなる傾向となり、その後、徐々にかぶり厚が戻る傾向を示す。そして、かかる傾向を示すピークの一部において、ピーク値は3.96Vとなり、かぶり厚tが2.5mmとなって、所定値である7.5mmを下回ることになる。
【0038】
なお、ALCパネル(1)には、複数の主筋(2)が配され、これらの一部のみが異常となる場合がある。しかしながら、ピークは、たとえば4本の主筋の場合、ABCDDCBA・・・の順に表れるため、特定の主筋についてのピークについて、上述の傾向が現れることになる。
【0039】
したがって、基本的には、測定されたピークのうち、1つでも、かぶり厚が所定値を下回った場合には、かぶり厚異常として検出することができることになる。
【0040】
本発明により、原則的に、専用機器を用いなくても、簡単な渦電流式磁気センサを簡易な運動機構に接続することにより、センサの移動速度をパラメータとして、その出力のピーク値から、主筋のかぶり厚を簡便に測定でき、それにより、かぶり厚異常のALCパネルを生産ラインから排除することが可能となる。
【0041】
しかしながら、腹面(1)に渦電流式磁気センサ(7)を近づけた際に、補強鉄筋(3)との交差する部分(5)では、誘導体が重なっているため、かぶり厚が正常である場合でも(実際の距離が正常に離れていても)、誘導電流が大きくなることから、かぶり厚が所定値以下である(腹面と主筋の距離が近い)と判定する過検出をして、不良とみなしてしまう。
【0042】
特に、ALCパネルを移動させながら測定する場合、渦電流式磁気センサ(7)の出力値が、鉄筋かぶり厚の異常によるものか、補強用鉄筋の交差によるものかを判定することが困難となる。
【0043】
これらを排除することは、生産効率の観点から好ましくないため、正常でありながら、かぶり厚が異常であると判定されたALCパネルについては、その都度、これらについて再確認を行う必要がある。しかし、かかる作業は、ALCパネルの生産性に大きく影響する。
【0044】
よって、本発明では、前記アナログ出力から得られる、1枚のALCパネル(1)における、搬送方向に伸長する各主筋(2)ごとの複数の連続するピーク値に対して、ピークカット処理または移動平均処理を行うことにより、主筋(2)に交差する補強鉄筋(3)により生じる過剰なピーク値の影響を除去する。
【0045】
具体的には、渦電流式磁気センサ(7)の往復基点からの時間経過、前記運動機構が保有する位置データ、ピーク値の順序などの情報から、複数のピーク値を各主筋(図2では4本)のそれぞれについて、連続するピーク値とすることができる。
【0046】
上述のように、主筋(2)が屈曲してかぶり厚異常を生ずることはない。よって、かぶり厚異常は、連続するピークの一部が突出することはなく、正常値から徐々に変化して、異常値となる。
【0047】
よって、それぞれの主筋について、連続するピーク値のうち1つないし連続する2つのみが補強鉄筋との交差の影響により突出する出力値を示している場合、かかるピーク値をピークカット処理して排除し、残余のピーク値からかぶり厚を算出し、それらに異常が認められない場合は、正常と判定する。
【0048】
または、すべてのピーク値について、移動平均処理し、かかる移動平均のピーク値からかぶり厚を算出し、それらに異常が認められない場合は、正常と判定する。これにより、補助鉄筋との交差による影響を排除することが可能となり、前述のような過検出を防止することができる。
【0049】
なお、ピークカット処理は、予め決められた数の最大値および最小値を除外して処理をする手法であり、移動平均処理は、連続する複数の測定値の平均を算出する手法であり、いずれも統計学で公知の演算法である。
【0050】
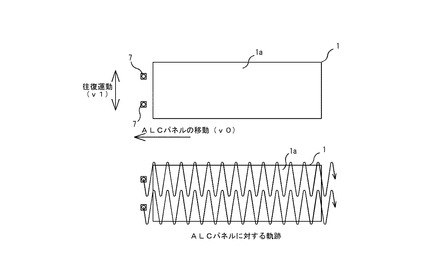
さらに、1枚のALCパネルに対して、図5に示すように、搬送方向と垂直に2つ以上の渦電流式磁気センサを使用することにより、搬送方向に平行な主筋を2つ以上に分けて測定する。このように、主筋を2つ以上に分けて測定すると、さらに高速で搬送しても、同様の効果を得られる。
【0051】
なお、渦電流式磁気センサは、ALCパネルの端まで等速度的に移動させた後、減速させ、移動方向を反転させ、所定速度まで加速した後、ALCパネルの端から端まで、ないしは、端から幅方向中間部まで、少なくとも主筋の情報において、等速度的に移動させることが必要である。
【0052】
このように、本発明では、補強鉄筋との交差による影響を排除できるので、上記の測定方法により得られた前記主筋のかぶり厚の分布において、前記腹面に最も接近するかぶり厚が所定値を超えた場合に、主筋かぶり厚の異常と判定することが可能となる。
【図面の簡単な説明】
【0053】
【図1】本発明のALCパネルの主筋かぶり厚測定方法を行う状態を示す断面図である。
【図2】ALCパネルを示す一部破断斜視図である。
【図3】図2のALCパネルを示す断面図である。
【図4】ALCパネルに対して、渦電流式磁気センサが移動する軌跡を示す図である。
【図5】ALCパネルに対して、渦電流式磁気センサが移動する軌跡を示す図である。
【図6】主筋を通過した際に、移動速度に対するセンサ出力を示すグラフである。
【図7】移動速度をパラメータとして、渦電流式磁気センサと主筋との間隔に対する検出値のピークの関係を示すグラフである。
【符号の説明】
【0054】
1 ALCパネル
1a 腹面
2 主筋
3、4 補強鉄筋
5 重なり部分
6a、6b、6c かぶり厚
7 渦電流式磁気センサ
L ALCパネルと渦電流式磁気センサとの間の距離
t かぶり厚
f 主筋と渦電流式磁気センサとの間の距離
vm 測定信号の検出値
v0 ALCパネルの搬送速度
v1 渦電流式磁気センサの移動速度
【技術分野】
【0001】
本発明は、例えば建築物の外壁材などとして用いられるALC(軽量気泡コンクリート)パネルの鉄筋かぶり厚、特に主筋のかぶり厚を検査するための方法に関する。
【背景技術】
【0002】
ALCパネルの製造においては、一般的に、補強用鉄筋を配置した型枠内に、けい石、生石灰、セメントなどを主成分とする原料スラリーと、発泡剤としてアルミ粉末とを添加して注入し、発泡をさせて、硬化し、半硬化状態となった軽量気泡コンクリートブロックを型枠から取り出して、所定の張力で緊張させたピアノ線などからなるワイヤで、所定の大きさのパネル状に切断する。次いで、切断された半硬化状態のALCパネルを、オートクレーブで蒸気養生した後、適宜、表面加工などを施して製品化している。
【0003】
このように、通常のALCパネルの内部には、鉄筋を溶接して籠状に成型した補強用鉄筋が配されている。例えば、図2に、一般に厚形パネルと呼ばれ、厚さが75mm〜200mmであるALCパネルの斜視図を、該パネルの内部の補強用鉄筋が表れるように一部破断の状態で示す。図示のように、補強鉄筋は、主筋(2)、横補強筋(3)、および、縦補強筋(4)により構成される。
【0004】
主筋(2)は、ALCパネル(1)の腹面(1a)に平行であり、ALCパネル(1)の長手方向に伸長し、一方(例えば、外壁面)の腹面(1a)から等間隔である一方の群と、他方の腹面(1a)から等間隔である他方の群とからなる2つの群で構成されている。
【0005】
横補強筋(3)は、腹面(1a)に平行であり、2つの群のいずれかの主筋(2)と直交する状態で、ALCパネルの厚さ方向における内方側で、それぞれに溶接接合される。また、縦補強筋(4)は、腹面(1a)に対して垂直であり、ALCパネルの幅方向外方側で、両端が2つの主筋(2)にそれぞれ溶接接合される。
【0006】
主筋(2)は、直径が5mm〜8mm程度であり、横補強筋(3)および縦補強筋(4)は、直径が3mm〜5mm程度である。
【0007】
このような構成の補強用鉄筋は、まず、主筋(2)と横補強筋(3)とを、交差部(5)で溶接接合して、格子状の2つのマットとした後、2つのマットの間を縦補強筋(4)で溶接接合して籠状に成型することにより製造している。
【0008】
ALCパネルの表面と補強用鉄筋の間には、所定のかぶり厚(主筋(2)の場合、腹面(1a)と主筋(2)の距離)を設けている。かぶりは、ALCパネルの強度の保持という補強用鉄筋の機能が有効に働くように設けている。たとえば、図2に示すALCパネルでは、通常、7.5mm以上の主筋のかぶり厚を設けている。
【0009】
しかし、補強用鉄筋の製造過程ないしはALCパネルの製造のために型枠内に配置される過程において、何らかの原因で、補強用鉄筋、特に主筋(2)の位置が外形に対して許容値を超えて変位する場合がある。
【0010】
このような変位により、ALCパネルの表面と補強用鉄筋との間の距離である鉄筋かぶり厚が変動し、上記数値未満となったり、補強用鉄筋が表面から露出してしまうと、ALCパネルの品質と共に、外観状の問題となる。よって、かぶり厚が上記数値未満のものについては、かぶり厚異常として製品から除外する必要がある。
従来、たとえば特許文献1〜4に記載されているように、励磁コイルと検知コイルからなる渦電流式磁気センサを用いて、小口面と横補強筋(3)の端部との間の距離を非接触式に測定することが行われている。これは、高周波電流を印加した励磁コイルによって鉄筋に励起された渦電流を利用して、検知コイルの出力電圧値と、被測定体である補強用鉄筋と渦電流式磁気センサ間の距離との相対関係より、補強用鉄筋の埋設位置を確認するというものである。
【0011】
鉄筋かぶり厚についても、当該渦電流式磁気センサを、ALCパネルの表面に近接させて、主筋(2)と腹面(1a)との距離を測定することにより、検査することが可能となる。かかる渦電流式磁気センサを利用したコンクリート中の鉄筋かぶり厚を測定するための非破壊式の専用機器も存在する。
【0012】
しかしながら、これらの専用機器は、製品コストも高く、かつ、搬送中のような高速状態での測定には向いていない。よって、これらの専用機器を、大量に生産されるALCパネルの鉄筋かぶり厚のチェックに用いることはできない。
【特許文献1】特許第3116823号公報
【特許文献2】特開平10−185506号公報
【特許文献3】特開平10−293002号公報
【特許文献4】特開2003−315004号公報
【発明の開示】
【発明が解決しようとする課題】
【0013】
本発明の目的は、ALCパネルの製造工程において、鉄筋かぶり厚、特に、内部に埋設される主筋から腹面までの主筋かぶり厚を、専用機器ではなく、単純な励磁コイルと検知コイルを用いた渦電流式磁気センサを使用して、高速かつ安価に、測定する方法を提供することにある。
【課題を解決するための手段】
【0014】
本発明に係るALCパネルの主筋かぶり厚測定方法は、直線的に水平方向に搬送されるALCパネルの腹面から主筋までのかぶり厚を測定する方法であって、励磁コイルと検知コイルを用いた渦電流式磁気センサを使用し、該渦電流式磁気センサを、前記ALCパネルの腹面から一定の距離(L)を保持し、かつ、一定の速度(v1)で、前記ALCパネルの搬送方向に対して垂直方向に往復動させ、該渦電流式磁気センサの出力値をアナログ出力させ、該渦電流式磁気センサが前記主筋の上を通過する際の測定信号のピーク値(vm)と、前記速度(v1)と、該渦電流式磁気センサと前記主筋との距離の関係式f(ピーク値、速度)を予め求めておき、主筋のかぶり厚(t)を、t=f(vm、v1)−Lにより算出することを特徴とする。
【0015】
前記ALCパネルの搬送方向と垂直方向に前記渦電流式磁気センサを2つ以上設けて、1枚のALCパネルに対して、該2つ以上の渦電流式磁気センサにより、該ALCパネルをその幅方向に分割して測定を行うことが好ましい。
【0016】
また、前記アナログ出力から得られる、1枚のALCパネルにおける、前記搬送方向に伸長する各主筋ごとの複数の連続するピーク値に対して、ピークカット処理または移動平均処理を行うことにより、前記主筋に交差する補強鉄筋により生じる過剰なピーク値の影響を除去することが好ましい。
【0017】
上記の測定方法により得られた前記主筋のかぶり厚の分布において、前記腹面に最も接近するかぶり厚が所定値を超えた場合に、主筋かぶり厚の異常と判定することができる。
【発明の効果】
【0018】
本発明により、市販の高価な専用機を使わずに、ALCパネルの製造工程において、安価な渦電流式磁気センサを使用して、高速に、かぶり厚を測定することができる。また、過検出を抑制することにより、信頼性の低下を防ぐことができる。
【0019】
さらに、主筋の位置に関する情報を、工程管理におけるデータとして利用することができるという効果を得られる。
【発明を実施するための最良の形態】
【0020】
本発明のALCパネルの主筋かぶり厚検査方法を、図を用いて説明する。図1は、本発明によるALCパネルの主筋かぶり厚測定の概念を示す断面図である。図2は、本発明が適用される、一般に厚形パネルと呼ばれ、厚さが75mmから200mmであるALCパネルを、一部破断斜視図で示したものである。図3は、図2のALCパネルを断面図で示したものである。
【0021】
本発明のALCパネルの主筋かぶり厚測定方法において、ALCパネル(1)は公知の搬送装置(図示せず)によって、直線的に水平方向に、一定の速度(v0)で搬送される。
【0022】
本発明では、かかる測定に、励磁コイルと検知コイルを用いた渦電流式磁気センサ(7)を使用する。かかる渦電流式磁気センサは、公知のものを使用することができる。
【0023】
搬送されるALCパネル(1)の上方で、ALCパネル(1)から一定の距離(L)だけ離れた位置において、渦電流式磁気センサ(7)を、搬送方向に対して垂直方向に、一定の速度(v1)で往復動させる。
【0024】
このためには、渦電流式磁気センサ(7)を、上記運動を行う運動機構(図示せず)に取り付ければよい。この運動機構は、公知の技術により構成されればよく、たとえば、公知のリニア技術により、所定の距離、たとえば、ALCパネル(1)の幅方向よりも長い距離を往復動するように構成される。
【0025】
本発明では、渦電流式磁気センサ(7)の出力値をアナログ出力させる。かかるアナログ出力に関しても、公知の技術および機器(モニタ、プリンタなど)を用いることができる。
【0026】
本発明では、得られる測定信号の出力値の変化において、渦電流式磁気センサ(7)が主筋(2)の上を通過する際の、主筋(2)と接近したことを示す検出値であるピーク値(vm)と、渦電流式磁気センサの速度(v1)と、渦電流式センサ(7)と主筋(2)との距離の関係式f(測定信号の検出値、速度)を予め求めておく。
【0027】
これにより、主筋(2)のかぶり厚(t)を、t=f(vm、v1)−Lにより算出することができる。
【0028】
この点をさらに詳細に説明する。
【0029】
渦電流式磁気センサ(7)の出力は、たとえば、図6に示すように得られる。図6は、主筋の上を通過した際の、移動速度に対するセンサ出力を示すグラフである。出力電圧(V)の最下方の頂点がピーク値となる。このように、主筋を通過する際には、移動速度に対して、センサ出力に表れる検出値が変化する。たとえば、図6に示された結果は、1軸サーボアクチュエーターの進行方向と直角になるよう、検出面を固定した電圧出力付き渦電流式センサを取付け、その検出面に平行かつアクチュエーターの進行軸に直角に、検出面から主筋表面まで5mmの距離になるよう主筋を固定し、アクチュエーターを、50mm/s、100mm/s、150mm/s、200mm/sの速度でセンサが主筋を横切る場合において、渦電流式磁気センサ(7)の移動速度を変化させた場合の各移動速度ごとの出力値である。
【0030】
従って、移動速度をパラメータとして、渦電流式磁気センサと主筋との間隔に対する検出値のピーク(ピーク値)の関係を示すグラフである図7のように、距離の関係式f(測定信号の検出値、速度)を予め求めておく。
【0031】
これにより、主筋(2)のかぶり厚(t)は、得られる測定信号の変化において、主筋(2)の上を通過した際の測定信号のピーク値(vm)と、渦電流式磁気センサ(7)の速度(v1)とにより、t=f(vm、v1)−Lのように算出して測定することができる。
【0032】
単一の渦電流式磁気センサ(7)を使用する場合、渦電流式磁気センサ(7)は、ALCパネルの搬送方向に対して垂直方向に往復動する。この状態で、ALCパネルが搬送されると、渦電流式磁気センサ(7)は、ALCパネル(1)に対して、図4に図示したような軌跡を描くことになる。
【0033】
ALCパネル(1)は、図3に示すように、腹面(1a)から主筋(2)までの距離であるかぶり厚(6a、6b)が、主筋(2)の曲り等の影響で、規格を外れて、腹面(1a)に近づきすぎる状態になることがある。そのため、渦電流式磁気センサ(7)の出力を監視することにより、このような異常を検出することができる。なお、図3に図示したALCパネルは、説明のために異常な状態を含むように描かれている。
【0034】
一般的に、主筋のかぶり厚の異常は、図3(a)に示すように、主筋(2)が腹面(1a)に対して全体的に偏る傾向を有したり、図3(b)に示すように、一方の端部(反対面では他方の端部)が腹面(1a)に接近したり、図3(c)に示すように、主筋(2)が途中で緩やかに湾曲しているために、当該湾曲部分が腹面(1a)に接近したりすることにより、発生する。なお、ALCパネルの主筋(2)は、購入状態において、もしくは前加工により、直線加工されているため、主筋に表れる異常は、局所的な鋭利な湾曲の形状として表れることはない。
【0035】
たとえば、図2に示すALCパネル(1)について、図3(a)のような異常を有する場合、センサ速度100mm/s、センサと腹面の距離(L)5mmの条件で、このALCパネルを測定すると、全体的にピーク値が4.18Vとなり、すべてのピーク値から得られるかぶり厚tは、5mmとなって、所定値である7.5mmを下回ることになる。
【0036】
また、図3(b)のような異常を有する場合、同様の条件で測定すると、初期に測定されるピーク値は3.96Vで、かぶり厚tが2.5mmであるが、かぶり厚が緩やかに大きくなる傾向を示し、終期に測定されるピーク値は4.55Vとなり、かぶり厚tが15mmとなって、所定値である7.5mmを上回ることになる。
【0037】
さらに、図3(c)のような異常を有する場合、同様の条件で測定すると、全体的には、測定されるピーク値は4.43Vで、かぶり厚tが10mmであるが、中間の一部における、複数のピークにおいて、徐々にかぶり厚が少なくなる傾向となり、その後、徐々にかぶり厚が戻る傾向を示す。そして、かかる傾向を示すピークの一部において、ピーク値は3.96Vとなり、かぶり厚tが2.5mmとなって、所定値である7.5mmを下回ることになる。
【0038】
なお、ALCパネル(1)には、複数の主筋(2)が配され、これらの一部のみが異常となる場合がある。しかしながら、ピークは、たとえば4本の主筋の場合、ABCDDCBA・・・の順に表れるため、特定の主筋についてのピークについて、上述の傾向が現れることになる。
【0039】
したがって、基本的には、測定されたピークのうち、1つでも、かぶり厚が所定値を下回った場合には、かぶり厚異常として検出することができることになる。
【0040】
本発明により、原則的に、専用機器を用いなくても、簡単な渦電流式磁気センサを簡易な運動機構に接続することにより、センサの移動速度をパラメータとして、その出力のピーク値から、主筋のかぶり厚を簡便に測定でき、それにより、かぶり厚異常のALCパネルを生産ラインから排除することが可能となる。
【0041】
しかしながら、腹面(1)に渦電流式磁気センサ(7)を近づけた際に、補強鉄筋(3)との交差する部分(5)では、誘導体が重なっているため、かぶり厚が正常である場合でも(実際の距離が正常に離れていても)、誘導電流が大きくなることから、かぶり厚が所定値以下である(腹面と主筋の距離が近い)と判定する過検出をして、不良とみなしてしまう。
【0042】
特に、ALCパネルを移動させながら測定する場合、渦電流式磁気センサ(7)の出力値が、鉄筋かぶり厚の異常によるものか、補強用鉄筋の交差によるものかを判定することが困難となる。
【0043】
これらを排除することは、生産効率の観点から好ましくないため、正常でありながら、かぶり厚が異常であると判定されたALCパネルについては、その都度、これらについて再確認を行う必要がある。しかし、かかる作業は、ALCパネルの生産性に大きく影響する。
【0044】
よって、本発明では、前記アナログ出力から得られる、1枚のALCパネル(1)における、搬送方向に伸長する各主筋(2)ごとの複数の連続するピーク値に対して、ピークカット処理または移動平均処理を行うことにより、主筋(2)に交差する補強鉄筋(3)により生じる過剰なピーク値の影響を除去する。
【0045】
具体的には、渦電流式磁気センサ(7)の往復基点からの時間経過、前記運動機構が保有する位置データ、ピーク値の順序などの情報から、複数のピーク値を各主筋(図2では4本)のそれぞれについて、連続するピーク値とすることができる。
【0046】
上述のように、主筋(2)が屈曲してかぶり厚異常を生ずることはない。よって、かぶり厚異常は、連続するピークの一部が突出することはなく、正常値から徐々に変化して、異常値となる。
【0047】
よって、それぞれの主筋について、連続するピーク値のうち1つないし連続する2つのみが補強鉄筋との交差の影響により突出する出力値を示している場合、かかるピーク値をピークカット処理して排除し、残余のピーク値からかぶり厚を算出し、それらに異常が認められない場合は、正常と判定する。
【0048】
または、すべてのピーク値について、移動平均処理し、かかる移動平均のピーク値からかぶり厚を算出し、それらに異常が認められない場合は、正常と判定する。これにより、補助鉄筋との交差による影響を排除することが可能となり、前述のような過検出を防止することができる。
【0049】
なお、ピークカット処理は、予め決められた数の最大値および最小値を除外して処理をする手法であり、移動平均処理は、連続する複数の測定値の平均を算出する手法であり、いずれも統計学で公知の演算法である。
【0050】
さらに、1枚のALCパネルに対して、図5に示すように、搬送方向と垂直に2つ以上の渦電流式磁気センサを使用することにより、搬送方向に平行な主筋を2つ以上に分けて測定する。このように、主筋を2つ以上に分けて測定すると、さらに高速で搬送しても、同様の効果を得られる。
【0051】
なお、渦電流式磁気センサは、ALCパネルの端まで等速度的に移動させた後、減速させ、移動方向を反転させ、所定速度まで加速した後、ALCパネルの端から端まで、ないしは、端から幅方向中間部まで、少なくとも主筋の情報において、等速度的に移動させることが必要である。
【0052】
このように、本発明では、補強鉄筋との交差による影響を排除できるので、上記の測定方法により得られた前記主筋のかぶり厚の分布において、前記腹面に最も接近するかぶり厚が所定値を超えた場合に、主筋かぶり厚の異常と判定することが可能となる。
【図面の簡単な説明】
【0053】
【図1】本発明のALCパネルの主筋かぶり厚測定方法を行う状態を示す断面図である。
【図2】ALCパネルを示す一部破断斜視図である。
【図3】図2のALCパネルを示す断面図である。
【図4】ALCパネルに対して、渦電流式磁気センサが移動する軌跡を示す図である。
【図5】ALCパネルに対して、渦電流式磁気センサが移動する軌跡を示す図である。
【図6】主筋を通過した際に、移動速度に対するセンサ出力を示すグラフである。
【図7】移動速度をパラメータとして、渦電流式磁気センサと主筋との間隔に対する検出値のピークの関係を示すグラフである。
【符号の説明】
【0054】
1 ALCパネル
1a 腹面
2 主筋
3、4 補強鉄筋
5 重なり部分
6a、6b、6c かぶり厚
7 渦電流式磁気センサ
L ALCパネルと渦電流式磁気センサとの間の距離
t かぶり厚
f 主筋と渦電流式磁気センサとの間の距離
vm 測定信号の検出値
v0 ALCパネルの搬送速度
v1 渦電流式磁気センサの移動速度
【特許請求の範囲】
【請求項1】
直線的に水平方向に搬送されるALCパネルの腹面から主筋までのかぶり厚を測定する方法であって、励磁コイルと検知コイルを用いた渦電流式磁気センサを使用し、該渦電流式磁気センサを、前記ALCパネルの腹面から一定の距離(L)を保持し、かつ、一定の速度(v1)で、前記ALCパネルの搬送方向に対して垂直方向に往復動させ、該渦電流式磁気センサの出力値をアナログ出力させ、該渦電流式磁気センサが前記主筋の上を通過する際の測定信号のピーク値(vm)と、前記速度(v1)と、該渦電流式磁気センサと前記主筋との距離の関係式f(ピーク値、速度)を予め求めておき、主筋のかぶり厚(t)を、t=f(vm、v1)−Lにより算出する、ALCパネルの主筋かぶり厚測定方法。
【請求項2】
前記ALCパネルの搬送方向と垂直方向に前記渦電流式磁気センサを2つ以上設けて、1枚のALCパネルに対して、該2つ以上の渦電流式磁気センサにより、該ALCパネルをその幅方向に分割して測定を行う、請求項1に記載のALCパネルの主筋かぶり厚測定方法。
【請求項3】
前記アナログ出力から得られる、1枚のALCパネルにおける、前記搬送方向に伸長する各主筋ごとの複数の連続するピーク値に対して、ピークカット処理または移動平均処理を行うことにより、前記主筋に交差する補強鉄筋により生じる過剰なピーク値の影響を除去する、請求項1または2に記載のALCパネルの主筋かぶり厚測定方法。
【請求項4】
請求項1から3のいずれかに記載のALCの主筋かぶり厚測定方法により得られた前記主筋のかぶり厚の分布において、前記腹面に最も接近するかぶり厚が所定値を超えた場合に、主筋かぶり厚の異常と判定する、ALCパネルの主筋かぶり厚異常判定方法。
【請求項1】
直線的に水平方向に搬送されるALCパネルの腹面から主筋までのかぶり厚を測定する方法であって、励磁コイルと検知コイルを用いた渦電流式磁気センサを使用し、該渦電流式磁気センサを、前記ALCパネルの腹面から一定の距離(L)を保持し、かつ、一定の速度(v1)で、前記ALCパネルの搬送方向に対して垂直方向に往復動させ、該渦電流式磁気センサの出力値をアナログ出力させ、該渦電流式磁気センサが前記主筋の上を通過する際の測定信号のピーク値(vm)と、前記速度(v1)と、該渦電流式磁気センサと前記主筋との距離の関係式f(ピーク値、速度)を予め求めておき、主筋のかぶり厚(t)を、t=f(vm、v1)−Lにより算出する、ALCパネルの主筋かぶり厚測定方法。
【請求項2】
前記ALCパネルの搬送方向と垂直方向に前記渦電流式磁気センサを2つ以上設けて、1枚のALCパネルに対して、該2つ以上の渦電流式磁気センサにより、該ALCパネルをその幅方向に分割して測定を行う、請求項1に記載のALCパネルの主筋かぶり厚測定方法。
【請求項3】
前記アナログ出力から得られる、1枚のALCパネルにおける、前記搬送方向に伸長する各主筋ごとの複数の連続するピーク値に対して、ピークカット処理または移動平均処理を行うことにより、前記主筋に交差する補強鉄筋により生じる過剰なピーク値の影響を除去する、請求項1または2に記載のALCパネルの主筋かぶり厚測定方法。
【請求項4】
請求項1から3のいずれかに記載のALCの主筋かぶり厚測定方法により得られた前記主筋のかぶり厚の分布において、前記腹面に最も接近するかぶり厚が所定値を超えた場合に、主筋かぶり厚の異常と判定する、ALCパネルの主筋かぶり厚異常判定方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−48569(P2010−48569A)
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願番号】特願2008−210608(P2008−210608)
【出願日】平成20年8月19日(2008.8.19)
【出願人】(399117730)住友金属鉱山シポレックス株式会社 (195)
【Fターム(参考)】
【公開日】平成22年3月4日(2010.3.4)
【国際特許分類】
【出願日】平成20年8月19日(2008.8.19)
【出願人】(399117730)住友金属鉱山シポレックス株式会社 (195)
【Fターム(参考)】
[ Back to top ]