
Al−Mg−Zn合金を用いたインパクト成形性に優れる小型構造部品
【課題】 Al−Zn−Mg系アルミニウム材料を用いたロボットアーム、車椅子や医療機器、自動車スペースフレーム構造等の小型構造用部品として使用できる冷間インパクト成形品を提供すること。
【解決手段】 合金組成を制御して、結晶粒径を250μm以下とすることにより、Al−Zn−Mg系アルミニウム材料をインパクト成形した小型構造用部品の製造を可能にした。これにより、Al−Zn−Mg系アルミニウム材料を用いたロボットアーム、車椅子や医療機器、自動車スペースフレーム等の小型構造用部品としてのインパクト成形品の提供が可能になる。
【解決手段】 合金組成を制御して、結晶粒径を250μm以下とすることにより、Al−Zn−Mg系アルミニウム材料をインパクト成形した小型構造用部品の製造を可能にした。これにより、Al−Zn−Mg系アルミニウム材料を用いたロボットアーム、車椅子や医療機器、自動車スペースフレーム等の小型構造用部品としてのインパクト成形品の提供が可能になる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、冷間インパクト成形性(大きな衝撃力を用いて圧縮し、後方に押出し、底付きで薄肉の中空部を成形する加工方法)に優れたアルミニウム合金製インパクト成形品に関するものである。このインパクト成形品は、車椅子や医療用検査機器などの構造部品、ロボットアームやロボットの関節、あるいは自動車のスペースフレーム構造部材等の小型構造部品や小型構造部材に使用できる。
【背景技術】
【0002】
従来のアルミニウム材料を使用した冷間インパクト成形品の代表的なものにはリチウムイオン等の薄型電池ケース、ライターケース等の薄肉小型の容器等がある。これらの製品には1100、3003、6061等の純Al系合金、Al−Mn系合金、Al−Mg−Si系の軟質合金が多く用いられている。
【0003】
上記の軟質合金を用いてインパクト成形を行なった事例の参考文献としては、例えば、特開平06−279888号等があるが、これらの合金は加工性に優れるが強度は小型の構造部品や構造部材として用いるには不十分であった。Al−Zn−Mg系等の高強度合金は冷間でのインパクト成形性が悪く、これらの合金をインパクト成形に用いた例は殆どない。
【0004】
【特許文献1】特開平06−279888号
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、近年、様々な形状の製品が作られており、高強度を有する構造用インパクト成形品やインパクト成形後に溶接等の加工を行なう要望も観られる。しかしながら、当然、純Al系、Al−Mn系合金、Al−Mg−Si系等では求められる強度は得られない。
【0006】
そこで、Al−Zn−Mg系合金のような高強度合金の冷間でのインパクト成形性が改善されれば、インパクト成形品の底部を利用し、構造材の底部の溶接を省いたり、あるいはインパクト成形品の底部を鍛造加工する等して、インパクト成形部が中空形状で、底部に鍛造加工を施した複雑形状の構造部材を製造することができ、インパクト成形品の構造部材への用途も広げることができる。
【0007】
しかし、溶接が可能で比較的高強度のAl−Zn−Mg系合金は、冷間でのインパクト成形性が悪く、インパクト成形には用いられることはなかった。しかし、これらの高強度合金で加工が可能になれば、小型の構造部品としての用途も開ける。そのため、高強度アルミニウム合金を用いたインパクト成形品及び冷間でのインパクト成形可能なアルミニウム材料の開発が望まれていた。
【0008】
例えば、小型構造部品に用いる部材として、寸法が26mm角×肉厚2.0mmの角管を考えると、断面積は約192mm2で、部材耐力を200MPとすると、約4tonの荷重に耐えることになり、小型構造部品としては、肉厚2−3mmでも十分な構造強度が得られる。
【0009】
Al−Zn−Mg系合金のインパクト成形品を構造材として用いるには、強度、冷間でのインパクト成形性のみならず、構造部材としては、溶接性、耐応力腐食割れ性や耐食性も要求されることから、これらの特性にも優れることが必要である。
【課題を解決するための手段】
【0010】
そこで、本発明は前述の問題を解決するために種々検討を重ね、Al−Zn−Mg系合金の結晶粒の制御を行なって結晶粒を所定範囲とし冷間でのインパクト成形性を改善し、さらにその後人工時効処理を施すことにより強度調整を行ない、強度とインパクト成形性に優れる小型構造部品の製造を可能にしたものである。
【0011】
請求項1に記載のインパクト成形品は、Al−Zn−Mg系アルミニウム合金を冷間インパクト成形したインパクト成形品である。
【0012】
請求項2に記載のインパクト成形品は、Zn4.5〜7.5wt%、Mg0.3〜0.8wt%、Cu0.2wt%以下を含有し、さらにMn0.15〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%のうち1種または2種以上を含有し、且つMn+Cr+Zrの合計が0.25wt%以上で、残部がAl及び不純物からなることを特徴とするアルミニウム合金を冷間インパクト成形したインパクト成形品である。
【0013】
請求項3に記載のZn4.5〜7.5wt%、Mg0.3〜0.8wt%、Cu0.2wt%以下を含有し、さらにMn0.15〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%のうち1種または2種以上を含有し、且つMn+Cr+Zrの合計が0.25wt%以上で、Tiを0.01〜0.15%、Bを0.001〜0.03wt%含み、残部がAl及び不純物からなるアルミニウム合金を冷間インパクト成形したインパクト成形品である。
【0014】
請求項4に記載のインパクト成形品は、請求項1から請求項3記載のインパクト成形品において、冷間インパクト成形後のインパクト成形方向に直角な方向の結晶粒径が平均250μm以下であることを特徴とするインパクト成形品である。
【0015】
請求項5に記載のインパクト成形品は、請求項1から請求項3に記載のインパクト成形品において、冷間インパクト成形後のインパクト成形方向に直角な方向の結晶粒径が平均250μm以下で且つ耐力が200Mpaから250Mpaであることを特徴とするインパクト成形品である。
【0016】
請求項6に記載のインパクト成形品は、請求項1から請求項5に記載の冷間インパクト成形品を用いた小型構造部品である。
【発明の効果】
【0017】
本発明においては、Al−Zn−Mg系合金押出材の結晶粒径を微細にすることにより、インパクト成形時の変形(すべり)の改善し、冷間でのインパクト成形性の向上を実現した結果、高強度アルミニウム合金のインパクト成形品の製造を可能にした。その結果、車椅子や医療用検査機器などの構造部品、ロボットアームやロボットの関節、あるいは自動車のスペースフレーム構造部材等の小型構造部品の製造が可能になった。
【発明を実施するための最良の形態】
【0018】
以下、本発明では、Al−Zn−Mg系等の高強度合金を用いたが、インパクト成形品組成の範囲について説明する。
【0019】
アルミニウム合金中の元素の添加理由について説明する。先ず、Cu,Zn,Mgはこれらの元素の添加目的は材料に強度を付与する目的で添加を行なう。先ず、Zn,Mgについて見ると、Zn,Mgは析出効果により、MgとZnは結合して合金相を作り、インパクト成形品の強度を保つ元素である。
【0020】
Znの含有量が4.5wt%未満の場合、十分な強度が得られない。7.5wt%を超えた場合、強度は向上するが、インパクト成形が困難となる。従って、本発明におけるZnの添加量範囲は、4.5〜7.5wt%とする。薄肉化を実現し、構造部品としてより高強度を得る場合のZnの望ましい範囲は5.5〜7.5wt%である。
【0021】
MgもZn同様に強度を付与する元素であるが、Mg含有量が0.30wt%未満では十分な強度が得られず、0.8wt%を超えると加工硬化が生じやすくなりインパクト成形が困難となる。従って、本発明におけるZnの望ましい範囲は、0.30〜0.8%とする。薄肉化を実現し、より構造部品として高強度を有する場合のMgの望ましい範囲は0.50〜0.8wt%である。
【0022】
CuもZn,Mg同様に、アルミニウムマトリックスに固溶し、固溶体中の溶質の過飽和度を上げる等して、強度を付与する元素である。Cuの含有量が0.2wt%を超えると、強度は向上するがインパクト成形が困難となる。薄肉化が可能で、より高強度が得られる場合のCu含有量の望ましい範囲は0.10〜0.20wt%である。好ましい範囲の下限値を0.10wt%としたのは、0.10wt%未満では強度向上効果が不足するからである。
【0023】
次に、再結晶粒の微細化に効果を有する合金組成に就いて説明する。Mn,Cr,Zrは再結晶を抑制し、組織を微細化する効果がある。これらの元素はアルミニウムと結合して、Al−Mn、Al−Zr,Al−Crの化合物を作り、これらの化合物が再結晶粒微細化に寄与するものであるが、それぞれ、添加量の下限値(Mn,Zr:0.1wt%、Cr:0.05wt%)未満では、添加量が不足し、再結晶を抑制し組織を微細化する効果が無く、インパクト成形時に破断の起点となり、成形性を低下させる。
【0024】
Mn,Zr,Crは、それぞれ含有量が上限濃度(Mn:0.40%,Zr:0.3wt%、Cr:0.2wt%)を超えると巨大な金属間化合物を発生し、強度低下を起こすとともに、やはり、インパクト成形時に破断の起点となり成形性を低下させる。ここで、再結晶粒を微細化するためには、これら元素のうち1種または2種以上を添加する。また、Cr添加量がMn,Zrに比べて少ないのは、Cr添加量を多くすると焼き入れ感受性が敏感になり、強度低下を招くからである。
【0025】
従って、本発明のMn,Cr,Zrの添加量範囲は、Mn0.1〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%の範囲で、これらのMn+Cr+Zrの添加量の合計が0.25%以上である必要があるが、さらに望ましくは、0.40wt%以上であること望ましい。
【0026】
Ti,Bは通常アルミニウム合金の鋳造組織微細化のために添加される。本発明において、Ti,Bの添加は、鋳造組織の微細化のみならず、再結晶粒微細化効果を狙ったものである。
本発明の目的である再結晶粒微細化の効果は、製造のバラツキを考慮すると、Ti、B添加の場合で、Ti0.01〜0.15wt%、B0.001〜0.03wt%で得られる。TiBの添加は、添加量が下限値以下ではその効果は得られず、上限を超えると効果が飽和する。
【0027】
ついで、TiとBの代わりにTi,Cを添加する場合についてみると、Ti、C添加の場合の添加量範囲は、鋳造組織微細化の観点では、望ましい範囲としてはTi0.001〜0.2%、C0.00005〜0.01wt%である。Ti,Cの下限値が前記規定値を下回ると効果が不足し、上限値を超えると効果が飽和するからである。
【0028】
不純物元素であるFe,Siは通常使用される地金に含まれる程度であれば、含有しても特に問題がないが、本発明においては積極的に添加するものではない。通常使用される工業純度の99.7%アルミニウム地金においては、Feは0.15%以下、Si0.10%以下程度で含有されることが多い。本実施例においては、発明例、比較例ともに、99.7%純度のFe0.15%、Si0.10%のAl地金を用いた。Fe、Si量は、特に規定しないが、Fe0.25%以下、Si0.15%程度までは、許容するものとする。その他の不可避的不純物元素の含有は許容するものとする。
【0029】
本発明においては、合金組成を制御することにより、インパクト成形の素材である押出材の結晶粒径を微細にすることにより、インパクト成形時の変形(すべり)の改善し、インパクト成形性の向上を実現した。
【0030】
本発明では、インパクト成形時のメタルフローを考慮して、インパクト成形後でも、基本的に結晶粒径が変化しないインパクト成形方向に直角な方向の平均結晶粒径を250μm以下に規定している。こうすることにより、結晶粒測定をインパクト成形後のみに行なうことができる。
【0031】
インパクト成形方向に直角な方向の平均結晶粒径が250μmを超える平均結晶粒径を有する場合、インパクト成形時に材料結晶内の変形(すべり)の弊害となり、破断の起点となる危険性がある。成形性を考慮すると、望ましい平均結晶粒径は200μm以下が望ましい。特に平均結晶粒径100μm以下の場合は特に成形性が優れる。
【実施例1】
【0032】
次に本発明の実施例として、インパクト成形により、ロボットアーム部品を作成し、そのロボットアーム部品について各種特性の調査を行った。以下に、そのインパクト成形用素材の材料製造工程、ロボットアーム部品の製造工程、インパクト成形品の調査結果を順に示す。
【0033】
先ず、インパクト成形用素材の材料製造工程について説明する。表1に示す組成の合金を用いて通常の方法により溶解、鋳造を行なって外径150mmφ×長さ5000mmの鋳塊を得た後、これを長さ500mmに切断し、押出用ビレットを作成した。さらに、このビレットを470℃で6時間均質化処理を行った後に、誘導過熱により470℃に加熱し、図1に示す断面寸法が高さ40mm×幅80mm(断面コーナのRが5R)×長さ2000mmの角棒材に押出加工した。
【0034】
【表1】

【0035】
次に、ロボットアーム部品の素形材の加工工程について説明する。ロボットアーム用部品の素形材は、図2に示す2工程あるいは鍛造の加工工程を複数工程とした合計3工程以上で製造する。この押出材を所定の長さ、例えば110mm厚さのブランク形状に切断後、360℃×2時間の焼鈍処理をして、完全焼鈍材とする。ロボットアームは、テーパ部の長さ30mmの間に、断面寸法が40mm×80mmから20mm×60mm連続的に断面減少するように鍛造加工される。そして、この際に、角棒の先端には、断面寸法が20mm×60mmに縮径した棒材が長さ30mmに渡って残される。さらに、その後棒材の未加工部約60mm残して金型に拘束して、インパクト成形を行ない、長さ350mm(中空部の長さは300mm)のロボットアーム素形材を得ることができる。
【0036】
前記の素形材の縮径加工した断面寸法が20mm×60mmの棒状部側面の中央に穴加工を行ない、作成した穴部に係止用ピンを挿通することにより、ロボットの手に相当する部分がアームに取り付けられ、一方、他端側はアーム取付け用の軸に取り付けられる。 他端側の加工は、一組の角パイプの側面の先端近傍を切り欠いた後に、残りの側面の一部に所定サイズの穴を開けて、この穴部に軸受けをはめ込み固定して軸受け部を構成し、この軸受けに係止される軸部を介して、本体に回転自在に軸止される構造とすることができる。
【0037】
このようにして、ロボットアームの製作が可能になる。また、本実施形態においては、インパクト成形と鍛造、機械加工を組み合わせることにより、中実部と中空部を有し、複雑な形状を有するロボットアーム用小型構造部品を製造したが、角型ブランクを用いて、インパクト成形後に、底部の肉厚をインパクト成形により形成した壁部と同等か僅かに厚い程度に形成して、底部又は壁部の底部近傍に他の部材を溶接したり、インパクト成形後、壁部を冷間又は熱間でプレス曲げを行なう等して、車椅子や医療検査用機器、スペースフレ−ム等の小型の構造部材を製造することができる。
丸棒ブランクを用いても同様の成形が可能である。
【0038】
ロボットアーム部品のインパクト成形は、上記のような工程で行なうが、本発明での評価は、鍛造性や機械加工性は対象外であることから、本発明におけるインパクト成形性の評価は、棒材の先端部の鍛造加工を省いて、インパクト成形のみを行って、インパクト成形性を評価した。インパクト成形は、一定形状の固定ダイスに、各種サイズのポンチを押し込み種々の成形を行い、底部の厚みを少なくとも一定値60mm程度残して300mmの高さまで成形できた時の限界肉厚を測定し、これを成形限界とした。インパクト成形は冷間で1000tの油圧プレスを用いて10mm/sの速度でポンチを降下させて実施した。なお、潤滑は通常用いられるボンデ処理を施した。
【0039】
インパクト成形品は、所定高さに成形した場合における限界肉厚、T6熱処理後の強度(引張強さ、耐力)とインパクト成形方向と直角な方向の結晶粒径の評価を行った。さらに、応用的な特性として、溶接割れ性、耐応力腐食割れ性や耐食性について評価を行った。
【0040】
本発明においては、表1に示す本発明材29種、比較材13種、従来材として1100、3003の2種の合計44種の材料について、ポンチ径を0.1mm間隔に変えたポンチを用意し、インパクト成形を行った。ここで、試験に使用したブランク長さは、150mmを標準としたが、材料の成形性が低いインパクト成形品の限界肉厚が約3mm以上のものに関しては、成形高さを稼ぐために、適宜ブランク長さを変えて成形を行った。インパクト成形性は、成形高さ300mmまで成形可能なポンチ径におけるインパクト成形品の肉厚を、インパクト成形品のインパクト部の内底から順に、30mm、150mm、270mmの位置の3箇所の成形後の限界肉厚を測定し、その平均値を限界肉厚とし、成形性の評価を行った。成形性は当然のことながら、肉厚が薄い程、成形性が良いことになる。強度は成形品を460℃×4時間の溶体化処理後、105℃×8Hr+155℃×8Hrの2段時効を行なうT6処理を行った後、成形品のインパクト成形方向に平行にJIS5号引張試験片を各2本採取し、これらについてそれぞれ引張試験を行い、その平均値を引張強さと耐力とした。また、比較材の1100と3003は非熱処理合金であるため、特に熱処理を行なわずに押出材をそのままインパクト成形を行いその後、引張強さと耐力を求めた。
【0041】
組織観察は、インパクト成形後のインパクト成形部の高さの中央150mmの位置において、インパクト成形方向に垂直なLT方向断面の断面表層部を含むように試験片を切り出し、光学顕微鏡で×100倍の組織写真を5視野撮影することにより行なった。その写真からJISH0501に規定する切断法にて板厚方向(LT断面)の結晶粒径を求め、5視野の平均値を平均結晶粒径とした。
【0042】
表1の本発明例により得られた合金を用いたインパクト成形品は、比較例や従来合金を用いたインパクト成形品に比べ、結晶粒径を250μm以下の所定サイズに制御した場合に、強度とインパクト成形性ともに優れるインパクト成形品が得られる結果となった。表1の比較例に示す材料は、強度が不足するか、成形性に劣るかのどちらかであった。特に、結晶粒径が250μmを超えて粗大になった場合は成形性が劣っていた。
【0043】
次に、溶接割れ試験、耐応力腐食割れ試験及び耐食試験方法について説明する。
溶接割れ性は、図3に示すフィッシュボーン形溶接割れ試験片にて評価を行った。肉厚3mmの所定の大きさ(66.8mm×105mm)のフィッシュボーン形溶接割れ試験片を各5枚ずつ作製した。なお、肉厚が3mmまでインパクト成形できない材料に関しては、面削加工により3mmに仕上げ、同様の試験片を得た。
【0044】
溶接割れ試験片の溶接は、ティグ溶接で、溶加材を用いないノーフィラーでの溶接と溶加材A5356BY(φ2.4mm)を用いた溶接の2種類につき、表2に示す条件にて試験片の切り込みの浅い方から深い方に向かって行なった。
溶接割れ性は、発生した割れの長さをノギスにて測定することにより行った。判定基準は5枚の溶接割れ長さの平均値が0〜75mm未満を○、75mm〜100mm未満を△、100mm以上を×とした。
【0045】
【表2】
【0046】
耐応力腐食割れ性はJISH8711に基づいて3点曲げ試験で行って評価した。耐応力腐食割れ試験は、結晶組織が未再結晶組織の場合は、割れが発生しないことが知られているが、本インパクト成形用素材は材料組織が再結晶組織であるために、応力腐食割れが発生する可能性があることから、耐応力腐食割れ試験を行なうことにした。耐応力腐食割れ試験の負荷応力はそれぞれの耐力値の75%の応力を負荷した。試験は燐酸クロム酸試験液に所定時間浸漬を行い割れの有無を評価した。耐応力腐食割れ試験液は、1l(リットル)のイオン交換により得た純水に、酸化クロム(無水クロム酸)36g,二酸化カリウム(重クロム酸カリウム)30g、塩化ナトリウム3gを混合した溶液を用意した。この試験液に前記試験片を浸漬し、15分毎に割れの有無を確認した。
【0047】
耐食性はJIS Z2371に記載の塩水噴霧試験を用いて評価した。試験片はインパクト成形後の製品から、幅70mm×長さ150mm×厚さ1.0mmに加工した板状のものを各5枚ずつ作製し、中性塩水噴霧試験にて試験時間720時間後の重量を測定し、本発明例と比較例に関して、試験前後の重量減少率で評価した。判定基準は試験片5枚の重量減少率の平均が10%未満の場合を○とし、10%以上の場合を×とした。
【0048】
表3の右側には、表1の材料のフィッシュボーン溶接割れ試験、耐応力腐食割れ試験、耐食性試験の結果を示す。溶接割れ性は、ノーフィラーの場合、本発明材と従来材は良好で、比較例は一部に△及び×が見られた。A5356BYを溶加材として用いる場合、結晶粒径が最大の比較例のNo31の材料を除き全ての材料が○となった。発明例は従来材に比べノーフィラー、溶加材を用いた場合ともに同等の溶接割れ性を示し、溶接性においても良好な結果が得られた。
【0049】
【表3】
【0050】
本発明材は、試験時間2時間経過後の観察においても、応力腐食割れを発生することがないことが確認された。耐食性試験の試験結果は、本発明および従来例いずれも○であり、発明例は従来材と比べ同等の耐食性を有する事が確認できた。
【0051】
以上に説明したごとく本発明によれば、インパクト成形性に優れかつ高強度を有するとともに溶接割れ及び耐応力割れ性に優れる製品が製造でき、小型構造部品としてのインパクト成形品のニーズに対応することができる。
【図面の簡単な説明】
【0052】
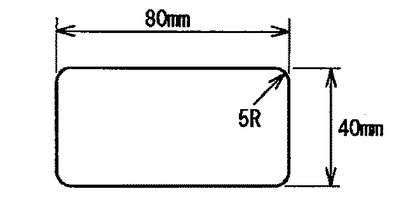
【図1】インパクト成形試験に用いたアルミニウム押出部材
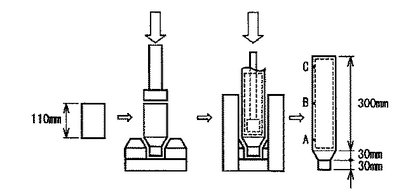
【図2】ロボットアーム用部品素形材のインパクト成形工程
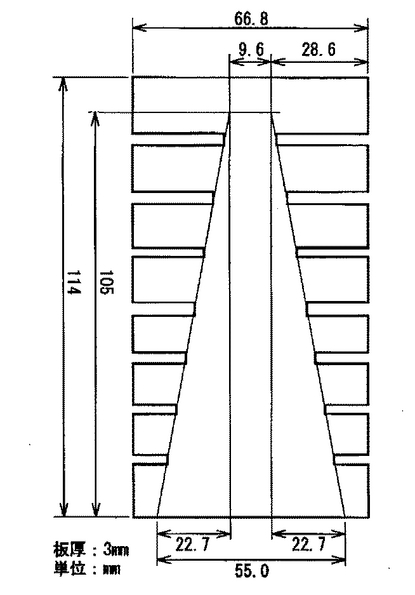
【図3】フィシュボーン溶接割れ試験片の形状
【技術分野】
【0001】
本発明は、冷間インパクト成形性(大きな衝撃力を用いて圧縮し、後方に押出し、底付きで薄肉の中空部を成形する加工方法)に優れたアルミニウム合金製インパクト成形品に関するものである。このインパクト成形品は、車椅子や医療用検査機器などの構造部品、ロボットアームやロボットの関節、あるいは自動車のスペースフレーム構造部材等の小型構造部品や小型構造部材に使用できる。
【背景技術】
【0002】
従来のアルミニウム材料を使用した冷間インパクト成形品の代表的なものにはリチウムイオン等の薄型電池ケース、ライターケース等の薄肉小型の容器等がある。これらの製品には1100、3003、6061等の純Al系合金、Al−Mn系合金、Al−Mg−Si系の軟質合金が多く用いられている。
【0003】
上記の軟質合金を用いてインパクト成形を行なった事例の参考文献としては、例えば、特開平06−279888号等があるが、これらの合金は加工性に優れるが強度は小型の構造部品や構造部材として用いるには不十分であった。Al−Zn−Mg系等の高強度合金は冷間でのインパクト成形性が悪く、これらの合金をインパクト成形に用いた例は殆どない。
【0004】
【特許文献1】特開平06−279888号
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、近年、様々な形状の製品が作られており、高強度を有する構造用インパクト成形品やインパクト成形後に溶接等の加工を行なう要望も観られる。しかしながら、当然、純Al系、Al−Mn系合金、Al−Mg−Si系等では求められる強度は得られない。
【0006】
そこで、Al−Zn−Mg系合金のような高強度合金の冷間でのインパクト成形性が改善されれば、インパクト成形品の底部を利用し、構造材の底部の溶接を省いたり、あるいはインパクト成形品の底部を鍛造加工する等して、インパクト成形部が中空形状で、底部に鍛造加工を施した複雑形状の構造部材を製造することができ、インパクト成形品の構造部材への用途も広げることができる。
【0007】
しかし、溶接が可能で比較的高強度のAl−Zn−Mg系合金は、冷間でのインパクト成形性が悪く、インパクト成形には用いられることはなかった。しかし、これらの高強度合金で加工が可能になれば、小型の構造部品としての用途も開ける。そのため、高強度アルミニウム合金を用いたインパクト成形品及び冷間でのインパクト成形可能なアルミニウム材料の開発が望まれていた。
【0008】
例えば、小型構造部品に用いる部材として、寸法が26mm角×肉厚2.0mmの角管を考えると、断面積は約192mm2で、部材耐力を200MPとすると、約4tonの荷重に耐えることになり、小型構造部品としては、肉厚2−3mmでも十分な構造強度が得られる。
【0009】
Al−Zn−Mg系合金のインパクト成形品を構造材として用いるには、強度、冷間でのインパクト成形性のみならず、構造部材としては、溶接性、耐応力腐食割れ性や耐食性も要求されることから、これらの特性にも優れることが必要である。
【課題を解決するための手段】
【0010】
そこで、本発明は前述の問題を解決するために種々検討を重ね、Al−Zn−Mg系合金の結晶粒の制御を行なって結晶粒を所定範囲とし冷間でのインパクト成形性を改善し、さらにその後人工時効処理を施すことにより強度調整を行ない、強度とインパクト成形性に優れる小型構造部品の製造を可能にしたものである。
【0011】
請求項1に記載のインパクト成形品は、Al−Zn−Mg系アルミニウム合金を冷間インパクト成形したインパクト成形品である。
【0012】
請求項2に記載のインパクト成形品は、Zn4.5〜7.5wt%、Mg0.3〜0.8wt%、Cu0.2wt%以下を含有し、さらにMn0.15〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%のうち1種または2種以上を含有し、且つMn+Cr+Zrの合計が0.25wt%以上で、残部がAl及び不純物からなることを特徴とするアルミニウム合金を冷間インパクト成形したインパクト成形品である。
【0013】
請求項3に記載のZn4.5〜7.5wt%、Mg0.3〜0.8wt%、Cu0.2wt%以下を含有し、さらにMn0.15〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%のうち1種または2種以上を含有し、且つMn+Cr+Zrの合計が0.25wt%以上で、Tiを0.01〜0.15%、Bを0.001〜0.03wt%含み、残部がAl及び不純物からなるアルミニウム合金を冷間インパクト成形したインパクト成形品である。
【0014】
請求項4に記載のインパクト成形品は、請求項1から請求項3記載のインパクト成形品において、冷間インパクト成形後のインパクト成形方向に直角な方向の結晶粒径が平均250μm以下であることを特徴とするインパクト成形品である。
【0015】
請求項5に記載のインパクト成形品は、請求項1から請求項3に記載のインパクト成形品において、冷間インパクト成形後のインパクト成形方向に直角な方向の結晶粒径が平均250μm以下で且つ耐力が200Mpaから250Mpaであることを特徴とするインパクト成形品である。
【0016】
請求項6に記載のインパクト成形品は、請求項1から請求項5に記載の冷間インパクト成形品を用いた小型構造部品である。
【発明の効果】
【0017】
本発明においては、Al−Zn−Mg系合金押出材の結晶粒径を微細にすることにより、インパクト成形時の変形(すべり)の改善し、冷間でのインパクト成形性の向上を実現した結果、高強度アルミニウム合金のインパクト成形品の製造を可能にした。その結果、車椅子や医療用検査機器などの構造部品、ロボットアームやロボットの関節、あるいは自動車のスペースフレーム構造部材等の小型構造部品の製造が可能になった。
【発明を実施するための最良の形態】
【0018】
以下、本発明では、Al−Zn−Mg系等の高強度合金を用いたが、インパクト成形品組成の範囲について説明する。
【0019】
アルミニウム合金中の元素の添加理由について説明する。先ず、Cu,Zn,Mgはこれらの元素の添加目的は材料に強度を付与する目的で添加を行なう。先ず、Zn,Mgについて見ると、Zn,Mgは析出効果により、MgとZnは結合して合金相を作り、インパクト成形品の強度を保つ元素である。
【0020】
Znの含有量が4.5wt%未満の場合、十分な強度が得られない。7.5wt%を超えた場合、強度は向上するが、インパクト成形が困難となる。従って、本発明におけるZnの添加量範囲は、4.5〜7.5wt%とする。薄肉化を実現し、構造部品としてより高強度を得る場合のZnの望ましい範囲は5.5〜7.5wt%である。
【0021】
MgもZn同様に強度を付与する元素であるが、Mg含有量が0.30wt%未満では十分な強度が得られず、0.8wt%を超えると加工硬化が生じやすくなりインパクト成形が困難となる。従って、本発明におけるZnの望ましい範囲は、0.30〜0.8%とする。薄肉化を実現し、より構造部品として高強度を有する場合のMgの望ましい範囲は0.50〜0.8wt%である。
【0022】
CuもZn,Mg同様に、アルミニウムマトリックスに固溶し、固溶体中の溶質の過飽和度を上げる等して、強度を付与する元素である。Cuの含有量が0.2wt%を超えると、強度は向上するがインパクト成形が困難となる。薄肉化が可能で、より高強度が得られる場合のCu含有量の望ましい範囲は0.10〜0.20wt%である。好ましい範囲の下限値を0.10wt%としたのは、0.10wt%未満では強度向上効果が不足するからである。
【0023】
次に、再結晶粒の微細化に効果を有する合金組成に就いて説明する。Mn,Cr,Zrは再結晶を抑制し、組織を微細化する効果がある。これらの元素はアルミニウムと結合して、Al−Mn、Al−Zr,Al−Crの化合物を作り、これらの化合物が再結晶粒微細化に寄与するものであるが、それぞれ、添加量の下限値(Mn,Zr:0.1wt%、Cr:0.05wt%)未満では、添加量が不足し、再結晶を抑制し組織を微細化する効果が無く、インパクト成形時に破断の起点となり、成形性を低下させる。
【0024】
Mn,Zr,Crは、それぞれ含有量が上限濃度(Mn:0.40%,Zr:0.3wt%、Cr:0.2wt%)を超えると巨大な金属間化合物を発生し、強度低下を起こすとともに、やはり、インパクト成形時に破断の起点となり成形性を低下させる。ここで、再結晶粒を微細化するためには、これら元素のうち1種または2種以上を添加する。また、Cr添加量がMn,Zrに比べて少ないのは、Cr添加量を多くすると焼き入れ感受性が敏感になり、強度低下を招くからである。
【0025】
従って、本発明のMn,Cr,Zrの添加量範囲は、Mn0.1〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%の範囲で、これらのMn+Cr+Zrの添加量の合計が0.25%以上である必要があるが、さらに望ましくは、0.40wt%以上であること望ましい。
【0026】
Ti,Bは通常アルミニウム合金の鋳造組織微細化のために添加される。本発明において、Ti,Bの添加は、鋳造組織の微細化のみならず、再結晶粒微細化効果を狙ったものである。
本発明の目的である再結晶粒微細化の効果は、製造のバラツキを考慮すると、Ti、B添加の場合で、Ti0.01〜0.15wt%、B0.001〜0.03wt%で得られる。TiBの添加は、添加量が下限値以下ではその効果は得られず、上限を超えると効果が飽和する。
【0027】
ついで、TiとBの代わりにTi,Cを添加する場合についてみると、Ti、C添加の場合の添加量範囲は、鋳造組織微細化の観点では、望ましい範囲としてはTi0.001〜0.2%、C0.00005〜0.01wt%である。Ti,Cの下限値が前記規定値を下回ると効果が不足し、上限値を超えると効果が飽和するからである。
【0028】
不純物元素であるFe,Siは通常使用される地金に含まれる程度であれば、含有しても特に問題がないが、本発明においては積極的に添加するものではない。通常使用される工業純度の99.7%アルミニウム地金においては、Feは0.15%以下、Si0.10%以下程度で含有されることが多い。本実施例においては、発明例、比較例ともに、99.7%純度のFe0.15%、Si0.10%のAl地金を用いた。Fe、Si量は、特に規定しないが、Fe0.25%以下、Si0.15%程度までは、許容するものとする。その他の不可避的不純物元素の含有は許容するものとする。
【0029】
本発明においては、合金組成を制御することにより、インパクト成形の素材である押出材の結晶粒径を微細にすることにより、インパクト成形時の変形(すべり)の改善し、インパクト成形性の向上を実現した。
【0030】
本発明では、インパクト成形時のメタルフローを考慮して、インパクト成形後でも、基本的に結晶粒径が変化しないインパクト成形方向に直角な方向の平均結晶粒径を250μm以下に規定している。こうすることにより、結晶粒測定をインパクト成形後のみに行なうことができる。
【0031】
インパクト成形方向に直角な方向の平均結晶粒径が250μmを超える平均結晶粒径を有する場合、インパクト成形時に材料結晶内の変形(すべり)の弊害となり、破断の起点となる危険性がある。成形性を考慮すると、望ましい平均結晶粒径は200μm以下が望ましい。特に平均結晶粒径100μm以下の場合は特に成形性が優れる。
【実施例1】
【0032】
次に本発明の実施例として、インパクト成形により、ロボットアーム部品を作成し、そのロボットアーム部品について各種特性の調査を行った。以下に、そのインパクト成形用素材の材料製造工程、ロボットアーム部品の製造工程、インパクト成形品の調査結果を順に示す。
【0033】
先ず、インパクト成形用素材の材料製造工程について説明する。表1に示す組成の合金を用いて通常の方法により溶解、鋳造を行なって外径150mmφ×長さ5000mmの鋳塊を得た後、これを長さ500mmに切断し、押出用ビレットを作成した。さらに、このビレットを470℃で6時間均質化処理を行った後に、誘導過熱により470℃に加熱し、図1に示す断面寸法が高さ40mm×幅80mm(断面コーナのRが5R)×長さ2000mmの角棒材に押出加工した。
【0034】
【表1】
【0035】
次に、ロボットアーム部品の素形材の加工工程について説明する。ロボットアーム用部品の素形材は、図2に示す2工程あるいは鍛造の加工工程を複数工程とした合計3工程以上で製造する。この押出材を所定の長さ、例えば110mm厚さのブランク形状に切断後、360℃×2時間の焼鈍処理をして、完全焼鈍材とする。ロボットアームは、テーパ部の長さ30mmの間に、断面寸法が40mm×80mmから20mm×60mm連続的に断面減少するように鍛造加工される。そして、この際に、角棒の先端には、断面寸法が20mm×60mmに縮径した棒材が長さ30mmに渡って残される。さらに、その後棒材の未加工部約60mm残して金型に拘束して、インパクト成形を行ない、長さ350mm(中空部の長さは300mm)のロボットアーム素形材を得ることができる。
【0036】
前記の素形材の縮径加工した断面寸法が20mm×60mmの棒状部側面の中央に穴加工を行ない、作成した穴部に係止用ピンを挿通することにより、ロボットの手に相当する部分がアームに取り付けられ、一方、他端側はアーム取付け用の軸に取り付けられる。 他端側の加工は、一組の角パイプの側面の先端近傍を切り欠いた後に、残りの側面の一部に所定サイズの穴を開けて、この穴部に軸受けをはめ込み固定して軸受け部を構成し、この軸受けに係止される軸部を介して、本体に回転自在に軸止される構造とすることができる。
【0037】
このようにして、ロボットアームの製作が可能になる。また、本実施形態においては、インパクト成形と鍛造、機械加工を組み合わせることにより、中実部と中空部を有し、複雑な形状を有するロボットアーム用小型構造部品を製造したが、角型ブランクを用いて、インパクト成形後に、底部の肉厚をインパクト成形により形成した壁部と同等か僅かに厚い程度に形成して、底部又は壁部の底部近傍に他の部材を溶接したり、インパクト成形後、壁部を冷間又は熱間でプレス曲げを行なう等して、車椅子や医療検査用機器、スペースフレ−ム等の小型の構造部材を製造することができる。
丸棒ブランクを用いても同様の成形が可能である。
【0038】
ロボットアーム部品のインパクト成形は、上記のような工程で行なうが、本発明での評価は、鍛造性や機械加工性は対象外であることから、本発明におけるインパクト成形性の評価は、棒材の先端部の鍛造加工を省いて、インパクト成形のみを行って、インパクト成形性を評価した。インパクト成形は、一定形状の固定ダイスに、各種サイズのポンチを押し込み種々の成形を行い、底部の厚みを少なくとも一定値60mm程度残して300mmの高さまで成形できた時の限界肉厚を測定し、これを成形限界とした。インパクト成形は冷間で1000tの油圧プレスを用いて10mm/sの速度でポンチを降下させて実施した。なお、潤滑は通常用いられるボンデ処理を施した。
【0039】
インパクト成形品は、所定高さに成形した場合における限界肉厚、T6熱処理後の強度(引張強さ、耐力)とインパクト成形方向と直角な方向の結晶粒径の評価を行った。さらに、応用的な特性として、溶接割れ性、耐応力腐食割れ性や耐食性について評価を行った。
【0040】
本発明においては、表1に示す本発明材29種、比較材13種、従来材として1100、3003の2種の合計44種の材料について、ポンチ径を0.1mm間隔に変えたポンチを用意し、インパクト成形を行った。ここで、試験に使用したブランク長さは、150mmを標準としたが、材料の成形性が低いインパクト成形品の限界肉厚が約3mm以上のものに関しては、成形高さを稼ぐために、適宜ブランク長さを変えて成形を行った。インパクト成形性は、成形高さ300mmまで成形可能なポンチ径におけるインパクト成形品の肉厚を、インパクト成形品のインパクト部の内底から順に、30mm、150mm、270mmの位置の3箇所の成形後の限界肉厚を測定し、その平均値を限界肉厚とし、成形性の評価を行った。成形性は当然のことながら、肉厚が薄い程、成形性が良いことになる。強度は成形品を460℃×4時間の溶体化処理後、105℃×8Hr+155℃×8Hrの2段時効を行なうT6処理を行った後、成形品のインパクト成形方向に平行にJIS5号引張試験片を各2本採取し、これらについてそれぞれ引張試験を行い、その平均値を引張強さと耐力とした。また、比較材の1100と3003は非熱処理合金であるため、特に熱処理を行なわずに押出材をそのままインパクト成形を行いその後、引張強さと耐力を求めた。
【0041】
組織観察は、インパクト成形後のインパクト成形部の高さの中央150mmの位置において、インパクト成形方向に垂直なLT方向断面の断面表層部を含むように試験片を切り出し、光学顕微鏡で×100倍の組織写真を5視野撮影することにより行なった。その写真からJISH0501に規定する切断法にて板厚方向(LT断面)の結晶粒径を求め、5視野の平均値を平均結晶粒径とした。
【0042】
表1の本発明例により得られた合金を用いたインパクト成形品は、比較例や従来合金を用いたインパクト成形品に比べ、結晶粒径を250μm以下の所定サイズに制御した場合に、強度とインパクト成形性ともに優れるインパクト成形品が得られる結果となった。表1の比較例に示す材料は、強度が不足するか、成形性に劣るかのどちらかであった。特に、結晶粒径が250μmを超えて粗大になった場合は成形性が劣っていた。
【0043】
次に、溶接割れ試験、耐応力腐食割れ試験及び耐食試験方法について説明する。
溶接割れ性は、図3に示すフィッシュボーン形溶接割れ試験片にて評価を行った。肉厚3mmの所定の大きさ(66.8mm×105mm)のフィッシュボーン形溶接割れ試験片を各5枚ずつ作製した。なお、肉厚が3mmまでインパクト成形できない材料に関しては、面削加工により3mmに仕上げ、同様の試験片を得た。
【0044】
溶接割れ試験片の溶接は、ティグ溶接で、溶加材を用いないノーフィラーでの溶接と溶加材A5356BY(φ2.4mm)を用いた溶接の2種類につき、表2に示す条件にて試験片の切り込みの浅い方から深い方に向かって行なった。
溶接割れ性は、発生した割れの長さをノギスにて測定することにより行った。判定基準は5枚の溶接割れ長さの平均値が0〜75mm未満を○、75mm〜100mm未満を△、100mm以上を×とした。
【0045】
【表2】
【0046】
耐応力腐食割れ性はJISH8711に基づいて3点曲げ試験で行って評価した。耐応力腐食割れ試験は、結晶組織が未再結晶組織の場合は、割れが発生しないことが知られているが、本インパクト成形用素材は材料組織が再結晶組織であるために、応力腐食割れが発生する可能性があることから、耐応力腐食割れ試験を行なうことにした。耐応力腐食割れ試験の負荷応力はそれぞれの耐力値の75%の応力を負荷した。試験は燐酸クロム酸試験液に所定時間浸漬を行い割れの有無を評価した。耐応力腐食割れ試験液は、1l(リットル)のイオン交換により得た純水に、酸化クロム(無水クロム酸)36g,二酸化カリウム(重クロム酸カリウム)30g、塩化ナトリウム3gを混合した溶液を用意した。この試験液に前記試験片を浸漬し、15分毎に割れの有無を確認した。
【0047】
耐食性はJIS Z2371に記載の塩水噴霧試験を用いて評価した。試験片はインパクト成形後の製品から、幅70mm×長さ150mm×厚さ1.0mmに加工した板状のものを各5枚ずつ作製し、中性塩水噴霧試験にて試験時間720時間後の重量を測定し、本発明例と比較例に関して、試験前後の重量減少率で評価した。判定基準は試験片5枚の重量減少率の平均が10%未満の場合を○とし、10%以上の場合を×とした。
【0048】
表3の右側には、表1の材料のフィッシュボーン溶接割れ試験、耐応力腐食割れ試験、耐食性試験の結果を示す。溶接割れ性は、ノーフィラーの場合、本発明材と従来材は良好で、比較例は一部に△及び×が見られた。A5356BYを溶加材として用いる場合、結晶粒径が最大の比較例のNo31の材料を除き全ての材料が○となった。発明例は従来材に比べノーフィラー、溶加材を用いた場合ともに同等の溶接割れ性を示し、溶接性においても良好な結果が得られた。
【0049】
【表3】
【0050】
本発明材は、試験時間2時間経過後の観察においても、応力腐食割れを発生することがないことが確認された。耐食性試験の試験結果は、本発明および従来例いずれも○であり、発明例は従来材と比べ同等の耐食性を有する事が確認できた。
【0051】
以上に説明したごとく本発明によれば、インパクト成形性に優れかつ高強度を有するとともに溶接割れ及び耐応力割れ性に優れる製品が製造でき、小型構造部品としてのインパクト成形品のニーズに対応することができる。
【図面の簡単な説明】
【0052】
【図1】インパクト成形試験に用いたアルミニウム押出部材
【図2】ロボットアーム用部品素形材のインパクト成形工程
【図3】フィシュボーン溶接割れ試験片の形状
【特許請求の範囲】
【請求項1】
Al−Zn−Mg系アルミニウム合金を冷間インパクト成形したインパクト成形品。
【請求項2】
Zn4.5〜7.5wt%、Mg0.3〜0.8wt%、Cu0.2wt%以下を含有し、さらにMn0.15〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%のうち1種または2種以上を含有し、且つMn+Cr+Zrの合計が0.25wt%以上で、残部がAl及び不純物からなることを特徴とするアルミニウム合金を用いた冷間インパクト成形したインパクト成形品。
【請求項3】
Zn4.5〜7.5wt%、Mg0.3〜0.8wt%、Cu0.2wt%以下を含有し、さらにMn0.15〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%のうち1種または2種以上を含有し、且つMn+Cr+Zrの合計が0.25wt%以上で、Tiを0.01〜0.15%、Bを0.001〜0.03wt%含み、残部がAl及び不純物からなるアルミニウム合金を冷間インパクト成形したインパクト成形品。
【請求項4】
請求項1から請求項3記載のインパクト成形品において、冷間インパクト成形後のインパクト成形方向に直角な方向の結晶粒径が平均250μm以下であることを特徴とするインパクト成形品。
【請求項5】
請求項1から請求項3に記載の冷間インパクト成形品において、冷間インパクト成形後のインパクト成形方向に直角な方向の結晶粒径が平均250μm以下で且つ耐力が200Mpaから250Mpaであることを特徴とするインパクト成形品。
【請求項6】
請求項1から請求項5に記載の冷間インパクト成形品を用いた小型構造部品。
【請求項1】
Al−Zn−Mg系アルミニウム合金を冷間インパクト成形したインパクト成形品。
【請求項2】
Zn4.5〜7.5wt%、Mg0.3〜0.8wt%、Cu0.2wt%以下を含有し、さらにMn0.15〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%のうち1種または2種以上を含有し、且つMn+Cr+Zrの合計が0.25wt%以上で、残部がAl及び不純物からなることを特徴とするアルミニウム合金を用いた冷間インパクト成形したインパクト成形品。
【請求項3】
Zn4.5〜7.5wt%、Mg0.3〜0.8wt%、Cu0.2wt%以下を含有し、さらにMn0.15〜0.4wt%、Cr0.05〜0.2wt%、Zr0.1〜0.3wt%のうち1種または2種以上を含有し、且つMn+Cr+Zrの合計が0.25wt%以上で、Tiを0.01〜0.15%、Bを0.001〜0.03wt%含み、残部がAl及び不純物からなるアルミニウム合金を冷間インパクト成形したインパクト成形品。
【請求項4】
請求項1から請求項3記載のインパクト成形品において、冷間インパクト成形後のインパクト成形方向に直角な方向の結晶粒径が平均250μm以下であることを特徴とするインパクト成形品。
【請求項5】
請求項1から請求項3に記載の冷間インパクト成形品において、冷間インパクト成形後のインパクト成形方向に直角な方向の結晶粒径が平均250μm以下で且つ耐力が200Mpaから250Mpaであることを特徴とするインパクト成形品。
【請求項6】
請求項1から請求項5に記載の冷間インパクト成形品を用いた小型構造部品。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2006−188730(P2006−188730A)
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願番号】特願2005−985(P2005−985)
【出願日】平成17年1月5日(2005.1.5)
【出願人】(000107538)古河スカイ株式会社 (572)
【Fターム(参考)】
【公開日】平成18年7月20日(2006.7.20)
【国際特許分類】
【出願日】平成17年1月5日(2005.1.5)
【出願人】(000107538)古河スカイ株式会社 (572)
【Fターム(参考)】
[ Back to top ]