
Al合金軸受
【課題】Al基軸受合金層上に樹脂コーティング層が設けられた構成であって、長期にわたって耐摩耗性に優れるAl合金軸受を提供する。
【解決手段】Al合金軸受11は、基材12と、基材12上に設けられ4.5〜7.0質量%のSiを含んだAl基軸受合金層13と、Al基軸受合金層13上に設けられ樹脂バインダ中に固体潤滑剤を含んだ樹脂コーティング層14とを備えている。Al基軸受合金層13の樹脂コーティング層14側の表面133に、平均粒子径が0.5〜10μmのSi粒子が樹脂コーティング層14側に突出する状態で点在している。
【解決手段】Al合金軸受11は、基材12と、基材12上に設けられ4.5〜7.0質量%のSiを含んだAl基軸受合金層13と、Al基軸受合金層13上に設けられ樹脂バインダ中に固体潤滑剤を含んだ樹脂コーティング層14とを備えている。Al基軸受合金層13の樹脂コーティング層14側の表面133に、平均粒子径が0.5〜10μmのSi粒子が樹脂コーティング層14側に突出する状態で点在している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Al基軸受合金層上に樹脂コーティング層が設けられたAl合金軸受に関する。
【背景技術】
【0002】
従来、自動車の内燃機関などには、Al基軸受合金層を備えたAl合金軸受が使用されている。近年では、自動車用エンジンの高周速化および高面圧化が進むとともに、オイルの低粘度化も進んでいる。また、燃費向上を目的としたアイドリング時エンジン停止機構搭載エンジンが増えてきており、そのようなエンジンでは従来よりも起動停止が頻繁に繰り返される傾向にある。そのため、このような過酷な状況では、Al基軸受合金層上に形成される油膜の厚さが不十分となることが考えられる。この場合、クランクシャフトなどの相手部材がAl基軸受合金層のAlマトリクスに接触しやすくなって、Alの凝着が容易に生じ、Al基軸受合金層の摩耗が進行しやすくなることも考えられる。
【0003】
Al合金軸受の耐摩耗性の向上を図る方法として、例えば特許文献1には、固体潤滑剤、硬質粒子および樹脂バインダを含んだ樹脂コーティング層をAl基軸受合金層上に設けて、相手部材をAl基軸受合金層に接触させにくくすることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−37962号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
樹脂コーティング層をAl基軸受合金層上に設ける構成では、樹脂コーティング層が摩滅した場合、Al基軸受合金層のAlマトリクスが露出し、相手部材がそのAlマトリクスに接触しやすくなることが考えられる。この場合、上述と同様に、Alの凝着が容易に生じ、Al基軸受合金層の摩耗が容易に進行してしまうことが考えられる。
【0006】
本発明は上述した事情に鑑みてなされたものであり、その目的は、Al基軸受合金層上に樹脂コーティング層が設けられた構成であって、長期にわたって耐摩耗性に優れるAl合金軸受を提供することである。
【課題を解決するための手段】
【0007】
本発明の一実施形態のAl合金軸受は、基材と、基材上に設けられ4.5〜7.0質量%のSiを含んだAl基軸受合金層と、Al基軸受合金層上に設けられ樹脂バインダ中に固体潤滑剤を含んだ樹脂コーティング層とを備えている。そして、Al基軸受合金層の樹脂コーティング層側の表面に、平均粒子径が0.5〜10μmのSi粒子が樹脂コーティング層側に突出する状態で点在していることを特徴としている。
【0008】
基材は、Al基軸受合金層を設けるための構成物のことである。例えば、裏金層とAl基軸受合金層との間に中間層が設けられている場合は、裏金層と中間層とが基材である。また、裏金層上にAl基軸受合金層が設けられている場合は、裏金層が基材である。
中間層が設けられている場合、中間層として、例えば主成分としてのAl中にSi、Cu、Mnのいずれか1種類以上の金属元素を総量で10.0質量%以下含んで形成されているものを用いてもよい。中間層にこれらの金属元素が10.0質量%以下含まれている場合、中間層の強度がより一層向上したAl合金軸受が得られる。
【0009】
Al基軸受合金層は、主成分としてのAl中にSiを4.5〜7.0質量%含んで形成されている。このSiの作用および効果については後述する。
Al基軸受合金層は、Snを4.0〜8.0質量%、より好ましくは5.0〜7.0質量%含んでいてもよい。Al基軸受合金層にSnが4.0質量%以上、より好ましくは5.0質量%以上含まれている場合、Al基軸受合金層の非焼付性およびなじみ性がより一層向上したAl合金軸受が得られる。また、Al基軸受合金層にSnが8.0質量%以下、より好ましくは7.0質量%以下含まれている場合、Al基軸受合金層の強度がより一層向上したAl合金軸受が得られる。
【0010】
Al基軸受合金層は、Mn、Cr、Ni、V、Ti、Mo、Fe、Co、W、Cu、Zn、Mg、Zrのいずれか1種類以上の金属元素を含んでいてもよい。これらの金属元素は、Al基軸受合金層の質量に対して総量で0.01〜10.0質量%であることが好ましい。Al基軸受合金層にこれらの金属元素が総量で0.01質量%以上含まれている場合、Al基軸受合金層のAlマトリクスの強度がより一層向上したAl合金軸受が得られる。また、Al基軸受合金層にこれらの金属元素が総量で10.0質量%以下含まれている場合、Al基軸受合金層中において粗大な金属間化合物の析出を抑制することができる。これにより、Al基軸受合金層の強度がより一層向上したAl合金軸受が得られる。
【0011】
Al基軸受合金層のビッカース硬さは、45〜80であることが好ましい。Al基軸受合金層のビッカース硬さが45以上である場合、Al基軸受合金層の強度は良好であり、耐疲労性がより一層向上したAl合金軸受が得られる。また、Al基軸受合金層のビッカース硬さが80以下である場合、Al基軸受合金層のなじみ性は良好であり、非焼付性がより一層向上したAl合金軸受が得られる。
【0012】
樹脂コーティング層は、樹脂バインダ中に固体潤滑剤を含んで形成されている。
樹脂バインダは、高温での物性劣化が少なく、熱による変形および溶出が少ない樹脂、例えばPAI(ポリアミドイミド)樹脂であることが好ましい。また、樹脂バインダは、主成分としてのPAI樹脂中に副成分の樹脂を含んでいてもよい。副成分の樹脂は、PA(ポリアミド)樹脂、EP(エポキシ)樹脂、PES(ポリエーテルサルフォン)樹脂のいずれか1種類以上であることが好ましい。副成分の樹脂は、樹脂コーティング層の強度を向上させるために、主成分の樹脂の質量に対して3〜40質量%であることが好ましい。
【0013】
固体潤滑剤は、MoS2、WS2、黒鉛、h−BNのいずれか1種類以上であることが好ましい。固体潤滑剤は、樹脂コーティング層の体積に対して25〜55体積%であることが好ましい。樹脂コーティング層に固体潤滑剤が25体積%以上含まれている場合、樹脂コーティング層の潤滑性がより一層向上したAl合金軸受が得られる。また、樹脂コーティング層に固体潤滑剤が55体積%以下含まれている場合、樹脂コーティング層の強度がより一層向上したAl合金軸受が得られる。
【0014】
樹脂コーティング層は、添加剤を含んでいてもよい。添加剤は、硬質粒子として作用する化合物、例えばAl2O3、Fe2O3、TiO2、MoO3などの酸化物、SiC、WC、W2C、Mo2Cなどの炭化物、AlN、Si3N4、c−BNなどの窒化物、リン酸塩、硫酸塩などの金属塩のいずれか1種類以上であることが好ましい。添加剤は、樹脂コーティング層の体積に対して3〜20体積%であることが好ましい。樹脂コーティング層に添加剤が3体積%以上含まれている場合、樹脂コーティング層の耐摩耗性がより一層向上したAl合金軸受が得られる。また、樹脂コーティング層に添加剤が20体積%以下含まれている場合、樹脂コーティング層の強度がより一層向上したAl合金軸受が得られる。
【0015】
樹脂コーティング層の厚さは、1〜30μmであることが好ましく、2〜10μmであることがより好ましい。樹脂コーティング層の厚さが1μm以上、より好ましくは2μm以上である場合、樹脂コーティング層の低フリクション性および耐摩耗性などの摩耗特性を良好に維持することができ、樹脂コーティング層が早期に摩滅してしまうことを抑制することができる。また、樹脂コーティング層の厚さが30μm以下、より好ましくは10μm以下である場合、樹脂コーティング層と相手部材との摺動によって生じる熱による樹脂コーティング層の強度低下を抑制することができ、樹脂コーティング層がAl基軸受合金層から剥離してしまうことを抑制することができる。
【0016】
Al基軸受合金層は、上述したSiからなるSi粒子を有している。Si粒子は、Alマトリクス中に点在しているとともに、Al基軸受合金層の樹脂コーティング層側の表面にも当該樹脂コーティング層側に突出する状態で点在している。以下、便宜上、Al基軸受合金層の樹脂コーティング層側の表面を、Al基軸受合金層の表面と称して説明する。
【0017】
Si粒子は、平均粒子径が0.5〜10μmである。Si粒子の平均粒子径が0.5μm以上である場合、Si粒子がAl基軸受合金層の表面から樹脂コーティング層側に十分に突出した構成となりやすい。そのため、Al基軸受合金層上に樹脂コーティング層を形成する際に、Al基軸受合金層の表面に点在しているSi粒子とAlマトリクスとで形成されるコーナー部分に樹脂コーティング層の一部が入り込みやすくなる。したがって、Al基軸受合金層と樹脂コーティング層とは、十分に密着した構成となる。
【0018】
上記実施形態のAl合金軸受によれば、次のようにして摩耗が進行していく。
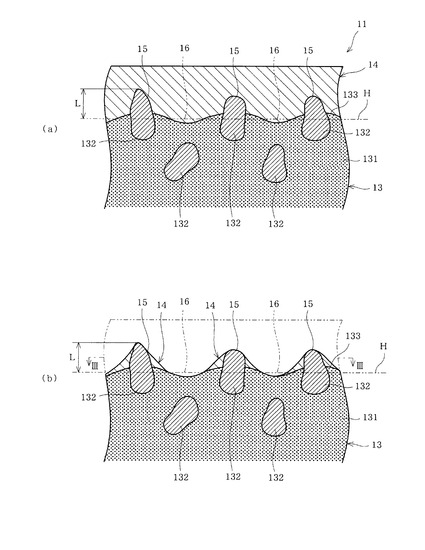
まず、クランクシャフトなどの相手部材が樹脂コーティング層に接触することにより、樹脂コーティング層の摩耗が摺動表面側から進行していく。図2(a)は、摩耗が進行する前の樹脂コーティング層14の状態を示している。
【0019】
樹脂コーティング層の摩耗が進行していく途中において、相手部材がAl基軸受合金層の表面から突出しているSi粒子の摺動表面側の端部すなわち先端部に接触することがある。しかしながら、Si粒子は硬質であるため摩耗されにくく、樹脂コーティング層の摩耗が進行していく。ここで、相手部材がSi粒子の先端部に接触する場合、Si粒子とAlマトリクスとで形成されるコーナー部分、すなわちそのSi粒子の周囲に存在する樹脂コーティング層の一部は、相手部材に接触しにくい。したがって、樹脂コーティング層の摩耗が進行していく場合でもSi粒子の周囲に存在する樹脂コーティング層の一部は、樹脂コーティング層の他の部分に比べて摩耗されにくく、残存しやすい。
【0020】
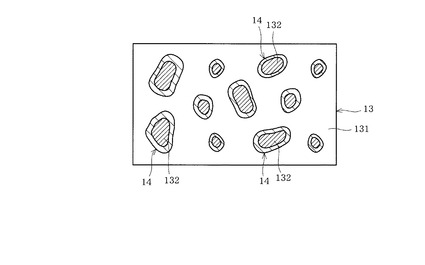
樹脂コーティング層の摩耗が進行して、Al基軸受合金層のAlマトリクスが露出した場合、図2(b)および図3に示すように、Al基軸受合金層13を形成するAlマトリクス131およびSi粒子132、Si粒子132の周囲に残存している樹脂コーティング層14の一部からなる3相が、Al基軸受合金層13の表面133側に混在した状態となる。
【0021】
したがって、上記実施形態のAl合金軸受は、従来のSi粒子の周囲に樹脂コーティング層が残存しにくい構成のAl合金軸受に比べて、樹脂コーティング層の摩耗が進行した場合においてAl基軸受合金層のAlマトリクスの露出面積が小さい。したがって、上記実施形態のAl合金軸受は、従来のAl合金軸受に比べて、相手部材がAlマトリクスに接触しにくく、Alマトリクスの摩耗が進行しにくく、Alの凝着量が少なくなる。
【0022】
Alの凝着量が少なくなることにより、Alの凝着とともにAl基軸受合金層から脱落するSi粒子の量も少なくなり、また、小さいSi粒子も脱落しにくくなる。したがって、Al基軸受合金層のAlマトリクスの摩耗が進行するとともに、Al基軸受合金層の表面に存在するSi粒子の割合が高くなり、Al基軸受合金層の表面でのSiの濃度が高くなる。そして、Al基軸受合金層の表面でのSiの濃度が所定の濃度以上に達することにより、Al基軸受合金層の摩耗の進行を抑制することができる。
したがって、Si粒子の周囲に樹脂コーティング層が残存しやすい構成とすることにより、Al基軸受合金の耐摩耗性の向上を図ることができる。
【0023】
Al基軸受合金層にSiが4.5質量%以上含まれている場合、樹脂コーティング層の摩耗が進行した際においてAl基軸受合金層のAlマトリクスの露出面積が小さくなりやすく、Alの凝着量が少なくなりやすい。さらに、Al基軸受合金層の樹脂コーティング層側の表面に点在するSi粒子の個数が多くなりやすく、樹脂コーティング層側に突出するSi粒子の個数も多くなりやすい。これにより、樹脂コーティングの摩耗の進行において、Si粒子の周囲に樹脂コーティング層の一部を残存させやすくすることができ、Al基軸受合金層の表面でのSiの濃度を高くすることができる。
【0024】
また、Al基軸受合金層にSiが7.0質量%以下含まれている場合、およびAl基軸受合金層の樹脂コーティング層側の表面に点在するSi粒子の平均粒子径が10μm以下である場合、良好な切削性および圧延性が得られ、本実施形態のAl合金軸受を容易に作製することができる。
【0025】
ここで、Al基軸受合金層の表面において、この表面から樹脂コーティング層側に突出しているSi粒子の部分を凸部とする。また、Al基軸受合金層の表面において、Si粒子間すなわちAl基軸受合金層のAlマトリクスの樹脂コーティング層側の表面を凹部とする。この場合、Al基軸受合金層の表面に、凸部と凹部との高低差が0.2〜1.5μmの凹凸が形成されていることが好ましい。
【0026】
Al基軸受合金層の表面に形成されている凹凸の高低差が0.2μm以上である場合、凸部がAl基軸受合金層の表面から樹脂コーティング層側に十分に突出した構成となりやすい。そのため、樹脂コーティング層の摩耗が進行した場合に、凸部の周囲に樹脂コーティング層の一部が残存しやすくなる。これにより、上述した平均粒子径が0.5μm以上のSi粒子がAl基軸受合金層の表面から樹脂コーティング層側に突出した構成と同様に、樹脂コーティング層の摩耗が進行した際においてAl基軸受合金層のAlマトリクスの露出面積が小さくなりやすく、その結果、Alの凝着量が少なくなりやすく、Si粒子の脱落する量も少なくなりやすい。したがって、Al基軸受合金層の表面でのSiの濃度を高くすることができ、Al基軸受合金層の摩耗の進行を抑制することができる。
【0027】
Al基軸受合金層の表面に形成されている凹凸の高低差が1.5μm以下である場合、樹脂コーティング層側に突出しているSi粒子の体積の大半がAlマトリクス中に埋もれた構成であり、相手部材がSi粒子に接触した場合に当該Si粒子が脱落してしまうことを抑制することができる。
【0028】
Si粒子の平均粒子径の大きさは、例えば、Al合金軸受の製造工程のうち鋳造時の冷却速度および焼鈍時の温度を制御することにより調整可能である。
Al基軸受合金層の表面の凹凸の高低差は、Al基軸受合金層の表面から樹脂コーティング層側に突出しているSi粒子の高さに相当する。すなわち、Si粒子がAl基軸受合金層のAlマトリクスの表面から樹脂コーティング層側に突出しているほど、Al基軸受合金層の表面の凹凸の高低差も大きくなる。この凹凸の高低差は、例えば、樹脂コーティング層を設ける前においてSiすなわちSi粒子を含んだAl基軸受合金層の表面に表面処理を施すことにより調整可能である。表面処理としては、ブラストまたはエッチングなどがある。
【0029】
Al基軸受合金層の表面に表面処理を施すことによって、Siよりも軟質であるAlからなるAlマトリクスの表面に所定の深さの凹部を形成することができる。一方、Al基軸受合金層の表面に点在するSi粒子は表面処理によっても変形しにくい。したがって、Al基軸受合金層の表面に表面処理を施すことによって、Si粒子がAl基軸受合金層のAlマトリクスの表面から所定の高さ分突出した構成となる。
【0030】
なお、表面処理の条件は、Al基軸受合金層に含まれる組成などによって異なる。
また、Si粒子の平均粒子径を0.5〜10μmにする方法、およびAl基軸受合金層の表面に所定の高低差の凹凸を形成する方法は、上述した方法に限られない。
【図面の簡単な説明】
【0031】
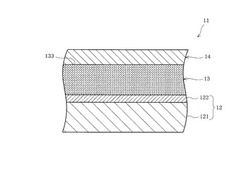
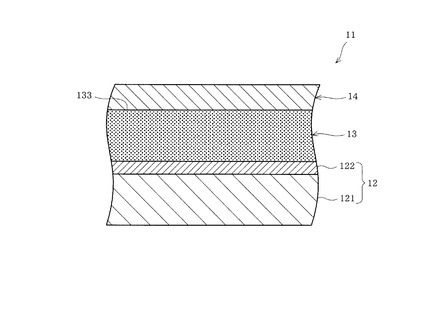
【図1】本発明の一実施形態のAl合金軸受を模式的に示す断面図
【図2】樹脂コーティング層の状態を模式的に示す断面図であり、(a)は樹脂コーティング層の摩耗前の状態を示す図、(b)は樹脂コーティング層の摩耗後の状態を示す図
【図3】図2(b)のIII−III線に沿う横断面を模式的に示す図
【発明を実施するための形態】
【0032】
Al合金軸受の一実施形態の断面を、図1に示す。図1に示すAl合金軸受11は、例えば自動車用エンジンに使用される軸受であり、基材12と、基材12上に設けられたAl基軸受合金層13と、Al基軸受合金層13上に設けられた樹脂コーティング層14とを備えている。基材12は、鋼板からなる裏金層121と、裏金層121およびAl基軸受合金層13との間に設けられた純Alからなる中間層122とを有している。
【0033】
Al基軸受合金層13は、図2に示すように、Alマトリクス131中にSiからなるSi粒子132が点在した構成である。Si粒子132は、Al基軸受合金層13の樹脂コーティング層14側の表面133にも点在している。Si粒子132は、平均粒径が0.5〜10μmである。樹脂コーティング層14は、樹脂バインダとしてのPAI樹脂に固体潤滑剤としてのMoS2を含んで形成され、必要に応じて添加剤として例えばMo2Cを含んでいる。
【0034】
また、図2に、Al基軸受合金層13のAlマトリクス131において樹脂コーティング層14側の表面の平均高さで広がる面を基準仮想面Hとして示す。そして、Al基軸受合金層13の表面133を基準仮想面Hと仮定した場合、基準仮想面Hから樹脂コーティング層14側に突出しているSi粒子132の部分を凸部15として示す。さらに、基準仮想面Hであって隣り合うSi粒子132間すなわち凸部15間を凹部16として示す。この構成において、基準仮想面Hから最も突出している凸部15の先端部から凹部16までの高低差、すなわち所定の観察視野における基準仮想面Hから樹脂コーティング層14側に最も突出している凸部15の先端部と基準仮想面Hとの間の最短距離をLとすると、最短距離Lは0.2〜1.5μmとなっている。また、この実施形態では、この最短距離LがAl基軸受合金層の表面の凹凸の高低差となる。
【0035】
次に、本実施形態のAl合金軸受11の効果を確認した試験について説明する。
本実施形態のAl合金軸受11と同様の構成の実施例品1〜5は、次のようにして得た。まず、表1の「Al基軸受合金層」に示す組成比に調整されたAl基軸受合金の板材を鋳造によって製造した。その後、この鋳造されたAl基軸受合金に、純Alからなる中間層を構成する薄い板材を圧接して複層アルミニウム合金板を製造し、この複層アルミニウム合金板を、裏金層を構成する鋼板に圧接、および焼鈍して軸受形成用板材、いわゆるバイメタルを製造した。
【0036】
次に、このバイメタルを半円筒状にして成形品を得た。次に、この成形品の軸受合金層側の表面に、ブラストによる表面処理を施した。この表面処理においては、表面処理後の軸受合金層の表面の凹凸の高低差が0.2〜1.5μmとなるように表面処理の条件が調整されている。次に、表面処理した成形品の表面にロールコート方式にて、樹脂コーティング層の厚さが5μmとなるように樹脂コーティングを施した。樹脂コーティングでは、表1の「樹脂コーティング層」に示す組成比に調整された樹脂バインダおよび固体潤滑剤が用いられている。そして、樹脂コーティングが施された成形品を、200〜230℃の焼成温度で加熱し、樹脂バインダを焼き固めることにより、実施例品1〜5を得た。
Si粒子の平均粒子径は、上述の鋳造時の冷却速度および焼鈍時の温度を適宜変更することによって調整した。
【0037】
比較例品1〜5は、実施例品1〜5にそれぞれ対応する試料であり、実施例品1〜5に表面処理を施していないおよび樹脂コーティング層を設けていない以外、実施例品1〜5と同じ製造方法で得た。
比較例品6〜9は、Al基軸受合金層の組成、樹脂コーティング層の組成およびSi粒子の平均粒子径が異なる以外、実施例品1〜5と同じ製造方法で得た。
上述の製造方法によって得た実施例品1〜5および比較例品1〜9の組成、Si粒子の平均粒子径、摩耗試験の結果を表1に示す。また、摩耗試験の条件を表2に示す。
【0038】
【表1】

【0039】
【表2】
【0040】
表1の「樹脂コーティング層」および「Al基軸受合金層」の各組成の質量%濃度は、蛍光X線装置を用いて得た値である。
表1の「Si粒子の平均粒子径」は、Al基軸受合金層中に点在するSi粒子の平均粒子径のことである。Si粒子の平均粒子径は、電子顕微鏡および解析ソフト(株式会社プラネトロン社製「Image−Pro Plus(Version4.5)」)を用いて、次のようにして求めた。
【0041】
まず、電子顕微鏡および解析ソフトで得られた150μm×150μmの観察視野内に分布している検出の下限値0.07μm2以上のすべてのSi粒子の面積から観察視野内のSi粒子の総面積を求めるとともに、これらのSi粒子のそれぞれについて粒子径を求めた。各Si粒子の粒子径は、Si粒子を電子顕微鏡で摺動表面側から観察し、投影した観察視野においてSi粒子の面積を測定し、Si粒子の面積を円に換算して求めた仮想の円形のSi粒子の直径である。
【0042】
次に、粒子径が大きいSi粒子から順にSi粒子の面積を累積していき、累積した面積がSi粒子の総面積の50%に達するまでの粒子径の大きいSi粒子を、平均粒子径を求めるSi粒子の対象とした。そして、Si粒子の平均粒子径は、この対象としたSi粒子の粒子径を平均して求めた値である。
【0043】
摩耗試験では、実施例品1〜5および比較例品1〜9において、摩耗試験20時間用の試料と、摩耗試験40時間用の試料とを作製した。摩耗量の測定位置は、半円筒状の試料において円周方向の中央部であって軸方向両端部付近の2箇所である。表1の「摩耗量」は、これら2箇所で測定した摩耗量の平均値である。
【0044】
摩耗量は、肉厚測定器を用い、試験前後の試料の肉厚の値を測定し、試験前の肉厚の値から試験後すなわち20時間後または40時間後の肉厚の値を引いて求めた。また、肉厚測定器の測定範囲は試料の表面の凹凸の凸部間の距離も大きいため、この肉厚測定器を用いた場合の肉厚の値は、最も摺動表面側または樹脂コーティング層側に突出するSi粒子の先端部から試料の底面までの肉厚の値が検出される。
また、この摩耗試験では樹脂コーティング層の厚さを5μmとしているため、摩耗量が5μm以上である場合は、試料のAl基軸受合金層が摩耗していることを表している。
【0045】
表1の「作製不可能」とは、試料の製造時における複層アルミニウム合金板を、裏金層を構成する鋼板に圧接する際に、複層アルミニウム合金板の端部に割れが生じた状態のことである。なお、表1では、通常作製不可能であった試料においても、割れていない部分を利用して、その後の製造工程を行い、組成を分析した。
【0046】
次に、摩耗試験の結果について解析する。
実施例品1〜5と比較例品1〜5との対比から、実施例品1〜5は、Al基軸受合金層上に樹脂コーティング層が設けられているため、比較例品1〜5よりも摩耗量が少ないことが理解できる。
【0047】
実施例品1〜5と比較例品6との対比から、実施例品1〜5は、Al基軸受合金層に4.5質量%以上のSiを含んでいるため、比較例品6よりも摩耗量が少ないことが理解できる。
実施例品1〜5と比較例品7との対比から、実施例品1〜5は、Al基軸受合金層に7.0質量%以下のSiを含んでいるため、試料の作製が可能であることが理解できる。
実施例品1〜5と比較例品8との対比から、実施例品1〜5は、Al基軸受合金層の樹脂コーティング層側の表面に点在するSi粒子の平均粒子径が0.5μm以上であるため、比較例品8よりも摩耗量が少ないことが理解できる。
実施例品1〜5と比較例品9との対比から、実施例品1〜5は、Al基軸受合金層の表面に点在するSi粒子の平均粒子径が10μm以下であるため、試料の作製が可能であることが理解できる。
【0048】
なお、表には示していないが、実施例品1〜5と同様の試料において、Al基軸受合金層の表面には、高低差が0.2〜0.5μmの凹凸が形成されていた。この凹凸の高低差は、電子顕微鏡で観察される試料のAl基軸受合金層の表面付近の画像に基づき、Al基軸受合金層のAlマトリクスにおける樹脂コーティング層側の表面の平均高さのところで直線を引き、その直線から樹脂コーティング層側に最も突出しているSi粒子の先端部から当該直線までの最短距離である。
【0049】
本実施形態は、要旨を逸脱しない範囲内で適宜変更して実施し得る。
不可避的不純物については説明を省略し、各組成には不可避的不純物が含まれ得る。
Al基軸受合金層、中間層、樹脂コーティング層には、本発明の効果を妨げない範囲で、上述した以外の他の金属元素、添加剤などがさらに加えられていてもよい。
【符号の説明】
【0050】
図面中、11はAl合金軸受、12は基材、13はAl基軸受合金層、132はSi粒子、133は表面、14は樹脂コーティング層、15は凸部、16は凹部を示す。
【技術分野】
【0001】
本発明は、Al基軸受合金層上に樹脂コーティング層が設けられたAl合金軸受に関する。
【背景技術】
【0002】
従来、自動車の内燃機関などには、Al基軸受合金層を備えたAl合金軸受が使用されている。近年では、自動車用エンジンの高周速化および高面圧化が進むとともに、オイルの低粘度化も進んでいる。また、燃費向上を目的としたアイドリング時エンジン停止機構搭載エンジンが増えてきており、そのようなエンジンでは従来よりも起動停止が頻繁に繰り返される傾向にある。そのため、このような過酷な状況では、Al基軸受合金層上に形成される油膜の厚さが不十分となることが考えられる。この場合、クランクシャフトなどの相手部材がAl基軸受合金層のAlマトリクスに接触しやすくなって、Alの凝着が容易に生じ、Al基軸受合金層の摩耗が進行しやすくなることも考えられる。
【0003】
Al合金軸受の耐摩耗性の向上を図る方法として、例えば特許文献1には、固体潤滑剤、硬質粒子および樹脂バインダを含んだ樹脂コーティング層をAl基軸受合金層上に設けて、相手部材をAl基軸受合金層に接触させにくくすることが開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平10−37962号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
樹脂コーティング層をAl基軸受合金層上に設ける構成では、樹脂コーティング層が摩滅した場合、Al基軸受合金層のAlマトリクスが露出し、相手部材がそのAlマトリクスに接触しやすくなることが考えられる。この場合、上述と同様に、Alの凝着が容易に生じ、Al基軸受合金層の摩耗が容易に進行してしまうことが考えられる。
【0006】
本発明は上述した事情に鑑みてなされたものであり、その目的は、Al基軸受合金層上に樹脂コーティング層が設けられた構成であって、長期にわたって耐摩耗性に優れるAl合金軸受を提供することである。
【課題を解決するための手段】
【0007】
本発明の一実施形態のAl合金軸受は、基材と、基材上に設けられ4.5〜7.0質量%のSiを含んだAl基軸受合金層と、Al基軸受合金層上に設けられ樹脂バインダ中に固体潤滑剤を含んだ樹脂コーティング層とを備えている。そして、Al基軸受合金層の樹脂コーティング層側の表面に、平均粒子径が0.5〜10μmのSi粒子が樹脂コーティング層側に突出する状態で点在していることを特徴としている。
【0008】
基材は、Al基軸受合金層を設けるための構成物のことである。例えば、裏金層とAl基軸受合金層との間に中間層が設けられている場合は、裏金層と中間層とが基材である。また、裏金層上にAl基軸受合金層が設けられている場合は、裏金層が基材である。
中間層が設けられている場合、中間層として、例えば主成分としてのAl中にSi、Cu、Mnのいずれか1種類以上の金属元素を総量で10.0質量%以下含んで形成されているものを用いてもよい。中間層にこれらの金属元素が10.0質量%以下含まれている場合、中間層の強度がより一層向上したAl合金軸受が得られる。
【0009】
Al基軸受合金層は、主成分としてのAl中にSiを4.5〜7.0質量%含んで形成されている。このSiの作用および効果については後述する。
Al基軸受合金層は、Snを4.0〜8.0質量%、より好ましくは5.0〜7.0質量%含んでいてもよい。Al基軸受合金層にSnが4.0質量%以上、より好ましくは5.0質量%以上含まれている場合、Al基軸受合金層の非焼付性およびなじみ性がより一層向上したAl合金軸受が得られる。また、Al基軸受合金層にSnが8.0質量%以下、より好ましくは7.0質量%以下含まれている場合、Al基軸受合金層の強度がより一層向上したAl合金軸受が得られる。
【0010】
Al基軸受合金層は、Mn、Cr、Ni、V、Ti、Mo、Fe、Co、W、Cu、Zn、Mg、Zrのいずれか1種類以上の金属元素を含んでいてもよい。これらの金属元素は、Al基軸受合金層の質量に対して総量で0.01〜10.0質量%であることが好ましい。Al基軸受合金層にこれらの金属元素が総量で0.01質量%以上含まれている場合、Al基軸受合金層のAlマトリクスの強度がより一層向上したAl合金軸受が得られる。また、Al基軸受合金層にこれらの金属元素が総量で10.0質量%以下含まれている場合、Al基軸受合金層中において粗大な金属間化合物の析出を抑制することができる。これにより、Al基軸受合金層の強度がより一層向上したAl合金軸受が得られる。
【0011】
Al基軸受合金層のビッカース硬さは、45〜80であることが好ましい。Al基軸受合金層のビッカース硬さが45以上である場合、Al基軸受合金層の強度は良好であり、耐疲労性がより一層向上したAl合金軸受が得られる。また、Al基軸受合金層のビッカース硬さが80以下である場合、Al基軸受合金層のなじみ性は良好であり、非焼付性がより一層向上したAl合金軸受が得られる。
【0012】
樹脂コーティング層は、樹脂バインダ中に固体潤滑剤を含んで形成されている。
樹脂バインダは、高温での物性劣化が少なく、熱による変形および溶出が少ない樹脂、例えばPAI(ポリアミドイミド)樹脂であることが好ましい。また、樹脂バインダは、主成分としてのPAI樹脂中に副成分の樹脂を含んでいてもよい。副成分の樹脂は、PA(ポリアミド)樹脂、EP(エポキシ)樹脂、PES(ポリエーテルサルフォン)樹脂のいずれか1種類以上であることが好ましい。副成分の樹脂は、樹脂コーティング層の強度を向上させるために、主成分の樹脂の質量に対して3〜40質量%であることが好ましい。
【0013】
固体潤滑剤は、MoS2、WS2、黒鉛、h−BNのいずれか1種類以上であることが好ましい。固体潤滑剤は、樹脂コーティング層の体積に対して25〜55体積%であることが好ましい。樹脂コーティング層に固体潤滑剤が25体積%以上含まれている場合、樹脂コーティング層の潤滑性がより一層向上したAl合金軸受が得られる。また、樹脂コーティング層に固体潤滑剤が55体積%以下含まれている場合、樹脂コーティング層の強度がより一層向上したAl合金軸受が得られる。
【0014】
樹脂コーティング層は、添加剤を含んでいてもよい。添加剤は、硬質粒子として作用する化合物、例えばAl2O3、Fe2O3、TiO2、MoO3などの酸化物、SiC、WC、W2C、Mo2Cなどの炭化物、AlN、Si3N4、c−BNなどの窒化物、リン酸塩、硫酸塩などの金属塩のいずれか1種類以上であることが好ましい。添加剤は、樹脂コーティング層の体積に対して3〜20体積%であることが好ましい。樹脂コーティング層に添加剤が3体積%以上含まれている場合、樹脂コーティング層の耐摩耗性がより一層向上したAl合金軸受が得られる。また、樹脂コーティング層に添加剤が20体積%以下含まれている場合、樹脂コーティング層の強度がより一層向上したAl合金軸受が得られる。
【0015】
樹脂コーティング層の厚さは、1〜30μmであることが好ましく、2〜10μmであることがより好ましい。樹脂コーティング層の厚さが1μm以上、より好ましくは2μm以上である場合、樹脂コーティング層の低フリクション性および耐摩耗性などの摩耗特性を良好に維持することができ、樹脂コーティング層が早期に摩滅してしまうことを抑制することができる。また、樹脂コーティング層の厚さが30μm以下、より好ましくは10μm以下である場合、樹脂コーティング層と相手部材との摺動によって生じる熱による樹脂コーティング層の強度低下を抑制することができ、樹脂コーティング層がAl基軸受合金層から剥離してしまうことを抑制することができる。
【0016】
Al基軸受合金層は、上述したSiからなるSi粒子を有している。Si粒子は、Alマトリクス中に点在しているとともに、Al基軸受合金層の樹脂コーティング層側の表面にも当該樹脂コーティング層側に突出する状態で点在している。以下、便宜上、Al基軸受合金層の樹脂コーティング層側の表面を、Al基軸受合金層の表面と称して説明する。
【0017】
Si粒子は、平均粒子径が0.5〜10μmである。Si粒子の平均粒子径が0.5μm以上である場合、Si粒子がAl基軸受合金層の表面から樹脂コーティング層側に十分に突出した構成となりやすい。そのため、Al基軸受合金層上に樹脂コーティング層を形成する際に、Al基軸受合金層の表面に点在しているSi粒子とAlマトリクスとで形成されるコーナー部分に樹脂コーティング層の一部が入り込みやすくなる。したがって、Al基軸受合金層と樹脂コーティング層とは、十分に密着した構成となる。
【0018】
上記実施形態のAl合金軸受によれば、次のようにして摩耗が進行していく。
まず、クランクシャフトなどの相手部材が樹脂コーティング層に接触することにより、樹脂コーティング層の摩耗が摺動表面側から進行していく。図2(a)は、摩耗が進行する前の樹脂コーティング層14の状態を示している。
【0019】
樹脂コーティング層の摩耗が進行していく途中において、相手部材がAl基軸受合金層の表面から突出しているSi粒子の摺動表面側の端部すなわち先端部に接触することがある。しかしながら、Si粒子は硬質であるため摩耗されにくく、樹脂コーティング層の摩耗が進行していく。ここで、相手部材がSi粒子の先端部に接触する場合、Si粒子とAlマトリクスとで形成されるコーナー部分、すなわちそのSi粒子の周囲に存在する樹脂コーティング層の一部は、相手部材に接触しにくい。したがって、樹脂コーティング層の摩耗が進行していく場合でもSi粒子の周囲に存在する樹脂コーティング層の一部は、樹脂コーティング層の他の部分に比べて摩耗されにくく、残存しやすい。
【0020】
樹脂コーティング層の摩耗が進行して、Al基軸受合金層のAlマトリクスが露出した場合、図2(b)および図3に示すように、Al基軸受合金層13を形成するAlマトリクス131およびSi粒子132、Si粒子132の周囲に残存している樹脂コーティング層14の一部からなる3相が、Al基軸受合金層13の表面133側に混在した状態となる。
【0021】
したがって、上記実施形態のAl合金軸受は、従来のSi粒子の周囲に樹脂コーティング層が残存しにくい構成のAl合金軸受に比べて、樹脂コーティング層の摩耗が進行した場合においてAl基軸受合金層のAlマトリクスの露出面積が小さい。したがって、上記実施形態のAl合金軸受は、従来のAl合金軸受に比べて、相手部材がAlマトリクスに接触しにくく、Alマトリクスの摩耗が進行しにくく、Alの凝着量が少なくなる。
【0022】
Alの凝着量が少なくなることにより、Alの凝着とともにAl基軸受合金層から脱落するSi粒子の量も少なくなり、また、小さいSi粒子も脱落しにくくなる。したがって、Al基軸受合金層のAlマトリクスの摩耗が進行するとともに、Al基軸受合金層の表面に存在するSi粒子の割合が高くなり、Al基軸受合金層の表面でのSiの濃度が高くなる。そして、Al基軸受合金層の表面でのSiの濃度が所定の濃度以上に達することにより、Al基軸受合金層の摩耗の進行を抑制することができる。
したがって、Si粒子の周囲に樹脂コーティング層が残存しやすい構成とすることにより、Al基軸受合金の耐摩耗性の向上を図ることができる。
【0023】
Al基軸受合金層にSiが4.5質量%以上含まれている場合、樹脂コーティング層の摩耗が進行した際においてAl基軸受合金層のAlマトリクスの露出面積が小さくなりやすく、Alの凝着量が少なくなりやすい。さらに、Al基軸受合金層の樹脂コーティング層側の表面に点在するSi粒子の個数が多くなりやすく、樹脂コーティング層側に突出するSi粒子の個数も多くなりやすい。これにより、樹脂コーティングの摩耗の進行において、Si粒子の周囲に樹脂コーティング層の一部を残存させやすくすることができ、Al基軸受合金層の表面でのSiの濃度を高くすることができる。
【0024】
また、Al基軸受合金層にSiが7.0質量%以下含まれている場合、およびAl基軸受合金層の樹脂コーティング層側の表面に点在するSi粒子の平均粒子径が10μm以下である場合、良好な切削性および圧延性が得られ、本実施形態のAl合金軸受を容易に作製することができる。
【0025】
ここで、Al基軸受合金層の表面において、この表面から樹脂コーティング層側に突出しているSi粒子の部分を凸部とする。また、Al基軸受合金層の表面において、Si粒子間すなわちAl基軸受合金層のAlマトリクスの樹脂コーティング層側の表面を凹部とする。この場合、Al基軸受合金層の表面に、凸部と凹部との高低差が0.2〜1.5μmの凹凸が形成されていることが好ましい。
【0026】
Al基軸受合金層の表面に形成されている凹凸の高低差が0.2μm以上である場合、凸部がAl基軸受合金層の表面から樹脂コーティング層側に十分に突出した構成となりやすい。そのため、樹脂コーティング層の摩耗が進行した場合に、凸部の周囲に樹脂コーティング層の一部が残存しやすくなる。これにより、上述した平均粒子径が0.5μm以上のSi粒子がAl基軸受合金層の表面から樹脂コーティング層側に突出した構成と同様に、樹脂コーティング層の摩耗が進行した際においてAl基軸受合金層のAlマトリクスの露出面積が小さくなりやすく、その結果、Alの凝着量が少なくなりやすく、Si粒子の脱落する量も少なくなりやすい。したがって、Al基軸受合金層の表面でのSiの濃度を高くすることができ、Al基軸受合金層の摩耗の進行を抑制することができる。
【0027】
Al基軸受合金層の表面に形成されている凹凸の高低差が1.5μm以下である場合、樹脂コーティング層側に突出しているSi粒子の体積の大半がAlマトリクス中に埋もれた構成であり、相手部材がSi粒子に接触した場合に当該Si粒子が脱落してしまうことを抑制することができる。
【0028】
Si粒子の平均粒子径の大きさは、例えば、Al合金軸受の製造工程のうち鋳造時の冷却速度および焼鈍時の温度を制御することにより調整可能である。
Al基軸受合金層の表面の凹凸の高低差は、Al基軸受合金層の表面から樹脂コーティング層側に突出しているSi粒子の高さに相当する。すなわち、Si粒子がAl基軸受合金層のAlマトリクスの表面から樹脂コーティング層側に突出しているほど、Al基軸受合金層の表面の凹凸の高低差も大きくなる。この凹凸の高低差は、例えば、樹脂コーティング層を設ける前においてSiすなわちSi粒子を含んだAl基軸受合金層の表面に表面処理を施すことにより調整可能である。表面処理としては、ブラストまたはエッチングなどがある。
【0029】
Al基軸受合金層の表面に表面処理を施すことによって、Siよりも軟質であるAlからなるAlマトリクスの表面に所定の深さの凹部を形成することができる。一方、Al基軸受合金層の表面に点在するSi粒子は表面処理によっても変形しにくい。したがって、Al基軸受合金層の表面に表面処理を施すことによって、Si粒子がAl基軸受合金層のAlマトリクスの表面から所定の高さ分突出した構成となる。
【0030】
なお、表面処理の条件は、Al基軸受合金層に含まれる組成などによって異なる。
また、Si粒子の平均粒子径を0.5〜10μmにする方法、およびAl基軸受合金層の表面に所定の高低差の凹凸を形成する方法は、上述した方法に限られない。
【図面の簡単な説明】
【0031】
【図1】本発明の一実施形態のAl合金軸受を模式的に示す断面図
【図2】樹脂コーティング層の状態を模式的に示す断面図であり、(a)は樹脂コーティング層の摩耗前の状態を示す図、(b)は樹脂コーティング層の摩耗後の状態を示す図
【図3】図2(b)のIII−III線に沿う横断面を模式的に示す図
【発明を実施するための形態】
【0032】
Al合金軸受の一実施形態の断面を、図1に示す。図1に示すAl合金軸受11は、例えば自動車用エンジンに使用される軸受であり、基材12と、基材12上に設けられたAl基軸受合金層13と、Al基軸受合金層13上に設けられた樹脂コーティング層14とを備えている。基材12は、鋼板からなる裏金層121と、裏金層121およびAl基軸受合金層13との間に設けられた純Alからなる中間層122とを有している。
【0033】
Al基軸受合金層13は、図2に示すように、Alマトリクス131中にSiからなるSi粒子132が点在した構成である。Si粒子132は、Al基軸受合金層13の樹脂コーティング層14側の表面133にも点在している。Si粒子132は、平均粒径が0.5〜10μmである。樹脂コーティング層14は、樹脂バインダとしてのPAI樹脂に固体潤滑剤としてのMoS2を含んで形成され、必要に応じて添加剤として例えばMo2Cを含んでいる。
【0034】
また、図2に、Al基軸受合金層13のAlマトリクス131において樹脂コーティング層14側の表面の平均高さで広がる面を基準仮想面Hとして示す。そして、Al基軸受合金層13の表面133を基準仮想面Hと仮定した場合、基準仮想面Hから樹脂コーティング層14側に突出しているSi粒子132の部分を凸部15として示す。さらに、基準仮想面Hであって隣り合うSi粒子132間すなわち凸部15間を凹部16として示す。この構成において、基準仮想面Hから最も突出している凸部15の先端部から凹部16までの高低差、すなわち所定の観察視野における基準仮想面Hから樹脂コーティング層14側に最も突出している凸部15の先端部と基準仮想面Hとの間の最短距離をLとすると、最短距離Lは0.2〜1.5μmとなっている。また、この実施形態では、この最短距離LがAl基軸受合金層の表面の凹凸の高低差となる。
【0035】
次に、本実施形態のAl合金軸受11の効果を確認した試験について説明する。
本実施形態のAl合金軸受11と同様の構成の実施例品1〜5は、次のようにして得た。まず、表1の「Al基軸受合金層」に示す組成比に調整されたAl基軸受合金の板材を鋳造によって製造した。その後、この鋳造されたAl基軸受合金に、純Alからなる中間層を構成する薄い板材を圧接して複層アルミニウム合金板を製造し、この複層アルミニウム合金板を、裏金層を構成する鋼板に圧接、および焼鈍して軸受形成用板材、いわゆるバイメタルを製造した。
【0036】
次に、このバイメタルを半円筒状にして成形品を得た。次に、この成形品の軸受合金層側の表面に、ブラストによる表面処理を施した。この表面処理においては、表面処理後の軸受合金層の表面の凹凸の高低差が0.2〜1.5μmとなるように表面処理の条件が調整されている。次に、表面処理した成形品の表面にロールコート方式にて、樹脂コーティング層の厚さが5μmとなるように樹脂コーティングを施した。樹脂コーティングでは、表1の「樹脂コーティング層」に示す組成比に調整された樹脂バインダおよび固体潤滑剤が用いられている。そして、樹脂コーティングが施された成形品を、200〜230℃の焼成温度で加熱し、樹脂バインダを焼き固めることにより、実施例品1〜5を得た。
Si粒子の平均粒子径は、上述の鋳造時の冷却速度および焼鈍時の温度を適宜変更することによって調整した。
【0037】
比較例品1〜5は、実施例品1〜5にそれぞれ対応する試料であり、実施例品1〜5に表面処理を施していないおよび樹脂コーティング層を設けていない以外、実施例品1〜5と同じ製造方法で得た。
比較例品6〜9は、Al基軸受合金層の組成、樹脂コーティング層の組成およびSi粒子の平均粒子径が異なる以外、実施例品1〜5と同じ製造方法で得た。
上述の製造方法によって得た実施例品1〜5および比較例品1〜9の組成、Si粒子の平均粒子径、摩耗試験の結果を表1に示す。また、摩耗試験の条件を表2に示す。
【0038】
【表1】
【0039】
【表2】
【0040】
表1の「樹脂コーティング層」および「Al基軸受合金層」の各組成の質量%濃度は、蛍光X線装置を用いて得た値である。
表1の「Si粒子の平均粒子径」は、Al基軸受合金層中に点在するSi粒子の平均粒子径のことである。Si粒子の平均粒子径は、電子顕微鏡および解析ソフト(株式会社プラネトロン社製「Image−Pro Plus(Version4.5)」)を用いて、次のようにして求めた。
【0041】
まず、電子顕微鏡および解析ソフトで得られた150μm×150μmの観察視野内に分布している検出の下限値0.07μm2以上のすべてのSi粒子の面積から観察視野内のSi粒子の総面積を求めるとともに、これらのSi粒子のそれぞれについて粒子径を求めた。各Si粒子の粒子径は、Si粒子を電子顕微鏡で摺動表面側から観察し、投影した観察視野においてSi粒子の面積を測定し、Si粒子の面積を円に換算して求めた仮想の円形のSi粒子の直径である。
【0042】
次に、粒子径が大きいSi粒子から順にSi粒子の面積を累積していき、累積した面積がSi粒子の総面積の50%に達するまでの粒子径の大きいSi粒子を、平均粒子径を求めるSi粒子の対象とした。そして、Si粒子の平均粒子径は、この対象としたSi粒子の粒子径を平均して求めた値である。
【0043】
摩耗試験では、実施例品1〜5および比較例品1〜9において、摩耗試験20時間用の試料と、摩耗試験40時間用の試料とを作製した。摩耗量の測定位置は、半円筒状の試料において円周方向の中央部であって軸方向両端部付近の2箇所である。表1の「摩耗量」は、これら2箇所で測定した摩耗量の平均値である。
【0044】
摩耗量は、肉厚測定器を用い、試験前後の試料の肉厚の値を測定し、試験前の肉厚の値から試験後すなわち20時間後または40時間後の肉厚の値を引いて求めた。また、肉厚測定器の測定範囲は試料の表面の凹凸の凸部間の距離も大きいため、この肉厚測定器を用いた場合の肉厚の値は、最も摺動表面側または樹脂コーティング層側に突出するSi粒子の先端部から試料の底面までの肉厚の値が検出される。
また、この摩耗試験では樹脂コーティング層の厚さを5μmとしているため、摩耗量が5μm以上である場合は、試料のAl基軸受合金層が摩耗していることを表している。
【0045】
表1の「作製不可能」とは、試料の製造時における複層アルミニウム合金板を、裏金層を構成する鋼板に圧接する際に、複層アルミニウム合金板の端部に割れが生じた状態のことである。なお、表1では、通常作製不可能であった試料においても、割れていない部分を利用して、その後の製造工程を行い、組成を分析した。
【0046】
次に、摩耗試験の結果について解析する。
実施例品1〜5と比較例品1〜5との対比から、実施例品1〜5は、Al基軸受合金層上に樹脂コーティング層が設けられているため、比較例品1〜5よりも摩耗量が少ないことが理解できる。
【0047】
実施例品1〜5と比較例品6との対比から、実施例品1〜5は、Al基軸受合金層に4.5質量%以上のSiを含んでいるため、比較例品6よりも摩耗量が少ないことが理解できる。
実施例品1〜5と比較例品7との対比から、実施例品1〜5は、Al基軸受合金層に7.0質量%以下のSiを含んでいるため、試料の作製が可能であることが理解できる。
実施例品1〜5と比較例品8との対比から、実施例品1〜5は、Al基軸受合金層の樹脂コーティング層側の表面に点在するSi粒子の平均粒子径が0.5μm以上であるため、比較例品8よりも摩耗量が少ないことが理解できる。
実施例品1〜5と比較例品9との対比から、実施例品1〜5は、Al基軸受合金層の表面に点在するSi粒子の平均粒子径が10μm以下であるため、試料の作製が可能であることが理解できる。
【0048】
なお、表には示していないが、実施例品1〜5と同様の試料において、Al基軸受合金層の表面には、高低差が0.2〜0.5μmの凹凸が形成されていた。この凹凸の高低差は、電子顕微鏡で観察される試料のAl基軸受合金層の表面付近の画像に基づき、Al基軸受合金層のAlマトリクスにおける樹脂コーティング層側の表面の平均高さのところで直線を引き、その直線から樹脂コーティング層側に最も突出しているSi粒子の先端部から当該直線までの最短距離である。
【0049】
本実施形態は、要旨を逸脱しない範囲内で適宜変更して実施し得る。
不可避的不純物については説明を省略し、各組成には不可避的不純物が含まれ得る。
Al基軸受合金層、中間層、樹脂コーティング層には、本発明の効果を妨げない範囲で、上述した以外の他の金属元素、添加剤などがさらに加えられていてもよい。
【符号の説明】
【0050】
図面中、11はAl合金軸受、12は基材、13はAl基軸受合金層、132はSi粒子、133は表面、14は樹脂コーティング層、15は凸部、16は凹部を示す。
【特許請求の範囲】
【請求項1】
基材と、
前記基材上に設けられ、4.5〜7.0質量%のSiを含んだAl基軸受合金層と、
前記Al基軸受合金層上に設けられ、樹脂バインダ中に固体潤滑剤を含んだ樹脂コーティング層と、を備え、
前記Al基軸受合金層の前記樹脂コーティング層側の表面に、平均粒子径が0.5〜10μmのSi粒子が前記樹脂コーティング層側に突出する状態で点在していることを特徴とするAl合金軸受。
【請求項2】
前記樹脂バインダは、PAI樹脂であることを特徴とする請求項1記載のAl合金軸受。
【請求項3】
前記Al基軸受合金層の前記樹脂コーティング層側の表面において、前記表面から突出している前記Si粒子の部分を凸部とし、前記Si粒子間を凹部とすると、
前記表面に、前記凸部と前記凹部との高低差が0.2〜1.5μmの凹凸が形成されていることを特徴とする請求項1または2記載のAl合金軸受。
【請求項1】
基材と、
前記基材上に設けられ、4.5〜7.0質量%のSiを含んだAl基軸受合金層と、
前記Al基軸受合金層上に設けられ、樹脂バインダ中に固体潤滑剤を含んだ樹脂コーティング層と、を備え、
前記Al基軸受合金層の前記樹脂コーティング層側の表面に、平均粒子径が0.5〜10μmのSi粒子が前記樹脂コーティング層側に突出する状態で点在していることを特徴とするAl合金軸受。
【請求項2】
前記樹脂バインダは、PAI樹脂であることを特徴とする請求項1記載のAl合金軸受。
【請求項3】
前記Al基軸受合金層の前記樹脂コーティング層側の表面において、前記表面から突出している前記Si粒子の部分を凸部とし、前記Si粒子間を凹部とすると、
前記表面に、前記凸部と前記凹部との高低差が0.2〜1.5μmの凹凸が形成されていることを特徴とする請求項1または2記載のAl合金軸受。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−7395(P2013−7395A)
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2011−138376(P2011−138376)
【出願日】平成23年6月22日(2011.6.22)
【出願人】(591001282)大同メタル工業株式会社 (179)
【Fターム(参考)】
【公開日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成23年6月22日(2011.6.22)
【出願人】(591001282)大同メタル工業株式会社 (179)
【Fターム(参考)】
[ Back to top ]