
BaSO4粒子を含有する透明ポリエステルフィルム
本発明は高透明度(70〜99.5%)を有し、無機コーティングが施された平均粒径0.7〜7μmの硫酸バリウム粒子を含有する延伸ポリエステルフィルムに関する。無機コーティングは、Si、Al、Sn、Fe、In、Sb等の酸化物、混合酸化物または酸化物の混合物から成り、これにより硫酸バリウム粒子のポリエステルマトリックス中への相溶性を向上させ、フィルムのヘーズを最小とする。無機コーティングは、好ましくはSiO2とAl2O3との混合酸化物、ポリエステルは好ましくはPETである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特殊なコーティングを施したBaSO4粒子を含有し、粒子とポリエステルとの接合を改良した単層または多層ポリエステルフィルムに関する。本発明のフィルムは高透明度を有する。
【背景技術】
【0002】
延伸ポリエステルフィルムの製造方法は公知であり、更にBaSO4粒子をこの種のフィルムの白色顔料として使用することも公知である(例えば、特許文献1参照)。
【0003】
更に、二酸化ケイ素および酸化アルミニウム並びにそれらの混合酸化物がポリエステルフィルムに対して相溶性がよいことも知られている。この種の粒子はポリエステルフィルムの表面改質のためにしばしば使用される(例えば、特許文献2参照)。
【0004】
二酸化ケイ素粒子および酸化アルミニウム粒子ならびにそれらの混合酸化物は、良好な相溶性を有するため、フィルムの延伸プロセスにおいて、光を拡散し、ポリエステルフィルムのヘーズを増加させるような空胞の発生は極くわずかである。これに対し、硫酸バリウム粒子はポリエステルマトリックス中への相溶性がかなり悪いため、フィルムの延伸工程において、光を拡散してヘーズを増加させる空胞が形成され、例えば1%を超える濃度では不透明な白色フィルムを形成する。しかしながら、粒子の相溶性だけでなく粒子の屈折率も重要であり、SiOx粒子の場合では、屈折率が1.5付近(大部分は1.46〜1.54)であり、酸化アルミニウムの場合では、ほとんどが1.7を超える。これらの屈折率値は、それぞれ、延伸ポリエステルフィルムの屈折率の平均値(1.57〜1.53)の下方および上方にある。しかしながら、これら粒子の屈折率にポリエステルの屈折率が近づくほど、ヘーズや屈折への寄与が小さくなる。硫酸バリウムの屈折率は、まさにポリエステルフィルムの屈折率の範囲内にあり、1.6前後であるが、ポリエステルに対する相溶性が悪いために透明ポリエステルフィルムに使用することは困難である。
【0005】
二酸化ケイ素、およびそのアルミニウムとの混合酸化物は、更なる欠点を有する。これらの粒子は、ポリマー製造中および加工中においてポリエステルと反応し、ポリマー製造中においては望ましくない粘度上昇を引起し、加工中においてはしばしば最終製品に縞が入ったりする。この粘度上昇のために、方法例としては、二酸化ケイ素系の押出用マスターバッチ(多軸押出機によってポリマー中に粒子を導入する)を用いて、比較的低粒子濃度(3重量%未満)で製造しないと、比較的品質が低いものとなる(実質的に染みとして認められる粒子の大きな凝集やポリマーフィルターの閉塞)(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】欧州特許出願公開第1728815号明細書
【特許文献2】欧州特許出願公開第1176005号明細書
【特許文献2】欧州特許出願公開第1364982号明細書
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、上述の欠点を解消した透明ポリエステルフィルムを提供することである。
【課題を解決するための手段】
【0008】
上記本発明の目的は、特殊なコーティングを有する硫酸バリウム粒子を含有する単層または多層延伸ポリエステルフィルムにより達成される。このコーティングはポリエステル中の(コーティングされた)硫酸バリウム粒子の相溶性を改良し、その結果、高い透明性を有するフィルム得られる。
【0009】
本発明のフィルムの他の実施態様としては以下のa)〜h)が挙げられる。本発明はこれら又はこれらの組合せから成っていてもよく、本発明のフィルムは以下の性質を1つ、または1つ以上あるいは全てを有していてもよい。
【0010】
a)フィルムの透明度が70〜99.5%である。b)フィルムの少なくとも片面の表面粗度が10〜400nmである。c)コーティングされた硫酸バリウムの平均粒径が0.7〜7μmである。d)硫酸バリウムが無機層でコーティングされている。e)フィルム中の硫酸バリウムの量が0.005〜20重量%(フィルムの総重量を基準として)である。f)ポリエステルフィルムの厚さが0.5〜500μmである。g)フィルムは経済性よく製造できる。h)フィルムの両方向の弾性率が500N/mm2を超える。
【0011】
本発明は、更に、本発明のコーティングされた硫酸バリウムのポリエステルフィルム製造または透明ポリエステルフィルムへの使用に存する。
【0012】
本発明のフィルムの透明度は、好ましくは70〜99.5%である。透明度が80%を超えることが好ましく、更に好ましくは%を超え、特に好ましくは90%を超える。
【0013】
本発明のフィルムのヘーズは、フィルム厚さが0.5〜50μmの場合、通常10%未満、好ましくは5%未満、特に好ましくは2.5%未満である。
【0014】
本発明のフィルムのヘーズは、フィルム厚さが51〜200μmの場合、通常35%未満、好ましくは25%未満、特に好ましくは10%未満である。
【0015】
本発明のフィルムのヘーズは、フィルム厚さが201〜500μmの場合、通常60%未満、好ましくは50%未満、特に好ましくは40%未満である。
【0016】
フィルムの少なくとも片面の表面粗度は、10〜400nmであることが好ましくい。良好なフィルムの巻取り特性を達成するために、表面粗度が20〜300nmが好ましく、特に25〜250nmが好ましい。
【0017】
コーティングされた硫酸バリウムの平均粒径(d50)は0.7〜7μmであることが好ましい。所望の表面粗度を達成するために、平均粒径(d50)は1.0〜6μmであることが更に好ましく、1.2〜3.5μmであることが特に好ましい。平均粒径が0.7mより小さい粒子は、十分な表面粗度を達成できないために多量に添加する必要があり、ヘーズが高くなる。平均粒径が7mより大きい粒子は、コーティングを施してもポリマーマトリックス中に十分に相溶化せず、ヘーズが高くなり、更なる加工において著しく粒子が摩耗する。
【0018】
フィルムの厚さは、好ましくは0.5μm以上500μm以下、更に好ましくは7〜250μm、特に好ましくは10〜100μmである。
【0019】
経済性のよいフィルムの製造としては、製造中にフィルムの破断無く二軸延伸を行うことが出来、フィルムの原料に40〜80%の同種の再生品を使用しても、肉眼で色が変ったように見えることもなく、SiO2粒子を使用した場合と比較して製造中での縞の発生が少ない。
【0020】
良好な機械的特性としては、とりわけ長手方向(MD)及び横方向(TD)の弾性率が高く、500N/mm2以上、好ましくは2000N/mm2、特に好ましくは4000N/mm2以上である。
【0021】
ある好ましい実施態様において、本発明のフィルムの収縮率は、200℃において何れの方向(MD又はTD)でも25%以下である。200℃における収縮率は好ましくは19%以下、更に好ましくは4%以下である。これにより、温度を上げて更なる加工(メタル化や積層など)を施しても、フィルムにしわが発生しないで良好に製造できるという利点がある。
【発明の効果】
【0022】
本発明は、透明度が高く機械的性質および経済性に優れた延伸ポリエステルフィルムを提供できる。
【発明を実施するための最良の形態】
【0023】
本発明のフィルムは、ポリエステルを主成分(好ましくはその含有量が55〜100重量%、更に好ましくは70〜100重量%、特に好ましくは90〜100重量%)とする。本発明において、ポリエステルとは、ホモポリマー、共重合体または種々のポリエステルの混合物であってもよい。更に、これらのポリマーが純粋なポリマー(ヴァージンポリマー)であっても、リサイクル品から成るポリマーであってもよい。
【0024】
ポリエステルは、ジカルボン酸単位(100モル%)およびジオール単位(100モル%)から誘導される繰返し単位から成る。本発明におけるポリエステルとしてはテレフタル酸、ナフタレン−2,6−ジカルボン酸などのジカルボン酸単位とエチレングリコール、1,4−ブタンジオール等のジオール単位とから成るポリエステルが好ましく、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレン2,6−ナフタレート(PEN)が挙げられる。
【0025】
本発明におけるポリエステルは、好ましくは10〜100モル%のテレフタレート単位(更に好ましくは、50モル%を超えるテレフタレート単位、特に好ましくは90モル%を超えるテレフタレート単位)および/または10〜100モル%の2,6−ナフタレート単位をジカルボン酸単位として有することが好ましい(ジカルボン酸単位の総量を100モル%とする)。本発明におけるポリエステルは、更に、ジカルボン酸単位として、0〜50モル%の2,6−ナフタレート単位(テレフタレート単位が主成分の場合)、0〜50モル%のテレフタレート単位(ナフタレート単位が主成分の場合)、0〜20モル%のイソフタレート単位(好ましくは0.5〜10モル%)、10〜60モル%のビフェニル−4,4−ジカルボキシレート等から成っていてもよい。ナフタレン−1,5−ジカルボキシレート等の他のジカルボン酸化合物の割合は、好ましくは30モル%以下、更に好ましくは20モル%以下、特に好ましくは2モル%以下にすべきである。フィルムの脆弱性が改善され、後加工において形状の変化への適応が良好となるために、イソフタル酸を好ましくは0.5モル%以上、更に好ましくは1モル%以上使用することが特に好ましい。
【0026】
本発明におけるポリエステルは、通常10〜100モル%のエチレングリコール(EG)単位から成る(ジオール単位の総量を100モル%とする)。異なるジオールとの混合物を使用する場合、10モル%以下、好ましくは0.5〜5モル%のジエチレングリコールを使用することが好ましい。シクロヘキサンジメタノール、1,3−プロパンジオール、1,4−ブタンジオール等の他のジオール化合物の使用割合は、好ましくは50モル%以下、更に好ましくは30モル%以下、特に好ましくは10モル%以下にすべきである。
【0027】
上記のポリエステルは混合物として使用してもよい。特に好ましいポリエステルはPETである。
【0028】
他の実施態様において、フィルムは上記の主成分のポリマー以外に、ポリエーテルイミド(例えば、GE Plastics Europe(オランダ)社製「Ultem(登録商標)1000」)、ポリカーボネート(例えば、Bayer(ドイツ)社製「Makrolon(登録商標)」)、COCs等のポリオレフィン(例えば、Ticona(ドイツ)社製「Topas(登録商標)」)、ポリアミド(例えば、BASF(ドイツ)社製「Ultramid(登録商標)」)等を、フィルムの総重量を基準として好ましくは45重量%以下、更に好ましくは30重量%以下、特に好ましくは20重量%以下含有してもよい。
【0029】
ポリエステルは、通常、上述のジオール及びジカルボン酸から又はジカルボン酸エステルから、公知の方法によって製造される。ポリエステルは、Zn、Ca、Li、Mn等の塩の公知の触媒を使用してエステル交換法によって製造されてもよく、また、直接エステル化法によって製造されてもよい。
【0030】
硫酸バリウム粒子は、例えば国際公開第00/76919号に記載された公知の方法によって製造されてもよく、またSachtleben(ドイツ)社から入手できるBlаnc Fix(登録商標)製品種などの市販品を使用してもよい。これらの粒子は、無機コーティングを使用して公知の方法で被覆される。これらの方法は、とりわけ、欧州特許出願公開第0459552号明細書(第3カラム及び実施例)、独国特許出願公開第10333029号明細書(段落0027〜0037及び実施例1〜3)、独国特許出願公開第102006031630号明細書などに記載されており、特にゾル−ゲル法で製造されることが好ましい。
【0031】
使用できるコーティングとしては酸化物、それらの混合物、および、Si、Al、Sn、Fe、In、Zr、Ce及びSbの混合酸化物が挙げられ、Si及びAlの酸化物が好ましく、Si及びAlの混合酸化物または純粋な酸化ケイ素が更に好ましく、SiO2及びAl2O3又はそれらの混合物/混合酸化物が特に好ましい。これらの酸化物(コーティング)の割合は、コーティングされた粒子の総重量を基準として、通常15重量%未満、好ましくは3重量%未満、更に好ましくは2重量%未満である。粒子の総重量を基準としたコーティングの重量比率が少ない方が、BaSO4の屈折率が高重量で保持されるため、フィルムのヘーズに対する影響としては有利である。コーティングの重量比率が0.1重量%未満の場合、粒子の表面を被覆するコーティングが得られにくく、ポリエステル中への粒子の相溶性のロスが生じ、その結果フィルムのヘーズが高くなる。コーティングの重量比率は0.3重量%を超えることが好ましく、0.7重量%を超えることが更に好ましい。
【0032】
フィルムに添加するコーティングされた硫酸バリウム粒子の量は、フィルムの総重量を基準として、通常0.005〜20重量%、好ましくは0.01〜5重量%である。
【0033】
本発明フィルムは、硫酸バリウム粒子の他に、更に耐ブロッキング剤などの粒子状の添加剤を含有してもよい。耐ブロッキング剤としては、無機および/または有機粒子が挙げられ、具体的には、二酸化ケイ素(天然シリカ、沈殿法シリカ、ヒュームドシリカ等)、炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム(無機コーティングされてないもの)、リン酸リチウム、リン酸カルシウム、リン酸マグネシウム、二酸化チタン(ルチル型、アナターゼ型など)、カオリン(水素化、焼結型)、酸化アルミニウム、アルミニウムシリケート、フッ化リチウム、ジカルボン酸のカルシウム、バリウム、亜鉛またはマンガン塩、架橋ポリスチレン粒子や架橋メチルメタクリレート粒子などの架橋ポリマー粒子などが例示される。中でも、コーティングされた硫酸バリウム粒子に耐ブロッキング剤として二酸化ケイ素を組合せて使用することが好ましい。
【0034】
他の粒子状添加剤の平均粒径(d50)は、通常0.01〜15μm、好ましくは0.03〜10μm、更に好ましくは0.05〜5μmである。ある好ましい実施態様において、平均粒径(d50)が3μm以上の粒子の含有量が2000ppm未満、特に1000ppm未満であることが好ましい。
【0035】
ある好ましい実施態様において、コーティングされた硫酸バリウム粒子の添加量(重量%)は、他のフィラー/粒子の総添加量(重量%)よりも大きいことが好ましく、添加剤の85重量%以上がコーティングされた硫酸バリウム粒子であることが好ましい。
【0036】
上記粒子は、2種以上組合せた系であってもよく、また、同じ種類で粒径が異なるものを組合せた系でもよい。上記の粒子は、ポリエステルの溶融開始前に添加することが好ましい。
【0037】
フィルムは単層構造であっても多層構造であってもよく、2層以上から成ることが好ましい。特に好ましくは3層以上から成る構成である。コーティングされた硫酸バリウム粒子は、外層の片方のみに添加してもよく、また、両方に添加してもよい。他の添加粒子もまた、外層飲みに添加することが好ましい。内層はそれぞれのフィルムの同主の再生品材料から成ることが好ましい。少なくとも1つの外層に添加するコーティングされた硫酸バリウム粒子の量は、該当する外層の総重量を基準として、好ましくは0.01〜20重量%、更に好ましくは0.1〜5重量%である。コーティングされた硫酸バリウム粒子を含有する層の重量は、フィルムの総重量を基準として、好ましくは2重量%以上、更に好ましくは5重量%以上である。
【0038】
多層構造の場合、コーティングされた硫酸バリウム粒子を含む全ての粒子状添加剤の含有割合は、フィルムの総重量を基準として、通常2重量%未満、好ましくは1重量%未満、更に好ましくは0.5重量%未満である。本発明のフィルムは、更に、染料、UV安定剤、難燃剤、耐加水分解剤および/または酸化防止剤などの更なる添加剤を含有してもよく、特に、Ciba SC(スイス)社製「Tinuvin(登録商標)」製品種などのUV安定剤を含有することが好ましい。
【0039】
本発明のフィルムは、更に他の性質を付与するために塗布が施されてもよい。代表的な塗布層としては、接着促進層、帯電防止層、易滑層、離型層などが挙げられる。この様な塗布層は、長手方向の延伸後で横延伸を行う前に水分散剤を使用したインラインコーティングによって形成される。
【0040】
コーティングされた硫酸バリウム粒子、更なるフィラー及びUV安定剤などの他の添加剤は、好ましくは市販の二軸押出機を使用してポリマーに導入し、存在させる。この方法では、粒子/添加剤と共にペレット状の本発明におけるポリエステルを押出機に導入し、押出し、水槽中で冷却し、ペレット化する。
【0041】
しかしながら、ポリエステル製造工程中に添加剤を直接添加してもよい。この方法は、更なる熱付加を受けるために染料やUV安定剤にとってはあまり好ましい方法ではない。DMT法(DMT:ジメチルテレフタレート)の場合、添加剤は、通常エステル交換反応の後で且つ重縮合反応に先立って、それぞれ直接、グリコール中に分散させた状態で添加される(例えばエステル交換反応槽と重縮合反応槽との間の輸送配管において)。TPA法(TPA:テレフタル酸)の場合、中縮合反応が始まる時点で添加されていることが好ましい。しかしながら、後で添加することも可能である。この方法において、添加前にグリコール分散体を、例えばHayward(米国、インディアナ州)社製「PROGAF PGF 57(登録商標)」フィルター安堵の手段によってろ過することが好ましい。これは、押出マスターバッチ法において導入が困難なSiO2粒子を有するポリマーを製造するのに好適である。
【0042】
本発明は、更にフィルムの製造方法も提供する。製造法は、通常押出法による。粒子、UV安定剤、難燃剤、対加水分解剤、酸化防止剤などの全ての添加剤が、押出前に、上述の所定量でマスターバッチの形式で添加されていることが特に好ましい。
【0043】
マスターバッチ法において、添加剤を含有するポリエステルポリマーは添加剤を含有しない安価なポリマーと混合させられる。製造コストはフィラーの量によって幾分広がりが有るが、コスト的に最も大きい要素は添加剤それ自身の存在によるものである。それゆえ、フィラー量が最も高いマスターバッチとフィラーを含有しないポリマーとを混合させることが経済的に有利である。
【0044】
本発明のポリエステルフィルムは、ポリエステルポリマー及び必要であれば更なる原料から公知の方法によって単層または多層フィルムの形態で製造できる。
【0045】
二軸および多軸押出機を使用する場合、マスターバッチ及び他の原料は、予備乾燥することなく直接押出すことが出来る。単軸押出機を使用する場合は、120〜150℃で1時間以上原料を乾燥することが好ましい。
【0046】
本は津英のフィルムの製造のための好ましい共押出法としては、フラットフィルムダイを介してフィルムの個々の層に対応する溶融体を押出し、冷却ロールで冷却し、実質的にアモルファスなシートを得る。得られたアモルファスシートは、再加熱され、長手方向および横方向、横方向および長手方向、または長手方向、横方向および再度長手方向および/または横方向に延伸される。延伸温度は、ポリエステルのガラス転移温度(Tg)よりも10〜60℃高く、長手方向には通常2〜6倍、好ましくは3〜4.5倍に、横方向には通常2〜5倍、好ましくは3.0〜4.5倍に延伸する。再度長手方向または横方向に延伸する場合の延伸比は、通常1.1〜5倍である。最初の長手方向の延伸において同時に横方向の延伸を行う二軸延伸法(同時二軸延伸)で延伸を行ってもよい。延伸後、通常オーブンの温度が180〜260℃、好ましくは220〜250℃で熱固定を行う。フィルムは冷却後に巻取る。二軸延伸フィルムが好ましい。
【0047】
ある好ましい実施態様において、熱固定を220〜250℃の温度で行い、横手方向にこの温度で1%以上、好ましくは2%以上の弛緩処理を行う。
【0048】
他の実施態様において、熱固定を220〜250℃の温度で行い、横手方向にこの温度で1%以上、好ましくは2%以上の弛緩処理を行い、更に、180〜150℃の冷却過程において再度1%以上、好ましくは2%以上の弛緩処理を行う。
【0049】
他の実施態様において、フィルムは延伸比3以上で、同時延伸フレームで長手方向および横方向に延伸される。熱固定は220〜250℃で行い、長手方向および横方向にこの温度で1%以上の弛緩処理を行う。
【0050】
本発明の単層または多層フィルムは、所望の良好な機械的性質を有する。例えば、フィルムの弾性率は、フィルムの少なくとも1方向に対し500N/mm2以上である。
【0051】
フィルムの収縮率は、長手方向および横方向の何れの方向においても200℃において25%以下である。
【0052】
コーティングされた硫酸バリウム粒子は3重量%以上、実際には7重量%を超える濃度でマスターバチ中、特に押出マスターバッチ中に導入することが出来、SiO2を添加したポリマーと比較して、原料コストの顕著な低減が可能となる。
【0053】
本発明のフィルムは、包装分野におけるフィルム、メタル化用フィルム、モーター用フィルム(エンジン用フィルム)、特に高透明性などの良好な光学特性を必要とする分野などの公知のポリエステルフィルムの応用分野のほとんどに好適に使用できる。
【実施例】
【0054】
上述の記載および以下の実施例において個々の性質を測定する方法として使用された基準および方法について以下に記載する。
【0055】
以下の試験方法において、DINはDeutsches Institute fur Normung(ドイツ規格協会)、ISOはInternat. Organization for Standardization(国際標準化機構)、ASTMはAmerican Society for Testing and Materials(米国材料試験協会)を表す。
【0056】
(1)機械的性質:
長手方向および横方向における弾性率、最大抗張力、最大引張力およびF5値はISO 527−1−2に従い、引張試験機(Zwick(ドイツ)社製「010」)を使用して測定した。
【0057】
(2)収縮率:
熱収縮率は、10cm四方のフィルムについて測定した。サンプルの辺の長さを正確に測定した後(L0)、対流オーブン内で200℃の温度で15分間加熱した。サンプルを取出し、室温で正確に辺の長さを測った(L)収縮率は以下の式で算出した。
【0058】
収縮率(%)=100×(L0−L)/L0
【0059】
(3)平均粒径d50:
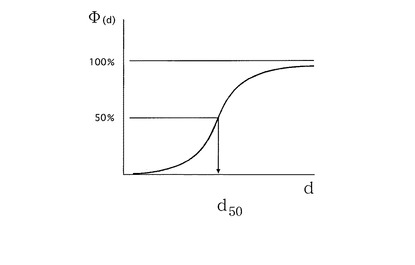
平均粒径d50はMalvern Master Sizer(Malvern Instruments Ltd(英国)社製)を使用したレーザーによる一般的な方法で測定した。他の装置としては、Horiba LA 500(HORIBA Europe GmbH(ドイツ)社製)またはSympathec Helos(Sympathec GmbH(ドイツ)社製)装置が挙げられ、基本的に同一の原理の装置である。水を入れたセルに測定サンプルを入れ、試験装置にセットする。試験は自動的に行われ、粒径d50の数学的な計算も一緒に行われる。粒径d50の値は、累積粒径分布曲線から決定し、50%における横軸の値を粒径d50とした(これに関して図1に示す)。
【0060】
(4)ヘーズ:
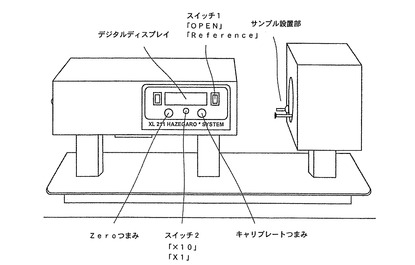
フィルムのヘーズは、図2に示す様なBYK Gardner Hazemeter XL−211(BYK Gardner社製)を使用して測定した。測定30分前に電源を入れ、光源からの光が開口部の中心を通るように調節した。
【0061】
測定フィルムの形状、個数としては、100×100mmに切取った測定フィルムを5種作成した。フィルムのマージン部分に長手方向および横方向の方向が分かるようにマークを記入した。
【0062】
具体的なヘーズ測定方法としては、スイッチ1を「OPEN」とし、スイッチ2を「×10」とする。Zeroつまみを使用して、デジタルディスプレイが0.00を表示するように調節する。スイッチ1を「Reference」とし、スイッチ2を「X1」とする。キャリブレートつまみを使用してデジタルディスプレイが100を表示するように調節する。長手方向にサンプルをセットする。デジタルディスプレイに表示された透過率を記録する。再度キャリブレートつまみを使用してデジタルディスプレイが100を表示するように調節する。スイッチ1を「OPEN」とする。デジタルディスプレイに表示されたヘーズ(長手方向)を記録する。サンプルを回転させて横方向とし、デジタルディスプレイに表示された横方向のヘーズを記録する。
【0063】
評価としては、5回同じ測定を行い、平均値をヘーズとする(長手方向および横方向)。
【0064】
(5)黄変指数:
黄変指数(YID)は無色状態から黄色方向への色の偏差をDIN 6167に従って測定した。
【0065】
(6)透明度:
透明度はASTM−D 1033−77に基づいて測定した。
【0066】
(7)表面粗度Ra:
フィルムの表面粗度RaはDIN 4768に準じて測定した。
【0067】
フィルム製造:
ポリエステルチップをそれぞれの実施例に記載の比率で混合し、予備乾燥することなく二軸押出機内で溶融した。押出されたそれぞれの溶融ポリマーは共押出ダイ内で積層され引取ロール(ロール温度:20℃)で引取られた。フィルムは長手方向(機械方向)に116℃(延伸ロール間でのフィルム温度)で3.9倍に延伸され、横方向にフレーム内で118℃で3.8倍に延伸された。フィルムは229℃で熱固定され、225℃で横方向に1.5%の弛緩処理を行い、更に180〜150℃に冷却仮定において1.5%の弛緩処理を行った。フィルムの最終的な製造スピードは300m/分であった。
【0068】
実施例において以下の原料を使用した。
【0069】
(1)マスターバッチMB1:
コーティングされた硫酸バリウム粒子としては、SiO2を90%及びAl2O3を10%の比率の被覆層を有する「Blаnc Fixe(登録商標)N」(Solvаy Chemicals社製、平均粒径d50=1.7μm)のBaSO4(SiO2+Al2O3の比率は硫酸バリウムを基準として1.8重量%、すなわち、硫酸バリウムが約98重量%である)を使用し、ポリエチレンテレフタレート(PET)中に10重量%のコーティングされた硫酸バリウム粒子を含有する押出マスターバッチを調製した。ここで、コーティングされた硫酸バリウム粒子は、ポリエステルポリマー(Invista(ドイツ)社製「T94」)と共にWerner & Pfleiderer(ドイツ)社製二軸押出機のフィードゾーンより添加し、押出し、ペレット化した。
【0070】
コーティングされた硫酸バリウム粒子の製造は以下のように行った。2000gのBaSO4(Blаnc Fixe(登録商標)N)を約5LのPD水(PD:部分脱塩水)にパドル型攪拌機を使用して混合した。懸濁液を80℃に加熱し、NaOH及び硫酸を使用してpHを6.5に調節した。150mLの水ガラス溶液(1L当りSiO2を380g含む)を、pHを一定に保った80℃の懸濁液(pH=6.5±0.5、H2SO4の添加により調節)に添加した。添加が完了した後、その混合物は20分間、pH6.8で80℃で撹拌し、次いでNaOHを使用してpHを7.0に調節した。25mLのアルミン酸ナトリウム(1L当りAl2O3を300g含む)を、pH一定下で、8mL/分のゆっくりした速度で添加した。添加中、硫酸を使用してpH=7の一定値に維持した。添加が一旦終了したら、混合物をpH7で80℃で2時間ほど撹拌した。生成物を吸引濾過により濾別し、生成した濾過ケーキを濾液が100μS/cm未満の伝導度となるまで洗浄し、乾燥機内において105℃で乾燥した。生成物は、マッフル炉内において500℃で更に30分間加熱処理を行った。
【0071】
(2)マスターバッチMB2:
ポリエチレンテレフタレート(PET)中に10重量%のSiO2粒子(Fuji Sylysia(日本)社製「Silysia(登録商標) 320」、平均粒径d50=2.5μm)を含有する押出マスターバッチを調製した。ここで、二酸化ケイ素粒子は、ポリエステルポリマー(Invista(ドイツ)社製「T94」)と共にWerner & Pfleiderer社製二軸押出機のフィードゾーンより添加し、押出し、ペレット化した。
【0072】
(3)マスターバッチMB3:
ポリエチレンテレフタレート(PET)中に10重量%のBaSO4粒子(「Hombright(登録商標)」、Sachtleben Chemie GmbH社製、平均粒径d50=0.5μm)を含有する押出マスターバッチを調製した。BaSO4粒子はAl(III)及びSi(IV)により無機被覆されており、硫酸バリウムの比率は95重量%であった。コーティングされた硫酸バリウム粒子は、ポリエステルポリマー(Invista社製「T94」)と共にWerner & Pfleiderer社製二軸押出機のフィードゾーンより添加し、押出し、ペレット化した。
【0073】
(4)マスターバッチMB4:
ポリエチレンテレフタレート(PET)中に10重量%のBaSO4粒子(「Blаnc Fixe N」(Solvаy Chemicals社製、平均粒径d50=1.7μm)を含有する押出マスターバッチを調製した。コーティングされてない硫酸バリウム粒子は、ポリエステルポリマー(Invista社製「T94」)と共にWerner & Pfleiderer社製二軸押出機のフィードゾーンより添加し、押出し、ペレット化した。
【0074】
(5)ポリマーP1:
ポリエチレンテレフタレート(Invista(ドイツ)社製「T94」)100重量%から成る。
【0075】
実施例1:
上述の方法により、厚さ12μmのABC型フィルムを製造した。ベース層Bの厚さは8μm、外層A及びCの厚さはそれぞれ2μmであった。外層A及びCは、2重量%のMB1と98重量%のP1とから成る。ベース層Bは、100重量%のP1(原料混合物)から成る。フィルムの製造において問題は生じなかった。24時間製造を続けても縞は発生しなかった。48時間に1回フィルム破断が生じた。フィルムのヘーズは1.8%であり、透明度は90.5%であり、長手方向の弾性率は4800N/mm2であり、横方向の弾性率は5050N/mm2であり、200℃における収縮率は、長手方向が3.1%、横方向が0.3%であり、表面粗度Raは40nmであった。
【0076】
比較例1:
上述の方法により、厚さ12μmのABC型フィルムを製造した。ベース層Bの厚さは8μm、外層A及びCの厚さはそれぞれ2μmであった。外層A及びCは、1.5重量%のMB2と98.5重量%のP1(原料混合物)とから成る。ベース層Bは、100重量%のP1から成る。経済性に優れるフィルムの製造は不可能であった。とりわけMB2を含有する押出機内での圧力が変化することによって、多くのフィルム破断(一日当り10回未満)が生じた。フィルムには縞が発生し、濁りが生じた。フィルムのヘーズは3.8%であり、透明度は87%であり、長手方向の弾性率は4750N/mm2であり、横方向の弾性率は4910N/mm2であり、200℃における収縮率は、長手方向が3.2%、横方向が0.32%であり、表面粗度Raは43nmであった。
【0077】
比較例2:
上述の方法により、厚さ12μmのABC型フィルムを製造した。ベース層Bの厚さは8μm、外層A及びCの厚さはそれぞれ2μmであった。外層A及びCは、2重量%のMB3と98重量%のP1とから成る。ベース層Bは、100重量%のP1(原料混合物)から成る。フィルムの製造において問題は生じなかった。24時間製造を続けても縞は発生しなかった。48時間に1回フィルム破断が生じた。しかしながら、表面粗度が小さいためフィルムの巻取が困難であり、しわが生じ、長手方向には波形が生じた。フィルムのヘーズは1.1%であり、透明度は91%であり、長手方向の弾性率は4830N/mm2であり、横方向の弾性率は5010N/mm2であり、200℃における収縮率は、長手方向が3.2%、横方向が0.3%であり、表面粗度Raは9nmであった。
【0078】
比較例3:
上述の方法により、厚さ12μmのABC型フィルムを製造した。ベース層Bの厚さは8μm、外層A及びCの厚さはそれぞれ2μmであった。外層A及びCは、2重量%のMB4と98重量%のP1とから成る。ベース層Bは、100重量%のP1(原料混合物)から成る。フィルムの製造において問題は生じなかった。24時間製造を続けても縞は発生しなかった。48時間に1回フィルム破断が生じた。しかしながら、フィルムの巻取り及びフィルム端のトリミングにおいて硫酸バリウムの摩耗が増加して白色ダストが発生した。フィルムのヘーズは11%であり、透明度は84%であり、長手方向の弾性率は4845N/mm2であり、横方向の弾性率は4930N/mm2であり、200℃における収縮率は、長手方向が3.2%、横方向が0.3%であり、表面粗度Raは54nmであった。
【図面の簡単な説明】
【0079】
【図1】図1は、粒径d50の値を決定するための累積粒径分布曲線を示す。
【図2】図2は、フィルムのヘーズを測定するための装置の概略図である。
【技術分野】
【0001】
本発明は、特殊なコーティングを施したBaSO4粒子を含有し、粒子とポリエステルとの接合を改良した単層または多層ポリエステルフィルムに関する。本発明のフィルムは高透明度を有する。
【背景技術】
【0002】
延伸ポリエステルフィルムの製造方法は公知であり、更にBaSO4粒子をこの種のフィルムの白色顔料として使用することも公知である(例えば、特許文献1参照)。
【0003】
更に、二酸化ケイ素および酸化アルミニウム並びにそれらの混合酸化物がポリエステルフィルムに対して相溶性がよいことも知られている。この種の粒子はポリエステルフィルムの表面改質のためにしばしば使用される(例えば、特許文献2参照)。
【0004】
二酸化ケイ素粒子および酸化アルミニウム粒子ならびにそれらの混合酸化物は、良好な相溶性を有するため、フィルムの延伸プロセスにおいて、光を拡散し、ポリエステルフィルムのヘーズを増加させるような空胞の発生は極くわずかである。これに対し、硫酸バリウム粒子はポリエステルマトリックス中への相溶性がかなり悪いため、フィルムの延伸工程において、光を拡散してヘーズを増加させる空胞が形成され、例えば1%を超える濃度では不透明な白色フィルムを形成する。しかしながら、粒子の相溶性だけでなく粒子の屈折率も重要であり、SiOx粒子の場合では、屈折率が1.5付近(大部分は1.46〜1.54)であり、酸化アルミニウムの場合では、ほとんどが1.7を超える。これらの屈折率値は、それぞれ、延伸ポリエステルフィルムの屈折率の平均値(1.57〜1.53)の下方および上方にある。しかしながら、これら粒子の屈折率にポリエステルの屈折率が近づくほど、ヘーズや屈折への寄与が小さくなる。硫酸バリウムの屈折率は、まさにポリエステルフィルムの屈折率の範囲内にあり、1.6前後であるが、ポリエステルに対する相溶性が悪いために透明ポリエステルフィルムに使用することは困難である。
【0005】
二酸化ケイ素、およびそのアルミニウムとの混合酸化物は、更なる欠点を有する。これらの粒子は、ポリマー製造中および加工中においてポリエステルと反応し、ポリマー製造中においては望ましくない粘度上昇を引起し、加工中においてはしばしば最終製品に縞が入ったりする。この粘度上昇のために、方法例としては、二酸化ケイ素系の押出用マスターバッチ(多軸押出機によってポリマー中に粒子を導入する)を用いて、比較的低粒子濃度(3重量%未満)で製造しないと、比較的品質が低いものとなる(実質的に染みとして認められる粒子の大きな凝集やポリマーフィルターの閉塞)(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】欧州特許出願公開第1728815号明細書
【特許文献2】欧州特許出願公開第1176005号明細書
【特許文献2】欧州特許出願公開第1364982号明細書
【発明の開示】
【発明が解決しようとする課題】
【0007】
本発明の目的は、上述の欠点を解消した透明ポリエステルフィルムを提供することである。
【課題を解決するための手段】
【0008】
上記本発明の目的は、特殊なコーティングを有する硫酸バリウム粒子を含有する単層または多層延伸ポリエステルフィルムにより達成される。このコーティングはポリエステル中の(コーティングされた)硫酸バリウム粒子の相溶性を改良し、その結果、高い透明性を有するフィルム得られる。
【0009】
本発明のフィルムの他の実施態様としては以下のa)〜h)が挙げられる。本発明はこれら又はこれらの組合せから成っていてもよく、本発明のフィルムは以下の性質を1つ、または1つ以上あるいは全てを有していてもよい。
【0010】
a)フィルムの透明度が70〜99.5%である。b)フィルムの少なくとも片面の表面粗度が10〜400nmである。c)コーティングされた硫酸バリウムの平均粒径が0.7〜7μmである。d)硫酸バリウムが無機層でコーティングされている。e)フィルム中の硫酸バリウムの量が0.005〜20重量%(フィルムの総重量を基準として)である。f)ポリエステルフィルムの厚さが0.5〜500μmである。g)フィルムは経済性よく製造できる。h)フィルムの両方向の弾性率が500N/mm2を超える。
【0011】
本発明は、更に、本発明のコーティングされた硫酸バリウムのポリエステルフィルム製造または透明ポリエステルフィルムへの使用に存する。
【0012】
本発明のフィルムの透明度は、好ましくは70〜99.5%である。透明度が80%を超えることが好ましく、更に好ましくは%を超え、特に好ましくは90%を超える。
【0013】
本発明のフィルムのヘーズは、フィルム厚さが0.5〜50μmの場合、通常10%未満、好ましくは5%未満、特に好ましくは2.5%未満である。
【0014】
本発明のフィルムのヘーズは、フィルム厚さが51〜200μmの場合、通常35%未満、好ましくは25%未満、特に好ましくは10%未満である。
【0015】
本発明のフィルムのヘーズは、フィルム厚さが201〜500μmの場合、通常60%未満、好ましくは50%未満、特に好ましくは40%未満である。
【0016】
フィルムの少なくとも片面の表面粗度は、10〜400nmであることが好ましくい。良好なフィルムの巻取り特性を達成するために、表面粗度が20〜300nmが好ましく、特に25〜250nmが好ましい。
【0017】
コーティングされた硫酸バリウムの平均粒径(d50)は0.7〜7μmであることが好ましい。所望の表面粗度を達成するために、平均粒径(d50)は1.0〜6μmであることが更に好ましく、1.2〜3.5μmであることが特に好ましい。平均粒径が0.7mより小さい粒子は、十分な表面粗度を達成できないために多量に添加する必要があり、ヘーズが高くなる。平均粒径が7mより大きい粒子は、コーティングを施してもポリマーマトリックス中に十分に相溶化せず、ヘーズが高くなり、更なる加工において著しく粒子が摩耗する。
【0018】
フィルムの厚さは、好ましくは0.5μm以上500μm以下、更に好ましくは7〜250μm、特に好ましくは10〜100μmである。
【0019】
経済性のよいフィルムの製造としては、製造中にフィルムの破断無く二軸延伸を行うことが出来、フィルムの原料に40〜80%の同種の再生品を使用しても、肉眼で色が変ったように見えることもなく、SiO2粒子を使用した場合と比較して製造中での縞の発生が少ない。
【0020】
良好な機械的特性としては、とりわけ長手方向(MD)及び横方向(TD)の弾性率が高く、500N/mm2以上、好ましくは2000N/mm2、特に好ましくは4000N/mm2以上である。
【0021】
ある好ましい実施態様において、本発明のフィルムの収縮率は、200℃において何れの方向(MD又はTD)でも25%以下である。200℃における収縮率は好ましくは19%以下、更に好ましくは4%以下である。これにより、温度を上げて更なる加工(メタル化や積層など)を施しても、フィルムにしわが発生しないで良好に製造できるという利点がある。
【発明の効果】
【0022】
本発明は、透明度が高く機械的性質および経済性に優れた延伸ポリエステルフィルムを提供できる。
【発明を実施するための最良の形態】
【0023】
本発明のフィルムは、ポリエステルを主成分(好ましくはその含有量が55〜100重量%、更に好ましくは70〜100重量%、特に好ましくは90〜100重量%)とする。本発明において、ポリエステルとは、ホモポリマー、共重合体または種々のポリエステルの混合物であってもよい。更に、これらのポリマーが純粋なポリマー(ヴァージンポリマー)であっても、リサイクル品から成るポリマーであってもよい。
【0024】
ポリエステルは、ジカルボン酸単位(100モル%)およびジオール単位(100モル%)から誘導される繰返し単位から成る。本発明におけるポリエステルとしてはテレフタル酸、ナフタレン−2,6−ジカルボン酸などのジカルボン酸単位とエチレングリコール、1,4−ブタンジオール等のジオール単位とから成るポリエステルが好ましく、例えば、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレン2,6−ナフタレート(PEN)が挙げられる。
【0025】
本発明におけるポリエステルは、好ましくは10〜100モル%のテレフタレート単位(更に好ましくは、50モル%を超えるテレフタレート単位、特に好ましくは90モル%を超えるテレフタレート単位)および/または10〜100モル%の2,6−ナフタレート単位をジカルボン酸単位として有することが好ましい(ジカルボン酸単位の総量を100モル%とする)。本発明におけるポリエステルは、更に、ジカルボン酸単位として、0〜50モル%の2,6−ナフタレート単位(テレフタレート単位が主成分の場合)、0〜50モル%のテレフタレート単位(ナフタレート単位が主成分の場合)、0〜20モル%のイソフタレート単位(好ましくは0.5〜10モル%)、10〜60モル%のビフェニル−4,4−ジカルボキシレート等から成っていてもよい。ナフタレン−1,5−ジカルボキシレート等の他のジカルボン酸化合物の割合は、好ましくは30モル%以下、更に好ましくは20モル%以下、特に好ましくは2モル%以下にすべきである。フィルムの脆弱性が改善され、後加工において形状の変化への適応が良好となるために、イソフタル酸を好ましくは0.5モル%以上、更に好ましくは1モル%以上使用することが特に好ましい。
【0026】
本発明におけるポリエステルは、通常10〜100モル%のエチレングリコール(EG)単位から成る(ジオール単位の総量を100モル%とする)。異なるジオールとの混合物を使用する場合、10モル%以下、好ましくは0.5〜5モル%のジエチレングリコールを使用することが好ましい。シクロヘキサンジメタノール、1,3−プロパンジオール、1,4−ブタンジオール等の他のジオール化合物の使用割合は、好ましくは50モル%以下、更に好ましくは30モル%以下、特に好ましくは10モル%以下にすべきである。
【0027】
上記のポリエステルは混合物として使用してもよい。特に好ましいポリエステルはPETである。
【0028】
他の実施態様において、フィルムは上記の主成分のポリマー以外に、ポリエーテルイミド(例えば、GE Plastics Europe(オランダ)社製「Ultem(登録商標)1000」)、ポリカーボネート(例えば、Bayer(ドイツ)社製「Makrolon(登録商標)」)、COCs等のポリオレフィン(例えば、Ticona(ドイツ)社製「Topas(登録商標)」)、ポリアミド(例えば、BASF(ドイツ)社製「Ultramid(登録商標)」)等を、フィルムの総重量を基準として好ましくは45重量%以下、更に好ましくは30重量%以下、特に好ましくは20重量%以下含有してもよい。
【0029】
ポリエステルは、通常、上述のジオール及びジカルボン酸から又はジカルボン酸エステルから、公知の方法によって製造される。ポリエステルは、Zn、Ca、Li、Mn等の塩の公知の触媒を使用してエステル交換法によって製造されてもよく、また、直接エステル化法によって製造されてもよい。
【0030】
硫酸バリウム粒子は、例えば国際公開第00/76919号に記載された公知の方法によって製造されてもよく、またSachtleben(ドイツ)社から入手できるBlаnc Fix(登録商標)製品種などの市販品を使用してもよい。これらの粒子は、無機コーティングを使用して公知の方法で被覆される。これらの方法は、とりわけ、欧州特許出願公開第0459552号明細書(第3カラム及び実施例)、独国特許出願公開第10333029号明細書(段落0027〜0037及び実施例1〜3)、独国特許出願公開第102006031630号明細書などに記載されており、特にゾル−ゲル法で製造されることが好ましい。
【0031】
使用できるコーティングとしては酸化物、それらの混合物、および、Si、Al、Sn、Fe、In、Zr、Ce及びSbの混合酸化物が挙げられ、Si及びAlの酸化物が好ましく、Si及びAlの混合酸化物または純粋な酸化ケイ素が更に好ましく、SiO2及びAl2O3又はそれらの混合物/混合酸化物が特に好ましい。これらの酸化物(コーティング)の割合は、コーティングされた粒子の総重量を基準として、通常15重量%未満、好ましくは3重量%未満、更に好ましくは2重量%未満である。粒子の総重量を基準としたコーティングの重量比率が少ない方が、BaSO4の屈折率が高重量で保持されるため、フィルムのヘーズに対する影響としては有利である。コーティングの重量比率が0.1重量%未満の場合、粒子の表面を被覆するコーティングが得られにくく、ポリエステル中への粒子の相溶性のロスが生じ、その結果フィルムのヘーズが高くなる。コーティングの重量比率は0.3重量%を超えることが好ましく、0.7重量%を超えることが更に好ましい。
【0032】
フィルムに添加するコーティングされた硫酸バリウム粒子の量は、フィルムの総重量を基準として、通常0.005〜20重量%、好ましくは0.01〜5重量%である。
【0033】
本発明フィルムは、硫酸バリウム粒子の他に、更に耐ブロッキング剤などの粒子状の添加剤を含有してもよい。耐ブロッキング剤としては、無機および/または有機粒子が挙げられ、具体的には、二酸化ケイ素(天然シリカ、沈殿法シリカ、ヒュームドシリカ等)、炭酸カルシウム、炭酸マグネシウム、炭酸バリウム、硫酸カルシウム、硫酸バリウム(無機コーティングされてないもの)、リン酸リチウム、リン酸カルシウム、リン酸マグネシウム、二酸化チタン(ルチル型、アナターゼ型など)、カオリン(水素化、焼結型)、酸化アルミニウム、アルミニウムシリケート、フッ化リチウム、ジカルボン酸のカルシウム、バリウム、亜鉛またはマンガン塩、架橋ポリスチレン粒子や架橋メチルメタクリレート粒子などの架橋ポリマー粒子などが例示される。中でも、コーティングされた硫酸バリウム粒子に耐ブロッキング剤として二酸化ケイ素を組合せて使用することが好ましい。
【0034】
他の粒子状添加剤の平均粒径(d50)は、通常0.01〜15μm、好ましくは0.03〜10μm、更に好ましくは0.05〜5μmである。ある好ましい実施態様において、平均粒径(d50)が3μm以上の粒子の含有量が2000ppm未満、特に1000ppm未満であることが好ましい。
【0035】
ある好ましい実施態様において、コーティングされた硫酸バリウム粒子の添加量(重量%)は、他のフィラー/粒子の総添加量(重量%)よりも大きいことが好ましく、添加剤の85重量%以上がコーティングされた硫酸バリウム粒子であることが好ましい。
【0036】
上記粒子は、2種以上組合せた系であってもよく、また、同じ種類で粒径が異なるものを組合せた系でもよい。上記の粒子は、ポリエステルの溶融開始前に添加することが好ましい。
【0037】
フィルムは単層構造であっても多層構造であってもよく、2層以上から成ることが好ましい。特に好ましくは3層以上から成る構成である。コーティングされた硫酸バリウム粒子は、外層の片方のみに添加してもよく、また、両方に添加してもよい。他の添加粒子もまた、外層飲みに添加することが好ましい。内層はそれぞれのフィルムの同主の再生品材料から成ることが好ましい。少なくとも1つの外層に添加するコーティングされた硫酸バリウム粒子の量は、該当する外層の総重量を基準として、好ましくは0.01〜20重量%、更に好ましくは0.1〜5重量%である。コーティングされた硫酸バリウム粒子を含有する層の重量は、フィルムの総重量を基準として、好ましくは2重量%以上、更に好ましくは5重量%以上である。
【0038】
多層構造の場合、コーティングされた硫酸バリウム粒子を含む全ての粒子状添加剤の含有割合は、フィルムの総重量を基準として、通常2重量%未満、好ましくは1重量%未満、更に好ましくは0.5重量%未満である。本発明のフィルムは、更に、染料、UV安定剤、難燃剤、耐加水分解剤および/または酸化防止剤などの更なる添加剤を含有してもよく、特に、Ciba SC(スイス)社製「Tinuvin(登録商標)」製品種などのUV安定剤を含有することが好ましい。
【0039】
本発明のフィルムは、更に他の性質を付与するために塗布が施されてもよい。代表的な塗布層としては、接着促進層、帯電防止層、易滑層、離型層などが挙げられる。この様な塗布層は、長手方向の延伸後で横延伸を行う前に水分散剤を使用したインラインコーティングによって形成される。
【0040】
コーティングされた硫酸バリウム粒子、更なるフィラー及びUV安定剤などの他の添加剤は、好ましくは市販の二軸押出機を使用してポリマーに導入し、存在させる。この方法では、粒子/添加剤と共にペレット状の本発明におけるポリエステルを押出機に導入し、押出し、水槽中で冷却し、ペレット化する。
【0041】
しかしながら、ポリエステル製造工程中に添加剤を直接添加してもよい。この方法は、更なる熱付加を受けるために染料やUV安定剤にとってはあまり好ましい方法ではない。DMT法(DMT:ジメチルテレフタレート)の場合、添加剤は、通常エステル交換反応の後で且つ重縮合反応に先立って、それぞれ直接、グリコール中に分散させた状態で添加される(例えばエステル交換反応槽と重縮合反応槽との間の輸送配管において)。TPA法(TPA:テレフタル酸)の場合、中縮合反応が始まる時点で添加されていることが好ましい。しかしながら、後で添加することも可能である。この方法において、添加前にグリコール分散体を、例えばHayward(米国、インディアナ州)社製「PROGAF PGF 57(登録商標)」フィルター安堵の手段によってろ過することが好ましい。これは、押出マスターバッチ法において導入が困難なSiO2粒子を有するポリマーを製造するのに好適である。
【0042】
本発明は、更にフィルムの製造方法も提供する。製造法は、通常押出法による。粒子、UV安定剤、難燃剤、対加水分解剤、酸化防止剤などの全ての添加剤が、押出前に、上述の所定量でマスターバッチの形式で添加されていることが特に好ましい。
【0043】
マスターバッチ法において、添加剤を含有するポリエステルポリマーは添加剤を含有しない安価なポリマーと混合させられる。製造コストはフィラーの量によって幾分広がりが有るが、コスト的に最も大きい要素は添加剤それ自身の存在によるものである。それゆえ、フィラー量が最も高いマスターバッチとフィラーを含有しないポリマーとを混合させることが経済的に有利である。
【0044】
本発明のポリエステルフィルムは、ポリエステルポリマー及び必要であれば更なる原料から公知の方法によって単層または多層フィルムの形態で製造できる。
【0045】
二軸および多軸押出機を使用する場合、マスターバッチ及び他の原料は、予備乾燥することなく直接押出すことが出来る。単軸押出機を使用する場合は、120〜150℃で1時間以上原料を乾燥することが好ましい。
【0046】
本は津英のフィルムの製造のための好ましい共押出法としては、フラットフィルムダイを介してフィルムの個々の層に対応する溶融体を押出し、冷却ロールで冷却し、実質的にアモルファスなシートを得る。得られたアモルファスシートは、再加熱され、長手方向および横方向、横方向および長手方向、または長手方向、横方向および再度長手方向および/または横方向に延伸される。延伸温度は、ポリエステルのガラス転移温度(Tg)よりも10〜60℃高く、長手方向には通常2〜6倍、好ましくは3〜4.5倍に、横方向には通常2〜5倍、好ましくは3.0〜4.5倍に延伸する。再度長手方向または横方向に延伸する場合の延伸比は、通常1.1〜5倍である。最初の長手方向の延伸において同時に横方向の延伸を行う二軸延伸法(同時二軸延伸)で延伸を行ってもよい。延伸後、通常オーブンの温度が180〜260℃、好ましくは220〜250℃で熱固定を行う。フィルムは冷却後に巻取る。二軸延伸フィルムが好ましい。
【0047】
ある好ましい実施態様において、熱固定を220〜250℃の温度で行い、横手方向にこの温度で1%以上、好ましくは2%以上の弛緩処理を行う。
【0048】
他の実施態様において、熱固定を220〜250℃の温度で行い、横手方向にこの温度で1%以上、好ましくは2%以上の弛緩処理を行い、更に、180〜150℃の冷却過程において再度1%以上、好ましくは2%以上の弛緩処理を行う。
【0049】
他の実施態様において、フィルムは延伸比3以上で、同時延伸フレームで長手方向および横方向に延伸される。熱固定は220〜250℃で行い、長手方向および横方向にこの温度で1%以上の弛緩処理を行う。
【0050】
本発明の単層または多層フィルムは、所望の良好な機械的性質を有する。例えば、フィルムの弾性率は、フィルムの少なくとも1方向に対し500N/mm2以上である。
【0051】
フィルムの収縮率は、長手方向および横方向の何れの方向においても200℃において25%以下である。
【0052】
コーティングされた硫酸バリウム粒子は3重量%以上、実際には7重量%を超える濃度でマスターバチ中、特に押出マスターバッチ中に導入することが出来、SiO2を添加したポリマーと比較して、原料コストの顕著な低減が可能となる。
【0053】
本発明のフィルムは、包装分野におけるフィルム、メタル化用フィルム、モーター用フィルム(エンジン用フィルム)、特に高透明性などの良好な光学特性を必要とする分野などの公知のポリエステルフィルムの応用分野のほとんどに好適に使用できる。
【実施例】
【0054】
上述の記載および以下の実施例において個々の性質を測定する方法として使用された基準および方法について以下に記載する。
【0055】
以下の試験方法において、DINはDeutsches Institute fur Normung(ドイツ規格協会)、ISOはInternat. Organization for Standardization(国際標準化機構)、ASTMはAmerican Society for Testing and Materials(米国材料試験協会)を表す。
【0056】
(1)機械的性質:
長手方向および横方向における弾性率、最大抗張力、最大引張力およびF5値はISO 527−1−2に従い、引張試験機(Zwick(ドイツ)社製「010」)を使用して測定した。
【0057】
(2)収縮率:
熱収縮率は、10cm四方のフィルムについて測定した。サンプルの辺の長さを正確に測定した後(L0)、対流オーブン内で200℃の温度で15分間加熱した。サンプルを取出し、室温で正確に辺の長さを測った(L)収縮率は以下の式で算出した。
【0058】
収縮率(%)=100×(L0−L)/L0
【0059】
(3)平均粒径d50:
平均粒径d50はMalvern Master Sizer(Malvern Instruments Ltd(英国)社製)を使用したレーザーによる一般的な方法で測定した。他の装置としては、Horiba LA 500(HORIBA Europe GmbH(ドイツ)社製)またはSympathec Helos(Sympathec GmbH(ドイツ)社製)装置が挙げられ、基本的に同一の原理の装置である。水を入れたセルに測定サンプルを入れ、試験装置にセットする。試験は自動的に行われ、粒径d50の数学的な計算も一緒に行われる。粒径d50の値は、累積粒径分布曲線から決定し、50%における横軸の値を粒径d50とした(これに関して図1に示す)。
【0060】
(4)ヘーズ:
フィルムのヘーズは、図2に示す様なBYK Gardner Hazemeter XL−211(BYK Gardner社製)を使用して測定した。測定30分前に電源を入れ、光源からの光が開口部の中心を通るように調節した。
【0061】
測定フィルムの形状、個数としては、100×100mmに切取った測定フィルムを5種作成した。フィルムのマージン部分に長手方向および横方向の方向が分かるようにマークを記入した。
【0062】
具体的なヘーズ測定方法としては、スイッチ1を「OPEN」とし、スイッチ2を「×10」とする。Zeroつまみを使用して、デジタルディスプレイが0.00を表示するように調節する。スイッチ1を「Reference」とし、スイッチ2を「X1」とする。キャリブレートつまみを使用してデジタルディスプレイが100を表示するように調節する。長手方向にサンプルをセットする。デジタルディスプレイに表示された透過率を記録する。再度キャリブレートつまみを使用してデジタルディスプレイが100を表示するように調節する。スイッチ1を「OPEN」とする。デジタルディスプレイに表示されたヘーズ(長手方向)を記録する。サンプルを回転させて横方向とし、デジタルディスプレイに表示された横方向のヘーズを記録する。
【0063】
評価としては、5回同じ測定を行い、平均値をヘーズとする(長手方向および横方向)。
【0064】
(5)黄変指数:
黄変指数(YID)は無色状態から黄色方向への色の偏差をDIN 6167に従って測定した。
【0065】
(6)透明度:
透明度はASTM−D 1033−77に基づいて測定した。
【0066】
(7)表面粗度Ra:
フィルムの表面粗度RaはDIN 4768に準じて測定した。
【0067】
フィルム製造:
ポリエステルチップをそれぞれの実施例に記載の比率で混合し、予備乾燥することなく二軸押出機内で溶融した。押出されたそれぞれの溶融ポリマーは共押出ダイ内で積層され引取ロール(ロール温度:20℃)で引取られた。フィルムは長手方向(機械方向)に116℃(延伸ロール間でのフィルム温度)で3.9倍に延伸され、横方向にフレーム内で118℃で3.8倍に延伸された。フィルムは229℃で熱固定され、225℃で横方向に1.5%の弛緩処理を行い、更に180〜150℃に冷却仮定において1.5%の弛緩処理を行った。フィルムの最終的な製造スピードは300m/分であった。
【0068】
実施例において以下の原料を使用した。
【0069】
(1)マスターバッチMB1:
コーティングされた硫酸バリウム粒子としては、SiO2を90%及びAl2O3を10%の比率の被覆層を有する「Blаnc Fixe(登録商標)N」(Solvаy Chemicals社製、平均粒径d50=1.7μm)のBaSO4(SiO2+Al2O3の比率は硫酸バリウムを基準として1.8重量%、すなわち、硫酸バリウムが約98重量%である)を使用し、ポリエチレンテレフタレート(PET)中に10重量%のコーティングされた硫酸バリウム粒子を含有する押出マスターバッチを調製した。ここで、コーティングされた硫酸バリウム粒子は、ポリエステルポリマー(Invista(ドイツ)社製「T94」)と共にWerner & Pfleiderer(ドイツ)社製二軸押出機のフィードゾーンより添加し、押出し、ペレット化した。
【0070】
コーティングされた硫酸バリウム粒子の製造は以下のように行った。2000gのBaSO4(Blаnc Fixe(登録商標)N)を約5LのPD水(PD:部分脱塩水)にパドル型攪拌機を使用して混合した。懸濁液を80℃に加熱し、NaOH及び硫酸を使用してpHを6.5に調節した。150mLの水ガラス溶液(1L当りSiO2を380g含む)を、pHを一定に保った80℃の懸濁液(pH=6.5±0.5、H2SO4の添加により調節)に添加した。添加が完了した後、その混合物は20分間、pH6.8で80℃で撹拌し、次いでNaOHを使用してpHを7.0に調節した。25mLのアルミン酸ナトリウム(1L当りAl2O3を300g含む)を、pH一定下で、8mL/分のゆっくりした速度で添加した。添加中、硫酸を使用してpH=7の一定値に維持した。添加が一旦終了したら、混合物をpH7で80℃で2時間ほど撹拌した。生成物を吸引濾過により濾別し、生成した濾過ケーキを濾液が100μS/cm未満の伝導度となるまで洗浄し、乾燥機内において105℃で乾燥した。生成物は、マッフル炉内において500℃で更に30分間加熱処理を行った。
【0071】
(2)マスターバッチMB2:
ポリエチレンテレフタレート(PET)中に10重量%のSiO2粒子(Fuji Sylysia(日本)社製「Silysia(登録商標) 320」、平均粒径d50=2.5μm)を含有する押出マスターバッチを調製した。ここで、二酸化ケイ素粒子は、ポリエステルポリマー(Invista(ドイツ)社製「T94」)と共にWerner & Pfleiderer社製二軸押出機のフィードゾーンより添加し、押出し、ペレット化した。
【0072】
(3)マスターバッチMB3:
ポリエチレンテレフタレート(PET)中に10重量%のBaSO4粒子(「Hombright(登録商標)」、Sachtleben Chemie GmbH社製、平均粒径d50=0.5μm)を含有する押出マスターバッチを調製した。BaSO4粒子はAl(III)及びSi(IV)により無機被覆されており、硫酸バリウムの比率は95重量%であった。コーティングされた硫酸バリウム粒子は、ポリエステルポリマー(Invista社製「T94」)と共にWerner & Pfleiderer社製二軸押出機のフィードゾーンより添加し、押出し、ペレット化した。
【0073】
(4)マスターバッチMB4:
ポリエチレンテレフタレート(PET)中に10重量%のBaSO4粒子(「Blаnc Fixe N」(Solvаy Chemicals社製、平均粒径d50=1.7μm)を含有する押出マスターバッチを調製した。コーティングされてない硫酸バリウム粒子は、ポリエステルポリマー(Invista社製「T94」)と共にWerner & Pfleiderer社製二軸押出機のフィードゾーンより添加し、押出し、ペレット化した。
【0074】
(5)ポリマーP1:
ポリエチレンテレフタレート(Invista(ドイツ)社製「T94」)100重量%から成る。
【0075】
実施例1:
上述の方法により、厚さ12μmのABC型フィルムを製造した。ベース層Bの厚さは8μm、外層A及びCの厚さはそれぞれ2μmであった。外層A及びCは、2重量%のMB1と98重量%のP1とから成る。ベース層Bは、100重量%のP1(原料混合物)から成る。フィルムの製造において問題は生じなかった。24時間製造を続けても縞は発生しなかった。48時間に1回フィルム破断が生じた。フィルムのヘーズは1.8%であり、透明度は90.5%であり、長手方向の弾性率は4800N/mm2であり、横方向の弾性率は5050N/mm2であり、200℃における収縮率は、長手方向が3.1%、横方向が0.3%であり、表面粗度Raは40nmであった。
【0076】
比較例1:
上述の方法により、厚さ12μmのABC型フィルムを製造した。ベース層Bの厚さは8μm、外層A及びCの厚さはそれぞれ2μmであった。外層A及びCは、1.5重量%のMB2と98.5重量%のP1(原料混合物)とから成る。ベース層Bは、100重量%のP1から成る。経済性に優れるフィルムの製造は不可能であった。とりわけMB2を含有する押出機内での圧力が変化することによって、多くのフィルム破断(一日当り10回未満)が生じた。フィルムには縞が発生し、濁りが生じた。フィルムのヘーズは3.8%であり、透明度は87%であり、長手方向の弾性率は4750N/mm2であり、横方向の弾性率は4910N/mm2であり、200℃における収縮率は、長手方向が3.2%、横方向が0.32%であり、表面粗度Raは43nmであった。
【0077】
比較例2:
上述の方法により、厚さ12μmのABC型フィルムを製造した。ベース層Bの厚さは8μm、外層A及びCの厚さはそれぞれ2μmであった。外層A及びCは、2重量%のMB3と98重量%のP1とから成る。ベース層Bは、100重量%のP1(原料混合物)から成る。フィルムの製造において問題は生じなかった。24時間製造を続けても縞は発生しなかった。48時間に1回フィルム破断が生じた。しかしながら、表面粗度が小さいためフィルムの巻取が困難であり、しわが生じ、長手方向には波形が生じた。フィルムのヘーズは1.1%であり、透明度は91%であり、長手方向の弾性率は4830N/mm2であり、横方向の弾性率は5010N/mm2であり、200℃における収縮率は、長手方向が3.2%、横方向が0.3%であり、表面粗度Raは9nmであった。
【0078】
比較例3:
上述の方法により、厚さ12μmのABC型フィルムを製造した。ベース層Bの厚さは8μm、外層A及びCの厚さはそれぞれ2μmであった。外層A及びCは、2重量%のMB4と98重量%のP1とから成る。ベース層Bは、100重量%のP1(原料混合物)から成る。フィルムの製造において問題は生じなかった。24時間製造を続けても縞は発生しなかった。48時間に1回フィルム破断が生じた。しかしながら、フィルムの巻取り及びフィルム端のトリミングにおいて硫酸バリウムの摩耗が増加して白色ダストが発生した。フィルムのヘーズは11%であり、透明度は84%であり、長手方向の弾性率は4845N/mm2であり、横方向の弾性率は4930N/mm2であり、200℃における収縮率は、長手方向が3.2%、横方向が0.3%であり、表面粗度Raは54nmであった。
【図面の簡単な説明】
【0079】
【図1】図1は、粒径d50の値を決定するための累積粒径分布曲線を示す。
【図2】図2は、フィルムのヘーズを測定するための装置の概略図である。
【特許請求の範囲】
【請求項1】
無機コーティングが施された硫酸バリウム粒子を含有する延伸ポリエステルフィルム。
【請求項2】
無機コーティングが、Si、Al、Sn、Fe、In及び又はSbの酸化物、混合酸化物または酸化物の混合物から成る請求項1に記載のポリエステルフィルム。
【請求項3】
無機コーティングが、酸化ケイ素または酸化アルミニウムから成る請求項1又は2に記載のポリエステルフィルム。
【請求項4】
無機コーティングが、混合酸化物、または、酸化ケイ素と酸化アルミニウムとの混合物から成る請求項1〜3の何れかに記載のポリエステルフィルム。
【請求項5】
無機コーティングが、混合酸化物、または、SiO2とAl2O3との混合物から成る請求項1〜4の何れかに記載のポリエステルフィルム。
【請求項6】
無機コーティングが施された硫酸バリウム粒子の平均粒径(d50)が0.7〜7μmである請求項1〜5の何れかに記載のポリエステルフィルム。
【請求項7】
無機コーティングが施された硫酸バリウム粒子の総重量を基準とした無機コーティングの重量比が15重量%未満である請求項1〜6の何れかに記載のポリエステルフィルム。
【請求項8】
無機コーティングが施された硫酸バリウム粒子の総重量を基準とした無機コーティングの重量比が3重量%未満である請求項1〜7の何れかに記載のポリエステルフィルム。
【請求項9】
無機コーティングが施された硫酸バリウム粒子の含有量が0.005〜20重量%である請求項1〜8の何れかに記載のポリエステルフィルム。
【請求項10】
ポリエステルフィルムが、テレフタル酸単位および/またはナフタレン−2,6−ジカルボン酸単位から成るポリエステルから成る請求項1〜9の何れかに記載のポリエステルフィルム。
【請求項11】
ポリエチレンテレフタレートから成る請求項1〜10の何れかに記載のポリエステルフィルム。
【請求項12】
多層フィルムである請求項1〜11の何れかに記載のポリエステルフィルム。
【請求項13】
ポリエステルフィルムがベース層Bと外層A及びCとから成るABC構造を有する請求項1〜12の何れかに記載のポリエステルフィルム。
【請求項14】
ベース層と外層とが同じポリエステルから成る請求項1〜13の何れかに記載のポリエステルフィルム。
【請求項15】
少なくとも3層から成り、外層のみ又は1つの外層のみに無機コーティングが施された硫酸バリウム粒子が含有される請求項1〜14の何れかに記載のポリエステルフィルム。
【請求項16】
少なくとも3層から成り、両外層に無機コーティングが施された硫酸バリウム粒子が0.1〜3重量%含有される請求項1〜15の何れかに記載のポリエステルフィルム。
【請求項17】
透明度が70〜99.5%である請求項1〜16の何れかに記載のポリエステルフィルム。
【請求項18】
フィルムの厚さが0.5〜50μmの範囲においてフィルムのヘーズが2.5%未満である請求項1〜17の何れかに記載のポリエステルフィルム。
【請求項19】
少なくとも一方の表面の表面粗度が10〜400nmである請求項1〜18の何れかに記載のポリエステルフィルム。
【請求項20】
a)押出または共押出により単層または多層シートを製造する工程と、b)得られたシートを延伸して延伸フィルムを得る工程と、c)得られた延伸フィルムを熱固定する工程とから成る請求項1〜19の何れかに記載のポリエステルフィルムの製造方法。
【請求項21】
熱固定する工程において、フィルムを横方向に1%以上の弛緩処理を行う請求項20に記載のポリエステルフィルムの製造方法。
【請求項22】
請求項1〜19の何れかに記載のポリエステルフィルムの包装材料、保護フィルム又は包装材料の製造への使用。
【請求項23】
請求項1〜8に記載の硫酸バリウム粒子の、ポリエステルポリマーの製造または透過率70〜99.5%を有するポリエステルフィルムの製造への使用。
【請求項1】
無機コーティングが施された硫酸バリウム粒子を含有する延伸ポリエステルフィルム。
【請求項2】
無機コーティングが、Si、Al、Sn、Fe、In及び又はSbの酸化物、混合酸化物または酸化物の混合物から成る請求項1に記載のポリエステルフィルム。
【請求項3】
無機コーティングが、酸化ケイ素または酸化アルミニウムから成る請求項1又は2に記載のポリエステルフィルム。
【請求項4】
無機コーティングが、混合酸化物、または、酸化ケイ素と酸化アルミニウムとの混合物から成る請求項1〜3の何れかに記載のポリエステルフィルム。
【請求項5】
無機コーティングが、混合酸化物、または、SiO2とAl2O3との混合物から成る請求項1〜4の何れかに記載のポリエステルフィルム。
【請求項6】
無機コーティングが施された硫酸バリウム粒子の平均粒径(d50)が0.7〜7μmである請求項1〜5の何れかに記載のポリエステルフィルム。
【請求項7】
無機コーティングが施された硫酸バリウム粒子の総重量を基準とした無機コーティングの重量比が15重量%未満である請求項1〜6の何れかに記載のポリエステルフィルム。
【請求項8】
無機コーティングが施された硫酸バリウム粒子の総重量を基準とした無機コーティングの重量比が3重量%未満である請求項1〜7の何れかに記載のポリエステルフィルム。
【請求項9】
無機コーティングが施された硫酸バリウム粒子の含有量が0.005〜20重量%である請求項1〜8の何れかに記載のポリエステルフィルム。
【請求項10】
ポリエステルフィルムが、テレフタル酸単位および/またはナフタレン−2,6−ジカルボン酸単位から成るポリエステルから成る請求項1〜9の何れかに記載のポリエステルフィルム。
【請求項11】
ポリエチレンテレフタレートから成る請求項1〜10の何れかに記載のポリエステルフィルム。
【請求項12】
多層フィルムである請求項1〜11の何れかに記載のポリエステルフィルム。
【請求項13】
ポリエステルフィルムがベース層Bと外層A及びCとから成るABC構造を有する請求項1〜12の何れかに記載のポリエステルフィルム。
【請求項14】
ベース層と外層とが同じポリエステルから成る請求項1〜13の何れかに記載のポリエステルフィルム。
【請求項15】
少なくとも3層から成り、外層のみ又は1つの外層のみに無機コーティングが施された硫酸バリウム粒子が含有される請求項1〜14の何れかに記載のポリエステルフィルム。
【請求項16】
少なくとも3層から成り、両外層に無機コーティングが施された硫酸バリウム粒子が0.1〜3重量%含有される請求項1〜15の何れかに記載のポリエステルフィルム。
【請求項17】
透明度が70〜99.5%である請求項1〜16の何れかに記載のポリエステルフィルム。
【請求項18】
フィルムの厚さが0.5〜50μmの範囲においてフィルムのヘーズが2.5%未満である請求項1〜17の何れかに記載のポリエステルフィルム。
【請求項19】
少なくとも一方の表面の表面粗度が10〜400nmである請求項1〜18の何れかに記載のポリエステルフィルム。
【請求項20】
a)押出または共押出により単層または多層シートを製造する工程と、b)得られたシートを延伸して延伸フィルムを得る工程と、c)得られた延伸フィルムを熱固定する工程とから成る請求項1〜19の何れかに記載のポリエステルフィルムの製造方法。
【請求項21】
熱固定する工程において、フィルムを横方向に1%以上の弛緩処理を行う請求項20に記載のポリエステルフィルムの製造方法。
【請求項22】
請求項1〜19の何れかに記載のポリエステルフィルムの包装材料、保護フィルム又は包装材料の製造への使用。
【請求項23】
請求項1〜8に記載の硫酸バリウム粒子の、ポリエステルポリマーの製造または透過率70〜99.5%を有するポリエステルフィルムの製造への使用。
【図1】


【図2】
【図2】
【公表番号】特表2010−530449(P2010−530449A)
【公表日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願番号】特願2010−512568(P2010−512568)
【出願日】平成20年6月11日(2008.6.11)
【国際出願番号】PCT/EP2008/004656
【国際公開番号】WO2008/155050
【国際公開日】平成20年12月24日(2008.12.24)
【出願人】(596099734)ミツビシ ポリエステル フィルム ジーエムビーエイチ (29)
【Fターム(参考)】
【公表日】平成22年9月9日(2010.9.9)
【国際特許分類】
【出願日】平成20年6月11日(2008.6.11)
【国際出願番号】PCT/EP2008/004656
【国際公開番号】WO2008/155050
【国際公開日】平成20年12月24日(2008.12.24)
【出願人】(596099734)ミツビシ ポリエステル フィルム ジーエムビーエイチ (29)
【Fターム(参考)】
[ Back to top ]