
Bi含有はんだ箔の製造方法、Bi含有はんだ箔、接合体、及びパワー半導体モジュール
【課題】Bi含有はんだ箔の製造方法及びBi含有はんだ箔を提供すること。また、耐熱性が高く緻密に接合された接合体、及びパワー半導体モジュールを提供すること。
【解決手段】本発明のBi含有はんだ箔の製造方法では、ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によりシート化する。前記はんだ材料の粉末における長辺と短辺の比は、1.2以上3.0以下が好適であり、該粉末の平均粒径は5μm以上200μm以下が好適である。前記粉末圧延法による圧延は、−20℃以上269℃以下で行なわれることが好ましい。また、本発明の接合体およびパワー半導体モジュールでは、接合部に前記Bi含有はんだ箔が用いられる。
【解決手段】本発明のBi含有はんだ箔の製造方法では、ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によりシート化する。前記はんだ材料の粉末における長辺と短辺の比は、1.2以上3.0以下が好適であり、該粉末の平均粒径は5μm以上200μm以下が好適である。前記粉末圧延法による圧延は、−20℃以上269℃以下で行なわれることが好ましい。また、本発明の接合体およびパワー半導体モジュールでは、接合部に前記Bi含有はんだ箔が用いられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Bi含有はんだ箔の製造方法、Bi含有はんだ箔、接合体、及びパワー半導体モジュールに関する。
【背景技術】
【0002】
ハイブリット車のインバータ用パワーモジュール構造のように、大面積でかつ積層型の実装構造では、絶縁基板や放熱基板などの被接合体が均一に接合されるよう、シート状のはんだ箔が好適に用いられている。現在、インバータの接合では、例えば厚さ100μm、幅2cmのはんだシートをロール状に巻きつけて接合用機器に搭載し、所定の長さで切り取り、ロボットアームによって被接合体上の所定の位置に配置するよう精密にプログラムされている。
【0003】
これまでシート状のはんだ箔には、延性に優れた鉛(Pb)系はんだ材料が広く用いられていた。特に、Pb−Snはんだ材料が汎用され、鉛(Pb)と錫(Sn)の比率を変えて融点を183〜300℃前後の範囲で変動させ、種々の融点を有するはんだ材料を得ていた(例えば、非特許文献1参照。)。しかし、鉛は毒性を有することから使用廃止の方向にあり、鉛フリーのはんだ材料の開発が望まれている。
【0004】
このようなはんだ材料に対する要求の中、鉛フリーのはんだ材料として、Sn−Ag合金、Sn−Cu合金などのSn系はんだ材料が提案されている。しかし、Sn系はんだ材料の融点は220℃程度であるが故に、200℃前後において引っ張り強度が著しく低下し、200℃を超える熱を発する次世代パワー半導体素子に実用することは困難であった。
【0005】
そこで、融点が約270℃であり、耐熱性に優れた接合体が得られるという観点から、ビスマス(Bi)系はんだ材料が検討されている。
しかし一方で、Bi系はんだ材料は、延性が低く脆性を有することが知られている(例えば非特許文献2参照。)。特にせん断に弱く、衝撃や熱応力による歪みが蓄積すると、該歪みを起点とした破壊が生じやすい。
【0006】
延性を改善する方策として、Sn−Bi系のはんだ材料では、第3成分の添加が検討されている。例えば、Agの添加により組織の微細化を図る方法(例えば、特許文献1参照。)、Sbの添加によりSnのβ相からα相への変態抑制を図る方法(例えば、特許文献2参照。)、Inを添加する方法(例えば、特許文献3参照。)等である。
更に、25〜55質量%のBiを含有し、残部がSnと不可避不純物とからなるSn−Bi系はんだ材料も、延性が向上するとの報告がある(例えば、特許文献4参照。)
【0007】
また、Bi系はんだ材料の脆性を解消すべく、Biに熱弾性型マルテンサイト変態を生じる合金、具体的にはMn、Alを含むCu基合金、を組み合わせたはんだ材料が提案されている(例えば、特許文献5参照。)。
【0008】
しかしながら、上記技術は、はんだ組成を変更する方法である。更に、上記技術により延性が改善されたとするBi系はんだ材料であっても、インゴットをそのまま圧延し、シートにできるようになるまで延性は改善せず、はんだ箔に加工することができなかった。
【0009】
これまで、加工性の低いはんだ材料は、フラックスを混練したはんだペーストをスクリーン印刷して、はんだ付けを行なっていた。ところが、インバータ接合部ではフラックス残渣を残存させないことが望ましく、フラックスを使用しないことが望まれている。
【0010】
シート状に加工し難いはんだ材料は、ペレット状や塊状のままはんだ付けすることも可能ではあるが、接合面が大きい場合には均一に接合させることが極めて困難である。
このように、シート状に加工し難いはんだ材料、特に、融点の高いBi系はんだ材料を容易にシート状に加工する方法が望まれていた。
【0011】
ところで、一般的なシート化法として、インゴットを圧延する方法のほか、材料を粉砕して粉末にした後に圧力をかけてシート化する方法がある。この方法の一例として粉末圧延法がある。
【0012】
具体的には、例えば、粉末圧延法を適用したニッケルロウ材シートの作製方法が開示されている(例えば、特許文献6参照。)。そのほか粉末圧延法は、鋼板の作製技術として提案されている(例えば、特許文献7及び8参照。)
【0013】
また、銅(Cu)等の金属ボールと、錫(Sn)等のはんだボールを配合し、予め全体を均一に圧縮し、Sn等のはんだボールを金属ボール間に塑性流動させ、隙間をはんだ(塑性変形後のSn系はんだ)で充填した複合成形体とし、これを圧延する方法が提案されている(例えば、特許文献9及び10参照。)。
この方法では、金属ボールとしてCuのほかアルミニウム(Al)、金(Au)、銀(Ag)、亜鉛(Zn)−アルミニウム(Al)系合金、金(Au)−錫(Sn)系合金などを適用できるとしている。
【特許文献1】特開平8−252688号公報
【特許文献2】特開平7−40079号公報
【特許文献3】特開平8−150493号公報
【特許文献4】特開2000−141079号公報
【特許文献5】特開2005−313230号公報
【特許文献6】特開2004−82218号公報
【特許文献7】特開平6−025870号公報
【特許文献8】特開2002−275601号公報
【特許文献9】特開2002−301588号公報
【特許文献10】特開2002−305213号公報
【非特許文献1】馬場陽一郎「HVインバータ品質確保の取り組み」溶接学会全国大会講演概要、第77章(2005−9)
【非特許文献2】日本金属学会誌,vol.57(1993),455−462)
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明の課題は、Bi含有はんだ箔の製造方法、及びBi含有はんだ箔を提供することである。
また、本発明の課題は、耐熱性が高く緻密に接合された接合体、及びパワー半導体モジュールを提供することである。
【課題を解決するための手段】
【0015】
Bi系はんだ材料は脆性が高く、インゴットをそのまま圧延しても粉砕されるだけで一体化せず、シートを得ることができない。よって、脆性の高いBi系はんだ材料は、単に圧延するだけではシート状に加工することができない。
【0016】
ここで、シート状に加工する方法の1つとして粉末圧延法がある。しかし従来の粉末圧延法は、鋼板やニッケル、更にはCu/Snなどの成形に用いられており、延性を有する材料を用いる方法である。Cu/Snのシート化を説明する上述の特許文献9及び10では、延性を有するSnがCuの間に塑性流動してシート化すると説明しており、この記載からも明らかなように粉末圧延法では延性材料を1種以上用いることが常識であった。
また、本発明に至る発明者らの研究過程において、脆性的な金属材料であるガラスやセラミックスなどの珪素(Si)材料は、粉末圧延法を適用してもシート化が困難であることが判明した。
【0017】
以上の事実から、脆性材料は、粉末圧延法を採用してもシート化できないと考えられていたが、本発明者らの更なる鋭意研究により、Bi系材料の形状等を工夫することによって、粉末圧延によってBi系はんだシート化が可能であることが判明した。
以上、発明者らの鋭意研究により、本発明の課題は下記発明によって解決されることが明らかとなった。
【0018】
すなわち、請求項1に記載の発明は、
ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によりシート化することを特徴とするBi含有はんだ箔の製造方法である。
【0019】
請求項2に記載の発明は、
前記ビスマス(Bi)を含むはんだ材料の粉末が、Bi粉末を30質量%以上含有することを特徴とする請求項1に記載のBi含有はんだ箔の製造方法である。
【0020】
請求項3に記載の発明は、
前記Bi粉末の平均粒径が、5μm以上200μm以下であることを特徴とする請求項2に記載のBi含有はんだ箔の製造方法である。
【0021】
請求項4に記載の発明は、
前記Bi粉末における、各粉末粒子の長辺と短辺の比が、1.2以上3.0以下の範囲にあることを特徴とする請求項1〜請求項3のいずれか1項に記載のBi含有はんだ箔の製造方法である。
【0022】
請求項5に記載の発明は、
前記Bi粉末とCuAlMn合金粉末を混合し、粉末圧延法によりシート化することを特徴とする請求項1〜請求項4のいずれか1項に記載のBi含有はんだ箔の製造方法である。
【0023】
請求項6に記載の発明は、
前記Bi粉末とCu粉末を混合し、粉末圧延法によりシート化することを特徴とする請求項1〜請求項4のいずれか1項に記載のBi含有はんだ箔の製造方法である。
【0024】
請求項7に記載の発明は、
前記粉末圧延法による圧延が、−20℃以上269℃以下で行なわれることを特徴とする請求項1〜請求項6のいずれか1項に記載のBi含有はんだ箔の製造方法である。
【0025】
請求項8に記載の発明は、
ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によってシート化してなることを特徴とするBi含有はんだ箔である。
【0026】
請求項9に記載の発明は、
平均厚さが30μm以上250μm以下であることを特徴とする請求項8に記載のBi含有はんだ箔である。
【0027】
請求項10に記載の発明は、
第1部材と第2部材とを有し、
前記第1部材と第2部材の間が、請求項8又は請求項9に記載のBi含有はんだ箔で接合されてなることを特徴とする接合体である。
【0028】
請求項11に記載の発明は、
パワー半導体素子と、絶縁基板と、放熱板と、を有し、
前記パワー半導体素子と前記絶縁基板との間の第一接合部、及び前記絶縁基板と前記放熱板との間の第二接合部の少なくとも一方が、請求項8又は請求項9に記載のBi含有はんだ箔で接合されてなることを特徴とするパワー半導体モジュールである。
【0029】
請求項12に記載の発明は、
前記パワー半導体素子が、GaN又はSiCで形成されてなることを特徴とする請求項11に記載のパワー半導体モジュールである。
【0030】
請求項13に記載の発明は、
前記絶縁基板がSi3N4層であり、Si3N4層の両表面に銅(Cu)で形成される導電層を備えることを特徴とする請求項11又は請求項12に記載のパワー半導体モジュールである。
【0031】
請求項14に記載の発明は、
前記放熱板が、モリブデン(Mo)層の両面に銅(Cu)層を有するCu層/Mo層/Cu層の積層体であることを特徴とする請求項11〜請求項13のいずれか1項に記載のパワー半導体モジュールである。
【0032】
請求項15に記載の発明は、
前記放熱板におけるCu層/Mo層/Cu層の厚さの比率が、1/5/1〜1/12/1であることを特徴とする請求項14に記載のパワー半導体モジュールである。
【発明の効果】
【0033】
本発明によれば、Bi含有はんだ箔の製造方法及びBi含有はんだ箔を提供することができる。また、本発明によれば、耐熱性が高く緻密に接合された接合体及びパワー半導体モジュールを提供することができる。
【発明を実施するための最良の形態】
【0034】
以下、図面を参照して、本発明のBi含有はんだ箔の製造方法、該方法により得られるBi含有はんだ箔、更に、Bi含有はんだ箔で接合する接合体、接合体の一例としてパワー半導体モジュールを説明する。
【0035】
〔第一の実施形態の製造方法〕
第一の実施形態では、純Biはんだ箔の製造方法を説明する。なお、ここでいう純Biはんだ箔は、純度100%のBiはんだ箔のみを意味するものではなく、原料に含まれる不純物を含んでいてもよい。
【0036】
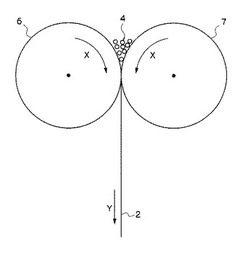
図1は、本実施形態で用いるはんだ箔の製造装置(粉末圧延機)の模式図である。図1において、符号2は純Biはんだ箔、4はBi粉末、6,7は圧延ロールである。
はんだ箔の製造装置(粉末圧延機)は、図1に示すように、1対の圧延ロール6,7で構成されている。図示しないが加熱装置を備えてもよい。1対の圧延ロール6,7は、互いの周面が所定間隔を隔てて平行対峙するように配置されている。
【0037】
Bi粉末4は、上記1対の圧延ロール6,7の間隙に上方から供給され、圧延ロール6,7が矢印X方向に回転駆動されることにより、圧延ロール6,7の間に形成された空隙に順次送り込まれる。そして、Bi粉末4は、圧延ロール6,7によって押圧されつつ下方のY方向に順次送り出されてシート状に成形され、純Biはんだ箔2を形成する。
【0038】
Bi含有はんだ材料は脆性が高く、インゴットをそのまま圧延しても粉砕されるだけで一体化しないのに対して、粉末の形状としてから圧延した場合には一体化される理由について以下のように推測するが、本発明は当該推測によって限定されない。
【0039】
Bi含有はんだ材料のインゴットを圧延すると、インゴット内に存在する各結晶粒の脆性は低いものの、圧延による変形を生じようとするが、すべり面が少ないために均一な厚さに圧延変形する前に結晶粒間に多数の亀裂が生じる。そのため、比較的大きなBi含有はんだインゴットでは、数%の圧延率で破壊してしまう。しかし、Bi含有はんだ材料を粉末状態にして粉末圧延を施すと、圧延による各粉末結晶の変形が脆性の範囲内で生じ、かつBiの再結晶化温度が室温付近であるために、各粉末粒子が密着しやすく密着変形し、その結果一体化してシート化されると推測される。
【0040】
また、脆性的な材料であるSi材料は粉末圧延法でシート化できないのに対して、Bi含有はんだ材料は粉末圧延法によってシート化できる理由は、再結晶温度との各材料の融点の違いによるものと推測する。粉末圧延法では再結晶温度よりも高い温度で圧延したときに粉末が一体化するものと推測されるが、Si材料の再結晶化温度はSiの融点が1414℃(1687K)であるゆえに、再結晶化温度は約450℃(840K)となり、室温付近の粉末の圧延では一体化し難いと推測される。しかしながら、本発明は当該推測によって限定されない
【0041】
Bi粉末4の平均粒径は、目的のシート膜厚よりも小さいことが好ましく、200μm以下であることが更に好ましい。また、平均粒径は5μm以上であることが好適である。より好適には、Bi粉末4の平均粒径は、10μm以上150μm以下であり、更に好適には20μm以上100μm以下である。
前記平均粒径が上記範囲内にあると、圧延ロール6,7の間で適度な圧力が付与され、また脆性的な性質の支配が緩和される。
なお、Bi粉末4の平均粒径とは、光学顕微鏡によって、100個の粉末を測定したときの算術平均値をいう。
【0042】
Bi粉末4の形状は、球状、ロッド状、不定形状などいずれであってもよいが、圧延ロール6,7からの圧力が効率的に付与されることから、ロッド状の粉末が好適である。
ロッド状粉末における長辺と短辺の比は、1.2以上3.0以下であることが好ましく、1.3以上2.8以下であることがより好ましく、1.5以上2.5以下であることが更に好ましい。当該比率が上記範囲内にあると、圧延によって各ロッドの圧延時の変形と密着が促進され、気孔率の上昇を抑えることができる。
【0043】
ここで、ロッド状粉末の長辺及び短辺は、光学顕微鏡により100個の粉末を測定し決定される値である。ロッド状粉末の形状を長方体に近似して、辺長をa、b、cとしたときに、a、b、cのうち最も短いものを短辺とし、最も長いものを長辺とする。
【0044】
なお、ロッド状粉末における平均粒径とは、前記辺長a、b、cのそれぞれの平均値を100個の粉末から求め、下記式によって算出した値をいう。
ロッド状粉末の平均粒径=(辺長aの平均値+辺長bの平均値+辺長cの平均値)/3
【0045】
Bi粉末4は、公知の方法によって作製することができる。例えば、乳鉢やらいかい機による粉砕、更にアトマイズ法などによる粉末作製技術を適用することができる。
【0046】
ロット状のBi粉末4は、インゴット状または針状のBi原料をハンマー等で細かく砕き、その後、乳鉢やらいかい機により、30分程度粉砕を行うことによって作製することができる。
【0047】
粉砕やアトマイズ法によって作製した粉末は、圧延時に圧力が均一に付与されるよう、分級することが好ましい。分級は公知の方法を適用することができ、乾式、湿式のいずれの方法でもよい。乾式としては、風力分級、静電気分級などの方法があり、湿式としては、沈降分級などの方法がある。
【0048】
圧延時の温度は、−20℃以上269℃以下であることが好ましく、−5℃以上100℃以下であることがより好ましく、0℃以上50℃以下であることが更に好ましい。−20℃未満ではBiの再結晶温度(約0℃)を大幅に下回り、270℃以上ではBiの融点以上であるため、シート化し難い。なお、この圧延時の温度は、粉末が圧延変形を受けて発する熱、及びロールと粉末の接触により発生する熱を考慮に入れたものである。
上記温度範囲であれば、圧延ロール6,7に加熱装置(図示せず)を備えて加熱してもよく、或いは圧延ロール6,7通過後に加熱してもよい。
【0049】
〔第二の実施形態の製造方法〕
第二の実施形態の製造方法では、Biのほかに他金属又は合金を含むはんだ箔(以下「Bi系はんだ箔」と称する)の製造方法を説明する。
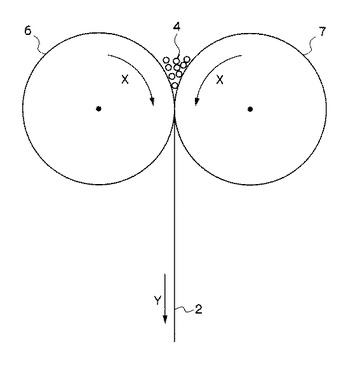
図2は、第二の実施形態の製造方法を説明する図である。図2において、符号4はBi粉末、5は他金属粉末又は合金粉末、6,7は圧延ロール、8はBi系はんだ箔である。
第二の実施形態の製造方法では、前述のBi粉末4とともに、他金属粉末又は合金粉末5を用いる点で第一の実施形態の製造方法と異なるが、それ以外は第一の実施形態の製造方法と同様である。
【0050】
Bi粉末4、及び他金属粉末又は合金粉末5は、圧延ロール6,7によって押圧されつつ下方のY方向に順次送り出されてシート状に成形され、Bi系はんだ箔8を形成する。
なお、本実施形態のBi系はんだ箔の製造方法では、脆性的なBi含有材料をシート化できるという利点に加えて、製造工程を簡易化できるという利点を有する。
【0051】
従来のBi系はんだ材料の作製では、Biに添加する他金属又は合金の粉末(CuAlMn合金粉末やCu粉末等)を準備し、Biに分散させて、Biを含有するはんだ材料のインゴットを作製していた。インゴットにする際には、Bi中での他金属粉末又は合金粉末の分散性を高めるなどの煩雑な調整が必要であった。しかし本実施形態によれば、先立ってインゴットを作製することなく、Bi系はんだ箔を得ることができるため、作製工程を簡略化することができる。
具体的には、本実施形態のBi系はんだ箔の製造方法では、他金属粉末又は合金粉末5とBi粉末4を準備し、これら粉末を所望の比率で上記粉末圧延装置に供給すればよい。
【0052】
Bi系はんだ箔8の組成は、Biを含有するのであれば特に制限されない。Biの特性(例えば、高融点)を活かすには、Bi系はんだ箔中、Biを30質量%以上含有することが好適である。Bi系はんだ箔8の組成は、はんだの用途に応じて適宜変更することができる。
Bi系はんだ箔8としては、BiにCu、Ni、Agを添加したものなどを挙げることができるが、Biの脆性を解消して機械的強度を高め、固相線温度を低下させない観点からは、下記(1)〜(3)に記載のBi系はんだ箔であることが好ましい。更に、液相線温度の上昇の観点からは、下記(1)又は(2)のBi系はんだ箔であることが好ましい。
【0053】
(1)Bi中にCuAlMn合金粉末を分散させたBi−CuAlMn
(2)BiにCuを添加した材料
(3)BiにNiを添加した材料
【0054】
(1)Bi−CuAlMn
CuAlMn合金はマルテンサイト変態の性質を有する。マルテンサイト変態の性質を有する金属の合金相は、温度や応力に基づいてマルテンサイト相又は母相のいずれかの状態をとる。金属の合金相がマルテンサイト相の場合には、金属は極めて柔軟性に富んでおり、外力に基づいて容易に形状を変えることができる。このため、外力に基づく応力が緩和される。更に、冷熱サイクルが繰り返されたとしても、柔軟に形状を変えることができるので、応力に基づく疲労の蓄積が抑制される。また、金属の合金相が母相の場合は、金属は外力に基づいてマルテンサイト相に相移転し、弾性変形するので、外力が除荷されれば、記憶された元の形状に回復することができる。このため、金属にかかる応力が緩和されるとともに、その応力の蓄積が抑制される。
【0055】
したがって、マルテンサイト変態の性質を有するCuAlMn合金をバルク金属であるBiに加えることによって、外力からの応力を緩和するとともに、その応力の蓄積を制御することができる。その結果、Biに特有のせん断強度の弱さや脆さが解消される。
【0056】
さらに、CuAlMn合金は毒性が少なく、添加するバルク金属の融点(液相線温度や固相線温度)に与える影響も少ない。また、CuAlMn合金は電気抵抗が小さいため、CuAlMn合金に電流が流れる状況下においても好適に利用することができる。
【0057】
CuAlMn合金粉末の調製方法は特に制限されず、合金粉末の公知の調製方法を適宜適用することができる。調整方法の一例を下記に示すがこれに限定されない。
まず、Cu、Al、MnをAr雰囲気下で高周波溶解炉によって溶解し前駆体であるCuAlMn合金インゴットを作製する。インゴットには必要に応じて、後述の添加元素を添加してもよい。次に、得られたインゴットをアトマイズ法等の粉末作製技術を利用して粉末化し、CuAlMn合金粉末を得る。
【0058】
CuAlMn合金において、Mnの含有率は0.01質量%以上20質量%以下であり、Alの含有率は3質量%以上13質量%以下であり、残部がCuであることが好ましい。この組成比に調整することによって、マルテンサイト変態の性質が顕著に表れ、はんだによって形成された結合部が破壊されるのを抑制することができる。
【0059】
また、CuAlMn合金に、Ag、Ni,Au、Sn,P,Zn、Co,Fe、B、Sb、Geを添加すると、Biとの整合性を向上させ、マルテンサイト相を安定化させる効果があるので、これら添加元素を添加する態様も好ましい。
CuAlMn合金における上記添加元素の含有率は、0.001〜10質量%であることが好ましい。添加元素が0.001質量%よりも少ないと、添加元素を添加する上記効果が得られ難い。添加元素が10質量%よりも多いとCuAlMn合金がマルテンサイト相を呈することができなくなる。
【0060】
CuAlMn合金粉末の表面をNiやAuでめっきすることも好適である。粉末表面のめっき層の膜厚を調整することによって、CuAlMn粉末の分散性を向上させることができる。好適なめっき層の膜厚は、0.01μm以上5μm以下であり、0.01μm以上3μm以下がより好適である。
【0061】
CuAlMn合金粉末の粒径を調整すると、Bi−CuAlMnの応力緩和能力等を調整することができる。具体的には、CuAlMn合金粉末の粒径は、0.01μm以上50μm以下であることが好ましく、0.01μm以上20μm以下であることがより好ましい。
また、CuAlMn合金粉末の粒径は、Bi粉末の粒径に対して(CuAlMn合金粉末の粒径/Bi粉末の粒径)、0.00005倍以上2.5倍以下であることが粉末同士を均一に混合する観点から好ましく、0.0001倍以上0.5倍以下であることがより好ましく、0.0005倍以上0.25倍以下であることが更に好ましい。
【0062】
CuAlMn合金粉末の形状は、球状、ロッド状、不定形状などいずれであってもよいが、シート成型後のはんだ内の熱安定性および応力緩和、強度向上の観点から、球状の粉末が好適である。
【0063】
Bi−CuAlMn中のCuAlMn合金の含有率は、0.5質量%以上20質量%以下であることが好ましく、1質量%以上15質量%以下であることがより好ましい。CuAlMn合金の含有率が上記範囲内にある場合、マルテンサイト変態の性質を有する物質を添加した上記効果が得られ、且つBiの特性である融点の高さを維持できる。Bi−CuAlMn中のCuAlMn合金の含有率は、CuAlMn合金粉末とBi粉末とを上記質量比で配合することで調節できる。
【0064】
(3)BiにCuを添加した材料
BiにCuを添加したはんだ材料では、Biの脆性が抑えられ、機械的強度が高まる。この原因は明らかになっていないが、微細なCuがBi中に分散することによるものと思われる。
Biの脆性を抑えるという観点からは、Cuの含有率は0.01質量%以上であることが好ましく、より好適には0.1質量%以上であり、更に好適には0.4質量%以上である。
一方、Cuを多く添加すると液相線温度が上昇する。よって、はんだによる接合時の加熱温度を考慮すると、Cuの含有率は5質量%以下が好ましく、より好適には2質量%以下であり、更に好適には1質量%以下である。
【0065】
Cu含有のBiはんだ箔は、先立ってCu含有のBiインゴットを作製することなく調製することができる。具体的には、Cu単体粉末とBi単体粉末を準備し、これら粉末を所望の比率で上記粉末圧延装置に供給すればよい。
【0066】
Cu粉末の粒径は、Bi粉末の粒径に対して(Cu粉末の粒径/Bi粉末の粒径)、0.00005倍以上2.5倍以下であることが好ましく、0.0001倍以上0.5倍以下であることがより好ましく、0.0005倍以上0.25倍以下であることが更に好ましい。
【0067】
Cu粉末の形状は、球状、ロッド状、不定形状などいずれであってもよいが、シート成型後のはんだ内の熱安定性および、強度向上の観点から、球状の粉末が好適である。
【0068】
(4)BiにNiを添加した材料
BiにNiを添加した材料では、Biの脆性が改善され、機械的強度が高まる。この原因は明らかになっていないが、微細なBi3Niの化合物相がBi中に分散することによるものと思われる。
【0069】
Biの脆性を低く抑えるという観点からは、Niの含有率は0.01質量%以上であることが好ましく、より好適には0.1質量%以上であり、更に好適には0.4質量%以上である。
一方、Niを多く添加すると、Cuを添加したときと同様に、液相線温度が上昇する。したがって、はんだによる接合時の加熱温度を考慮すると、Niの含有率は7質量%以下であることが好ましく、より好適には2質量%以下であり、更に好適には1質量%以下である。
【0070】
Ni含有Biはんだ箔は、先立ってNi含有のBiインゴットを作製することなく調製することができる。具体的には、Ni単体粉末とBi単体粉末を準備し、これら粉末を所望の比率で上記粉末圧延装置に供給すればよい。
【0071】
Ni粉末の粒径は、Bi粉末の粒径に対して(Ni粉末の粒径/Bi粉末の粒径)、0.00005倍以上2.5倍以下であることが好ましく、0.0001倍以上0.5倍以下であることがより好ましく、0.0005倍以上0.25倍以下であることが更に好ましい。
【0072】
Ni粉末の形状は、球状、ロッド状、不定形状などいずれであってもよいが、シート成型後のはんだ内の熱安定性および、強度向上の観点から、球状の粉末が好適である。
【0073】
〔Bi含有はんだ箔〕
上述の製造方法によって得られる純Biはんだ箔2及びBi系はんだ箔8(以下「Bi含有はんだ箔」と称する)は、原料として用いた粉末同士が密着し形成された緻密で均一な箔である。前記粉末圧延装置に供給する原料の種類、及びその配合比を変えることで、所望の組成のBi含有はんだ箔を得ることができる。
【0074】
Bi含有はんだ箔の厚さは、前記圧延ロール6,7間の距離や圧力を調節することで、所望の厚さとすることができる。具体的には、Bi含有はんだ箔の厚さは、5μm以上500μm以下とすることができ、後述の接合体での接合部の厚みを考慮すれば、30μm以上200μm以下の厚みであることが望ましく、50μm以上150μm以下がより望ましい。但し、用途に応じて、Bi含有はんだ箔の厚さは適宜調整できる。
ここで、Bi含有はんだ箔の厚さとは、マイクロメータによって任意の5箇所を測定したときの平均厚さをいう。
【0075】
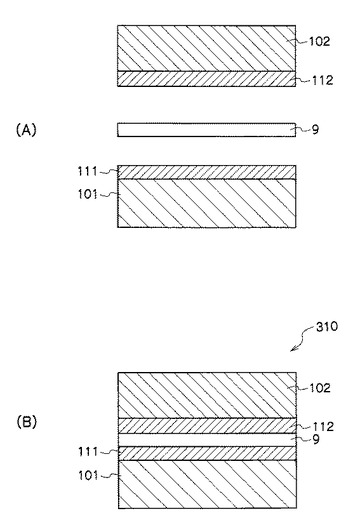
〔第一の実施形態の接合体〕
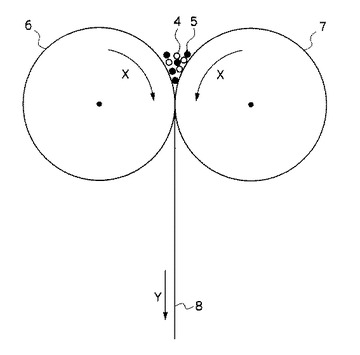
図3に、第一の実施形態の接合体の概略図を示す。接合体300は、第1部材101と第2部材102とを有し、前記第1部材101と第2部材102の間が、上述のBi含有はんだ箔9で接合される。
Bi含有はんだ箔9は緻密で均一なため、ボイドなどによる未接合部分が減少し、緻密で均一に接合した接合体を得ることができる。また、ペレット状や塊状のはんだ材料を適用するときのように、接合時に加熱しながらスクラブと呼ばれる外圧・摺動することを要しない。よって、接合時の作業も簡易化される。
【0076】
接合体300の作製方法を説明する。
第1部材101と第2部材102との間に前記Bi含有はんだ箔9を挟む(図3(A))。この積層した状態で、リフロー法等を利用して接合し、接合体300を形成する(図4(B))。
接合は、Bi含有はんだ箔9の融点よりも30℃〜60℃程度高い温度で行うことが好ましい。接合の際には、不活性ガス又は還元ガス雰囲気下で行なう。
【0077】
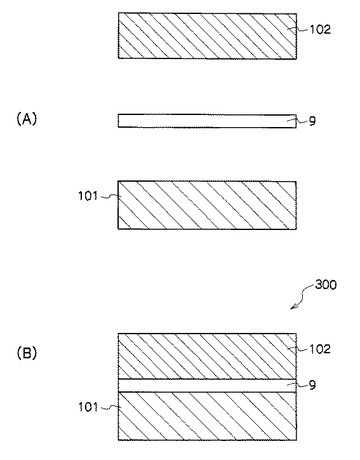
〔第二の実施形態の接合体〕
図4に、第二の実施形態の接合体の概略図を示す。第二の実施形態の接合体310では、第1部材101と第2部材102の被接合面に、銅(Cu)層111,112をそれぞれ備える。Cu層111,112を備えることで、Bi含有はんだ材料9との界面において不要な反応生成物の生成を抑えることができ、温度変化に対する耐性が高くなる。
【0078】
Cu層111,112の厚みは、0.1μm以上10μm以下であることが好ましく、0.5μm以上8μm以下であることがより好ましい。この膜厚の範囲内では、接合時にはんだ材料に溶け込み消失し難く、且つ接合体310全体の熱膨張係数に関する影響が少ない。
Cu層111,112は、スパッタリングやめっき、蒸着等によって形成することができる。
【0079】
更にCu層111,112の表面には、酸化防止や触れ性確保のために、薄いAu層(図示せず)が設けられていてもよい。なお、この薄いAu層は、接合時にはんだ浴に溶け込み、最終的なパワー半導体モジュールには殆ど残存しない。
このようなAu層の厚さは、0.01μm以上0.5μm以下であることが好ましく、より好ましくは、0.03μm以上0.1μm以下である。
【0080】
接合体310の作製方法を説明する。
第1部材101及び第2部材102の表面に設けられたCu層111,112を対向するように配置し、その間に前記Bi含有はんだ箔9を挟む(図4(A))。この積層した状態で、リフロー法等を利用して接合し、接合体310を形成する(図4(B))。
接合は、Bi含有はんだ箔9の融点よりも30℃〜60℃程度高い温度で行うことが好ましい。接合の際には、不活性ガス又は還元ガス雰囲気下で行なう。
【0081】
〔パワー半導体モジュール〕
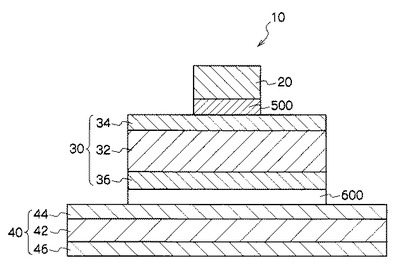
図5に、本実施形態のパワー半導体モジュール10の要部の断面模式図を示す。
本実施形態のパワー半導体モジュール10は、パワー半導体素子20と絶縁部30と放熱板40とを有する。パワー半導体素子20と絶縁部30との間は第一接合部500によって接合される。絶縁部30と放熱板40との間は第二接合部600によって接合される。
【0082】
パワー半導体モジュール10は、車載用インバータなどに用いられるものである。パワー半導体モジュール10の周辺には図示しない内燃機関が設けられているために、パワー半導体モジュール10を配置する環境はかなりの高温となる。さらに、パワー半導体素子として次世代のGaNやSiCを用いた場合には、パワー半導体素子20からの発熱が大きく、パワー半導体モジュール10の温度が上昇する。これらの熱によってパワー半導体素子が破壊するのを防ぐよう、冷却水が流動する冷却管(図示せず)を設け、冷却管とパワー半導体素子との間に放熱板40を設ける。
【0083】
本実施形態のパワー半導体モジュール10では、第一接合部500及び第二接合部600の少なくとも一方が、前記Bi含有はんだ箔9で接合されていればよく、第一接合部500と第二接合部600の両方がBi含有はんだ箔9で接合されていてもよい。
【0084】
接合体の一態様であるパワー半導体モジュール10では、第一接合部500又は第二接合部600に、Bi含有はんだ箔9を用いて接合しているため、接合部分はパワー半導体モジュールの動作に十分耐える耐熱性を有する。また、Bi含有はんだ箔9は緻密で均一であるためボイドの発生が抑えられ、緻密で均一な接合部を形成することができる。また、ボイドなどによる未接合部分の発生が抑えられるため、接合部での熱抵抗や電気抵抗の増大を抑えることができる。更に、ペレット状や塊状のはんだ材料を適用するときのように、接合時に加熱しながらスクラブと呼ばれる外圧・摺動することを要しない。よって、接合時の作業も簡易化される。
【0085】
本実施形態のパワー半導体モジュールでは、第一接合部500を先に接合し次に第二接合部600を接合してもよいし、第二接合部600を先に接合した後、第一接合部500を接合してもよい。
しかし、いずれにしても2回目のはんだ付けの温度が、1回目に用いたはんだ材料の融点よりも高いと、2回目のはんだ付けの際に1回目にはんだ付けした部分が溶融して、位置ずれを起こしたり傾斜したりといった不具合を発生させる。
【0086】
この問題を回避するため、1回目に用いるはんだ材料の融点は、2回目に用いるはんだ材料の融点よりも高くなるよう、はんだの材料を選択する。好適には、2回目の接合に用いるはんだ材料の融点は、1回目の接合に用いるはんだ材料の融点よりも30℃以上低いことが望ましい。
【0087】
はんだ付けによってパワー半導体素子20を破壊しないよう、はんだ付け時の加熱温度の上限は650℃、より好ましくは450℃であるという観点から、約270℃の融点を有するBi含有はんだ箔9は2回目の接合に用いることが好ましい。
【0088】
2回目の接合にBi含有はんだ箔9を適用した場合、1回目の接合に用いるはんだ材料は、Bi含有はんだ箔9の融点270℃よりも充分に高い融点を有する材料であることが望ましい。よって、1回目の接合に用いるはんだ材料としては、主成分がZnである合金材料などを挙げることができ、その一例としてZn(1−x−y)AlxMyで表される合金(融点:382℃)を挙げることができる。
Zn(1−x−y)AlxMyで表される合金において、Alの含有率(xの範囲)は、好ましくは、2質量%以上10質量%以下であり、3質量%以上8質量%以下であることがより好ましい。Zn(1−x−y)AlxMyで表される合金における金属Mは、亜鉛及びアルミニウム以外の金属を表し、Cuなどを挙げることができる。Zn(1−x−y)AlxMyで表される合金において、金属Mの含有量(yの範囲)としては、0〜2質量%であり、好ましくは0〜1.5質量%である。
【0089】
Bi含有はんだ材料によって接合する部材の被接合面には、Cu層を備えることが好ましい。Cu層を備えることで、Biとの界面において不要な反応生成物の生成を抑えることができる。半導体モジュールのように、過酷な冷熱サイクルにおいて、反応生成物が生成すると、この反応生成物が存在する位置を起点にクラックが発生したり、脆い反応生成物の場合には、反応生成物が割れてクラックの発生の原因となり得る。
【0090】
Bi含有はんだ箔9の被接合面に設けるCu層の厚みは、0.1μm以上10μm以下であることが好ましく、0.5μm以上5μm以下であることがより好ましい。0.1μmよりも薄いと、接合時にはんだ材料に溶け込み消失する恐れがあり、10μmよりも厚いと、パワー半導体モジュール全体の熱膨張係数に影響を与え、熱応力を生じさせるようになるため好ましくない。
Cu層は、スパッタリングやめっき、蒸着等によって形成することができる。
【0091】
半導体素子から遠い側の第二接合部600には、Bi含有はんだ箔9を適用し、大量の熱を発する半導体素子に近い側の第一接合部500には、Bi含有はんだ箔9よりも融点の高いはんだ材料を適用することが好適である。
したがって、下記第一の実施形態のパワー半導体モジュールでは、第二接合部600にBi含有はんだ箔9をパワー半導体モジュールについて説明する。
【0092】
[第一の実施形態のパワー半導体モジュール]
(パワー半導体素子)
パワー半導体素子20としては、特に制限することなく用途に応じて適宜適用することができ、一般的なSi基板なども適用できる。
【0093】
(絶縁部)
絶縁部30における絶縁基板32としては、絶縁性を確保できるものであれば特に制限されず適用することができるが、好ましくは冷熱サイクル時に顕著な熱応力を生じさせないよう、半導体素子の熱膨張係数と同程度の熱膨張係数を有するものである。
【0094】
具体的に好適な絶縁基板32としては、AlN、Si3N4、Al2O3などで形成されるものを挙げることができ、この中でも熱伝導率及び熱膨張係数の観点から、Si3N4又はAlNが好適である。更に、Si3N4の破壊強度はAlNの破壊強度よりも高く、絶縁部材自体の寿命が長くなることから、絶縁基板32としてはSi3N4であることがより好適である。
【0095】
また、絶縁基板32におけるパワー半導体素子側の表面から半導体素子に電気を通すために絶縁基板32の表面に導電層34を設ける。また、温度変化に対するそりを抑制するために、放熱板40側にも導電層36を設けることが好ましい。
【0096】
絶縁基板32としてAlNのセラミックスを用いる場合には、導電層34、36としては、Al、Cu、Mo、Niなどが好適であり、この中でもAl及びCuが好ましい。AlNの表面にAl層を設けると、温度変化に対して塑性変形を生じ、熱応力を緩和でき、Cu層を設けると導電率が高いことから薄くすることができ、熱応力を緩和できるため好適である。
つまり、AlNのセラミックスを絶縁基板32として適用する場合には、絶縁部30としては、Cu/AlN/Cu積層体又はAl/AlN/Al積層体であることが好ましい。
【0097】
他方、絶縁基板32としてSi3N4のセラミックスを用いる場合には、導電層34、36としては、Al、Cu、Mo、Niなどが好適であり、この中でもAl及びCuが好ましく、Cuであることがより好ましい。Cuは導電率が高いことからCu層を設けると導電率が高いことから薄くすることができ、熱応力を緩和できるため好適である。また、Cu/Si3N4/Cu積層体は、冷熱サイクル試験においても破壊され難く、絶縁部30としての信頼性が高い。
【0098】
絶縁基板32に備える導電層34、36の厚さは、0.01mm以上1mm以下であることが好ましく、0.1mm以上0.8mm以下であることがより好ましい。導電層34、36の厚さが0.01mm未満の場合には、横方向への電流による損失及び発熱が無視できなくなり、1mmを超える場合には、パワー半導体モジュール全体の熱膨張係数に影響を与え、熱応力を生じさせるようになるため好ましくない。
【0099】
絶縁基板32の両表面に導電層34、36を貼付する方法は特に制限されず、ロウ付けなどの公知の方法を適宜採用することができる。
【0100】
Bi含有はんだ箔9を適用する第二接合部600側の絶縁部30の表面には、Cu層(図示せず)を設けることが好ましい。但し、導電層36がCu層の場合には、更にCu層を設けなくともよい。
上述の通り、Bi含有はんだ箔9は、Cu層との界面においては、冷熱サイクルによる界面に存在する生成物の成長速度が非常に遅いので、Cu層を設けることで温度変化に対しても亀裂や剥離などの不具合を生じさせない。
【0101】
Bi含有はんだ箔9の界面にCu層を別途設ける場合には、当該Cu層の厚みは、0.1μm以上10μm以下であることが好ましく、3μm以上8μm以下であることがより好ましい。0.1μmよりも薄いと、接合時にはんだ材料に溶け込み消失する恐れがあり、10μmよりも厚いと、パワー半導体モジュール全体の熱膨張係数に影響を与える可能性がある。
【0102】
更にCu層の表面には、酸化防止や触れ性確保のために、薄いAu層(図示せず)が設けられていてもよい。なお、この薄いAu層は、接合時にはんだ浴に溶け込み、最終的なパワー半導体モジュールには殆ど残存しない。
このようなAu層の厚さは、0.01μm以上0.5μm以下程度であることが好ましく、より好ましくは、0.03μm以上0.1μm以下である。
【0103】
第一接合部500側の絶縁部30の表面には、第一接合部500のはんだ材料に応じて、金属膜(図示せず)を適宜設けることもできる。
【0104】
(放熱板)
放熱板40としては、放熱性を有するものであれば特に制限されず適用することができるが、熱伝導率が充分高く放熱板としての機能に優れ、また半導体素子の熱膨張係数に近いものを用いることが好ましい。
【0105】
具体的に好適な放熱板40としては、Mo、Cu−Mo合金、Al−SiC、Cu、Alなどで形成されるものを挙げることができ、この中でも高い熱伝導率とパワー半導体素子に近い熱膨張係数を有することから、Moが好適である。
【0106】
Moを放熱板に用いる場合には、はんだによる接合を可能とする観点から、Moの両面に他の金属層を設けることが好ましく、このような金属層としては、Cu、Niなどを挙げることができ、この中でもCuが好ましい。特に、放熱板40が、Moの表面にCu層を設けたCu層44/Mo層42/Cu層46の積層体であることが、熱伝導率と熱膨張係数との調整を図る観点から好適である。
【0107】
このように、放熱板40が、Cu層44/Mo層42/Cu層46で構成される積層体である場合、各層の厚さの比率が、1/5/1〜1/12/1であることが好ましく、1/7/1〜1/9/1であることがより好ましい。1/5/1よりもMo層が薄くなると、パワー半導体素子の熱膨張係数から離れた熱膨張係数を有することになるため好ましくない。1/12/1よりもMo層が厚くなると、放熱板としての放熱機能が充分に発揮され難くなり、好ましくない。
【0108】
具体的な層の厚さとしては、Cu層44、46は、0.05mm以上1mm以下であることが好ましく、0.2mm以上0.5mm以下であることがより好ましい。Mo層42の厚さは、1mm以上7mm以下であることが好ましく、2mm以上4mm以下であることがより好ましい。
【0109】
Cu層44/Mo層42/Cu層46で構成される積層体は、放熱機能を充分に発揮させるため、全体の厚さは1mm以上8mm以下であることが好ましく、2mm以上5mm以下であることがより好ましい。
【0110】
Bi含有はんだ箔9を適用する第二接合部600側の放熱板40の表面には、Cu層(図示せず)を設けることが好ましい。但し、層44がCu層の場合には、更にCu層を設けなくともよい。
上述の通り、Bi含有はんだ箔9は、Cu層との界面においては、冷熱サイクルによる界面に存在する生成物の成長速度は非常に遅いので、Cu層を設けることで温度変化に対しても亀裂や剥離などの不具合を生じさせない。
【0111】
層44の表面にCu層を別途設ける場合には、当該Cu層の厚みは、0.1μm以上10μm以下であることが好ましく、3μm以上8μm以下であることがより好ましい。0.1μmよりも薄いと、接合時にはんだ材料に溶け込み消失する恐れがあり、10μmよりも厚いと、パワー半導体モジュール全体の熱膨張係数に影響を与える可能性がある。
【0112】
更にCu層の表面には、酸化防止や触れ性確保のために、薄いAu層(図示せず)が設けられていてもよい。なお、この薄いAu層は、接合時にはんだ浴に溶け込み、最終的なパワー半導体モジュールには殆ど残存しない。
このようなAu層の厚さは、0.01μm以上0.5μm以下程度であることが好ましく、より好ましくは、0.03μm以上0.1μm以下である。
【0113】
第一の実施形態のパワー半導体モジュールの製造手順の一例を示す。
まず、第一接合部500の接合を行なう。
パワー半導体素子20と絶縁部30とが対向するように配置し、その間にBi含有はんだ箔9よりも融点の高いはんだ材料(例えば、前述のZn(1−x−y)AlxMyで表される合金(融点:382℃)など)を挟む。この積層した状態で、リフロー法等を利用して接合し、第一接合部500を形成する。接合温度は、適用するはんだ材料の融点よりも30℃〜60℃程度高い温度で行うことが好ましい。接合の際には、不活性ガス又は還元ガス雰囲気下で行なうが、上述のように、前記被覆層の表面に生成した酸化膜を還元するには、還元ガス雰囲気下で行なうことが好ましい。
形成された第一接合部500の層の厚さは、熱伝導及び熱応力の観点から5μm以上500μm以下であることが好ましく、10μm以上200μm以下であることがより好ましく、50μm以上150μm以下であることが更に好ましい。
【0114】
次に第二接合部600の接合を行なう。
第二接合部600による接合では、絶縁部30と放熱板40とが対向するように配置し、その間にBi含有はんだ箔9を挟み、この積層した状態で、リフロー法等を利用して接合し、パワー半導体モジュール10を得る。なお、絶縁部30は第一接合部500によって、先立ってパワー半導体素子20に接合されている。
【0115】
第一接合部500による接合と同様に、第二接合部600による接合においても、不活性ガス又は還元ガス雰囲気下で接合する。第二接合部600の接合温度は、第二接合部600のBi含有はんだ箔9の融点よりも30℃〜60℃程度高い温度で、かつ第一接合部500に用いたはんだ材料の融点よりも30℃以上低い温度で接合することが好ましい。
Bi含有はんだ箔9によって形成される第二接合部600の厚さは、熱伝導及び熱応力の観点から、5μm以上500μm以下であることが好ましく、10μm以上300μm以下であることがより好ましく、50μm以上150μm以下であることが更に好ましい。
【0116】
1回目の接合に用いるはんだ材料の融点は、2回目に用いるBi含有はんだ箔9の融点よりも高いので、2回目のはんだ付けの際に1回目にはんだ付けした部分が溶融して位置ずれを起こしたり傾斜したりといった不具合が生じない。
また、第一の実施形態では、大量の熱を発する半導体素子に近い側の第一接合部500には、より融点の高いはんだ材料を適用し、半導体素子から遠い側の第二接合部600には、第一接合部500に用いたはんだ材料よりも融点の低いBi含有はんだ箔9を適用するので、更に耐熱性に優れたパワー半導体モジュールとなる。
【0117】
[第二の実施形態のパワー半導体モジュール]
第一の実施形態のパワー半導体モジュールでは、第二接合部600にBi含有はんだ箔9を適用し、第一接合部500にはBi含有はんだ箔9よりも融点の高いはんだ材料を適用したが、第二の実施形態のパワー半導体モジュールでは、第一接合部500にBi含有はんだ箔9を適用し、第二接合部600にBi含有はんだ箔9よりも融点の高いはんだ材料を適用する。
第二の実施形態のパワー半導体モジュールでは、第二接合部600を先に接合し、第一接合部500を2回目に接合する。Bi含有はんだ箔9を用いる第一接合部500の被接合面、つまりパワー半導体素子20と絶縁部30の表面には、Cu層を設けることが好ましい。但し、絶縁部30の導電層34がCu層の場合には、絶縁部30の表面に更にCu層を設けなくともよい。その他については、第一の実施形態のパワー半導体モジュールと同様であるので、説明を省略する。
【0118】
[第三の実施形態のパワー半導体モジュール]
第三の実施形態のパワー半導体モジュールでは、第一接合部500にBi含有はんだ箔9を適用し、第二接合部600にBi含有はんだ箔9よりも融点の低いはんだ材料を適用する。但し、第二接合部600に適用するはんだ材料は、半導体素子からの発熱を考慮し、融点が200℃以上のものとする。
第三の実施形態のパワー半導体モジュールでは、Bi含有はんだ箔9によって第一接合部500を先に接合し、第二接合部600を2回目に接合する。Bi含有はんだ箔9を用いる第一接合部500の被接合面、つまりパワー半導体素子20と絶縁部30の表面には、Cu層を設けることが好ましい。但し、絶縁部30の導電層34がCu層の場合には、絶縁部30の表面に更にCu層を設けなくともよい。その他については、第一の実施形態のパワー半導体モジュールと同様であるので、説明を省略する。
【0119】
[第四の実施形態のパワー半導体モジュール]
Bi含有はんだ箔9に含まれる合金組成の種類や添加剤の種類、添加剤の添加量を変えることで、融点が大きく変わる場合には、第一接合部と第二接合部の両者に、Bi含有はんだ材料を適用することができる。
この場合においても、2回目の接合に用いるはんだ材料の融点は、1回目の接合に用いるはんだ材料の融点よりも30℃以上低いことが望ましく、且つパワー半導体からの発熱を考慮して200℃以上であることが望ましい。
また、パワー半導体素子20からの発熱を考慮し、より融点の高いはんだ材料を第一接合部に適用し、それよりも融点の低いはんだ材料を第二接合部に適用することが好ましい。
第四の実施形態のパワー半導体モジュールでは、第一接合部500と第二接合部600の被接合面に、Cu層を設けることが好ましい。但し、絶縁部30の導電層34、36がCu層の場合には、絶縁部30の表面に更にCu層を設けなくともよい。また、放熱板40がCu層44を備える場合には、放熱板40の表面に更にCu層を設けなくともよい。その他については、第一の実施形態のパワー半導体モジュールと同様であるので、説明を省略する。
【0120】
なお、第一から第四の実施形態のパワー半導体モジュールでは、Bi含有はんだ箔9で接合する被接合面の表面にはCu層を設けているが、必ずしも必要ではなく、設けなくともよい。
【実施例】
【0121】
以下では実施例により本発明を説明するが、本発明のBi含有はんだ箔の製造方法の一例について述べるものであり、本発明はこれらの実施例に限定されるものではない。
【0122】
[実施例1]
(純Bi粉末の作製)
純Biインゴットをハンマー等で砕き、その後、らいかい機によって粉砕し、純Bi粉末を調製した。得られた純Bi粉末の形状を電子顕微鏡で観察したところ、長辺150〜50μm、短辺80〜20μmのロッド形状であった。また、純Bi粉末の平均粒径を上述の方法で測定したところ、70μmであった。
【0123】
(CuAlMn合金粉末の作製)
Cu82質量%、Al9質量%、Mn9質量%をAr雰囲気下で高周波溶解炉によって溶解し、マルテンサイト相を有するCuAlMn合金インゴットを作製した。得られたインゴットをアルゴンガス雰囲気中で溶解し、噴射圧力5MPaのガスアトマイズ法により粉末化し、CuAlMn合金粉末を得た。このCuAlMn合金粉末を、250μm、150μm、53μm、20μmのふるい目のふるいにて分級し、53μm以上の粉末を除いた。
得られたCuAlMn合金粉末の平均粒径を上述の方法で測定したところ、平均粒径36μm、粒度分布幅をレーザー回折散乱方法で測定したところ、2.0であった。また、得られたCuAlMn合金粉末の形状を電子顕微鏡で観察したところ、形状は球形であった。
【0124】
分級したCuAlMn合金粉末は、滴下法を利用して、表面にNiをめっきした。
Niめっき層の膜厚を断面観察によって測定したところ、厚い箇所でも5μmであった。なお、10個のCuAlMn合金粉末を測定したときのNiめっき層の平均膜厚は、0.8μmであった。
【0125】
(粉末圧延)
準備した純Bi粉末100gと、NiめっきしたCuAlMn合金粉末10gを容器に投入し、充分攪拌した後、大野ロール製作所製粉末圧延機に図1のように粉末を充填した。圧延の条件は以下の通りである。
・温度:20℃
・ロール直径:15cm
・ロール間距離:240μm
・ロール回転速度:8rpm
【0126】
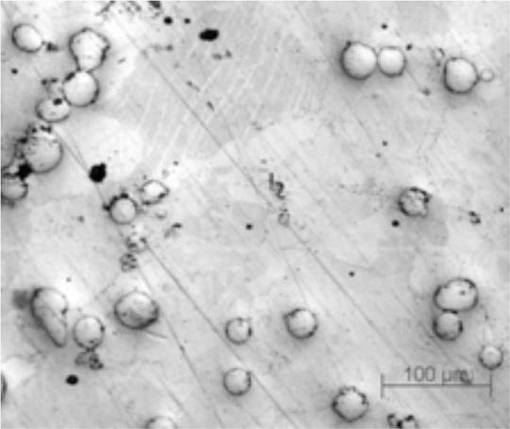
(Bi含有はんだ箔)
図6に、得られたBi含有はんだ箔の外観写真を示し、図7にその断面組織の電子顕微鏡写真を示す。得られたBi含有はんだ箔は、幅2cm、長さ10cm以上、厚さ250μmであった。なお、圧延条件を変更することで、より長いはんだ箔が作製できることを確認している。
図7に示す断面組織写真により、CuAlMn合金粉末がBi中に均一に分散していることが確認された。
【0127】
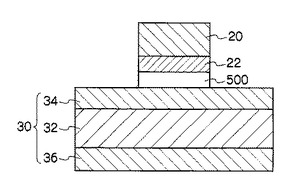
[実施例2]
パワー半導体素子と絶縁基板を、実施例1で作製したBi含有はんだ箔で接合し、図8に示す構成の評価試験体−1を作製した。
Si3N4のセラミックス板の両面に、厚さ150μmのCu層34、36をロウ付けによって貼り付け、Cu層34/Si3N4層32/Cu層36の積層体を作製した。
また、GaNを用いたパワー半導体素子20を準備し、その最表面にCu層22をスパッタリングで形成した。Cu層22の厚さを電子顕微鏡で確認したところ、約3μmであった。
【0128】
上記準備したパワー半導体素子20のCu層22と、絶縁部30のCu層34とが対向するように配置し、その間に実施例1で作製したBi含有はんだ箔を挟み込んだ状態で、位置決めをするためのカーボン治具にセットし、電気炉に入れた。
電気炉の炉心管には5体積%の水素ガスを含む窒素ガスを常時流入し、内部を還元性雰囲気とした。その状態で、室温から320℃まで30分かけて昇温させた後、5分間320℃の状態を保ち、その後、常温付近まで冷却してから取り出して、評価試験体−1を得た。
【0129】
<接合面の観察>
評価試験体−1は、始めに超音波探傷によって、接合面全体を非破壊で観察した後に、評価試験体−1を切断して断面を研磨し、その断面を電子顕微鏡により観察した。
その結果、評価試験体−1の接合面にはボイドが全く確認されず、緻密で均一な接合であることが分かった。
【0130】
[比較例1]
実施例1で作製した純Bi粉末100gと、NiめっきしたCuAlMn合金粉末10gをアルゴンガス雰囲気中で溶解し、鋳型に鋳込み、インゴットを作製した。表面を研磨後、1.0cm×1.0cm×1.0cmに切り出し、冷間圧延によって目的厚さ250μmまで圧延させることを試みた。しかし、厚さが0.8mmになったところで、試料にクラックが入り、シートを形成することができなかった。
【0131】
[実施例3]
実施例1と同様にして、純Biインゴットをハンマー等で、砕き、その後、らいかい機によって粉砕し、純Bi粒子を調製した。らいかい機の粉砕時間を半分にし、得られた純Bi粒子の形状を電子顕微鏡で観察したところ、長辺250〜150μm、短辺80〜20μmのロッド状であった。また、純Bi粒子の平均粒径を上述の方法で測定したところ、170μmであった。
【0132】
この純Bi粒子を用いて、実施例1と同様の方法で圧延したところ、Bi含有はんだ箔が得られた。このBi含有はんだ箔を断面組織写真にて観察したところ、CuAlMn合金粉末がBi中に均一に分散していることが確認された。
【0133】
[実施例4]
純Cuの板材をアルゴンガス雰囲気中で溶解し、噴射圧力5MPaのガスアトマイズ法により粉末化し、Cu粉末を得た。このCu粉末を、250μm、150μm、53μm、20μmのふるい目のふるいにて分級し、53μm以上の粉末を除いた。
得られたCu粉末の平均粒径を上述の方法で測定したところ、平均粒径25μm、粒度分布幅をレーザー回折散乱方法で測定したところ、1.8であった。また、得られたCu粉末の形状を電子顕微鏡で観察したところ、形状は球形であった。
【0134】
実施例1と同様にして、但しCuAlMn合金粉末を上記Cu粉末に代えて圧延を行なったところ、Bi含有はんだ箔を得ることができた。
得られたCu含有のBi含有はんだ箔を断面組織写真にて観察すると、Cu粉末がBi中に均一に分散していることが確認された。
【0135】
[実施例5]
実施例1と同様の方法で、但し、ロール回転速度を8rpmから15rpmに変え、ロール間距離を240μmから25μmに変えて、圧延を行なった。
得られたBi含有はんだ箔は、幅5cm以上長さ15cm以上、厚さ30μmであった、なお、圧延条件を変更することでより長いはんだ箔が作製できることを確認している。
【図面の簡単な説明】
【0136】
【図1】第一の実施形態のBi含有はんだ箔の製造方法に用いる製造装置(粉末圧延機)の模式図である。
【図2】第二の実施形態のBi含有はんだ箔の製造方法を説明する図である。
【図3】第一の実施形態の接合体の概略図である。
【図4】第二の実施形態の接合体の概略図である。
【図5】本実施形態のパワー半導体モジュール10の要部の断面模式図である。
【図6】実施例1で得られたBi含有はんだ箔の外観写真である。
【図7】実施例1で得られたBi含有はんだ箔の断面組織の電子顕微鏡写真である。
【図8】実施例2の評価試験体−1の構成概略図である。
【符号の説明】
【0137】
2 純Biはんだ箔
4 Bi粉末
6,7 圧延ロール
8 Bi系はんだ箔
9 Bi含有はんだ箔
10 パワー半導体モジュール
20 パワー半導体素子
22,38 銅(Cu)層
30 絶縁部
32 絶縁基板
34、36 導電層
40 放熱板
42 モリブデン(Mo)層
44、46 銅(Cu)層
101 第1部材
102 第2部材
111,112 銅(Cu)層
300、301 接合体
500 第一接合部
600 第二接合部
【技術分野】
【0001】
本発明は、Bi含有はんだ箔の製造方法、Bi含有はんだ箔、接合体、及びパワー半導体モジュールに関する。
【背景技術】
【0002】
ハイブリット車のインバータ用パワーモジュール構造のように、大面積でかつ積層型の実装構造では、絶縁基板や放熱基板などの被接合体が均一に接合されるよう、シート状のはんだ箔が好適に用いられている。現在、インバータの接合では、例えば厚さ100μm、幅2cmのはんだシートをロール状に巻きつけて接合用機器に搭載し、所定の長さで切り取り、ロボットアームによって被接合体上の所定の位置に配置するよう精密にプログラムされている。
【0003】
これまでシート状のはんだ箔には、延性に優れた鉛(Pb)系はんだ材料が広く用いられていた。特に、Pb−Snはんだ材料が汎用され、鉛(Pb)と錫(Sn)の比率を変えて融点を183〜300℃前後の範囲で変動させ、種々の融点を有するはんだ材料を得ていた(例えば、非特許文献1参照。)。しかし、鉛は毒性を有することから使用廃止の方向にあり、鉛フリーのはんだ材料の開発が望まれている。
【0004】
このようなはんだ材料に対する要求の中、鉛フリーのはんだ材料として、Sn−Ag合金、Sn−Cu合金などのSn系はんだ材料が提案されている。しかし、Sn系はんだ材料の融点は220℃程度であるが故に、200℃前後において引っ張り強度が著しく低下し、200℃を超える熱を発する次世代パワー半導体素子に実用することは困難であった。
【0005】
そこで、融点が約270℃であり、耐熱性に優れた接合体が得られるという観点から、ビスマス(Bi)系はんだ材料が検討されている。
しかし一方で、Bi系はんだ材料は、延性が低く脆性を有することが知られている(例えば非特許文献2参照。)。特にせん断に弱く、衝撃や熱応力による歪みが蓄積すると、該歪みを起点とした破壊が生じやすい。
【0006】
延性を改善する方策として、Sn−Bi系のはんだ材料では、第3成分の添加が検討されている。例えば、Agの添加により組織の微細化を図る方法(例えば、特許文献1参照。)、Sbの添加によりSnのβ相からα相への変態抑制を図る方法(例えば、特許文献2参照。)、Inを添加する方法(例えば、特許文献3参照。)等である。
更に、25〜55質量%のBiを含有し、残部がSnと不可避不純物とからなるSn−Bi系はんだ材料も、延性が向上するとの報告がある(例えば、特許文献4参照。)
【0007】
また、Bi系はんだ材料の脆性を解消すべく、Biに熱弾性型マルテンサイト変態を生じる合金、具体的にはMn、Alを含むCu基合金、を組み合わせたはんだ材料が提案されている(例えば、特許文献5参照。)。
【0008】
しかしながら、上記技術は、はんだ組成を変更する方法である。更に、上記技術により延性が改善されたとするBi系はんだ材料であっても、インゴットをそのまま圧延し、シートにできるようになるまで延性は改善せず、はんだ箔に加工することができなかった。
【0009】
これまで、加工性の低いはんだ材料は、フラックスを混練したはんだペーストをスクリーン印刷して、はんだ付けを行なっていた。ところが、インバータ接合部ではフラックス残渣を残存させないことが望ましく、フラックスを使用しないことが望まれている。
【0010】
シート状に加工し難いはんだ材料は、ペレット状や塊状のままはんだ付けすることも可能ではあるが、接合面が大きい場合には均一に接合させることが極めて困難である。
このように、シート状に加工し難いはんだ材料、特に、融点の高いBi系はんだ材料を容易にシート状に加工する方法が望まれていた。
【0011】
ところで、一般的なシート化法として、インゴットを圧延する方法のほか、材料を粉砕して粉末にした後に圧力をかけてシート化する方法がある。この方法の一例として粉末圧延法がある。
【0012】
具体的には、例えば、粉末圧延法を適用したニッケルロウ材シートの作製方法が開示されている(例えば、特許文献6参照。)。そのほか粉末圧延法は、鋼板の作製技術として提案されている(例えば、特許文献7及び8参照。)
【0013】
また、銅(Cu)等の金属ボールと、錫(Sn)等のはんだボールを配合し、予め全体を均一に圧縮し、Sn等のはんだボールを金属ボール間に塑性流動させ、隙間をはんだ(塑性変形後のSn系はんだ)で充填した複合成形体とし、これを圧延する方法が提案されている(例えば、特許文献9及び10参照。)。
この方法では、金属ボールとしてCuのほかアルミニウム(Al)、金(Au)、銀(Ag)、亜鉛(Zn)−アルミニウム(Al)系合金、金(Au)−錫(Sn)系合金などを適用できるとしている。
【特許文献1】特開平8−252688号公報
【特許文献2】特開平7−40079号公報
【特許文献3】特開平8−150493号公報
【特許文献4】特開2000−141079号公報
【特許文献5】特開2005−313230号公報
【特許文献6】特開2004−82218号公報
【特許文献7】特開平6−025870号公報
【特許文献8】特開2002−275601号公報
【特許文献9】特開2002−301588号公報
【特許文献10】特開2002−305213号公報
【非特許文献1】馬場陽一郎「HVインバータ品質確保の取り組み」溶接学会全国大会講演概要、第77章(2005−9)
【非特許文献2】日本金属学会誌,vol.57(1993),455−462)
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明の課題は、Bi含有はんだ箔の製造方法、及びBi含有はんだ箔を提供することである。
また、本発明の課題は、耐熱性が高く緻密に接合された接合体、及びパワー半導体モジュールを提供することである。
【課題を解決するための手段】
【0015】
Bi系はんだ材料は脆性が高く、インゴットをそのまま圧延しても粉砕されるだけで一体化せず、シートを得ることができない。よって、脆性の高いBi系はんだ材料は、単に圧延するだけではシート状に加工することができない。
【0016】
ここで、シート状に加工する方法の1つとして粉末圧延法がある。しかし従来の粉末圧延法は、鋼板やニッケル、更にはCu/Snなどの成形に用いられており、延性を有する材料を用いる方法である。Cu/Snのシート化を説明する上述の特許文献9及び10では、延性を有するSnがCuの間に塑性流動してシート化すると説明しており、この記載からも明らかなように粉末圧延法では延性材料を1種以上用いることが常識であった。
また、本発明に至る発明者らの研究過程において、脆性的な金属材料であるガラスやセラミックスなどの珪素(Si)材料は、粉末圧延法を適用してもシート化が困難であることが判明した。
【0017】
以上の事実から、脆性材料は、粉末圧延法を採用してもシート化できないと考えられていたが、本発明者らの更なる鋭意研究により、Bi系材料の形状等を工夫することによって、粉末圧延によってBi系はんだシート化が可能であることが判明した。
以上、発明者らの鋭意研究により、本発明の課題は下記発明によって解決されることが明らかとなった。
【0018】
すなわち、請求項1に記載の発明は、
ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によりシート化することを特徴とするBi含有はんだ箔の製造方法である。
【0019】
請求項2に記載の発明は、
前記ビスマス(Bi)を含むはんだ材料の粉末が、Bi粉末を30質量%以上含有することを特徴とする請求項1に記載のBi含有はんだ箔の製造方法である。
【0020】
請求項3に記載の発明は、
前記Bi粉末の平均粒径が、5μm以上200μm以下であることを特徴とする請求項2に記載のBi含有はんだ箔の製造方法である。
【0021】
請求項4に記載の発明は、
前記Bi粉末における、各粉末粒子の長辺と短辺の比が、1.2以上3.0以下の範囲にあることを特徴とする請求項1〜請求項3のいずれか1項に記載のBi含有はんだ箔の製造方法である。
【0022】
請求項5に記載の発明は、
前記Bi粉末とCuAlMn合金粉末を混合し、粉末圧延法によりシート化することを特徴とする請求項1〜請求項4のいずれか1項に記載のBi含有はんだ箔の製造方法である。
【0023】
請求項6に記載の発明は、
前記Bi粉末とCu粉末を混合し、粉末圧延法によりシート化することを特徴とする請求項1〜請求項4のいずれか1項に記載のBi含有はんだ箔の製造方法である。
【0024】
請求項7に記載の発明は、
前記粉末圧延法による圧延が、−20℃以上269℃以下で行なわれることを特徴とする請求項1〜請求項6のいずれか1項に記載のBi含有はんだ箔の製造方法である。
【0025】
請求項8に記載の発明は、
ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によってシート化してなることを特徴とするBi含有はんだ箔である。
【0026】
請求項9に記載の発明は、
平均厚さが30μm以上250μm以下であることを特徴とする請求項8に記載のBi含有はんだ箔である。
【0027】
請求項10に記載の発明は、
第1部材と第2部材とを有し、
前記第1部材と第2部材の間が、請求項8又は請求項9に記載のBi含有はんだ箔で接合されてなることを特徴とする接合体である。
【0028】
請求項11に記載の発明は、
パワー半導体素子と、絶縁基板と、放熱板と、を有し、
前記パワー半導体素子と前記絶縁基板との間の第一接合部、及び前記絶縁基板と前記放熱板との間の第二接合部の少なくとも一方が、請求項8又は請求項9に記載のBi含有はんだ箔で接合されてなることを特徴とするパワー半導体モジュールである。
【0029】
請求項12に記載の発明は、
前記パワー半導体素子が、GaN又はSiCで形成されてなることを特徴とする請求項11に記載のパワー半導体モジュールである。
【0030】
請求項13に記載の発明は、
前記絶縁基板がSi3N4層であり、Si3N4層の両表面に銅(Cu)で形成される導電層を備えることを特徴とする請求項11又は請求項12に記載のパワー半導体モジュールである。
【0031】
請求項14に記載の発明は、
前記放熱板が、モリブデン(Mo)層の両面に銅(Cu)層を有するCu層/Mo層/Cu層の積層体であることを特徴とする請求項11〜請求項13のいずれか1項に記載のパワー半導体モジュールである。
【0032】
請求項15に記載の発明は、
前記放熱板におけるCu層/Mo層/Cu層の厚さの比率が、1/5/1〜1/12/1であることを特徴とする請求項14に記載のパワー半導体モジュールである。
【発明の効果】
【0033】
本発明によれば、Bi含有はんだ箔の製造方法及びBi含有はんだ箔を提供することができる。また、本発明によれば、耐熱性が高く緻密に接合された接合体及びパワー半導体モジュールを提供することができる。
【発明を実施するための最良の形態】
【0034】
以下、図面を参照して、本発明のBi含有はんだ箔の製造方法、該方法により得られるBi含有はんだ箔、更に、Bi含有はんだ箔で接合する接合体、接合体の一例としてパワー半導体モジュールを説明する。
【0035】
〔第一の実施形態の製造方法〕
第一の実施形態では、純Biはんだ箔の製造方法を説明する。なお、ここでいう純Biはんだ箔は、純度100%のBiはんだ箔のみを意味するものではなく、原料に含まれる不純物を含んでいてもよい。
【0036】
図1は、本実施形態で用いるはんだ箔の製造装置(粉末圧延機)の模式図である。図1において、符号2は純Biはんだ箔、4はBi粉末、6,7は圧延ロールである。
はんだ箔の製造装置(粉末圧延機)は、図1に示すように、1対の圧延ロール6,7で構成されている。図示しないが加熱装置を備えてもよい。1対の圧延ロール6,7は、互いの周面が所定間隔を隔てて平行対峙するように配置されている。
【0037】
Bi粉末4は、上記1対の圧延ロール6,7の間隙に上方から供給され、圧延ロール6,7が矢印X方向に回転駆動されることにより、圧延ロール6,7の間に形成された空隙に順次送り込まれる。そして、Bi粉末4は、圧延ロール6,7によって押圧されつつ下方のY方向に順次送り出されてシート状に成形され、純Biはんだ箔2を形成する。
【0038】
Bi含有はんだ材料は脆性が高く、インゴットをそのまま圧延しても粉砕されるだけで一体化しないのに対して、粉末の形状としてから圧延した場合には一体化される理由について以下のように推測するが、本発明は当該推測によって限定されない。
【0039】
Bi含有はんだ材料のインゴットを圧延すると、インゴット内に存在する各結晶粒の脆性は低いものの、圧延による変形を生じようとするが、すべり面が少ないために均一な厚さに圧延変形する前に結晶粒間に多数の亀裂が生じる。そのため、比較的大きなBi含有はんだインゴットでは、数%の圧延率で破壊してしまう。しかし、Bi含有はんだ材料を粉末状態にして粉末圧延を施すと、圧延による各粉末結晶の変形が脆性の範囲内で生じ、かつBiの再結晶化温度が室温付近であるために、各粉末粒子が密着しやすく密着変形し、その結果一体化してシート化されると推測される。
【0040】
また、脆性的な材料であるSi材料は粉末圧延法でシート化できないのに対して、Bi含有はんだ材料は粉末圧延法によってシート化できる理由は、再結晶温度との各材料の融点の違いによるものと推測する。粉末圧延法では再結晶温度よりも高い温度で圧延したときに粉末が一体化するものと推測されるが、Si材料の再結晶化温度はSiの融点が1414℃(1687K)であるゆえに、再結晶化温度は約450℃(840K)となり、室温付近の粉末の圧延では一体化し難いと推測される。しかしながら、本発明は当該推測によって限定されない
【0041】
Bi粉末4の平均粒径は、目的のシート膜厚よりも小さいことが好ましく、200μm以下であることが更に好ましい。また、平均粒径は5μm以上であることが好適である。より好適には、Bi粉末4の平均粒径は、10μm以上150μm以下であり、更に好適には20μm以上100μm以下である。
前記平均粒径が上記範囲内にあると、圧延ロール6,7の間で適度な圧力が付与され、また脆性的な性質の支配が緩和される。
なお、Bi粉末4の平均粒径とは、光学顕微鏡によって、100個の粉末を測定したときの算術平均値をいう。
【0042】
Bi粉末4の形状は、球状、ロッド状、不定形状などいずれであってもよいが、圧延ロール6,7からの圧力が効率的に付与されることから、ロッド状の粉末が好適である。
ロッド状粉末における長辺と短辺の比は、1.2以上3.0以下であることが好ましく、1.3以上2.8以下であることがより好ましく、1.5以上2.5以下であることが更に好ましい。当該比率が上記範囲内にあると、圧延によって各ロッドの圧延時の変形と密着が促進され、気孔率の上昇を抑えることができる。
【0043】
ここで、ロッド状粉末の長辺及び短辺は、光学顕微鏡により100個の粉末を測定し決定される値である。ロッド状粉末の形状を長方体に近似して、辺長をa、b、cとしたときに、a、b、cのうち最も短いものを短辺とし、最も長いものを長辺とする。
【0044】
なお、ロッド状粉末における平均粒径とは、前記辺長a、b、cのそれぞれの平均値を100個の粉末から求め、下記式によって算出した値をいう。
ロッド状粉末の平均粒径=(辺長aの平均値+辺長bの平均値+辺長cの平均値)/3
【0045】
Bi粉末4は、公知の方法によって作製することができる。例えば、乳鉢やらいかい機による粉砕、更にアトマイズ法などによる粉末作製技術を適用することができる。
【0046】
ロット状のBi粉末4は、インゴット状または針状のBi原料をハンマー等で細かく砕き、その後、乳鉢やらいかい機により、30分程度粉砕を行うことによって作製することができる。
【0047】
粉砕やアトマイズ法によって作製した粉末は、圧延時に圧力が均一に付与されるよう、分級することが好ましい。分級は公知の方法を適用することができ、乾式、湿式のいずれの方法でもよい。乾式としては、風力分級、静電気分級などの方法があり、湿式としては、沈降分級などの方法がある。
【0048】
圧延時の温度は、−20℃以上269℃以下であることが好ましく、−5℃以上100℃以下であることがより好ましく、0℃以上50℃以下であることが更に好ましい。−20℃未満ではBiの再結晶温度(約0℃)を大幅に下回り、270℃以上ではBiの融点以上であるため、シート化し難い。なお、この圧延時の温度は、粉末が圧延変形を受けて発する熱、及びロールと粉末の接触により発生する熱を考慮に入れたものである。
上記温度範囲であれば、圧延ロール6,7に加熱装置(図示せず)を備えて加熱してもよく、或いは圧延ロール6,7通過後に加熱してもよい。
【0049】
〔第二の実施形態の製造方法〕
第二の実施形態の製造方法では、Biのほかに他金属又は合金を含むはんだ箔(以下「Bi系はんだ箔」と称する)の製造方法を説明する。
図2は、第二の実施形態の製造方法を説明する図である。図2において、符号4はBi粉末、5は他金属粉末又は合金粉末、6,7は圧延ロール、8はBi系はんだ箔である。
第二の実施形態の製造方法では、前述のBi粉末4とともに、他金属粉末又は合金粉末5を用いる点で第一の実施形態の製造方法と異なるが、それ以外は第一の実施形態の製造方法と同様である。
【0050】
Bi粉末4、及び他金属粉末又は合金粉末5は、圧延ロール6,7によって押圧されつつ下方のY方向に順次送り出されてシート状に成形され、Bi系はんだ箔8を形成する。
なお、本実施形態のBi系はんだ箔の製造方法では、脆性的なBi含有材料をシート化できるという利点に加えて、製造工程を簡易化できるという利点を有する。
【0051】
従来のBi系はんだ材料の作製では、Biに添加する他金属又は合金の粉末(CuAlMn合金粉末やCu粉末等)を準備し、Biに分散させて、Biを含有するはんだ材料のインゴットを作製していた。インゴットにする際には、Bi中での他金属粉末又は合金粉末の分散性を高めるなどの煩雑な調整が必要であった。しかし本実施形態によれば、先立ってインゴットを作製することなく、Bi系はんだ箔を得ることができるため、作製工程を簡略化することができる。
具体的には、本実施形態のBi系はんだ箔の製造方法では、他金属粉末又は合金粉末5とBi粉末4を準備し、これら粉末を所望の比率で上記粉末圧延装置に供給すればよい。
【0052】
Bi系はんだ箔8の組成は、Biを含有するのであれば特に制限されない。Biの特性(例えば、高融点)を活かすには、Bi系はんだ箔中、Biを30質量%以上含有することが好適である。Bi系はんだ箔8の組成は、はんだの用途に応じて適宜変更することができる。
Bi系はんだ箔8としては、BiにCu、Ni、Agを添加したものなどを挙げることができるが、Biの脆性を解消して機械的強度を高め、固相線温度を低下させない観点からは、下記(1)〜(3)に記載のBi系はんだ箔であることが好ましい。更に、液相線温度の上昇の観点からは、下記(1)又は(2)のBi系はんだ箔であることが好ましい。
【0053】
(1)Bi中にCuAlMn合金粉末を分散させたBi−CuAlMn
(2)BiにCuを添加した材料
(3)BiにNiを添加した材料
【0054】
(1)Bi−CuAlMn
CuAlMn合金はマルテンサイト変態の性質を有する。マルテンサイト変態の性質を有する金属の合金相は、温度や応力に基づいてマルテンサイト相又は母相のいずれかの状態をとる。金属の合金相がマルテンサイト相の場合には、金属は極めて柔軟性に富んでおり、外力に基づいて容易に形状を変えることができる。このため、外力に基づく応力が緩和される。更に、冷熱サイクルが繰り返されたとしても、柔軟に形状を変えることができるので、応力に基づく疲労の蓄積が抑制される。また、金属の合金相が母相の場合は、金属は外力に基づいてマルテンサイト相に相移転し、弾性変形するので、外力が除荷されれば、記憶された元の形状に回復することができる。このため、金属にかかる応力が緩和されるとともに、その応力の蓄積が抑制される。
【0055】
したがって、マルテンサイト変態の性質を有するCuAlMn合金をバルク金属であるBiに加えることによって、外力からの応力を緩和するとともに、その応力の蓄積を制御することができる。その結果、Biに特有のせん断強度の弱さや脆さが解消される。
【0056】
さらに、CuAlMn合金は毒性が少なく、添加するバルク金属の融点(液相線温度や固相線温度)に与える影響も少ない。また、CuAlMn合金は電気抵抗が小さいため、CuAlMn合金に電流が流れる状況下においても好適に利用することができる。
【0057】
CuAlMn合金粉末の調製方法は特に制限されず、合金粉末の公知の調製方法を適宜適用することができる。調整方法の一例を下記に示すがこれに限定されない。
まず、Cu、Al、MnをAr雰囲気下で高周波溶解炉によって溶解し前駆体であるCuAlMn合金インゴットを作製する。インゴットには必要に応じて、後述の添加元素を添加してもよい。次に、得られたインゴットをアトマイズ法等の粉末作製技術を利用して粉末化し、CuAlMn合金粉末を得る。
【0058】
CuAlMn合金において、Mnの含有率は0.01質量%以上20質量%以下であり、Alの含有率は3質量%以上13質量%以下であり、残部がCuであることが好ましい。この組成比に調整することによって、マルテンサイト変態の性質が顕著に表れ、はんだによって形成された結合部が破壊されるのを抑制することができる。
【0059】
また、CuAlMn合金に、Ag、Ni,Au、Sn,P,Zn、Co,Fe、B、Sb、Geを添加すると、Biとの整合性を向上させ、マルテンサイト相を安定化させる効果があるので、これら添加元素を添加する態様も好ましい。
CuAlMn合金における上記添加元素の含有率は、0.001〜10質量%であることが好ましい。添加元素が0.001質量%よりも少ないと、添加元素を添加する上記効果が得られ難い。添加元素が10質量%よりも多いとCuAlMn合金がマルテンサイト相を呈することができなくなる。
【0060】
CuAlMn合金粉末の表面をNiやAuでめっきすることも好適である。粉末表面のめっき層の膜厚を調整することによって、CuAlMn粉末の分散性を向上させることができる。好適なめっき層の膜厚は、0.01μm以上5μm以下であり、0.01μm以上3μm以下がより好適である。
【0061】
CuAlMn合金粉末の粒径を調整すると、Bi−CuAlMnの応力緩和能力等を調整することができる。具体的には、CuAlMn合金粉末の粒径は、0.01μm以上50μm以下であることが好ましく、0.01μm以上20μm以下であることがより好ましい。
また、CuAlMn合金粉末の粒径は、Bi粉末の粒径に対して(CuAlMn合金粉末の粒径/Bi粉末の粒径)、0.00005倍以上2.5倍以下であることが粉末同士を均一に混合する観点から好ましく、0.0001倍以上0.5倍以下であることがより好ましく、0.0005倍以上0.25倍以下であることが更に好ましい。
【0062】
CuAlMn合金粉末の形状は、球状、ロッド状、不定形状などいずれであってもよいが、シート成型後のはんだ内の熱安定性および応力緩和、強度向上の観点から、球状の粉末が好適である。
【0063】
Bi−CuAlMn中のCuAlMn合金の含有率は、0.5質量%以上20質量%以下であることが好ましく、1質量%以上15質量%以下であることがより好ましい。CuAlMn合金の含有率が上記範囲内にある場合、マルテンサイト変態の性質を有する物質を添加した上記効果が得られ、且つBiの特性である融点の高さを維持できる。Bi−CuAlMn中のCuAlMn合金の含有率は、CuAlMn合金粉末とBi粉末とを上記質量比で配合することで調節できる。
【0064】
(3)BiにCuを添加した材料
BiにCuを添加したはんだ材料では、Biの脆性が抑えられ、機械的強度が高まる。この原因は明らかになっていないが、微細なCuがBi中に分散することによるものと思われる。
Biの脆性を抑えるという観点からは、Cuの含有率は0.01質量%以上であることが好ましく、より好適には0.1質量%以上であり、更に好適には0.4質量%以上である。
一方、Cuを多く添加すると液相線温度が上昇する。よって、はんだによる接合時の加熱温度を考慮すると、Cuの含有率は5質量%以下が好ましく、より好適には2質量%以下であり、更に好適には1質量%以下である。
【0065】
Cu含有のBiはんだ箔は、先立ってCu含有のBiインゴットを作製することなく調製することができる。具体的には、Cu単体粉末とBi単体粉末を準備し、これら粉末を所望の比率で上記粉末圧延装置に供給すればよい。
【0066】
Cu粉末の粒径は、Bi粉末の粒径に対して(Cu粉末の粒径/Bi粉末の粒径)、0.00005倍以上2.5倍以下であることが好ましく、0.0001倍以上0.5倍以下であることがより好ましく、0.0005倍以上0.25倍以下であることが更に好ましい。
【0067】
Cu粉末の形状は、球状、ロッド状、不定形状などいずれであってもよいが、シート成型後のはんだ内の熱安定性および、強度向上の観点から、球状の粉末が好適である。
【0068】
(4)BiにNiを添加した材料
BiにNiを添加した材料では、Biの脆性が改善され、機械的強度が高まる。この原因は明らかになっていないが、微細なBi3Niの化合物相がBi中に分散することによるものと思われる。
【0069】
Biの脆性を低く抑えるという観点からは、Niの含有率は0.01質量%以上であることが好ましく、より好適には0.1質量%以上であり、更に好適には0.4質量%以上である。
一方、Niを多く添加すると、Cuを添加したときと同様に、液相線温度が上昇する。したがって、はんだによる接合時の加熱温度を考慮すると、Niの含有率は7質量%以下であることが好ましく、より好適には2質量%以下であり、更に好適には1質量%以下である。
【0070】
Ni含有Biはんだ箔は、先立ってNi含有のBiインゴットを作製することなく調製することができる。具体的には、Ni単体粉末とBi単体粉末を準備し、これら粉末を所望の比率で上記粉末圧延装置に供給すればよい。
【0071】
Ni粉末の粒径は、Bi粉末の粒径に対して(Ni粉末の粒径/Bi粉末の粒径)、0.00005倍以上2.5倍以下であることが好ましく、0.0001倍以上0.5倍以下であることがより好ましく、0.0005倍以上0.25倍以下であることが更に好ましい。
【0072】
Ni粉末の形状は、球状、ロッド状、不定形状などいずれであってもよいが、シート成型後のはんだ内の熱安定性および、強度向上の観点から、球状の粉末が好適である。
【0073】
〔Bi含有はんだ箔〕
上述の製造方法によって得られる純Biはんだ箔2及びBi系はんだ箔8(以下「Bi含有はんだ箔」と称する)は、原料として用いた粉末同士が密着し形成された緻密で均一な箔である。前記粉末圧延装置に供給する原料の種類、及びその配合比を変えることで、所望の組成のBi含有はんだ箔を得ることができる。
【0074】
Bi含有はんだ箔の厚さは、前記圧延ロール6,7間の距離や圧力を調節することで、所望の厚さとすることができる。具体的には、Bi含有はんだ箔の厚さは、5μm以上500μm以下とすることができ、後述の接合体での接合部の厚みを考慮すれば、30μm以上200μm以下の厚みであることが望ましく、50μm以上150μm以下がより望ましい。但し、用途に応じて、Bi含有はんだ箔の厚さは適宜調整できる。
ここで、Bi含有はんだ箔の厚さとは、マイクロメータによって任意の5箇所を測定したときの平均厚さをいう。
【0075】
〔第一の実施形態の接合体〕
図3に、第一の実施形態の接合体の概略図を示す。接合体300は、第1部材101と第2部材102とを有し、前記第1部材101と第2部材102の間が、上述のBi含有はんだ箔9で接合される。
Bi含有はんだ箔9は緻密で均一なため、ボイドなどによる未接合部分が減少し、緻密で均一に接合した接合体を得ることができる。また、ペレット状や塊状のはんだ材料を適用するときのように、接合時に加熱しながらスクラブと呼ばれる外圧・摺動することを要しない。よって、接合時の作業も簡易化される。
【0076】
接合体300の作製方法を説明する。
第1部材101と第2部材102との間に前記Bi含有はんだ箔9を挟む(図3(A))。この積層した状態で、リフロー法等を利用して接合し、接合体300を形成する(図4(B))。
接合は、Bi含有はんだ箔9の融点よりも30℃〜60℃程度高い温度で行うことが好ましい。接合の際には、不活性ガス又は還元ガス雰囲気下で行なう。
【0077】
〔第二の実施形態の接合体〕
図4に、第二の実施形態の接合体の概略図を示す。第二の実施形態の接合体310では、第1部材101と第2部材102の被接合面に、銅(Cu)層111,112をそれぞれ備える。Cu層111,112を備えることで、Bi含有はんだ材料9との界面において不要な反応生成物の生成を抑えることができ、温度変化に対する耐性が高くなる。
【0078】
Cu層111,112の厚みは、0.1μm以上10μm以下であることが好ましく、0.5μm以上8μm以下であることがより好ましい。この膜厚の範囲内では、接合時にはんだ材料に溶け込み消失し難く、且つ接合体310全体の熱膨張係数に関する影響が少ない。
Cu層111,112は、スパッタリングやめっき、蒸着等によって形成することができる。
【0079】
更にCu層111,112の表面には、酸化防止や触れ性確保のために、薄いAu層(図示せず)が設けられていてもよい。なお、この薄いAu層は、接合時にはんだ浴に溶け込み、最終的なパワー半導体モジュールには殆ど残存しない。
このようなAu層の厚さは、0.01μm以上0.5μm以下であることが好ましく、より好ましくは、0.03μm以上0.1μm以下である。
【0080】
接合体310の作製方法を説明する。
第1部材101及び第2部材102の表面に設けられたCu層111,112を対向するように配置し、その間に前記Bi含有はんだ箔9を挟む(図4(A))。この積層した状態で、リフロー法等を利用して接合し、接合体310を形成する(図4(B))。
接合は、Bi含有はんだ箔9の融点よりも30℃〜60℃程度高い温度で行うことが好ましい。接合の際には、不活性ガス又は還元ガス雰囲気下で行なう。
【0081】
〔パワー半導体モジュール〕
図5に、本実施形態のパワー半導体モジュール10の要部の断面模式図を示す。
本実施形態のパワー半導体モジュール10は、パワー半導体素子20と絶縁部30と放熱板40とを有する。パワー半導体素子20と絶縁部30との間は第一接合部500によって接合される。絶縁部30と放熱板40との間は第二接合部600によって接合される。
【0082】
パワー半導体モジュール10は、車載用インバータなどに用いられるものである。パワー半導体モジュール10の周辺には図示しない内燃機関が設けられているために、パワー半導体モジュール10を配置する環境はかなりの高温となる。さらに、パワー半導体素子として次世代のGaNやSiCを用いた場合には、パワー半導体素子20からの発熱が大きく、パワー半導体モジュール10の温度が上昇する。これらの熱によってパワー半導体素子が破壊するのを防ぐよう、冷却水が流動する冷却管(図示せず)を設け、冷却管とパワー半導体素子との間に放熱板40を設ける。
【0083】
本実施形態のパワー半導体モジュール10では、第一接合部500及び第二接合部600の少なくとも一方が、前記Bi含有はんだ箔9で接合されていればよく、第一接合部500と第二接合部600の両方がBi含有はんだ箔9で接合されていてもよい。
【0084】
接合体の一態様であるパワー半導体モジュール10では、第一接合部500又は第二接合部600に、Bi含有はんだ箔9を用いて接合しているため、接合部分はパワー半導体モジュールの動作に十分耐える耐熱性を有する。また、Bi含有はんだ箔9は緻密で均一であるためボイドの発生が抑えられ、緻密で均一な接合部を形成することができる。また、ボイドなどによる未接合部分の発生が抑えられるため、接合部での熱抵抗や電気抵抗の増大を抑えることができる。更に、ペレット状や塊状のはんだ材料を適用するときのように、接合時に加熱しながらスクラブと呼ばれる外圧・摺動することを要しない。よって、接合時の作業も簡易化される。
【0085】
本実施形態のパワー半導体モジュールでは、第一接合部500を先に接合し次に第二接合部600を接合してもよいし、第二接合部600を先に接合した後、第一接合部500を接合してもよい。
しかし、いずれにしても2回目のはんだ付けの温度が、1回目に用いたはんだ材料の融点よりも高いと、2回目のはんだ付けの際に1回目にはんだ付けした部分が溶融して、位置ずれを起こしたり傾斜したりといった不具合を発生させる。
【0086】
この問題を回避するため、1回目に用いるはんだ材料の融点は、2回目に用いるはんだ材料の融点よりも高くなるよう、はんだの材料を選択する。好適には、2回目の接合に用いるはんだ材料の融点は、1回目の接合に用いるはんだ材料の融点よりも30℃以上低いことが望ましい。
【0087】
はんだ付けによってパワー半導体素子20を破壊しないよう、はんだ付け時の加熱温度の上限は650℃、より好ましくは450℃であるという観点から、約270℃の融点を有するBi含有はんだ箔9は2回目の接合に用いることが好ましい。
【0088】
2回目の接合にBi含有はんだ箔9を適用した場合、1回目の接合に用いるはんだ材料は、Bi含有はんだ箔9の融点270℃よりも充分に高い融点を有する材料であることが望ましい。よって、1回目の接合に用いるはんだ材料としては、主成分がZnである合金材料などを挙げることができ、その一例としてZn(1−x−y)AlxMyで表される合金(融点:382℃)を挙げることができる。
Zn(1−x−y)AlxMyで表される合金において、Alの含有率(xの範囲)は、好ましくは、2質量%以上10質量%以下であり、3質量%以上8質量%以下であることがより好ましい。Zn(1−x−y)AlxMyで表される合金における金属Mは、亜鉛及びアルミニウム以外の金属を表し、Cuなどを挙げることができる。Zn(1−x−y)AlxMyで表される合金において、金属Mの含有量(yの範囲)としては、0〜2質量%であり、好ましくは0〜1.5質量%である。
【0089】
Bi含有はんだ材料によって接合する部材の被接合面には、Cu層を備えることが好ましい。Cu層を備えることで、Biとの界面において不要な反応生成物の生成を抑えることができる。半導体モジュールのように、過酷な冷熱サイクルにおいて、反応生成物が生成すると、この反応生成物が存在する位置を起点にクラックが発生したり、脆い反応生成物の場合には、反応生成物が割れてクラックの発生の原因となり得る。
【0090】
Bi含有はんだ箔9の被接合面に設けるCu層の厚みは、0.1μm以上10μm以下であることが好ましく、0.5μm以上5μm以下であることがより好ましい。0.1μmよりも薄いと、接合時にはんだ材料に溶け込み消失する恐れがあり、10μmよりも厚いと、パワー半導体モジュール全体の熱膨張係数に影響を与え、熱応力を生じさせるようになるため好ましくない。
Cu層は、スパッタリングやめっき、蒸着等によって形成することができる。
【0091】
半導体素子から遠い側の第二接合部600には、Bi含有はんだ箔9を適用し、大量の熱を発する半導体素子に近い側の第一接合部500には、Bi含有はんだ箔9よりも融点の高いはんだ材料を適用することが好適である。
したがって、下記第一の実施形態のパワー半導体モジュールでは、第二接合部600にBi含有はんだ箔9をパワー半導体モジュールについて説明する。
【0092】
[第一の実施形態のパワー半導体モジュール]
(パワー半導体素子)
パワー半導体素子20としては、特に制限することなく用途に応じて適宜適用することができ、一般的なSi基板なども適用できる。
【0093】
(絶縁部)
絶縁部30における絶縁基板32としては、絶縁性を確保できるものであれば特に制限されず適用することができるが、好ましくは冷熱サイクル時に顕著な熱応力を生じさせないよう、半導体素子の熱膨張係数と同程度の熱膨張係数を有するものである。
【0094】
具体的に好適な絶縁基板32としては、AlN、Si3N4、Al2O3などで形成されるものを挙げることができ、この中でも熱伝導率及び熱膨張係数の観点から、Si3N4又はAlNが好適である。更に、Si3N4の破壊強度はAlNの破壊強度よりも高く、絶縁部材自体の寿命が長くなることから、絶縁基板32としてはSi3N4であることがより好適である。
【0095】
また、絶縁基板32におけるパワー半導体素子側の表面から半導体素子に電気を通すために絶縁基板32の表面に導電層34を設ける。また、温度変化に対するそりを抑制するために、放熱板40側にも導電層36を設けることが好ましい。
【0096】
絶縁基板32としてAlNのセラミックスを用いる場合には、導電層34、36としては、Al、Cu、Mo、Niなどが好適であり、この中でもAl及びCuが好ましい。AlNの表面にAl層を設けると、温度変化に対して塑性変形を生じ、熱応力を緩和でき、Cu層を設けると導電率が高いことから薄くすることができ、熱応力を緩和できるため好適である。
つまり、AlNのセラミックスを絶縁基板32として適用する場合には、絶縁部30としては、Cu/AlN/Cu積層体又はAl/AlN/Al積層体であることが好ましい。
【0097】
他方、絶縁基板32としてSi3N4のセラミックスを用いる場合には、導電層34、36としては、Al、Cu、Mo、Niなどが好適であり、この中でもAl及びCuが好ましく、Cuであることがより好ましい。Cuは導電率が高いことからCu層を設けると導電率が高いことから薄くすることができ、熱応力を緩和できるため好適である。また、Cu/Si3N4/Cu積層体は、冷熱サイクル試験においても破壊され難く、絶縁部30としての信頼性が高い。
【0098】
絶縁基板32に備える導電層34、36の厚さは、0.01mm以上1mm以下であることが好ましく、0.1mm以上0.8mm以下であることがより好ましい。導電層34、36の厚さが0.01mm未満の場合には、横方向への電流による損失及び発熱が無視できなくなり、1mmを超える場合には、パワー半導体モジュール全体の熱膨張係数に影響を与え、熱応力を生じさせるようになるため好ましくない。
【0099】
絶縁基板32の両表面に導電層34、36を貼付する方法は特に制限されず、ロウ付けなどの公知の方法を適宜採用することができる。
【0100】
Bi含有はんだ箔9を適用する第二接合部600側の絶縁部30の表面には、Cu層(図示せず)を設けることが好ましい。但し、導電層36がCu層の場合には、更にCu層を設けなくともよい。
上述の通り、Bi含有はんだ箔9は、Cu層との界面においては、冷熱サイクルによる界面に存在する生成物の成長速度が非常に遅いので、Cu層を設けることで温度変化に対しても亀裂や剥離などの不具合を生じさせない。
【0101】
Bi含有はんだ箔9の界面にCu層を別途設ける場合には、当該Cu層の厚みは、0.1μm以上10μm以下であることが好ましく、3μm以上8μm以下であることがより好ましい。0.1μmよりも薄いと、接合時にはんだ材料に溶け込み消失する恐れがあり、10μmよりも厚いと、パワー半導体モジュール全体の熱膨張係数に影響を与える可能性がある。
【0102】
更にCu層の表面には、酸化防止や触れ性確保のために、薄いAu層(図示せず)が設けられていてもよい。なお、この薄いAu層は、接合時にはんだ浴に溶け込み、最終的なパワー半導体モジュールには殆ど残存しない。
このようなAu層の厚さは、0.01μm以上0.5μm以下程度であることが好ましく、より好ましくは、0.03μm以上0.1μm以下である。
【0103】
第一接合部500側の絶縁部30の表面には、第一接合部500のはんだ材料に応じて、金属膜(図示せず)を適宜設けることもできる。
【0104】
(放熱板)
放熱板40としては、放熱性を有するものであれば特に制限されず適用することができるが、熱伝導率が充分高く放熱板としての機能に優れ、また半導体素子の熱膨張係数に近いものを用いることが好ましい。
【0105】
具体的に好適な放熱板40としては、Mo、Cu−Mo合金、Al−SiC、Cu、Alなどで形成されるものを挙げることができ、この中でも高い熱伝導率とパワー半導体素子に近い熱膨張係数を有することから、Moが好適である。
【0106】
Moを放熱板に用いる場合には、はんだによる接合を可能とする観点から、Moの両面に他の金属層を設けることが好ましく、このような金属層としては、Cu、Niなどを挙げることができ、この中でもCuが好ましい。特に、放熱板40が、Moの表面にCu層を設けたCu層44/Mo層42/Cu層46の積層体であることが、熱伝導率と熱膨張係数との調整を図る観点から好適である。
【0107】
このように、放熱板40が、Cu層44/Mo層42/Cu層46で構成される積層体である場合、各層の厚さの比率が、1/5/1〜1/12/1であることが好ましく、1/7/1〜1/9/1であることがより好ましい。1/5/1よりもMo層が薄くなると、パワー半導体素子の熱膨張係数から離れた熱膨張係数を有することになるため好ましくない。1/12/1よりもMo層が厚くなると、放熱板としての放熱機能が充分に発揮され難くなり、好ましくない。
【0108】
具体的な層の厚さとしては、Cu層44、46は、0.05mm以上1mm以下であることが好ましく、0.2mm以上0.5mm以下であることがより好ましい。Mo層42の厚さは、1mm以上7mm以下であることが好ましく、2mm以上4mm以下であることがより好ましい。
【0109】
Cu層44/Mo層42/Cu層46で構成される積層体は、放熱機能を充分に発揮させるため、全体の厚さは1mm以上8mm以下であることが好ましく、2mm以上5mm以下であることがより好ましい。
【0110】
Bi含有はんだ箔9を適用する第二接合部600側の放熱板40の表面には、Cu層(図示せず)を設けることが好ましい。但し、層44がCu層の場合には、更にCu層を設けなくともよい。
上述の通り、Bi含有はんだ箔9は、Cu層との界面においては、冷熱サイクルによる界面に存在する生成物の成長速度は非常に遅いので、Cu層を設けることで温度変化に対しても亀裂や剥離などの不具合を生じさせない。
【0111】
層44の表面にCu層を別途設ける場合には、当該Cu層の厚みは、0.1μm以上10μm以下であることが好ましく、3μm以上8μm以下であることがより好ましい。0.1μmよりも薄いと、接合時にはんだ材料に溶け込み消失する恐れがあり、10μmよりも厚いと、パワー半導体モジュール全体の熱膨張係数に影響を与える可能性がある。
【0112】
更にCu層の表面には、酸化防止や触れ性確保のために、薄いAu層(図示せず)が設けられていてもよい。なお、この薄いAu層は、接合時にはんだ浴に溶け込み、最終的なパワー半導体モジュールには殆ど残存しない。
このようなAu層の厚さは、0.01μm以上0.5μm以下程度であることが好ましく、より好ましくは、0.03μm以上0.1μm以下である。
【0113】
第一の実施形態のパワー半導体モジュールの製造手順の一例を示す。
まず、第一接合部500の接合を行なう。
パワー半導体素子20と絶縁部30とが対向するように配置し、その間にBi含有はんだ箔9よりも融点の高いはんだ材料(例えば、前述のZn(1−x−y)AlxMyで表される合金(融点:382℃)など)を挟む。この積層した状態で、リフロー法等を利用して接合し、第一接合部500を形成する。接合温度は、適用するはんだ材料の融点よりも30℃〜60℃程度高い温度で行うことが好ましい。接合の際には、不活性ガス又は還元ガス雰囲気下で行なうが、上述のように、前記被覆層の表面に生成した酸化膜を還元するには、還元ガス雰囲気下で行なうことが好ましい。
形成された第一接合部500の層の厚さは、熱伝導及び熱応力の観点から5μm以上500μm以下であることが好ましく、10μm以上200μm以下であることがより好ましく、50μm以上150μm以下であることが更に好ましい。
【0114】
次に第二接合部600の接合を行なう。
第二接合部600による接合では、絶縁部30と放熱板40とが対向するように配置し、その間にBi含有はんだ箔9を挟み、この積層した状態で、リフロー法等を利用して接合し、パワー半導体モジュール10を得る。なお、絶縁部30は第一接合部500によって、先立ってパワー半導体素子20に接合されている。
【0115】
第一接合部500による接合と同様に、第二接合部600による接合においても、不活性ガス又は還元ガス雰囲気下で接合する。第二接合部600の接合温度は、第二接合部600のBi含有はんだ箔9の融点よりも30℃〜60℃程度高い温度で、かつ第一接合部500に用いたはんだ材料の融点よりも30℃以上低い温度で接合することが好ましい。
Bi含有はんだ箔9によって形成される第二接合部600の厚さは、熱伝導及び熱応力の観点から、5μm以上500μm以下であることが好ましく、10μm以上300μm以下であることがより好ましく、50μm以上150μm以下であることが更に好ましい。
【0116】
1回目の接合に用いるはんだ材料の融点は、2回目に用いるBi含有はんだ箔9の融点よりも高いので、2回目のはんだ付けの際に1回目にはんだ付けした部分が溶融して位置ずれを起こしたり傾斜したりといった不具合が生じない。
また、第一の実施形態では、大量の熱を発する半導体素子に近い側の第一接合部500には、より融点の高いはんだ材料を適用し、半導体素子から遠い側の第二接合部600には、第一接合部500に用いたはんだ材料よりも融点の低いBi含有はんだ箔9を適用するので、更に耐熱性に優れたパワー半導体モジュールとなる。
【0117】
[第二の実施形態のパワー半導体モジュール]
第一の実施形態のパワー半導体モジュールでは、第二接合部600にBi含有はんだ箔9を適用し、第一接合部500にはBi含有はんだ箔9よりも融点の高いはんだ材料を適用したが、第二の実施形態のパワー半導体モジュールでは、第一接合部500にBi含有はんだ箔9を適用し、第二接合部600にBi含有はんだ箔9よりも融点の高いはんだ材料を適用する。
第二の実施形態のパワー半導体モジュールでは、第二接合部600を先に接合し、第一接合部500を2回目に接合する。Bi含有はんだ箔9を用いる第一接合部500の被接合面、つまりパワー半導体素子20と絶縁部30の表面には、Cu層を設けることが好ましい。但し、絶縁部30の導電層34がCu層の場合には、絶縁部30の表面に更にCu層を設けなくともよい。その他については、第一の実施形態のパワー半導体モジュールと同様であるので、説明を省略する。
【0118】
[第三の実施形態のパワー半導体モジュール]
第三の実施形態のパワー半導体モジュールでは、第一接合部500にBi含有はんだ箔9を適用し、第二接合部600にBi含有はんだ箔9よりも融点の低いはんだ材料を適用する。但し、第二接合部600に適用するはんだ材料は、半導体素子からの発熱を考慮し、融点が200℃以上のものとする。
第三の実施形態のパワー半導体モジュールでは、Bi含有はんだ箔9によって第一接合部500を先に接合し、第二接合部600を2回目に接合する。Bi含有はんだ箔9を用いる第一接合部500の被接合面、つまりパワー半導体素子20と絶縁部30の表面には、Cu層を設けることが好ましい。但し、絶縁部30の導電層34がCu層の場合には、絶縁部30の表面に更にCu層を設けなくともよい。その他については、第一の実施形態のパワー半導体モジュールと同様であるので、説明を省略する。
【0119】
[第四の実施形態のパワー半導体モジュール]
Bi含有はんだ箔9に含まれる合金組成の種類や添加剤の種類、添加剤の添加量を変えることで、融点が大きく変わる場合には、第一接合部と第二接合部の両者に、Bi含有はんだ材料を適用することができる。
この場合においても、2回目の接合に用いるはんだ材料の融点は、1回目の接合に用いるはんだ材料の融点よりも30℃以上低いことが望ましく、且つパワー半導体からの発熱を考慮して200℃以上であることが望ましい。
また、パワー半導体素子20からの発熱を考慮し、より融点の高いはんだ材料を第一接合部に適用し、それよりも融点の低いはんだ材料を第二接合部に適用することが好ましい。
第四の実施形態のパワー半導体モジュールでは、第一接合部500と第二接合部600の被接合面に、Cu層を設けることが好ましい。但し、絶縁部30の導電層34、36がCu層の場合には、絶縁部30の表面に更にCu層を設けなくともよい。また、放熱板40がCu層44を備える場合には、放熱板40の表面に更にCu層を設けなくともよい。その他については、第一の実施形態のパワー半導体モジュールと同様であるので、説明を省略する。
【0120】
なお、第一から第四の実施形態のパワー半導体モジュールでは、Bi含有はんだ箔9で接合する被接合面の表面にはCu層を設けているが、必ずしも必要ではなく、設けなくともよい。
【実施例】
【0121】
以下では実施例により本発明を説明するが、本発明のBi含有はんだ箔の製造方法の一例について述べるものであり、本発明はこれらの実施例に限定されるものではない。
【0122】
[実施例1]
(純Bi粉末の作製)
純Biインゴットをハンマー等で砕き、その後、らいかい機によって粉砕し、純Bi粉末を調製した。得られた純Bi粉末の形状を電子顕微鏡で観察したところ、長辺150〜50μm、短辺80〜20μmのロッド形状であった。また、純Bi粉末の平均粒径を上述の方法で測定したところ、70μmであった。
【0123】
(CuAlMn合金粉末の作製)
Cu82質量%、Al9質量%、Mn9質量%をAr雰囲気下で高周波溶解炉によって溶解し、マルテンサイト相を有するCuAlMn合金インゴットを作製した。得られたインゴットをアルゴンガス雰囲気中で溶解し、噴射圧力5MPaのガスアトマイズ法により粉末化し、CuAlMn合金粉末を得た。このCuAlMn合金粉末を、250μm、150μm、53μm、20μmのふるい目のふるいにて分級し、53μm以上の粉末を除いた。
得られたCuAlMn合金粉末の平均粒径を上述の方法で測定したところ、平均粒径36μm、粒度分布幅をレーザー回折散乱方法で測定したところ、2.0であった。また、得られたCuAlMn合金粉末の形状を電子顕微鏡で観察したところ、形状は球形であった。
【0124】
分級したCuAlMn合金粉末は、滴下法を利用して、表面にNiをめっきした。
Niめっき層の膜厚を断面観察によって測定したところ、厚い箇所でも5μmであった。なお、10個のCuAlMn合金粉末を測定したときのNiめっき層の平均膜厚は、0.8μmであった。
【0125】
(粉末圧延)
準備した純Bi粉末100gと、NiめっきしたCuAlMn合金粉末10gを容器に投入し、充分攪拌した後、大野ロール製作所製粉末圧延機に図1のように粉末を充填した。圧延の条件は以下の通りである。
・温度:20℃
・ロール直径:15cm
・ロール間距離:240μm
・ロール回転速度:8rpm
【0126】
(Bi含有はんだ箔)
図6に、得られたBi含有はんだ箔の外観写真を示し、図7にその断面組織の電子顕微鏡写真を示す。得られたBi含有はんだ箔は、幅2cm、長さ10cm以上、厚さ250μmであった。なお、圧延条件を変更することで、より長いはんだ箔が作製できることを確認している。
図7に示す断面組織写真により、CuAlMn合金粉末がBi中に均一に分散していることが確認された。
【0127】
[実施例2]
パワー半導体素子と絶縁基板を、実施例1で作製したBi含有はんだ箔で接合し、図8に示す構成の評価試験体−1を作製した。
Si3N4のセラミックス板の両面に、厚さ150μmのCu層34、36をロウ付けによって貼り付け、Cu層34/Si3N4層32/Cu層36の積層体を作製した。
また、GaNを用いたパワー半導体素子20を準備し、その最表面にCu層22をスパッタリングで形成した。Cu層22の厚さを電子顕微鏡で確認したところ、約3μmであった。
【0128】
上記準備したパワー半導体素子20のCu層22と、絶縁部30のCu層34とが対向するように配置し、その間に実施例1で作製したBi含有はんだ箔を挟み込んだ状態で、位置決めをするためのカーボン治具にセットし、電気炉に入れた。
電気炉の炉心管には5体積%の水素ガスを含む窒素ガスを常時流入し、内部を還元性雰囲気とした。その状態で、室温から320℃まで30分かけて昇温させた後、5分間320℃の状態を保ち、その後、常温付近まで冷却してから取り出して、評価試験体−1を得た。
【0129】
<接合面の観察>
評価試験体−1は、始めに超音波探傷によって、接合面全体を非破壊で観察した後に、評価試験体−1を切断して断面を研磨し、その断面を電子顕微鏡により観察した。
その結果、評価試験体−1の接合面にはボイドが全く確認されず、緻密で均一な接合であることが分かった。
【0130】
[比較例1]
実施例1で作製した純Bi粉末100gと、NiめっきしたCuAlMn合金粉末10gをアルゴンガス雰囲気中で溶解し、鋳型に鋳込み、インゴットを作製した。表面を研磨後、1.0cm×1.0cm×1.0cmに切り出し、冷間圧延によって目的厚さ250μmまで圧延させることを試みた。しかし、厚さが0.8mmになったところで、試料にクラックが入り、シートを形成することができなかった。
【0131】
[実施例3]
実施例1と同様にして、純Biインゴットをハンマー等で、砕き、その後、らいかい機によって粉砕し、純Bi粒子を調製した。らいかい機の粉砕時間を半分にし、得られた純Bi粒子の形状を電子顕微鏡で観察したところ、長辺250〜150μm、短辺80〜20μmのロッド状であった。また、純Bi粒子の平均粒径を上述の方法で測定したところ、170μmであった。
【0132】
この純Bi粒子を用いて、実施例1と同様の方法で圧延したところ、Bi含有はんだ箔が得られた。このBi含有はんだ箔を断面組織写真にて観察したところ、CuAlMn合金粉末がBi中に均一に分散していることが確認された。
【0133】
[実施例4]
純Cuの板材をアルゴンガス雰囲気中で溶解し、噴射圧力5MPaのガスアトマイズ法により粉末化し、Cu粉末を得た。このCu粉末を、250μm、150μm、53μm、20μmのふるい目のふるいにて分級し、53μm以上の粉末を除いた。
得られたCu粉末の平均粒径を上述の方法で測定したところ、平均粒径25μm、粒度分布幅をレーザー回折散乱方法で測定したところ、1.8であった。また、得られたCu粉末の形状を電子顕微鏡で観察したところ、形状は球形であった。
【0134】
実施例1と同様にして、但しCuAlMn合金粉末を上記Cu粉末に代えて圧延を行なったところ、Bi含有はんだ箔を得ることができた。
得られたCu含有のBi含有はんだ箔を断面組織写真にて観察すると、Cu粉末がBi中に均一に分散していることが確認された。
【0135】
[実施例5]
実施例1と同様の方法で、但し、ロール回転速度を8rpmから15rpmに変え、ロール間距離を240μmから25μmに変えて、圧延を行なった。
得られたBi含有はんだ箔は、幅5cm以上長さ15cm以上、厚さ30μmであった、なお、圧延条件を変更することでより長いはんだ箔が作製できることを確認している。
【図面の簡単な説明】
【0136】
【図1】第一の実施形態のBi含有はんだ箔の製造方法に用いる製造装置(粉末圧延機)の模式図である。
【図2】第二の実施形態のBi含有はんだ箔の製造方法を説明する図である。
【図3】第一の実施形態の接合体の概略図である。
【図4】第二の実施形態の接合体の概略図である。
【図5】本実施形態のパワー半導体モジュール10の要部の断面模式図である。
【図6】実施例1で得られたBi含有はんだ箔の外観写真である。
【図7】実施例1で得られたBi含有はんだ箔の断面組織の電子顕微鏡写真である。
【図8】実施例2の評価試験体−1の構成概略図である。
【符号の説明】
【0137】
2 純Biはんだ箔
4 Bi粉末
6,7 圧延ロール
8 Bi系はんだ箔
9 Bi含有はんだ箔
10 パワー半導体モジュール
20 パワー半導体素子
22,38 銅(Cu)層
30 絶縁部
32 絶縁基板
34、36 導電層
40 放熱板
42 モリブデン(Mo)層
44、46 銅(Cu)層
101 第1部材
102 第2部材
111,112 銅(Cu)層
300、301 接合体
500 第一接合部
600 第二接合部
【特許請求の範囲】
【請求項1】
ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によりシート化することを特徴とするBi含有はんだ箔の製造方法。
【請求項2】
前記ビスマス(Bi)を含むはんだ材料の粉末が、Bi粉末を30質量%以上含有することを特徴とする請求項1に記載のBi含有はんだ箔の製造方法。
【請求項3】
前記Bi粉末の平均粒径が、5μm以上200μm以下であることを特徴とする請求項2に記載のBi含有はんだ箔の製造方法。
【請求項4】
前記Bi粉末における、各粉末粒子の長辺と短辺の比が、1.2以上3.0以下の範囲にあることを特徴とする請求項1〜請求項3のいずれか1項に記載のBi含有はんだ箔の製造方法。
【請求項5】
前記Bi粉末とCuAlMn合金粉末を混合し、粉末圧延法によりシート化することを特徴とする請求項1〜請求項4のいずれか1項に記載のBi含有はんだ箔の製造方法。
【請求項6】
前記Bi粉末とCu粉末を混合し、粉末圧延法によりシート化することを特徴とする請求項1〜請求項4のいずれか1項に記載のBi含有はんだ箔の製造方法。
【請求項7】
前記粉末圧延法による圧延が、−20℃以上269℃以下で行なわれることを特徴とする請求項1〜請求項6のいずれか1項に記載のBi含有はんだ箔の製造方法。
【請求項8】
ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によってシート化してなることを特徴とするBi含有はんだ箔。
【請求項9】
平均厚さが30μm以上250μm以下であることを特徴とする請求項8に記載のBi含有はんだ箔。
【請求項10】
第1部材と第2部材とを有し、
前記第1部材と第2部材の間が、請求項8又は請求項9に記載のBi含有はんだ箔で接合されてなることを特徴とする接合体。
【請求項11】
パワー半導体素子と、絶縁基板と、放熱板と、を有し、
前記パワー半導体素子と前記絶縁基板との間の第一接合部、及び前記絶縁基板と前記放熱板との間の第二接合部の少なくとも一方が、請求項8又は請求項9に記載のBi含有はんだ箔で接合されてなることを特徴とするパワー半導体モジュール。
【請求項12】
前記パワー半導体素子が、GaN又はSiCで形成されてなることを特徴とする請求項11に記載のパワー半導体モジュール。
【請求項13】
前記絶縁基板がSi3N4層であり、Si3N4層の両表面に銅(Cu)で形成される導電層を備えることを特徴とする請求項11又は請求項12に記載のパワー半導体モジュール。
【請求項14】
前記放熱板が、モリブデン(Mo)層の両面に銅(Cu)層を有するCu層/Mo層/Cu層の積層体であることを特徴とする請求項11〜請求項13のいずれか1項に記載のパワー半導体モジュール。
【請求項15】
前記放熱板におけるCu層/Mo層/Cu層の厚さの比率が、1/5/1〜1/12/1であることを特徴とする請求項14に記載のパワー半導体モジュール。
【請求項1】
ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によりシート化することを特徴とするBi含有はんだ箔の製造方法。
【請求項2】
前記ビスマス(Bi)を含むはんだ材料の粉末が、Bi粉末を30質量%以上含有することを特徴とする請求項1に記載のBi含有はんだ箔の製造方法。
【請求項3】
前記Bi粉末の平均粒径が、5μm以上200μm以下であることを特徴とする請求項2に記載のBi含有はんだ箔の製造方法。
【請求項4】
前記Bi粉末における、各粉末粒子の長辺と短辺の比が、1.2以上3.0以下の範囲にあることを特徴とする請求項1〜請求項3のいずれか1項に記載のBi含有はんだ箔の製造方法。
【請求項5】
前記Bi粉末とCuAlMn合金粉末を混合し、粉末圧延法によりシート化することを特徴とする請求項1〜請求項4のいずれか1項に記載のBi含有はんだ箔の製造方法。
【請求項6】
前記Bi粉末とCu粉末を混合し、粉末圧延法によりシート化することを特徴とする請求項1〜請求項4のいずれか1項に記載のBi含有はんだ箔の製造方法。
【請求項7】
前記粉末圧延法による圧延が、−20℃以上269℃以下で行なわれることを特徴とする請求項1〜請求項6のいずれか1項に記載のBi含有はんだ箔の製造方法。
【請求項8】
ビスマス(Bi)を含むはんだ材料の粉末を粉末圧延法によってシート化してなることを特徴とするBi含有はんだ箔。
【請求項9】
平均厚さが30μm以上250μm以下であることを特徴とする請求項8に記載のBi含有はんだ箔。
【請求項10】
第1部材と第2部材とを有し、
前記第1部材と第2部材の間が、請求項8又は請求項9に記載のBi含有はんだ箔で接合されてなることを特徴とする接合体。
【請求項11】
パワー半導体素子と、絶縁基板と、放熱板と、を有し、
前記パワー半導体素子と前記絶縁基板との間の第一接合部、及び前記絶縁基板と前記放熱板との間の第二接合部の少なくとも一方が、請求項8又は請求項9に記載のBi含有はんだ箔で接合されてなることを特徴とするパワー半導体モジュール。
【請求項12】
前記パワー半導体素子が、GaN又はSiCで形成されてなることを特徴とする請求項11に記載のパワー半導体モジュール。
【請求項13】
前記絶縁基板がSi3N4層であり、Si3N4層の両表面に銅(Cu)で形成される導電層を備えることを特徴とする請求項11又は請求項12に記載のパワー半導体モジュール。
【請求項14】
前記放熱板が、モリブデン(Mo)層の両面に銅(Cu)層を有するCu層/Mo層/Cu層の積層体であることを特徴とする請求項11〜請求項13のいずれか1項に記載のパワー半導体モジュール。
【請求項15】
前記放熱板におけるCu層/Mo層/Cu層の厚さの比率が、1/5/1〜1/12/1であることを特徴とする請求項14に記載のパワー半導体モジュール。
【図1】


【図2】
【図3】
【図4】
【図5】
【図8】
【図6】

【図7】
【図2】
【図3】
【図4】
【図5】
【図8】
【図6】
【図7】
【公開番号】特開2010−131618(P2010−131618A)
【公開日】平成22年6月17日(2010.6.17)
【国際特許分類】
【出願番号】特願2008−308653(P2008−308653)
【出願日】平成20年12月3日(2008.12.3)
【出願人】(000003609)株式会社豊田中央研究所 (4,200)
【出願人】(504157024)国立大学法人東北大学 (2,297)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成22年6月17日(2010.6.17)
【国際特許分類】
【出願日】平成20年12月3日(2008.12.3)
【出願人】(000003609)株式会社豊田中央研究所 (4,200)
【出願人】(504157024)国立大学法人東北大学 (2,297)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]