
CFRPパネルの組立構造およびその製造方法
【課題】品質の向上および成形時間の短縮を図ることができるCFRPパネルの組立構造およびその製造方法を提供する。
【解決手段】CFRPパネルの組立構造(L字状組立構造)10は、一対のCFRPパネル1、2をL字状に当接させ、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。そして、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
【解決手段】CFRPパネルの組立構造(L字状組立構造)10は、一対のCFRPパネル1、2をL字状に当接させ、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。そして、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、一対の炭素繊維強化プラスチック(以下CFRPという)パネルを相互に接合して舟艇、建築パネル、プラント機器類を製造する場合の、組立構造およびその製造方法に関する。
【背景技術】
【0002】
CFRPパネルを用いた成形は、繊維強化材である炭素繊維布が黒色で、不透明なためにFRP成形する際に樹脂含浸状況が表面しか観察できず、炭素繊維布の下側に残った空気層や空気泡等が存在し、樹脂が繊維の隅々まで行き渡った状態であるウエットアウトが目視確認できず、手積み成形では信頼性が低下する。
このためCFRPで構造物を成形する場合は、布に樹脂を含浸させて半硬化状態としたプリプレグを用いるオートクレーブ成形やドライな布を積層した状態でフィルムパッキングし、フイルム周囲をシールした後、内部を真空状態に近づけて樹脂を送り込む真空補助樹脂含浸成形(以下「VARTM成形」と称す)が採用されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−340947号公報(第6−7頁、図4)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された発明では、CFRPパネルを組み立てて構造物を製造する際に継手のCFRPオーバーレイを手積み成形しようとすると、ボイドの残りや樹脂のウエットアウト未完などの欠陥が確認できないため、品質の信頼性が低下するという問題があった。
また、継手のCFRPオーバーレイをVARTM成形しようとすると、粘着性のないドライ布を継手部に配置するのが困難であるため、真空シール部を形成するための樹脂塗りや、別の継手を形成するまでの手持ち状態が発生して、成形時間がかかる等の問題があった。
【0005】
本発明は前記問題を解決するものであって、品質の向上および成形時間の短縮を図ることができるCFRPパネルの組立構造およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
(1)本発明に係るCFRPパネルの組立構造は、一対のCFRP(カーボン繊維強化プラスチック)パネルをL字状またはV字状に当接させて形成される隅部において、前記一対のCFRPパネルの隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置し、且つ、前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合し、前記L字状パネルの角部を包みこむように、前記一対のCFRPパネルの双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合してなる。
【0007】
(2)また、一対のCFRP(カーボン繊維強化プラスチック)パネルをT字状またはト字状に当接させて形成される一対の隅部において、前記一対のCFRPパネルが形成する隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置し、且つ、前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合してなる。
【0008】
(3)本発明に係るCFRPパネルの組立構造の製造方法は、一対のCFRP(カーボン繊維強化プラスチック)パネルをL字状またはV字状に当接させて隅部を形成する工程と、
前記一対のCFRPパネルの隅部に当接させて断面略三角形状のコーナー心材を、当該隅部に配置する工程と、
前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合する工程と、
前記一対のCFRPパネルの角部を包みこむように、前記一対のCFRPパネルの双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布を手積み成形する工程と、該工程によって一体接合する工程と、からなる。
【0009】
(4)また、一対のCFRP(カーボン繊維強化プラスチック)パネルをT字状またはト字状に当接させて一対の隅部を形成する工程と、
前記一対のCFRPパネルの隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置する工程と、
前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合する工程と、からなる。
【発明の効果】
【0010】
本発明は、継手部(隅部または角部)にGFRPの手積み成形を適用することにより、透明性が確保されCFRPの手積み成形で懸念される樹脂の未含浸状態や目視不能によるボイド残りなどの欠陥を防止することができる。
手積み成形採用の結果、VARTM成形に比べて継手製作期間が短縮するとともに手待ちの発生が回避でき、継手製作工数の大幅な低減が可能となる。
また、GFRPを厚さを増すことによって、CFRPと同等の強度を得ることができるから、CFRPと比べて強度が低下するのではないかという懸念を払拭することができる。なお、前記厚さの増加量は少しである。
【図面の簡単な説明】
【0011】
【図1】本発明の実施の形態1に係るCFRPパネルの組立構造を説明する断面図。
【図2】本発明の実施の形態2に係るCFRPパネルの組立方法を説明するフローチャート。
【図3】本発明の実施の形態3に係るCFRPパネルの組立構造を説明する断面図。
【図4】本発明の実施の形態4に係るCFRPパネルの組立方法を説明するフローチャート。
【発明を実施するための形態】
【0012】
[実施の形態1]
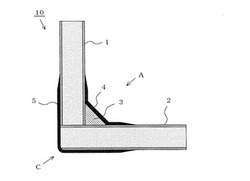
図1は本発明の実施の形態1に係るCFRPパネルの組立構造を説明する断面図である。図1において、CFRPパネルの組立構造(以下「L字状組立構造」と称す)10は、表面にVARTM成形処理された一対のカーボン繊維強化プラスチックパネル(以下「CFRPパネル」と称す)1、2を、L字状に配置して接合して、組立てた構造物である。
L字状組立構造10は、縦方向と横方向に配置された一対のCFRPパネル1、2をL字状に当接させる。そして、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。さらに、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
なお、以上は、L字状組立構造材10について説明したが、CFRPパネル1、2を、V字状に配置したもの(直角に交わらない、「V型組立構造」)であってもよい。
【0013】
[実施の形態2]
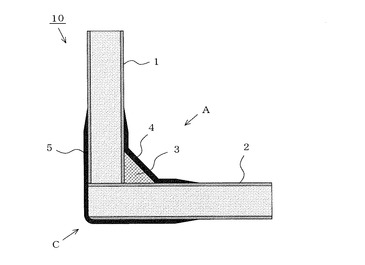
図2は本発明の実施の形態2に係るCFRPパネルの組立方法を説明するフローチャートである。図2において、CFRPパネルの組立方法は、L字状組立構造10を組み立てる組立方法である。
すなわち、一対のCFRPパネル1、2をL字状に当接する工程(S1)と、
一対のCFRPパネル1、2によって形成された隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する工程(S2)と、
一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する工程(S3)と、
一対のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を手積み成形する工程(S4)と、を有する。
【0014】
したがって、継手部(隅部Aおよび角部C)に、透明性を有するGFRP布4、5を手積み成形するから、仮に、樹脂の未含浸状態やボイド残りなどの欠陥が生じても、これを視認することができる。よって、欠陥の発生を抑えた作業を実施することができる。
また、手積み成形を採用した結果、VARTM成形に比べて継手製作期間が短縮するとともに手待ちの発生が回避でき、継手製作工数の大幅な低減が可能となる。
また、GFRPを厚さを増すことによって、CFRPと同等の強度を得ることができる。このとき、前記厚さの増加量は少しである。また、樹脂はCFRPで接合する場合と同等の樹脂を使用することができる。
【0015】
[実施の形態3]
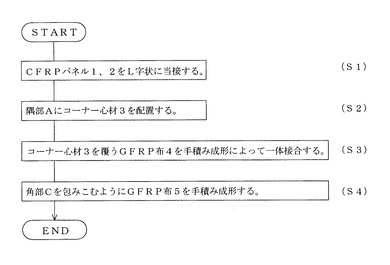
図3は本発明の実施の形態3に係るCFRPパネルの組立構造を説明する断面図である。図3において、CFRPパネルの組立構造(以下「T字状組立構造」と称す)30は、一対のCFRP(カーボン繊維強化プラスチック)パネル1、2をT字状に配置して接合したものである。
すなわち、T字状構造材30は、一対のCFRPパネル1、2をT字状に当接させ、このとき形成される一対の隅部Aおよび隅部Bに当接する断面略三角形状のコーナー心材3a、3bを、それぞれ隅部Aおよび隅部Bに配置している。そして、隅部Aにおいて、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3aとを覆うGFRP(ガラス繊維強化プラスチック)布4aを手積み成形によって一体接合している。また、同様に、隅部Bにおいて、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3bとを覆うGFRP(ガラス繊維強化プラスチック)布4bを手積み成形によって一体接合している。
なお、T字状組立構造30は、船穀構造における外板に隔壁縦通骨材または横桁材が接着された構造として適用される。また、一対のCFRPパネル1、2が直角に当接したT字状組立構造10について説明したが、CFRPパネル1、2を、ト字状に配置したもの(直角に交わらない、「ト型組立構造」)であってもよい。
【0016】
[実施の形態4]
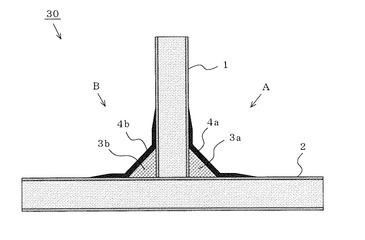
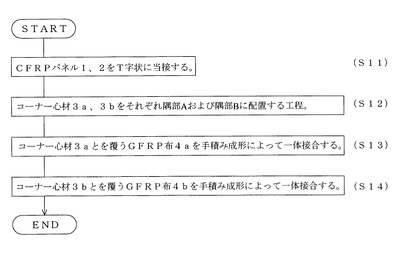
図4は本発明の実施の形態4に係るCFRPパネルの組立方法を説明するフローチャートである。図4において、CFRPパネルの組立方法は、T字状組立構造10を組み立てる組立方法である。
すなわち、一対のCFRPパネル1、2をT字状に当接する工程(S11)と、
一対のCFRPパネル1、2によって形成される隅部Aおよび隅部Bに当接する断面略三角形状のコーナー心材3a、3bを、それぞれ隅部Aおよび隅部Bに配置する工程(S12)と、
隅部Aにおいて、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3aとを覆うGFRP(ガラス繊維強化プラスチック)布4aを手積み成形によって一体接合する工程(S13)と、
隅部Bにおいて、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3bとを覆うGFRP(ガラス繊維強化プラスチック)布4bを手積み成形によって一体接合する工程(S14)と、を有する。
【0017】
したがって、継手部(隅部Aおよび隅部B)にGFRPの手積み成形を適用することにより、実施の形態2と同様に、欠陥を防止することや、継手製作工数の大幅な低減が可能となる。
【産業上の利用可能性】
【0018】
本発明はFRP製で形成される構造物、すなわち船舶、建築パネルまたはプラント機器等の各種構造物に広く適用できるものである。
【符号の説明】
【0019】
1 CFRPパネル(L字状組立構造)
2 CFRPパネル(L字状組立構造)
3 コーナー心材(L字状組立構造)
3a コーナー心材(T字状組立構造)
3b コーナー心材(T字状組立構造)
4 GFRP布(L字状組立構造)
4a GFRP布(T字状組立構造)
4b GFRP布(T字状組立構造)
5 GFRP布(L字状組立構造)
10 CFRPパネルの組立構造(L字状組立構造)
30 CFRPパネルの組立構造(T字状組立構造)
A 隅部
B 隅部
C 角部
【技術分野】
【0001】
本発明は、一対の炭素繊維強化プラスチック(以下CFRPという)パネルを相互に接合して舟艇、建築パネル、プラント機器類を製造する場合の、組立構造およびその製造方法に関する。
【背景技術】
【0002】
CFRPパネルを用いた成形は、繊維強化材である炭素繊維布が黒色で、不透明なためにFRP成形する際に樹脂含浸状況が表面しか観察できず、炭素繊維布の下側に残った空気層や空気泡等が存在し、樹脂が繊維の隅々まで行き渡った状態であるウエットアウトが目視確認できず、手積み成形では信頼性が低下する。
このためCFRPで構造物を成形する場合は、布に樹脂を含浸させて半硬化状態としたプリプレグを用いるオートクレーブ成形やドライな布を積層した状態でフィルムパッキングし、フイルム周囲をシールした後、内部を真空状態に近づけて樹脂を送り込む真空補助樹脂含浸成形(以下「VARTM成形」と称す)が採用されている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2003−340947号公報(第6−7頁、図4)
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかしながら、特許文献1に開示された発明では、CFRPパネルを組み立てて構造物を製造する際に継手のCFRPオーバーレイを手積み成形しようとすると、ボイドの残りや樹脂のウエットアウト未完などの欠陥が確認できないため、品質の信頼性が低下するという問題があった。
また、継手のCFRPオーバーレイをVARTM成形しようとすると、粘着性のないドライ布を継手部に配置するのが困難であるため、真空シール部を形成するための樹脂塗りや、別の継手を形成するまでの手持ち状態が発生して、成形時間がかかる等の問題があった。
【0005】
本発明は前記問題を解決するものであって、品質の向上および成形時間の短縮を図ることができるCFRPパネルの組立構造およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
(1)本発明に係るCFRPパネルの組立構造は、一対のCFRP(カーボン繊維強化プラスチック)パネルをL字状またはV字状に当接させて形成される隅部において、前記一対のCFRPパネルの隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置し、且つ、前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合し、前記L字状パネルの角部を包みこむように、前記一対のCFRPパネルの双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合してなる。
【0007】
(2)また、一対のCFRP(カーボン繊維強化プラスチック)パネルをT字状またはト字状に当接させて形成される一対の隅部において、前記一対のCFRPパネルが形成する隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置し、且つ、前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合してなる。
【0008】
(3)本発明に係るCFRPパネルの組立構造の製造方法は、一対のCFRP(カーボン繊維強化プラスチック)パネルをL字状またはV字状に当接させて隅部を形成する工程と、
前記一対のCFRPパネルの隅部に当接させて断面略三角形状のコーナー心材を、当該隅部に配置する工程と、
前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合する工程と、
前記一対のCFRPパネルの角部を包みこむように、前記一対のCFRPパネルの双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布を手積み成形する工程と、該工程によって一体接合する工程と、からなる。
【0009】
(4)また、一対のCFRP(カーボン繊維強化プラスチック)パネルをT字状またはト字状に当接させて一対の隅部を形成する工程と、
前記一対のCFRPパネルの隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置する工程と、
前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合する工程と、からなる。
【発明の効果】
【0010】
本発明は、継手部(隅部または角部)にGFRPの手積み成形を適用することにより、透明性が確保されCFRPの手積み成形で懸念される樹脂の未含浸状態や目視不能によるボイド残りなどの欠陥を防止することができる。
手積み成形採用の結果、VARTM成形に比べて継手製作期間が短縮するとともに手待ちの発生が回避でき、継手製作工数の大幅な低減が可能となる。
また、GFRPを厚さを増すことによって、CFRPと同等の強度を得ることができるから、CFRPと比べて強度が低下するのではないかという懸念を払拭することができる。なお、前記厚さの増加量は少しである。
【図面の簡単な説明】
【0011】
【図1】本発明の実施の形態1に係るCFRPパネルの組立構造を説明する断面図。
【図2】本発明の実施の形態2に係るCFRPパネルの組立方法を説明するフローチャート。
【図3】本発明の実施の形態3に係るCFRPパネルの組立構造を説明する断面図。
【図4】本発明の実施の形態4に係るCFRPパネルの組立方法を説明するフローチャート。
【発明を実施するための形態】
【0012】
[実施の形態1]
図1は本発明の実施の形態1に係るCFRPパネルの組立構造を説明する断面図である。図1において、CFRPパネルの組立構造(以下「L字状組立構造」と称す)10は、表面にVARTM成形処理された一対のカーボン繊維強化プラスチックパネル(以下「CFRPパネル」と称す)1、2を、L字状に配置して接合して、組立てた構造物である。
L字状組立構造10は、縦方向と横方向に配置された一対のCFRPパネル1、2をL字状に当接させる。そして、一対のCFRPパネル1、2の隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する。さらに、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する。また、L字状のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を、手積み成形によって一体接合してなる。
なお、以上は、L字状組立構造材10について説明したが、CFRPパネル1、2を、V字状に配置したもの(直角に交わらない、「V型組立構造」)であってもよい。
【0013】
[実施の形態2]
図2は本発明の実施の形態2に係るCFRPパネルの組立方法を説明するフローチャートである。図2において、CFRPパネルの組立方法は、L字状組立構造10を組み立てる組立方法である。
すなわち、一対のCFRPパネル1、2をL字状に当接する工程(S1)と、
一対のCFRPパネル1、2によって形成された隅部Aに当接する断面略三角形状のコーナー心材3を、隅部Aに配置する工程(S2)と、
一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3とを覆うGFRP(ガラス繊維強化プラスチック)布4を、手積み成形によって一体接合する工程(S3)と、
一対のCFRPパネル1、2の角部Cを包みこむように、一対のCFRPパネル1、2の双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布5を手積み成形する工程(S4)と、を有する。
【0014】
したがって、継手部(隅部Aおよび角部C)に、透明性を有するGFRP布4、5を手積み成形するから、仮に、樹脂の未含浸状態やボイド残りなどの欠陥が生じても、これを視認することができる。よって、欠陥の発生を抑えた作業を実施することができる。
また、手積み成形を採用した結果、VARTM成形に比べて継手製作期間が短縮するとともに手待ちの発生が回避でき、継手製作工数の大幅な低減が可能となる。
また、GFRPを厚さを増すことによって、CFRPと同等の強度を得ることができる。このとき、前記厚さの増加量は少しである。また、樹脂はCFRPで接合する場合と同等の樹脂を使用することができる。
【0015】
[実施の形態3]
図3は本発明の実施の形態3に係るCFRPパネルの組立構造を説明する断面図である。図3において、CFRPパネルの組立構造(以下「T字状組立構造」と称す)30は、一対のCFRP(カーボン繊維強化プラスチック)パネル1、2をT字状に配置して接合したものである。
すなわち、T字状構造材30は、一対のCFRPパネル1、2をT字状に当接させ、このとき形成される一対の隅部Aおよび隅部Bに当接する断面略三角形状のコーナー心材3a、3bを、それぞれ隅部Aおよび隅部Bに配置している。そして、隅部Aにおいて、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3aとを覆うGFRP(ガラス繊維強化プラスチック)布4aを手積み成形によって一体接合している。また、同様に、隅部Bにおいて、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3bとを覆うGFRP(ガラス繊維強化プラスチック)布4bを手積み成形によって一体接合している。
なお、T字状組立構造30は、船穀構造における外板に隔壁縦通骨材または横桁材が接着された構造として適用される。また、一対のCFRPパネル1、2が直角に当接したT字状組立構造10について説明したが、CFRPパネル1、2を、ト字状に配置したもの(直角に交わらない、「ト型組立構造」)であってもよい。
【0016】
[実施の形態4]
図4は本発明の実施の形態4に係るCFRPパネルの組立方法を説明するフローチャートである。図4において、CFRPパネルの組立方法は、T字状組立構造10を組み立てる組立方法である。
すなわち、一対のCFRPパネル1、2をT字状に当接する工程(S11)と、
一対のCFRPパネル1、2によって形成される隅部Aおよび隅部Bに当接する断面略三角形状のコーナー心材3a、3bを、それぞれ隅部Aおよび隅部Bに配置する工程(S12)と、
隅部Aにおいて、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3aとを覆うGFRP(ガラス繊維強化プラスチック)布4aを手積み成形によって一体接合する工程(S13)と、
隅部Bにおいて、一対のCFRPパネル1、2の双方の所定範囲とコーナー心材3bとを覆うGFRP(ガラス繊維強化プラスチック)布4bを手積み成形によって一体接合する工程(S14)と、を有する。
【0017】
したがって、継手部(隅部Aおよび隅部B)にGFRPの手積み成形を適用することにより、実施の形態2と同様に、欠陥を防止することや、継手製作工数の大幅な低減が可能となる。
【産業上の利用可能性】
【0018】
本発明はFRP製で形成される構造物、すなわち船舶、建築パネルまたはプラント機器等の各種構造物に広く適用できるものである。
【符号の説明】
【0019】
1 CFRPパネル(L字状組立構造)
2 CFRPパネル(L字状組立構造)
3 コーナー心材(L字状組立構造)
3a コーナー心材(T字状組立構造)
3b コーナー心材(T字状組立構造)
4 GFRP布(L字状組立構造)
4a GFRP布(T字状組立構造)
4b GFRP布(T字状組立構造)
5 GFRP布(L字状組立構造)
10 CFRPパネルの組立構造(L字状組立構造)
30 CFRPパネルの組立構造(T字状組立構造)
A 隅部
B 隅部
C 角部
【特許請求の範囲】
【請求項1】
一対のCFRP(カーボン繊維強化プラスチック)パネルをL字状またはV字状に当接させて形成される隅部において、前記一対のCFRPパネルの隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置し、且つ、前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合し、前記L字状パネルの角部を包みこむように、前記一対のCFRPパネルの双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合してなるCFRPパネルの組立構造。
【請求項2】
一対のCFRP(カーボン繊維強化プラスチック)パネルをT字状またはト字状に当接させて形成される一対の隅部において、前記一対のCFRPパネルが形成する隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置し、且つ、前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合してなるCFRPパネルの組立構造。
【請求項3】
一対のCFRP(カーボン繊維強化プラスチック)パネルをL字状またはV字状に当接させて隅部を形成する工程と、
前記一対のCFRPパネルの隅部に当接させて断面略三角形状のコーナー心材を、当該隅部に配置する工程と、
前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合する工程と、
前記一対のCFRPパネルの角部を包みこむように、前記一対のCFRPパネルの双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布を手積み成形する工程と、該工程によって一体接合する工程と、
からなるCFRPパネルの組立構造の製造方法。
【請求項4】
一対のCFRP(カーボン繊維強化プラスチック)パネルをT字状またはト字状に当接させて一対の隅部を形成する工程と、
前記一対のCFRPパネルの隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置する工程と、
前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合する工程と、
からなるCFRPパネルの組立構造の製造方法。
【請求項1】
一対のCFRP(カーボン繊維強化プラスチック)パネルをL字状またはV字状に当接させて形成される隅部において、前記一対のCFRPパネルの隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置し、且つ、前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合し、前記L字状パネルの角部を包みこむように、前記一対のCFRPパネルの双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合してなるCFRPパネルの組立構造。
【請求項2】
一対のCFRP(カーボン繊維強化プラスチック)パネルをT字状またはト字状に当接させて形成される一対の隅部において、前記一対のCFRPパネルが形成する隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置し、且つ、前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合してなるCFRPパネルの組立構造。
【請求項3】
一対のCFRP(カーボン繊維強化プラスチック)パネルをL字状またはV字状に当接させて隅部を形成する工程と、
前記一対のCFRPパネルの隅部に当接させて断面略三角形状のコーナー心材を、当該隅部に配置する工程と、
前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合する工程と、
前記一対のCFRPパネルの角部を包みこむように、前記一対のCFRPパネルの双方の所定範囲を覆うGFRP(ガラス繊維強化プラスチック)布を手積み成形する工程と、該工程によって一体接合する工程と、
からなるCFRPパネルの組立構造の製造方法。
【請求項4】
一対のCFRP(カーボン繊維強化プラスチック)パネルをT字状またはト字状に当接させて一対の隅部を形成する工程と、
前記一対のCFRPパネルの隅部に当接する断面略三角形状のコーナー心材を、当該隅部に配置する工程と、
前記一対のCFRPパネルの双方の所定範囲と前記コーナー心材とを覆うGFRP(ガラス繊維強化プラスチック)布を、手積み成形によって一体接合する工程と、
からなるCFRPパネルの組立構造の製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2010−208177(P2010−208177A)
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願番号】特願2009−57536(P2009−57536)
【出願日】平成21年3月11日(2009.3.11)
【出願人】(502116922)ユニバーサル造船株式会社 (172)
【Fターム(参考)】
【公開日】平成22年9月24日(2010.9.24)
【国際特許分類】
【出願日】平成21年3月11日(2009.3.11)
【出願人】(502116922)ユニバーサル造船株式会社 (172)
【Fターム(参考)】
[ Back to top ]