
CFRTP材の融着方法
【課題】融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供する。
【解決手段】本発明のCFRTP材の融着方法は、炭素繊維で強化した熱可塑性樹脂であるCFRTP材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、CFRTP材の接合部と他部材の接合部とを接合させた状態で、CFRTP材及び他部材への電圧印加と、少なくともCFRTP材の接合部の他部材の接合部への加圧とを実施して、CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、電圧印加を停止し、CFRTP材の接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
【解決手段】本発明のCFRTP材の融着方法は、炭素繊維で強化した熱可塑性樹脂であるCFRTP材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、CFRTP材の接合部と他部材の接合部とを接合させた状態で、CFRTP材及び他部材への電圧印加と、少なくともCFRTP材の接合部の他部材の接合部への加圧とを実施して、CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、電圧印加を停止し、CFRTP材の接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、炭素繊維で強化した熱可塑性樹脂であるCFRTP材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法に関するものである。
【背景技術】
【0002】
近年、炭素繊維で強化した熱可塑性樹脂であるCFRTP(Carbon Fiber Reinforced Thermoplastics)が、炭素繊維で強化した熱硬化性樹脂であるCFRP(Carbon Fiber Reinforced Plastics)に対して、靭性、成形性、リサイクル性、及び補修性などの点で優れていることから注目されている。CFRTPは、航空分野及び自動車分野等への利用が期待されている。
【0003】
CFRTPを構造材料として使用する際、二次加工として融着接合が行われる場合がある。これは熱可塑性樹脂が加熱することにより溶融する特徴を利用した接合である。
従来、一般的な熱可塑性樹脂の融着方法として、抵抗融着、超音波融着、及び誘導融着などがある。そこで、近年、熱可塑性樹脂で一般的なこれらの融着方法をCFRTPの融着に適用することが検討されている。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】D.Stavrov, H.E.N. Bersee, "Resistance welding of thermoplastic composites-an overview", composites: PartA 36 (2005),p.39-54.
【非特許文献2】F.Balle, G.Wagner, D.Eifler, "Ultrasonic spot welding of aluminum sheet / carbon fiber reinforced polymer - joints", Mat.-wiss.u. Werkstofftech. 2007, 38, No.11, p.934-938
【発明の概要】
【発明が解決しようとする課題】
【0005】
一般に、複数の熱可塑性樹脂材の融着においては、熱可塑性樹脂が溶融しやすいため、接合面及びその近傍のみを部分的に溶融させる工夫が必要である。
【0006】
抵抗融着は、複数の被着体の接合部間に加熱体を設置して外部から加圧し、この状態で加熱体を通電加熱することにより、加熱体に接合している樹脂を部分的に溶融させて、融着を行う方法である。
しかしながら、抵抗融着では、融着完了後も加熱体が複数の被着体間にそのまま残留してしまう。このため、加熱体が使い捨てとなり、融着ごとに新しく加熱体を用意しなければならず、高コストである。また、内部に加熱体が残っていると、接合界面に力がかかった際に応力集中を引き起こしやすくなる。
【0007】
超音波融着は、複数の被着体の接合部に対して外部から加圧しながら超音波を印加し、複数の被着体の接合面及びその近傍で発生する熱によりその近傍の樹脂を部分的に溶融させて、融着を行う方法である。
しかしながら、超音波融着では、超音波振動を与える部分のサイズに制限があり、現在は小さなサイズのスポット融着に限られている。
【0008】
誘導融着は、複数の被着体の接合部に対して外部から加圧しながら誘導コイルを近接させることにより、誘導コイルによって発生した磁場によって発生した渦電流による発熱によりその近傍の樹脂を部分的に溶融させて、融着を行う方法である。CFRTPの場合には、導電性材料である炭素繊維が含まれているので、磁性材を用いなくても誘導融着を実施することができる。
しかしながら、誘導融着では、誘導コイル付近でしか発熱が生じないため、超音波融着と同様、接合部のサイズに制限がある。接合面積が大きい場合には、誘導コイルを複数の被着体の接合部に沿って動かす必要があり、操作が煩雑となる。また、誘導コイルは複数の被着体からある程度離間させる必要があるので、接合面及びその近傍の温度制御が難しく、加圧もしづらい。
【0009】
2005年に、非特許文献1において、CFRTP材に抵抗融着を適用した研究が報告されている。2007年に、非特許文献2において、CFRTP材に超音波融着を適用した研究が報告されている。このように、CFRTP材の融着に関する研究自体、まだ始まったばかりである。
【0010】
本発明は上記事情に鑑みてなされたものであり、融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供することを目的とするものである。
【課題を解決するための手段】
【0011】
本発明のCFRTP材の融着方法は、
炭素繊維で強化した熱可塑性樹脂であるCFRTP(Carbon Fiber Reinforced Thermoplastics)材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、
前記CFRTP材の接合部と前記他部材の接合部とを接合させた状態で、前記CFRTP材及び前記他部材への電圧印加と、少なくとも前記CFRTP材の前記接合部の前記他部材の前記接合部への加圧とを実施して、前記CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、
前記電圧印加を停止し、前記CFRTP材の前記接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
【発明の効果】
【0012】
本発明によれば、融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の方法の概略説明図である。
【図2】本発明の方法の一例を示す側面図である。
【図3】本発明の方法の他例を示す側面図である。
【図4】予備実験の方法を示す側面図である。
【図5】予備実験の方法と結果を示す図である。
【図6】実施例1の温度測定結果を示す図である。
【図7】実施例1の温度測定結果を示す図である。
【図8】引張せん断強さの試験方法を示す写真である。
【図9】実施例1の引張せん断強さ試験後のサンプル表面写真である。
【図10】実施例1の引張せん断強さ試験の結果を示すグラフである。
【図11】実施例2の温度測定結果を示す図である。
【図12】実施例2の引張せん断強さ試験後のサンプル表面写真である。
【図13】実施例2の引張せん断強さ試験の結果を示すグラフである。
【図14】実施例2の引張せん断強さ試験の結果を示すグラフである。
【発明を実施するための形態】
【0014】
以下、本発明について詳細に説明する。
本発明者は、一般的な熱可塑性樹脂と異なり、CFRTP材では導電性材料である炭素繊維を含むため、通電による加熱が可能であることに着目した。
金属では、加圧しながら通電するスポット溶接がある。金属のスポット溶接では通常、数〜5mmφ程度の電極を兼ねた一対の加圧部材で加圧しながら、数十〜数kV程度、通常数百〜数kV程度の大きな電圧をかけて、溶接が行われる。
金属ではまた、被着体の溶接箇所にプロジェクションと呼ばれる突起部を設け、この突起部に電流を集中して流し、加熱加圧接合するプロジェクション溶接もある。
しかしながら、金属に比較して導電率が相対的に低いCFRTP材の融着にスポット溶接をそのまま適用したとしても、接合面及びその近傍部分のみだけでなく、CFRTP材と電極との接触面及びその近傍など、CFRTP材が広範囲に溶融して、元のCFRTP材の形状を保つことが難しい。そのため、金属で公知の方法をCFRTP材の融着にそのまま適用することは難しい。また、金属のスポット溶接及びプロジェクション溶接はいずれも、局所的に高電流を流すことで溶接を行うもので、一度で処理できる接合面積に制限がある。
本発明者はCFRTP材の特性に合わせて融着条件を種々検討し、接合面積に制限なく、電圧印加及び加圧によるCFRTP材の融着に成功した。
【0015】
本発明のCFRTP材の融着方法は、
炭素繊維で強化した熱可塑性樹脂であるCFRTP(Carbon Fiber Reinforced Thermoplastics)材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、
CFRTP材の接合部と他部材の接合部とを接合させた状態で、CFRTP材及び他部材への電圧印加と、少なくともCFRTP材の接合部の他部材の接合部への加圧とを実施して、CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、
電圧印加を停止し、CFRTP材の接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
【0016】
CFRTP材は、用いられる樹脂の種類、炭素繊維含有量、及び炭素繊維含有形態等によって、種々の種類が存在する。
本明細書において、「CFRTP材と同種の他部材」とはCFRTP材全般を指し、融着を行う複数のCFRTP材の組成等が違っていても、これらは同種とみなす。
「CFRTP材と異種の他部材」とはCFRTP材以外の導電材を指し、例えば、金属材、半導体材、炭素繊維で強化した熱硬化性樹脂であるCFRP(Carbon Fiber Reinforced Plastics)材、及びこれらの複合材等が挙げられる。
【0017】
CFRTP材に用いられる熱可塑性樹脂は特に制限されず、ポリエーテルイミド(PEI)、PPS(ポリフェニレンスルファイド)、及びPEEK(ポリエーテルエーテルケトン)等が挙げられる。
【0018】
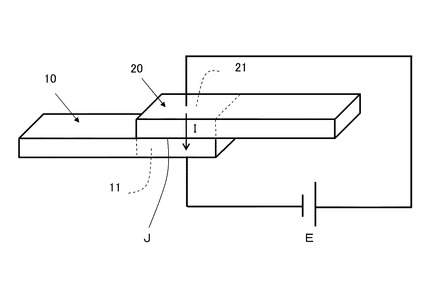
図1に、本発明の方法の概略説明図を示す。図1では例として、第1の板状のCFRTP材10の接合部11と、第2の板状のCFRTP材20の接合部21とを部分的に重ねて、接合部11、21に電圧を印加している様子を示している。
図中、Jは一対のCFRTP材10、20の接合界面、Eは電圧、Iは電流を示している。
【0019】
本発明の方法では、通電によるCFRTP材中の炭素繊維のジュール発熱を利用して、融着を実施する。
複数のCFRTP材を接合させて電圧Eを印加すると、これらの間に電流Iが流れる。このとき、複数のCFRTP材の接合界面Jの電気抵抗が最大となるため、接合界面Jが優先的にジュール加熱される。接合界面Jが溶融すると、同じ印加電圧でも、接合界面Jの電気抵抗が低下して、流れる電流量は増す。
したがって、本発明の方法では、接合面及びその近傍の樹脂が優先的に加熱溶融されて良好に融着が実施できる一方、その他の部分は溶融せず、融着前の形状をそのまま維持することができる。
溶融工程においては、CFRTP材の接合面全体が加熱溶融する必要はなく、接合面の少なくとも一部が加熱溶融されればよい。
【0020】
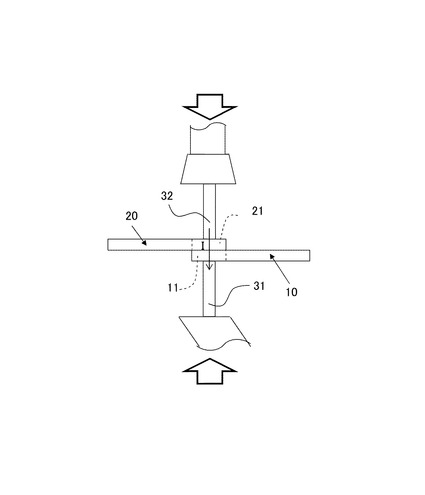
本発明のCFRTP材の融着方法においては、少なくともCFRTP材の接合部に対して、電圧印加用の電極を兼ねた加圧部材を当接させて、溶融工程を実施することができる。
この方法では、電圧印加と加圧を同一部材で実施できるので、装置が簡便である。
例えば、図2に示すように、図1に示した複数の板状のCFRTP材10、20の接合部11、21を外部から電極を兼ねた加圧部材31、32で挟んで、電圧印加及び加圧を実施することができる。図2は側面図である。
【0021】
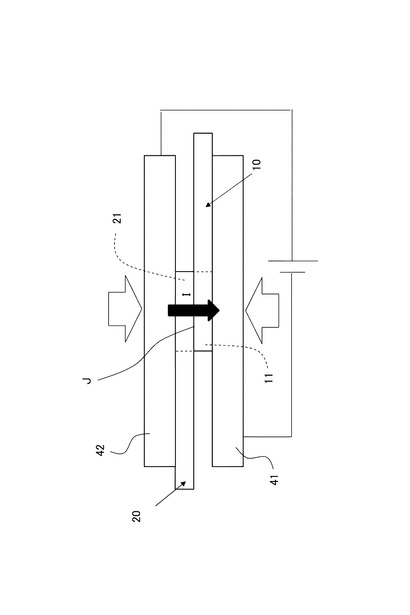
本発明のCFRTP材の融着方法においては、少なくともCFRTP材の接合部に対して、外部から加圧部材を当接させた状態で、CFRTP材の接合部とは異なる箇所に電圧印加用の電極を接続して、溶融工程を実施することができる。
この方法では、プレス機等の加圧部材を使用することができる。
例えば、図3に示すように、図1に示した複数の板状のCFRTP材10、20の接合部11、21を加圧部材41、42で挟み、CFRTP材10、20の接合部11、21とは異なる箇所に電圧印加用の電極を接続して、電圧印加及び加圧を実施することができる。図3は側面図である。
【0022】
本発明の方法では、電極とCFRTP材との接触抵抗よりCFRTP材及び他部材の接合面同士の接触抵抗が大きい条件で、溶融工程を実施する。
接触抵抗が逆の関係、すなわち、CFRTP材及び他部材の接合面同士の接触抵抗より電極とCFRTP材との接触抵抗が大きい条件では、電極とCFRTP材との接触界面で溶融が起こるため、好ましくない。
本発明者は、ワニ口クリップ等のCFRTP材との接触面積が小さい電極を用いてCFRTP材に通電を行った場合、上記条件を充足せず、電極とCFRTP材との接触界面で溶融が生じることを見出している。したがって、電極とCFRTP材との接触面積をある程度大きく確保するなどして、上記条件を充足するようにする。
金属のスポット溶接の場合、印加電圧は数十〜数kV程度、通常数百〜数kV程度の大きな電圧を要するが、CFRTP材同士の融着の場合、印加電圧は例えば数〜15V程度で充分である。
【0023】
本発明の方法では、接合界面が樹脂の融点以上になることが必要であり、かつ、過度な加熱は接合界面以外が溶融する範囲が広がるため、好ましくない。
接合界面の温度をモニタリングし、接合界面が樹脂の融点以上になった時点で、電圧印加を停止することが好ましい。例えば、サーモグラフィを用いて、接合面の側方から接合面の温度のモニタリングを実施することができる。
加熱制御は、電流もしくは電気抵抗値のモニタリングによっても実施することもできる。
【0024】
本発明の方法では、加圧部材の加圧面積が、CFRTP材及び他部材の接合面積より小さい条件で、溶融工程を実施することができる。
この方法には、接合面の一部がスポット状に加熱溶融するスポット融着が含まれる。
【0025】
本発明の方法ではまた、加圧部材の加圧面積が、CFRTP材及び他部材の接合面積以上である条件で、溶融工程を実施することができる。
この方法には、接合面全体が加熱溶融する面融着が含まれる。
上述したように、電圧印加及び加圧を用いる従来の金属溶接では、かかる面融着は実施不可能であり、かかる面融着を実施できることは本発明の1つの特徴である。
【0026】
固化工程において、「接合部の冷却」は自然冷却(空冷)でも良いし、冷却手段を用いた積極的な冷却でもよい。
【0027】
溶融工程の前に、CFRTP材の接合面の樹脂を除去する表面樹脂除去工程を実施することが好ましい。
表面樹脂の除去は、研磨紙を用いた表面研磨等により実施することができる。
表面樹脂を除去しない場合には、接合界面に炭素繊維が露出した部分とそうでない部分とが存在し、融着むらが生じる恐れがある。
接合面の表面樹脂を除去して炭素繊維を表面に露出させることで、CFRTP材と他部材との導通性を高め、電流を効果的にかつ均一に流すことができる。
後記[実施例]の項において図14に示すように、接合面の表面研磨を実施しなくても良好な引張せん断強さが得られたが、接合面の表面研磨を実施することで、引張せん断強さの向上が見られた。
【0028】
本発明によれば、融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供することができる。
本発明者は、後記[実施例]の項において、既存の融着方法の中で最もよく利用されている抵抗融着における引張せん断強さ(10〜25MPa)と同等以上の引張せん断強さを実現している。
【実施例】
【0029】
本発明に係る実施例について説明する。
【0030】
(予備実験)
本発明の方法により接合面及びその近傍が優先して加熱されることを確認する予備実験を実施した。
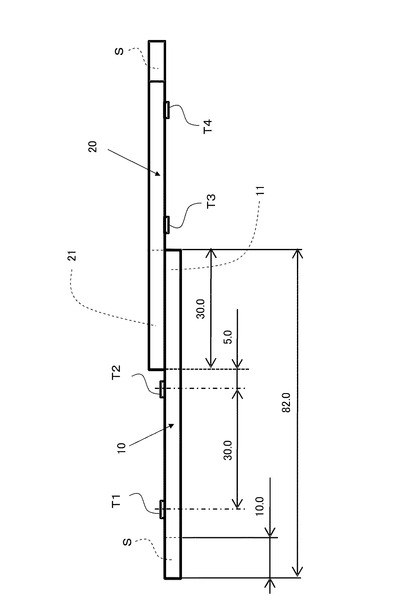
予備実験用に一対のCFRP材(炭素繊維強化熱硬化性樹脂)を用意した。用いたCFRP材は、三菱レイヨン社製のMR50K/♯1053I(炭素繊維はPAN系、樹脂はエポキシ♯1053、180℃キュアの航空機グレード)であり、この積層構成は[(0°/45°/90°/-45°)2S]の合計16層である。用いたCFRP材の寸法は長さ82mm×幅20mm×厚さ2.1mmである。
【0031】
電圧印加電源として直流安定化電源(松定プレシジョン社製PK10−120)を用い、直流安定化電源とCFRP材との接続にはワニ口クリップを用いた。
ワニ口クリップとCFRP材内の炭素繊維を効率良く接触させるために、CFRP材の両端から10mmずつの範囲を研磨紙♯240で研磨して表面樹脂を除去し、炭素繊維を露出させた。
【0032】
図4に示すように、一対のCFRP材10、20を30mm重ね(シングルラップジョイント)、計4箇所に熱電対T1〜T4を貼付した。この予備実験では、CFRTP材ではなくCFRP材を用いているが、図面上は図1〜図3と同じ符号を用いている。図中、Sは研磨部を示している。図4には主な寸法を図示しており、その寸法単位は「mm」である。
【0033】
一対のCFRP材10、20の接合部11、21を加圧部材として市販の金属製のクリップにより挟んで加圧した。クリップに電流が流れることを回避するため、一対のCFRP材10、20とクリップとの間にGFRP(ガラス繊維強化プラスチック)を介挿入して絶縁した。
【0034】
図5の下図に示すように、一対のCFRP材10、20の両端(研磨部)にワニ口クリップCを接続し、板面に平行方向(繊維方向)に電圧を印加した。
電圧印加開始後、経時的に4つの熱電対T1〜T4の温度測定を実施した。熱電対T1〜T4のうち、接合部11、12に近い熱電対T2、T3の温度が80℃を超えた約300秒後に電圧印加を停止し、空冷した。
【0035】
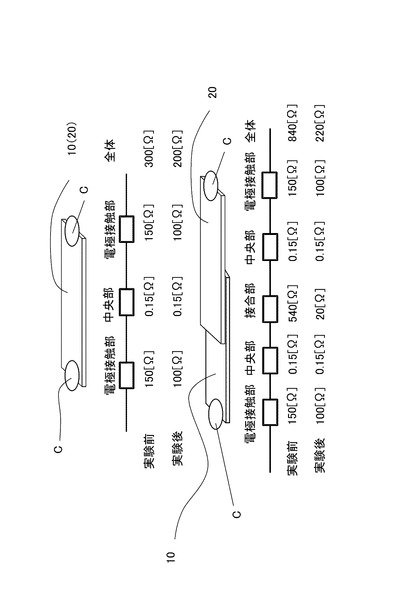
実験前(電圧印加前)と実験後(電圧印加+空冷後)について、テスターを用いて、接合した一対のCFRP材10、20全体の電気抵抗値を求めた。
図5下図に示すように、一対のCFRP材10、20全体の抵抗値は実験前の840[Ω]から実験後の220[Ω]に低下した。
図5上図に示すように、別途、CFRP材1枚について両端から電圧を印加し、同様に電気抵抗値の変化を測定した。
【0036】
図4及び図5下図に示したシングルラップジョイントについて、全体の電気抵抗値を各部の電気抵抗成分に分離した。図5下図に示すように、図示左から、電極接触部(=研磨部)、中央部(接合部及び研磨部を除いた部分)、接合部、中央部、電極接触部(=研磨部)の5つの部分抵抗に全体の抵抗を分けることができる。これら5つの部分抵抗は直列と考えることができる。
【0037】
図5上図に示すように、CFRP1枚についても同様に、図示左から、電極接触部(=研磨部)、中央部、電極接触部(=研磨部)に分けることができる。CFRP1枚の全体と各部の電気抵抗値を図5上図に示す。図示するように、中央部の抵抗は0.15[Ω]であった。この値と全体の抵抗値を用いて、シングルラップジョイントについて、各部の抵抗値を求めた。得られた結果を図5下図に示す。図には、電圧印加前において接合部の抵抗が電極接触部の抵抗より大きく、電圧印加後に接合部の抵抗値が低下することが示されている。
【0038】
この予備実験では、横方向(繊維方向)の抵抗値で評価しているが、厚み方向の抵抗も傾向としては同様と考えられる。
また、予備実験で用いたのはCFRP材であるが、CFRTP材でも同様の傾向が得られると考えられる。本発明者がCFRTP材で同様の実験を行ったところ、電極接触部の発熱が大きく、電極接触部が溶融した。この場合、ワニ口クリップではなく、接合面積の大きい板状等の電極を用いることで、かかる問題は生じない。
【0039】
(実施例1)
<スポット融着>
一対の板状のCFRTP材(長さ70mm×幅12mm×厚み3.9mm)を用意した。用いた一対のCFRTP材はいずれも、TenCate社(Netherlands)製のT300 3K 5HS/PEIである。T300 3K 5HS/PEIは,熱可塑性樹脂であるポリエーテルイミド(PEI、Ultem1000)を織物材の炭素繊維で強化したものである。これら一対のCFRTP材の接合面を♯240の研磨紙で研磨した後、アセトンで洗浄した。
【0040】
図2に示した例のように、研磨後の上記一対のCFRTP材を長手方向に25mm重なるように設置し、重なり部分の外部から直径9.0mmφの一対の炭素鋼棒(本発明者が作製)を当接させて加圧するとともに、これらを電極として一対のCFRTP材に電圧を印加した。加圧力は5.4MPaとした。電圧印加電源としては、直流安定化電源(松定プレシジョン社製PK10−120)を用い、融着中は電圧E=5.0[V]で一定になるように調整した。
【0041】
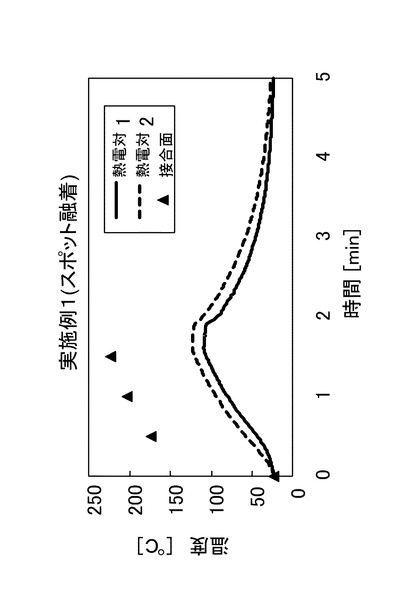
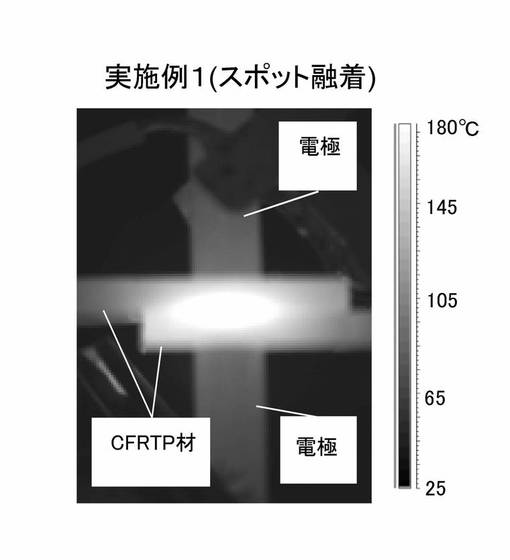
融着中は上記一対のCFRTP材の接合部の外面にK型熱電対を1枚ずつ貼付し(熱電対1、熱電対2)、30sec毎に温度測定を行った。また、サーモグラフィで一対のCFRTP材の側面側の温度分布を測定した。温度の測定結果を図6、図7に示す。
図6中の「接合面」で表わされる温度は、サーモグラフィで測定した値である。図7は電圧印加後120秒後のサーモグラフィ結果を示す図である。これらの図には、接合面及びその近傍の温度が他の部分より高温になっていることが示されている。
電圧印加時間が1minを超え、かつ接合部の温度が220℃を超えた時点で電圧印加を停止して、空冷した。
本実施例では、接合面及びその近傍の樹脂のみが溶融して外部に浸み出し、その他の樹脂は溶融しない様子が肉眼で観察され、融着を良好に実施できた。
【0042】
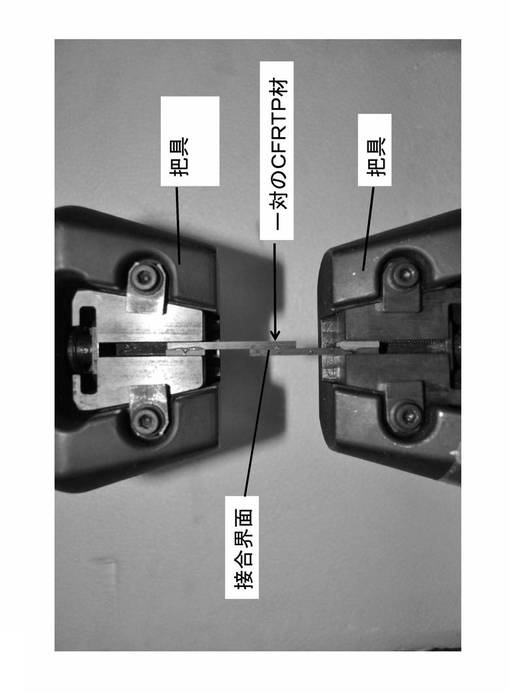
空冷後、引張せん断強さの測定を実施した。図8に示すように、一対の把具で融着後の一対のCFRTP材を把持させて、CFRTP材の長手方向(繊維方向)に引っ張り、破断応力Pを求めた。下記式より、真応力(True stress)及び公称応力(Nominal stress)を求めた。
【0043】
真応力:σt=P/Aw、
公称応力:σn=P/Aj
(上記式中、P:最大荷重、Aw:融着面積(接合面のうち実際に溶融した部分の面積、Welding area),Aj:接合面積(Joint area))
【0044】
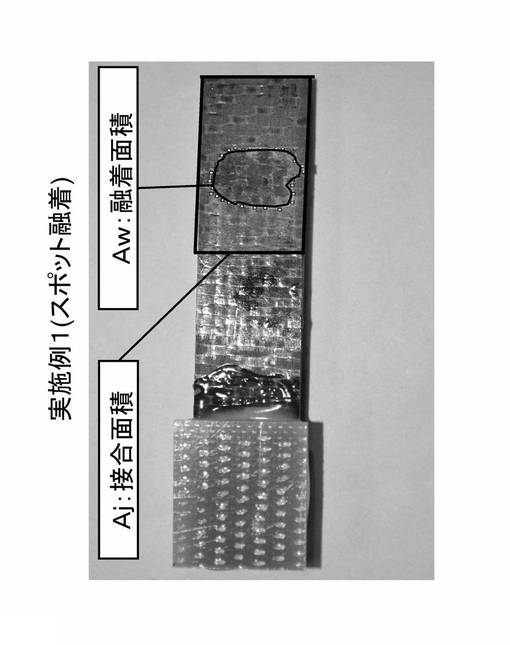
本実施例では、一対のCFRTP材の接合面のうち、電極を兼ねた加圧部材で加圧された領域及びその近傍が部分的に溶融した。したがって、本実施例では、融着面積Aw<接合面積Ajである。
図9に破断後のサンプル表面写真の例を示し、この例における接合面積と融着面積を示してある。
【0045】
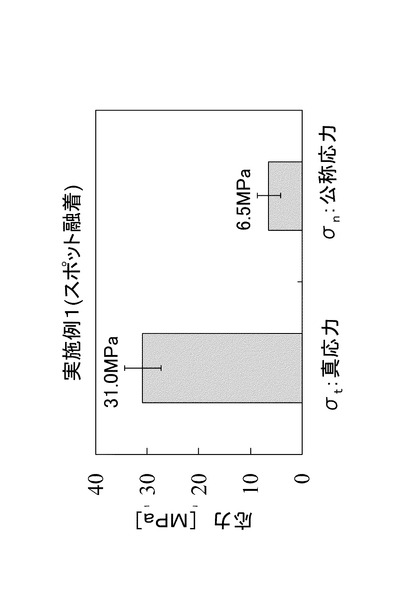
同様の実験を4回行い、真応力及び公称応力の平均値及び分散値を求めた。
結果を図10に示す。平均真応力σt=31.0MPaであり、既存の抵抗融着法の真応力σt=10〜25MPaより高強度が得られた。
【0046】
(実施例2)
<面融着>
実施例1と同組成の一対の板状のCFRTP材(長さ70mm×幅12mm×厚み2.0mm)を用意し、これらの接合面を実施例1と同様に研磨し、互いに長手方向に25mm重なるように設置した。
図3に示した例のように、上記一対のCFRTP材を一対の銅板(JIS C 1020規格、長さ100mm×幅100mm×厚み5.0mm、445g)で挟み込んで加圧するとともに、これら一対の銅板を電極として一対のCFRTP材に電圧を印加した。
【0047】
本実施例では、接合面全面を加圧するため、実施例1に比較して、電極とCFRTP材との接触面積が大きい。CFRTP材の電極接触面が溶融することを防ぐために、本実施例では、熱伝導性に優れ、電極接触面の抵抗を低減可能な銅を用い、かつ、電極接触面積を一対のCFRTP材の接合面積以上とした。これによって、電極とCFRTP材との接触抵抗より一対のCFRTP材の接合面同士の接触抵抗が大きい条件を充足するようにした。
【0048】
実施例1と同じ電圧印加電源を用い、融着中は電圧E=10.28[V]で一定になるように調整した。
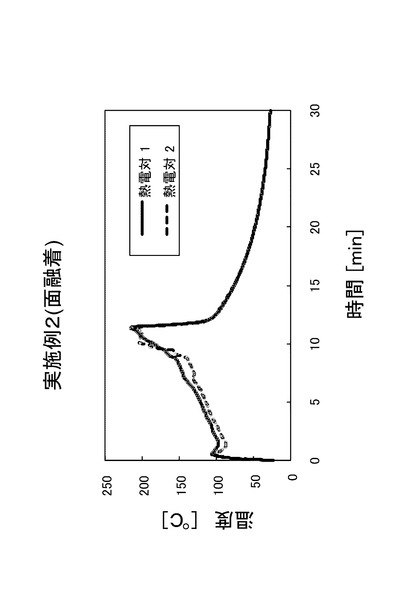
融着中は上記一対のCFRTP材の長手方向の両端から5mm離れた表面にK型熱電対を1枚ずつ貼付し(熱電対1、熱電対2)、30sec毎に温度測定を行った。また、サーモグラフィで一対のCFRTP材の側面側の温度分布測定を実施した。温度の測定結果を図11に示す。
上記2つの熱電対の温度が180℃を超える、もしくは片方の熱電対の温度が240℃を超えた時点で、電圧印加を停止して空冷した。
【0049】
本実施例においても、接合面及びその近傍の樹脂のみが溶融して外部に浸み出し、その他の樹脂は溶融しない様子が肉眼で観察され、融着を良好に実施できた。
【0050】
空冷後、実施例1と同様にして、引張せん断強さの測定を実施し、真応力(True stress)及び公称応力(Nominal stress)を求めた。
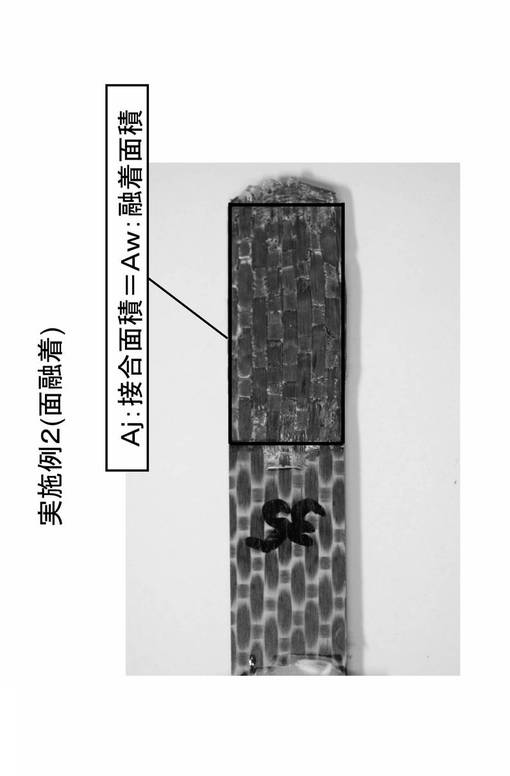
本実施例では、一対のCFRTP材の接合面全体が溶融したので(全面融着)、融着面積Aw=接合面積Ajであり、真応力σt=公称応力σnである。
図12に破断後のサンプル表面写真の例を示し、この例における接合面積と融着面積を示してある。
【0051】
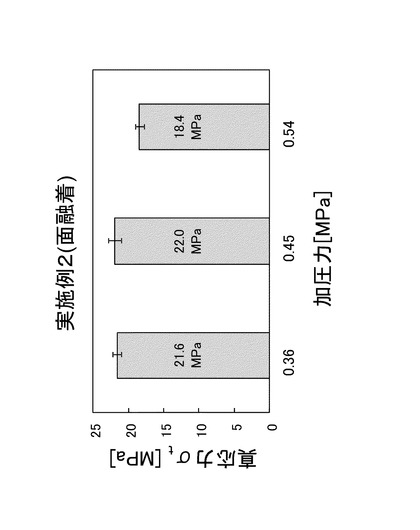
接合面の研磨条件を固定し、加圧力を変え、各加圧条件について3回実験を行い、各条件について真応力及び公称応力の平均値及び分散値を求めた。加圧条件は、0.36MPa、0.45MPa、0.54MPaの3条件とした。
結果を図13に示す。本実施例では、平均真応力σt=18.4〜22.0MPaであり、既存の抵抗融着法の真応力σt=10〜25MPaと同様の強度が得られた。
本実施例では平均公称応力σn=18.4〜21.6MPaであり、実施例1の公称応力σnの約3倍程度の公称応力σnが実現できた。
本実施例で実施した全面融着はスポット溶接等の金属溶接では実現できないものである。
【0052】
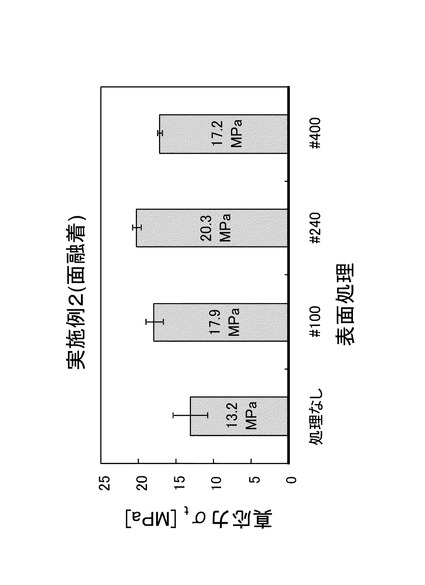
一方、加圧力を0.36[MPa]で固定し、接合面の研磨条件を変え、各研磨条件について3回同様の実験を行い、各条件について真応力及び公称応力の平均値及び分散値を求めた。研磨条件は、研磨紙による研磨なし、及び♯100研磨紙、♯240研磨紙、♯400研磨紙の4条件とした。
結果を図14に示す。図示するように、表面研磨なしの条件でも良好な真応力が得られたが、接合面の表面研磨を実施することで、真応力の向上が見られた。
【産業上の利用可能性】
【0053】
本発明のCFRTP材の融着方法は、航空分野及び自動車分野等の構造材料に利用することができる。
【符号の説明】
【0054】
10、20 CFRTP材
11、12 接合部
31、32 電極を兼ねた加圧部材
41、42 電極を兼ねない加圧部材
J 接合面(接合界面)
【技術分野】
【0001】
本発明は、炭素繊維で強化した熱可塑性樹脂であるCFRTP材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法に関するものである。
【背景技術】
【0002】
近年、炭素繊維で強化した熱可塑性樹脂であるCFRTP(Carbon Fiber Reinforced Thermoplastics)が、炭素繊維で強化した熱硬化性樹脂であるCFRP(Carbon Fiber Reinforced Plastics)に対して、靭性、成形性、リサイクル性、及び補修性などの点で優れていることから注目されている。CFRTPは、航空分野及び自動車分野等への利用が期待されている。
【0003】
CFRTPを構造材料として使用する際、二次加工として融着接合が行われる場合がある。これは熱可塑性樹脂が加熱することにより溶融する特徴を利用した接合である。
従来、一般的な熱可塑性樹脂の融着方法として、抵抗融着、超音波融着、及び誘導融着などがある。そこで、近年、熱可塑性樹脂で一般的なこれらの融着方法をCFRTPの融着に適用することが検討されている。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】D.Stavrov, H.E.N. Bersee, "Resistance welding of thermoplastic composites-an overview", composites: PartA 36 (2005),p.39-54.
【非特許文献2】F.Balle, G.Wagner, D.Eifler, "Ultrasonic spot welding of aluminum sheet / carbon fiber reinforced polymer - joints", Mat.-wiss.u. Werkstofftech. 2007, 38, No.11, p.934-938
【発明の概要】
【発明が解決しようとする課題】
【0005】
一般に、複数の熱可塑性樹脂材の融着においては、熱可塑性樹脂が溶融しやすいため、接合面及びその近傍のみを部分的に溶融させる工夫が必要である。
【0006】
抵抗融着は、複数の被着体の接合部間に加熱体を設置して外部から加圧し、この状態で加熱体を通電加熱することにより、加熱体に接合している樹脂を部分的に溶融させて、融着を行う方法である。
しかしながら、抵抗融着では、融着完了後も加熱体が複数の被着体間にそのまま残留してしまう。このため、加熱体が使い捨てとなり、融着ごとに新しく加熱体を用意しなければならず、高コストである。また、内部に加熱体が残っていると、接合界面に力がかかった際に応力集中を引き起こしやすくなる。
【0007】
超音波融着は、複数の被着体の接合部に対して外部から加圧しながら超音波を印加し、複数の被着体の接合面及びその近傍で発生する熱によりその近傍の樹脂を部分的に溶融させて、融着を行う方法である。
しかしながら、超音波融着では、超音波振動を与える部分のサイズに制限があり、現在は小さなサイズのスポット融着に限られている。
【0008】
誘導融着は、複数の被着体の接合部に対して外部から加圧しながら誘導コイルを近接させることにより、誘導コイルによって発生した磁場によって発生した渦電流による発熱によりその近傍の樹脂を部分的に溶融させて、融着を行う方法である。CFRTPの場合には、導電性材料である炭素繊維が含まれているので、磁性材を用いなくても誘導融着を実施することができる。
しかしながら、誘導融着では、誘導コイル付近でしか発熱が生じないため、超音波融着と同様、接合部のサイズに制限がある。接合面積が大きい場合には、誘導コイルを複数の被着体の接合部に沿って動かす必要があり、操作が煩雑となる。また、誘導コイルは複数の被着体からある程度離間させる必要があるので、接合面及びその近傍の温度制御が難しく、加圧もしづらい。
【0009】
2005年に、非特許文献1において、CFRTP材に抵抗融着を適用した研究が報告されている。2007年に、非特許文献2において、CFRTP材に超音波融着を適用した研究が報告されている。このように、CFRTP材の融着に関する研究自体、まだ始まったばかりである。
【0010】
本発明は上記事情に鑑みてなされたものであり、融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供することを目的とするものである。
【課題を解決するための手段】
【0011】
本発明のCFRTP材の融着方法は、
炭素繊維で強化した熱可塑性樹脂であるCFRTP(Carbon Fiber Reinforced Thermoplastics)材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、
前記CFRTP材の接合部と前記他部材の接合部とを接合させた状態で、前記CFRTP材及び前記他部材への電圧印加と、少なくとも前記CFRTP材の前記接合部の前記他部材の前記接合部への加圧とを実施して、前記CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、
前記電圧印加を停止し、前記CFRTP材の前記接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
【発明の効果】
【0012】
本発明によれば、融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の方法の概略説明図である。
【図2】本発明の方法の一例を示す側面図である。
【図3】本発明の方法の他例を示す側面図である。
【図4】予備実験の方法を示す側面図である。
【図5】予備実験の方法と結果を示す図である。
【図6】実施例1の温度測定結果を示す図である。
【図7】実施例1の温度測定結果を示す図である。
【図8】引張せん断強さの試験方法を示す写真である。
【図9】実施例1の引張せん断強さ試験後のサンプル表面写真である。
【図10】実施例1の引張せん断強さ試験の結果を示すグラフである。
【図11】実施例2の温度測定結果を示す図である。
【図12】実施例2の引張せん断強さ試験後のサンプル表面写真である。
【図13】実施例2の引張せん断強さ試験の結果を示すグラフである。
【図14】実施例2の引張せん断強さ試験の結果を示すグラフである。
【発明を実施するための形態】
【0014】
以下、本発明について詳細に説明する。
本発明者は、一般的な熱可塑性樹脂と異なり、CFRTP材では導電性材料である炭素繊維を含むため、通電による加熱が可能であることに着目した。
金属では、加圧しながら通電するスポット溶接がある。金属のスポット溶接では通常、数〜5mmφ程度の電極を兼ねた一対の加圧部材で加圧しながら、数十〜数kV程度、通常数百〜数kV程度の大きな電圧をかけて、溶接が行われる。
金属ではまた、被着体の溶接箇所にプロジェクションと呼ばれる突起部を設け、この突起部に電流を集中して流し、加熱加圧接合するプロジェクション溶接もある。
しかしながら、金属に比較して導電率が相対的に低いCFRTP材の融着にスポット溶接をそのまま適用したとしても、接合面及びその近傍部分のみだけでなく、CFRTP材と電極との接触面及びその近傍など、CFRTP材が広範囲に溶融して、元のCFRTP材の形状を保つことが難しい。そのため、金属で公知の方法をCFRTP材の融着にそのまま適用することは難しい。また、金属のスポット溶接及びプロジェクション溶接はいずれも、局所的に高電流を流すことで溶接を行うもので、一度で処理できる接合面積に制限がある。
本発明者はCFRTP材の特性に合わせて融着条件を種々検討し、接合面積に制限なく、電圧印加及び加圧によるCFRTP材の融着に成功した。
【0015】
本発明のCFRTP材の融着方法は、
炭素繊維で強化した熱可塑性樹脂であるCFRTP(Carbon Fiber Reinforced Thermoplastics)材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、
CFRTP材の接合部と他部材の接合部とを接合させた状態で、CFRTP材及び他部材への電圧印加と、少なくともCFRTP材の接合部の他部材の接合部への加圧とを実施して、CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、
電圧印加を停止し、CFRTP材の接合部を冷却して、溶融部分を固化する固化工程とを順次有するものである。
【0016】
CFRTP材は、用いられる樹脂の種類、炭素繊維含有量、及び炭素繊維含有形態等によって、種々の種類が存在する。
本明細書において、「CFRTP材と同種の他部材」とはCFRTP材全般を指し、融着を行う複数のCFRTP材の組成等が違っていても、これらは同種とみなす。
「CFRTP材と異種の他部材」とはCFRTP材以外の導電材を指し、例えば、金属材、半導体材、炭素繊維で強化した熱硬化性樹脂であるCFRP(Carbon Fiber Reinforced Plastics)材、及びこれらの複合材等が挙げられる。
【0017】
CFRTP材に用いられる熱可塑性樹脂は特に制限されず、ポリエーテルイミド(PEI)、PPS(ポリフェニレンスルファイド)、及びPEEK(ポリエーテルエーテルケトン)等が挙げられる。
【0018】
図1に、本発明の方法の概略説明図を示す。図1では例として、第1の板状のCFRTP材10の接合部11と、第2の板状のCFRTP材20の接合部21とを部分的に重ねて、接合部11、21に電圧を印加している様子を示している。
図中、Jは一対のCFRTP材10、20の接合界面、Eは電圧、Iは電流を示している。
【0019】
本発明の方法では、通電によるCFRTP材中の炭素繊維のジュール発熱を利用して、融着を実施する。
複数のCFRTP材を接合させて電圧Eを印加すると、これらの間に電流Iが流れる。このとき、複数のCFRTP材の接合界面Jの電気抵抗が最大となるため、接合界面Jが優先的にジュール加熱される。接合界面Jが溶融すると、同じ印加電圧でも、接合界面Jの電気抵抗が低下して、流れる電流量は増す。
したがって、本発明の方法では、接合面及びその近傍の樹脂が優先的に加熱溶融されて良好に融着が実施できる一方、その他の部分は溶融せず、融着前の形状をそのまま維持することができる。
溶融工程においては、CFRTP材の接合面全体が加熱溶融する必要はなく、接合面の少なくとも一部が加熱溶融されればよい。
【0020】
本発明のCFRTP材の融着方法においては、少なくともCFRTP材の接合部に対して、電圧印加用の電極を兼ねた加圧部材を当接させて、溶融工程を実施することができる。
この方法では、電圧印加と加圧を同一部材で実施できるので、装置が簡便である。
例えば、図2に示すように、図1に示した複数の板状のCFRTP材10、20の接合部11、21を外部から電極を兼ねた加圧部材31、32で挟んで、電圧印加及び加圧を実施することができる。図2は側面図である。
【0021】
本発明のCFRTP材の融着方法においては、少なくともCFRTP材の接合部に対して、外部から加圧部材を当接させた状態で、CFRTP材の接合部とは異なる箇所に電圧印加用の電極を接続して、溶融工程を実施することができる。
この方法では、プレス機等の加圧部材を使用することができる。
例えば、図3に示すように、図1に示した複数の板状のCFRTP材10、20の接合部11、21を加圧部材41、42で挟み、CFRTP材10、20の接合部11、21とは異なる箇所に電圧印加用の電極を接続して、電圧印加及び加圧を実施することができる。図3は側面図である。
【0022】
本発明の方法では、電極とCFRTP材との接触抵抗よりCFRTP材及び他部材の接合面同士の接触抵抗が大きい条件で、溶融工程を実施する。
接触抵抗が逆の関係、すなわち、CFRTP材及び他部材の接合面同士の接触抵抗より電極とCFRTP材との接触抵抗が大きい条件では、電極とCFRTP材との接触界面で溶融が起こるため、好ましくない。
本発明者は、ワニ口クリップ等のCFRTP材との接触面積が小さい電極を用いてCFRTP材に通電を行った場合、上記条件を充足せず、電極とCFRTP材との接触界面で溶融が生じることを見出している。したがって、電極とCFRTP材との接触面積をある程度大きく確保するなどして、上記条件を充足するようにする。
金属のスポット溶接の場合、印加電圧は数十〜数kV程度、通常数百〜数kV程度の大きな電圧を要するが、CFRTP材同士の融着の場合、印加電圧は例えば数〜15V程度で充分である。
【0023】
本発明の方法では、接合界面が樹脂の融点以上になることが必要であり、かつ、過度な加熱は接合界面以外が溶融する範囲が広がるため、好ましくない。
接合界面の温度をモニタリングし、接合界面が樹脂の融点以上になった時点で、電圧印加を停止することが好ましい。例えば、サーモグラフィを用いて、接合面の側方から接合面の温度のモニタリングを実施することができる。
加熱制御は、電流もしくは電気抵抗値のモニタリングによっても実施することもできる。
【0024】
本発明の方法では、加圧部材の加圧面積が、CFRTP材及び他部材の接合面積より小さい条件で、溶融工程を実施することができる。
この方法には、接合面の一部がスポット状に加熱溶融するスポット融着が含まれる。
【0025】
本発明の方法ではまた、加圧部材の加圧面積が、CFRTP材及び他部材の接合面積以上である条件で、溶融工程を実施することができる。
この方法には、接合面全体が加熱溶融する面融着が含まれる。
上述したように、電圧印加及び加圧を用いる従来の金属溶接では、かかる面融着は実施不可能であり、かかる面融着を実施できることは本発明の1つの特徴である。
【0026】
固化工程において、「接合部の冷却」は自然冷却(空冷)でも良いし、冷却手段を用いた積極的な冷却でもよい。
【0027】
溶融工程の前に、CFRTP材の接合面の樹脂を除去する表面樹脂除去工程を実施することが好ましい。
表面樹脂の除去は、研磨紙を用いた表面研磨等により実施することができる。
表面樹脂を除去しない場合には、接合界面に炭素繊維が露出した部分とそうでない部分とが存在し、融着むらが生じる恐れがある。
接合面の表面樹脂を除去して炭素繊維を表面に露出させることで、CFRTP材と他部材との導通性を高め、電流を効果的にかつ均一に流すことができる。
後記[実施例]の項において図14に示すように、接合面の表面研磨を実施しなくても良好な引張せん断強さが得られたが、接合面の表面研磨を実施することで、引張せん断強さの向上が見られた。
【0028】
本発明によれば、融着界面に異物が残留せず、接合面積に制限がなく、温度制御及び加圧が容易で、簡易にかつ良好に融着を実施することが可能なCFRTP材の融着方法を提供することができる。
本発明者は、後記[実施例]の項において、既存の融着方法の中で最もよく利用されている抵抗融着における引張せん断強さ(10〜25MPa)と同等以上の引張せん断強さを実現している。
【実施例】
【0029】
本発明に係る実施例について説明する。
【0030】
(予備実験)
本発明の方法により接合面及びその近傍が優先して加熱されることを確認する予備実験を実施した。
予備実験用に一対のCFRP材(炭素繊維強化熱硬化性樹脂)を用意した。用いたCFRP材は、三菱レイヨン社製のMR50K/♯1053I(炭素繊維はPAN系、樹脂はエポキシ♯1053、180℃キュアの航空機グレード)であり、この積層構成は[(0°/45°/90°/-45°)2S]の合計16層である。用いたCFRP材の寸法は長さ82mm×幅20mm×厚さ2.1mmである。
【0031】
電圧印加電源として直流安定化電源(松定プレシジョン社製PK10−120)を用い、直流安定化電源とCFRP材との接続にはワニ口クリップを用いた。
ワニ口クリップとCFRP材内の炭素繊維を効率良く接触させるために、CFRP材の両端から10mmずつの範囲を研磨紙♯240で研磨して表面樹脂を除去し、炭素繊維を露出させた。
【0032】
図4に示すように、一対のCFRP材10、20を30mm重ね(シングルラップジョイント)、計4箇所に熱電対T1〜T4を貼付した。この予備実験では、CFRTP材ではなくCFRP材を用いているが、図面上は図1〜図3と同じ符号を用いている。図中、Sは研磨部を示している。図4には主な寸法を図示しており、その寸法単位は「mm」である。
【0033】
一対のCFRP材10、20の接合部11、21を加圧部材として市販の金属製のクリップにより挟んで加圧した。クリップに電流が流れることを回避するため、一対のCFRP材10、20とクリップとの間にGFRP(ガラス繊維強化プラスチック)を介挿入して絶縁した。
【0034】
図5の下図に示すように、一対のCFRP材10、20の両端(研磨部)にワニ口クリップCを接続し、板面に平行方向(繊維方向)に電圧を印加した。
電圧印加開始後、経時的に4つの熱電対T1〜T4の温度測定を実施した。熱電対T1〜T4のうち、接合部11、12に近い熱電対T2、T3の温度が80℃を超えた約300秒後に電圧印加を停止し、空冷した。
【0035】
実験前(電圧印加前)と実験後(電圧印加+空冷後)について、テスターを用いて、接合した一対のCFRP材10、20全体の電気抵抗値を求めた。
図5下図に示すように、一対のCFRP材10、20全体の抵抗値は実験前の840[Ω]から実験後の220[Ω]に低下した。
図5上図に示すように、別途、CFRP材1枚について両端から電圧を印加し、同様に電気抵抗値の変化を測定した。
【0036】
図4及び図5下図に示したシングルラップジョイントについて、全体の電気抵抗値を各部の電気抵抗成分に分離した。図5下図に示すように、図示左から、電極接触部(=研磨部)、中央部(接合部及び研磨部を除いた部分)、接合部、中央部、電極接触部(=研磨部)の5つの部分抵抗に全体の抵抗を分けることができる。これら5つの部分抵抗は直列と考えることができる。
【0037】
図5上図に示すように、CFRP1枚についても同様に、図示左から、電極接触部(=研磨部)、中央部、電極接触部(=研磨部)に分けることができる。CFRP1枚の全体と各部の電気抵抗値を図5上図に示す。図示するように、中央部の抵抗は0.15[Ω]であった。この値と全体の抵抗値を用いて、シングルラップジョイントについて、各部の抵抗値を求めた。得られた結果を図5下図に示す。図には、電圧印加前において接合部の抵抗が電極接触部の抵抗より大きく、電圧印加後に接合部の抵抗値が低下することが示されている。
【0038】
この予備実験では、横方向(繊維方向)の抵抗値で評価しているが、厚み方向の抵抗も傾向としては同様と考えられる。
また、予備実験で用いたのはCFRP材であるが、CFRTP材でも同様の傾向が得られると考えられる。本発明者がCFRTP材で同様の実験を行ったところ、電極接触部の発熱が大きく、電極接触部が溶融した。この場合、ワニ口クリップではなく、接合面積の大きい板状等の電極を用いることで、かかる問題は生じない。
【0039】
(実施例1)
<スポット融着>
一対の板状のCFRTP材(長さ70mm×幅12mm×厚み3.9mm)を用意した。用いた一対のCFRTP材はいずれも、TenCate社(Netherlands)製のT300 3K 5HS/PEIである。T300 3K 5HS/PEIは,熱可塑性樹脂であるポリエーテルイミド(PEI、Ultem1000)を織物材の炭素繊維で強化したものである。これら一対のCFRTP材の接合面を♯240の研磨紙で研磨した後、アセトンで洗浄した。
【0040】
図2に示した例のように、研磨後の上記一対のCFRTP材を長手方向に25mm重なるように設置し、重なり部分の外部から直径9.0mmφの一対の炭素鋼棒(本発明者が作製)を当接させて加圧するとともに、これらを電極として一対のCFRTP材に電圧を印加した。加圧力は5.4MPaとした。電圧印加電源としては、直流安定化電源(松定プレシジョン社製PK10−120)を用い、融着中は電圧E=5.0[V]で一定になるように調整した。
【0041】
融着中は上記一対のCFRTP材の接合部の外面にK型熱電対を1枚ずつ貼付し(熱電対1、熱電対2)、30sec毎に温度測定を行った。また、サーモグラフィで一対のCFRTP材の側面側の温度分布を測定した。温度の測定結果を図6、図7に示す。
図6中の「接合面」で表わされる温度は、サーモグラフィで測定した値である。図7は電圧印加後120秒後のサーモグラフィ結果を示す図である。これらの図には、接合面及びその近傍の温度が他の部分より高温になっていることが示されている。
電圧印加時間が1minを超え、かつ接合部の温度が220℃を超えた時点で電圧印加を停止して、空冷した。
本実施例では、接合面及びその近傍の樹脂のみが溶融して外部に浸み出し、その他の樹脂は溶融しない様子が肉眼で観察され、融着を良好に実施できた。
【0042】
空冷後、引張せん断強さの測定を実施した。図8に示すように、一対の把具で融着後の一対のCFRTP材を把持させて、CFRTP材の長手方向(繊維方向)に引っ張り、破断応力Pを求めた。下記式より、真応力(True stress)及び公称応力(Nominal stress)を求めた。
【0043】
真応力:σt=P/Aw、
公称応力:σn=P/Aj
(上記式中、P:最大荷重、Aw:融着面積(接合面のうち実際に溶融した部分の面積、Welding area),Aj:接合面積(Joint area))
【0044】
本実施例では、一対のCFRTP材の接合面のうち、電極を兼ねた加圧部材で加圧された領域及びその近傍が部分的に溶融した。したがって、本実施例では、融着面積Aw<接合面積Ajである。
図9に破断後のサンプル表面写真の例を示し、この例における接合面積と融着面積を示してある。
【0045】
同様の実験を4回行い、真応力及び公称応力の平均値及び分散値を求めた。
結果を図10に示す。平均真応力σt=31.0MPaであり、既存の抵抗融着法の真応力σt=10〜25MPaより高強度が得られた。
【0046】
(実施例2)
<面融着>
実施例1と同組成の一対の板状のCFRTP材(長さ70mm×幅12mm×厚み2.0mm)を用意し、これらの接合面を実施例1と同様に研磨し、互いに長手方向に25mm重なるように設置した。
図3に示した例のように、上記一対のCFRTP材を一対の銅板(JIS C 1020規格、長さ100mm×幅100mm×厚み5.0mm、445g)で挟み込んで加圧するとともに、これら一対の銅板を電極として一対のCFRTP材に電圧を印加した。
【0047】
本実施例では、接合面全面を加圧するため、実施例1に比較して、電極とCFRTP材との接触面積が大きい。CFRTP材の電極接触面が溶融することを防ぐために、本実施例では、熱伝導性に優れ、電極接触面の抵抗を低減可能な銅を用い、かつ、電極接触面積を一対のCFRTP材の接合面積以上とした。これによって、電極とCFRTP材との接触抵抗より一対のCFRTP材の接合面同士の接触抵抗が大きい条件を充足するようにした。
【0048】
実施例1と同じ電圧印加電源を用い、融着中は電圧E=10.28[V]で一定になるように調整した。
融着中は上記一対のCFRTP材の長手方向の両端から5mm離れた表面にK型熱電対を1枚ずつ貼付し(熱電対1、熱電対2)、30sec毎に温度測定を行った。また、サーモグラフィで一対のCFRTP材の側面側の温度分布測定を実施した。温度の測定結果を図11に示す。
上記2つの熱電対の温度が180℃を超える、もしくは片方の熱電対の温度が240℃を超えた時点で、電圧印加を停止して空冷した。
【0049】
本実施例においても、接合面及びその近傍の樹脂のみが溶融して外部に浸み出し、その他の樹脂は溶融しない様子が肉眼で観察され、融着を良好に実施できた。
【0050】
空冷後、実施例1と同様にして、引張せん断強さの測定を実施し、真応力(True stress)及び公称応力(Nominal stress)を求めた。
本実施例では、一対のCFRTP材の接合面全体が溶融したので(全面融着)、融着面積Aw=接合面積Ajであり、真応力σt=公称応力σnである。
図12に破断後のサンプル表面写真の例を示し、この例における接合面積と融着面積を示してある。
【0051】
接合面の研磨条件を固定し、加圧力を変え、各加圧条件について3回実験を行い、各条件について真応力及び公称応力の平均値及び分散値を求めた。加圧条件は、0.36MPa、0.45MPa、0.54MPaの3条件とした。
結果を図13に示す。本実施例では、平均真応力σt=18.4〜22.0MPaであり、既存の抵抗融着法の真応力σt=10〜25MPaと同様の強度が得られた。
本実施例では平均公称応力σn=18.4〜21.6MPaであり、実施例1の公称応力σnの約3倍程度の公称応力σnが実現できた。
本実施例で実施した全面融着はスポット溶接等の金属溶接では実現できないものである。
【0052】
一方、加圧力を0.36[MPa]で固定し、接合面の研磨条件を変え、各研磨条件について3回同様の実験を行い、各条件について真応力及び公称応力の平均値及び分散値を求めた。研磨条件は、研磨紙による研磨なし、及び♯100研磨紙、♯240研磨紙、♯400研磨紙の4条件とした。
結果を図14に示す。図示するように、表面研磨なしの条件でも良好な真応力が得られたが、接合面の表面研磨を実施することで、真応力の向上が見られた。
【産業上の利用可能性】
【0053】
本発明のCFRTP材の融着方法は、航空分野及び自動車分野等の構造材料に利用することができる。
【符号の説明】
【0054】
10、20 CFRTP材
11、12 接合部
31、32 電極を兼ねた加圧部材
41、42 電極を兼ねない加圧部材
J 接合面(接合界面)
【特許請求の範囲】
【請求項1】
炭素繊維で強化した熱可塑性樹脂であるCFRTP(Carbon Fiber Reinforced Thermoplastics)材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、
前記CFRTP材の接合部と前記他部材の接合部とを接合させた状態で、前記CFRTP材及び前記他部材への電圧印加と、少なくとも前記CFRTP材の前記接合部の前記他部材の前記接合部への加圧とを実施して、前記CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、
前記電圧印加を停止し、前記CFRTP材の前記接合部を冷却して、溶融部分を固化する固化工程とを順次有するCFRTP材の融着方法。
【請求項2】
少なくとも前記CFRTP材の前記接合部に対して、電圧印加用の電極を兼ねた加圧部材を当接させて、前記溶融工程を実施する請求項1に記載のCFRTP材の融着方法。
【請求項3】
少なくとも前記CFRTP材の前記接合部に対して、外部から加圧部材を当接させた状態で、前記CFRTP材の前記接合部とは異なる箇所に電圧印加用の電極を接続して、前記溶融工程を実施する請求項1に記載のCFRTP材の融着方法。
【請求項4】
前記電極と前記のCFRTP材との接触抵抗より前記CFRTP材及び前記他部材の接合面同士の接触抵抗が大きい条件で、前記溶融工程を実施する請求項2又は3に記載のCFRTP材の融着方法。
【請求項5】
前記加圧部材の加圧面積が、前記CFRTP材及び前記他部材の接合面積より小さい条件で、前記溶融工程を実施する請求項2〜4のいずれかに記載のCFRTP材の融着方法。
【請求項6】
前記加圧部材の加圧面積が、前記CFRTP材及び前記他部材の接合面積以上である条件で、前記溶融工程を実施する請求項2〜4のいずれかに記載のCFRTP材の融着方法。
【請求項7】
前記溶融工程の前に、前記CFRTP材の前記接合面の樹脂を除去する表面樹脂除去工程を有する請求項1〜6のいずれかに記載のCFRTP材の融着方法。
【請求項1】
炭素繊維で強化した熱可塑性樹脂であるCFRTP(Carbon Fiber Reinforced Thermoplastics)材を、導電性を有する同種又は異種の他部材と融着するCFRTP材の融着方法であって、
前記CFRTP材の接合部と前記他部材の接合部とを接合させた状態で、前記CFRTP材及び前記他部材への電圧印加と、少なくとも前記CFRTP材の前記接合部の前記他部材の前記接合部への加圧とを実施して、前記CFRTP材の接合面及びその近傍を部分的に溶融させる溶融工程と、
前記電圧印加を停止し、前記CFRTP材の前記接合部を冷却して、溶融部分を固化する固化工程とを順次有するCFRTP材の融着方法。
【請求項2】
少なくとも前記CFRTP材の前記接合部に対して、電圧印加用の電極を兼ねた加圧部材を当接させて、前記溶融工程を実施する請求項1に記載のCFRTP材の融着方法。
【請求項3】
少なくとも前記CFRTP材の前記接合部に対して、外部から加圧部材を当接させた状態で、前記CFRTP材の前記接合部とは異なる箇所に電圧印加用の電極を接続して、前記溶融工程を実施する請求項1に記載のCFRTP材の融着方法。
【請求項4】
前記電極と前記のCFRTP材との接触抵抗より前記CFRTP材及び前記他部材の接合面同士の接触抵抗が大きい条件で、前記溶融工程を実施する請求項2又は3に記載のCFRTP材の融着方法。
【請求項5】
前記加圧部材の加圧面積が、前記CFRTP材及び前記他部材の接合面積より小さい条件で、前記溶融工程を実施する請求項2〜4のいずれかに記載のCFRTP材の融着方法。
【請求項6】
前記加圧部材の加圧面積が、前記CFRTP材及び前記他部材の接合面積以上である条件で、前記溶融工程を実施する請求項2〜4のいずれかに記載のCFRTP材の融着方法。
【請求項7】
前記溶融工程の前に、前記CFRTP材の前記接合面の樹脂を除去する表面樹脂除去工程を有する請求項1〜6のいずれかに記載のCFRTP材の融着方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【図11】
【図13】
【図14】
【図7】
【図8】
【図9】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【図11】
【図13】
【図14】
【図7】
【図8】
【図9】
【図12】
【公開番号】特開2012−187903(P2012−187903A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−55730(P2011−55730)
【出願日】平成23年3月14日(2011.3.14)
【出願人】(304021417)国立大学法人東京工業大学 (1,821)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月14日(2011.3.14)
【出願人】(304021417)国立大学法人東京工業大学 (1,821)
【Fターム(参考)】
[ Back to top ]