
CMCで作られたタービンディストリビュータ要素、タービンディストリビュータ要素の製造方法、ディストリビュータ、およびディストリビュータを含むガスタービン
本発明は、内側環状プラットフォームセクタ(20、60)、外側環状プラットフォームセクタ(30、70)、およびプラットフォームセクタの間に延在し、その両方に接続された、少なくとも1つの羽根(10a、10b、50a、50b)を含む、タービンノズル要素に関する。ノズル要素は、少なくとも部分的にセラミックであるマトリクスにより緻密化された繊維強化材を含む単一片の複合材料片を含み、繊維強化材は、三次元または多層織りによって織られ、ノズル要素の全体積を通じて、および羽根の全周にわたって連続性を有する、繊維構造を含む。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セラミックマトリクス、または少なくとも部分的にセラミックであるマトリクスを有し、以下CMC材料と称される、複合材料で作られたタービンノズルに関する。
【0002】
本発明の適用分野は、より具体的には、航空または産業用のガスタービンの分野である。
【背景技術】
【0003】
ガスタービンの性能の改善およびその汚染排気の減少は、想定されるさらに高い燃焼温度をもたらす。
【0004】
したがって、ガスタービンの高温部に関して、CMC材料の顕著な熱構造特性のため、すなわちこれらは構造要素を構成するのに適合させる機械的特性を、これら機械的特性を高温で保存する能力と結びつけるので、CMC材料を使用するよう提案されている。CMC材料は通常、炭素繊維またはセラミック繊維などの耐火繊維で作られ、セラミック製または少なくとも部分的にセラミックのマトリクスで緻密化された、繊維強化材を用いて形成される。よく知られているように、界面に到達するクラックを偏向させることによって複合材料の脆化解放機能を実行するために、繊維とマトリクスとの間に界面相が存在してもよい。このような界面相は、熱分解炭素(PyC)、窒化ホウ素(BN)、またはホウ素ドープ炭素(BC)で作られてもよい。同じタイプの脆化解放界面相はまた、セラミックマトリクスの相の間で、マトリクス内に組み込まれてもよい。いずれにせよ、マトリクスの少なくとも外側の相はセラミックである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】欧州特許第0399879号明細書
【特許文献2】欧州特許第1087103号明細書
【特許文献3】特開2003−148105号公報
【特許文献4】国際公開第91/15357号
【特許文献5】欧州特許第0466602号明細書
【特許文献6】国際公開第2006/136755号
【特許文献7】米国特許第5071679号明細書
【特許文献8】米国特許第5246736号明細書
【特許文献9】米国特許第5965266号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
欧州特許第0399879号明細書は、複数の組み立てられた部分、すなわち羽根、および羽根の半径方向末端に形成されたほぞと係合する歯付きリングを担持するハブで作られている、CMCタービンノズルを開示している。タービンノズルの構成部品は、中実CMC部品を機械加工することによって得られるが、それによって材料の大きな損失が生じ、CMCの繊維強化材における繊維の多数の破断を招く。
【0007】
欧州特許第1087103号明細書は、内側環状プラットフォームセクタと外側環状プラットフォームセクタとの間に延在する複数の羽根を有する、タービンノズル要素を開示している。各羽根は、2つの部分から作られている:すなわち、前縁の付近の編組繊維強化材を備えるCMC部分と、後縁の付近の中実セラミック部分である。プラットフォームセクタは、重畳層から形成されたCMC繊維強化材で作られている。各羽根のCMC部分の編組強化材は、プラットフォームセクタの繊維強化材層の間に挿入されるために、羽根の長手方向末端を超えて延在する。ノズル要素はこのように、部分的にCMCのみで作られており、繊維強化材は、共に組み立てられる必要のある複数の個別部分で作られている。
【0008】
特開2003−148105号公報は同様に、セラミックマトリクス複合材料の単一片で作られたノズル要素を開示している。繊維強化材は部分的に、互いに対向するフラップによってその末端の各々において延在する羽根プリフォームを形成するために、管状中央部を有するストリップの形態の織りブランクから得られる。フラップは中央部の両側で展開され、これらは内側および外側プラットフォームプリフォームを形成するように、個別に得られた繊維層上に縫合される。ノズル要素の全体積を占める繊維構造はこのように、互いに組み合わせられる必要のある複数の個別部分で作られている。
【0009】
国際公開第91/15357号は、セラミックマトリクス複合材料からなる単一片として作られたタービンノズル要素を開示している。繊維強化材は、織られてもよいが、好ましくは編まれている、ストリップの形態のブランクから得られる。ストリップは、ノズル要素用の繊維プリフォームを得るために、半分に折られている。羽根に対応する部分において、折りは、ストリップのセグメントの2つの縁が並列位置を取り、縫合によって互いに接続されるような方法で実行される。このため、羽根の長手方向に延在する線に沿って、各羽根の周辺の織りまたは編み繊維強化材に不連続性がある。このような不連続性は、機械的観点から不利である。
【0010】
欧州特許第0466602号明細書もまた、繊維プリフォームを緻密化することによって得られるCMCで作られた単一片ノズル要素を開示している。プリフォームは、重畳層または三次元織り生地を成形することによって得られる。ノズル要素は、非対称ルート部を備えるが、羽根に接続される領域の両側に延在する内側および外側プラットフォームを備えない、羽根を含む。
【0011】
本発明の目的は、上述の欠点を示さないCMCノズル要素を提供することである。
【課題を解決するための手段】
【0012】
この目的は、少なくとも部分的にセラミックであるマトリクスによって緻密化された繊維強化材を含む複合材料で作られた単一片タービンノズル要素によって達成され、ノズル要素は、内側環状プラットフォームセクタ、外側環状プラットフォームセクタ、およびプラットフォームセクタの間に延在してその両方に接続されている少なくとも1つの羽根を含み、プラットフォームセクタは、各々の羽根を備えるそれらの接続領域の両側に延在し、ノズル要素は、繊維強化材が、三次元または多層織りで織られて、ノズル要素の全体積を通じて、および各々の羽根の全周にわたって連続性を有する繊維構造を含むという点において、際だっている。
【0013】
ノズル要素の全体積にわたる織り強化繊維構造の存在において、前記構造はノズル要素の全体積にわたる連続性を有し、すなわち複数の個別に得られた部分を組み立てることによって作られておらず、各羽根の全周にわたる連続性を有し、すなわち前記周辺に織りの中断のない、この構造の存在は、良好な機械的挙動の獲得に貢献する。これに加えて、単一片強化繊維構造を直接的に得ることが可能である。
【0014】
各々の羽根は中実であってもよく、これは羽根の全長にわたって延在してプラットフォームセクタ内に開口している、内部長手方向通路を有してもよい。
【0015】
さらに有利には、ノズル要素は、プラットフォームセクタの間に延在する少なくとも2つの羽根を含み、繊維構造は、第一プラットフォームセクタの一部に沿って、第一羽根に沿って、別のまたは第二プラットフォームセクタの一部に沿って、第二羽根に沿って、そして第一プラットフォームセクタの一部に沿って、連続的に延在する連続通路をたどる糸を含んでもよい。
【0016】
別の態様において、本発明は、上記で定義されたタービンノズル要素の製造を可能にする方法を提供する。
【0017】
このような方法は、
三次元または多層織りによって織り単一片繊維ブランクを形成するステップであって、ブランクは長手方向に、羽根プリフォームブランクを形成する第一セグメントと、その1つの長手方向末端において第一セグメントが延在し、互いに対向して位置する2つのフラップを形成する第二セグメントと、その別の末端において第一セグメントが延在し、互いに対向して位置する2つのフラップを形成する第三セグメントと、を含む少なくとも1つのパターンを含む、ステップと、
第二セグメントのフラップを実質的に第一セグメントに対して直角に延在させるように、その第一末端でその両側の第二セグメントおよび第一セグメントのフラップの間で相対的に旋回しながら、ならびに第三セグメントのフラップを実質的に第一セグメントに対して直角にするために、その第二末端でその両側の第三セグメントおよび第一セグメントのフラップの間で相対的に旋回しながら、ブランクを展開するステップと、
少なくとも第一セグメントを成形することによって得られる羽根プリフォーム形成部分、およびフラップから得られるプラットフォームセクタプリフォーム形成部分を備えるノズル要素の繊維プリフォームを得るために、展開されたブランクを成形するステップと、
ノズル要素の全体積を通じて、および各羽根の全周にわたって連続性を有する繊維プリフォームを含む繊維強化材を用いた単一片タービンノズル要素が得られるように、少なくとも部分的にセラミックのマトリクスでプリフォームを緻密化するステップと、を含む。
【0018】
好ましくは、ブランクは、第一セグメントよりも幅が広く、第一セグメントの横方向縁を超えて横方向に延在する、第二セグメントおよび第三セグメントを用いて作成される。
【0019】
このような状況下で、および有利には、第二および第三セグメントのうちの少なくとも1つにおいて、2つのフラップの各々は、非展開状態において、第一セグメントの長手方向縁を超えて横方向に突出し、そこから離れたままで前記縁に沿って延在している、フラップの部分を延びるタブを用いて形成され、フラップのタブは、ブランクが展開されたときに、別のフラップのタブと相互に重ねられる。相互重複タブは、たとえば縫合によって、または糸もしくは針の埋め込みによって、互いに結合されてもよい。
【0020】
さらに好ましいことに、繊維ブランクは、第一パターンの第三セグメントおよび連続する第二パターンの第二セグメントが互いに延在して互いに連続している、前記パターンの繰り返しを備える単一片として作られており、ブランクを展開する間、第一パターンの第一セグメントは、第一パターンの第三セグメントに対して1つの方向に旋回させられ、第二パターンの第一セグメントは、第一および第二パターンの第一セグメントを実質的に互いに平行にさせるために、第二パターンの第二セグメントに対して反対方向に旋回させられる。
【0021】
このような状況下で、ブランクを展開している間、第一パターンの第二セグメントのフラップ、および連続するパターンの第三セグメントのフラップは、プラットフォームセクタプリフォームの一部を形成することができるようにするために、互いに延在させられる。ブランクが展開された後、互いに延在させられたフラップは、たとえば縫合によって、または糸もしくは針の埋め込みによって、互いに結合される。
【0022】
有利には、ブランクの多層織りを実行している間、第二セグメントの2つのフラップの間、および第一セグメントの2つのフラップの間を分離するために、2つの層の間に、非連結領域が形成される。
【0023】
さらに有利には、ブランクの多層織りの間、完全に第一セグメントに沿って2つの層の間に非連結領域が形成され、非連結領域は、成形後に、プリフォームの全長にわたって延在する内部通路を備える羽根繊維プリフォームを形成するように、その長手方向縁から距離を置いて、第一セグメントの幅の一部のみにわたって延在している。
【0024】
本発明はまた、複数の並置ノズル要素を含むタービンノズルも提供し、各ノズル要素は先に定義されたものであるか、または先に定義された方法によって得られるものである。
【0025】
本発明はまた、このようなタービンノズルが設けられたガスタービンも提供する。
【0026】
本発明は、以下の添付図面を参照した非限定的表示によって与えられる以下の説明を読むことで、より良く理解されることが可能である。
【図面の簡単な説明】
【0027】
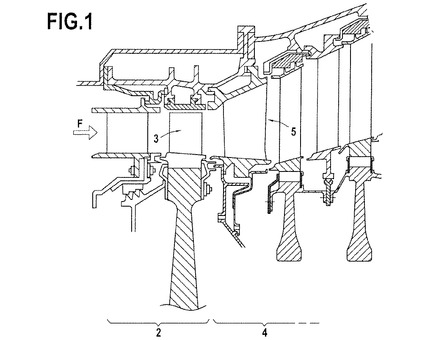
【図1】ガスタービンの一部の軸方向片側断面における、非常に部分的な模式図である。
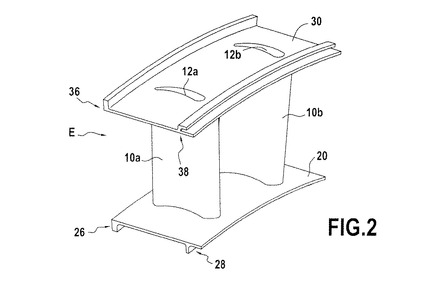
【図2】タービンノズル要素の模式的斜視図である。
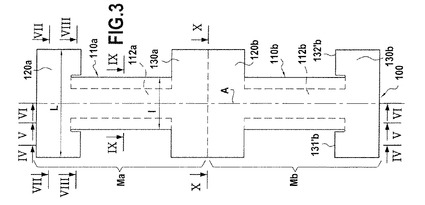
【図3】本発明の第一の実施形態における、CMCからタービンノズル要素の繊維プリフォームを作成するための、織り繊維ブランクの図である。
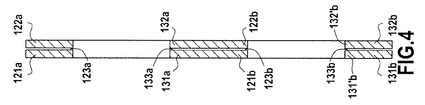
【図4】図3の平面IVにおける模式的長手断面図である。
【図5】図3の平面Vにおける模式的長手断面図である。
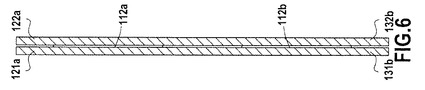
【図6】図3の平面VIにおける模式的長手断面図である。
【図7】図3の平面VIIにおける断面の模式図である。
【図8】図3の平面VIIIにおける断面の模式図である。
【図9】図3の平面IXにおける断面の模式図である。
【図10】図3の平面Xにおける断面の模式図である。
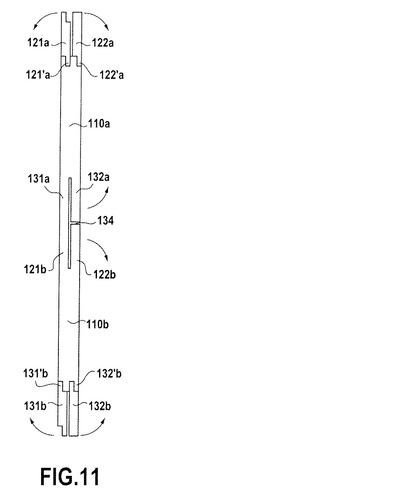
【図11】展開の準備がなされた図3のブランクを示す図である。
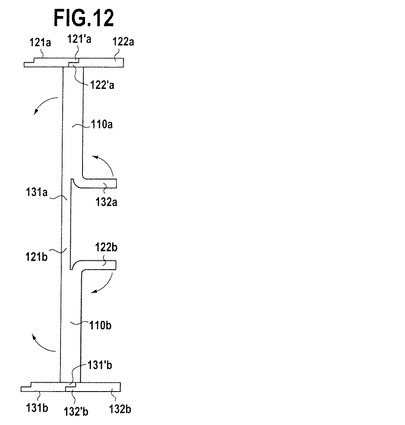
【図12】部分的に展開されたときの図11のブランクを示す図である。
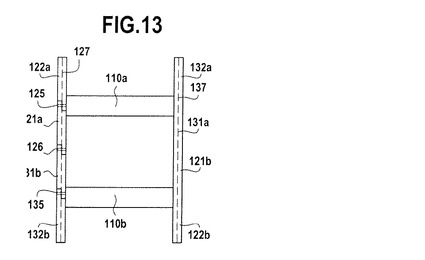
【図13】完全に展開されたときの図11のブランクを示す図である。
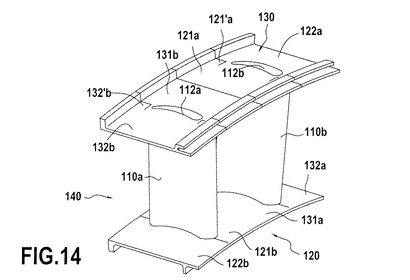
【図14】図13の展開ブランクを成形した後の、ノズル要素プリフォームの模式的斜視図である。
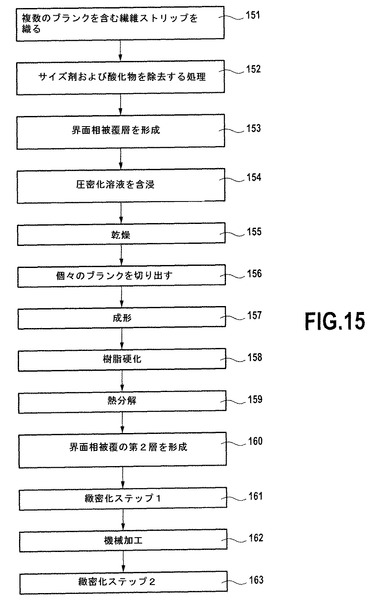
【図15】CMCからタービンノズル要素を作成する方法における連続ステップを示す図である。
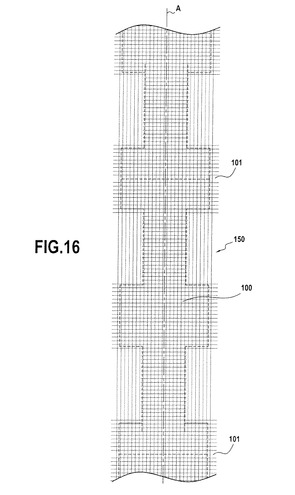
【図16】図13に示されるようなブランクが切り出されることが可能な織りストリップの図である。
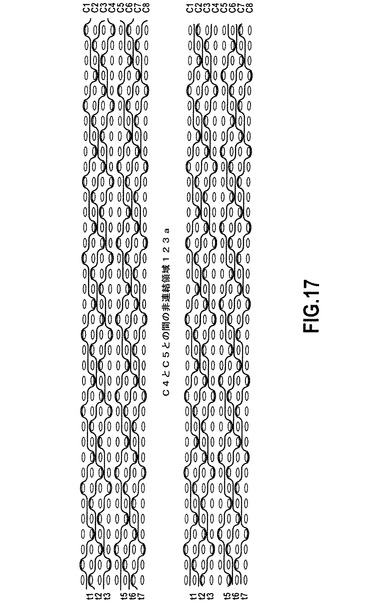
【図17】図3の繊維ブランクの部分用の多層織りの2つの連続平面を示し、図7の部分に対応する図である。
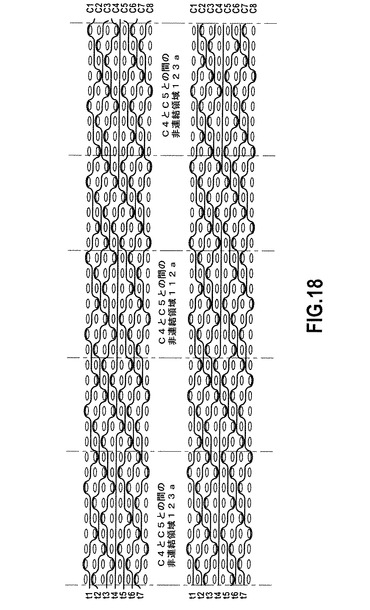
【図18】図3の繊維ブランクの部分用の多層織りの2つの連続平面を示し、図8の部分に対応する図である。
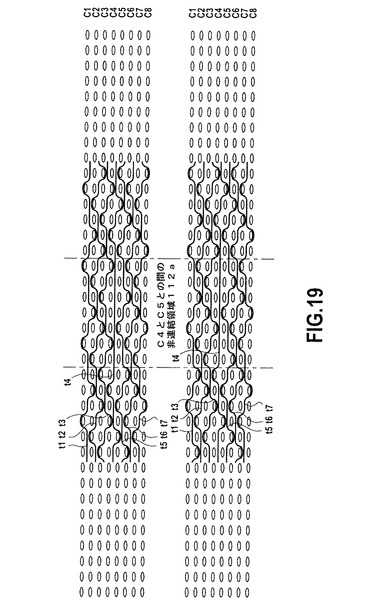
【図19】図3の繊維ブランクの部分用の多層織りの2つの連続平面を示し、図9の部分に対応する図である。
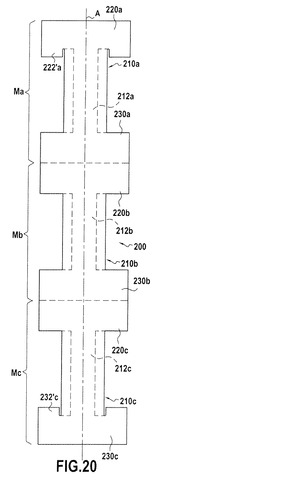
【図20】本発明の第二の実施形態における、CMCからタービンノズル要素用の繊維プリフォームを作成するための織り繊維ブランクの図である。
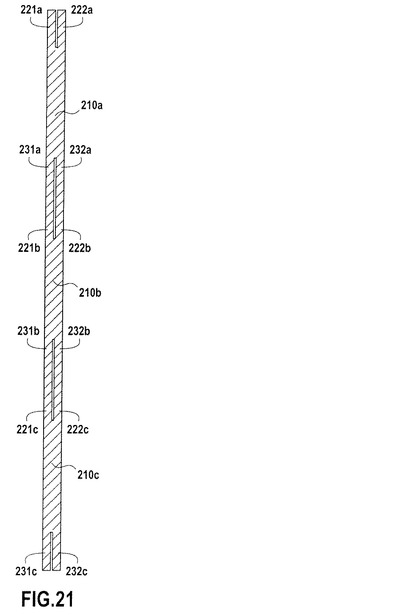
【図21】図20の平面XXIにおける模式的長手断面図である。
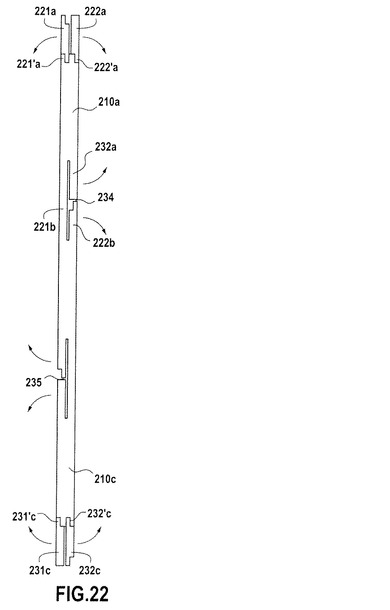
【図22】展開の準備がなされた図20および図21のブランクを示す模式的側面図である。
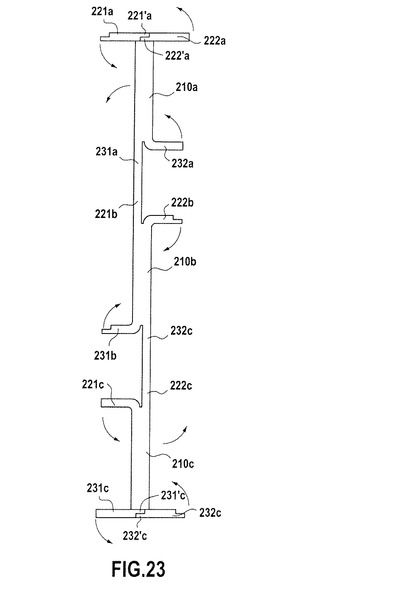
【図23】部分的に展開されたときの図22のブランクを示す図である。
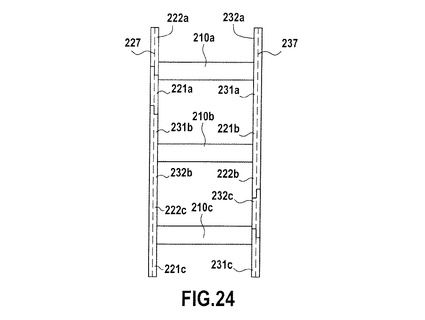
【図24】完全に展開されたときの図22のブランクを示す図である。
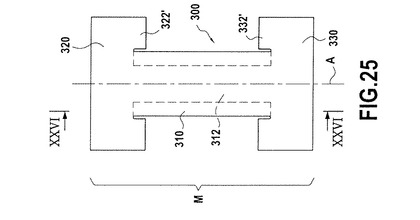
【図25】本発明の第三の実施形態における、CMCからタービンノズル要素用の繊維プリフォームを作成するための織り繊維ブランクの図である。
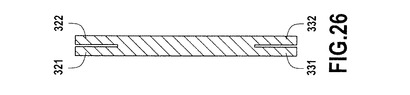
【図26】図25の平面XVIにおける模式的長手断面図である。
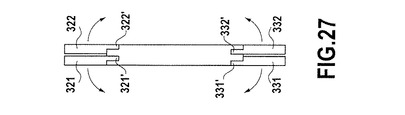
【図27】展開の準備がなされた図25および図26のブランクを示す模式的側面図である。
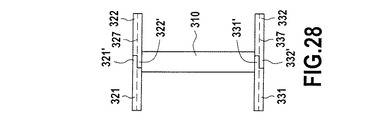
【図28】完全に展開されたときの図27のブランクを示す図である。
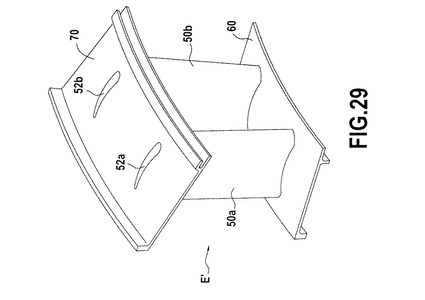
【図29】別のノズル要素の模式的斜視図である。
【図30】図29に示されるような、CMCから作られたノズル要素用の繊維プリフォームを作成するための、織りブランクを示す図である。
【発明を実施するための形態】
【0028】
本発明は、より具体的には、航空または産業用のガスタービン向けのタービンノズルに関する。
【0029】
図1は、2軸ガスタービンにおける高圧(HP)タービン2の一部および低圧(LP)タービン4の一部の、非常に模式的な軸方向片側断面図である。HPタービン2は、HPタービンノズル3を通じて燃焼チャンバからガス(矢印F)を受ける。LPタービン4は、HPタービン2の下流でガスを受け、各々が5などのLPタービンノズルおよび回転子ホイールを含む、複数のタービン段を含む。HPおよびLPタービンの回転子ホイールは、知られている方法で、それぞれの同軸シャフトを通じて、それぞれHP圧縮機、およびLP圧縮機またはファンを駆動する。
【0030】
HPおよびLPタービンのノズルは、筐体内に実装されている。各ノズルは、ガスストリームの流路を部分的に画定する内側および外側環状プラットフォーム、ならびにプラットフォームの間に延在し、そこに接続されている、複数の固定羽根を含む。羽根は、空気冷却用の流通路を形成する、それぞれの内部長手方向通路を有してもよい。
【0031】
単一片として、または各要素が内側プラットフォームセクタ、外側プラットフォームセクタ、およびその間に延在してそこに接続された1つ以上の羽根を含む、完成ノズルを組み立てるために並置された複数の要素として、タービンノズルを作成することが知られている。
【0032】
本発明は、この例において、複数の並置ノズル要素からなるHPタービンノズルまたはLPタービンノズルに適用される。より一般的には、本発明は、単軸または多軸ガスタービンのタービンノズルに適用される。
【0033】
図2は、本発明によって作成可能なタービンノズル要素の一例を示す。
【0034】
タービンノズル要素Eは、内側環状プラットフォームセクタ20、外側環状プラットフォームセクタ30、および図示される例において、プラットフォームセクタ20および30の間に延在し、その両方に接続された、2つの羽根10aおよび10bを含む。プラットフォームセクタが羽根との接続領域の両側に延在していることがわかる。羽根は、プラットフォームセクタ20および30の外側表面内に羽根の末端において開放しているそれぞれの長手方向通路12aおよび12bを有している。上流および下流(ガスストリームの流れる方向において)に位置する末端の一方および/または他方において、プラットフォームセクタは、リム26、36、またはニブ28、38等のレリーフ部を有してもよい。
【0035】
ここで、図2に示されるタービンノズル要素であって、CMCの単一片として作られた要素を作成するための繊維プリフォームを得ることが可能な、繊維構造またはブランク100を示す、図3から図10を参照する。
【0036】
ブランク100は、以下に記載されるように多層織りによって作成される。長手方向Aにおいて、ブランク100は、図3において破線によって分割されて示される、2つの類似の連続パターンMaおよびMbを含む。
【0037】
パターンMaは、第一セグメント110a、その第一長手方向末端においてセグメント110aを延在させる第二セグメント120a、およびその他方の長手方向末端においてセグメント110aを延在させる第三セグメント130aを含む。同様に、パターンMbは、第一セグメント110b、その第一長手方向末端においてセグメント110bを延在させる第二セグメント120b、およびその他方の長手方向末端においてセグメント110bを延在させる第三セグメント130bを含む。セグメント130aおよび120bは、互いを延在させ、互いに連続している。
【0038】
セグメント110aおよび110bは、羽根10aおよび10b用の繊維プリフォーム部分を形成するためのものである。セグメント110aおよび110bは、この例において、実質的に一定のほぼ同じ幅lである。しかしながら、セグメント110aおよび110bは、横断寸法が著しく変動する場合には、変動する前記横断寸法の羽根10aおよび10bを反映するように変動幅が与えられてもよい。この例において、セグメント120a、130a、120b、130bも同様に、全て実質的に一定のほぼ同じ幅Lである。幅Lは、幅lよりも大きい。セグメント120aおよび130aは、その両側において、セグメント110aの長手方向縁を超えて横方向に延在する。同様に、セグメント120bおよび130bも、その両側において、セグメント110bの長手方向縁を超えて横方向に延在する。
【0039】
図4から図10に示されるように、ブランク100の1つの長手方向末端において、セグメント120aは、分離領域123aの両側で互いに対向して位置し、セグメント110aの第一末端に接続された、2つのフラップ121aおよび122aを形成する。同様に、ブランク100の他方の長手方向末端において、セグメント130bは、分離領域133bの両側で互いに対向して位置し、セグメント110bの第二末端に接続された、2つのフラップ131bおよび132bを形成する。セグメント110aの両側において、フラップ121aおよび122aは、そこから分離されながら、セグメント110aの長手方向縁に沿って限られた距離だけ延在するタブ121’aおよび122’aによって、延在させられる。同様に、セグメント130bの両側において、フラップ131bおよび132bは、そこから分離されながら、セグメント130bの長手方向縁に沿って限られた距離だけ延在するタブ131’bおよび132’bによって、延在させられる。
【0040】
ブランク100の中央部において、セグメント130aはこのようにして、分離領域133aの両側に位置してセグメント110aの第二末端に接続された、2つの対向フラップ131aおよび132aを形成し、セグメント12bは、分離領域123bの両側に位置してセグメント110bの第一末端に接続された、2つの対向フラップ121bおよび122bを形成する。対向フラップの間の分離部123a、133a、123b、および133bは、多層織りを実行した後に切り込みを入れることによって、または多層織りの最中に非連結領域を配置することによる以下に説明される方法において、得られてもよい。
【0041】
セグメント110aおよび110bの各々は、その中間部のみにわたってセグメントを2つの対向部に分割するその全長にわたって、それぞれの分離領域112aまたは112bを有し、分離領域は、セグメント110aまたは110bの長手方向縁から距離を置いて終端している。分離領域112aおよび112bは、長手方向通路12aおよび12bが羽根の中に形成されることを可能にするためのものであり、これらは自身が接続されるフラップの間の分離領域と同じ高さに位置する。分離領域112aおよび112bは、多層織りの後に切り込みを入れることによって、または多層織りを実行している間に非連結領域を配置することによる以下に説明される方法において、得られてもよい。
【0042】
ノズル要素プリフォームがブランク100から形成される方法は、図11から図15を参照して、以下に記載される。
【0043】
横断切り込み134は、フラップ132aおよび122b(図11)の末端を分離するために、ブランク100の全長およびその厚みの一部にわたって形成される。これに加えて、タブ121’a、122’a、131’b、および132’bの厚みは、フラップの厚みと比較して著しく過剰な厚みを形成することなく、ブランク100のその後の展開の間にこれらが重畳されることを可能にするように、材料を除去することによって減少させられる。タブの厚みは、図示されるように実質的に半分に減少してもよく、またはこれらは面取りを形成するように段階的に減少してもよい。類似の厚み減少は、フラップ121aおよび131bの末端においても実行される。フラップ131aおよび121bがこれらの共通末端を通じて結合されたままであることが観察されるはずである。
【0044】
図11の矢印によって示されるように、フラップ121aおよび122aは、セグメント110aに対して実質的に直角になるように、その第一末端において、セグメント110aの両側において旋回させられ、フラップ131bおよび132bは、セグメント110bに対して実質的に直角になるように、その第二末端において、セグメント110bの両側において旋回させられる。タブ121’aおよび122’aは、タブ131’bおよび132’bと同様に互いに重複する。これに加えて、フラップ132aは、セグメント110aに対して実質的に直角に延在するために、その第二末端においてセグメント110aに対して旋回させられ、フラップ122bは、セグメント110bに対して実質的に直角に延在するために、セグメント110bの第一末端に対して旋回させられる。すると、ブランク100の形状は、図12に示される通りになる。
【0045】
図12の矢印は、フラップ121aおよび121a、セグメント110a、およびセグメント110aの第二末端のフラップ132aによって形成されたアセンブリが旋回させられ、フラップ131bおよび132b、セグメント110b、およびセグメント110bの第二末端のフラップ122bによって形成されたアセンブリも旋回させられながら、どのように展開が継続するかを示す。図13に示されるように、セグメント110aおよび110bはこのように、互いに実質的に平行にさせられ、フラップ121aおよび131bの薄化された末端は互いに重複する。
【0046】
図13に示される形状で展開される際に、ブランクの形状を維持しやすくするために、互いに重複しているタブ121’aおよび122’a、同じく131’bおよび132’b、ならびにやはり互いに重複しているフラップ121aおよび131bの末端は、たとえば縫合(125、135、および126)によって、結合されてもよい。その他の接続手法が使用されてもよく、たとえば糸または針が埋め込まれてもよい。
【0047】
図13に示されるように、展開されたブランクは、形成されるノズル要素に近い形状のものである。ノズル要素のプリフォームは、内側および外側プラットフォームセクタのプリフォームを成形する要素、羽根プリフォームの外形を成形する要素、およびこれらの長手方向内部通路を成形する要素を含む工具手段によって成形され、これら成形要素は分離領域112aおよび112b内に貫通する。
【0048】
図14は、図2のノズル要素が獲得されることを可能にする、結果的なプリフォーム140の図である。内側プラットフォームのプリフォーム120を形成する部分は、フラップ132a、(共通末端において互いに結合されたままの)フラップ131aおよび121b、およびフラップ122bによって形成される。外側プラットフォームのプリフォーム130を形成する部分は、フラップ122a、121a、131b、および132bによって形成される。羽根のプリフォーム部分は、セグメント110aおよび110bによって形成される。プラットフォームプリフォームの末端におけるニブに近い形状の部分を獲得するために、切り込み127および137が、図13に示される方法で形成されてもよい。
【0049】
CMCから図2のノズル要素を製造する方法の連続ステップが、図15にまとめられている。
【0050】
ステップ151において、図16に示されるような繊維ストリップ150が、連続的な繊維ブランク100の列を提供するように、三次元(3D)織りによって、または多層織りによって織られる。図示される例において、ブランク100の長手方向Aは長手糸方向に、すなわちストリップ150の長手方向に延在する。変形例において、これらはストリップ150の横方向の横糸方向に延在することも可能である。これに加えて、ブランクのいくつかの平行な列が、ストリップ150の幅を横断して織られる。
【0051】
ストリップ150は、たとえば、「ニカロン」の名称で日本の供給元であるNippon Carbonによって供給されるものなど、SiCベースの繊維糸などの、セラミック繊維糸で織られる。しかしながら、炭素繊維で作られた糸を使用することも考えられる。
【0052】
図17、図18、および図19は、それぞれ図7、図8、および図9の断面に対応する、ブランク100の部分に使用される織りの2つの連続平面を示す、より大きい縮尺の糸断面図である。
【0053】
ストリップ150は、一組の長手糸の層を含み、これらの層の数はこの例では8に等しく(層C1からC8)、長手糸は横糸によって連結されている。図示される例において、織りはしゅすを用いて実行される多層織り、またはしゅす織りである。たとえば多面織りを用いる多層織り、またはインターロック型の織りなど、その他のタイプの3Dまたは多層織りが使用されることも可能である。「インターロック」織りという用語は本明細書において、長手糸の各層が複数の横糸の層を連結し、所定の横列の全ての糸が織面において同じように移動する織り方を用いる織りを意味するために使用される。特に、国際公開第2006/136755号に、様々な3Dまたは多層織り手法が記載されている。
【0054】
ブランク100のセグメント120aにおいて、図17は、長手糸の層C1からC4を連結する横糸t1からt3、および長手糸の層C5からC8を連結する横糸t5からt7を示しているが、フラップ121aおよび122aの間に分離123aを形成する非連結領域を残すように層C4およびC5は連結されていない。ブランク100のセグメント120b、130a、および130bにおいても同じ手順が実行される。
【0055】
セグメント110aの第一末端に隣接する部分において、図18は、長手糸の層C1からC4を連結する横糸t1からt3、および長手糸の層C5からC8を連結する横糸t5からt7を示している。非連結領域は、フラップ121aおよび122aのタブ121’aおよび122’aの間に分離123aを形成するように、そしてセグメント110aの中央部に分離領域112aを形成するように、長手糸の層C4およびC5の間に配置されている。層C4およびC5は、セグメント110aの側方部分において、長手糸t4によって連結されている。セグメント110bの第二末端に隣接する部分においても同じ手順が実行される。
【0056】
セグメント110aの残りの部分では、図19が、図18のように、セグメント110aの中央部に分離領域112aを形成するために、どのようにして中央非連結領域が長手糸の層C4およびC5の間に配置されるかを示す。層C4およびC5は、図18と同様に、セグメント110aの側方部分において連結される。同じ手順がセグメント110bに対して実行される。セグメント120a、130a、120b、および130bを作成するためにセグメント110aおよび110bの両側に延在する長手糸は、セグメント110aおよび110bにおいては織られていない。
【0057】
ストリップ150において、切りしろを設けるために、連続するブランクの間に余長領域101(図16)が設けられている。
【0058】
ステップ152において、ストリップは好ましくは、たとえば短時間の熱処理によって、繊維上に存在するサイズ剤を除去するように、およびたとえばフッ酸処理によって、繊維の表面上の酸化物の存在を排除するように処理される。
【0059】
ステップ153において、薄い界面相被覆層が、化学付着浸透法(CVI)によって、繊維ストリップの繊維上に形成される。一例として、界面相被覆材料は、熱分解炭素(PyC)、窒化ホウ素(BN)、またはホウ素ドープ炭素(たとえば5原子%から20原子%のBを有し、残りがCである、BC)である。薄い界面相被覆層は、繊維ブランクにおける良好な変形能力を維持するように、たとえば100ナノメートル(nm)、または実際には50nm以下など、好ましくは薄い厚みを有する。その厚みは好ましくは少なくとも10nmである。
【0060】
ステップ154において、薄い界面相被覆層で被覆された繊維を備える繊維ストリップは、圧密組成物、一般的には場合により溶剤中に希釈された樹脂を含浸する。それぞれSiCN、SiCO、およびSiCの前駆体として、たとえばフェノールもしくはフラン樹脂などの炭素前駆体樹脂、またはたとえばポリシラザン、ポリシロキサンなどのセラミック前駆体樹脂、またはポリカルボシラン樹脂を使用することが可能である。
【0061】
いずれの樹脂溶剤も除去することによって乾燥した後(ステップ155)、個々の繊維ブランク100が切り出される(ステップ156)。切り出しの間、セグメント110aの両側のセグメント120aおよび130aの間に延在する長手糸の部分は、セグメント110bの両側のセグメント120bおよび130bの間に延在する長手糸部と同様に除去される。これに加えて、セグメント110aからタブ121’aおよび122’aを分離し、セグメント110bからタブ131’bおよび132’bを分離するために切り込みが入れられる。
【0062】
ステップ157において、このように切り出された繊維ブランクは、図11から図14を参照して先に記載されたようなプリフォーム150を獲得するように、たとえば黒鉛で作られた、成形工具手段によって用意され、展開され、そして成形される。
【0063】
その後、樹脂は硬化され(ステップ158)、硬化樹脂は熱分解される(ステップ159)。硬化および熱分解は、成形工具における温度を段階的に上昇させることによって、次々に続けられてもよい。
【0064】
熱分解の後、熱分解残渣によって圧密化された繊維プリフォームが得られる。圧密化樹脂の量は、工具による補助を用いずにその形状を維持しながらプリフォームの取り扱いを可能にするのに十分なほど、熱分解樹脂がプリフォームの繊維を結合させるように選択され、圧密化樹脂の量は好ましくは、可能な限り少なくなるように選択されると理解される。
【0065】
サイズ剤を除去し、酸処理を実行し、SiC繊維の基板上に界面相被覆を形成するステップは、すでに知られている。米国特許第5071679号明細書が参照されてもよい。
【0066】
第二界面相層は、必要であれば、複合材料の脆化解放機能を実行するのに十分な厚みを有する全体繊維マトリクス界面相を得るために、CVIによって実行されてもよい(ステップ160)。第二界面相層は、PyC、BN、およびBCより選択される材料であってもよく、必ずしも第一界面相層の材料と同じでなくてもよい。第二回面相層の厚みは、好ましくは100nm以上である。
【0067】
次に圧密化プリフォームが、セラミックマトリクスで緻密化される。この緻密化はCVIによって実行されてもよく、こうして、第二界面相層の形成、およびセラミックマトリクスによる緻密化が、同じオーブン内で続けて実行されることを可能にする。
【0068】
セラミックマトリクス、特にSiCマトリクスによるプリフォームのCVI緻密化は、よく知られている。メチルトリクロロシラン(MTS)を含む反応ガス、および水素ガス(H2)が使用されてもよい。圧密化プリフォームは、形状維持工具による補助を用いることなく、容器内に配置され、ガスが容器内に導入される。特に温度および圧力が制御された条件の下で、ガスの成分の間の反応によってSiCマトリクスを付着させるように、プリフォームの孔の中にガスが拡散する。
【0069】
当然ながら、複合材料の所望の性質に応じて、たとえば炭素繊維など、セラミック繊維以外の繊維で作られた繊維ストリップを用いる方法が実行されてもよい。すると、酸化物層を除去するための酸処理は省略される。
【0070】
同様に、圧密化プリフォームのCVI緻密化は、特に炭素マトリクスまたは自己回復マトリクスなど、SiCマトリクス以外のマトリクスを用いて実行されてもよく、自己回復マトリクス材料の例は、Si−B−C三成分系または炭化ホウ素B4Cである。CVIによるこのような自己回復マトリクスの獲得を記載する、米国特許第5246736号明細書、および米国特許第5965266号明細書が参照されてもよい。
【0071】
緻密化は、2つの連続するステップ(ステップ161およびステップ163)において実行されてもよく、これらのステップは、所望の寸法で製造される部品を加工するステップ162によって分けられている。第二緻密化ステップは、複合材料の中心までの緻密化を終わらせるのみならず、機械加工中に露出される可能性のあるいずれの繊維にも表面被覆を形成するのにも役立つ。
【0072】
ステップ158とステップ159との間、すなわち樹脂を硬化した後で樹脂を熱分解する前に、予備機械加工またはトリミングが実行されてもよいことが、観察されるはずである。
【0073】
変形例において、繊維ストリップ150を織り、サイズ剤および酸化物を除去するための処理を実行した後、個々の繊維ブランク100が繊維ストリップから切り出され、その後各個別の繊維ブランクは、成形工具によって展開および成形され、ここでこれはCVIによって脆化解放界面相被覆を形成するために保持される。
【0074】
成形工具においてまだプリフォームが形状維持されている状態で、これは部分的な緻密化によって圧密化され、圧密化は、CVIによって繊維上にセラミックの付着を形成することによって実行される。
【0075】
CVIによる界面相被覆の形成、およびCVIによるセラミック付着による圧密化は、同じCVIオーブン内で次々に続けられてもよい。
【0076】
成形工具は好ましくは黒鉛で作られており、CVIによる界面相の付着用およびセラミックの付着用の反応ガスの通過を容易にする孔を有している。
【0077】
圧密化が、支持工具の補助を用いることなくその形状を維持しながらプリフォームが扱われることを可能にするのに十分であるとき、圧密化されたプリフォームは成形工具から取り出され、CVIによるセラミックマトリクスを用いる緻密化が実行される。
【0078】
図20から図22は、CMCから単一片としてタービンノズル要素を作成するのに役立つ繊維プリフォームを得ることが可能な繊維ブランク200を示し、要素は、内側プラットフォームセクタ、および外側プラットフォームセクタを含み、3つの羽根がプラットフォームセクタの間に延在し、これらの両方に接続されている。
【0079】
長手方向Aにおいて、ブランク200は、上述のブランク100のパターンMaおよびMbに類似の、そして破線によって分割されて示された、3つの類似パターンMa、Mb、およびMcを含む。
【0080】
このため、パターンMaは、第一羽根用のプリフォーム部分を形成するための第一セグメント210a、その第一長手方向末端において第一セグメント210aを延在させ、互いに対向して位置する2つのフラップ221aおよび222bを形成する第二セグメント220a、ならびにその他方の長手方向末端においてセグメント210aを延在させ、互いに対向して位置する2つのフラップ231aおよび232aを形成する第三セグメント230aを含む。
【0081】
パターンMbは、第二羽根のプリフォーム部分を形成する第一セグメント210b、その第一長手方向末端において第一セグメント210bを延在させ、互いに対向して位置する2つのフラップ221bおよび222bを形成する第二セグメント220b、ならびにその他方の長手方向末端においてセグメント210bを延在させ、互いに対向して位置する2つのフラップ231bおよび232bを形成する第三セグメント230bを含む。
【0082】
パターンMcは、第三羽根用のプリフォーム部分を形成する第一セグメント210c、その第一長手方向末端において第一セグメント210cを延在させ、互いに対向して位置する2つのフラップ221cおよび222cを形成する第二セグメント220c、ならびにその他方の長手方向末端においてセグメント210cを延在させ、互いに対向して位置する2つのフラップ231cおよび232cを形成する第三セグメント230cを含む。
【0083】
セグメント230aおよび220bは、セグメント230bおよび220cのように、互いに延在し、互いに連続している。各パターンにおいて、第二および第三セグメントは第一セグメントの幅よりも大きい幅であって、これらはその長手方向縁のレベルを超えて延在する。セグメント210aの両側において、フラップ221aおよび222aは、ブランク100のフラップ121aおよび122aと同じように、タブ221’aおよび222’aによって延在させられる。同様に、セグメント230cの両側において、フラップ231cおよび232cは、ブランク100のフラップ131bおよび132bと同じように、タブ231’cおよび232’cによって延在させられる。
【0084】
セグメント210a、210b、および210cは、実質的に一定の同じ幅である。しかしながら、これらは、ノズル要素の羽根の横断寸法が著しく変動して作られた場合には、変動幅であってもよい。セグメント110aおよび110bと同様に、セグメント210a、210b、および210cの各々は、その中間部のみに形成されたその全長に沿ってそれぞれの分離領域212a、212b、または212cを有する。これら分離領域は、セグメント210a、210b、および210cの長手方向縁から距離を置いて終端しており、これらはフラップの間の分離領域に入り込んでいる。
【0085】
ブランク100と同じように、ブランク200は、1列以上のブランクを含む連続織りストリップから切り出される。織り方は、3Dまたは多層タイプである。セグメント220a、230a、220b、230b、220c、および230cのフラップの間、ならびにセグメント210a、210b、および210cの中間部の分離領域は、上述のように、織りの最中に非連結領域を設けることによって、または織りの後に切り込みを入れることによって、形成されてもよい。
【0086】
図22に示されるように、ブランク200は、フラップ232aおよび222bの末端を分離するように、ならびにフラップ231bおよび221cの末端を分離するように、切り込み234および235を入れることによって、展開の準備がなされる。ブランク100と同様に、ブランクが展開された後にこれらが重複されたときに、過剰な厚みを回避するために、タブ221’a、222’a、231’c、および232’cに、ならびにフラップ221a、231b、および231cの末端部分に、厚み減少も実行されてもよい。フラップ231aおよび221bは、フラップ232bおよび222cと同様に、その末端において接続されたままである。
【0087】
図23は、図22の矢印によって示されるように、フラップ221a、222a、232a、222b、231b、221c、231c、および232cが旋回させられた後に部分的に展開されたブランク200を示し、フラップはその後、長手方向Aに対して実質的に直角に延在する。
【0088】
図24は、図23の矢印によって示されるように、フラップ221aおよび222a、セグメント210a、およびフラップ232aによって形成されたアセンブリ、ならびにフラップ231b、セグメント210b、およびフラップ222bによって形成されたアセンブリ、ならびにフラップ231cおよび232c、セグメント210c、およびフラップ221aによって形成されたアセンブリが全て旋回させられた後に、完全に展開された状態のブランク200を示す。
【0089】
互いに重複しているフラップのタブおよび末端部分は、縫合によって、または糸もしくは針を埋め込むことによって、互いに結合されてもよい。
【0090】
展開されたブランクは、内側および外側プラットフォームセクタプリフォームを成形する要素、羽根のプリフォームの外形を成形する要素、およびこれらの長手方向内部通路を成形する要素を有する成形工具によって成形され、後者の成形要素は分離領域212a、212b、および212c内に貫通する。
【0091】
こうして、内側プラットフォームプリフォーム部分がフラップ232a、フラップ231aおよび221b、フラップ222b、フラップ232c、およびフラップ231cからなり、外側プラットフォームプリフォーム部分がフラップ222a、フラップ221a、フラップ231b、フラップ232bおよび222c、およびフラップ221cからなり、羽根プリフォーム部分がセグメント210a、210b、および210cから形成されるノズル要素プリフォームを得ることが可能である。プラットフォームプリフォームの末端の1つにニブの形状を得るために、切り込み227および237が形成されてもよい。
【0092】
CMCからノズル要素を製造する全プロセスは、図15を参照して記載されたプロセスに従ってもよい。
【0093】
図25および図26は、内側プラットフォームセクタ、外側プラットフォームセクタ、およびプラットフォームセクタの間に延在してその両方に接続された単一の羽根を備えるCMCの単一片としてタービンノズル要素を作成するための繊維プリフォームを得ることが可能な、繊維ブランク300を示す。
【0094】
長手方向Aにおいて、ブランク300は、タービンノズル羽根のプリフォーム部分を形成するための第一セグメント310、その1つの長手方向末端において第一セグメント310を延在させ、互いに対向して位置する2つのフラップ321および322を形成する第二セグメント320、ならびにその他方の長手方向末端においてセグメント310を延在させ、互いに対向して位置する2つのフラップ331および332を形成する第三セグメント330を含む、パターンMを含む。
【0095】
セグメント320および330は、セグメント310の幅よりも大きい幅であり、これらはその長手方向縁を超えて延在する。セグメント310の両側において、フラップ321および322は、ブランク100のフラップ121aおよび122aと同じように、タブ321’および322’によって延在させられ、その一方でフラップ331および332はブランク100のフラップ131bおよび132bと同じように、タブ331’および332’によって延在させられる。
【0096】
セグメント310は、実質的に一定の幅である。しかしながら、横断寸法が著しく変動する場合には、タービンノズル羽根の変動する前記横断寸法を反映するために、変動幅が与えられてもよい。セグメント310はその全幅にわたって、中間部のみに形成された分離領域312を有し、分離領域は、セグメント310の長手方向縁から距離を置いて終端している。
【0097】
ブランク100と同じように、ブランク300は、1列以上のブランクを含む連続織りストリップから切り出される。織り方は、3Dまたは多層タイプである。フラップ321および322の間、フラップ331および332の間、ならびにセグメント310内の分離領域は、上述のように、織りの最中に非連結領域を配置することによって、または織りの後に切り込みを入れることによって、形成されてもよい。
【0098】
図27に示されるように、ブランク300は、ブランクが展開された後にこれらが重複されたときに過剰な厚みを回避するために、タブ321’、322’、331’、および332’に厚み減少を形成することによって、展開の準備がなされる。
【0099】
図28は、図27の矢印によって示されるように、フラップ321、322、331、および332を旋回させることによって展開されたブランク300を示し、フラップはその後、長手方向Aに対して実質的に直角に延在する。互いに重複しているタブ321’および322’は、タブ331’および332’においても可能なように、縫合によって、または糸もしくは針を埋め込むことによって、互いに結合されてもよい。
【0100】
展開されたブランクは、内側および外側プラットフォームセクタプリフォーム用の成形要素、羽根プリフォームの外形用の成形要素、および羽根プリフォーム内の長手方向通路用の成形要素を有する成形工具によって成形され、後者の成形要素は分離領域312内に貫通する。
【0101】
これは、内側プラットフォームプリフォーム部分がフラップ331および332からなり、外側プラットフォームプリフォーム部分がフラップ321および322からなり、羽根プリフォームがセグメント310で構成されている、ノズル要素プリフォームを提供する。プラットフォームプリフォームの各々の1つの末端にニブの形状を得るために、切り込み327および337が形成されてもよい。
【0102】
CMCからノズル要素を製造する全プロセスは、図15を参照して記載されたものに従ってもよい。
【0103】
上記は、1つ、2つ、または3つの羽根を有するCMCノズル要素の実施形態に関する。当然ながら、パターンMa、Mb、およびMcなど、所望の数の連続パターンを有する繊維ブランクを形成することにより、羽根の数を増やすことが可能である。
【0104】
さらに、先の記述において、ノズル要素は、各々が長手方向内部通路を有する、1つ以上の中空羽根で作成されるとして記載されている。しかしながら、本発明は、1つ以上の中実羽根を備えるノズル要素の作成にも適用可能である。中実羽根の場合、繊維ブランクの織りの間、羽根プリフォームを構成することになるいずれの部分にも、非連結領域は設けられない。
【0105】
上記は、内側および外側プラットフォームセクタが互いに対して実質的に平行に延在している、図2に示されるようなノズル要素の製造に関する。
【0106】
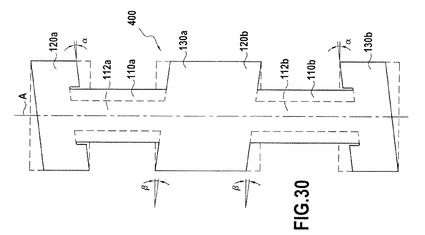
しかしながら、本発明は、図29に示されるように、製造されるべきCMCノズル要素E’が、互いに平行ではない内側および外側プラットフォーム要素60および70を有する状況にも、適用可能である。この例において、図2のように、ノズル要素は、プラットフォームセクタ60および70の間に延在し、そこに接続されてその全長に沿って延在する内部長手方向通路52aおよび52bを有している、2つの羽根50aおよび50bを有する。プラットフォームセクタは、羽根接続領域の両側に延在する。
【0107】
ノズル要素E’を作成するための繊維プリフォームは、図30のブランク400など、3Dまたは多層織りを用いて織られた繊維ブランクを展開することによって、得られてもよい。簡素化のため、ブランク400の要素には、同じ機能を有する図3のブランク100の要素と同じ参照符号が付される。
【0108】
ブランク400は、1つのパターンの第一セグメントと、同じパターンの第二および第三セグメントのうちの少なくとも1つとの間の接続が、長手方向Aの垂線に対してゼロではない角度で延在するという点において、ブランク100とは異なる。
【0109】
このため、図30に示されるように、セグメント120aは、方向Aの垂線に対して非ゼロ角度αを形成するようにセグメント110aに接続され、セグメント130aは、方向Aの垂線に対して非ゼロ角度βを形成することによって、セグメント120aに接続される。この例において、角度αおよびβは、反対符号である。同様に、セグメント130bは、αと実質的に等しい角度を形成することによってセグメント110bに接続され、セグメント120bは、βと実質的に等しい角度を形成することによって、セグメント110bに接続される。
【0110】
ブランク400は、ブランク100と同じように展開される。
【0111】
ブランク400は、ブランク100のように、連続織りストリップから切り出される。図30の破線で描かれる輪郭によって画定される部分の3Dまたは多層織りを実行すること、およびその後ブランク400のプロファイルを得るように切り込みを入れることが可能である。織りの最中に、第一にパターンの第一セグメントと、第二に同じパターンの第二および第三セグメントの各々との間の接続において、斜めに織りを実行することも可能である。
【0112】
当然ながら、互いに平行ではない内側および外側プラットフォームセクタを備えるCMCノズル要素は、2つ以外のいくつの羽根を備えて作られてもよい。
【技術分野】
【0001】
本発明は、セラミックマトリクス、または少なくとも部分的にセラミックであるマトリクスを有し、以下CMC材料と称される、複合材料で作られたタービンノズルに関する。
【0002】
本発明の適用分野は、より具体的には、航空または産業用のガスタービンの分野である。
【背景技術】
【0003】
ガスタービンの性能の改善およびその汚染排気の減少は、想定されるさらに高い燃焼温度をもたらす。
【0004】
したがって、ガスタービンの高温部に関して、CMC材料の顕著な熱構造特性のため、すなわちこれらは構造要素を構成するのに適合させる機械的特性を、これら機械的特性を高温で保存する能力と結びつけるので、CMC材料を使用するよう提案されている。CMC材料は通常、炭素繊維またはセラミック繊維などの耐火繊維で作られ、セラミック製または少なくとも部分的にセラミックのマトリクスで緻密化された、繊維強化材を用いて形成される。よく知られているように、界面に到達するクラックを偏向させることによって複合材料の脆化解放機能を実行するために、繊維とマトリクスとの間に界面相が存在してもよい。このような界面相は、熱分解炭素(PyC)、窒化ホウ素(BN)、またはホウ素ドープ炭素(BC)で作られてもよい。同じタイプの脆化解放界面相はまた、セラミックマトリクスの相の間で、マトリクス内に組み込まれてもよい。いずれにせよ、マトリクスの少なくとも外側の相はセラミックである。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】欧州特許第0399879号明細書
【特許文献2】欧州特許第1087103号明細書
【特許文献3】特開2003−148105号公報
【特許文献4】国際公開第91/15357号
【特許文献5】欧州特許第0466602号明細書
【特許文献6】国際公開第2006/136755号
【特許文献7】米国特許第5071679号明細書
【特許文献8】米国特許第5246736号明細書
【特許文献9】米国特許第5965266号明細書
【発明の概要】
【発明が解決しようとする課題】
【0006】
欧州特許第0399879号明細書は、複数の組み立てられた部分、すなわち羽根、および羽根の半径方向末端に形成されたほぞと係合する歯付きリングを担持するハブで作られている、CMCタービンノズルを開示している。タービンノズルの構成部品は、中実CMC部品を機械加工することによって得られるが、それによって材料の大きな損失が生じ、CMCの繊維強化材における繊維の多数の破断を招く。
【0007】
欧州特許第1087103号明細書は、内側環状プラットフォームセクタと外側環状プラットフォームセクタとの間に延在する複数の羽根を有する、タービンノズル要素を開示している。各羽根は、2つの部分から作られている:すなわち、前縁の付近の編組繊維強化材を備えるCMC部分と、後縁の付近の中実セラミック部分である。プラットフォームセクタは、重畳層から形成されたCMC繊維強化材で作られている。各羽根のCMC部分の編組強化材は、プラットフォームセクタの繊維強化材層の間に挿入されるために、羽根の長手方向末端を超えて延在する。ノズル要素はこのように、部分的にCMCのみで作られており、繊維強化材は、共に組み立てられる必要のある複数の個別部分で作られている。
【0008】
特開2003−148105号公報は同様に、セラミックマトリクス複合材料の単一片で作られたノズル要素を開示している。繊維強化材は部分的に、互いに対向するフラップによってその末端の各々において延在する羽根プリフォームを形成するために、管状中央部を有するストリップの形態の織りブランクから得られる。フラップは中央部の両側で展開され、これらは内側および外側プラットフォームプリフォームを形成するように、個別に得られた繊維層上に縫合される。ノズル要素の全体積を占める繊維構造はこのように、互いに組み合わせられる必要のある複数の個別部分で作られている。
【0009】
国際公開第91/15357号は、セラミックマトリクス複合材料からなる単一片として作られたタービンノズル要素を開示している。繊維強化材は、織られてもよいが、好ましくは編まれている、ストリップの形態のブランクから得られる。ストリップは、ノズル要素用の繊維プリフォームを得るために、半分に折られている。羽根に対応する部分において、折りは、ストリップのセグメントの2つの縁が並列位置を取り、縫合によって互いに接続されるような方法で実行される。このため、羽根の長手方向に延在する線に沿って、各羽根の周辺の織りまたは編み繊維強化材に不連続性がある。このような不連続性は、機械的観点から不利である。
【0010】
欧州特許第0466602号明細書もまた、繊維プリフォームを緻密化することによって得られるCMCで作られた単一片ノズル要素を開示している。プリフォームは、重畳層または三次元織り生地を成形することによって得られる。ノズル要素は、非対称ルート部を備えるが、羽根に接続される領域の両側に延在する内側および外側プラットフォームを備えない、羽根を含む。
【0011】
本発明の目的は、上述の欠点を示さないCMCノズル要素を提供することである。
【課題を解決するための手段】
【0012】
この目的は、少なくとも部分的にセラミックであるマトリクスによって緻密化された繊維強化材を含む複合材料で作られた単一片タービンノズル要素によって達成され、ノズル要素は、内側環状プラットフォームセクタ、外側環状プラットフォームセクタ、およびプラットフォームセクタの間に延在してその両方に接続されている少なくとも1つの羽根を含み、プラットフォームセクタは、各々の羽根を備えるそれらの接続領域の両側に延在し、ノズル要素は、繊維強化材が、三次元または多層織りで織られて、ノズル要素の全体積を通じて、および各々の羽根の全周にわたって連続性を有する繊維構造を含むという点において、際だっている。
【0013】
ノズル要素の全体積にわたる織り強化繊維構造の存在において、前記構造はノズル要素の全体積にわたる連続性を有し、すなわち複数の個別に得られた部分を組み立てることによって作られておらず、各羽根の全周にわたる連続性を有し、すなわち前記周辺に織りの中断のない、この構造の存在は、良好な機械的挙動の獲得に貢献する。これに加えて、単一片強化繊維構造を直接的に得ることが可能である。
【0014】
各々の羽根は中実であってもよく、これは羽根の全長にわたって延在してプラットフォームセクタ内に開口している、内部長手方向通路を有してもよい。
【0015】
さらに有利には、ノズル要素は、プラットフォームセクタの間に延在する少なくとも2つの羽根を含み、繊維構造は、第一プラットフォームセクタの一部に沿って、第一羽根に沿って、別のまたは第二プラットフォームセクタの一部に沿って、第二羽根に沿って、そして第一プラットフォームセクタの一部に沿って、連続的に延在する連続通路をたどる糸を含んでもよい。
【0016】
別の態様において、本発明は、上記で定義されたタービンノズル要素の製造を可能にする方法を提供する。
【0017】
このような方法は、
三次元または多層織りによって織り単一片繊維ブランクを形成するステップであって、ブランクは長手方向に、羽根プリフォームブランクを形成する第一セグメントと、その1つの長手方向末端において第一セグメントが延在し、互いに対向して位置する2つのフラップを形成する第二セグメントと、その別の末端において第一セグメントが延在し、互いに対向して位置する2つのフラップを形成する第三セグメントと、を含む少なくとも1つのパターンを含む、ステップと、
第二セグメントのフラップを実質的に第一セグメントに対して直角に延在させるように、その第一末端でその両側の第二セグメントおよび第一セグメントのフラップの間で相対的に旋回しながら、ならびに第三セグメントのフラップを実質的に第一セグメントに対して直角にするために、その第二末端でその両側の第三セグメントおよび第一セグメントのフラップの間で相対的に旋回しながら、ブランクを展開するステップと、
少なくとも第一セグメントを成形することによって得られる羽根プリフォーム形成部分、およびフラップから得られるプラットフォームセクタプリフォーム形成部分を備えるノズル要素の繊維プリフォームを得るために、展開されたブランクを成形するステップと、
ノズル要素の全体積を通じて、および各羽根の全周にわたって連続性を有する繊維プリフォームを含む繊維強化材を用いた単一片タービンノズル要素が得られるように、少なくとも部分的にセラミックのマトリクスでプリフォームを緻密化するステップと、を含む。
【0018】
好ましくは、ブランクは、第一セグメントよりも幅が広く、第一セグメントの横方向縁を超えて横方向に延在する、第二セグメントおよび第三セグメントを用いて作成される。
【0019】
このような状況下で、および有利には、第二および第三セグメントのうちの少なくとも1つにおいて、2つのフラップの各々は、非展開状態において、第一セグメントの長手方向縁を超えて横方向に突出し、そこから離れたままで前記縁に沿って延在している、フラップの部分を延びるタブを用いて形成され、フラップのタブは、ブランクが展開されたときに、別のフラップのタブと相互に重ねられる。相互重複タブは、たとえば縫合によって、または糸もしくは針の埋め込みによって、互いに結合されてもよい。
【0020】
さらに好ましいことに、繊維ブランクは、第一パターンの第三セグメントおよび連続する第二パターンの第二セグメントが互いに延在して互いに連続している、前記パターンの繰り返しを備える単一片として作られており、ブランクを展開する間、第一パターンの第一セグメントは、第一パターンの第三セグメントに対して1つの方向に旋回させられ、第二パターンの第一セグメントは、第一および第二パターンの第一セグメントを実質的に互いに平行にさせるために、第二パターンの第二セグメントに対して反対方向に旋回させられる。
【0021】
このような状況下で、ブランクを展開している間、第一パターンの第二セグメントのフラップ、および連続するパターンの第三セグメントのフラップは、プラットフォームセクタプリフォームの一部を形成することができるようにするために、互いに延在させられる。ブランクが展開された後、互いに延在させられたフラップは、たとえば縫合によって、または糸もしくは針の埋め込みによって、互いに結合される。
【0022】
有利には、ブランクの多層織りを実行している間、第二セグメントの2つのフラップの間、および第一セグメントの2つのフラップの間を分離するために、2つの層の間に、非連結領域が形成される。
【0023】
さらに有利には、ブランクの多層織りの間、完全に第一セグメントに沿って2つの層の間に非連結領域が形成され、非連結領域は、成形後に、プリフォームの全長にわたって延在する内部通路を備える羽根繊維プリフォームを形成するように、その長手方向縁から距離を置いて、第一セグメントの幅の一部のみにわたって延在している。
【0024】
本発明はまた、複数の並置ノズル要素を含むタービンノズルも提供し、各ノズル要素は先に定義されたものであるか、または先に定義された方法によって得られるものである。
【0025】
本発明はまた、このようなタービンノズルが設けられたガスタービンも提供する。
【0026】
本発明は、以下の添付図面を参照した非限定的表示によって与えられる以下の説明を読むことで、より良く理解されることが可能である。
【図面の簡単な説明】
【0027】
【図1】ガスタービンの一部の軸方向片側断面における、非常に部分的な模式図である。
【図2】タービンノズル要素の模式的斜視図である。
【図3】本発明の第一の実施形態における、CMCからタービンノズル要素の繊維プリフォームを作成するための、織り繊維ブランクの図である。
【図4】図3の平面IVにおける模式的長手断面図である。
【図5】図3の平面Vにおける模式的長手断面図である。
【図6】図3の平面VIにおける模式的長手断面図である。
【図7】図3の平面VIIにおける断面の模式図である。
【図8】図3の平面VIIIにおける断面の模式図である。
【図9】図3の平面IXにおける断面の模式図である。
【図10】図3の平面Xにおける断面の模式図である。
【図11】展開の準備がなされた図3のブランクを示す図である。
【図12】部分的に展開されたときの図11のブランクを示す図である。
【図13】完全に展開されたときの図11のブランクを示す図である。
【図14】図13の展開ブランクを成形した後の、ノズル要素プリフォームの模式的斜視図である。
【図15】CMCからタービンノズル要素を作成する方法における連続ステップを示す図である。
【図16】図13に示されるようなブランクが切り出されることが可能な織りストリップの図である。
【図17】図3の繊維ブランクの部分用の多層織りの2つの連続平面を示し、図7の部分に対応する図である。
【図18】図3の繊維ブランクの部分用の多層織りの2つの連続平面を示し、図8の部分に対応する図である。
【図19】図3の繊維ブランクの部分用の多層織りの2つの連続平面を示し、図9の部分に対応する図である。
【図20】本発明の第二の実施形態における、CMCからタービンノズル要素用の繊維プリフォームを作成するための織り繊維ブランクの図である。
【図21】図20の平面XXIにおける模式的長手断面図である。
【図22】展開の準備がなされた図20および図21のブランクを示す模式的側面図である。
【図23】部分的に展開されたときの図22のブランクを示す図である。
【図24】完全に展開されたときの図22のブランクを示す図である。
【図25】本発明の第三の実施形態における、CMCからタービンノズル要素用の繊維プリフォームを作成するための織り繊維ブランクの図である。
【図26】図25の平面XVIにおける模式的長手断面図である。
【図27】展開の準備がなされた図25および図26のブランクを示す模式的側面図である。
【図28】完全に展開されたときの図27のブランクを示す図である。
【図29】別のノズル要素の模式的斜視図である。
【図30】図29に示されるような、CMCから作られたノズル要素用の繊維プリフォームを作成するための、織りブランクを示す図である。
【発明を実施するための形態】
【0028】
本発明は、より具体的には、航空または産業用のガスタービン向けのタービンノズルに関する。
【0029】
図1は、2軸ガスタービンにおける高圧(HP)タービン2の一部および低圧(LP)タービン4の一部の、非常に模式的な軸方向片側断面図である。HPタービン2は、HPタービンノズル3を通じて燃焼チャンバからガス(矢印F)を受ける。LPタービン4は、HPタービン2の下流でガスを受け、各々が5などのLPタービンノズルおよび回転子ホイールを含む、複数のタービン段を含む。HPおよびLPタービンの回転子ホイールは、知られている方法で、それぞれの同軸シャフトを通じて、それぞれHP圧縮機、およびLP圧縮機またはファンを駆動する。
【0030】
HPおよびLPタービンのノズルは、筐体内に実装されている。各ノズルは、ガスストリームの流路を部分的に画定する内側および外側環状プラットフォーム、ならびにプラットフォームの間に延在し、そこに接続されている、複数の固定羽根を含む。羽根は、空気冷却用の流通路を形成する、それぞれの内部長手方向通路を有してもよい。
【0031】
単一片として、または各要素が内側プラットフォームセクタ、外側プラットフォームセクタ、およびその間に延在してそこに接続された1つ以上の羽根を含む、完成ノズルを組み立てるために並置された複数の要素として、タービンノズルを作成することが知られている。
【0032】
本発明は、この例において、複数の並置ノズル要素からなるHPタービンノズルまたはLPタービンノズルに適用される。より一般的には、本発明は、単軸または多軸ガスタービンのタービンノズルに適用される。
【0033】
図2は、本発明によって作成可能なタービンノズル要素の一例を示す。
【0034】
タービンノズル要素Eは、内側環状プラットフォームセクタ20、外側環状プラットフォームセクタ30、および図示される例において、プラットフォームセクタ20および30の間に延在し、その両方に接続された、2つの羽根10aおよび10bを含む。プラットフォームセクタが羽根との接続領域の両側に延在していることがわかる。羽根は、プラットフォームセクタ20および30の外側表面内に羽根の末端において開放しているそれぞれの長手方向通路12aおよび12bを有している。上流および下流(ガスストリームの流れる方向において)に位置する末端の一方および/または他方において、プラットフォームセクタは、リム26、36、またはニブ28、38等のレリーフ部を有してもよい。
【0035】
ここで、図2に示されるタービンノズル要素であって、CMCの単一片として作られた要素を作成するための繊維プリフォームを得ることが可能な、繊維構造またはブランク100を示す、図3から図10を参照する。
【0036】
ブランク100は、以下に記載されるように多層織りによって作成される。長手方向Aにおいて、ブランク100は、図3において破線によって分割されて示される、2つの類似の連続パターンMaおよびMbを含む。
【0037】
パターンMaは、第一セグメント110a、その第一長手方向末端においてセグメント110aを延在させる第二セグメント120a、およびその他方の長手方向末端においてセグメント110aを延在させる第三セグメント130aを含む。同様に、パターンMbは、第一セグメント110b、その第一長手方向末端においてセグメント110bを延在させる第二セグメント120b、およびその他方の長手方向末端においてセグメント110bを延在させる第三セグメント130bを含む。セグメント130aおよび120bは、互いを延在させ、互いに連続している。
【0038】
セグメント110aおよび110bは、羽根10aおよび10b用の繊維プリフォーム部分を形成するためのものである。セグメント110aおよび110bは、この例において、実質的に一定のほぼ同じ幅lである。しかしながら、セグメント110aおよび110bは、横断寸法が著しく変動する場合には、変動する前記横断寸法の羽根10aおよび10bを反映するように変動幅が与えられてもよい。この例において、セグメント120a、130a、120b、130bも同様に、全て実質的に一定のほぼ同じ幅Lである。幅Lは、幅lよりも大きい。セグメント120aおよび130aは、その両側において、セグメント110aの長手方向縁を超えて横方向に延在する。同様に、セグメント120bおよび130bも、その両側において、セグメント110bの長手方向縁を超えて横方向に延在する。
【0039】
図4から図10に示されるように、ブランク100の1つの長手方向末端において、セグメント120aは、分離領域123aの両側で互いに対向して位置し、セグメント110aの第一末端に接続された、2つのフラップ121aおよび122aを形成する。同様に、ブランク100の他方の長手方向末端において、セグメント130bは、分離領域133bの両側で互いに対向して位置し、セグメント110bの第二末端に接続された、2つのフラップ131bおよび132bを形成する。セグメント110aの両側において、フラップ121aおよび122aは、そこから分離されながら、セグメント110aの長手方向縁に沿って限られた距離だけ延在するタブ121’aおよび122’aによって、延在させられる。同様に、セグメント130bの両側において、フラップ131bおよび132bは、そこから分離されながら、セグメント130bの長手方向縁に沿って限られた距離だけ延在するタブ131’bおよび132’bによって、延在させられる。
【0040】
ブランク100の中央部において、セグメント130aはこのようにして、分離領域133aの両側に位置してセグメント110aの第二末端に接続された、2つの対向フラップ131aおよび132aを形成し、セグメント12bは、分離領域123bの両側に位置してセグメント110bの第一末端に接続された、2つの対向フラップ121bおよび122bを形成する。対向フラップの間の分離部123a、133a、123b、および133bは、多層織りを実行した後に切り込みを入れることによって、または多層織りの最中に非連結領域を配置することによる以下に説明される方法において、得られてもよい。
【0041】
セグメント110aおよび110bの各々は、その中間部のみにわたってセグメントを2つの対向部に分割するその全長にわたって、それぞれの分離領域112aまたは112bを有し、分離領域は、セグメント110aまたは110bの長手方向縁から距離を置いて終端している。分離領域112aおよび112bは、長手方向通路12aおよび12bが羽根の中に形成されることを可能にするためのものであり、これらは自身が接続されるフラップの間の分離領域と同じ高さに位置する。分離領域112aおよび112bは、多層織りの後に切り込みを入れることによって、または多層織りを実行している間に非連結領域を配置することによる以下に説明される方法において、得られてもよい。
【0042】
ノズル要素プリフォームがブランク100から形成される方法は、図11から図15を参照して、以下に記載される。
【0043】
横断切り込み134は、フラップ132aおよび122b(図11)の末端を分離するために、ブランク100の全長およびその厚みの一部にわたって形成される。これに加えて、タブ121’a、122’a、131’b、および132’bの厚みは、フラップの厚みと比較して著しく過剰な厚みを形成することなく、ブランク100のその後の展開の間にこれらが重畳されることを可能にするように、材料を除去することによって減少させられる。タブの厚みは、図示されるように実質的に半分に減少してもよく、またはこれらは面取りを形成するように段階的に減少してもよい。類似の厚み減少は、フラップ121aおよび131bの末端においても実行される。フラップ131aおよび121bがこれらの共通末端を通じて結合されたままであることが観察されるはずである。
【0044】
図11の矢印によって示されるように、フラップ121aおよび122aは、セグメント110aに対して実質的に直角になるように、その第一末端において、セグメント110aの両側において旋回させられ、フラップ131bおよび132bは、セグメント110bに対して実質的に直角になるように、その第二末端において、セグメント110bの両側において旋回させられる。タブ121’aおよび122’aは、タブ131’bおよび132’bと同様に互いに重複する。これに加えて、フラップ132aは、セグメント110aに対して実質的に直角に延在するために、その第二末端においてセグメント110aに対して旋回させられ、フラップ122bは、セグメント110bに対して実質的に直角に延在するために、セグメント110bの第一末端に対して旋回させられる。すると、ブランク100の形状は、図12に示される通りになる。
【0045】
図12の矢印は、フラップ121aおよび121a、セグメント110a、およびセグメント110aの第二末端のフラップ132aによって形成されたアセンブリが旋回させられ、フラップ131bおよび132b、セグメント110b、およびセグメント110bの第二末端のフラップ122bによって形成されたアセンブリも旋回させられながら、どのように展開が継続するかを示す。図13に示されるように、セグメント110aおよび110bはこのように、互いに実質的に平行にさせられ、フラップ121aおよび131bの薄化された末端は互いに重複する。
【0046】
図13に示される形状で展開される際に、ブランクの形状を維持しやすくするために、互いに重複しているタブ121’aおよび122’a、同じく131’bおよび132’b、ならびにやはり互いに重複しているフラップ121aおよび131bの末端は、たとえば縫合(125、135、および126)によって、結合されてもよい。その他の接続手法が使用されてもよく、たとえば糸または針が埋め込まれてもよい。
【0047】
図13に示されるように、展開されたブランクは、形成されるノズル要素に近い形状のものである。ノズル要素のプリフォームは、内側および外側プラットフォームセクタのプリフォームを成形する要素、羽根プリフォームの外形を成形する要素、およびこれらの長手方向内部通路を成形する要素を含む工具手段によって成形され、これら成形要素は分離領域112aおよび112b内に貫通する。
【0048】
図14は、図2のノズル要素が獲得されることを可能にする、結果的なプリフォーム140の図である。内側プラットフォームのプリフォーム120を形成する部分は、フラップ132a、(共通末端において互いに結合されたままの)フラップ131aおよび121b、およびフラップ122bによって形成される。外側プラットフォームのプリフォーム130を形成する部分は、フラップ122a、121a、131b、および132bによって形成される。羽根のプリフォーム部分は、セグメント110aおよび110bによって形成される。プラットフォームプリフォームの末端におけるニブに近い形状の部分を獲得するために、切り込み127および137が、図13に示される方法で形成されてもよい。
【0049】
CMCから図2のノズル要素を製造する方法の連続ステップが、図15にまとめられている。
【0050】
ステップ151において、図16に示されるような繊維ストリップ150が、連続的な繊維ブランク100の列を提供するように、三次元(3D)織りによって、または多層織りによって織られる。図示される例において、ブランク100の長手方向Aは長手糸方向に、すなわちストリップ150の長手方向に延在する。変形例において、これらはストリップ150の横方向の横糸方向に延在することも可能である。これに加えて、ブランクのいくつかの平行な列が、ストリップ150の幅を横断して織られる。
【0051】
ストリップ150は、たとえば、「ニカロン」の名称で日本の供給元であるNippon Carbonによって供給されるものなど、SiCベースの繊維糸などの、セラミック繊維糸で織られる。しかしながら、炭素繊維で作られた糸を使用することも考えられる。
【0052】
図17、図18、および図19は、それぞれ図7、図8、および図9の断面に対応する、ブランク100の部分に使用される織りの2つの連続平面を示す、より大きい縮尺の糸断面図である。
【0053】
ストリップ150は、一組の長手糸の層を含み、これらの層の数はこの例では8に等しく(層C1からC8)、長手糸は横糸によって連結されている。図示される例において、織りはしゅすを用いて実行される多層織り、またはしゅす織りである。たとえば多面織りを用いる多層織り、またはインターロック型の織りなど、その他のタイプの3Dまたは多層織りが使用されることも可能である。「インターロック」織りという用語は本明細書において、長手糸の各層が複数の横糸の層を連結し、所定の横列の全ての糸が織面において同じように移動する織り方を用いる織りを意味するために使用される。特に、国際公開第2006/136755号に、様々な3Dまたは多層織り手法が記載されている。
【0054】
ブランク100のセグメント120aにおいて、図17は、長手糸の層C1からC4を連結する横糸t1からt3、および長手糸の層C5からC8を連結する横糸t5からt7を示しているが、フラップ121aおよび122aの間に分離123aを形成する非連結領域を残すように層C4およびC5は連結されていない。ブランク100のセグメント120b、130a、および130bにおいても同じ手順が実行される。
【0055】
セグメント110aの第一末端に隣接する部分において、図18は、長手糸の層C1からC4を連結する横糸t1からt3、および長手糸の層C5からC8を連結する横糸t5からt7を示している。非連結領域は、フラップ121aおよび122aのタブ121’aおよび122’aの間に分離123aを形成するように、そしてセグメント110aの中央部に分離領域112aを形成するように、長手糸の層C4およびC5の間に配置されている。層C4およびC5は、セグメント110aの側方部分において、長手糸t4によって連結されている。セグメント110bの第二末端に隣接する部分においても同じ手順が実行される。
【0056】
セグメント110aの残りの部分では、図19が、図18のように、セグメント110aの中央部に分離領域112aを形成するために、どのようにして中央非連結領域が長手糸の層C4およびC5の間に配置されるかを示す。層C4およびC5は、図18と同様に、セグメント110aの側方部分において連結される。同じ手順がセグメント110bに対して実行される。セグメント120a、130a、120b、および130bを作成するためにセグメント110aおよび110bの両側に延在する長手糸は、セグメント110aおよび110bにおいては織られていない。
【0057】
ストリップ150において、切りしろを設けるために、連続するブランクの間に余長領域101(図16)が設けられている。
【0058】
ステップ152において、ストリップは好ましくは、たとえば短時間の熱処理によって、繊維上に存在するサイズ剤を除去するように、およびたとえばフッ酸処理によって、繊維の表面上の酸化物の存在を排除するように処理される。
【0059】
ステップ153において、薄い界面相被覆層が、化学付着浸透法(CVI)によって、繊維ストリップの繊維上に形成される。一例として、界面相被覆材料は、熱分解炭素(PyC)、窒化ホウ素(BN)、またはホウ素ドープ炭素(たとえば5原子%から20原子%のBを有し、残りがCである、BC)である。薄い界面相被覆層は、繊維ブランクにおける良好な変形能力を維持するように、たとえば100ナノメートル(nm)、または実際には50nm以下など、好ましくは薄い厚みを有する。その厚みは好ましくは少なくとも10nmである。
【0060】
ステップ154において、薄い界面相被覆層で被覆された繊維を備える繊維ストリップは、圧密組成物、一般的には場合により溶剤中に希釈された樹脂を含浸する。それぞれSiCN、SiCO、およびSiCの前駆体として、たとえばフェノールもしくはフラン樹脂などの炭素前駆体樹脂、またはたとえばポリシラザン、ポリシロキサンなどのセラミック前駆体樹脂、またはポリカルボシラン樹脂を使用することが可能である。
【0061】
いずれの樹脂溶剤も除去することによって乾燥した後(ステップ155)、個々の繊維ブランク100が切り出される(ステップ156)。切り出しの間、セグメント110aの両側のセグメント120aおよび130aの間に延在する長手糸の部分は、セグメント110bの両側のセグメント120bおよび130bの間に延在する長手糸部と同様に除去される。これに加えて、セグメント110aからタブ121’aおよび122’aを分離し、セグメント110bからタブ131’bおよび132’bを分離するために切り込みが入れられる。
【0062】
ステップ157において、このように切り出された繊維ブランクは、図11から図14を参照して先に記載されたようなプリフォーム150を獲得するように、たとえば黒鉛で作られた、成形工具手段によって用意され、展開され、そして成形される。
【0063】
その後、樹脂は硬化され(ステップ158)、硬化樹脂は熱分解される(ステップ159)。硬化および熱分解は、成形工具における温度を段階的に上昇させることによって、次々に続けられてもよい。
【0064】
熱分解の後、熱分解残渣によって圧密化された繊維プリフォームが得られる。圧密化樹脂の量は、工具による補助を用いずにその形状を維持しながらプリフォームの取り扱いを可能にするのに十分なほど、熱分解樹脂がプリフォームの繊維を結合させるように選択され、圧密化樹脂の量は好ましくは、可能な限り少なくなるように選択されると理解される。
【0065】
サイズ剤を除去し、酸処理を実行し、SiC繊維の基板上に界面相被覆を形成するステップは、すでに知られている。米国特許第5071679号明細書が参照されてもよい。
【0066】
第二界面相層は、必要であれば、複合材料の脆化解放機能を実行するのに十分な厚みを有する全体繊維マトリクス界面相を得るために、CVIによって実行されてもよい(ステップ160)。第二界面相層は、PyC、BN、およびBCより選択される材料であってもよく、必ずしも第一界面相層の材料と同じでなくてもよい。第二回面相層の厚みは、好ましくは100nm以上である。
【0067】
次に圧密化プリフォームが、セラミックマトリクスで緻密化される。この緻密化はCVIによって実行されてもよく、こうして、第二界面相層の形成、およびセラミックマトリクスによる緻密化が、同じオーブン内で続けて実行されることを可能にする。
【0068】
セラミックマトリクス、特にSiCマトリクスによるプリフォームのCVI緻密化は、よく知られている。メチルトリクロロシラン(MTS)を含む反応ガス、および水素ガス(H2)が使用されてもよい。圧密化プリフォームは、形状維持工具による補助を用いることなく、容器内に配置され、ガスが容器内に導入される。特に温度および圧力が制御された条件の下で、ガスの成分の間の反応によってSiCマトリクスを付着させるように、プリフォームの孔の中にガスが拡散する。
【0069】
当然ながら、複合材料の所望の性質に応じて、たとえば炭素繊維など、セラミック繊維以外の繊維で作られた繊維ストリップを用いる方法が実行されてもよい。すると、酸化物層を除去するための酸処理は省略される。
【0070】
同様に、圧密化プリフォームのCVI緻密化は、特に炭素マトリクスまたは自己回復マトリクスなど、SiCマトリクス以外のマトリクスを用いて実行されてもよく、自己回復マトリクス材料の例は、Si−B−C三成分系または炭化ホウ素B4Cである。CVIによるこのような自己回復マトリクスの獲得を記載する、米国特許第5246736号明細書、および米国特許第5965266号明細書が参照されてもよい。
【0071】
緻密化は、2つの連続するステップ(ステップ161およびステップ163)において実行されてもよく、これらのステップは、所望の寸法で製造される部品を加工するステップ162によって分けられている。第二緻密化ステップは、複合材料の中心までの緻密化を終わらせるのみならず、機械加工中に露出される可能性のあるいずれの繊維にも表面被覆を形成するのにも役立つ。
【0072】
ステップ158とステップ159との間、すなわち樹脂を硬化した後で樹脂を熱分解する前に、予備機械加工またはトリミングが実行されてもよいことが、観察されるはずである。
【0073】
変形例において、繊維ストリップ150を織り、サイズ剤および酸化物を除去するための処理を実行した後、個々の繊維ブランク100が繊維ストリップから切り出され、その後各個別の繊維ブランクは、成形工具によって展開および成形され、ここでこれはCVIによって脆化解放界面相被覆を形成するために保持される。
【0074】
成形工具においてまだプリフォームが形状維持されている状態で、これは部分的な緻密化によって圧密化され、圧密化は、CVIによって繊維上にセラミックの付着を形成することによって実行される。
【0075】
CVIによる界面相被覆の形成、およびCVIによるセラミック付着による圧密化は、同じCVIオーブン内で次々に続けられてもよい。
【0076】
成形工具は好ましくは黒鉛で作られており、CVIによる界面相の付着用およびセラミックの付着用の反応ガスの通過を容易にする孔を有している。
【0077】
圧密化が、支持工具の補助を用いることなくその形状を維持しながらプリフォームが扱われることを可能にするのに十分であるとき、圧密化されたプリフォームは成形工具から取り出され、CVIによるセラミックマトリクスを用いる緻密化が実行される。
【0078】
図20から図22は、CMCから単一片としてタービンノズル要素を作成するのに役立つ繊維プリフォームを得ることが可能な繊維ブランク200を示し、要素は、内側プラットフォームセクタ、および外側プラットフォームセクタを含み、3つの羽根がプラットフォームセクタの間に延在し、これらの両方に接続されている。
【0079】
長手方向Aにおいて、ブランク200は、上述のブランク100のパターンMaおよびMbに類似の、そして破線によって分割されて示された、3つの類似パターンMa、Mb、およびMcを含む。
【0080】
このため、パターンMaは、第一羽根用のプリフォーム部分を形成するための第一セグメント210a、その第一長手方向末端において第一セグメント210aを延在させ、互いに対向して位置する2つのフラップ221aおよび222bを形成する第二セグメント220a、ならびにその他方の長手方向末端においてセグメント210aを延在させ、互いに対向して位置する2つのフラップ231aおよび232aを形成する第三セグメント230aを含む。
【0081】
パターンMbは、第二羽根のプリフォーム部分を形成する第一セグメント210b、その第一長手方向末端において第一セグメント210bを延在させ、互いに対向して位置する2つのフラップ221bおよび222bを形成する第二セグメント220b、ならびにその他方の長手方向末端においてセグメント210bを延在させ、互いに対向して位置する2つのフラップ231bおよび232bを形成する第三セグメント230bを含む。
【0082】
パターンMcは、第三羽根用のプリフォーム部分を形成する第一セグメント210c、その第一長手方向末端において第一セグメント210cを延在させ、互いに対向して位置する2つのフラップ221cおよび222cを形成する第二セグメント220c、ならびにその他方の長手方向末端においてセグメント210cを延在させ、互いに対向して位置する2つのフラップ231cおよび232cを形成する第三セグメント230cを含む。
【0083】
セグメント230aおよび220bは、セグメント230bおよび220cのように、互いに延在し、互いに連続している。各パターンにおいて、第二および第三セグメントは第一セグメントの幅よりも大きい幅であって、これらはその長手方向縁のレベルを超えて延在する。セグメント210aの両側において、フラップ221aおよび222aは、ブランク100のフラップ121aおよび122aと同じように、タブ221’aおよび222’aによって延在させられる。同様に、セグメント230cの両側において、フラップ231cおよび232cは、ブランク100のフラップ131bおよび132bと同じように、タブ231’cおよび232’cによって延在させられる。
【0084】
セグメント210a、210b、および210cは、実質的に一定の同じ幅である。しかしながら、これらは、ノズル要素の羽根の横断寸法が著しく変動して作られた場合には、変動幅であってもよい。セグメント110aおよび110bと同様に、セグメント210a、210b、および210cの各々は、その中間部のみに形成されたその全長に沿ってそれぞれの分離領域212a、212b、または212cを有する。これら分離領域は、セグメント210a、210b、および210cの長手方向縁から距離を置いて終端しており、これらはフラップの間の分離領域に入り込んでいる。
【0085】
ブランク100と同じように、ブランク200は、1列以上のブランクを含む連続織りストリップから切り出される。織り方は、3Dまたは多層タイプである。セグメント220a、230a、220b、230b、220c、および230cのフラップの間、ならびにセグメント210a、210b、および210cの中間部の分離領域は、上述のように、織りの最中に非連結領域を設けることによって、または織りの後に切り込みを入れることによって、形成されてもよい。
【0086】
図22に示されるように、ブランク200は、フラップ232aおよび222bの末端を分離するように、ならびにフラップ231bおよび221cの末端を分離するように、切り込み234および235を入れることによって、展開の準備がなされる。ブランク100と同様に、ブランクが展開された後にこれらが重複されたときに、過剰な厚みを回避するために、タブ221’a、222’a、231’c、および232’cに、ならびにフラップ221a、231b、および231cの末端部分に、厚み減少も実行されてもよい。フラップ231aおよび221bは、フラップ232bおよび222cと同様に、その末端において接続されたままである。
【0087】
図23は、図22の矢印によって示されるように、フラップ221a、222a、232a、222b、231b、221c、231c、および232cが旋回させられた後に部分的に展開されたブランク200を示し、フラップはその後、長手方向Aに対して実質的に直角に延在する。
【0088】
図24は、図23の矢印によって示されるように、フラップ221aおよび222a、セグメント210a、およびフラップ232aによって形成されたアセンブリ、ならびにフラップ231b、セグメント210b、およびフラップ222bによって形成されたアセンブリ、ならびにフラップ231cおよび232c、セグメント210c、およびフラップ221aによって形成されたアセンブリが全て旋回させられた後に、完全に展開された状態のブランク200を示す。
【0089】
互いに重複しているフラップのタブおよび末端部分は、縫合によって、または糸もしくは針を埋め込むことによって、互いに結合されてもよい。
【0090】
展開されたブランクは、内側および外側プラットフォームセクタプリフォームを成形する要素、羽根のプリフォームの外形を成形する要素、およびこれらの長手方向内部通路を成形する要素を有する成形工具によって成形され、後者の成形要素は分離領域212a、212b、および212c内に貫通する。
【0091】
こうして、内側プラットフォームプリフォーム部分がフラップ232a、フラップ231aおよび221b、フラップ222b、フラップ232c、およびフラップ231cからなり、外側プラットフォームプリフォーム部分がフラップ222a、フラップ221a、フラップ231b、フラップ232bおよび222c、およびフラップ221cからなり、羽根プリフォーム部分がセグメント210a、210b、および210cから形成されるノズル要素プリフォームを得ることが可能である。プラットフォームプリフォームの末端の1つにニブの形状を得るために、切り込み227および237が形成されてもよい。
【0092】
CMCからノズル要素を製造する全プロセスは、図15を参照して記載されたプロセスに従ってもよい。
【0093】
図25および図26は、内側プラットフォームセクタ、外側プラットフォームセクタ、およびプラットフォームセクタの間に延在してその両方に接続された単一の羽根を備えるCMCの単一片としてタービンノズル要素を作成するための繊維プリフォームを得ることが可能な、繊維ブランク300を示す。
【0094】
長手方向Aにおいて、ブランク300は、タービンノズル羽根のプリフォーム部分を形成するための第一セグメント310、その1つの長手方向末端において第一セグメント310を延在させ、互いに対向して位置する2つのフラップ321および322を形成する第二セグメント320、ならびにその他方の長手方向末端においてセグメント310を延在させ、互いに対向して位置する2つのフラップ331および332を形成する第三セグメント330を含む、パターンMを含む。
【0095】
セグメント320および330は、セグメント310の幅よりも大きい幅であり、これらはその長手方向縁を超えて延在する。セグメント310の両側において、フラップ321および322は、ブランク100のフラップ121aおよび122aと同じように、タブ321’および322’によって延在させられ、その一方でフラップ331および332はブランク100のフラップ131bおよび132bと同じように、タブ331’および332’によって延在させられる。
【0096】
セグメント310は、実質的に一定の幅である。しかしながら、横断寸法が著しく変動する場合には、タービンノズル羽根の変動する前記横断寸法を反映するために、変動幅が与えられてもよい。セグメント310はその全幅にわたって、中間部のみに形成された分離領域312を有し、分離領域は、セグメント310の長手方向縁から距離を置いて終端している。
【0097】
ブランク100と同じように、ブランク300は、1列以上のブランクを含む連続織りストリップから切り出される。織り方は、3Dまたは多層タイプである。フラップ321および322の間、フラップ331および332の間、ならびにセグメント310内の分離領域は、上述のように、織りの最中に非連結領域を配置することによって、または織りの後に切り込みを入れることによって、形成されてもよい。
【0098】
図27に示されるように、ブランク300は、ブランクが展開された後にこれらが重複されたときに過剰な厚みを回避するために、タブ321’、322’、331’、および332’に厚み減少を形成することによって、展開の準備がなされる。
【0099】
図28は、図27の矢印によって示されるように、フラップ321、322、331、および332を旋回させることによって展開されたブランク300を示し、フラップはその後、長手方向Aに対して実質的に直角に延在する。互いに重複しているタブ321’および322’は、タブ331’および332’においても可能なように、縫合によって、または糸もしくは針を埋め込むことによって、互いに結合されてもよい。
【0100】
展開されたブランクは、内側および外側プラットフォームセクタプリフォーム用の成形要素、羽根プリフォームの外形用の成形要素、および羽根プリフォーム内の長手方向通路用の成形要素を有する成形工具によって成形され、後者の成形要素は分離領域312内に貫通する。
【0101】
これは、内側プラットフォームプリフォーム部分がフラップ331および332からなり、外側プラットフォームプリフォーム部分がフラップ321および322からなり、羽根プリフォームがセグメント310で構成されている、ノズル要素プリフォームを提供する。プラットフォームプリフォームの各々の1つの末端にニブの形状を得るために、切り込み327および337が形成されてもよい。
【0102】
CMCからノズル要素を製造する全プロセスは、図15を参照して記載されたものに従ってもよい。
【0103】
上記は、1つ、2つ、または3つの羽根を有するCMCノズル要素の実施形態に関する。当然ながら、パターンMa、Mb、およびMcなど、所望の数の連続パターンを有する繊維ブランクを形成することにより、羽根の数を増やすことが可能である。
【0104】
さらに、先の記述において、ノズル要素は、各々が長手方向内部通路を有する、1つ以上の中空羽根で作成されるとして記載されている。しかしながら、本発明は、1つ以上の中実羽根を備えるノズル要素の作成にも適用可能である。中実羽根の場合、繊維ブランクの織りの間、羽根プリフォームを構成することになるいずれの部分にも、非連結領域は設けられない。
【0105】
上記は、内側および外側プラットフォームセクタが互いに対して実質的に平行に延在している、図2に示されるようなノズル要素の製造に関する。
【0106】
しかしながら、本発明は、図29に示されるように、製造されるべきCMCノズル要素E’が、互いに平行ではない内側および外側プラットフォーム要素60および70を有する状況にも、適用可能である。この例において、図2のように、ノズル要素は、プラットフォームセクタ60および70の間に延在し、そこに接続されてその全長に沿って延在する内部長手方向通路52aおよび52bを有している、2つの羽根50aおよび50bを有する。プラットフォームセクタは、羽根接続領域の両側に延在する。
【0107】
ノズル要素E’を作成するための繊維プリフォームは、図30のブランク400など、3Dまたは多層織りを用いて織られた繊維ブランクを展開することによって、得られてもよい。簡素化のため、ブランク400の要素には、同じ機能を有する図3のブランク100の要素と同じ参照符号が付される。
【0108】
ブランク400は、1つのパターンの第一セグメントと、同じパターンの第二および第三セグメントのうちの少なくとも1つとの間の接続が、長手方向Aの垂線に対してゼロではない角度で延在するという点において、ブランク100とは異なる。
【0109】
このため、図30に示されるように、セグメント120aは、方向Aの垂線に対して非ゼロ角度αを形成するようにセグメント110aに接続され、セグメント130aは、方向Aの垂線に対して非ゼロ角度βを形成することによって、セグメント120aに接続される。この例において、角度αおよびβは、反対符号である。同様に、セグメント130bは、αと実質的に等しい角度を形成することによってセグメント110bに接続され、セグメント120bは、βと実質的に等しい角度を形成することによって、セグメント110bに接続される。
【0110】
ブランク400は、ブランク100と同じように展開される。
【0111】
ブランク400は、ブランク100のように、連続織りストリップから切り出される。図30の破線で描かれる輪郭によって画定される部分の3Dまたは多層織りを実行すること、およびその後ブランク400のプロファイルを得るように切り込みを入れることが可能である。織りの最中に、第一にパターンの第一セグメントと、第二に同じパターンの第二および第三セグメントの各々との間の接続において、斜めに織りを実行することも可能である。
【0112】
当然ながら、互いに平行ではない内側および外側プラットフォームセクタを備えるCMCノズル要素は、2つ以外のいくつの羽根を備えて作られてもよい。
【特許請求の範囲】
【請求項1】
少なくとも部分的にセラミックのマトリクスによって緻密化された繊維強化材を含む複合材料で作られた、単一片タービンノズル要素であって、ノズル要素が、内側環状プラットフォームセクタ(20、60)、外側環状プラットフォームセクタ(30、70)、およびプラットフォームセクタの間に延在し、その両方に接続された、少なくとも1つの羽根(10a、10b、50a、50b)を含み、プラットフォームセクタが各々の羽根を備えるそれらの接続領域の両側に延在しており、要素は繊維強化材が、三次元または多層織りによって織られて、ノズル要素の全体積を通じて、および各々の羽根の全周にわたって連続性を有する、繊維構造を含むことを特徴とする、ノズル要素。
【請求項2】
各々の羽根が、羽根の全長にわたって延在し、プラットフォームセクタ内に開口している、内部長手方向通路(12a、12b)を有することを特徴とする、請求項1に記載のノズル要素。
【請求項3】
各々の羽根が中実である、請求項1に記載のノズル要素。
【請求項4】
プラットフォームセクタの間に延在する少なくとも2つの羽根(10a、10b、50a、50b)を含み、繊維構造が、第一プラットフォームセクタの一部に沿って、第一羽根に沿って、別のまたは第二プラットフォームセクタの一部に沿って、第二羽根に沿って、そして第一プラットフォームセクタの一部に沿って、連続的に延在する連続通路をたどる糸を含むことを特徴とする、請求項1から3のいずれか一項に記載のタービンノズル要素。
【請求項5】
少なくとも部分的にセラミックのマトリクスによって緻密化された繊維強化材を含む複合材料で作られた単一片タービンノズル要素を製造する方法であって、ノズル要素が、内側環状プラットフォームセクタ(20、60)、外側環状プラットフォームセクタ(30、70)、およびプラットフォームセクタの間に延在し、その両方に接続された、少なくとも1つの羽根(10a、10b、50a、50b)を含み、方法が、三次元または多層織りによって繊維ブランクを作成するステップと、ノズル要素の繊維プリフォームを得るために繊維ブランクを成形するステップと、少なくとも部分的にセラミックのマトリクスでプリフォームを緻密化するステップと、を含み、方法が、
三次元または多層織りによって織り単一片繊維ブランク(100、200、300、400)を作成するステップであって、ブランクが長手方向に、羽根プリフォームブランクを形成する第一セグメント(110a、110b、210a、210b、210c、310)と、その1つの長手方向末端において第一セグメントを延在させ、互いに対向して位置する2つのフラップ(121a〜122a、121b〜122b、221a〜222a、221b〜222b、221c、222c、321〜322)を形成する第二セグメント(120a、120b、220a、220b、220c、320)と、その別の末端において第一セグメントを延在させ、互いに対向して位置する2つのフラップ(131a〜132a、131b〜132b、231a〜232a、231b〜232b、231c〜232c、331〜332)を形成する第三セグメント(130a、130b、230a、230b、230c、330)と、を含む少なくとも1つのパターンを含む、ステップと、
第二セグメントのフラップを第一セグメントに対して実質的に直角に延在させるように、その第一末端においてその両側で第二セグメントおよび第一セグメントのフラップの間の相対的な旋回を伴い、第三セグメントのフラップを第一セグメントに対して実質的に直角にするために、その第二末端においてその両側で第三セグメントおよび第一セグメントのフラップの間の相対的な旋回を伴って、ブランクを展開するステップと、
少なくとも、第一セグメントを成形することによって得られる羽根プリフォーム形成部分、およびフラップから得られるプラットフォームセクタプリフォーム形成部分を備えるノズル要素の繊維プリフォーム(140)を得るために、展開されたブランクを成形するステップと、を特徴とし、
それにより、緻密化の後、ノズル要素の全体積を通じて、および各々の羽根の全周にわたって連続性を有する繊維プリフォームを含む繊維強化材を用いて、単一片タービンノズル要素が得られる方法。
【請求項6】
ブランクが、第一セグメントの幅よりも大きい幅で、第一セグメントの横方向縁を超えて横方向に延在する、第二セグメントおよび第三セグメントを用いて作成されることを特徴とする、請求項5に記載の方法。
【請求項7】
第二および第三セグメントのうちの少なくとも1つにおいて、2つのフラップの各々が、非展開状態において、第一セグメントの長手方向縁を超えて横方向に突出し、そこから分離しながら前記縁に沿って延在している、フラップの部分を延びるタブ(121’a〜122’a、131’a〜132’b、221’a〜222’a、231’c〜232’c、321’〜322’、331’〜332’)を用いて形成され、フラップのタブが、ブランクが展開されたときに、別のフラップのタブと相互に重ねられることを特徴とする、請求項6に記載の方法。
【請求項8】
相互重複タブが互いに結合されていることを特徴とする、請求項7に記載の方法。
【請求項9】
繊維ブランクが、第一パターンの第三セグメント(130a、230a、230b)および連続する第二パターンの第二セグメント(120b、220b、220c)が互いに延在して互いに連続している、前記パターンの繰り返しを備える単一片として作成され、ブランクを展開する間、第一パターンの第一セグメント(110a、210a)が第一パターンの第三セグメント(130a、230a)に対して1つの方向に旋回させられ、第二パターンの第一セグメント(110b、210b)が、第一および第二パターンの第一セグメントを実質的に互いに平行にさせるために、第二パターンの第二セグメント(120a、220a)に対して反対方向に旋回させられることを特徴とする、請求項5から8のいずれか一項に記載の方法。
【請求項10】
ブランクを展開している間、第一パターンの第二セグメントのフラップ(121a、221a、222b)および連続するパターンの第三セグメントのフラップ(131b、231b、232c)が、プラットフォームセクタプリフォームの一部を形成することができるようにするために、互いに延在させられることを特徴とする、請求項9に記載の方法。
【請求項11】
ブランクが展開された後、互いに延在させられたフラップが互いに結合されることを特徴とする、請求項10に記載の方法。
【請求項12】
ブランクの多層織りを実行している間、第二セグメントの2つのフラップの間、および第三セグメントの2つのフラップの間を分離するために、2つの層の間に非連結領域(123a、133a、123b、133b)が形成されることを特徴とする、請求項5から11のいずれか一項に記載の方法。
【請求項13】
ブランクの多層織りの間、完全に第一セグメントに沿って2つの層の間に非連結領域(112a、112b、212a、212b、212c、312)が形成され、非連結領域が、成形後に、プリフォームの全長にわたって延在する内部通路を備える羽根繊維プリフォームを形成するように、その長手方向縁から距離を置いて、第一セグメントの幅の一部のみにわたって延在していることを特徴とする、請求項5から12のいずれか一項に記載の方法。
【請求項14】
各ノズル要素が、請求項1から4のいずれか一項に記載のものであるか、または請求項5から13のいずれか一項に記載の方法によって得られる、複数の並置ノズル要素を含む、タービンノズル。
【請求項15】
請求項14に記載のタービンノズルを有するガスタービン。
【請求項1】
少なくとも部分的にセラミックのマトリクスによって緻密化された繊維強化材を含む複合材料で作られた、単一片タービンノズル要素であって、ノズル要素が、内側環状プラットフォームセクタ(20、60)、外側環状プラットフォームセクタ(30、70)、およびプラットフォームセクタの間に延在し、その両方に接続された、少なくとも1つの羽根(10a、10b、50a、50b)を含み、プラットフォームセクタが各々の羽根を備えるそれらの接続領域の両側に延在しており、要素は繊維強化材が、三次元または多層織りによって織られて、ノズル要素の全体積を通じて、および各々の羽根の全周にわたって連続性を有する、繊維構造を含むことを特徴とする、ノズル要素。
【請求項2】
各々の羽根が、羽根の全長にわたって延在し、プラットフォームセクタ内に開口している、内部長手方向通路(12a、12b)を有することを特徴とする、請求項1に記載のノズル要素。
【請求項3】
各々の羽根が中実である、請求項1に記載のノズル要素。
【請求項4】
プラットフォームセクタの間に延在する少なくとも2つの羽根(10a、10b、50a、50b)を含み、繊維構造が、第一プラットフォームセクタの一部に沿って、第一羽根に沿って、別のまたは第二プラットフォームセクタの一部に沿って、第二羽根に沿って、そして第一プラットフォームセクタの一部に沿って、連続的に延在する連続通路をたどる糸を含むことを特徴とする、請求項1から3のいずれか一項に記載のタービンノズル要素。
【請求項5】
少なくとも部分的にセラミックのマトリクスによって緻密化された繊維強化材を含む複合材料で作られた単一片タービンノズル要素を製造する方法であって、ノズル要素が、内側環状プラットフォームセクタ(20、60)、外側環状プラットフォームセクタ(30、70)、およびプラットフォームセクタの間に延在し、その両方に接続された、少なくとも1つの羽根(10a、10b、50a、50b)を含み、方法が、三次元または多層織りによって繊維ブランクを作成するステップと、ノズル要素の繊維プリフォームを得るために繊維ブランクを成形するステップと、少なくとも部分的にセラミックのマトリクスでプリフォームを緻密化するステップと、を含み、方法が、
三次元または多層織りによって織り単一片繊維ブランク(100、200、300、400)を作成するステップであって、ブランクが長手方向に、羽根プリフォームブランクを形成する第一セグメント(110a、110b、210a、210b、210c、310)と、その1つの長手方向末端において第一セグメントを延在させ、互いに対向して位置する2つのフラップ(121a〜122a、121b〜122b、221a〜222a、221b〜222b、221c、222c、321〜322)を形成する第二セグメント(120a、120b、220a、220b、220c、320)と、その別の末端において第一セグメントを延在させ、互いに対向して位置する2つのフラップ(131a〜132a、131b〜132b、231a〜232a、231b〜232b、231c〜232c、331〜332)を形成する第三セグメント(130a、130b、230a、230b、230c、330)と、を含む少なくとも1つのパターンを含む、ステップと、
第二セグメントのフラップを第一セグメントに対して実質的に直角に延在させるように、その第一末端においてその両側で第二セグメントおよび第一セグメントのフラップの間の相対的な旋回を伴い、第三セグメントのフラップを第一セグメントに対して実質的に直角にするために、その第二末端においてその両側で第三セグメントおよび第一セグメントのフラップの間の相対的な旋回を伴って、ブランクを展開するステップと、
少なくとも、第一セグメントを成形することによって得られる羽根プリフォーム形成部分、およびフラップから得られるプラットフォームセクタプリフォーム形成部分を備えるノズル要素の繊維プリフォーム(140)を得るために、展開されたブランクを成形するステップと、を特徴とし、
それにより、緻密化の後、ノズル要素の全体積を通じて、および各々の羽根の全周にわたって連続性を有する繊維プリフォームを含む繊維強化材を用いて、単一片タービンノズル要素が得られる方法。
【請求項6】
ブランクが、第一セグメントの幅よりも大きい幅で、第一セグメントの横方向縁を超えて横方向に延在する、第二セグメントおよび第三セグメントを用いて作成されることを特徴とする、請求項5に記載の方法。
【請求項7】
第二および第三セグメントのうちの少なくとも1つにおいて、2つのフラップの各々が、非展開状態において、第一セグメントの長手方向縁を超えて横方向に突出し、そこから分離しながら前記縁に沿って延在している、フラップの部分を延びるタブ(121’a〜122’a、131’a〜132’b、221’a〜222’a、231’c〜232’c、321’〜322’、331’〜332’)を用いて形成され、フラップのタブが、ブランクが展開されたときに、別のフラップのタブと相互に重ねられることを特徴とする、請求項6に記載の方法。
【請求項8】
相互重複タブが互いに結合されていることを特徴とする、請求項7に記載の方法。
【請求項9】
繊維ブランクが、第一パターンの第三セグメント(130a、230a、230b)および連続する第二パターンの第二セグメント(120b、220b、220c)が互いに延在して互いに連続している、前記パターンの繰り返しを備える単一片として作成され、ブランクを展開する間、第一パターンの第一セグメント(110a、210a)が第一パターンの第三セグメント(130a、230a)に対して1つの方向に旋回させられ、第二パターンの第一セグメント(110b、210b)が、第一および第二パターンの第一セグメントを実質的に互いに平行にさせるために、第二パターンの第二セグメント(120a、220a)に対して反対方向に旋回させられることを特徴とする、請求項5から8のいずれか一項に記載の方法。
【請求項10】
ブランクを展開している間、第一パターンの第二セグメントのフラップ(121a、221a、222b)および連続するパターンの第三セグメントのフラップ(131b、231b、232c)が、プラットフォームセクタプリフォームの一部を形成することができるようにするために、互いに延在させられることを特徴とする、請求項9に記載の方法。
【請求項11】
ブランクが展開された後、互いに延在させられたフラップが互いに結合されることを特徴とする、請求項10に記載の方法。
【請求項12】
ブランクの多層織りを実行している間、第二セグメントの2つのフラップの間、および第三セグメントの2つのフラップの間を分離するために、2つの層の間に非連結領域(123a、133a、123b、133b)が形成されることを特徴とする、請求項5から11のいずれか一項に記載の方法。
【請求項13】
ブランクの多層織りの間、完全に第一セグメントに沿って2つの層の間に非連結領域(112a、112b、212a、212b、212c、312)が形成され、非連結領域が、成形後に、プリフォームの全長にわたって延在する内部通路を備える羽根繊維プリフォームを形成するように、その長手方向縁から距離を置いて、第一セグメントの幅の一部のみにわたって延在していることを特徴とする、請求項5から12のいずれか一項に記載の方法。
【請求項14】
各ノズル要素が、請求項1から4のいずれか一項に記載のものであるか、または請求項5から13のいずれか一項に記載の方法によって得られる、複数の並置ノズル要素を含む、タービンノズル。
【請求項15】
請求項14に記載のタービンノズルを有するガスタービン。
【図1】

【図2】
【図3】
【図4】
【図5】

【図6】
【図7】

【図8】

【図9】

【図10】

【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【公表番号】特表2012−530212(P2012−530212A)
【公表日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願番号】特願2012−515542(P2012−515542)
【出願日】平成22年6月9日(2010.6.9)
【国際出願番号】PCT/FR2010/051149
【国際公開番号】WO2010/146288
【国際公開日】平成22年12月23日(2010.12.23)
【出願人】(505277691)スネクマ (567)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【Fターム(参考)】
【公表日】平成24年11月29日(2012.11.29)
【国際特許分類】
【出願日】平成22年6月9日(2010.6.9)
【国際出願番号】PCT/FR2010/051149
【国際公開番号】WO2010/146288
【国際公開日】平成22年12月23日(2010.12.23)
【出願人】(505277691)スネクマ (567)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【Fターム(参考)】
[ Back to top ]