
CMC材料で作製された部品の表面を平滑化する方法
粗く起伏がある表面をもつセラミックマトリクス複合材料からなる部品の表面を平滑化する方法。前記方法は、耐熱ガラス質コーティングに部品の表面上で堆積させること(90)を含み、前記ガラス質コーティングはシリカ、アルミナ、バライト、および石灰を実質的に含有する。

【発明の詳細な説明】
【発明の概要】
【0001】
技術分野
本発明はセラミックマトリクス複合材料で作製された部品に関する。本発明はさらに詳細には、このような部品の表面状態を改良することに関する。
【0002】
航空機用エンジンにおいて、および特にこのようなエンジンのガス・タービンにおいて、空力形状を示す部品、例えばブレードは従来、鋳造法および局所機械加工を使用して金属合金から作製されている。エネルギー原単位の低減、汚染の低減などに関する航空機用エンジンの現在および将来の必要条件が、特にそのタービンの低圧ステージにおける、このようなエンジンの重量の著しい増加の元になっている。
【0003】
ブレードは、低圧力ステージの重量の大部分を構成する。重量をかなり低減し、一方で現行の金属合金で可能とされる動作温度よりも高い動作温度も許容するために、1つの解決策はセラミックマトリクス複合材料からブレードを作製することであろう。
【0004】
セラミックマトリクス複合(CMC)材料は、いわゆる「耐熱構造」複合材料、すなわち良好な機械的特性および高温でこの特性を維持する能力を有する複合材料の例である。加えて、このような部品、例えばブレードはCMCから作製した場合、通常の金属合金を使用して作製した同じ部品と比較して、重量の著しい減少を示す。
【0005】
CMC部品は、周知の方式で耐熱繊維(炭素繊維またはセラミック繊維)から作製され、セラミックマトリクス、特に耐熱性の炭化物、窒化物、酸化物、…のマトリクスによって緻密化された繊維強化材から形成されている。代表的なCMC材料の例は、C−SiC材料(炭素繊維強化材および炭化ケイ素マトリクス)、SiC−SiC材料、およびC−C/SiC材料(炭素および炭化ケイ素の両方のマトリクス)である。CMC材料から作製される部品の製造は周知である。繊維強化材は、液体法(セラミックマトリクスの前駆体物質である樹脂を用いた含浸ならびに硬化および熱分解による樹脂のセラミックへの変換、このプロセスを反復してもよい)を使用して、または気体法(化学蒸気浸透)を使用して緻密化してもよい。
【0006】
しかしCMC部品は起伏があり、比較的粗い表面外観を示し、このことはブレードなどの部品に要求される空力性能とは不適合であろう。表面起伏は繊維強化材によるものであるが、粗さは、特にマトリクスを化学蒸気浸透(CVI)によって堆積した場合には、「シールコート」セラミックマトリクスに関連する。
【0007】
逆に、金属合金から、関連する方法によって作製した部品は、平滑でごくわずかな粗さ(約1マイクロメートル(μm))をもつ表面外観を示す。
【0008】
CMC部品の表面状態を改善する1つの解決策は、液体組成物をその表面に塗布することにあり、液体はセラミック前駆体ポリマー、例えば炭化ケイ素、およびセラミックコーティングが形成されるのを可能にするグレインの形態の耐熱固体フィラーを含有する。セラミックコーティングは、部品の表面に存在する起伏を平滑化する役割を果たす。この工程には、約30時間の期間にわたって化学蒸気浸透(CVI)を使用して行われるセラミックたとえばSiCの堆積が続き、これにより耐熱フィラーの粒子を結合する役割を果たす。CMC部品の表面を処理するこのような方法は、文献US 2006/0141154に記載されている。
【0009】
この方法は、CMC部品の表面状態を、その起伏を40μmに、その表面粗さを2μm〜5μmの範囲にある値に低減することによって著しく改善することが可能である(セラミックのCVI堆積によって調整される)けれども、セラミックコーティングを形成した後の追加のCVIの必要性は、部品を製造するために必要とされるコストおよび時間の長さをかなり増加させる。
【0010】
したがって、部品製造の期間およびコストに関してより不利でない、CMC部品の表面を平滑化するためのコーティングへのニーズがある。このような平滑化コーティングを、部品上に堆積したガラス質コーティングによって形成してもよい。
【0011】
しかし、ガラス質平滑化コーティングは、CMC部品の構造的および機能的特徴に適合するために、各種の条件を満足する必要がある。ガラス質平滑化コーティングは、特に、少なくとも部品に塗布されている間に、平滑化に適した、すなわちコーティングを部品の表面上に容易かつ均質に塗布することを可能にする、表面張力およびおそらく粘度も示さなければならない。平滑化コーティングは、部品が高温に曝露されたときの部品における膨張差を避けるために、部品のCMC材料の熱膨張係数に近い熱膨張係数も有さなければならない。最後に、使用されるコーティングは、CMC部品の利用温度におけるコーティングの保全性を保証するために、例えばガス・タービンのブレードでは1100℃程度に高いかもしれない前記温度よりも高い溶融温度も示さなければならない。
【0012】
発明の目的および概要
本発明の目的は、良好に制御されており、特に空力性能を必要とする用途に適合性がある表面状態を有するCMC部品を得るための、上記の欠点を示さない方法を提案することである。
【0013】
この目的のために、本発明は、起伏があり、粗い表面を示すセラミックマトリクス複合材料部品の表面を平滑化する方法を提供し、当該方法において、本発明によれば、耐熱ガラス質コーティングすなわち耐熱ガラス製造組成物も複合材料の表面に堆積させ、前記ガラス質コーティングはシリカ、アルミナ、バライト、および石灰を実質的に含有する。
【0014】
したがって、CMC材料の表面にガラス質コーティングを堆積させることによって、前記方法は、部品の表面状態をかなり改善し、化学蒸気浸透よりもはるかに迅速でより効果でない処理を用いてそうすることを可能にする。
【0015】
本発明の異なる実施において、ガラス質コーティングを部品の表面に堆積させる前に、前記方法は、液体組成物を部品の表面に塗布することによって作製されるセラミックコーティングを形成し、前記液体組成物はセラミック前駆体ポリマーおよび固体耐熱フィラーを含有し、前記ポリマーを硬化させ、前記硬化したポリマーを熱処理によってセラミックに変換することを含む。
【0016】
このような状況の下で、ガラス質コーティングを堆積させることは、固体フィラーのグレインおよび/またはセラミックコーティングの粒子を共に結合することによって、セラミックコーティングを安定化および補強することも可能にする。
【0017】
好ましくは、ガラス質コーティングは重量パーセンテージで、55%〜70%のシリカ、5%〜20%のアルミナ、5%〜15%のバライト、および5%〜10%の石灰を含有する。
【0018】
ガラス質コーティングは、少なくともアルカリ土類酸化物およびアルカリ酸化物から選択される少なくとも1つの追加の化合物を含有していてもよい。
【0019】
本発明の態様において、ガラス質コーティングは1300℃以上の溶融温度を示す。
【0020】
別の態様において、ガラス質コーティングは、部品のCMC材料の熱膨張係数からわずかに±0.5×10−6K−1以下だけ離れた熱膨張係数を示す。
【0021】
ガラス質コーティングを、プラズマ溶射または酸素−アセチレン炎溶射によって部品上に堆積してもよい。
【0022】
変形において、ガラス質コーティングをコーティングによって部品上に堆積させ、堆積されたコーティングの熱処理を続いて行ってもよい。
【0023】
本発明は、その表面状態が本発明の方法に従って改善されているCMC部品も提供し、前記CMC部品のアクセス可能な表面は、シリカ、アルミナ、バライト、および石灰を実質的に含有するガラス質コーティングで被覆されている。
【0024】
ガラス質コーティングは、アルカリ土類酸化物およびアルカリ酸化物から選択される少なくとも1つの追加の化合物を含有していてもよい。
【0025】
本発明の変形の実施において、前記部品は、セラミック相および固体フィラーを含むセラミックコーティングを備えていてもよい。
【0026】
前記部品は特にガス・タービン・ブレードでもよい。
【図面の簡単な説明】
【0027】
本発明の他の特徴および利点は、非限定的な例として示されている本発明の特定の実施形態の以下の説明からおよび添付図面の参照によって明らかになる。
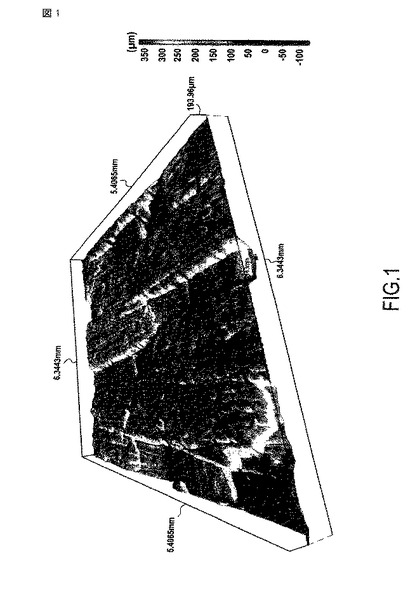
【図1】図1は、追加の表面処理なしのCMC部品の一部の表面状態を示す3次元図である。
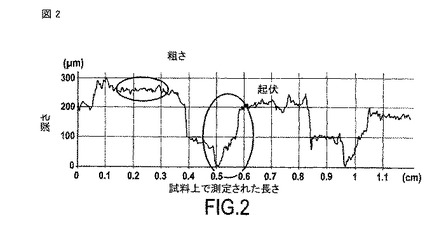
【図2】図2は、図1に示した部品の一部における寸法変動の測定を示す曲線である。
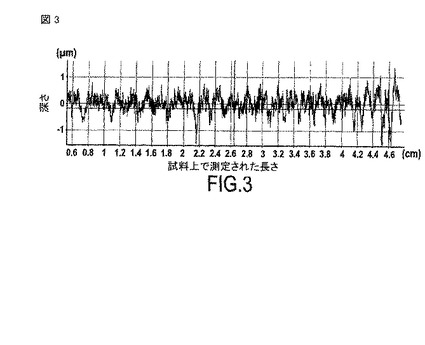
【図3】図3は、航空機用エンジンのブレードの作製に使用した金属部品表面での寸法変動の測定を示す曲線である。
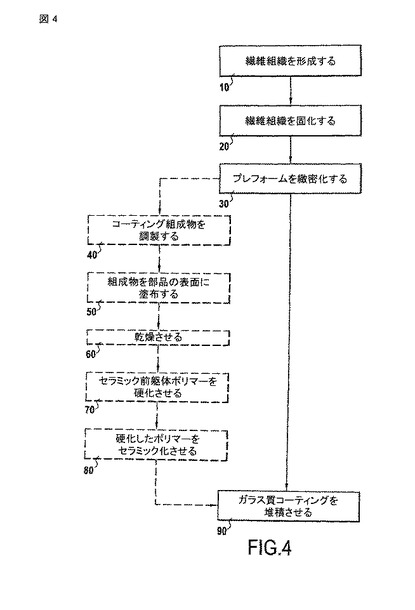
【図4】図4は、本発明による方法の実施の連続ステップを示すフローチャートである。
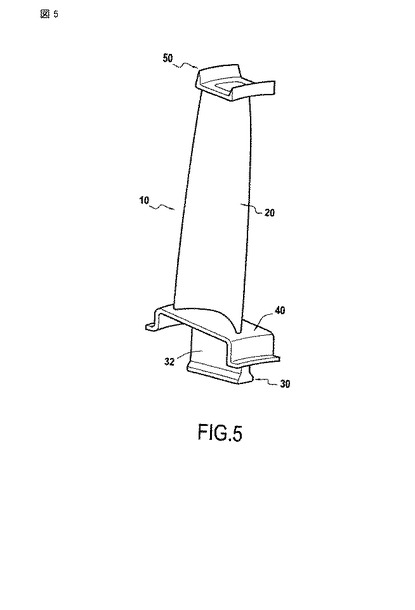
【図5】図5は、ターボ機械ブレードの斜視図である。
【0028】
実施形態の詳細な説明
本発明は、起伏があり粗い表面を示す、セラミックマトリクス複合(CMC)材料からなる部品の表面の平滑化方法を提供する。
【0029】
図4を参照すると、本発明による平滑化方法を実施する、CMC部品の製造方法は以下のステップを含む。
【0030】
CMC部品の製造は、製造される部品の形状に近い形状を有する繊維プレフォームがそれから形成される繊維構造体を用意することによって出発する(ステップ10)。
【0031】
繊維構造体は、種々の形態でありうる。たとえば、
・2次元(2D)布、
・3D製織によって得られたまたは複数層としての3次元(3D)布、
・ブレーディング、
・ニッティング、
・フェルト、および
・糸もしくはトウの1方向(UD)シートまたは複数のUDシートを異なる方向に重畳し、UDシートを例えば縫製により、化学結合剤により、もしくはニードリングにより結合することによって得られた多方向(MD)シートである。
【0032】
織布、ブレード、ニッティング、フェルト、シートなどの複数の重畳層から作製された繊維構造体を使用することも可能であり、これらの層は、例えば縫製により、糸もしくは剛性要素の植え込みにより、またはニードリングにより共に結合される。
【0033】
繊維構造体を作製する繊維は、耐熱繊維、すなわち例えば炭化ケイ素(SiC)からなるセラミック繊維、炭素繊維、または耐熱酸化物例えばアルミナ(Al2O3)からなるさらに他の繊維である。
【0034】
いったん繊維組織を作ると、セラミック前駆体固化樹脂を含有する液体組成物に含浸することによってこれを固化する(ステップ20)。この目的のために、繊維組織を樹脂および通例はこのための溶媒を含有する浴に浸漬する。ドリップ乾燥の後、乾燥炉で乾燥を完了させる。乾燥を樹脂の予備硬化または部分硬化と同時に行ってもよい。このような予備硬化は追加の硬度を与えるため、予備形成する場合には、繊維組織が十分な変形能を保つために、予備硬化を制限したままにしなければならない。
【0035】
他の公知の含浸法、たとえば繊維組織を連続含浸装置に通過させることによる予備含浸布の調製、注入含浸、または樹脂トランスファ成形(RTM)によるさらに他の含浸を使用してもよい。
【0036】
固化樹脂は、熱分解後にこれが十分なセラミック残留物を残し、続いて作製される繊維プレフォームが確実に固化されるように選択される。
【0037】
セラミック前駆体樹脂は、例えば炭化ケイ素(SiC)の前駆体であるポリカルボシラン樹脂、またはSiCOの前駆体であるポリシロキサン樹脂、またはSiCNBの前駆体であるポリボロカルボシラザン樹脂、またはポリシラザン樹脂(SiCN)であろう。
【0038】
含浸後、作製される部品の繊維強化材を構成するための、前記部品の形状と実質的に一致する形状を有する繊維プレフォームを、サポート工具を使用して繊維組織を適合させることによってこれ自体を成形する。
【0039】
繊維プレフォームの成形は、好ましくは作製される部品の複合材料中の繊維の単位体積当りの濃度を上昇させるために、繊維構造体を圧縮することを伴う。
【0040】
プレフォームを成形した後、樹脂を硬化し、または予備硬化があった場合には、プレフォームを工具に保持して硬化を完了する。
【0041】
この後、樹脂を熱分解する熱処理によって固化を完了する。熱分解は、例えば約900℃〜1000℃の範囲にある温度で行う。
【0042】
固化を化学蒸気浸透(CVI)によって実施してもよい。
【0043】
この固化の後、セラミックマトリクスを用いた繊維プレフォームの緻密化を続ける(ステップ30)。
【0044】
緻密化は好都合には化学蒸気浸透(CVI)によって実施し、CVIプロセスのパラメータおよび反応ガスの性質を作製されるマトリクスの性質に適合させる。それゆえ、単一の炉において、固化樹脂の熱分解の操作から緻密化を実施する操作まで行うことができる。
【0045】
CVIによって形成するセラミックマトリクスは、SiCマトリクス、またはケイ素−ホウ素−炭素(Si−B−C)マトリクスもしくは炭化ホウ素(B4C)マトリクスなどの少なくとも一部は自己修復性であるマトリクス、または非修復性セラミックマトリクスおよび修復性セラミックマトリクスの交互相を有するさらに他の配列マトリクスでもよい。特に以下の文献、FR 2 401 888、US 5 246 736、US 5 965 266、US 6 068 930、およびUS 6 291 058を参照されたい。
【0046】
セラミックマトリクスを、複数回の連続浸潤サイクルで堆積し、各サイクルの間に機械操作を行い、材料の表面ポアを再びあけて、繊維強化材へのマトリクスの堆積を促進してもよい。
【0047】
図1は、上記の方法を使用して成形および緻密化された、SiC繊維(Guipex(登録商標)ベース−8サテン)の3次元製織の固化多層繊維組織から作製されたCMC部品の部分の表面状態を示す。図2の測定に示すように、部品はこれの表面上に、200μmを超える振幅を示す起伏および約5μmのレベルを示す粗さの両方を示している。
【0048】
上で説明したように、このような表面の凹凸によって、空力用途ではこのような部品を変化させずに使用できそうにない。図3は、比較のために、航空機用エンジンの低圧ステージでの、金属材料で作製されたブレードの表面状態の測定を示す。ブレードはその表面にいかなる起伏も示さず、約1μmの平均粗さレベルを示していることがわかる。
【0049】
この目的のために、および本発明の実施によれば、部品のCMC材料のアクセス可能な表面に耐熱ガラス質コーティングを直接堆積する(ステップ90)。「アクセス可能な表面」という用語を用いて、部品の外側の幾何表面、および材料の内側であるが外側に開いた孔の表面、すなわち外側からアクセス可能な孔の表面をも意味する。本明細書に記載した実施において、コーティングは部品のCMC材料と直接接触している。
【0050】
堆積するガラス質コーティングの組成物は、部品のCMC材料と適合性があるように選択する。特に、CMC材料部品の熱膨張係数に比較的近い熱膨張係数を示す、すなわち部品のCMC材料の熱膨張係数からわずかに±0.5×10−6K−1以下だけ離れたコーティング組成物を選択する。例として、ガラス質コーティングは4×10−6K−1から5×10−6K−1の範囲にある熱膨張係数を示し、CMCの熱膨張係数は概して4〜4.5の範囲にある。また、ガラス質コーティング組成物は、それがCMC材料と化学的に反応しないよう選択する。
【0051】
また、ガラス質コーティングは、CMC部品の利用条件の関数として選択する。特に、ガラス質コーティングは部品の利用温度に耐えることができなければならず、ガラス質コーティングは部品に規定された寿命以上の寿命を示さなければならない。この目的のために、部品の最高利用温度よりも高い溶融温度を有するガラス質コーティングを選択する。例えばガス・タービンを構成するブレードについては、このような部品が遭遇する最高温度は1100℃程度の高さであろう。このような状況の下では、ガラス質コーティングは1300℃以上の溶融温度を示すことが望ましい。
【0052】
ガラス質コーティングは好ましくは以下の重量パーセンテージを含有する。
【0053】
・55%〜70%のシリカ(SiO2)、
・5%〜20%のアルミナ(A12O3)、
・5%〜15%のバライト(BaO)、および
・5%〜10%の石灰(CaO)。
【0054】
このような組成物を用いて、1100℃を超える溶融温度を示すアルカリ土類フラックスとともにアルミノ−シリケートガラスを形成し、これにより1100℃の高さでありうる利用温度までその保全性を維持するガラス質コーティングを部品上に形成する。上記組成物を用いて、ガラス質平滑化コーティングは少なくとも部品上への塗布の間に、平滑化に好適な、すなわちコーティングを部品の表面に均質に塗布することを容易にする、表面張力およびおそらく粘度も示す。平滑化コーティングは、部品が高温に曝露されたときに部品における膨張差を回避するために、部品のCMC材料の熱膨張係数に近い熱膨張係数も所有する。
【0055】
シリカは組成物のベース酸化物に相当する。
【0056】
天然無機原材料に由来するアルミナは、ガラスの溶融温度を上昇させる役割を果たす。これはガラスの熱膨張係数および表面張力を調整することも可能にする。ガラス質コーティングの組成物中のアルミナのパーセンテージを増加させることにより、その熱膨張係数および表面張力が上昇する。
【0057】
バライトは高温でのガラスの溶融期間、すなわち溶融が起こる時間の長さを調整する役割を果たす。これはガラスの熱膨張係数、粘度および表面張力を調整することも可能にする。ガラス質コーティングの組成物中のバライトのパーセンテージを増加させることにより、その熱膨張係数、粘度および表面張力が低下する。
【0058】
石灰はガラスの粘度および表面張力を調整する役割を果たす。ガラス質コーティングの組成物中の石灰のパーセンテージを増加させることにより、熱膨張係数および粘度が低下するが、その表面張力は増加する。
【0059】
また、ガラス質コーティングはマグネシア(MgO)またはジルコニア(ZrO2)などのアルカリ土類酸化物、ならびに酸化ナトリウム(Na2O)および酸化カリウム(K2O)などのアルカリ酸化物から選択される1つ以上の追加の化合物を含有していてもよい。例として、ガラス質コーティングは、シリカ、アルミナ、バライト、および石灰に加えて、0%〜5%のマグネシアおよび/または0%〜10%のジルコニアおよび/または0〜5%の酸化ナトリウムを含んでいてもよい。
【0060】
マグネシアはガラスの表面張力を調整する役割を果たす。ガラス質コーティングの組成物中のマグネシアのパーセンテージを増加させることにより、その表面張力が増加する。
【0061】
ジルコニアはガラスの機械的特性に寄与する。これはガラスの表面張力を調整することも可能にする。ガラス質コーティングの組成物中のジルコニアのパーセンテージを増加させることにより、その表面張力が増加する。
【0062】
酸化ナトリウムはガラスの粘度および表面張力を調整する役割を果たす。ガラス質コーティングの組成物中の酸化ナトリウムのパーセンテージを増加させることにより、粘度が低下し、その表面張力が増加する。
【0063】
一般的に言えば、この種のガラス組成物において、アルカリ土類酸化物(バライト、石灰、マグネシアなど)の使用は、通常のアルカリ酸化物(酸化ナトリウム、酸化カリウムなど)と比較して、最も高い利用温度での熱膨張係数を低下する役割を果たす。
【0064】
ガラス質コーティングを、出発組成物を堆積させ、約1350℃で熱処理を加えることによって得てもよく、この熱処理を堆積と同時にまたは続いて実施してもよい。
【0065】
例として、出発組成物は以下の原材料を含有しうる。
【0066】
・シリカを構成する砂、
・主にアルミナ、およびより少ない程度でシリカを構成するカオリンまたは粘土、
・バライトを構成する炭酸バリウム、ならびに
・石灰を構成する炭酸カルシウム。
【0067】
バライトは好ましくは、準安定ガラスを形成するために炭酸バリウムから形成される。
【0068】
組成物は、以下の追加の原材料も含有しうる。
【0069】
・主にマグネシア、およびより少ない程度でアルミナを構成するステアタイト、
・ジルコニアを形成するケイ酸ジルコニウム(ジルコン)、ならびに
・酸化ナトリウムを構成するソーダ長石。
【0070】
原材料の量は、得ることが望ましいガラス質コーティングの構成要素の割合の関数として、出発組成物中で調整される。
【0071】
非限定的な例として、第1の出発組成物は重量パーセンテージで、
・39%のシリカ砂、
・9%のカオリン、
・5%の粘土、
・10%の炭酸バリウム、
・7%の炭酸カルシウム、
・2%のステアタイト、および
・28%の長石、
を含有し、そして
・66%のシリカ、
・13%のアルミナ、
・10%のバライト、
・7%の石灰、
・1%のマグネシア、および
・3%の酸化ナトリウム、
を含有するガラス質コーティングを構成する役割を果たす。
【0072】
第2の例において、出発組成物は以下の重量パーセンテージで、
・31%のシリカ砂、
・8%のカオリン、
・5%の粘土、
・10%の炭酸バリウム、
・7%の炭酸カルシウム、
・2%のステアタイト、
・10%のジルコニウムシリカ、および
・27%の長石、
を含有し、
・61%のシリカ、
・12%のアルミナ、
・10%のバライト、
・7%の石灰、
・1%のマグネシア、
・6%のジルコニア、および
・3%の酸化ナトリウム、
を含有するガラス質コーティングを構成する役割を果たす。
【0073】
ガラス質コーティングを、特に溶射またはコーティングによってCMC部品上に堆積してもよい。
【0074】
溶射を使用する場合、組成物は、好ましくは酸素−アセチレン炎またはプラズマによって部品に溶射される粉末(供給材料)の形態であることが望ましく、これにより材料への温度堆積を低減させることができ、結果的に部品の加熱を低減することを可能にする。プラズマまたは酸素−アセチレン炎溶射堆積法は周知であり、簡略化のためにより詳細には記載しない。
【0075】
コーティングによる堆積を、特に溶射により、スリップを塗布することにより、または浸漬により実施してもよく、出発組成物を例えば水中でサスペンションに維持する。このような状況下では、部品にガラス質コーティングを固定するために、熱処理を加える必要がある。熱処理は好ましくは局所的に、すなわち部品全体を熱処理にさらすことなく実施する。
【0076】
堆積するガラス質コーティングの厚さは主に補償される凹凸のレベルの関数として決定する。ガラス質コーティングの層は50μm〜300μmの範囲にありうる厚さを示す。
【0077】
本発明の変形の実施において、ガラス質コーティングを堆積する前に、部品のアクセス可能な表面にセラミックコーティングを実施してもよい。このような状況下で、繊維構造体を形成し(ステップ10)、固化し(ステップ20)、プレフォームを緻密化(ステップ30)した後に、セラミックコーティング組成物を調製する(ステップ40)。この組成物は、粉末、特にセラミック粉末の形態の固体耐熱フィラー、セラミック前駆体ポリマー、および任意にポリマーのための溶媒を含む。
【0078】
例として粉末はSiC粉末である。その粒径は、CMC複合材料を充填するために、粉末のグレインが表面ポアに浸透することを可能にするように、十分に微細に選択される。平均粒径は好ましくは100μm未満、例えば5μm〜50μmの範囲にあるように選択する。異なる粒径の粉末を使用することもできる。例えば、5μm〜15μmの範囲にある平均粒径を有するグレインを、25μm〜50μmの範囲にある平均粒径を有するグレインと併せて使用することができ、より大きい平均粒径のグレインの重量割合は、例えば、より小さい平均粒径のグレインのそれよりも小さい。
【0079】
例えば炭化物(SiC以外)、窒化物またはホウ化物の粉末から選択される、実質的に同じ粒径を有する他の粉末、特にセラミック粉末を使用してもよく、異なる種類の粉末を混合することができる。
【0080】
セラミック前駆体ポリマーは、望ましいコーティングの性質の関数として選択する。SiCコーティングに対しては、ポリマーを例えばポリカルボシラン(PCS)およびポリチタノカルボシラン(PTCS)から選択することが望ましい。
【0081】
他のセラミック前駆体ポリマー、例えばSiC(または過剰な炭素を有する、SiC+C)の前駆体であるシリコーン、ガス中で熱分解されたときに、Si3N4および/またはSiCをベースとする残留物を得る役割を果たすポリシラザン、ならびにBNの前駆体であるポリボラジンを使用することができる。
【0082】
固体フィラーを構成するセラミックおよびポリマーが前駆体であるセラミックは好ましくは、しかし必ずというわけではないが、同じ種類であることに気づくべきである。
【0083】
溶媒は使用するセラミック前駆体ポリマーの関数として決定する。例えばPCSでは、溶媒はキシレンであろう。他のポリマーに対しては他の溶媒、例えばシリコーンに対してはヘプタン、ヘキサン、メチルエチルケトン、またはエタノールを使用できる。
【0084】
セラミック前駆体ポリマーの量に対する固体フィラーの量は、耐熱構造複合材料の表面ポアの十分な充填を確保し、一方で組成物がある深さまで浸透することを可能にするように選択する。それゆえ、固体フィラーの重量による量は、好ましくは、セラミック前駆体ポリマーの重量による量の0.4倍〜4倍の範囲にある。この範囲は、その変換の間にセラミック前駆体ポリマーの収縮量を調整することも可能にする。
【0085】
使用する溶媒の量は、液体組成物に適切な粘度を与えて、それを部品の表面に塗布可能にするように選択する。
【0086】
例として、SiCコーティングを形成すべきである組成物の代表的な組成を、以下の範囲から選択してもよい。
【0087】
・SiC粉末(範囲5μm〜50μmの範囲にある平均粒径):2重量部(pbw)から7pbw、
・PCS(SiC前駆体):1pbw〜3pbw、および
・キシレン(PCS溶媒):2pbw〜5pbw。
【0088】
部品の処理のために、液体組成物を表面に塗布する(ステップ50)。
【0089】
塗布は単にブラシを使用することによって実施してもよい。しかし他の方法、例えば溶射ガンを使用してもよい。
【0090】
溶媒を除去するために、例えば熱風を使用する乾燥(ステップ60)の後、セラミック前駆体ポリマーを硬化する(ステップ70)。硬化は熱処理によって実施してもよい。例えばPCSを使用する場合、350℃の滞留まで温度を次第に上げる。
【0091】
硬化したポリマーを、セラミック化の目的で熱処理にさらす(ステップ80)。PCSを用い、約900℃の滞留まで次第に温度を上げることによってSiCへの変換を実施する。
【0092】
液体組成物の複数の連続層を塗布してもよい。各層を塗布した後、組成物の乾燥およびセラミック前駆体ポリマーの硬化の少なくとも1回の操作を続けることが好ましい。セラミック化はすべての層に同時に実施してもよい。
【0093】
当然、他のセラミック前駆体を使用する場合には、硬化条件およびセラミック化条件が異なっていてもよいが、これらの条件はいかなる新規な特徴も示さない。
【0094】
こうしてセラミック前駆体および固体フィラーのセラミック化に由来する相を含むセラミックコーティングが得られる。このコーティングは部品の表面の起伏およびくぼみを充填する。
【0095】
しかし、このようにして形成したセラミックコーティングは、構造的に安定化させる必要がある。特に、変換の間のセラミック前駆体樹脂の収縮のために、固体フィラーのグレイン間の結合を確保することが必要である。セラミック化を目的とする熱処理の間に、セラミック前駆体を構成する材料が収縮し、これによりセラミックにひび割れまたは崩壊を引き起こす。グレインはもはや、セラミックの連続ブロック内で相互にすべて結合されているわけではない。
【0096】
この目的のために、本発明の実施によれば、耐熱ガラス質コーティングを上記の条件下でセラミックコーティング上に堆積する(ステップ60)。
【0097】
ガラス質マトリクスを形成することにより、ガラス質コーティングの堆積は、セラミックコーティングのグレインおよび/または粒子を共に結合するよう作用する。また、このような含浸は、(均一摩耗条件下での)CMC部品の摩耗強度も増加させることを可能にする。
【0098】
ガラス質コーティングはガラス質コーティング上の表面の凹凸を補償するように形成され、ガラス質コーティングの量は補償する凹凸の関数として選択する。ガラス質コーティングの層は50μm〜300μmの範囲にあるであろう厚さを示す。このようにして形成した層は、セラミックコーティングの表面、したがって部品の表面を平滑化する役割を果たす。本発明のガラス質コーティングは、部品の表面起伏のレベルを40μm未満の値まで低下させ、表面粗さのレベルを1μm未満の値まで低下させる役割を果たす。
【0099】
本発明は各種の型式のターボ機関ブレード、特に圧縮機および各種のガス・タービン・スプールのタービンブレード、たとえば図5に示すものに利用できる。
【0100】
図5のブレード10は周知のように、エアフォイル20、例えば球根形状の断面を有する大きな厚みの部分からなり突出部32によって伸長された基部30、突出部32とエアフォイル20との間に位置する下部プラットフォーム40、およびブレードの自由端付近の外側プラットフォーム50を含む。
【発明の概要】
【0001】
技術分野
本発明はセラミックマトリクス複合材料で作製された部品に関する。本発明はさらに詳細には、このような部品の表面状態を改良することに関する。
【0002】
航空機用エンジンにおいて、および特にこのようなエンジンのガス・タービンにおいて、空力形状を示す部品、例えばブレードは従来、鋳造法および局所機械加工を使用して金属合金から作製されている。エネルギー原単位の低減、汚染の低減などに関する航空機用エンジンの現在および将来の必要条件が、特にそのタービンの低圧ステージにおける、このようなエンジンの重量の著しい増加の元になっている。
【0003】
ブレードは、低圧力ステージの重量の大部分を構成する。重量をかなり低減し、一方で現行の金属合金で可能とされる動作温度よりも高い動作温度も許容するために、1つの解決策はセラミックマトリクス複合材料からブレードを作製することであろう。
【0004】
セラミックマトリクス複合(CMC)材料は、いわゆる「耐熱構造」複合材料、すなわち良好な機械的特性および高温でこの特性を維持する能力を有する複合材料の例である。加えて、このような部品、例えばブレードはCMCから作製した場合、通常の金属合金を使用して作製した同じ部品と比較して、重量の著しい減少を示す。
【0005】
CMC部品は、周知の方式で耐熱繊維(炭素繊維またはセラミック繊維)から作製され、セラミックマトリクス、特に耐熱性の炭化物、窒化物、酸化物、…のマトリクスによって緻密化された繊維強化材から形成されている。代表的なCMC材料の例は、C−SiC材料(炭素繊維強化材および炭化ケイ素マトリクス)、SiC−SiC材料、およびC−C/SiC材料(炭素および炭化ケイ素の両方のマトリクス)である。CMC材料から作製される部品の製造は周知である。繊維強化材は、液体法(セラミックマトリクスの前駆体物質である樹脂を用いた含浸ならびに硬化および熱分解による樹脂のセラミックへの変換、このプロセスを反復してもよい)を使用して、または気体法(化学蒸気浸透)を使用して緻密化してもよい。
【0006】
しかしCMC部品は起伏があり、比較的粗い表面外観を示し、このことはブレードなどの部品に要求される空力性能とは不適合であろう。表面起伏は繊維強化材によるものであるが、粗さは、特にマトリクスを化学蒸気浸透(CVI)によって堆積した場合には、「シールコート」セラミックマトリクスに関連する。
【0007】
逆に、金属合金から、関連する方法によって作製した部品は、平滑でごくわずかな粗さ(約1マイクロメートル(μm))をもつ表面外観を示す。
【0008】
CMC部品の表面状態を改善する1つの解決策は、液体組成物をその表面に塗布することにあり、液体はセラミック前駆体ポリマー、例えば炭化ケイ素、およびセラミックコーティングが形成されるのを可能にするグレインの形態の耐熱固体フィラーを含有する。セラミックコーティングは、部品の表面に存在する起伏を平滑化する役割を果たす。この工程には、約30時間の期間にわたって化学蒸気浸透(CVI)を使用して行われるセラミックたとえばSiCの堆積が続き、これにより耐熱フィラーの粒子を結合する役割を果たす。CMC部品の表面を処理するこのような方法は、文献US 2006/0141154に記載されている。
【0009】
この方法は、CMC部品の表面状態を、その起伏を40μmに、その表面粗さを2μm〜5μmの範囲にある値に低減することによって著しく改善することが可能である(セラミックのCVI堆積によって調整される)けれども、セラミックコーティングを形成した後の追加のCVIの必要性は、部品を製造するために必要とされるコストおよび時間の長さをかなり増加させる。
【0010】
したがって、部品製造の期間およびコストに関してより不利でない、CMC部品の表面を平滑化するためのコーティングへのニーズがある。このような平滑化コーティングを、部品上に堆積したガラス質コーティングによって形成してもよい。
【0011】
しかし、ガラス質平滑化コーティングは、CMC部品の構造的および機能的特徴に適合するために、各種の条件を満足する必要がある。ガラス質平滑化コーティングは、特に、少なくとも部品に塗布されている間に、平滑化に適した、すなわちコーティングを部品の表面上に容易かつ均質に塗布することを可能にする、表面張力およびおそらく粘度も示さなければならない。平滑化コーティングは、部品が高温に曝露されたときの部品における膨張差を避けるために、部品のCMC材料の熱膨張係数に近い熱膨張係数も有さなければならない。最後に、使用されるコーティングは、CMC部品の利用温度におけるコーティングの保全性を保証するために、例えばガス・タービンのブレードでは1100℃程度に高いかもしれない前記温度よりも高い溶融温度も示さなければならない。
【0012】
発明の目的および概要
本発明の目的は、良好に制御されており、特に空力性能を必要とする用途に適合性がある表面状態を有するCMC部品を得るための、上記の欠点を示さない方法を提案することである。
【0013】
この目的のために、本発明は、起伏があり、粗い表面を示すセラミックマトリクス複合材料部品の表面を平滑化する方法を提供し、当該方法において、本発明によれば、耐熱ガラス質コーティングすなわち耐熱ガラス製造組成物も複合材料の表面に堆積させ、前記ガラス質コーティングはシリカ、アルミナ、バライト、および石灰を実質的に含有する。
【0014】
したがって、CMC材料の表面にガラス質コーティングを堆積させることによって、前記方法は、部品の表面状態をかなり改善し、化学蒸気浸透よりもはるかに迅速でより効果でない処理を用いてそうすることを可能にする。
【0015】
本発明の異なる実施において、ガラス質コーティングを部品の表面に堆積させる前に、前記方法は、液体組成物を部品の表面に塗布することによって作製されるセラミックコーティングを形成し、前記液体組成物はセラミック前駆体ポリマーおよび固体耐熱フィラーを含有し、前記ポリマーを硬化させ、前記硬化したポリマーを熱処理によってセラミックに変換することを含む。
【0016】
このような状況の下で、ガラス質コーティングを堆積させることは、固体フィラーのグレインおよび/またはセラミックコーティングの粒子を共に結合することによって、セラミックコーティングを安定化および補強することも可能にする。
【0017】
好ましくは、ガラス質コーティングは重量パーセンテージで、55%〜70%のシリカ、5%〜20%のアルミナ、5%〜15%のバライト、および5%〜10%の石灰を含有する。
【0018】
ガラス質コーティングは、少なくともアルカリ土類酸化物およびアルカリ酸化物から選択される少なくとも1つの追加の化合物を含有していてもよい。
【0019】
本発明の態様において、ガラス質コーティングは1300℃以上の溶融温度を示す。
【0020】
別の態様において、ガラス質コーティングは、部品のCMC材料の熱膨張係数からわずかに±0.5×10−6K−1以下だけ離れた熱膨張係数を示す。
【0021】
ガラス質コーティングを、プラズマ溶射または酸素−アセチレン炎溶射によって部品上に堆積してもよい。
【0022】
変形において、ガラス質コーティングをコーティングによって部品上に堆積させ、堆積されたコーティングの熱処理を続いて行ってもよい。
【0023】
本発明は、その表面状態が本発明の方法に従って改善されているCMC部品も提供し、前記CMC部品のアクセス可能な表面は、シリカ、アルミナ、バライト、および石灰を実質的に含有するガラス質コーティングで被覆されている。
【0024】
ガラス質コーティングは、アルカリ土類酸化物およびアルカリ酸化物から選択される少なくとも1つの追加の化合物を含有していてもよい。
【0025】
本発明の変形の実施において、前記部品は、セラミック相および固体フィラーを含むセラミックコーティングを備えていてもよい。
【0026】
前記部品は特にガス・タービン・ブレードでもよい。
【図面の簡単な説明】
【0027】
本発明の他の特徴および利点は、非限定的な例として示されている本発明の特定の実施形態の以下の説明からおよび添付図面の参照によって明らかになる。
【図1】図1は、追加の表面処理なしのCMC部品の一部の表面状態を示す3次元図である。
【図2】図2は、図1に示した部品の一部における寸法変動の測定を示す曲線である。
【図3】図3は、航空機用エンジンのブレードの作製に使用した金属部品表面での寸法変動の測定を示す曲線である。
【図4】図4は、本発明による方法の実施の連続ステップを示すフローチャートである。
【図5】図5は、ターボ機械ブレードの斜視図である。
【0028】
実施形態の詳細な説明
本発明は、起伏があり粗い表面を示す、セラミックマトリクス複合(CMC)材料からなる部品の表面の平滑化方法を提供する。
【0029】
図4を参照すると、本発明による平滑化方法を実施する、CMC部品の製造方法は以下のステップを含む。
【0030】
CMC部品の製造は、製造される部品の形状に近い形状を有する繊維プレフォームがそれから形成される繊維構造体を用意することによって出発する(ステップ10)。
【0031】
繊維構造体は、種々の形態でありうる。たとえば、
・2次元(2D)布、
・3D製織によって得られたまたは複数層としての3次元(3D)布、
・ブレーディング、
・ニッティング、
・フェルト、および
・糸もしくはトウの1方向(UD)シートまたは複数のUDシートを異なる方向に重畳し、UDシートを例えば縫製により、化学結合剤により、もしくはニードリングにより結合することによって得られた多方向(MD)シートである。
【0032】
織布、ブレード、ニッティング、フェルト、シートなどの複数の重畳層から作製された繊維構造体を使用することも可能であり、これらの層は、例えば縫製により、糸もしくは剛性要素の植え込みにより、またはニードリングにより共に結合される。
【0033】
繊維構造体を作製する繊維は、耐熱繊維、すなわち例えば炭化ケイ素(SiC)からなるセラミック繊維、炭素繊維、または耐熱酸化物例えばアルミナ(Al2O3)からなるさらに他の繊維である。
【0034】
いったん繊維組織を作ると、セラミック前駆体固化樹脂を含有する液体組成物に含浸することによってこれを固化する(ステップ20)。この目的のために、繊維組織を樹脂および通例はこのための溶媒を含有する浴に浸漬する。ドリップ乾燥の後、乾燥炉で乾燥を完了させる。乾燥を樹脂の予備硬化または部分硬化と同時に行ってもよい。このような予備硬化は追加の硬度を与えるため、予備形成する場合には、繊維組織が十分な変形能を保つために、予備硬化を制限したままにしなければならない。
【0035】
他の公知の含浸法、たとえば繊維組織を連続含浸装置に通過させることによる予備含浸布の調製、注入含浸、または樹脂トランスファ成形(RTM)によるさらに他の含浸を使用してもよい。
【0036】
固化樹脂は、熱分解後にこれが十分なセラミック残留物を残し、続いて作製される繊維プレフォームが確実に固化されるように選択される。
【0037】
セラミック前駆体樹脂は、例えば炭化ケイ素(SiC)の前駆体であるポリカルボシラン樹脂、またはSiCOの前駆体であるポリシロキサン樹脂、またはSiCNBの前駆体であるポリボロカルボシラザン樹脂、またはポリシラザン樹脂(SiCN)であろう。
【0038】
含浸後、作製される部品の繊維強化材を構成するための、前記部品の形状と実質的に一致する形状を有する繊維プレフォームを、サポート工具を使用して繊維組織を適合させることによってこれ自体を成形する。
【0039】
繊維プレフォームの成形は、好ましくは作製される部品の複合材料中の繊維の単位体積当りの濃度を上昇させるために、繊維構造体を圧縮することを伴う。
【0040】
プレフォームを成形した後、樹脂を硬化し、または予備硬化があった場合には、プレフォームを工具に保持して硬化を完了する。
【0041】
この後、樹脂を熱分解する熱処理によって固化を完了する。熱分解は、例えば約900℃〜1000℃の範囲にある温度で行う。
【0042】
固化を化学蒸気浸透(CVI)によって実施してもよい。
【0043】
この固化の後、セラミックマトリクスを用いた繊維プレフォームの緻密化を続ける(ステップ30)。
【0044】
緻密化は好都合には化学蒸気浸透(CVI)によって実施し、CVIプロセスのパラメータおよび反応ガスの性質を作製されるマトリクスの性質に適合させる。それゆえ、単一の炉において、固化樹脂の熱分解の操作から緻密化を実施する操作まで行うことができる。
【0045】
CVIによって形成するセラミックマトリクスは、SiCマトリクス、またはケイ素−ホウ素−炭素(Si−B−C)マトリクスもしくは炭化ホウ素(B4C)マトリクスなどの少なくとも一部は自己修復性であるマトリクス、または非修復性セラミックマトリクスおよび修復性セラミックマトリクスの交互相を有するさらに他の配列マトリクスでもよい。特に以下の文献、FR 2 401 888、US 5 246 736、US 5 965 266、US 6 068 930、およびUS 6 291 058を参照されたい。
【0046】
セラミックマトリクスを、複数回の連続浸潤サイクルで堆積し、各サイクルの間に機械操作を行い、材料の表面ポアを再びあけて、繊維強化材へのマトリクスの堆積を促進してもよい。
【0047】
図1は、上記の方法を使用して成形および緻密化された、SiC繊維(Guipex(登録商標)ベース−8サテン)の3次元製織の固化多層繊維組織から作製されたCMC部品の部分の表面状態を示す。図2の測定に示すように、部品はこれの表面上に、200μmを超える振幅を示す起伏および約5μmのレベルを示す粗さの両方を示している。
【0048】
上で説明したように、このような表面の凹凸によって、空力用途ではこのような部品を変化させずに使用できそうにない。図3は、比較のために、航空機用エンジンの低圧ステージでの、金属材料で作製されたブレードの表面状態の測定を示す。ブレードはその表面にいかなる起伏も示さず、約1μmの平均粗さレベルを示していることがわかる。
【0049】
この目的のために、および本発明の実施によれば、部品のCMC材料のアクセス可能な表面に耐熱ガラス質コーティングを直接堆積する(ステップ90)。「アクセス可能な表面」という用語を用いて、部品の外側の幾何表面、および材料の内側であるが外側に開いた孔の表面、すなわち外側からアクセス可能な孔の表面をも意味する。本明細書に記載した実施において、コーティングは部品のCMC材料と直接接触している。
【0050】
堆積するガラス質コーティングの組成物は、部品のCMC材料と適合性があるように選択する。特に、CMC材料部品の熱膨張係数に比較的近い熱膨張係数を示す、すなわち部品のCMC材料の熱膨張係数からわずかに±0.5×10−6K−1以下だけ離れたコーティング組成物を選択する。例として、ガラス質コーティングは4×10−6K−1から5×10−6K−1の範囲にある熱膨張係数を示し、CMCの熱膨張係数は概して4〜4.5の範囲にある。また、ガラス質コーティング組成物は、それがCMC材料と化学的に反応しないよう選択する。
【0051】
また、ガラス質コーティングは、CMC部品の利用条件の関数として選択する。特に、ガラス質コーティングは部品の利用温度に耐えることができなければならず、ガラス質コーティングは部品に規定された寿命以上の寿命を示さなければならない。この目的のために、部品の最高利用温度よりも高い溶融温度を有するガラス質コーティングを選択する。例えばガス・タービンを構成するブレードについては、このような部品が遭遇する最高温度は1100℃程度の高さであろう。このような状況の下では、ガラス質コーティングは1300℃以上の溶融温度を示すことが望ましい。
【0052】
ガラス質コーティングは好ましくは以下の重量パーセンテージを含有する。
【0053】
・55%〜70%のシリカ(SiO2)、
・5%〜20%のアルミナ(A12O3)、
・5%〜15%のバライト(BaO)、および
・5%〜10%の石灰(CaO)。
【0054】
このような組成物を用いて、1100℃を超える溶融温度を示すアルカリ土類フラックスとともにアルミノ−シリケートガラスを形成し、これにより1100℃の高さでありうる利用温度までその保全性を維持するガラス質コーティングを部品上に形成する。上記組成物を用いて、ガラス質平滑化コーティングは少なくとも部品上への塗布の間に、平滑化に好適な、すなわちコーティングを部品の表面に均質に塗布することを容易にする、表面張力およびおそらく粘度も示す。平滑化コーティングは、部品が高温に曝露されたときに部品における膨張差を回避するために、部品のCMC材料の熱膨張係数に近い熱膨張係数も所有する。
【0055】
シリカは組成物のベース酸化物に相当する。
【0056】
天然無機原材料に由来するアルミナは、ガラスの溶融温度を上昇させる役割を果たす。これはガラスの熱膨張係数および表面張力を調整することも可能にする。ガラス質コーティングの組成物中のアルミナのパーセンテージを増加させることにより、その熱膨張係数および表面張力が上昇する。
【0057】
バライトは高温でのガラスの溶融期間、すなわち溶融が起こる時間の長さを調整する役割を果たす。これはガラスの熱膨張係数、粘度および表面張力を調整することも可能にする。ガラス質コーティングの組成物中のバライトのパーセンテージを増加させることにより、その熱膨張係数、粘度および表面張力が低下する。
【0058】
石灰はガラスの粘度および表面張力を調整する役割を果たす。ガラス質コーティングの組成物中の石灰のパーセンテージを増加させることにより、熱膨張係数および粘度が低下するが、その表面張力は増加する。
【0059】
また、ガラス質コーティングはマグネシア(MgO)またはジルコニア(ZrO2)などのアルカリ土類酸化物、ならびに酸化ナトリウム(Na2O)および酸化カリウム(K2O)などのアルカリ酸化物から選択される1つ以上の追加の化合物を含有していてもよい。例として、ガラス質コーティングは、シリカ、アルミナ、バライト、および石灰に加えて、0%〜5%のマグネシアおよび/または0%〜10%のジルコニアおよび/または0〜5%の酸化ナトリウムを含んでいてもよい。
【0060】
マグネシアはガラスの表面張力を調整する役割を果たす。ガラス質コーティングの組成物中のマグネシアのパーセンテージを増加させることにより、その表面張力が増加する。
【0061】
ジルコニアはガラスの機械的特性に寄与する。これはガラスの表面張力を調整することも可能にする。ガラス質コーティングの組成物中のジルコニアのパーセンテージを増加させることにより、その表面張力が増加する。
【0062】
酸化ナトリウムはガラスの粘度および表面張力を調整する役割を果たす。ガラス質コーティングの組成物中の酸化ナトリウムのパーセンテージを増加させることにより、粘度が低下し、その表面張力が増加する。
【0063】
一般的に言えば、この種のガラス組成物において、アルカリ土類酸化物(バライト、石灰、マグネシアなど)の使用は、通常のアルカリ酸化物(酸化ナトリウム、酸化カリウムなど)と比較して、最も高い利用温度での熱膨張係数を低下する役割を果たす。
【0064】
ガラス質コーティングを、出発組成物を堆積させ、約1350℃で熱処理を加えることによって得てもよく、この熱処理を堆積と同時にまたは続いて実施してもよい。
【0065】
例として、出発組成物は以下の原材料を含有しうる。
【0066】
・シリカを構成する砂、
・主にアルミナ、およびより少ない程度でシリカを構成するカオリンまたは粘土、
・バライトを構成する炭酸バリウム、ならびに
・石灰を構成する炭酸カルシウム。
【0067】
バライトは好ましくは、準安定ガラスを形成するために炭酸バリウムから形成される。
【0068】
組成物は、以下の追加の原材料も含有しうる。
【0069】
・主にマグネシア、およびより少ない程度でアルミナを構成するステアタイト、
・ジルコニアを形成するケイ酸ジルコニウム(ジルコン)、ならびに
・酸化ナトリウムを構成するソーダ長石。
【0070】
原材料の量は、得ることが望ましいガラス質コーティングの構成要素の割合の関数として、出発組成物中で調整される。
【0071】
非限定的な例として、第1の出発組成物は重量パーセンテージで、
・39%のシリカ砂、
・9%のカオリン、
・5%の粘土、
・10%の炭酸バリウム、
・7%の炭酸カルシウム、
・2%のステアタイト、および
・28%の長石、
を含有し、そして
・66%のシリカ、
・13%のアルミナ、
・10%のバライト、
・7%の石灰、
・1%のマグネシア、および
・3%の酸化ナトリウム、
を含有するガラス質コーティングを構成する役割を果たす。
【0072】
第2の例において、出発組成物は以下の重量パーセンテージで、
・31%のシリカ砂、
・8%のカオリン、
・5%の粘土、
・10%の炭酸バリウム、
・7%の炭酸カルシウム、
・2%のステアタイト、
・10%のジルコニウムシリカ、および
・27%の長石、
を含有し、
・61%のシリカ、
・12%のアルミナ、
・10%のバライト、
・7%の石灰、
・1%のマグネシア、
・6%のジルコニア、および
・3%の酸化ナトリウム、
を含有するガラス質コーティングを構成する役割を果たす。
【0073】
ガラス質コーティングを、特に溶射またはコーティングによってCMC部品上に堆積してもよい。
【0074】
溶射を使用する場合、組成物は、好ましくは酸素−アセチレン炎またはプラズマによって部品に溶射される粉末(供給材料)の形態であることが望ましく、これにより材料への温度堆積を低減させることができ、結果的に部品の加熱を低減することを可能にする。プラズマまたは酸素−アセチレン炎溶射堆積法は周知であり、簡略化のためにより詳細には記載しない。
【0075】
コーティングによる堆積を、特に溶射により、スリップを塗布することにより、または浸漬により実施してもよく、出発組成物を例えば水中でサスペンションに維持する。このような状況下では、部品にガラス質コーティングを固定するために、熱処理を加える必要がある。熱処理は好ましくは局所的に、すなわち部品全体を熱処理にさらすことなく実施する。
【0076】
堆積するガラス質コーティングの厚さは主に補償される凹凸のレベルの関数として決定する。ガラス質コーティングの層は50μm〜300μmの範囲にありうる厚さを示す。
【0077】
本発明の変形の実施において、ガラス質コーティングを堆積する前に、部品のアクセス可能な表面にセラミックコーティングを実施してもよい。このような状況下で、繊維構造体を形成し(ステップ10)、固化し(ステップ20)、プレフォームを緻密化(ステップ30)した後に、セラミックコーティング組成物を調製する(ステップ40)。この組成物は、粉末、特にセラミック粉末の形態の固体耐熱フィラー、セラミック前駆体ポリマー、および任意にポリマーのための溶媒を含む。
【0078】
例として粉末はSiC粉末である。その粒径は、CMC複合材料を充填するために、粉末のグレインが表面ポアに浸透することを可能にするように、十分に微細に選択される。平均粒径は好ましくは100μm未満、例えば5μm〜50μmの範囲にあるように選択する。異なる粒径の粉末を使用することもできる。例えば、5μm〜15μmの範囲にある平均粒径を有するグレインを、25μm〜50μmの範囲にある平均粒径を有するグレインと併せて使用することができ、より大きい平均粒径のグレインの重量割合は、例えば、より小さい平均粒径のグレインのそれよりも小さい。
【0079】
例えば炭化物(SiC以外)、窒化物またはホウ化物の粉末から選択される、実質的に同じ粒径を有する他の粉末、特にセラミック粉末を使用してもよく、異なる種類の粉末を混合することができる。
【0080】
セラミック前駆体ポリマーは、望ましいコーティングの性質の関数として選択する。SiCコーティングに対しては、ポリマーを例えばポリカルボシラン(PCS)およびポリチタノカルボシラン(PTCS)から選択することが望ましい。
【0081】
他のセラミック前駆体ポリマー、例えばSiC(または過剰な炭素を有する、SiC+C)の前駆体であるシリコーン、ガス中で熱分解されたときに、Si3N4および/またはSiCをベースとする残留物を得る役割を果たすポリシラザン、ならびにBNの前駆体であるポリボラジンを使用することができる。
【0082】
固体フィラーを構成するセラミックおよびポリマーが前駆体であるセラミックは好ましくは、しかし必ずというわけではないが、同じ種類であることに気づくべきである。
【0083】
溶媒は使用するセラミック前駆体ポリマーの関数として決定する。例えばPCSでは、溶媒はキシレンであろう。他のポリマーに対しては他の溶媒、例えばシリコーンに対してはヘプタン、ヘキサン、メチルエチルケトン、またはエタノールを使用できる。
【0084】
セラミック前駆体ポリマーの量に対する固体フィラーの量は、耐熱構造複合材料の表面ポアの十分な充填を確保し、一方で組成物がある深さまで浸透することを可能にするように選択する。それゆえ、固体フィラーの重量による量は、好ましくは、セラミック前駆体ポリマーの重量による量の0.4倍〜4倍の範囲にある。この範囲は、その変換の間にセラミック前駆体ポリマーの収縮量を調整することも可能にする。
【0085】
使用する溶媒の量は、液体組成物に適切な粘度を与えて、それを部品の表面に塗布可能にするように選択する。
【0086】
例として、SiCコーティングを形成すべきである組成物の代表的な組成を、以下の範囲から選択してもよい。
【0087】
・SiC粉末(範囲5μm〜50μmの範囲にある平均粒径):2重量部(pbw)から7pbw、
・PCS(SiC前駆体):1pbw〜3pbw、および
・キシレン(PCS溶媒):2pbw〜5pbw。
【0088】
部品の処理のために、液体組成物を表面に塗布する(ステップ50)。
【0089】
塗布は単にブラシを使用することによって実施してもよい。しかし他の方法、例えば溶射ガンを使用してもよい。
【0090】
溶媒を除去するために、例えば熱風を使用する乾燥(ステップ60)の後、セラミック前駆体ポリマーを硬化する(ステップ70)。硬化は熱処理によって実施してもよい。例えばPCSを使用する場合、350℃の滞留まで温度を次第に上げる。
【0091】
硬化したポリマーを、セラミック化の目的で熱処理にさらす(ステップ80)。PCSを用い、約900℃の滞留まで次第に温度を上げることによってSiCへの変換を実施する。
【0092】
液体組成物の複数の連続層を塗布してもよい。各層を塗布した後、組成物の乾燥およびセラミック前駆体ポリマーの硬化の少なくとも1回の操作を続けることが好ましい。セラミック化はすべての層に同時に実施してもよい。
【0093】
当然、他のセラミック前駆体を使用する場合には、硬化条件およびセラミック化条件が異なっていてもよいが、これらの条件はいかなる新規な特徴も示さない。
【0094】
こうしてセラミック前駆体および固体フィラーのセラミック化に由来する相を含むセラミックコーティングが得られる。このコーティングは部品の表面の起伏およびくぼみを充填する。
【0095】
しかし、このようにして形成したセラミックコーティングは、構造的に安定化させる必要がある。特に、変換の間のセラミック前駆体樹脂の収縮のために、固体フィラーのグレイン間の結合を確保することが必要である。セラミック化を目的とする熱処理の間に、セラミック前駆体を構成する材料が収縮し、これによりセラミックにひび割れまたは崩壊を引き起こす。グレインはもはや、セラミックの連続ブロック内で相互にすべて結合されているわけではない。
【0096】
この目的のために、本発明の実施によれば、耐熱ガラス質コーティングを上記の条件下でセラミックコーティング上に堆積する(ステップ60)。
【0097】
ガラス質マトリクスを形成することにより、ガラス質コーティングの堆積は、セラミックコーティングのグレインおよび/または粒子を共に結合するよう作用する。また、このような含浸は、(均一摩耗条件下での)CMC部品の摩耗強度も増加させることを可能にする。
【0098】
ガラス質コーティングはガラス質コーティング上の表面の凹凸を補償するように形成され、ガラス質コーティングの量は補償する凹凸の関数として選択する。ガラス質コーティングの層は50μm〜300μmの範囲にあるであろう厚さを示す。このようにして形成した層は、セラミックコーティングの表面、したがって部品の表面を平滑化する役割を果たす。本発明のガラス質コーティングは、部品の表面起伏のレベルを40μm未満の値まで低下させ、表面粗さのレベルを1μm未満の値まで低下させる役割を果たす。
【0099】
本発明は各種の型式のターボ機関ブレード、特に圧縮機および各種のガス・タービン・スプールのタービンブレード、たとえば図5に示すものに利用できる。
【0100】
図5のブレード10は周知のように、エアフォイル20、例えば球根形状の断面を有する大きな厚みの部分からなり突出部32によって伸長された基部30、突出部32とエアフォイル20との間に位置する下部プラットフォーム40、およびブレードの自由端付近の外側プラットフォーム50を含む。
【特許請求の範囲】
【請求項1】
起伏があり、粗い表面を示すセラミックマトリクス複合材料部品の表面を平滑化する方法であって、耐熱ガラス質コーティングも部品の表面に堆積させ、前記ガラス質コーティングはシリカ、アルミナ、バライト、および石灰を実質的に含有することを特徴とする方法。
【請求項2】
前記ガラス質コーティングを部品の表面に堆積させる前に、液体組成物を部品の表面に塗布することによってできるセラミックコーティングを形成し、前記液体組成物はセラミック前駆体ポリマーおよび固体耐熱フィラーを含有し、前記ポリマーを硬化させ、前記硬化したポリマーを熱処理によってセラミックに変換することを含むことを特徴とする、請求項1に記載の方法。
【請求項3】
前記部品は炭化ケイ素マトリクスによって緻密化された炭素繊維強化材を含むことを特徴とする、請求項1または2に記載の方法。
【請求項4】
前記部品はケイ素系マトリクスによって緻密化された炭素繊維強化材を含むことを特徴とする、請求項1または2に記載の方法。
【請求項5】
前記ガラス質コーティングは重量パーセンテージで、55%から70%のシリカ、5%から20%のアルミナ、5%から15%のバライト、および5%から10%の石灰を含有することを特徴とする、請求項1から4のいずれか一項に記載の方法。
【請求項6】
前記ガラス質コーティングは、少なくともアルカリ土類酸化物およびアルカリ酸化物から選択される少なくとも1つの追加の化合物も含有することを特徴とする、請求項1から5のいずれか一項に記載の方法。
【請求項7】
前記ガラス質コーティングは部品のCMC材料の熱膨張係数からわずかに±0.5×10−6K−1以下だけ離れた熱膨張係数を示すことを特徴とする、請求項1から6のいずれか一項に記載の方法。
【請求項8】
前記ガラス質コーティングは1300℃以上の溶融温度を示すことを特徴とする、請求項1から7のいずれか一項に記載の方法。
【請求項9】
前記ガラス質コーティングをプラズマ溶射または酸素−アセチレン炎溶射によって部品上に堆積させることを特徴とする、請求項1から8のいずれか一項に記載の方法。
【請求項10】
前記ガラス質コーティングをコーティングによって部品上に堆積させ、前記堆積されたコーティングの熱処置を続いて行うことを特徴とする、請求項1から8のいずれか一項に記載の方法。
【請求項11】
前記セラミックマトリクス複合材料部品はガス・タービン・ブレードであることを特徴とする、請求項1から10のいずれか一項に記載の方法。
【請求項12】
耐熱繊維からなる繊維強化材を含み、セラミックマトリクスによって緻密化された耐熱構造複合材料からなる部品であって、前記部品のアクセス可能な表面がシリカ、アルミナ、バライト、および石灰を実質的に含有するガラス質コーティングを含むことを特徴とする部品。
【請求項13】
前記ガラス質コーティングは、少なくともアルカリ土類酸化物およびアルカリ酸化物から選択される少なくとも1つの追加の化合物も含有することを特徴とする、請求項12に記載の部品。
【請求項14】
固体フィラーを有するセラミック相を含むセラミックコーティングをさらに含むことを特徴とする、請求項12または13に記載の部品。
【請求項15】
ガス・タービン・ブレードを構成する、請求項12から14のいずれか一項に記載の部品。
【請求項16】
請求項15に記載の、または請求項11の方法を使用して製造されたブレードを含むターボ機械。
【請求項1】
起伏があり、粗い表面を示すセラミックマトリクス複合材料部品の表面を平滑化する方法であって、耐熱ガラス質コーティングも部品の表面に堆積させ、前記ガラス質コーティングはシリカ、アルミナ、バライト、および石灰を実質的に含有することを特徴とする方法。
【請求項2】
前記ガラス質コーティングを部品の表面に堆積させる前に、液体組成物を部品の表面に塗布することによってできるセラミックコーティングを形成し、前記液体組成物はセラミック前駆体ポリマーおよび固体耐熱フィラーを含有し、前記ポリマーを硬化させ、前記硬化したポリマーを熱処理によってセラミックに変換することを含むことを特徴とする、請求項1に記載の方法。
【請求項3】
前記部品は炭化ケイ素マトリクスによって緻密化された炭素繊維強化材を含むことを特徴とする、請求項1または2に記載の方法。
【請求項4】
前記部品はケイ素系マトリクスによって緻密化された炭素繊維強化材を含むことを特徴とする、請求項1または2に記載の方法。
【請求項5】
前記ガラス質コーティングは重量パーセンテージで、55%から70%のシリカ、5%から20%のアルミナ、5%から15%のバライト、および5%から10%の石灰を含有することを特徴とする、請求項1から4のいずれか一項に記載の方法。
【請求項6】
前記ガラス質コーティングは、少なくともアルカリ土類酸化物およびアルカリ酸化物から選択される少なくとも1つの追加の化合物も含有することを特徴とする、請求項1から5のいずれか一項に記載の方法。
【請求項7】
前記ガラス質コーティングは部品のCMC材料の熱膨張係数からわずかに±0.5×10−6K−1以下だけ離れた熱膨張係数を示すことを特徴とする、請求項1から6のいずれか一項に記載の方法。
【請求項8】
前記ガラス質コーティングは1300℃以上の溶融温度を示すことを特徴とする、請求項1から7のいずれか一項に記載の方法。
【請求項9】
前記ガラス質コーティングをプラズマ溶射または酸素−アセチレン炎溶射によって部品上に堆積させることを特徴とする、請求項1から8のいずれか一項に記載の方法。
【請求項10】
前記ガラス質コーティングをコーティングによって部品上に堆積させ、前記堆積されたコーティングの熱処置を続いて行うことを特徴とする、請求項1から8のいずれか一項に記載の方法。
【請求項11】
前記セラミックマトリクス複合材料部品はガス・タービン・ブレードであることを特徴とする、請求項1から10のいずれか一項に記載の方法。
【請求項12】
耐熱繊維からなる繊維強化材を含み、セラミックマトリクスによって緻密化された耐熱構造複合材料からなる部品であって、前記部品のアクセス可能な表面がシリカ、アルミナ、バライト、および石灰を実質的に含有するガラス質コーティングを含むことを特徴とする部品。
【請求項13】
前記ガラス質コーティングは、少なくともアルカリ土類酸化物およびアルカリ酸化物から選択される少なくとも1つの追加の化合物も含有することを特徴とする、請求項12に記載の部品。
【請求項14】
固体フィラーを有するセラミック相を含むセラミックコーティングをさらに含むことを特徴とする、請求項12または13に記載の部品。
【請求項15】
ガス・タービン・ブレードを構成する、請求項12から14のいずれか一項に記載の部品。
【請求項16】
請求項15に記載の、または請求項11の方法を使用して製造されたブレードを含むターボ機械。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公表番号】特表2012−522714(P2012−522714A)
【公表日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願番号】特願2012−502749(P2012−502749)
【出願日】平成22年3月31日(2010.3.31)
【国際出願番号】PCT/FR2010/050606
【国際公開番号】WO2010/112768
【国際公開日】平成22年10月7日(2010.10.7)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【出願人】(511130852)
【氏名又は名称原語表記】SNECMA
【住所又は居所原語表記】2 boulevard du General Martial Valin, 75015 PARIS, FRANCE
【Fターム(参考)】
【公表日】平成24年9月27日(2012.9.27)
【国際特許分類】
【出願日】平成22年3月31日(2010.3.31)
【国際出願番号】PCT/FR2010/050606
【国際公開番号】WO2010/112768
【国際公開日】平成22年10月7日(2010.10.7)
【出願人】(502202281)スネクマ・プロピュルシオン・ソリド (48)
【氏名又は名称原語表記】SNECMA PROPULSION SOLIDE
【出願人】(511130852)
【氏名又は名称原語表記】SNECMA
【住所又は居所原語表記】2 boulevard du General Martial Valin, 75015 PARIS, FRANCE
【Fターム(参考)】
[ Back to top ]