
CNC金型で作製された付着型ウイングブラジャー及びその製造方法
【課題】優れた美感と着用者に皮膚のトラブルや傷をつけないCNC金型で作製された付着型ウイングブラジャーを提供する。
【解決手段】一体形成された一対のブラジャーカップと、前記ブラジャーカップの両側にそれぞれ伸びて形成されたウイングで構成されたモールドと、前記モールドのウイング部分のみに貼着剤を塗布して形成した貼着剤層で構成され、前記モールドは、スポンジと、前記スポンジの内外にボンディングされた生地をバリアホールが形成されたCNC金型で圧着加熱した後、凸型カッターでカットするだけで成型して、ブラジャーの縁で内側生地が内方から外方へ曲げられた形状とする。
【解決手段】一体形成された一対のブラジャーカップと、前記ブラジャーカップの両側にそれぞれ伸びて形成されたウイングで構成されたモールドと、前記モールドのウイング部分のみに貼着剤を塗布して形成した貼着剤層で構成され、前記モールドは、スポンジと、前記スポンジの内外にボンディングされた生地をバリアホールが形成されたCNC金型で圧着加熱した後、凸型カッターでカットするだけで成型して、ブラジャーの縁で内側生地が内方から外方へ曲げられた形状とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、CNC(computer numerical control)金型で作製された付着型ウイングブラジャーに関し、より詳しくは、バリアホール(barrier hole)が形成されたCNC金型を使用してブラジャーカップとウイング(wing)とが一体形成されたモールドを作製した後、凸型のカッターでプレスすることによってカットするだけで仕上げて、ウイング部分に貼着剤を塗布して肩の紐や背中の紐などを使用することなく貼着剤の接着力だけでブラジャーを着用可能として、優れた美感と着用者に皮膚のトラブルや傷(スクラッチ)を付けないCNC金型で作製された付着型ウイングブラジャー及びその製造方法に関する。
【背景技術】
【0002】
女性に対する美の基準が段々西欧化されつつ豊胸に対する選好度が高くなり、そのような要求につれてバスト(bust)を豊かで且つ美しく見せるようにする機能性ブラジャーが多く発売されている。発売された機能性ブラジャーのうち既存のブラジャーと異なり肩の紐と背中の紐無しに乳房に直接付着する付着型ブラジャーが若い女性に人気が高いが、このような付着型ブラジャーは、ブラジャーカップの乳房と接触する内側の表面に接着性を持つ貼着剤層を形成して乳房に付着させることができるよう構成されている。
【0003】
付着型ブラジャーにおいて問題となるのは、貼着剤の皮膚接着に因って発生する皮膚のトラブルと接着力の強度及び持続的な接着力の維持、美感を損なわないようブラジャーカップの縁の仕上げをどのようにするのかが問題であり、また製造費用を減らすために必然的に求められる大量生産が難しいという問題である。
【0004】
これまでに殆どの付着型ブラジャーはブラジャーカップ内部の表面に貼着剤層を形成し、両側のカップを連結手段で連結する方式であって、特許文献1〜6などに開示されているように、既に多くの技術が知られている。
【0005】
また、特許文献7の「縫製線のない付着型ブラジャー及びその製造方法」は、ブラジャーカップモールドの内皮と外皮との生地の間にスポンジがあり、ブラジャーカップモールドの縁を超音波で切断することによって縫製線が無いように作製した付着型ブラジャーに関するものである。
【0006】
また、特許文献8と特許文献9との「肩の紐と背中の紐のないブラジャー」に開示された技術は、ブラジャーカップの内部に貼着剤層を形成してはいないが、織物で成っているブラジャーのウイング部分のウレタン系防水用フィルムの上にシリコン貼着剤をつけて縫製したものである。
【0007】
【特許文献1】大韓民国特許登録第504184号
【特許文献2】大韓民国特許登録第765822号
【特許文献3】大韓民国特許登録第567817号
【特許文献4】大韓民国実用新案登録第363463号
【特許文献5】大韓民国実用新案登録第337986号
【特許文献6】大韓民国実用新案登録第338007号
【特許文献7】大韓民国特許登録第911912号
【特許文献8】米国特許第6814648号
【特許文献9】米国特許第6231424号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1〜6のものは、殆ど貼着剤層がブラジャーカップの内部表面に形成されており、女性の最も敏感な部分である乳房に直接接着する方式であるので、授乳をする女性、或いは、接触に敏感な女性はその使用を憚る傾向がある。
【0009】
また、特許文献7のものは、ブラジャーカップの縁を超音波で切断して仕上げるため、超音波発生時に発する熱によりスポンジ端部が内外に位置した生地に溶け込んで生地と一緒に固くなってしまう。この部分は、着用者の皮膚に傷(scratch)を付けることがある。また、この部分は、ブラジャーを繰り返して洗濯するにつれてスポンジが変色したり、酸化したりしながら粉となり、皮膚に雑に付くという問題があった。
【0010】
また、既存の全ての付着型ブラジャーは、モールド製造時に鋳型を使用していたため、生産性が低く大量生産は不可能であったため、必然的に縁部分に誤差が発生していた。このため、これに対処するために超音波カットや折縫い作業が必須であったが、超音波カットの場合、発熱を利用してカットするのでカットされる生地の熱を受ける部分が固くなり、しかも熱のためスポンジが内外に位置した生地に溶け込むことになって縁が滑らかにならず、かさかさして感触も良くない。このように、既存のブラジャーは、肌を傷つけるだけでなく、美感も優れていないという問題があった。
【0011】
特許文献8のものと特許文献9のものは、縫製線及び折縫い線が突出されているので美感と着心地が悪い。また、体にフィットする服を着た時に折縫い線及び縫製線が透視及び突出されるので外観が悪い。さらに、作業工程が複雑で製造費用が高くなるという問題点があった。
【0012】
本発明は上記のような問題点を解決するために案出されたもので、本発明の課題は、鋳型でないバリアホール(barrier hole)が形成されたCNC金型を使用してブラジャーカップとウイング(wing)が一体形成されたモールドを作製した後、凸型カッターによるプレスでカットするだけで仕上げて、ウイング部分に貼着剤を塗布して肩の紐や背中の紐を使用せず貼着剤の接着力だけでブラジャーを着用することによって、優れた美感と着用者に皮膚のトラブルや傷をつけないCNC金型で作製された付着型ウイングブラジャー及びその製造方法を提供する。
【課題を解決するための手段】
【0013】
上記のような課題を解決するために、本発明に係るCNC金型で作製された付着型ウイングブラジャーは、一対のブラジャーカップと、前記各ブラジャーカップの両側にそれぞれ伸びて形成されたウイングで構成されたモールドと、前記モールドのウイング部分のみに貼着剤を塗布して形成した貼着剤層とを備え、前記モールドは、スポンジを備え、前記スポンジの内外にボンディングされた生地をバリアホールが形成されたCNC金型で圧着加熱した後、凸型カッターでカットするだけで成型し、ブラジャーカップの縁で内側生地が内方から外方へ曲げられた形状であることを特徴とする。
【0014】
好ましくは、CNC金型の上型(upper mold)には下向きに突出したガイドピンが形成されており、下型(under mold)には前記突出されたガイドピンと対応する形状の凹溝とブラジャーの縁に沿ってバリアホールが形成されている。
【0015】
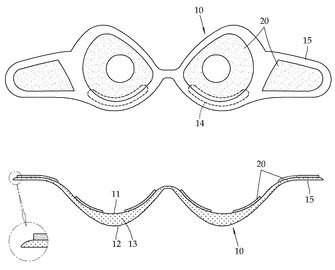
好ましくは、ブラジャーカップのスポンジ間にはブラジャーを着用した時に乳房が垂れないように支持する曲げられた板状の支持部材が挿入されている。
【0016】
本発明に係るCNC金型を用いた付着型ウイングブラジャーの製造方法は、スポンジ13の両面に内側生地11と外側生地12とをボンディング(bonding)し、ボンディングした生地をCNC金型に挿入した後、当該生地に180〜210℃の熱と50〜150トン/cm2の圧力とを2〜4分程度加えて成型CNC金型でモールドを成型するステップと、前記モールドをプレスのベースの上に載置し、ブラジャーカップの形状と同一形状の凸型カッターを前記成型モールド上で、前記凸型カッターに力を加えて前記モールドをカットするステップと、カットした前記モールドの内面にポリオレフィンを原料とするゲルを塗布して前記モールドの内面に貼着剤層を形成するステップと、を経て製造することを特徴とする。
【発明の効果】
【0017】
本発明のCNC金型で作製された付着型ウイングブラジャーは、既存の付着型ブラジャーのモールドのように鋳型を使用して製造するのではないため、生産性が低下することによって縁部分に誤差が発生して同一製品の大量生産が不可能であったという問題を回避できる。具体的には、本発明ではバリアホールを備えたCNC金型を使用するので、同一のモールドを大量生産した場合でも、常に一定の形状を維持して大量生産が可能になる。また、本発明のCNC金型で作製された付着型ウイングブラジャーは、縁で内側生地が外方へ曲げられた形状に滑らかに仕上がるだけでなくバリアホールにより形成されたボーダーに沿って凸型カッターでカットするので、常に一定箇所をカットすることから誤差が全く発生せず生産性を遥かに向上することができる。
【0018】
本発明に係るCNC金型で作製された付着型ウイングブラジャーは、鋳型でないバリアホールを備えたCNC金型を利用したモールドをプレスでウイングブラジャーと同一形状をした凸型カッターでカットするだけで仕上げたもので、ブラジャーカップの縁部分が滑らかで縁で内側生地が内方から外方へ曲げられた形状であるので、着用者の皮膚に全く傷(scratch)をつけず、カットの時に熱が発生しないので、生地が変形したりスポンジが内外に位置した生地に溶け込まないので洗濯を繰り返すにつれブラジャーの縁部分にあるスポンジが変色したり酸化したりして型崩れすることがなく、原形がそのまま保たれ、敏感な乳房に付着せずブラジャーカップの側面に一体形成されたウイング部分に塗布された貼着剤によって皮膚に接着されるので、授乳をしなければならない女性や接触に敏感な女性も何ら問題なく使用することができる。
【図面の簡単な説明】
【0019】
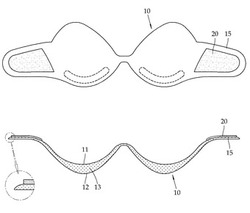
【図1】本発明に係る付着型ウイングブラジャーの実施形態の内部表面の平面図及び断面図である。
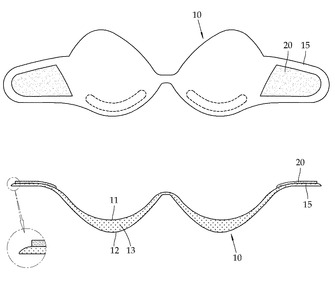
【図2】本発明に係る付着型ウイングブラジャーの実施形態の内部表面の平面図及び断面図である。
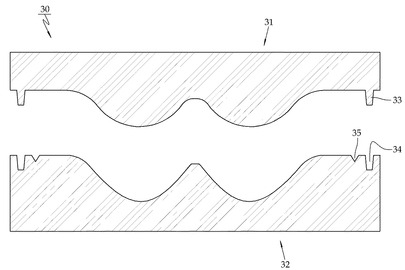
【図3】本発明に係る付着型ウイングブラジャーのモールドを成型するためのCNC金型の断面図である。
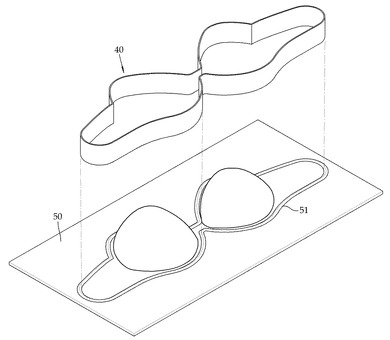
【図4】CNC金型で成型したモールドと凸型カッターを示した図である。
【符号の説明】
【0020】
10:ブラジャーカップ
11:内側生地
12:外側生地
13:スポンジ
14:支持部材
15:ウイング(wing)
20:貼着剤層
30: CNC金型
31:上型
32:下型
33:ガイドピン
34:凹溝
35:バリアホール(barrier hole)
40:凸型カッター
50:成型モールド
51:ボーダー
【発明の実施のための最良の形態】
【0021】
以下、本発明の実施形態について、図面を参照して説明する。
【0022】
本発明は肩の紐や背中の紐を使用することなくブラジャーのウイング部分に塗布された貼着剤の接着力だけでブラジャーを着用する付着型ウイングブラジャーであるが、本発明に係る付着型ウイングブラジャー製造方法上の最も大きな特徴は、バリアホールが形成されたCNC(computer numerical control)金型でモールドを成型するので、大量生産した付着型ウイングブラジャーは、形状が常に同一であり、ブラジャーカップとウイング部分との縁がかさかさせず滑らかであるだけでなく、その縁で内側生地が内方から外方へラウンドされた(つまり曲げられた)形状であるので着用者の皮膚にかかれた痕や傷など一切の問題を起こさない。
【0023】
これまでの全ての付着型ブラジャーのモールドは鋳型を使用していた。鋳型は人の手で作るので精度が劣り、特に、成型したモールドの縁部分に必然的に誤差が発生することになり、このためには折縫いをしたり、超音波カットを行なったりするしかなく、完全に同一形状のブラジャーを大量生産するということはそもそも不可能だった。
【0024】
本発明は上記のような鋳型で作製された付着型ブラジャーが持つ問題点を解決するためにモールドをCNC金型で成型しており、CNC金型は各種のデータを入力してモールドの模様、厚さ及びサイズなどをデザインし、これを3Dスキャンしてコンピューターで精密加工して作製している。
【0025】
図3に示すように、本発明に係る付着型ウイングブラジャーのモールドを成型するためのCNC金型30の下型(under mold;雌金型)32には成型されるモールドの縁に沿ってバリアホール35が形成されているのが最も大きな特徴である。上型(upper mold;雄金型)31にはガイドピン33が突出形成されており、下型32には前記ガイドピン33に対応する形状の凹溝34が形成されている。これらはCNC金型でモールドを圧着する時に上型31と下型23とが正確に合うようにガイドする役割を果たすので、垂直方向にテーパー(taper)されるよう形成するのが好ましく、凹溝34はバリアホール35の外側に形成されている。
【0026】
本発明に係る付着型ウイングブラジャーは、CNC金型でモールドを成型した後、成型したモールドをカットし、カットしたモールドに貼着剤を塗布する過程を経て製造する。
【0027】
図1に示すように、モールドを成型する過程では、先ずスポンジ13の両面に内側生地11と外側生地12とをボンディング(bonding)し、ボンディングした生地をCNC金型30に挿入した後、CNC金型に挿入された生地に180〜210℃の熱と50〜150トン/cm2の圧力とを2〜4分程度圧力を加えてモールドを成型する。上型31で下型32を圧着加熱する過程において、成型モールド50(図4)にはブラジャーの縁になる部分にCNC金型30の下型32に形成されたバリアホール35により凸なボーダー51が形成される。
【0028】
ブラジャーカップ10部分は凸な乳房を収めることができるよう凸な形状であり、カップ以外の部分は平らな形状である。仮に、ブラジャーカップ10に支持部材41を挿入する場合には以下の条件とすればよい。すなわち、例えば支持部材41を挿入しない時に12mmのスポンジを使用するとしたら、支持部材41を挿入する場合には6mmのスポンジを2枚使用し、それらの間に支持部材14を挿入させる。従来使用していたブラジャーカップの下段に挿入したワイヤリング(wire ring)は固くて、着用する乳房に過度な圧迫を与え、垂れる乳房を支える役割を碌に果たせなかったが、本発明で使用する支持部材14はプラスチックで作製し乳房の形状に沿って曲げられた板状であるので、乳房に圧迫を与えないだけでなく乳房の形状を支持し固定して乳房をプッシュアップ(push−up)しリフトアップ(lift up)して美しい形状を維持させる役割を果たす。
【0029】
図4に示すように、成型モールド50をカットする過程では、成型モールド50をプレスのベースの上に載置し、ウイングブラジャーの形状と同一形状の凸型カッター40を成型モールド50の上に載せた後、プレスに油圧または空圧で押圧して凸型カッター40を押下すると、ウイングブラジャーの形状がカットされる。この時、成型モールド50の縁に沿って形成されたボーダー51の内側線に合わせて凸型カッターを置かなければならないが、凸型カッター40は図4に示されたように先端に鋭利な切断刃が形成され、その上部分にはバンド形状の凸帯で構成されており、全体的な平面形状はウイングブラジャーの平面形状と同一となる。このように、CNC金型に形成されたバリアホール35によって成型モールド50にボーダー51が形成され、ウイングブラジャーの平面形状と同一平面形状をした凸型カッター40でボーダー51の内側線に沿ってカットするため、いつも一定箇所をカットすることができ、同一形状のブラジャーを大量生産できるだけでなく、カット時にブラジャーカップに熱を加えないので生地やスポンジが溶けなくなり、ブラジャーの縁が柔らかく且つ滑らかに仕上げられる。
【0030】
モールドに貼着剤層20を形成する過程では、カットした成型モールド50においてウイング15部分にポリオレフィンを原料とするゲルを、ノズルを介して噴射し塗布する。貼着剤はウイング部分のみに塗布することができるし、図2に示すように、ウイング部分とブラジャーカップの内部表面全体に塗布することもできる。この際、ブラジャーカップ10の内部表面に塗布する場合には内部表面全体に塗布することもできるが、貼着剤が乳首に触れて着心地が悪くなることを防止し、通風のために乳首部分には貼着剤を塗布せず残りの部分のみに塗布するのが好ましく、貼着剤層20の形状は様々に変更することができる。貼着剤の塗布は、貼着剤をゲル状に溶いて塗布するホットメルト機械を使用しノズルを介して噴射して塗布するが、本発明は貼着剤を塗布する方式に特徴があるのではないので、これ以上の説明は省略する。
【0031】
ウイングブラジャーの成型モールド50には、CNC金型の下型32のみに形成されたバリアホール35のため、ブラジャーカップ10とウイング15部分との縁になる部分に凸状のボーダー51が形成され(図4を参照)、成型モールド50の縁に沿って形成されたボーダー51の内側線に合わせて凸型カッター40を位置させた後、凸型カッター40にプレスによって力を加えてカットするため、カットされながらモールドの縁で内側生地が内方から外方にラウンドされた(つまり曲げられた)形状に形成される。
【0032】
以上では一対のブラジャーカップが一体形成されたもののみを説明したが、モールドの形状はブラジャーカップとウイングとが一体形成された後、一対のブラジャーカップをフック(hook)やペンダント(pendant)のような連結手段で連結してウイングブラジャーを完成することも技術的な困難無しに行なうことができる。
【0033】
以上の説明は、本発明の技術思想を例示的に説明したものに過ぎず、本発明の属する技術分野において通常の知識を持つ者であれば本発明の本質的な特性から外れない範囲内で様々な修正及び変形が可能である。従って、本発明に開示された実施形態は本発明の技術思想を限定するためのものではなく説明するためのものであって、このような実施形態によって本発明の技術思想の範囲が限定されるものではない。本発明の保護範囲は請求範囲により解釈されなければならず、それと同等な範囲内にある全ての技術思想は本発明の権利範囲に含まれるものと解釈しなければならない。
【技術分野】
【0001】
本発明は、CNC(computer numerical control)金型で作製された付着型ウイングブラジャーに関し、より詳しくは、バリアホール(barrier hole)が形成されたCNC金型を使用してブラジャーカップとウイング(wing)とが一体形成されたモールドを作製した後、凸型のカッターでプレスすることによってカットするだけで仕上げて、ウイング部分に貼着剤を塗布して肩の紐や背中の紐などを使用することなく貼着剤の接着力だけでブラジャーを着用可能として、優れた美感と着用者に皮膚のトラブルや傷(スクラッチ)を付けないCNC金型で作製された付着型ウイングブラジャー及びその製造方法に関する。
【背景技術】
【0002】
女性に対する美の基準が段々西欧化されつつ豊胸に対する選好度が高くなり、そのような要求につれてバスト(bust)を豊かで且つ美しく見せるようにする機能性ブラジャーが多く発売されている。発売された機能性ブラジャーのうち既存のブラジャーと異なり肩の紐と背中の紐無しに乳房に直接付着する付着型ブラジャーが若い女性に人気が高いが、このような付着型ブラジャーは、ブラジャーカップの乳房と接触する内側の表面に接着性を持つ貼着剤層を形成して乳房に付着させることができるよう構成されている。
【0003】
付着型ブラジャーにおいて問題となるのは、貼着剤の皮膚接着に因って発生する皮膚のトラブルと接着力の強度及び持続的な接着力の維持、美感を損なわないようブラジャーカップの縁の仕上げをどのようにするのかが問題であり、また製造費用を減らすために必然的に求められる大量生産が難しいという問題である。
【0004】
これまでに殆どの付着型ブラジャーはブラジャーカップ内部の表面に貼着剤層を形成し、両側のカップを連結手段で連結する方式であって、特許文献1〜6などに開示されているように、既に多くの技術が知られている。
【0005】
また、特許文献7の「縫製線のない付着型ブラジャー及びその製造方法」は、ブラジャーカップモールドの内皮と外皮との生地の間にスポンジがあり、ブラジャーカップモールドの縁を超音波で切断することによって縫製線が無いように作製した付着型ブラジャーに関するものである。
【0006】
また、特許文献8と特許文献9との「肩の紐と背中の紐のないブラジャー」に開示された技術は、ブラジャーカップの内部に貼着剤層を形成してはいないが、織物で成っているブラジャーのウイング部分のウレタン系防水用フィルムの上にシリコン貼着剤をつけて縫製したものである。
【0007】
【特許文献1】大韓民国特許登録第504184号
【特許文献2】大韓民国特許登録第765822号
【特許文献3】大韓民国特許登録第567817号
【特許文献4】大韓民国実用新案登録第363463号
【特許文献5】大韓民国実用新案登録第337986号
【特許文献6】大韓民国実用新案登録第338007号
【特許文献7】大韓民国特許登録第911912号
【特許文献8】米国特許第6814648号
【特許文献9】米国特許第6231424号
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかし、特許文献1〜6のものは、殆ど貼着剤層がブラジャーカップの内部表面に形成されており、女性の最も敏感な部分である乳房に直接接着する方式であるので、授乳をする女性、或いは、接触に敏感な女性はその使用を憚る傾向がある。
【0009】
また、特許文献7のものは、ブラジャーカップの縁を超音波で切断して仕上げるため、超音波発生時に発する熱によりスポンジ端部が内外に位置した生地に溶け込んで生地と一緒に固くなってしまう。この部分は、着用者の皮膚に傷(scratch)を付けることがある。また、この部分は、ブラジャーを繰り返して洗濯するにつれてスポンジが変色したり、酸化したりしながら粉となり、皮膚に雑に付くという問題があった。
【0010】
また、既存の全ての付着型ブラジャーは、モールド製造時に鋳型を使用していたため、生産性が低く大量生産は不可能であったため、必然的に縁部分に誤差が発生していた。このため、これに対処するために超音波カットや折縫い作業が必須であったが、超音波カットの場合、発熱を利用してカットするのでカットされる生地の熱を受ける部分が固くなり、しかも熱のためスポンジが内外に位置した生地に溶け込むことになって縁が滑らかにならず、かさかさして感触も良くない。このように、既存のブラジャーは、肌を傷つけるだけでなく、美感も優れていないという問題があった。
【0011】
特許文献8のものと特許文献9のものは、縫製線及び折縫い線が突出されているので美感と着心地が悪い。また、体にフィットする服を着た時に折縫い線及び縫製線が透視及び突出されるので外観が悪い。さらに、作業工程が複雑で製造費用が高くなるという問題点があった。
【0012】
本発明は上記のような問題点を解決するために案出されたもので、本発明の課題は、鋳型でないバリアホール(barrier hole)が形成されたCNC金型を使用してブラジャーカップとウイング(wing)が一体形成されたモールドを作製した後、凸型カッターによるプレスでカットするだけで仕上げて、ウイング部分に貼着剤を塗布して肩の紐や背中の紐を使用せず貼着剤の接着力だけでブラジャーを着用することによって、優れた美感と着用者に皮膚のトラブルや傷をつけないCNC金型で作製された付着型ウイングブラジャー及びその製造方法を提供する。
【課題を解決するための手段】
【0013】
上記のような課題を解決するために、本発明に係るCNC金型で作製された付着型ウイングブラジャーは、一対のブラジャーカップと、前記各ブラジャーカップの両側にそれぞれ伸びて形成されたウイングで構成されたモールドと、前記モールドのウイング部分のみに貼着剤を塗布して形成した貼着剤層とを備え、前記モールドは、スポンジを備え、前記スポンジの内外にボンディングされた生地をバリアホールが形成されたCNC金型で圧着加熱した後、凸型カッターでカットするだけで成型し、ブラジャーカップの縁で内側生地が内方から外方へ曲げられた形状であることを特徴とする。
【0014】
好ましくは、CNC金型の上型(upper mold)には下向きに突出したガイドピンが形成されており、下型(under mold)には前記突出されたガイドピンと対応する形状の凹溝とブラジャーの縁に沿ってバリアホールが形成されている。
【0015】
好ましくは、ブラジャーカップのスポンジ間にはブラジャーを着用した時に乳房が垂れないように支持する曲げられた板状の支持部材が挿入されている。
【0016】
本発明に係るCNC金型を用いた付着型ウイングブラジャーの製造方法は、スポンジ13の両面に内側生地11と外側生地12とをボンディング(bonding)し、ボンディングした生地をCNC金型に挿入した後、当該生地に180〜210℃の熱と50〜150トン/cm2の圧力とを2〜4分程度加えて成型CNC金型でモールドを成型するステップと、前記モールドをプレスのベースの上に載置し、ブラジャーカップの形状と同一形状の凸型カッターを前記成型モールド上で、前記凸型カッターに力を加えて前記モールドをカットするステップと、カットした前記モールドの内面にポリオレフィンを原料とするゲルを塗布して前記モールドの内面に貼着剤層を形成するステップと、を経て製造することを特徴とする。
【発明の効果】
【0017】
本発明のCNC金型で作製された付着型ウイングブラジャーは、既存の付着型ブラジャーのモールドのように鋳型を使用して製造するのではないため、生産性が低下することによって縁部分に誤差が発生して同一製品の大量生産が不可能であったという問題を回避できる。具体的には、本発明ではバリアホールを備えたCNC金型を使用するので、同一のモールドを大量生産した場合でも、常に一定の形状を維持して大量生産が可能になる。また、本発明のCNC金型で作製された付着型ウイングブラジャーは、縁で内側生地が外方へ曲げられた形状に滑らかに仕上がるだけでなくバリアホールにより形成されたボーダーに沿って凸型カッターでカットするので、常に一定箇所をカットすることから誤差が全く発生せず生産性を遥かに向上することができる。
【0018】
本発明に係るCNC金型で作製された付着型ウイングブラジャーは、鋳型でないバリアホールを備えたCNC金型を利用したモールドをプレスでウイングブラジャーと同一形状をした凸型カッターでカットするだけで仕上げたもので、ブラジャーカップの縁部分が滑らかで縁で内側生地が内方から外方へ曲げられた形状であるので、着用者の皮膚に全く傷(scratch)をつけず、カットの時に熱が発生しないので、生地が変形したりスポンジが内外に位置した生地に溶け込まないので洗濯を繰り返すにつれブラジャーの縁部分にあるスポンジが変色したり酸化したりして型崩れすることがなく、原形がそのまま保たれ、敏感な乳房に付着せずブラジャーカップの側面に一体形成されたウイング部分に塗布された貼着剤によって皮膚に接着されるので、授乳をしなければならない女性や接触に敏感な女性も何ら問題なく使用することができる。
【図面の簡単な説明】
【0019】
【図1】本発明に係る付着型ウイングブラジャーの実施形態の内部表面の平面図及び断面図である。
【図2】本発明に係る付着型ウイングブラジャーの実施形態の内部表面の平面図及び断面図である。
【図3】本発明に係る付着型ウイングブラジャーのモールドを成型するためのCNC金型の断面図である。
【図4】CNC金型で成型したモールドと凸型カッターを示した図である。
【符号の説明】
【0020】
10:ブラジャーカップ
11:内側生地
12:外側生地
13:スポンジ
14:支持部材
15:ウイング(wing)
20:貼着剤層
30: CNC金型
31:上型
32:下型
33:ガイドピン
34:凹溝
35:バリアホール(barrier hole)
40:凸型カッター
50:成型モールド
51:ボーダー
【発明の実施のための最良の形態】
【0021】
以下、本発明の実施形態について、図面を参照して説明する。
【0022】
本発明は肩の紐や背中の紐を使用することなくブラジャーのウイング部分に塗布された貼着剤の接着力だけでブラジャーを着用する付着型ウイングブラジャーであるが、本発明に係る付着型ウイングブラジャー製造方法上の最も大きな特徴は、バリアホールが形成されたCNC(computer numerical control)金型でモールドを成型するので、大量生産した付着型ウイングブラジャーは、形状が常に同一であり、ブラジャーカップとウイング部分との縁がかさかさせず滑らかであるだけでなく、その縁で内側生地が内方から外方へラウンドされた(つまり曲げられた)形状であるので着用者の皮膚にかかれた痕や傷など一切の問題を起こさない。
【0023】
これまでの全ての付着型ブラジャーのモールドは鋳型を使用していた。鋳型は人の手で作るので精度が劣り、特に、成型したモールドの縁部分に必然的に誤差が発生することになり、このためには折縫いをしたり、超音波カットを行なったりするしかなく、完全に同一形状のブラジャーを大量生産するということはそもそも不可能だった。
【0024】
本発明は上記のような鋳型で作製された付着型ブラジャーが持つ問題点を解決するためにモールドをCNC金型で成型しており、CNC金型は各種のデータを入力してモールドの模様、厚さ及びサイズなどをデザインし、これを3Dスキャンしてコンピューターで精密加工して作製している。
【0025】
図3に示すように、本発明に係る付着型ウイングブラジャーのモールドを成型するためのCNC金型30の下型(under mold;雌金型)32には成型されるモールドの縁に沿ってバリアホール35が形成されているのが最も大きな特徴である。上型(upper mold;雄金型)31にはガイドピン33が突出形成されており、下型32には前記ガイドピン33に対応する形状の凹溝34が形成されている。これらはCNC金型でモールドを圧着する時に上型31と下型23とが正確に合うようにガイドする役割を果たすので、垂直方向にテーパー(taper)されるよう形成するのが好ましく、凹溝34はバリアホール35の外側に形成されている。
【0026】
本発明に係る付着型ウイングブラジャーは、CNC金型でモールドを成型した後、成型したモールドをカットし、カットしたモールドに貼着剤を塗布する過程を経て製造する。
【0027】
図1に示すように、モールドを成型する過程では、先ずスポンジ13の両面に内側生地11と外側生地12とをボンディング(bonding)し、ボンディングした生地をCNC金型30に挿入した後、CNC金型に挿入された生地に180〜210℃の熱と50〜150トン/cm2の圧力とを2〜4分程度圧力を加えてモールドを成型する。上型31で下型32を圧着加熱する過程において、成型モールド50(図4)にはブラジャーの縁になる部分にCNC金型30の下型32に形成されたバリアホール35により凸なボーダー51が形成される。
【0028】
ブラジャーカップ10部分は凸な乳房を収めることができるよう凸な形状であり、カップ以外の部分は平らな形状である。仮に、ブラジャーカップ10に支持部材41を挿入する場合には以下の条件とすればよい。すなわち、例えば支持部材41を挿入しない時に12mmのスポンジを使用するとしたら、支持部材41を挿入する場合には6mmのスポンジを2枚使用し、それらの間に支持部材14を挿入させる。従来使用していたブラジャーカップの下段に挿入したワイヤリング(wire ring)は固くて、着用する乳房に過度な圧迫を与え、垂れる乳房を支える役割を碌に果たせなかったが、本発明で使用する支持部材14はプラスチックで作製し乳房の形状に沿って曲げられた板状であるので、乳房に圧迫を与えないだけでなく乳房の形状を支持し固定して乳房をプッシュアップ(push−up)しリフトアップ(lift up)して美しい形状を維持させる役割を果たす。
【0029】
図4に示すように、成型モールド50をカットする過程では、成型モールド50をプレスのベースの上に載置し、ウイングブラジャーの形状と同一形状の凸型カッター40を成型モールド50の上に載せた後、プレスに油圧または空圧で押圧して凸型カッター40を押下すると、ウイングブラジャーの形状がカットされる。この時、成型モールド50の縁に沿って形成されたボーダー51の内側線に合わせて凸型カッターを置かなければならないが、凸型カッター40は図4に示されたように先端に鋭利な切断刃が形成され、その上部分にはバンド形状の凸帯で構成されており、全体的な平面形状はウイングブラジャーの平面形状と同一となる。このように、CNC金型に形成されたバリアホール35によって成型モールド50にボーダー51が形成され、ウイングブラジャーの平面形状と同一平面形状をした凸型カッター40でボーダー51の内側線に沿ってカットするため、いつも一定箇所をカットすることができ、同一形状のブラジャーを大量生産できるだけでなく、カット時にブラジャーカップに熱を加えないので生地やスポンジが溶けなくなり、ブラジャーの縁が柔らかく且つ滑らかに仕上げられる。
【0030】
モールドに貼着剤層20を形成する過程では、カットした成型モールド50においてウイング15部分にポリオレフィンを原料とするゲルを、ノズルを介して噴射し塗布する。貼着剤はウイング部分のみに塗布することができるし、図2に示すように、ウイング部分とブラジャーカップの内部表面全体に塗布することもできる。この際、ブラジャーカップ10の内部表面に塗布する場合には内部表面全体に塗布することもできるが、貼着剤が乳首に触れて着心地が悪くなることを防止し、通風のために乳首部分には貼着剤を塗布せず残りの部分のみに塗布するのが好ましく、貼着剤層20の形状は様々に変更することができる。貼着剤の塗布は、貼着剤をゲル状に溶いて塗布するホットメルト機械を使用しノズルを介して噴射して塗布するが、本発明は貼着剤を塗布する方式に特徴があるのではないので、これ以上の説明は省略する。
【0031】
ウイングブラジャーの成型モールド50には、CNC金型の下型32のみに形成されたバリアホール35のため、ブラジャーカップ10とウイング15部分との縁になる部分に凸状のボーダー51が形成され(図4を参照)、成型モールド50の縁に沿って形成されたボーダー51の内側線に合わせて凸型カッター40を位置させた後、凸型カッター40にプレスによって力を加えてカットするため、カットされながらモールドの縁で内側生地が内方から外方にラウンドされた(つまり曲げられた)形状に形成される。
【0032】
以上では一対のブラジャーカップが一体形成されたもののみを説明したが、モールドの形状はブラジャーカップとウイングとが一体形成された後、一対のブラジャーカップをフック(hook)やペンダント(pendant)のような連結手段で連結してウイングブラジャーを完成することも技術的な困難無しに行なうことができる。
【0033】
以上の説明は、本発明の技術思想を例示的に説明したものに過ぎず、本発明の属する技術分野において通常の知識を持つ者であれば本発明の本質的な特性から外れない範囲内で様々な修正及び変形が可能である。従って、本発明に開示された実施形態は本発明の技術思想を限定するためのものではなく説明するためのものであって、このような実施形態によって本発明の技術思想の範囲が限定されるものではない。本発明の保護範囲は請求範囲により解釈されなければならず、それと同等な範囲内にある全ての技術思想は本発明の権利範囲に含まれるものと解釈しなければならない。
【特許請求の範囲】
【請求項1】
バリアホール(barrier hole)が形成されているCNC金型で作製された付着型ブラジャーカップにおいて、
ブラジャーが、一対のブラジャーカップと、前記各ブラジャーカップの両側にそれぞれ伸びて形成されたウイングで構成されたモールドと、前記モールドのウイング部分のみに貼着剤を塗布して形成した貼着剤層とを備え、
前記モールドは、スポンジを備え、前記スポンジの内外にボンディングされた生地をバリアホールが形成されたCNC金型で圧着加熱した後、凸型カッターでカットするだけで成型して、ブラジャーカップの縁で内側生地が内方から外方へ曲げられた形状であることを特徴とするCNC金型で作製された付着型ウイングブラジャー。
【請求項2】
前記ブラジャーカップの内部表面の一部分に貼着剤層がさらに形成されていることを特徴とする請求項1に記載のCNC金型で作製された付着型ウイングブラジャー。
【請求項3】
前記CNC金型の下型(under mold)にはモールドの縁に沿ってバリアホールが形成され、上型(upper mold)には下向きに突出したガイドピンが形成されており、前記下型は突出された前記ガイドピンに対応する形状の凹溝が形成されていることを特徴とする請求項1に記載のCNC金型で作製された付着型ウイングブラジャー。
【請求項4】
前記モールドのスポンジは2枚で構成され、前記2枚のスポンジの間に、ブラジャーを着用した時に乳房が垂れないように支持する乳房状に曲げられた板状の支持部材が挿入されていることを特徴とする請求項1に記載のCNC金型で作製された付着型ウイングブラジャー。
【請求項5】
付着型ウイングブラジャーの製造方法において、
スポンジの両面に内側生地と外側生地とをボンディング(bonding)し、ボンディングした生地をCNC金型に挿入した後、当該生地に180〜210℃の熱と50〜150トン/cm2の圧力とを2〜4分程度加えて成型CNC金型でモールドを成型するステップと、
前記モールドをプレスのベースの上に載置し、ブラジャーカップの形状と同一形状の凸型カッターを前記モールド上で、前記凸型カッターに力を加えて前記モールドをカットするステップと、
カットした前記モールドの内面にポリオレフィンを原料とするゲルを塗布して前記モールドの内面に貼着剤層を形成するステップと、
を経て製造することを特徴とするCNC金型を用いた付着型ウイングブラジャーの製造方法。
【請求項6】
前記ブラジャーカップモールドを成型するステップは、ブラジャーを着用した時に乳房が垂れないように支持する曲げられた板状の支持部材をブラジャーカップモールドに挿入する工程をさらに有することを特徴とする請求項5に記載のCNC金型を用いた付着型ウイングブラジャーの製造方法。
【請求項1】
バリアホール(barrier hole)が形成されているCNC金型で作製された付着型ブラジャーカップにおいて、
ブラジャーが、一対のブラジャーカップと、前記各ブラジャーカップの両側にそれぞれ伸びて形成されたウイングで構成されたモールドと、前記モールドのウイング部分のみに貼着剤を塗布して形成した貼着剤層とを備え、
前記モールドは、スポンジを備え、前記スポンジの内外にボンディングされた生地をバリアホールが形成されたCNC金型で圧着加熱した後、凸型カッターでカットするだけで成型して、ブラジャーカップの縁で内側生地が内方から外方へ曲げられた形状であることを特徴とするCNC金型で作製された付着型ウイングブラジャー。
【請求項2】
前記ブラジャーカップの内部表面の一部分に貼着剤層がさらに形成されていることを特徴とする請求項1に記載のCNC金型で作製された付着型ウイングブラジャー。
【請求項3】
前記CNC金型の下型(under mold)にはモールドの縁に沿ってバリアホールが形成され、上型(upper mold)には下向きに突出したガイドピンが形成されており、前記下型は突出された前記ガイドピンに対応する形状の凹溝が形成されていることを特徴とする請求項1に記載のCNC金型で作製された付着型ウイングブラジャー。
【請求項4】
前記モールドのスポンジは2枚で構成され、前記2枚のスポンジの間に、ブラジャーを着用した時に乳房が垂れないように支持する乳房状に曲げられた板状の支持部材が挿入されていることを特徴とする請求項1に記載のCNC金型で作製された付着型ウイングブラジャー。
【請求項5】
付着型ウイングブラジャーの製造方法において、
スポンジの両面に内側生地と外側生地とをボンディング(bonding)し、ボンディングした生地をCNC金型に挿入した後、当該生地に180〜210℃の熱と50〜150トン/cm2の圧力とを2〜4分程度加えて成型CNC金型でモールドを成型するステップと、
前記モールドをプレスのベースの上に載置し、ブラジャーカップの形状と同一形状の凸型カッターを前記モールド上で、前記凸型カッターに力を加えて前記モールドをカットするステップと、
カットした前記モールドの内面にポリオレフィンを原料とするゲルを塗布して前記モールドの内面に貼着剤層を形成するステップと、
を経て製造することを特徴とするCNC金型を用いた付着型ウイングブラジャーの製造方法。
【請求項6】
前記ブラジャーカップモールドを成型するステップは、ブラジャーを着用した時に乳房が垂れないように支持する曲げられた板状の支持部材をブラジャーカップモールドに挿入する工程をさらに有することを特徴とする請求項5に記載のCNC金型を用いた付着型ウイングブラジャーの製造方法。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−241526(P2011−241526A)
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願番号】特願2011−87015(P2011−87015)
【出願日】平成23年4月11日(2011.4.11)
【出願人】(511077155)株式会社セニースタジオ (2)
【Fターム(参考)】
【公開日】平成23年12月1日(2011.12.1)
【国際特許分類】
【出願日】平成23年4月11日(2011.4.11)
【出願人】(511077155)株式会社セニースタジオ (2)
【Fターム(参考)】
[ Back to top ]