
Cu−Ni−Si合金すずめっき条
【課題】すずめっきの耐熱剥離性を改善したCu−Ni−Si系合金すずめっき条を提供する。
【解決手段】1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とするすずめっき条において、めっき層と母材との境界面におけるS濃度及びC濃度をそれぞれ0.05質量%以下に調整する。母材は、更にSn、Zn、Mg、Fe、Mn、Co、Ti、Cr、Zr、Al及びAgの群から選ばれた少なくとも一種を合計で0.005〜3.0質量%の範囲で含有することができる。
【解決手段】1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とするすずめっき条において、めっき層と母材との境界面におけるS濃度及びC濃度をそれぞれ0.05質量%以下に調整する。母材は、更にSn、Zn、Mg、Fe、Mn、Co、Ti、Cr、Zr、Al及びAgの群から選ばれた少なくとも一種を合計で0.005〜3.0質量%の範囲で含有することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、コネクタ、端子、リレー、スイッチ等の導電性材料として好適で、良好な耐熱剥離性を有するCu−Ni−Si合金すずめっき条に関する。
【背景技術】
【0002】
端子、コネクタ等に使用される電子材料用銅合金には、合金の基本特性として高い強度、高い電気伝導性又は熱伝導性を両立させることが要求される。また、これらの特性以外にも、曲げ加工性、耐応力緩和特性、耐熱性、めっきとの密着性、半田濡れ性、エッチング加工性、プレス打ち抜き性、耐食性等が求められる。
高強度及び高導電性の観点から、近年、電子材料用銅合金としては従来のりん青銅、黄銅等に代表される固溶強化型銅合金に替わり、時効硬化型の銅合金の使用量が増加している。時効硬化型銅合金では、溶体化処理された過飽和固溶体を時効処理することにより、微細な析出物が均一に分散して、合金の強度が高くなると同時に、銅中の固溶元素量が減少し電気伝導性が向上する。このため、強度、ばね性などの機械的性質に優れ、しかも電気伝導性、熱伝導性が良好な材料が得られる。
時効硬化型銅合金のうち、Cu−Ni−Si系合金は高強度と高導電率とを併せ持つ代表的な銅合金であり、銅マトリックス中に微細なNi−Si系金属間化合物粒子が析出することにより強度と導電率が上昇する。Cu−Ni−Si系合金は電子機器用材料として実用化されており、C70250、C64745等の合金がCDA(Copper Development Association)で規格化されている。
Cu−Ni−Si系合金の一般的な製造プロセスでは、まず大気溶解炉を用い、木炭被覆下で、電気銅、Ni、Si等の原料を溶解し、所望の組成の溶湯を得る。そして、この溶湯をインゴットに鋳造する。その後、熱間圧延、冷間圧延及び熱処理を行い、所望の厚み及び特性を有する条や箔に仕上げる。
【0003】
Cu−Ni−Si系合金を電気接点材料に用いる場合、低い接触抵抗を安定して得るためにSnめっきを施すことが多い。Cu−Ni−Si系合金のSnめっき条は、Snの優れた半田濡れ性、耐食性、電気接続性を生かし、自動車電装用ワイヤーハーネスの端子、印刷回路基板(PCB)の端子、民生用のコネクタ接点等の電気・電子部品に大量に使われている。
Cu−Ni−Si系合金のSnめっき条は、脱脂及び酸洗の後、電気めっき法により下地めっき層を形成し、次に電気めっき法によりSnめっき層を形成し、最後にリフロー処理を施しSnめっき層を溶融させる工程で製造される。
【0004】
Cu−Ni−Si系合金Snめっき条の下地めっきとしては、Cu下地めっきが一般的であり、耐熱性が求められる用途に対してはCu/Ni二層下地めっきが施されることもある。ここで、Cu/Ni二層下地めっきとは、Ni下地めっき、Cu下地めっき、Snめっきの順に電気めっきを行った後にリフロー処理を施しためっきであり、リフロー後のめっき皮膜層の構成は表面からSn相、Cu−Sn相、Ni相、母材となる。この技術の詳細は特許文献1〜3等に開示されている。
Cu−Ni−Si系合金のSnめっき条には、高温で長時間保持した際にめっき層が母材より剥離する現象(以下、熱剥離という)が生じやすいという弱点があり、従来から改善が試みられてきた。特許文献4では、硬さを指標として時効条件を限定することにより、熱剥離の改善を図っている。特許文献5では、応力緩和特性を改善するために添加されるMgを0.1質量%以下にし、Mgと化合物を形成して応力緩和特性の改善効果を抑制するS及びOを0.0015質量%以下にすれば、熱剥離を改善できるとしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−196349号公報
【特許文献2】特開2003−293187号公報
【特許文献3】特開2004−68026号公報
【特許文献4】特開昭63−262448号公報
【特許文献5】特開平5−059468号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、耐熱剥離性に対し、より高温で長期間の信頼性が求められるようになり、Cu−Ni−Si系合金に対し、上記特許文献に記載された発明よりも更に良好な耐熱剥離性が求められるようになった。
本発明の目的は、すずめっきの耐熱剥離性を改善したCu−Ni−Si系合金すずめっき条を提供することであり、特に、Cu下地めっき又はCu/Ni二層下地めっきに関して改善された耐熱剥離性を有するCu−Ni−Si系合金すずめっき条を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、Cu−Ni−Si系合金のすずめっき条の耐熱剥離性を改善する方策を、新たな見地から鋭意研究した。その結果、めっき層と母材との境界面におけるS濃度及びC濃度を低く抑えると、耐熱剥離性を大幅に改善できることを見出した。
【0008】
本発明は、この発見に基づき成されたものであり、以下の通りである。
(1)1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
(2)1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Cu相の各層でめっき皮膜が構成され、Sn相の厚みが0.1〜1.5μm、Sn−Cu合金相の厚みが0.1〜1.5μm、Cu相の厚みが0〜0.8μmであり、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
(3)1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Ni相の各層でめっき皮膜が構成され、Sn相の厚みが0.1〜1.5μm、Sn−Cu合金相の厚みが0.1〜1.5μm、Ni相の厚みが0.1〜0.8μmであり、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
(4)母材が更にSn、Zn、Mg、Fe、Mn、Co、Ti、Cr、Zr、Al及びAgの群から選ばれた少なくとも一種を合計で0.005〜3.0質量%の範囲で含有する上記(1)〜(3)いずれかのCu−Ni−Si合金すずめっき条。
(5) 最終圧延における母材表面への圧延油の封入を抑制することにより、リフロー後のめっき層と母材との境界面におけるS濃度及びC濃度をそれぞれ0.05質量%以下に調整する上記(1)〜(4)いずれかのCu−Ni−Si合金すずめっき条の製造方法。
なお、Cu−Ni−Si系合金のすずめっきは、部品へのプレス加工の前に行う場合(前めっき)とプレス加工後に行う場合(後めっき)があるが、両場合とも、本発明の効果は得られる。
【図面の簡単な説明】
【0009】
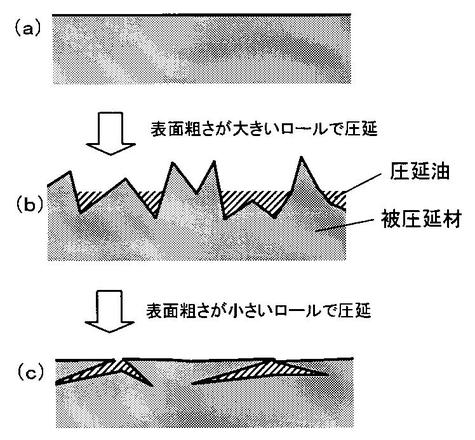
【図1】冷間圧延中に圧延油が被圧延材表面に封入される過程を示す模式図である。
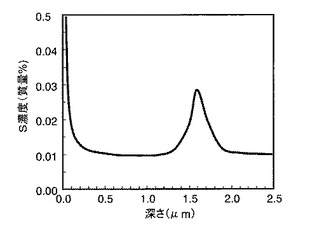
【図2】発明例17(表1、Cu下地めっき)における、S濃度の深さ方向のプロファイルである。
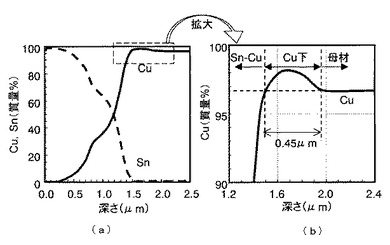
【図3】発明例48(表2、Cu下地めっき)における、Cu及びSn濃度の深さ方向のプロファイルである。(a)のCu濃度プロファイルの四角い点線内を拡大して(b)に示す。
【発明を実施するための形態】
【0010】
(1)母材の成分
Cu−Ni−Si系合金中のNi及びSiは、時効処理を行うことにより、Ni2Siを主とする金属間化合物の微細な粒子を形成する。その結果、合金の強度が著しく増加し、同時に電気伝導度も上昇する。
Ni濃度が1.0質量%未満の場合、またはSi濃度が0.2質量%未満の場合は、他方の成分を添加しても所望とする強度が得られない。また、Ni濃度が4.5質量%を超える場合、またはSi濃度が1.0質量%を超える場合は十分な強度は得られるものの、導電性は低くなり、更には強度の向上に寄与しない粗大なNi−Si系粒子(晶出物及び析出物)が母相中に生成し、曲げ加工性、エッチング性等の低下を招く。よって、Ni濃度を1.0〜4.5質量%、Si濃度を0.2〜1.0質量%と定める。好ましくはNi濃度は1.5〜4.0質量%、Si濃度は0.3〜0.9質量%である。
本発明のめっき母材であるCu−Ni−Si系合金は、強度、応力緩和特性等を改善する目的で、更に、Sn、Zn、Mg、Fe、Mn、Co、Ti、Cr、Zr、Al及びAgの群から選ばれた少なくとも一種を合計で0.005〜3.0質量%、好ましくは0.05〜2.1質量%の範囲で含有することができる。これら元素の合計量が0.005質量%未満であると効果が得られず、合計量が3.0質量%を超えると導電性が著しく低下する。
【0011】
(2)めっき層と母材との境界面におけるS及びC濃度
めっき層と母材との境界面におけるS濃度が0.05質量%を超えると、耐熱剥離性が低下する。同様にめっき層と母材との境界面におけるC濃度が0.05質量%を超えると、耐熱剥離性が低下する。そこで、S濃度及びC濃度をともに0.05質量%以下に規定する。ここで、めっき層と母材との境界面における濃度とは、例えばGDS(グロー放電発光分光分析装置)により求められる脱脂後のサンプルのS及びCの深さ方向の濃度プロファイルにおいて、めっき層と母材との境界面に該当する位置に現れるピーク頂点の濃度をいう。
【0012】
めっき層と母材との境界面におけるS及びC濃度に影響を及ぼす製造条件因子として、最終冷間圧延の条件及びその後の脱脂条件がある。すなわち、冷間圧延では圧延油が用いられるため、ロールと被圧延材との間に圧延油が介在する。この圧延油が被圧延材表面に封入され、次工程の脱脂で除去されずに残留すると、めっき工程(電着とリフロー)を経てめっき/母材界面にS及びCの偏析層が形成される。
冷間圧延工程では、材料の圧延機への通板(パス)を繰り返し、材料を所定の厚みに仕上げる。図1は圧延中に圧延油が被圧延材表面に封入される過程を模式的に示したものである。(a)は圧延前の被圧延材断面である。(b)は通常使用される表面粗さが大きいロールを用いて圧延を行った後の被圧延材断面であり、被圧延材表面に凹凸が生じ、その凹部に圧延油が溜まっている。(c)は(b)の後に最終パスとして表面粗さの小さいロールを用いて圧延を行った後の被圧延材断面であり、(b)で凹部に溜まった圧延油が被圧延材表面に封入されている。
【0013】
図1は、圧延油の封入を抑えるためには、表面粗さの小さいロールを使用する最終パスより前のパスにおいて、表面粗さが小さいロールを用いることが重要であることを示している。即ち、最終パス前の全パスにおいて1回でも表面粗さの大きいロールを使用することは被圧延材表面に凹凸が生じる原因となるため好ましくない。また、ロール粗さ以外の重要な因子として圧延油の粘度があり、粘度が低く流動性が良い圧延油ほど、被圧延材表面に封入されにくい。
ロールの表面粗さを小さくする方法として、粒度が細かい砥石を用いてロール表面を研磨する方法、ロール表面にめっきを施す方法等があるが、これらはかなりの手間とコストを要する。また、ロールの表面粗さを小さくすると、ロール表面と被圧延材との間でスリップが発生しやすくなり圧延速度を上げられなくなる(効率が低下する)等の問題も生じる。このため、最終パスでは製品の表面粗さを作り込むために表面粗さが小さいロールが用いられていたものの、最終パス以外のパスにおいて表面粗さが小さいロールを用いることは、当業者に避けられていた。また、動粘度が低い圧延油を用いることについても、圧延ロール表面の磨耗が大きくなる等の理由から、避けられていた。
本発明によりすずめっきの耐熱剥離性の改善のためにめっき層と母材との境界面におけるS及びC濃度を低下させることが重要であることが初めて見いだされた。そして、そのためには最終パスより前のパスにおいて表面粗さが小さいロールを用い、動粘度が低く流動性が良い圧延油を使用することにより、圧延油の封入を抑えることが効果的であることが示された。
【0014】
最終パスより前に使用される表面粗さの小さいロールの表面の最大高さ粗さRzは、好ましくは1.5μm以下、更に好ましくは1.0μm以下、最も好ましくは0.5μm以下である。Rzが1.5μmを超えると圧延油が封入されやすくなり、境界面におけるS及びC濃度が低下しにくい。又、使用される圧延油の動粘度(40℃で測定)は、好ましくは15mm2/s以下、更に好ましくは10mm2/s以下、最も好ましくは5mm2/s以下である。粘度が15mm2/sを超えると圧延油が封入されやすくなり、境界面におけるS及びC濃度が低下しにくい。
なお、特許文献3でもC濃度に着目しているが、このC濃度はSnめっき層中の平均C濃度であり、本発明の構成要素であるめっき層と母材との境界面におけるC濃度とは異なる。特許文献3では、Snめっき層中の平均C濃度はめっき液中の光沢剤、添加剤の量及びめっき電流密度により変化し、0.001質量%未満ではSnめっきの厚さにムラが生じ、0.1質量%を超えると接触抵抗が増加するとされている。従って、特許文献3の技術が本発明の技術と異なることは明らかである。
又、特許文献5でもS濃度に着目しているが、このS濃度は母材中の平均濃度であり、本発明の構成要素であるめっき層と母材との境界面におけるS濃度とは異なる。特許文献5では、Mgが低濃度でも応力緩和特性の改善効果を得ることを目的として、Mgと化合物を形成する母材中のS濃度を0.0015質量%以下としている。従って、特許文献5の技術が本発明の技術と異なることは明らかである。
【0015】
(3)めっきの厚み
(3−1)Cu下地めっき
Cu下地めっきの場合、Cu−Ni−Si系合金母材上に、電気めっきによりCuめっき層及びSnめっき層を順次形成し、その後リフロー処理を行う。このリフロー処理により、Cuめっき層とSnめっき層が反応してSn−Cu合金相が形成され、めっき層構造は、表面側よりSn相、Sn−Cu合金相、Cu相となる。
リフロー後のこれら各相の厚みは、
・Sn相:0.1〜1.5μm
・Sn−Cu合金相:0.1〜1.5μm
・Cu相:0〜0.8μm
の範囲に調整する。
Sn相が0.1μm未満になると半田濡れ性が低下し、1.5μmを超えると加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましい範囲は0.2〜1.0μmである。
Sn−Cu合金相は硬質なため、0.1μm以上の厚さで存在すると挿入力の低減に寄与する。一方、Sn−Cu合金相の厚さが1.5μmを超えると、加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましい厚みは0.5〜1.2μmである。
【0016】
Cu−Ni−Si系合金ではCu下地めっきを行うことにより、半田濡れ性が向上する。したがって、電着時に0.1μm以上のCu下地めっきを施す必要がある。このCu下地めっきは、リフロー時にSn−Cu合金相形成に消費され消失しても良い。すなわち、リフロー後のCu相厚みの下限値は規制されず、厚みがゼロになってもよい。
Cu相の厚みの上限値は、リフロー後の状態で0.8μm以下とする。0.8μmを超えると加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましいCu相の厚みは0.4μm以下である。
上記めっき構造を得るためには、電気めっき時の各めっきの厚みを、Snめっきは0.5〜1.8μmの範囲、Cuめっきは0.1〜1.2μmの範囲で適宜調整し、230〜600℃、3〜30秒間の範囲の中の適当な条件でリフロー処理を行う。
【0017】
(3−2)Cu/Ni下地めっき
Cu/Ni下地めっきの場合、Cu−Ni−Si系合金母材上に、電気めっきによりNiめっき層、Cuめっき層及びSnめっき層を順次形成し、その後リフロー処理を行う。このリフロー処理により、CuめっきはSnと反応してSn−Cu合金相となり、Cu相は消失する。一方Ni層は、ほぼ電気めっき上がりの状態で残留する。その結果、めっき層の構造は、表面側よりSn相、Sn−Cu合金相、Ni相となる。
リフロー後のこれら各相の厚みは、
・Sn相:0.1〜1.5μm
・Sn−Cu合金相:0.1〜1.5μm
・Ni相:0.1〜0.8μm
の範囲に調整する。
Sn相が0.1μm未満になると半田濡れ性が低下し、1.5μmを超えると加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましい範囲は0.2〜1.0μmである。
Sn−Cu合金相は硬質なため、0.1μm以上の厚さで存在すると挿入力の低減に寄与する。一方、Sn−Cu合金相の厚さが1.5μmを超えると、加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましい厚みは0.5〜1.2μmである。
【0018】
Ni相の厚みは0.1〜0.8μmとする。Niの厚みが0.1μm未満ではめっきの耐食性や耐熱性が低下する。Niの厚みが0.8μmを超えると加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましいNi相の厚みは0.1〜0.3μmである。
上記めっき構造を得るためには、電気めっき時の各めっきの厚みを、Snめっきは0.5〜1.8μmの範囲、Cuめっきは0.1〜0.4μm、Niめっきは0.1〜0.8μmの範囲で適宜調整し、230〜600℃、3〜30秒間の範囲の中の適当な条件でリフロー処理を行う。
【実施例】
【0019】
本発明の実施例で採用した製造、めっき、測定方法を以下に示す。
高周波誘導炉を用い、内径60mm、深さ200mmの黒鉛るつぼ中で2kgの電気銅を溶解した。溶湯表面を木炭片で覆った後、所定量のNi、Si及びその他の合金元素を添加した。その後、溶湯を金型に鋳込み、幅60mm、厚み30mmのインゴットを製造し、以下の工程で、Cu下地リフローSnめっき材及びCu/Ni下地リフローSnめっき材に加工した。めっき/母材界面のS及びC濃度が異なるサンプルを得るために、工程7の条件を変化させた。
【0020】
(工程1)950℃で3時間加熱した後、厚さ8mmまで熱間圧延した。
(工程2)熱間圧延板表面の酸化スケールをグラインダーで研削、除去した。
(工程3)板厚0.5mmまで冷間圧延した。
(工程4)溶体化処理として、大気中、800℃で10秒間加熱した後、水中で急冷した。
(工程5)時効処理として、窒素ガス中、470℃で6時間加熱した後、除冷した。
(工程6)10質量%硫酸−1質量%過酸化水素溶液による酸洗及び#1200エメリー紙による機械研磨を順次行い、表面酸化膜を除去した。
【0021】
(工程7)板厚0.3mmまで冷間圧延した。パス数は2回とし、1パス目で0.38mmまで加工し、2パス目で0.3mmまで加工した。2パス目では表面のRz(最大高さ粗さ)を0.5μmに調整したロールを用いた。1パス目ではロール表面のRzを0.5、1.0、1.5及び2.0μmの4水準で変化させた。また、圧延油(1パス目、2パス目共通)の動粘度を5、10及び15mm2/sの3水準で変化させた。
(工程8)アルカリ水溶液中で試料をカソードとして次の条件で電解脱脂を行った。
電流密度:3A/dm2。脱脂剤:ユケン工業(株)製商標「パクナP105」。脱脂剤濃度:40g/L。温度:50℃。時間30秒。電流密度:5A/dm2。
(工程9)10質量%硫酸水溶液を用いて酸洗した。
【0022】
(工程10)次の条件でNi下地めっきを施した(Cu/Ni下地の場合のみ)。
・めっき浴組成:硫酸ニッケル250g/L、塩化ニッケル45g/L、ホウ酸30g/L。
・めっき浴温度:50℃。
・電流密度:5A/dm2。
・Niめっき厚みは、電着時間により調整。
(工程11)次の条件でCu下地めっきを施した。
・めっき浴組成:硫酸銅200g/L、硫酸60g/L。
・めっき浴温度:25℃。
・電流密度:5A/dm2。
・Cuめっき厚みは、電着時間により調整。
(工程12)次の条件でSnめっきを施した。
・めっき浴組成:酸化第1錫41g/L、フェノールスルホン酸268g/L、界面活性剤5g/L。
・めっき浴温度:50℃。
・電流密度:9A/dm2。
・Snめっき厚みは、電着時間により調整。
(工程13)リフロー処理として、温度を400℃、雰囲気ガスを窒素(酸素1vol%以下)に調整した加熱炉中に、試料を10秒間挿入し水冷した。
【0023】
このように作製した試料について、次の評価を行った。
(a)母材の成分分析
機械研磨と化学エッチングによりめっき層を完全に除去した後、Ni、Si及びその他合金元素の濃度を、ICP−発光分光法で測定した。
(b)電解式膜厚計によるめっき厚測定
リフロー後の試料に対しSn相及びSn−Cu合金相の厚みを測定した。なお、この方法ではCu相及びNi相の厚みを測ることはできない。
【0024】
(c)GDSによる表面分析
リフロー後の試料をアセトン中で超音波脱脂した後、GDS(グロー放電発光分光分析装置)により、Sn、Cu、Ni、S、Cの深さ方向の濃度プロファイルを求めた。測定条件は次の通りである。
・試料の前処理:アセトン中で超音波脱脂。
・装置:JOBIN YBON社製 JY5000RF-PSS型。
・Current Method Program:CNBinteel-12aa-0。
・Mode:Constant Electric Power=40W。
・Ar-Presser:775Pa。
・Current Value:40mA(700V)。
・Flush Time:20sec。
・Preburn Time:2sec。
・Determination Time:Analysis Time=30sec、Sampling Time=0.020sec/point。
【0025】
GDSで得られるS及びC濃度プロファイルデータより、めっき/母材境界面のS及びC濃度を求めた。Sの代表的な濃度プロファイルとして、後述する発明例17(表1、Cu下地めっき)のデータを図2に示す。深さ1.6μm(めっき層と母材との境界面)のところにSのピークが認められる。このピークの高さを読み取り、めっき/母材境界面のS濃度とした。CについてもSと同様の濃度プロファイルが得られ、同じ手順でめっき/母材境界面のC濃度を求めた。
また、GDSで得られるCu濃度プロファイルより、リフロー後に残留しているCu下地めっき(Cu相)の厚みを求めた。図3は後述する発明例48(表2、Cu下地めっき)のデータである。深さ1.7μmのところに、母材よりCu濃度が高い層が認められる。この層はリフロー後に残留しているCu下地めっきであり、この層の母材よりCu濃度が高い部分を読み取りCu相の厚みとした。なお、母材よりCuが高い層が認められない場合は、Cu下地めっきは消失した(Cu相の厚みはゼロ)と見なした。同様に、GDSで得られるNi濃度プロファイルデータより、Ni下地めっき(Ni相)の厚みを求めた。
【0026】
(d)耐熱剥離性
幅10mmの短冊試験片を採取し、160℃の温度で大気中3000時間まで加熱した。その間、100時間毎に試料を加熱炉から取り出し、曲げ半径0.5mmの90°曲げと曲げ戻し(90°曲げを往復一回)を行った。次に、曲げ内周部表面に粘着テープ(スリーエム社製#851)を貼り付け引き剥がした。その後、試料の曲げ内周部表面を光学顕微鏡(倍率50倍)で観察し、めっき剥離の有無を調べた。そして、めっき剥離が発生するまでの加熱時間を求めた。
【0027】
めっき層/母材界面のS、C濃度と耐熱剥離性との関係(発明例及び比較例1〜45)
めっき層/母材界面のS、C濃度が耐熱剥離性に及ぼす影響を調査した実施例を表1に示す。グループA〜Pのそれぞれの母材について、工程7においてロール表面粗さRz及び圧延油動粘度をそれぞれ0.5〜1.5μm及び5〜15mm2/sに調整することにより、めっき層/母材界面のS及びC濃度を変化させている。
Cu下地めっき材については、Cuの厚みを0.3μm、Snの厚みを1.0μmとして電気めっきを行い、400℃で10秒間リフローしたところ、全ての発明例、比較例でいずれもSn相の厚みは約0.6μm、Cu−Sn合金相の厚みは約1μmとなり、Cu相は消失していた。
Cu/Ni下地めっき材については、Niの厚みを0.3μm、Cuの厚みを0.3μm、Snの厚みを0.8μmとして電気めっきを行い、400℃で10秒間リフローしたところ、全ての発明例、比較例でいずれもSn相の厚みは約0.4μm、Cu−Sn合金相の厚みは約1μmとなり、Cu相は消失し、Ni相は電着時の厚み(0.3μm)のまま残留していた。
グループAについて見ると、発明例1〜6ではめっき層/母材界面のS濃度及びC濃度がともに0.05質量%以下であり、160℃で3000時間加熱してもめっき剥離が生じていない。一方、比較例7〜12ではS又はC濃度が0.05質量%を超えたため、剥離時間が3000時間を下回っている。圧延条件の影響については、圧延ロールの表面粗さを小さくすること、及び圧延油の粘度を低くすることにより、めっき層/母材界面のS及びC濃度が低くなることがわかる。
グループB〜Pについても、母材成分の影響(剥離時間がZn添加で長くなる、Mg添加で短くなる等)が認められるものの、発明例の剥離時間は比較例の剥離時間より明らかに長く、S及びC濃度を0.05質量%以下に調整することで耐熱剥離特性が改善されていることがわかる。
【0028】
【表1】

【0029】
めっきの厚みと耐熱剥離性との関係(発明例及び比較例46〜66)
めっきの厚みが耐熱剥離性に及ぼす影響を調査した実施例を表2及び3に示す。母材組成はCu−1.6質量%Ni−0.35質量%Si−0.4質量%Zn−0.5質量%Snとした。また工程7では、1パス目でRzが1.0μmの圧延ロールを用い、1パス目、2パス目とも動粘度が5mm2/sの圧延油を用いた。その結果、各試料におけるめっき層/母材界面のS及びC濃度は、0.03質量%以下に収まった。
【0030】
【表2】
【0031】
【表3】
【0032】
表2(発明例及び比較例46〜56)はCu下地めっきでのデータである。本発明合金である発明例46〜53については、160℃で3000時間加熱してもめっき剥離が生じていない。
発明例46〜49及び比較例56では、Snの電着厚みを0.9μmとし、Cu下地の厚みを変化させている。リフロー後のCu下地厚みが0.8μmを超えた比較例56では剥離時間が3000時間を下回っている。
【0033】
発明例48、50〜53及び比較例54、55ではCu下地の電着厚みを0.8μmとし、Snの厚みを変化させている。Snの電着厚みを2.0μmとし他と同じ条件でリフローを行った比較例54では、リフロー後のSn相の厚みが1.5μmを超えている。またSnの電着厚みを2.0μmとしリフロー時間を延ばした比較例55ではリフロー後のSn−Cu合金相厚みが1.5μmを超えている。Sn相またはSn−Cu合金相の厚みが規定範囲を超えたこれら合金では、剥離時間が3000時間を下回っている。
【0034】
表3(発明例及び比較例57〜66)はCu/Ni下地めっきでのデータである。本発明合金である発明例57〜63については、3000時間加熱してもめっき剥離が生じていない。
発明例57〜59及び比較例66では、Snの電着厚みを0.9μm、Cuの電着厚みを0.2μmとし、Ni下地の厚みを変化させている。リフロー後のNi相の厚みが0.8μmを超えた比較例66では、剥離時間が3000時間を下回っている。
【0035】
発明例60〜63及び比較例64ではCu下地の電着厚みを0.15μm、Ni下地の電着厚みを0.2μmとし、Snの厚みを変化させている。リフロー後のSn相の厚みが1.5μmを超えた比較例64では剥離時間が3000時間を下回っている。
Snの電着厚みを2.0μm、Cuの電着厚みを0.6μmとし、リフロー時間を他の実施例より延ばした比較例65では、Sn−Cu合金相厚みが1.5μmを超え、剥離時間が3000時間を下回っている。
【技術分野】
【0001】
本発明は、コネクタ、端子、リレー、スイッチ等の導電性材料として好適で、良好な耐熱剥離性を有するCu−Ni−Si合金すずめっき条に関する。
【背景技術】
【0002】
端子、コネクタ等に使用される電子材料用銅合金には、合金の基本特性として高い強度、高い電気伝導性又は熱伝導性を両立させることが要求される。また、これらの特性以外にも、曲げ加工性、耐応力緩和特性、耐熱性、めっきとの密着性、半田濡れ性、エッチング加工性、プレス打ち抜き性、耐食性等が求められる。
高強度及び高導電性の観点から、近年、電子材料用銅合金としては従来のりん青銅、黄銅等に代表される固溶強化型銅合金に替わり、時効硬化型の銅合金の使用量が増加している。時効硬化型銅合金では、溶体化処理された過飽和固溶体を時効処理することにより、微細な析出物が均一に分散して、合金の強度が高くなると同時に、銅中の固溶元素量が減少し電気伝導性が向上する。このため、強度、ばね性などの機械的性質に優れ、しかも電気伝導性、熱伝導性が良好な材料が得られる。
時効硬化型銅合金のうち、Cu−Ni−Si系合金は高強度と高導電率とを併せ持つ代表的な銅合金であり、銅マトリックス中に微細なNi−Si系金属間化合物粒子が析出することにより強度と導電率が上昇する。Cu−Ni−Si系合金は電子機器用材料として実用化されており、C70250、C64745等の合金がCDA(Copper Development Association)で規格化されている。
Cu−Ni−Si系合金の一般的な製造プロセスでは、まず大気溶解炉を用い、木炭被覆下で、電気銅、Ni、Si等の原料を溶解し、所望の組成の溶湯を得る。そして、この溶湯をインゴットに鋳造する。その後、熱間圧延、冷間圧延及び熱処理を行い、所望の厚み及び特性を有する条や箔に仕上げる。
【0003】
Cu−Ni−Si系合金を電気接点材料に用いる場合、低い接触抵抗を安定して得るためにSnめっきを施すことが多い。Cu−Ni−Si系合金のSnめっき条は、Snの優れた半田濡れ性、耐食性、電気接続性を生かし、自動車電装用ワイヤーハーネスの端子、印刷回路基板(PCB)の端子、民生用のコネクタ接点等の電気・電子部品に大量に使われている。
Cu−Ni−Si系合金のSnめっき条は、脱脂及び酸洗の後、電気めっき法により下地めっき層を形成し、次に電気めっき法によりSnめっき層を形成し、最後にリフロー処理を施しSnめっき層を溶融させる工程で製造される。
【0004】
Cu−Ni−Si系合金Snめっき条の下地めっきとしては、Cu下地めっきが一般的であり、耐熱性が求められる用途に対してはCu/Ni二層下地めっきが施されることもある。ここで、Cu/Ni二層下地めっきとは、Ni下地めっき、Cu下地めっき、Snめっきの順に電気めっきを行った後にリフロー処理を施しためっきであり、リフロー後のめっき皮膜層の構成は表面からSn相、Cu−Sn相、Ni相、母材となる。この技術の詳細は特許文献1〜3等に開示されている。
Cu−Ni−Si系合金のSnめっき条には、高温で長時間保持した際にめっき層が母材より剥離する現象(以下、熱剥離という)が生じやすいという弱点があり、従来から改善が試みられてきた。特許文献4では、硬さを指標として時効条件を限定することにより、熱剥離の改善を図っている。特許文献5では、応力緩和特性を改善するために添加されるMgを0.1質量%以下にし、Mgと化合物を形成して応力緩和特性の改善効果を抑制するS及びOを0.0015質量%以下にすれば、熱剥離を改善できるとしている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−196349号公報
【特許文献2】特開2003−293187号公報
【特許文献3】特開2004−68026号公報
【特許文献4】特開昭63−262448号公報
【特許文献5】特開平5−059468号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、耐熱剥離性に対し、より高温で長期間の信頼性が求められるようになり、Cu−Ni−Si系合金に対し、上記特許文献に記載された発明よりも更に良好な耐熱剥離性が求められるようになった。
本発明の目的は、すずめっきの耐熱剥離性を改善したCu−Ni−Si系合金すずめっき条を提供することであり、特に、Cu下地めっき又はCu/Ni二層下地めっきに関して改善された耐熱剥離性を有するCu−Ni−Si系合金すずめっき条を提供することである。
【課題を解決するための手段】
【0007】
本発明者は、Cu−Ni−Si系合金のすずめっき条の耐熱剥離性を改善する方策を、新たな見地から鋭意研究した。その結果、めっき層と母材との境界面におけるS濃度及びC濃度を低く抑えると、耐熱剥離性を大幅に改善できることを見出した。
【0008】
本発明は、この発見に基づき成されたものであり、以下の通りである。
(1)1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
(2)1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Cu相の各層でめっき皮膜が構成され、Sn相の厚みが0.1〜1.5μm、Sn−Cu合金相の厚みが0.1〜1.5μm、Cu相の厚みが0〜0.8μmであり、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
(3)1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Ni相の各層でめっき皮膜が構成され、Sn相の厚みが0.1〜1.5μm、Sn−Cu合金相の厚みが0.1〜1.5μm、Ni相の厚みが0.1〜0.8μmであり、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
(4)母材が更にSn、Zn、Mg、Fe、Mn、Co、Ti、Cr、Zr、Al及びAgの群から選ばれた少なくとも一種を合計で0.005〜3.0質量%の範囲で含有する上記(1)〜(3)いずれかのCu−Ni−Si合金すずめっき条。
(5) 最終圧延における母材表面への圧延油の封入を抑制することにより、リフロー後のめっき層と母材との境界面におけるS濃度及びC濃度をそれぞれ0.05質量%以下に調整する上記(1)〜(4)いずれかのCu−Ni−Si合金すずめっき条の製造方法。
なお、Cu−Ni−Si系合金のすずめっきは、部品へのプレス加工の前に行う場合(前めっき)とプレス加工後に行う場合(後めっき)があるが、両場合とも、本発明の効果は得られる。
【図面の簡単な説明】
【0009】
【図1】冷間圧延中に圧延油が被圧延材表面に封入される過程を示す模式図である。
【図2】発明例17(表1、Cu下地めっき)における、S濃度の深さ方向のプロファイルである。
【図3】発明例48(表2、Cu下地めっき)における、Cu及びSn濃度の深さ方向のプロファイルである。(a)のCu濃度プロファイルの四角い点線内を拡大して(b)に示す。
【発明を実施するための形態】
【0010】
(1)母材の成分
Cu−Ni−Si系合金中のNi及びSiは、時効処理を行うことにより、Ni2Siを主とする金属間化合物の微細な粒子を形成する。その結果、合金の強度が著しく増加し、同時に電気伝導度も上昇する。
Ni濃度が1.0質量%未満の場合、またはSi濃度が0.2質量%未満の場合は、他方の成分を添加しても所望とする強度が得られない。また、Ni濃度が4.5質量%を超える場合、またはSi濃度が1.0質量%を超える場合は十分な強度は得られるものの、導電性は低くなり、更には強度の向上に寄与しない粗大なNi−Si系粒子(晶出物及び析出物)が母相中に生成し、曲げ加工性、エッチング性等の低下を招く。よって、Ni濃度を1.0〜4.5質量%、Si濃度を0.2〜1.0質量%と定める。好ましくはNi濃度は1.5〜4.0質量%、Si濃度は0.3〜0.9質量%である。
本発明のめっき母材であるCu−Ni−Si系合金は、強度、応力緩和特性等を改善する目的で、更に、Sn、Zn、Mg、Fe、Mn、Co、Ti、Cr、Zr、Al及びAgの群から選ばれた少なくとも一種を合計で0.005〜3.0質量%、好ましくは0.05〜2.1質量%の範囲で含有することができる。これら元素の合計量が0.005質量%未満であると効果が得られず、合計量が3.0質量%を超えると導電性が著しく低下する。
【0011】
(2)めっき層と母材との境界面におけるS及びC濃度
めっき層と母材との境界面におけるS濃度が0.05質量%を超えると、耐熱剥離性が低下する。同様にめっき層と母材との境界面におけるC濃度が0.05質量%を超えると、耐熱剥離性が低下する。そこで、S濃度及びC濃度をともに0.05質量%以下に規定する。ここで、めっき層と母材との境界面における濃度とは、例えばGDS(グロー放電発光分光分析装置)により求められる脱脂後のサンプルのS及びCの深さ方向の濃度プロファイルにおいて、めっき層と母材との境界面に該当する位置に現れるピーク頂点の濃度をいう。
【0012】
めっき層と母材との境界面におけるS及びC濃度に影響を及ぼす製造条件因子として、最終冷間圧延の条件及びその後の脱脂条件がある。すなわち、冷間圧延では圧延油が用いられるため、ロールと被圧延材との間に圧延油が介在する。この圧延油が被圧延材表面に封入され、次工程の脱脂で除去されずに残留すると、めっき工程(電着とリフロー)を経てめっき/母材界面にS及びCの偏析層が形成される。
冷間圧延工程では、材料の圧延機への通板(パス)を繰り返し、材料を所定の厚みに仕上げる。図1は圧延中に圧延油が被圧延材表面に封入される過程を模式的に示したものである。(a)は圧延前の被圧延材断面である。(b)は通常使用される表面粗さが大きいロールを用いて圧延を行った後の被圧延材断面であり、被圧延材表面に凹凸が生じ、その凹部に圧延油が溜まっている。(c)は(b)の後に最終パスとして表面粗さの小さいロールを用いて圧延を行った後の被圧延材断面であり、(b)で凹部に溜まった圧延油が被圧延材表面に封入されている。
【0013】
図1は、圧延油の封入を抑えるためには、表面粗さの小さいロールを使用する最終パスより前のパスにおいて、表面粗さが小さいロールを用いることが重要であることを示している。即ち、最終パス前の全パスにおいて1回でも表面粗さの大きいロールを使用することは被圧延材表面に凹凸が生じる原因となるため好ましくない。また、ロール粗さ以外の重要な因子として圧延油の粘度があり、粘度が低く流動性が良い圧延油ほど、被圧延材表面に封入されにくい。
ロールの表面粗さを小さくする方法として、粒度が細かい砥石を用いてロール表面を研磨する方法、ロール表面にめっきを施す方法等があるが、これらはかなりの手間とコストを要する。また、ロールの表面粗さを小さくすると、ロール表面と被圧延材との間でスリップが発生しやすくなり圧延速度を上げられなくなる(効率が低下する)等の問題も生じる。このため、最終パスでは製品の表面粗さを作り込むために表面粗さが小さいロールが用いられていたものの、最終パス以外のパスにおいて表面粗さが小さいロールを用いることは、当業者に避けられていた。また、動粘度が低い圧延油を用いることについても、圧延ロール表面の磨耗が大きくなる等の理由から、避けられていた。
本発明によりすずめっきの耐熱剥離性の改善のためにめっき層と母材との境界面におけるS及びC濃度を低下させることが重要であることが初めて見いだされた。そして、そのためには最終パスより前のパスにおいて表面粗さが小さいロールを用い、動粘度が低く流動性が良い圧延油を使用することにより、圧延油の封入を抑えることが効果的であることが示された。
【0014】
最終パスより前に使用される表面粗さの小さいロールの表面の最大高さ粗さRzは、好ましくは1.5μm以下、更に好ましくは1.0μm以下、最も好ましくは0.5μm以下である。Rzが1.5μmを超えると圧延油が封入されやすくなり、境界面におけるS及びC濃度が低下しにくい。又、使用される圧延油の動粘度(40℃で測定)は、好ましくは15mm2/s以下、更に好ましくは10mm2/s以下、最も好ましくは5mm2/s以下である。粘度が15mm2/sを超えると圧延油が封入されやすくなり、境界面におけるS及びC濃度が低下しにくい。
なお、特許文献3でもC濃度に着目しているが、このC濃度はSnめっき層中の平均C濃度であり、本発明の構成要素であるめっき層と母材との境界面におけるC濃度とは異なる。特許文献3では、Snめっき層中の平均C濃度はめっき液中の光沢剤、添加剤の量及びめっき電流密度により変化し、0.001質量%未満ではSnめっきの厚さにムラが生じ、0.1質量%を超えると接触抵抗が増加するとされている。従って、特許文献3の技術が本発明の技術と異なることは明らかである。
又、特許文献5でもS濃度に着目しているが、このS濃度は母材中の平均濃度であり、本発明の構成要素であるめっき層と母材との境界面におけるS濃度とは異なる。特許文献5では、Mgが低濃度でも応力緩和特性の改善効果を得ることを目的として、Mgと化合物を形成する母材中のS濃度を0.0015質量%以下としている。従って、特許文献5の技術が本発明の技術と異なることは明らかである。
【0015】
(3)めっきの厚み
(3−1)Cu下地めっき
Cu下地めっきの場合、Cu−Ni−Si系合金母材上に、電気めっきによりCuめっき層及びSnめっき層を順次形成し、その後リフロー処理を行う。このリフロー処理により、Cuめっき層とSnめっき層が反応してSn−Cu合金相が形成され、めっき層構造は、表面側よりSn相、Sn−Cu合金相、Cu相となる。
リフロー後のこれら各相の厚みは、
・Sn相:0.1〜1.5μm
・Sn−Cu合金相:0.1〜1.5μm
・Cu相:0〜0.8μm
の範囲に調整する。
Sn相が0.1μm未満になると半田濡れ性が低下し、1.5μmを超えると加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましい範囲は0.2〜1.0μmである。
Sn−Cu合金相は硬質なため、0.1μm以上の厚さで存在すると挿入力の低減に寄与する。一方、Sn−Cu合金相の厚さが1.5μmを超えると、加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましい厚みは0.5〜1.2μmである。
【0016】
Cu−Ni−Si系合金ではCu下地めっきを行うことにより、半田濡れ性が向上する。したがって、電着時に0.1μm以上のCu下地めっきを施す必要がある。このCu下地めっきは、リフロー時にSn−Cu合金相形成に消費され消失しても良い。すなわち、リフロー後のCu相厚みの下限値は規制されず、厚みがゼロになってもよい。
Cu相の厚みの上限値は、リフロー後の状態で0.8μm以下とする。0.8μmを超えると加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましいCu相の厚みは0.4μm以下である。
上記めっき構造を得るためには、電気めっき時の各めっきの厚みを、Snめっきは0.5〜1.8μmの範囲、Cuめっきは0.1〜1.2μmの範囲で適宜調整し、230〜600℃、3〜30秒間の範囲の中の適当な条件でリフロー処理を行う。
【0017】
(3−2)Cu/Ni下地めっき
Cu/Ni下地めっきの場合、Cu−Ni−Si系合金母材上に、電気めっきによりNiめっき層、Cuめっき層及びSnめっき層を順次形成し、その後リフロー処理を行う。このリフロー処理により、CuめっきはSnと反応してSn−Cu合金相となり、Cu相は消失する。一方Ni層は、ほぼ電気めっき上がりの状態で残留する。その結果、めっき層の構造は、表面側よりSn相、Sn−Cu合金相、Ni相となる。
リフロー後のこれら各相の厚みは、
・Sn相:0.1〜1.5μm
・Sn−Cu合金相:0.1〜1.5μm
・Ni相:0.1〜0.8μm
の範囲に調整する。
Sn相が0.1μm未満になると半田濡れ性が低下し、1.5μmを超えると加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましい範囲は0.2〜1.0μmである。
Sn−Cu合金相は硬質なため、0.1μm以上の厚さで存在すると挿入力の低減に寄与する。一方、Sn−Cu合金相の厚さが1.5μmを超えると、加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましい厚みは0.5〜1.2μmである。
【0018】
Ni相の厚みは0.1〜0.8μmとする。Niの厚みが0.1μm未満ではめっきの耐食性や耐熱性が低下する。Niの厚みが0.8μmを超えると加熱した際にめっき層内部に発生する熱応力が高くなり、めっき剥離が促進される。より好ましいNi相の厚みは0.1〜0.3μmである。
上記めっき構造を得るためには、電気めっき時の各めっきの厚みを、Snめっきは0.5〜1.8μmの範囲、Cuめっきは0.1〜0.4μm、Niめっきは0.1〜0.8μmの範囲で適宜調整し、230〜600℃、3〜30秒間の範囲の中の適当な条件でリフロー処理を行う。
【実施例】
【0019】
本発明の実施例で採用した製造、めっき、測定方法を以下に示す。
高周波誘導炉を用い、内径60mm、深さ200mmの黒鉛るつぼ中で2kgの電気銅を溶解した。溶湯表面を木炭片で覆った後、所定量のNi、Si及びその他の合金元素を添加した。その後、溶湯を金型に鋳込み、幅60mm、厚み30mmのインゴットを製造し、以下の工程で、Cu下地リフローSnめっき材及びCu/Ni下地リフローSnめっき材に加工した。めっき/母材界面のS及びC濃度が異なるサンプルを得るために、工程7の条件を変化させた。
【0020】
(工程1)950℃で3時間加熱した後、厚さ8mmまで熱間圧延した。
(工程2)熱間圧延板表面の酸化スケールをグラインダーで研削、除去した。
(工程3)板厚0.5mmまで冷間圧延した。
(工程4)溶体化処理として、大気中、800℃で10秒間加熱した後、水中で急冷した。
(工程5)時効処理として、窒素ガス中、470℃で6時間加熱した後、除冷した。
(工程6)10質量%硫酸−1質量%過酸化水素溶液による酸洗及び#1200エメリー紙による機械研磨を順次行い、表面酸化膜を除去した。
【0021】
(工程7)板厚0.3mmまで冷間圧延した。パス数は2回とし、1パス目で0.38mmまで加工し、2パス目で0.3mmまで加工した。2パス目では表面のRz(最大高さ粗さ)を0.5μmに調整したロールを用いた。1パス目ではロール表面のRzを0.5、1.0、1.5及び2.0μmの4水準で変化させた。また、圧延油(1パス目、2パス目共通)の動粘度を5、10及び15mm2/sの3水準で変化させた。
(工程8)アルカリ水溶液中で試料をカソードとして次の条件で電解脱脂を行った。
電流密度:3A/dm2。脱脂剤:ユケン工業(株)製商標「パクナP105」。脱脂剤濃度:40g/L。温度:50℃。時間30秒。電流密度:5A/dm2。
(工程9)10質量%硫酸水溶液を用いて酸洗した。
【0022】
(工程10)次の条件でNi下地めっきを施した(Cu/Ni下地の場合のみ)。
・めっき浴組成:硫酸ニッケル250g/L、塩化ニッケル45g/L、ホウ酸30g/L。
・めっき浴温度:50℃。
・電流密度:5A/dm2。
・Niめっき厚みは、電着時間により調整。
(工程11)次の条件でCu下地めっきを施した。
・めっき浴組成:硫酸銅200g/L、硫酸60g/L。
・めっき浴温度:25℃。
・電流密度:5A/dm2。
・Cuめっき厚みは、電着時間により調整。
(工程12)次の条件でSnめっきを施した。
・めっき浴組成:酸化第1錫41g/L、フェノールスルホン酸268g/L、界面活性剤5g/L。
・めっき浴温度:50℃。
・電流密度:9A/dm2。
・Snめっき厚みは、電着時間により調整。
(工程13)リフロー処理として、温度を400℃、雰囲気ガスを窒素(酸素1vol%以下)に調整した加熱炉中に、試料を10秒間挿入し水冷した。
【0023】
このように作製した試料について、次の評価を行った。
(a)母材の成分分析
機械研磨と化学エッチングによりめっき層を完全に除去した後、Ni、Si及びその他合金元素の濃度を、ICP−発光分光法で測定した。
(b)電解式膜厚計によるめっき厚測定
リフロー後の試料に対しSn相及びSn−Cu合金相の厚みを測定した。なお、この方法ではCu相及びNi相の厚みを測ることはできない。
【0024】
(c)GDSによる表面分析
リフロー後の試料をアセトン中で超音波脱脂した後、GDS(グロー放電発光分光分析装置)により、Sn、Cu、Ni、S、Cの深さ方向の濃度プロファイルを求めた。測定条件は次の通りである。
・試料の前処理:アセトン中で超音波脱脂。
・装置:JOBIN YBON社製 JY5000RF-PSS型。
・Current Method Program:CNBinteel-12aa-0。
・Mode:Constant Electric Power=40W。
・Ar-Presser:775Pa。
・Current Value:40mA(700V)。
・Flush Time:20sec。
・Preburn Time:2sec。
・Determination Time:Analysis Time=30sec、Sampling Time=0.020sec/point。
【0025】
GDSで得られるS及びC濃度プロファイルデータより、めっき/母材境界面のS及びC濃度を求めた。Sの代表的な濃度プロファイルとして、後述する発明例17(表1、Cu下地めっき)のデータを図2に示す。深さ1.6μm(めっき層と母材との境界面)のところにSのピークが認められる。このピークの高さを読み取り、めっき/母材境界面のS濃度とした。CについてもSと同様の濃度プロファイルが得られ、同じ手順でめっき/母材境界面のC濃度を求めた。
また、GDSで得られるCu濃度プロファイルより、リフロー後に残留しているCu下地めっき(Cu相)の厚みを求めた。図3は後述する発明例48(表2、Cu下地めっき)のデータである。深さ1.7μmのところに、母材よりCu濃度が高い層が認められる。この層はリフロー後に残留しているCu下地めっきであり、この層の母材よりCu濃度が高い部分を読み取りCu相の厚みとした。なお、母材よりCuが高い層が認められない場合は、Cu下地めっきは消失した(Cu相の厚みはゼロ)と見なした。同様に、GDSで得られるNi濃度プロファイルデータより、Ni下地めっき(Ni相)の厚みを求めた。
【0026】
(d)耐熱剥離性
幅10mmの短冊試験片を採取し、160℃の温度で大気中3000時間まで加熱した。その間、100時間毎に試料を加熱炉から取り出し、曲げ半径0.5mmの90°曲げと曲げ戻し(90°曲げを往復一回)を行った。次に、曲げ内周部表面に粘着テープ(スリーエム社製#851)を貼り付け引き剥がした。その後、試料の曲げ内周部表面を光学顕微鏡(倍率50倍)で観察し、めっき剥離の有無を調べた。そして、めっき剥離が発生するまでの加熱時間を求めた。
【0027】
めっき層/母材界面のS、C濃度と耐熱剥離性との関係(発明例及び比較例1〜45)
めっき層/母材界面のS、C濃度が耐熱剥離性に及ぼす影響を調査した実施例を表1に示す。グループA〜Pのそれぞれの母材について、工程7においてロール表面粗さRz及び圧延油動粘度をそれぞれ0.5〜1.5μm及び5〜15mm2/sに調整することにより、めっき層/母材界面のS及びC濃度を変化させている。
Cu下地めっき材については、Cuの厚みを0.3μm、Snの厚みを1.0μmとして電気めっきを行い、400℃で10秒間リフローしたところ、全ての発明例、比較例でいずれもSn相の厚みは約0.6μm、Cu−Sn合金相の厚みは約1μmとなり、Cu相は消失していた。
Cu/Ni下地めっき材については、Niの厚みを0.3μm、Cuの厚みを0.3μm、Snの厚みを0.8μmとして電気めっきを行い、400℃で10秒間リフローしたところ、全ての発明例、比較例でいずれもSn相の厚みは約0.4μm、Cu−Sn合金相の厚みは約1μmとなり、Cu相は消失し、Ni相は電着時の厚み(0.3μm)のまま残留していた。
グループAについて見ると、発明例1〜6ではめっき層/母材界面のS濃度及びC濃度がともに0.05質量%以下であり、160℃で3000時間加熱してもめっき剥離が生じていない。一方、比較例7〜12ではS又はC濃度が0.05質量%を超えたため、剥離時間が3000時間を下回っている。圧延条件の影響については、圧延ロールの表面粗さを小さくすること、及び圧延油の粘度を低くすることにより、めっき層/母材界面のS及びC濃度が低くなることがわかる。
グループB〜Pについても、母材成分の影響(剥離時間がZn添加で長くなる、Mg添加で短くなる等)が認められるものの、発明例の剥離時間は比較例の剥離時間より明らかに長く、S及びC濃度を0.05質量%以下に調整することで耐熱剥離特性が改善されていることがわかる。
【0028】
【表1】
【0029】
めっきの厚みと耐熱剥離性との関係(発明例及び比較例46〜66)
めっきの厚みが耐熱剥離性に及ぼす影響を調査した実施例を表2及び3に示す。母材組成はCu−1.6質量%Ni−0.35質量%Si−0.4質量%Zn−0.5質量%Snとした。また工程7では、1パス目でRzが1.0μmの圧延ロールを用い、1パス目、2パス目とも動粘度が5mm2/sの圧延油を用いた。その結果、各試料におけるめっき層/母材界面のS及びC濃度は、0.03質量%以下に収まった。
【0030】
【表2】
【0031】
【表3】
【0032】
表2(発明例及び比較例46〜56)はCu下地めっきでのデータである。本発明合金である発明例46〜53については、160℃で3000時間加熱してもめっき剥離が生じていない。
発明例46〜49及び比較例56では、Snの電着厚みを0.9μmとし、Cu下地の厚みを変化させている。リフロー後のCu下地厚みが0.8μmを超えた比較例56では剥離時間が3000時間を下回っている。
【0033】
発明例48、50〜53及び比較例54、55ではCu下地の電着厚みを0.8μmとし、Snの厚みを変化させている。Snの電着厚みを2.0μmとし他と同じ条件でリフローを行った比較例54では、リフロー後のSn相の厚みが1.5μmを超えている。またSnの電着厚みを2.0μmとしリフロー時間を延ばした比較例55ではリフロー後のSn−Cu合金相厚みが1.5μmを超えている。Sn相またはSn−Cu合金相の厚みが規定範囲を超えたこれら合金では、剥離時間が3000時間を下回っている。
【0034】
表3(発明例及び比較例57〜66)はCu/Ni下地めっきでのデータである。本発明合金である発明例57〜63については、3000時間加熱してもめっき剥離が生じていない。
発明例57〜59及び比較例66では、Snの電着厚みを0.9μm、Cuの電着厚みを0.2μmとし、Ni下地の厚みを変化させている。リフロー後のNi相の厚みが0.8μmを超えた比較例66では、剥離時間が3000時間を下回っている。
【0035】
発明例60〜63及び比較例64ではCu下地の電着厚みを0.15μm、Ni下地の電着厚みを0.2μmとし、Snの厚みを変化させている。リフロー後のSn相の厚みが1.5μmを超えた比較例64では剥離時間が3000時間を下回っている。
Snの電着厚みを2.0μm、Cuの電着厚みを0.6μmとし、リフロー時間を他の実施例より延ばした比較例65では、Sn−Cu合金相厚みが1.5μmを超え、剥離時間が3000時間を下回っている。
【特許請求の範囲】
【請求項1】
1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
【請求項2】
1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Cu相の各層でめっき皮膜が構成され、Sn相の厚みが0.1〜1.5μm、Sn−Cu合金相の厚みが0.1〜1.5μm、Cu相の厚みが0〜0.8μmであり、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
【請求項3】
1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Ni相の各層でめっき皮膜が構成され、Sn相の厚みが0.1〜1.5μm、Sn−Cu合金相の厚みが0.1〜1.5μm、Ni相の厚みが0.1〜0.8μmであり、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
【請求項4】
母材が更にSn、Zn、Mg、Fe、Mn、Co、Ti、Cr、Zr、Al及びAgの群から選ばれた少なくとも一種を合計で0.005〜3.0質量%の範囲で含有する請求項1〜3いずれか1項記載のCu−Ni−Si合金すずめっき条。
【請求項1】
1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
【請求項2】
1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Cu相の各層でめっき皮膜が構成され、Sn相の厚みが0.1〜1.5μm、Sn−Cu合金相の厚みが0.1〜1.5μm、Cu相の厚みが0〜0.8μmであり、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
【請求項3】
1.0〜4.5質量%のNi及び0.2〜1.0質量%のSiを含有し、残部がCu及び不可避的不純物より構成される銅基合金を母材とし、表面から母材にかけて、Sn相、Sn−Cu合金相、Ni相の各層でめっき皮膜が構成され、Sn相の厚みが0.1〜1.5μm、Sn−Cu合金相の厚みが0.1〜1.5μm、Ni相の厚みが0.1〜0.8μmであり、めっき層と母材との境界面におけるS濃度及びC濃度が、それぞれ0.05質量%以下であることを特徴とするCu−Ni−Si合金すずめっき条。
【請求項4】
母材が更にSn、Zn、Mg、Fe、Mn、Co、Ti、Cr、Zr、Al及びAgの群から選ばれた少なくとも一種を合計で0.005〜3.0質量%の範囲で含有する請求項1〜3いずれか1項記載のCu−Ni−Si合金すずめっき条。
【図2】

【図3】
【図1】
【図3】
【図1】
【公開番号】特開2012−7242(P2012−7242A)
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願番号】特願2011−168693(P2011−168693)
【出願日】平成23年8月1日(2011.8.1)
【分割の表示】特願2006−121848(P2006−121848)の分割
【原出願日】平成18年4月26日(2006.4.26)
【出願人】(502362758)JX日鉱日石金属株式会社 (482)
【Fターム(参考)】
【公開日】平成24年1月12日(2012.1.12)
【国際特許分類】
【出願日】平成23年8月1日(2011.8.1)
【分割の表示】特願2006−121848(P2006−121848)の分割
【原出願日】平成18年4月26日(2006.4.26)
【出願人】(502362758)JX日鉱日石金属株式会社 (482)
【Fターム(参考)】
[ Back to top ]