
FPDの実装組立装置および実装組立方法
【課題】特にプロセス時間が長く、全体のタクトを規定する傾向が大きい本圧着ユニットとPCBユニットに相互に互換性を付与し、品種切り替えに伴う生産性の低下を防止する。
【解決手段】生産するFPDパネルPのデザインに応じてPCB接続ユニットとしてもOLB本圧着ユニットとしても切り替え可能なPCBユニット140を設け、このPCBユニット141は動作モードを切り替えて、本圧着ユニット130とすることができ、もってFPCパネルPの品種切り替え時の生産能力低下を防止した。
【解決手段】生産するFPDパネルPのデザインに応じてPCB接続ユニットとしてもOLB本圧着ユニットとしても切り替え可能なPCBユニット140を設け、このPCBユニット141は動作モードを切り替えて、本圧着ユニット130とすることができ、もってFPCパネルPの品種切り替え時の生産能力低下を防止した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶や有機EL(Electro-Luminescence)、プラズマなどのFPD(Flat Panel Display)の表示基板の周辺に駆動ICの搭載やCOF(Chip on Film),FPC(Flexible Printed Circuit-board)などのいわゆるTAB(Tape Automated Bonding)接続および周辺基板(PCB、Printed Circuit Board)を実装する実装処理作業装置及びそれ等から構成される表示基板モジュール組立ラインに関するものである。より具体的には、例えば、TABやICを搭載する処理作業に好適な基板固定ベースを有する実装処理作業装置及び実装処理作業方法並びに実装処理作業装置または実装処理作業方法に基づいて構成される表示基板モジュール組立ラインまたは表示基板モジュール組立方法に関するものである。
【背景技術】
【0002】
表示基板モジュール組立ラインは、液晶、プラズマなどのFPDの表示基板(以下、基本的には単に基板と略し、その他の基板、例えばPCBの場合はPCB基板と明記する)に、複数の処理作業工程を順次行なうことで、該基板の周辺に、駆動IC、TABおよびPCB基板などを実装する装置である。
【0003】
例えば、処理工程の一例としては、(1)基板端部のTAB貼付け部を清掃する端子クリーニング工程、(2)清掃後の基板端部に異方性導電フィルム(ACF、Anisotropic Conductive Film)を貼付けるACF工程、(3)基板のACFを貼付けた位置に、TABやICを位置決めして搭載する搭載工程、(4)搭載したTABやICを加熱圧着することで、ACFにより固定する圧着工程、(5)TABの基板側と反対側に、予めACFを貼り付けたPCB基板を貼付け搭載するPCB工程(複数の工程からなる)などからなる。なお、ACFは接合する部材のどちらか一方に予め貼り付けられていれば良く、上記の処理工程の別な例として、ACFをTABやICの側に予め貼付けする構成も可能である。さらには、処理する基板の辺の数や処理するTABやICの数などで各処理装置の数や基板を回転する処理装置などが必要となる。
【0004】
このような一連の工程を経ることによって、基板上の電極とTABやIC等に設けた電極との間を熱圧着することによって、ACF内部の導電性粒子を介して電気的な接続がなされる。なお、このとき同時に、ACF基材樹脂の硬化により、基板とTABやIC等が機械的にも接着される。
【0005】
一般的に、表示基板モジュール組立ラインは、パネル搬入ステージを兼ねた端子クリーナユニット、ACFテープをパネルに貼り付けるACF貼付ユニット、TABなどの電子部品を搭載する搭載ユニット、前記の電子部品を固定する本圧着ユニット、さらにTAB部品の外側に印刷基板を接続するPCBユニット、排出ユニットから構成され、必要に応じて検査ユニットや樹脂塗布ユニットなどが付加されることもある。このような構成を有する表示基板モジュール組立ラインは、例えば特開2009−135289号公報(特許文献1)に例示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−135289号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
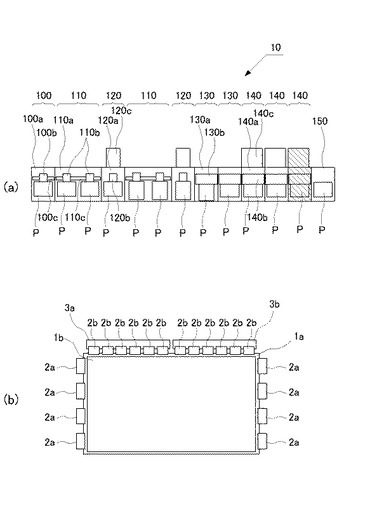
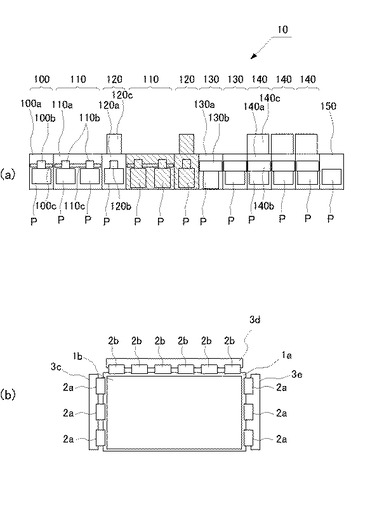
ここで、近年の表示基板モジュールの設計の変化について述べる。初期の表示基板モジュールの形状は、例えば図2(b)に示した様にパネルの周辺3辺にそれぞれ複数のTAB部品が接続され、さらに前記3辺のそれぞれにPCBが接続される設計が主流であった。これに対し、近年の大型表示基板モジュールでは表示画素数の増大やパネルサイズの拡大と部材コストや工程コストを軽減するため、図1(b)に示すように、PCBを長辺(ソース側)にのみ接続し、短辺(ゲート側)にはTAB部品もしくはICチップの直接搭載(COG)構造としPCBを省略する設計が増えている。この場合、大面積の表示パネルでは、長辺方向が長いため単独のPCB基板を用いることが現実的ではないので2枚のPCB基板を並べて用いることが多い。
【0008】
現実的には、中型の初期設計の表示パネルと大型の新設計の表示パネルが同一生産工場で切り替え生産することが多く、このような場合には図1(a)および図2(a)に示した如く、それぞれの必要プロセスを包含する構成の表示基板モジュール組立ライン1を設置し、生産する品種に応じて稼動するユニットを切り替えて生産している。図1(b)のパネルを生産する場合には、生産する品種が2枚のPCBを接続する品種であるので、図1(a)に示した如く、表示基板モジュール組立ライン1に3セット用意されているPCBユニット140の内、ハッチングを施した1台は休止することになる。一方、図2(b)のパネルを生産する場合には、生産する品種TAB数が少なく3枚のPCBを接続する品種であるので、図1(a)に示した如く、表示基板モジュール組立ライン1に2セット用意されているACF貼付ユニット110と搭載ユニット120のハッチングを施した1セットは休止する。このように複数の品種を切り替えて生産する場合、装置の稼働状況に無駄を生じていた。この場合、本圧着ユニットは長辺一回と短辺2回の圧着が必要だが、圧着部が各1セットなので、短辺側の圧着時間が2倍となり、全体のスループットを低下させている。PCBユニットは3辺のPCBがそれぞれ別設計の場合が多いので、3台独立に必要であり、実際の稼働時間は半分に留まる。
【0009】
本発明の目的は、上記課題に対し、特にプロセス時間が長く、全体のタクトを規定する傾向が大きい本圧着ユニットとPCBユニットに相互に互換性を付与し、品種切り替えに伴う生産性の低下を防止することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するために、液晶ディスプレイや有機ELディスプレイなどのFPDパネルに電子部品を実装組立するFPDパネルモジュールの実装組立装置の発明としては、本圧着ユニットとPCBユニットのいずれにも切り替え可能な圧着ユニットを設けたことを特徴としている。
【0011】
ここで、PCBユニットを擬似的に本圧着ユニットと同等に稼動させるための、パスワード保護つきの設定切り替え仮想スイッチを操作画面に設け、相互に切り替え可能にした。
【0012】
また、PCBユニットを擬似的に本圧着ユニットと同等に稼動させるための、キー保護つきの設定切り替えスイッチを操作パネルに設け、相互に切り替え可能にした。
【0013】
また、操作作業員からみて、現在の稼動状態がPCBユニットモードであるか、本圧着モードであるか混乱しないように、PCBユニットの主操作画面と、本圧着ユニットの主操作画面を異なった外観とし、稼動状態に併せて切り替え表示可能とし誤操作を防止した。
【0014】
また、操作作業員からみて、現在の稼動状態がPCBユニットモードであるか、本圧着モードであるか混乱しないように、PCBユニットのPCB供給部の稼働状況表示ライトはPCBユニット架台とは独立して設け、本圧着モードで稼動する場合は点灯させない切替機構を設け、稼動状態に併せて切り替え表示可能とし誤操作を防止した。
【0015】
そして、FPDの実装組立方法の発明は、液晶ディスプレイや有機ELディスプレイなどのFPDパネルに電子部品を実装組立するFPDパネルモジュールの実装組立を行うものであって、FPDパネルの品種切り替え時に、すくなくとも1つの圧着ユニットを本圧着ユニットとPCBユニットのいずれかに切り替えることを特徴する。
【発明の効果】
【0016】
本発明に拠れば、PCBユニットの一部または全部に擬似本圧着ユニットへの稼働状況切替機構を設けることで、異なる設計の表示パネルを生産する場合でも、製造ラインの各ユニットの負荷をバランスよく配分でき、生産能力の低下を回避できる利点がある。
【図面の簡単な説明】
【0017】
【図1】従来の表示基板モジュール組立ラインで大型表示パネルを生産する場合の稼動状態と、大型表示パネルを示す図である。
【図2】従来の表示基板モジュール組立ラインで中型表示パネルを生産する場合の稼動状態と、中型表示パネルを示す図である。
【図3】本発明の表示基板モジュール組立ラインで中型表示パネルを生産する場合の稼動状態を示す図である。
【図4】本発明の切り替え可能なPCBユニットを正面側からみた斜視図である。
【図5】本発明の切り替え可能なPCBユニットの背面側からみた斜視図である。
【図6】本発明の圧着部のPCB圧着状況を示す斜視図である。
【図7】本発明の切り替え可能なPCBユニットの内部構造を示す斜視図である。
【図8】本発明の切り替え可能なPCBユニットの内部構造を示す別な斜視図である。
【図9】本発明のPCBユニットの操作画面の切り替え状況を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の主要部たる切り替え可能なPCBユニットと、それを用いた表示基板モジュール組立ライン、および表示基板モジュールの生産方式の説明を図3から図9を用いて行う。なお、本発明で実装組立する表示基板モジュールの概略構造は図1(b)および図2(b)に示した。
【0019】
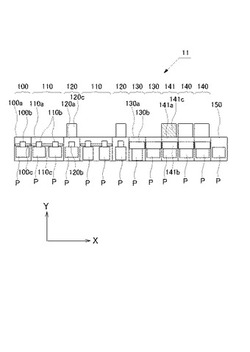
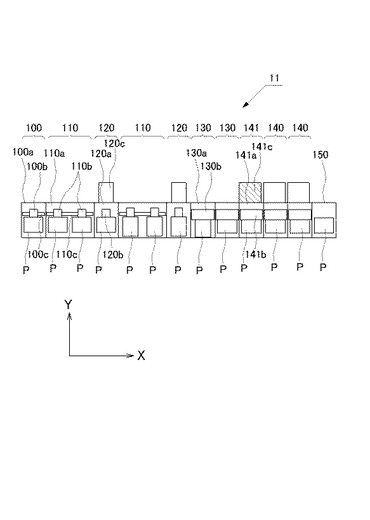
図3は表示基板モジュール組立ライン11のフロアレイアウトを示す平面図である。例えば図1(b)の構造のパネルPは、TFT基板1aおよびCF基板1bの2枚のガラス基板を貼り合せて液晶を封止した状態で、端子クリーナユニットに投入される。パネルPのTFT基板1aの端部にはTAB2aおよび2bを接続する電極群(図示せず)が薄膜プロセスにより形成されている。電極郡はアルミニウム合金薄膜の電極の表面に導電性の酸化膜を成膜してあるが、表面に直前の接着封止工程もしくは偏光板貼付工程などで付着した有機汚染物に代表される接着阻害物質や導電性や非導電性の微細異物が付着していることがある。そこで端子クリーナユニットでは架台100a上に走行機構100cに保持された端子クリーナヘッド100bが設けてあり、パネルPの端子部をイソプロピルアルコールを含浸したクリーニングテープで拭き取ることで清浄化する。パネルPはXYθの各軸方向に移動可能に支持されており、パネルPの設計に応じて任意の辺に設けた電極群を拭き取ることができる。図1(b)のパネルの場合は3辺に電極群があるためパネルPの方向を変えて、都合3回の拭き取りが行われる。なお、前工程である接着封止工程もしくは偏光板貼付工程などの特性から決まる汚染物質の特性や、選択したACFの接着特性に応じて端子クリーニングヘッド100bではイソプロピルアルコールに代えてアセトンなどのより溶解力の強い溶剤を用いる場合や、拭き取り機構に代えてオゾンプラズマ照射機構を設置し、拭き取りの代わりにプラズマクリーニングを行う場合もある。
【0020】
次に、パネルPはACF貼付ユニット110に送られる。ACF貼付ユニット110には架台110aに設けた走行機構110cに保持された2台のACF貼付ヘッド110bが設けてあり、パネルPの搬送アーム(図示せず)も2ユニットある。図1(b)のパネルPは長辺(ソース側)のTAB数が多いので2ユニットのACF貼付ヘッドで半分ずつの貼付を行う。
【0021】
次に、パネルPは搭載ユニット120に送られる。搭載ユニット120には架台120aに設けたパネルPの搬送アーム(図示せず)に対向して搭載ヘッド120bが設けられており、TAB2bの材料であるTABテープがリールに巻かれてTAB打抜部120cにセットされている。順次プレス加工によりパンチアウトされたTAB2bが搭載ヘッド120bにより、パネルPのACFに加圧加熱により搭載(仮圧着)される。
【0022】
更に、パネルPは2ユニット目のACF貼付ユニット110に送られる。このユニットではパネルPの2つの短辺(ゲート側)の端子群(図示せず)に、2個のACF貼付ユニットにより、それぞれACFの貼付が行われる。
【0023】
更に、パネルPは2ユニット目の搭載ユニット120に送られる。このユニットでは長辺(ソース側)のTAB2aが搭載される。
【0024】
以上によってTFT基板1aの3辺にTAB2が仮圧着された状態にあるので、次に本圧着を行う。本圧着ユニットは架台130aに設けた短辺(ゲート側)用本圧着部130bと長辺(ソース側)用本圧着部130cが設けてあり、パネルPの搬送アーム(図示せず)も2ユニットある。このため、長短各辺1回の本圧着を行うと、パネルPの短辺側の本圧着が1回不足することになる。従来はこのプロセスの場合、短辺側の本圧着部で2回目の圧着を行っていたため、圧着時間が倍必要となっていた。
【0025】
本発明では次のPCBユニット141を短辺用の本圧着ユニットに切り替え運転可能なPCB本圧着の兼用ユニットとして設計してあり、このPCBユニット141を切り替えて、不足していた一回分の本圧着動作を行う。この運転モードの場合、PCB供給部141cは休止し、PCB圧着部141bが本圧着部140bと同様の運転を行う。
【0026】
その後、パネルPの長辺側のTAB2bに2枚のPCB基板3a、3bを接続する。PCBユニット140は2台あるため、プロセス時間の無駄を生じることなく圧着が可能である。
【0027】
次に、本圧着ユニットに切り替え可能なPCBユニット141の構造について図4から図9を用いて説明する。
【0028】
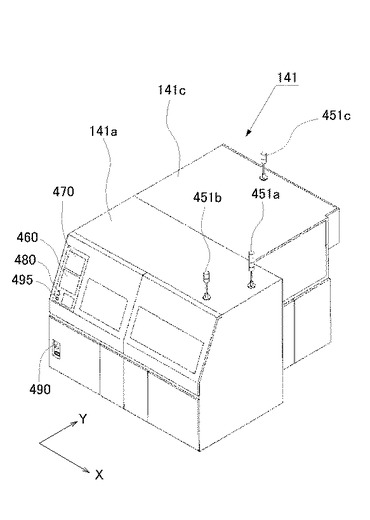
図4はPCBユニット141の正面側の外観を示す斜視図である。架台141aや、PCB供給部141c自体はPCBユニットの架台140aやPCB供給部140cとほぼ同様の構成であるが、以下の点で違いが有る。動作表示灯451は通常の運転表示用3色表示灯451aのほかに、ユニット表示灯451bと451cがある。451bが点灯して451cが非点灯の場合はPCBユニット141が本圧着モードで運転中であり、PCB供給部141cは稼動していないことを外部に表示している。
【0029】
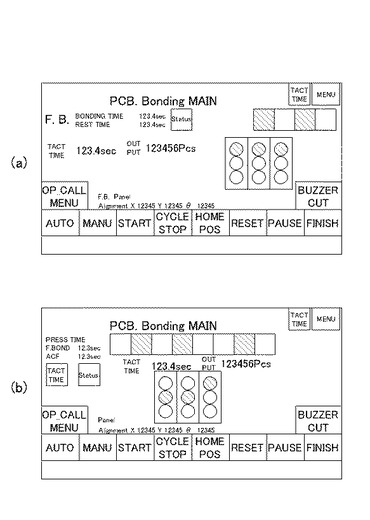
本圧着モードでは、液晶タッチパネル460は1ヘッドの本圧着部を有する本圧着ユニットとしての表示を行う。図9(a)に本圧着モードでのPCBユニット141の液晶タッチパネル460のメイン画面をしめす。(b)が通常時のPCB圧着モードでの表示である。画面下部のメニュー切り替えボタン、自動運転ボタン、手動運転ボタン、起動ボタン、サイクル停止ボタン、復帰ボタン、リセットボタン、休止ボタン、動作終了ボタン、鳴動停止ボタンは日々の運転で頻繁にオペレータが用いるボタンであるので、他のユニットとも共通の配置にしてあり、本圧着モードでもPCBモードでも違いはない。しかし画面上部のユニット名称表示や、全体運転表示ランプ類、個別ユニットの状態表示3色ランプ、ユニット特有の操作切り替えスイッチなどは、PCBユニットと本圧着ユニットでは配置を変えてあり、勘違いを軽減している。切り替え可能のPCBユニット141では動作モードを切り替えることで、画面表示のレイアウトを図9(a)と(b)で自動的に切り替えることで、オペレータ業務の勘違いを防いでいる。
【0030】
また、本圧着モードのときは監視画像の表示画面470を順次切り替える場合も、本圧着ユニット130には存在しないはずの背部のPCB供給部141c関係のカメラには切り替わらないようになっている。
【0031】
さらに、非常停止ボタン480の下部にキースイッチ495が設けてあり、PCBモードと本圧着モードの切り替えを含む重大な変更はキー操作を行わないと受け付けない構造になっている。このほか、機器の調整パラメータの変更などは階層ごとに許可レベルが異なるパスワードが設定されており、オペレータの誤操作で動作モードが切り替わってしまう恐れを軽減している。
【0032】
装置修理などハードウェアに関わる操作を行う場合は、電源遮断によって安全確保を行うことが多い。このため、ユニットブレーカ490は架台141aと背面のPCB供給部141cとで共通化してある。
【0033】
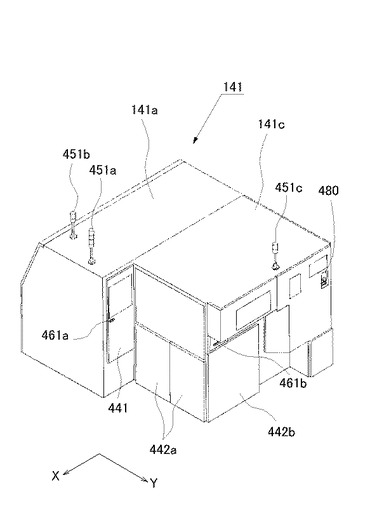
図5は背面側の斜視図である。本圧着側の架台141a背面には本圧着部の保護シート403の供給ドア441とドア操作スイッチ461aが設けてあり、こちらは本圧着モードでもPCBモードでも同様の働きを行い、ドア開放要求を行い、安全な状態ではドア開放許可表示がなされ、ドアを開いて操作を行うことが出来るが、ドア開放許可表示がない状態で強制的にドアを開くと非常停止になる。
【0034】
一方、PCB供給部141cの背面部にはPCBトレイ供給ドア442aと空トレイ回収ドア442bが設けられており、こちらにもドア操作スイッチ461bが設けられている。こちらは本圧着モードではPCB供給部141cは常に安全状態であるので、ドア開放要求を行うと、常にドア開放許可が表示されるが、PCBモードでは内部の動作状況によって開放許可が出るまで時間がかかる場合がある。ドア開放許可が表示されていない状態でドアを強制的に開くと、非常停止が発生するのは共通である。
【0035】
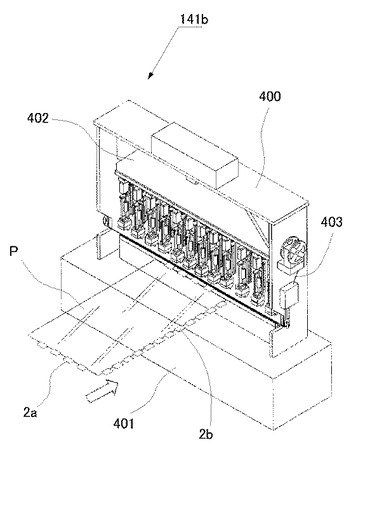
図6にPCB圧着ユニット141を本圧着モードにしたプロセス状態を示した。2辺のゲート側のTAB2aと、1辺のソース側のTAB2bが仮圧着されており、ゲート側の圧着に用いる中央部の4ヘッドだけが稼動状態で、他の加圧ヘッドは上に引き上げられており、加圧ベース402が下がっても加圧しない位置にある。この状態でパネルPを図示しない搬送アームで加圧ヘッドの下に挿入して加圧加熱することで本圧着がなされる。このとき、圧着部400の背面側に有るPCB供給部141cの内部は停止している。
【0036】
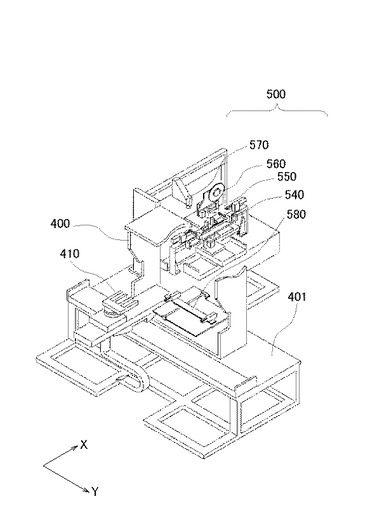
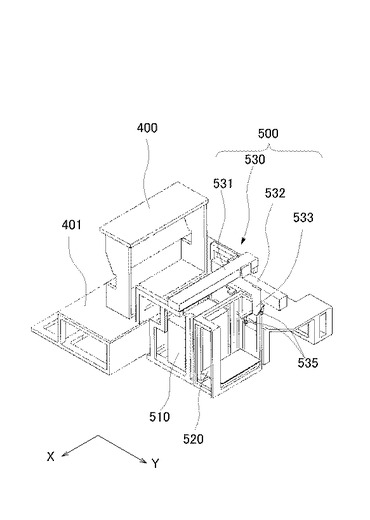
PCB供給部141cの内部を図7および図8に示す。本圧着部400は外殻の一部を残して除去して図示してある。
【0037】
PCB3はトレイに並べてトレイ供給部510にセットされる。ここでPCBはPCBアーム530により1枚ずつ取り出される。PCBアーム530はX軸531、Y軸532、Z軸533により3次元方向に移動可能で、θ方向に回転可能な手首部534に設けたチャック535でPCB3を取り出し、また、空になったPCBトレイをトレイ回収部520に移動させる。
【0038】
PCBアーム530により取り出されたACFが付いていないPCB3はPCBチャック540に渡され、一方、ACFが貼り付けられたPCB3はPCBアーム530によりPCBステージ550から取り出され、圧着側PCBチャック580に引き渡され、PCB圧着が成される。この間、ACFが付いていないPCB3はPCBチャック540からPCBステージ550に渡され、ACF貼り付けヘッド560によりACFが貼り付けられ、カメラ570によって貼付確認が成される。なお、圧着側PCBチャック580のベースプレートは搬送アーム410のY軸ベースとは上下に高さが異なっており、圧着側PCBチャック580が先端に出ていない状態では干渉することはない。
【0039】
以上本発明の一実施例を図3から図9を用いて説明したが、本発明はその趣旨を生かすため、以下の様な変形も可能である。
【0040】
図3では本圧着に切り替え可能なPCBユニット141は1台のみとしたが、本圧着ユニット130と切り替え可能なPCBユニット141、及びPCBユニット140の台数はその生産ラインで生産するべき製品であるパネルPの設計によって、自在に比率を代えて用いる。たとえば、PCB供給が必要なパネルPの生産数が少なく、またPCB3の種類も少ない場合はPCBユニット140は設けず、切り替え可能なPCBユニット141でラインを組むことも可能である。この場合は、生産数が多い品種であるPCB3を用いない製品の製造能力を高めることが出来る。
【0041】
同様に、本圧着ユニット130やPCBユニット140と前半のACF貼付ユニット110や搭載ユニット120の台数も製造すべきパネルPの設計によって適正な比率が変化することは当然である。また、本発明に併用して搭載ユニット120をTAB/COG兼用方式の搭載ユニットとすることで、一層のライン自由度を確保できることは当然である。
【0042】
図4ではキースイッチ495と液晶タッチパネル460の操作でPCBユニット141の動作モードをPCBモードと本圧着モードに切り替え可能としたが、ラインの管理によっては、キースイッチを省き、液晶タッチパネル460でのパスワードプロテクトのみで切り替えを可能にすることも可能である。この場合、キーの紛失などの人為的なミスを防止可能となる。
【0043】
更には、指紋認証や眼底パターン認証など個人認証システムの併用により暗証番号の盗み見や、合鍵の盗難などの事故を防ぐことも可能である。
【0044】
また第1の実施例では動作表示灯451を主たる3色表示灯1基と補助的な動作表示灯2式で構成したが、工場の機器管理の考え方にあわせて、3色表示灯を2基設けて架台141a部とPCB供給部141cそれぞれ独立に点灯表示することも可能である。さらに表示ランプの色数は3色に限定されるものではなく、工場での管理によっては4色表示とするなどの地域化を妨げるものではない。
【0045】
図5に示した背面ドアの管理も、開放要求と開放許可表示による方法を例示したが、これに限定されるものではなく、開放許可時以外はドアロックを自動的に掛け、外部から強制的に開かれた場合、物理的にシステム電源を切り離すドアロックシステムなど、地域・国家ごとの安全規則に準じた構成も可能である。
【符号の説明】
【0046】
P...パネル
1a...TFT基板
1b...CF基板
2...TAB
3...PCB
10...従来のモジュール組立ライン
11...本発明のモジュール組立ライン
100...端子クリーナユニット、100a...架台、
100b...端子クリーナヘッド、100c...走行機構
110...ACF貼付ユニット、110a...架台、
110b...ACF貼付ヘッド、110c...走行機構
120...搭載ユニット、120a...架台、
120b...搭載ヘッド、120c...TAB打抜部
130...本圧着ユニット、130a...架台、
130b...本圧着部
140...PCBユニット、140a...架台、
140b...PCB圧着部、140c...PCB供給部
150...排出ユニット
400...本圧着フレーム
401...下部フレーム
410...搬送アーム
510...トレイ供給部
520...トレイ回収部
530...PCBアーム
540...PCBチャック
550...PCBステージ
560...ACF貼り付けヘッド
570...カメラ
580...圧着側PCBチャック580
【技術分野】
【0001】
本発明は、液晶や有機EL(Electro-Luminescence)、プラズマなどのFPD(Flat Panel Display)の表示基板の周辺に駆動ICの搭載やCOF(Chip on Film),FPC(Flexible Printed Circuit-board)などのいわゆるTAB(Tape Automated Bonding)接続および周辺基板(PCB、Printed Circuit Board)を実装する実装処理作業装置及びそれ等から構成される表示基板モジュール組立ラインに関するものである。より具体的には、例えば、TABやICを搭載する処理作業に好適な基板固定ベースを有する実装処理作業装置及び実装処理作業方法並びに実装処理作業装置または実装処理作業方法に基づいて構成される表示基板モジュール組立ラインまたは表示基板モジュール組立方法に関するものである。
【背景技術】
【0002】
表示基板モジュール組立ラインは、液晶、プラズマなどのFPDの表示基板(以下、基本的には単に基板と略し、その他の基板、例えばPCBの場合はPCB基板と明記する)に、複数の処理作業工程を順次行なうことで、該基板の周辺に、駆動IC、TABおよびPCB基板などを実装する装置である。
【0003】
例えば、処理工程の一例としては、(1)基板端部のTAB貼付け部を清掃する端子クリーニング工程、(2)清掃後の基板端部に異方性導電フィルム(ACF、Anisotropic Conductive Film)を貼付けるACF工程、(3)基板のACFを貼付けた位置に、TABやICを位置決めして搭載する搭載工程、(4)搭載したTABやICを加熱圧着することで、ACFにより固定する圧着工程、(5)TABの基板側と反対側に、予めACFを貼り付けたPCB基板を貼付け搭載するPCB工程(複数の工程からなる)などからなる。なお、ACFは接合する部材のどちらか一方に予め貼り付けられていれば良く、上記の処理工程の別な例として、ACFをTABやICの側に予め貼付けする構成も可能である。さらには、処理する基板の辺の数や処理するTABやICの数などで各処理装置の数や基板を回転する処理装置などが必要となる。
【0004】
このような一連の工程を経ることによって、基板上の電極とTABやIC等に設けた電極との間を熱圧着することによって、ACF内部の導電性粒子を介して電気的な接続がなされる。なお、このとき同時に、ACF基材樹脂の硬化により、基板とTABやIC等が機械的にも接着される。
【0005】
一般的に、表示基板モジュール組立ラインは、パネル搬入ステージを兼ねた端子クリーナユニット、ACFテープをパネルに貼り付けるACF貼付ユニット、TABなどの電子部品を搭載する搭載ユニット、前記の電子部品を固定する本圧着ユニット、さらにTAB部品の外側に印刷基板を接続するPCBユニット、排出ユニットから構成され、必要に応じて検査ユニットや樹脂塗布ユニットなどが付加されることもある。このような構成を有する表示基板モジュール組立ラインは、例えば特開2009−135289号公報(特許文献1)に例示されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2009−135289号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ここで、近年の表示基板モジュールの設計の変化について述べる。初期の表示基板モジュールの形状は、例えば図2(b)に示した様にパネルの周辺3辺にそれぞれ複数のTAB部品が接続され、さらに前記3辺のそれぞれにPCBが接続される設計が主流であった。これに対し、近年の大型表示基板モジュールでは表示画素数の増大やパネルサイズの拡大と部材コストや工程コストを軽減するため、図1(b)に示すように、PCBを長辺(ソース側)にのみ接続し、短辺(ゲート側)にはTAB部品もしくはICチップの直接搭載(COG)構造としPCBを省略する設計が増えている。この場合、大面積の表示パネルでは、長辺方向が長いため単独のPCB基板を用いることが現実的ではないので2枚のPCB基板を並べて用いることが多い。
【0008】
現実的には、中型の初期設計の表示パネルと大型の新設計の表示パネルが同一生産工場で切り替え生産することが多く、このような場合には図1(a)および図2(a)に示した如く、それぞれの必要プロセスを包含する構成の表示基板モジュール組立ライン1を設置し、生産する品種に応じて稼動するユニットを切り替えて生産している。図1(b)のパネルを生産する場合には、生産する品種が2枚のPCBを接続する品種であるので、図1(a)に示した如く、表示基板モジュール組立ライン1に3セット用意されているPCBユニット140の内、ハッチングを施した1台は休止することになる。一方、図2(b)のパネルを生産する場合には、生産する品種TAB数が少なく3枚のPCBを接続する品種であるので、図1(a)に示した如く、表示基板モジュール組立ライン1に2セット用意されているACF貼付ユニット110と搭載ユニット120のハッチングを施した1セットは休止する。このように複数の品種を切り替えて生産する場合、装置の稼働状況に無駄を生じていた。この場合、本圧着ユニットは長辺一回と短辺2回の圧着が必要だが、圧着部が各1セットなので、短辺側の圧着時間が2倍となり、全体のスループットを低下させている。PCBユニットは3辺のPCBがそれぞれ別設計の場合が多いので、3台独立に必要であり、実際の稼働時間は半分に留まる。
【0009】
本発明の目的は、上記課題に対し、特にプロセス時間が長く、全体のタクトを規定する傾向が大きい本圧着ユニットとPCBユニットに相互に互換性を付与し、品種切り替えに伴う生産性の低下を防止することにある。
【課題を解決するための手段】
【0010】
上記目的を達成するために、液晶ディスプレイや有機ELディスプレイなどのFPDパネルに電子部品を実装組立するFPDパネルモジュールの実装組立装置の発明としては、本圧着ユニットとPCBユニットのいずれにも切り替え可能な圧着ユニットを設けたことを特徴としている。
【0011】
ここで、PCBユニットを擬似的に本圧着ユニットと同等に稼動させるための、パスワード保護つきの設定切り替え仮想スイッチを操作画面に設け、相互に切り替え可能にした。
【0012】
また、PCBユニットを擬似的に本圧着ユニットと同等に稼動させるための、キー保護つきの設定切り替えスイッチを操作パネルに設け、相互に切り替え可能にした。
【0013】
また、操作作業員からみて、現在の稼動状態がPCBユニットモードであるか、本圧着モードであるか混乱しないように、PCBユニットの主操作画面と、本圧着ユニットの主操作画面を異なった外観とし、稼動状態に併せて切り替え表示可能とし誤操作を防止した。
【0014】
また、操作作業員からみて、現在の稼動状態がPCBユニットモードであるか、本圧着モードであるか混乱しないように、PCBユニットのPCB供給部の稼働状況表示ライトはPCBユニット架台とは独立して設け、本圧着モードで稼動する場合は点灯させない切替機構を設け、稼動状態に併せて切り替え表示可能とし誤操作を防止した。
【0015】
そして、FPDの実装組立方法の発明は、液晶ディスプレイや有機ELディスプレイなどのFPDパネルに電子部品を実装組立するFPDパネルモジュールの実装組立を行うものであって、FPDパネルの品種切り替え時に、すくなくとも1つの圧着ユニットを本圧着ユニットとPCBユニットのいずれかに切り替えることを特徴する。
【発明の効果】
【0016】
本発明に拠れば、PCBユニットの一部または全部に擬似本圧着ユニットへの稼働状況切替機構を設けることで、異なる設計の表示パネルを生産する場合でも、製造ラインの各ユニットの負荷をバランスよく配分でき、生産能力の低下を回避できる利点がある。
【図面の簡単な説明】
【0017】
【図1】従来の表示基板モジュール組立ラインで大型表示パネルを生産する場合の稼動状態と、大型表示パネルを示す図である。
【図2】従来の表示基板モジュール組立ラインで中型表示パネルを生産する場合の稼動状態と、中型表示パネルを示す図である。
【図3】本発明の表示基板モジュール組立ラインで中型表示パネルを生産する場合の稼動状態を示す図である。
【図4】本発明の切り替え可能なPCBユニットを正面側からみた斜視図である。
【図5】本発明の切り替え可能なPCBユニットの背面側からみた斜視図である。
【図6】本発明の圧着部のPCB圧着状況を示す斜視図である。
【図7】本発明の切り替え可能なPCBユニットの内部構造を示す斜視図である。
【図8】本発明の切り替え可能なPCBユニットの内部構造を示す別な斜視図である。
【図9】本発明のPCBユニットの操作画面の切り替え状況を示す図である。
【発明を実施するための形態】
【0018】
以下、本発明の主要部たる切り替え可能なPCBユニットと、それを用いた表示基板モジュール組立ライン、および表示基板モジュールの生産方式の説明を図3から図9を用いて行う。なお、本発明で実装組立する表示基板モジュールの概略構造は図1(b)および図2(b)に示した。
【0019】
図3は表示基板モジュール組立ライン11のフロアレイアウトを示す平面図である。例えば図1(b)の構造のパネルPは、TFT基板1aおよびCF基板1bの2枚のガラス基板を貼り合せて液晶を封止した状態で、端子クリーナユニットに投入される。パネルPのTFT基板1aの端部にはTAB2aおよび2bを接続する電極群(図示せず)が薄膜プロセスにより形成されている。電極郡はアルミニウム合金薄膜の電極の表面に導電性の酸化膜を成膜してあるが、表面に直前の接着封止工程もしくは偏光板貼付工程などで付着した有機汚染物に代表される接着阻害物質や導電性や非導電性の微細異物が付着していることがある。そこで端子クリーナユニットでは架台100a上に走行機構100cに保持された端子クリーナヘッド100bが設けてあり、パネルPの端子部をイソプロピルアルコールを含浸したクリーニングテープで拭き取ることで清浄化する。パネルPはXYθの各軸方向に移動可能に支持されており、パネルPの設計に応じて任意の辺に設けた電極群を拭き取ることができる。図1(b)のパネルの場合は3辺に電極群があるためパネルPの方向を変えて、都合3回の拭き取りが行われる。なお、前工程である接着封止工程もしくは偏光板貼付工程などの特性から決まる汚染物質の特性や、選択したACFの接着特性に応じて端子クリーニングヘッド100bではイソプロピルアルコールに代えてアセトンなどのより溶解力の強い溶剤を用いる場合や、拭き取り機構に代えてオゾンプラズマ照射機構を設置し、拭き取りの代わりにプラズマクリーニングを行う場合もある。
【0020】
次に、パネルPはACF貼付ユニット110に送られる。ACF貼付ユニット110には架台110aに設けた走行機構110cに保持された2台のACF貼付ヘッド110bが設けてあり、パネルPの搬送アーム(図示せず)も2ユニットある。図1(b)のパネルPは長辺(ソース側)のTAB数が多いので2ユニットのACF貼付ヘッドで半分ずつの貼付を行う。
【0021】
次に、パネルPは搭載ユニット120に送られる。搭載ユニット120には架台120aに設けたパネルPの搬送アーム(図示せず)に対向して搭載ヘッド120bが設けられており、TAB2bの材料であるTABテープがリールに巻かれてTAB打抜部120cにセットされている。順次プレス加工によりパンチアウトされたTAB2bが搭載ヘッド120bにより、パネルPのACFに加圧加熱により搭載(仮圧着)される。
【0022】
更に、パネルPは2ユニット目のACF貼付ユニット110に送られる。このユニットではパネルPの2つの短辺(ゲート側)の端子群(図示せず)に、2個のACF貼付ユニットにより、それぞれACFの貼付が行われる。
【0023】
更に、パネルPは2ユニット目の搭載ユニット120に送られる。このユニットでは長辺(ソース側)のTAB2aが搭載される。
【0024】
以上によってTFT基板1aの3辺にTAB2が仮圧着された状態にあるので、次に本圧着を行う。本圧着ユニットは架台130aに設けた短辺(ゲート側)用本圧着部130bと長辺(ソース側)用本圧着部130cが設けてあり、パネルPの搬送アーム(図示せず)も2ユニットある。このため、長短各辺1回の本圧着を行うと、パネルPの短辺側の本圧着が1回不足することになる。従来はこのプロセスの場合、短辺側の本圧着部で2回目の圧着を行っていたため、圧着時間が倍必要となっていた。
【0025】
本発明では次のPCBユニット141を短辺用の本圧着ユニットに切り替え運転可能なPCB本圧着の兼用ユニットとして設計してあり、このPCBユニット141を切り替えて、不足していた一回分の本圧着動作を行う。この運転モードの場合、PCB供給部141cは休止し、PCB圧着部141bが本圧着部140bと同様の運転を行う。
【0026】
その後、パネルPの長辺側のTAB2bに2枚のPCB基板3a、3bを接続する。PCBユニット140は2台あるため、プロセス時間の無駄を生じることなく圧着が可能である。
【0027】
次に、本圧着ユニットに切り替え可能なPCBユニット141の構造について図4から図9を用いて説明する。
【0028】
図4はPCBユニット141の正面側の外観を示す斜視図である。架台141aや、PCB供給部141c自体はPCBユニットの架台140aやPCB供給部140cとほぼ同様の構成であるが、以下の点で違いが有る。動作表示灯451は通常の運転表示用3色表示灯451aのほかに、ユニット表示灯451bと451cがある。451bが点灯して451cが非点灯の場合はPCBユニット141が本圧着モードで運転中であり、PCB供給部141cは稼動していないことを外部に表示している。
【0029】
本圧着モードでは、液晶タッチパネル460は1ヘッドの本圧着部を有する本圧着ユニットとしての表示を行う。図9(a)に本圧着モードでのPCBユニット141の液晶タッチパネル460のメイン画面をしめす。(b)が通常時のPCB圧着モードでの表示である。画面下部のメニュー切り替えボタン、自動運転ボタン、手動運転ボタン、起動ボタン、サイクル停止ボタン、復帰ボタン、リセットボタン、休止ボタン、動作終了ボタン、鳴動停止ボタンは日々の運転で頻繁にオペレータが用いるボタンであるので、他のユニットとも共通の配置にしてあり、本圧着モードでもPCBモードでも違いはない。しかし画面上部のユニット名称表示や、全体運転表示ランプ類、個別ユニットの状態表示3色ランプ、ユニット特有の操作切り替えスイッチなどは、PCBユニットと本圧着ユニットでは配置を変えてあり、勘違いを軽減している。切り替え可能のPCBユニット141では動作モードを切り替えることで、画面表示のレイアウトを図9(a)と(b)で自動的に切り替えることで、オペレータ業務の勘違いを防いでいる。
【0030】
また、本圧着モードのときは監視画像の表示画面470を順次切り替える場合も、本圧着ユニット130には存在しないはずの背部のPCB供給部141c関係のカメラには切り替わらないようになっている。
【0031】
さらに、非常停止ボタン480の下部にキースイッチ495が設けてあり、PCBモードと本圧着モードの切り替えを含む重大な変更はキー操作を行わないと受け付けない構造になっている。このほか、機器の調整パラメータの変更などは階層ごとに許可レベルが異なるパスワードが設定されており、オペレータの誤操作で動作モードが切り替わってしまう恐れを軽減している。
【0032】
装置修理などハードウェアに関わる操作を行う場合は、電源遮断によって安全確保を行うことが多い。このため、ユニットブレーカ490は架台141aと背面のPCB供給部141cとで共通化してある。
【0033】
図5は背面側の斜視図である。本圧着側の架台141a背面には本圧着部の保護シート403の供給ドア441とドア操作スイッチ461aが設けてあり、こちらは本圧着モードでもPCBモードでも同様の働きを行い、ドア開放要求を行い、安全な状態ではドア開放許可表示がなされ、ドアを開いて操作を行うことが出来るが、ドア開放許可表示がない状態で強制的にドアを開くと非常停止になる。
【0034】
一方、PCB供給部141cの背面部にはPCBトレイ供給ドア442aと空トレイ回収ドア442bが設けられており、こちらにもドア操作スイッチ461bが設けられている。こちらは本圧着モードではPCB供給部141cは常に安全状態であるので、ドア開放要求を行うと、常にドア開放許可が表示されるが、PCBモードでは内部の動作状況によって開放許可が出るまで時間がかかる場合がある。ドア開放許可が表示されていない状態でドアを強制的に開くと、非常停止が発生するのは共通である。
【0035】
図6にPCB圧着ユニット141を本圧着モードにしたプロセス状態を示した。2辺のゲート側のTAB2aと、1辺のソース側のTAB2bが仮圧着されており、ゲート側の圧着に用いる中央部の4ヘッドだけが稼動状態で、他の加圧ヘッドは上に引き上げられており、加圧ベース402が下がっても加圧しない位置にある。この状態でパネルPを図示しない搬送アームで加圧ヘッドの下に挿入して加圧加熱することで本圧着がなされる。このとき、圧着部400の背面側に有るPCB供給部141cの内部は停止している。
【0036】
PCB供給部141cの内部を図7および図8に示す。本圧着部400は外殻の一部を残して除去して図示してある。
【0037】
PCB3はトレイに並べてトレイ供給部510にセットされる。ここでPCBはPCBアーム530により1枚ずつ取り出される。PCBアーム530はX軸531、Y軸532、Z軸533により3次元方向に移動可能で、θ方向に回転可能な手首部534に設けたチャック535でPCB3を取り出し、また、空になったPCBトレイをトレイ回収部520に移動させる。
【0038】
PCBアーム530により取り出されたACFが付いていないPCB3はPCBチャック540に渡され、一方、ACFが貼り付けられたPCB3はPCBアーム530によりPCBステージ550から取り出され、圧着側PCBチャック580に引き渡され、PCB圧着が成される。この間、ACFが付いていないPCB3はPCBチャック540からPCBステージ550に渡され、ACF貼り付けヘッド560によりACFが貼り付けられ、カメラ570によって貼付確認が成される。なお、圧着側PCBチャック580のベースプレートは搬送アーム410のY軸ベースとは上下に高さが異なっており、圧着側PCBチャック580が先端に出ていない状態では干渉することはない。
【0039】
以上本発明の一実施例を図3から図9を用いて説明したが、本発明はその趣旨を生かすため、以下の様な変形も可能である。
【0040】
図3では本圧着に切り替え可能なPCBユニット141は1台のみとしたが、本圧着ユニット130と切り替え可能なPCBユニット141、及びPCBユニット140の台数はその生産ラインで生産するべき製品であるパネルPの設計によって、自在に比率を代えて用いる。たとえば、PCB供給が必要なパネルPの生産数が少なく、またPCB3の種類も少ない場合はPCBユニット140は設けず、切り替え可能なPCBユニット141でラインを組むことも可能である。この場合は、生産数が多い品種であるPCB3を用いない製品の製造能力を高めることが出来る。
【0041】
同様に、本圧着ユニット130やPCBユニット140と前半のACF貼付ユニット110や搭載ユニット120の台数も製造すべきパネルPの設計によって適正な比率が変化することは当然である。また、本発明に併用して搭載ユニット120をTAB/COG兼用方式の搭載ユニットとすることで、一層のライン自由度を確保できることは当然である。
【0042】
図4ではキースイッチ495と液晶タッチパネル460の操作でPCBユニット141の動作モードをPCBモードと本圧着モードに切り替え可能としたが、ラインの管理によっては、キースイッチを省き、液晶タッチパネル460でのパスワードプロテクトのみで切り替えを可能にすることも可能である。この場合、キーの紛失などの人為的なミスを防止可能となる。
【0043】
更には、指紋認証や眼底パターン認証など個人認証システムの併用により暗証番号の盗み見や、合鍵の盗難などの事故を防ぐことも可能である。
【0044】
また第1の実施例では動作表示灯451を主たる3色表示灯1基と補助的な動作表示灯2式で構成したが、工場の機器管理の考え方にあわせて、3色表示灯を2基設けて架台141a部とPCB供給部141cそれぞれ独立に点灯表示することも可能である。さらに表示ランプの色数は3色に限定されるものではなく、工場での管理によっては4色表示とするなどの地域化を妨げるものではない。
【0045】
図5に示した背面ドアの管理も、開放要求と開放許可表示による方法を例示したが、これに限定されるものではなく、開放許可時以外はドアロックを自動的に掛け、外部から強制的に開かれた場合、物理的にシステム電源を切り離すドアロックシステムなど、地域・国家ごとの安全規則に準じた構成も可能である。
【符号の説明】
【0046】
P...パネル
1a...TFT基板
1b...CF基板
2...TAB
3...PCB
10...従来のモジュール組立ライン
11...本発明のモジュール組立ライン
100...端子クリーナユニット、100a...架台、
100b...端子クリーナヘッド、100c...走行機構
110...ACF貼付ユニット、110a...架台、
110b...ACF貼付ヘッド、110c...走行機構
120...搭載ユニット、120a...架台、
120b...搭載ヘッド、120c...TAB打抜部
130...本圧着ユニット、130a...架台、
130b...本圧着部
140...PCBユニット、140a...架台、
140b...PCB圧着部、140c...PCB供給部
150...排出ユニット
400...本圧着フレーム
401...下部フレーム
410...搬送アーム
510...トレイ供給部
520...トレイ回収部
530...PCBアーム
540...PCBチャック
550...PCBステージ
560...ACF貼り付けヘッド
570...カメラ
580...圧着側PCBチャック580
【特許請求の範囲】
【請求項1】
液晶ディスプレイや有機ELディスプレイなどのFPDパネルに電子部品を実装組立するFPDパネルモジュールの実装組立装置において、本圧着ユニットとPCBユニットのいずれにも切り替え可能な圧着ユニットを設けたことを特徴とするFPCの実装組立装置。
【請求項2】
請求項1記載のFPDパネルモジュールの実装組立装置において、切り替えに対しては切り替え機構を設けたことを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項3】
請求項2記載のFPDパネルモジュールの実装組立装置において、前記切り替え機構は物理的キーロックによる保護機構であることを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項4】
請求項2記載のFPDパネルモジュールの実装組立装置において、前記切り替え機構は暗証キー操作や生体認識方式によるソフトウェア保護機構であることを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項5】
請求項1記載のFPDパネルモジュールの実装組立装置において、運転モードの切り替えに対し、外部からの誤操作を防止するための切替表示機構を設けたことを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項6】
請求項5記載のFPDパネルモジュールの実装組立装置において、前記切替表示機構は表示ランプや自照スイッチなどの表示部品による表示であることを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項7】
請求項5記載のFPDパネルモジュールの実装組立装置において、前記切替表示機構は液晶タッチパネルなどのソフトウェアによる表示であり、予めPCBユニットと本圧着ユニットのデザインを変えておき、切り替えによって一方に近いデザインとすることを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項8】
液晶ディスプレイや有機ELディスプレイなどのFPDパネルに電子部品を実装組立するFPDパネルモジュールの実装組立を行うものであって、FPDパネルの品種切り替え時に、少なくとも1つの圧着ユニットを本圧着ユニットとPCBユニットのいずれかに切り替えることを特徴するFPDの実装組立方法。
【請求項1】
液晶ディスプレイや有機ELディスプレイなどのFPDパネルに電子部品を実装組立するFPDパネルモジュールの実装組立装置において、本圧着ユニットとPCBユニットのいずれにも切り替え可能な圧着ユニットを設けたことを特徴とするFPCの実装組立装置。
【請求項2】
請求項1記載のFPDパネルモジュールの実装組立装置において、切り替えに対しては切り替え機構を設けたことを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項3】
請求項2記載のFPDパネルモジュールの実装組立装置において、前記切り替え機構は物理的キーロックによる保護機構であることを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項4】
請求項2記載のFPDパネルモジュールの実装組立装置において、前記切り替え機構は暗証キー操作や生体認識方式によるソフトウェア保護機構であることを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項5】
請求項1記載のFPDパネルモジュールの実装組立装置において、運転モードの切り替えに対し、外部からの誤操作を防止するための切替表示機構を設けたことを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項6】
請求項5記載のFPDパネルモジュールの実装組立装置において、前記切替表示機構は表示ランプや自照スイッチなどの表示部品による表示であることを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項7】
請求項5記載のFPDパネルモジュールの実装組立装置において、前記切替表示機構は液晶タッチパネルなどのソフトウェアによる表示であり、予めPCBユニットと本圧着ユニットのデザインを変えておき、切り替えによって一方に近いデザインとすることを特徴とする、FPDパネルモジュールの実装組立装置。
【請求項8】
液晶ディスプレイや有機ELディスプレイなどのFPDパネルに電子部品を実装組立するFPDパネルモジュールの実装組立を行うものであって、FPDパネルの品種切り替え時に、少なくとも1つの圧着ユニットを本圧着ユニットとPCBユニットのいずれかに切り替えることを特徴するFPDの実装組立方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2011−232696(P2011−232696A)
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願番号】特願2010−105414(P2010−105414)
【出願日】平成22年4月30日(2010.4.30)
【出願人】(501387839)株式会社日立ハイテクノロジーズ (4,325)
【Fターム(参考)】
【公開日】平成23年11月17日(2011.11.17)
【国際特許分類】
【出願日】平成22年4月30日(2010.4.30)
【出願人】(501387839)株式会社日立ハイテクノロジーズ (4,325)
【Fターム(参考)】
[ Back to top ]