
FPDモジュールの組立装置
【課題】表示基板の位置を検出する際に表示基板の反りや撓みを矯正して、位置合わせの精度を向上させることができるようにする。
【解決手段】FPDモジュールの組立装置20は、表示基板10を搬送する搬送台403と、表示基板10の縁辺に処理を行う処理ヘッド405と、位置検出部42と、位置検出補助部材43とを備えている。位置検出部42は、処理ヘッド405と搬送台403の間に配置されて表示基板10の位置を検出している。そして、位置検出補助部材43は、位置検出部42によって表示基板10の位置を検出する際に、処理ヘッド405の下刃44よりも鉛直方向の上方で表示基板10に当接し、且つ表示基板10を支持することで表示基板10の撓み及び/又は反りを矯正する。
【解決手段】FPDモジュールの組立装置20は、表示基板10を搬送する搬送台403と、表示基板10の縁辺に処理を行う処理ヘッド405と、位置検出部42と、位置検出補助部材43とを備えている。位置検出部42は、処理ヘッド405と搬送台403の間に配置されて表示基板10の位置を検出している。そして、位置検出補助部材43は、位置検出部42によって表示基板10の位置を検出する際に、処理ヘッド405の下刃44よりも鉛直方向の上方で表示基板10に当接し、且つ表示基板10を支持することで表示基板10の撓み及び/又は反りを矯正する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶や有機ELなどのFPD(Flat Panel Display)の表示基板に搭載部品を実装し、FPDモジュールを組み立てるFPDモジュールの組立装置に関するものである。
【背景技術】
【0002】
FPDとしては、例えば、液晶ディスプレイや有機EL(Electro-Luminescence)ディスプレイ、プラズマディスプレイなどがある。このFPDにおける表示基板の周縁部には、駆動ICの搭載や、COF、FPCなどのTAB接続が行われる。また、表示基板の周辺には、例えば、PCB(Printed Circuit Board)などの周辺基板が実装される。その結果、FPDモジュールが組み立てられる。
【0003】
FPDモジュールの組立装置は、複数の処理作業工程を順次行なうことで、FPDの表示基板における周縁部および周辺に、駆動IC、TABおよびPCBなどの搭載部品を実装し、FPDモジュールを組み立てるライン装置である。
【0004】
FPDモジュールの組立ラインにおける処理工程の一例としては、(1)基板端部のTAB貼付け部を清掃する端子クリーニング工程と、(2)清掃後の基板端部に異方性導電フィルム(ACF:AnisotropicConductive Film)を貼り付けるACF工程がある。また、(3)基板のACFを貼り付けた位置に、TABやIC等の搭載部品を位置決めして仮圧着する仮圧着工程と、(4)搭載した搭載部品を加熱圧着してACFにより固定する本圧着工程がある。さらに、(5)搭載部品の基板側と反対側に、予めACFを貼り付けたPCB基板を貼付け搭載するPCB工程がある。なお、PCB工程は、複数の工程からなっている。
【0005】
また、表示基板に搭載部品を搭載する際には、表示基板と搭載部品との位置を正確に合わせる必要がある。そのため、従来では、表示基板の角部にアライメントマークを設けている。そして、処理を行う前に、処理ヘッドの前方に配置された位置検出部によって表示基板に設けたアライメントマークを検出することで、表示基板の位置を検出し、この検出した表示基板の位置情報に基づいて各工程の処理ヘッドに対する表示基板の位置を調節している(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−114811号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、表示基板は、薄い平板状に形成されている。また、表示基板は、処理ヘッドによって処理を行うために、処理を行う一辺側を搬送台の搬送面から処理ヘッド側に向けて張り出した状態で搬送台に搭載されている。そのため、搬送台に搭載されているときには、張り出した部分が自重によって反りや撓みが生じていた。
【0008】
そして、従来のFPDモジュールの組立装置では、表示基板に反りや撓みが発生した状態で表示基板の位置検出を行っていた。その結果、表示基板の反りや撓みによって誤差が生じ、位置決め精度が低下する、という問題を有していた。
【0009】
本発明の目的は、上記の問題点を考慮し、表示基板の位置を検出する際に表示基板の反りや撓みを矯正して、位置合わせの精度を向上させることができるFPDモジュールの組立装置を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決し、本発明の目的を達成するため、本発明のFPDモジュールの組立装置は、表示基板を搬送する搬送台と、表示基板の縁辺に処理に対して各種処理作業を行う複数の処理ユニットにそれぞれ設けられ、前記表示基板に設けられた端子部に処理を行う処理ヘッドと、クリーニング処理、ACF貼付処理、搭載部品の搭載処理又は前記搭載部品の本圧着処理を行う処理ヘッドと、処理ヘッドと搬送台の間に配置されて表示基板の位置を検出する位置検出部と、を備えている。更に、位置検出部によって表示基板の位置を検出する際に、処理ヘッドの下刃よりも鉛直方向の上方で表示基板に当接し、かつ表示基板を支持することで表示基板の撓み及び/又は反りを矯正する位置検出補助部材を備えている。
【発明の効果】
【0011】
本発明のFPDモジュールの組立装置によれば、位置検出を行う際に、位置検出補助部材によって表示基板の撓みを矯正している。これにより、表示基板の位置検出を正確に行うことができ、処理ヘッドと表示基板の位置合わせの精度を向上させることができる。
【0012】
また、この位置検出補助部材は、処理ヘッドの下刃よりも上方で表示基板に当接し支持している。そのため、表示基板に搭載部品が搭載されていても、表示基板から垂れ下がった搭載部品が処理ヘッドに接触することがない。
【図面の簡単な説明】
【0013】
【図1】本発明のFPDモジュールの組立装置によって実装組立を行うFPDモジュールの概略構成を示す平面図である。
【図2】本発明のFPDモジュールの組立装置の実施の形態例を示すフロアレイアウト図である。
【図3】本発明のFPDモジュールの組立装置の実施の形態例にかかる本圧着ユニットを示す斜視図である。
【図4】図3に示す本圧着ユニットにかかる位置検出補助部材の昇降機構の一例を示す概略構成図である。
【図5】図3に示す本圧着ユニットにかかる位置検出補助部材の昇降機構の他の例を示す概略構成図である。
【図6】図3に示す本圧着ユニットにおける表示基板の位置検出を行う前の状態を示す概略構成図である。
【図7】図3に示す本圧着ユニットにおける表示基板の位置検出を行う状態を示す概略構成図である。
【図8】図3に示す本圧着ユニットにおける本圧着動作を行う状態を示す概略構成図である。
【発明を実施するための形態】
【0014】
以下、本発明のFPD(フラットパネルディスプレイ)モジュールの組立装置の実施の形態例(以下、「本例」という。)について、図1〜図8を参照して説明する。なお、各図において共通の部材には、同一の符号を付している。また、本発明は、以下の形態に限定されるものではない。
なお、説明は以下の順序で行う。
1.FPDモジュールの構成例
2.FPDモジュールの組立装置の構成例
3.本圧着ユニットの動作例
【0015】
1.FPDモジュールの構成例
まず、FPDモジュールについて、図1を参照して説明する。
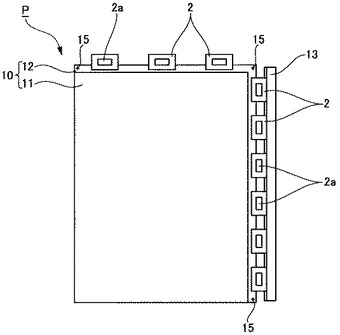
図1は、本発明で実装組立を行うFPDモジュールの概略構成を示す平面図である。
【0016】
図1に示すように、FPDモジュールPは、略長方形状に形成された表示基板10の縁辺に設けられた端部に搭載部品の一例を示すTAB2を複数実装したものである。具体的には、表示基板10の縁辺である短辺に3枚のTAB2を実装すると共に、長辺に6枚のTAB2を実装している。また、このTAB2は、ICチップからなる電子部品2aが搭載され、表示基板10の長辺側には、1枚のPCB13が接続されている。
【0017】
また、表示基板10は、カラーフィルタ基板11と、TFT(Thin Film Transistor)アレイ基板12と、カラーフィルタ基板11とTFTアレイ基板12の間に封入される液晶とから構成されている。
【0018】
更に、表示基板10の角部には、十字状のアライメントマーク15が付されている。なお、アライメントマーク15の形状は、十字状に限定されるものではなく、例えば一本線やその他の形状であってもよい。このアライメントマーク15は、表示基板10の位置合わせを行う際に、後述する位置検出部の一例を示す撮像装置42によって撮像されるマークである(図3参照)。この撮像されたアライメントマーク15の位置情報に基づいて、表示基板10を載置した搬送ステージを移動させることにより、処理ヘッドに対する表示基板10の姿勢(X,Y,θ)の補正と位置合わせが行われる。
【0019】
しかしながら、表示基板10に実装するTAB2の数は、上述した数に限定されるものではなく、例えば表示基板10の長辺に4枚のTAB2を実装するようにしてもよく、または表示基板10の長辺のみにTAB2を実装してもよい。
【0020】
2.FPDモジュールの組立ラインの構成例
次に、本発明のFPDモジュールの組立装置の実施の形態例であるFPDモジュールの組立ラインについて、図2を参照して説明する。
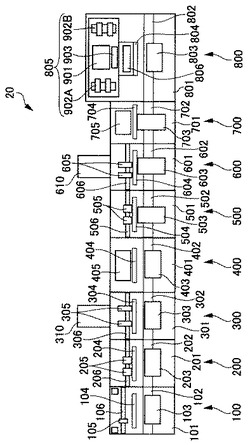
図2は、FPDモジュールの組立ライン全体を示すフロアレイアウト図である。
【0021】
本例のFPDモジュールの組立ライン20は、上流側(図2の左側)から下流側(右側)に向かって液晶やプラズマなどのFPDの表示基板10を順次搬送しながら、FPDモジュールPを組み立てる組立ライン装置である。
【0022】
図2に示すように、FPDモジュールの組立ライン20は、端子クリーニングユニット100と、第1のACF貼付ユニット200と、第1の仮圧着ユニット300と、第1の本圧着ユニット400を備えている。更に、FPDモジュールの組立ライン20は、第2のACF貼付ユニット500と、第2の仮圧着ユニット600と、第2の本圧着ユニット700と、PCB接続ユニット800を備えている。
【0023】
このFPDモジュールの組立ライン20では、端子クリーニングユニット100からPCB接続ユニット800まで表示基板10(図1参照)が順次運ばれて、実装プロセスを経る。
【0024】
各ユニット100〜800は、それぞれフレーム101〜801を有している。各フレーム101〜801の操作面側には、搬送レール102〜802が設けられている。搬送レール102〜802は、隣り合う搬送レールと連結されることにより、一本のレールを形成している。
【0025】
搬送レール102〜802には、それぞれ搬送ステージ103〜803が移動可能に配置されている。本発明の搬送台を示す、これら搬送ステージ103〜803は、次のユニットの作業位置まで表示基板10を搬送する。また、搬送ステージ103〜803は、表示基板10を各ユニット100〜800に設けられた処理ヘッドに搬送する。
【0026】
また、各ユニット100〜800には、表示基板10の作業辺を載せて吸着させることで表示基板10を平坦に配置する基準バー104〜804が設けられている。各基準バー104〜804は、作業中の表示基板10を安定して保持する。なお、基準バー104〜804の詳細な構成については、後で詳しく説明する。
【0027】
端子クリーニングユニット100では、表示基板10(図1参照)における接続用の端子部が設けられている縁辺を清掃する処理が行われる。この端子クリーニングユニット100には、搬入された表示基板10の端子部を拭き取るクリーニングヘッド105と、このクリーニングヘッド105が移動可能に配置されたガイドレール106が設けられている。
【0028】
第1のACF貼付ユニット200では、表示基板10の長辺側にACFを貼り付ける処理が行われる。この第1のACF貼付ユニット200は、表示基板10の端子部にACF層を貼り付ける2つのACF貼付ヘッド205と、ガイドレール206とを有している。そして、処理ヘッドの一例を示す2つのACF貼付ヘッド205は、互いが近接しすぎない範囲でガイドレール206上を移動して、表示基板10の端子部にACF層を貼り付ける。
【0029】
ACF貼付ヘッド205は、昇降機構(不図示)によって上下方向に移動し、回転機構(不図示)によって略水平面内を回転するようになっている。ガイドレール206は、フレーム201上に位置決めされた表示基板10の長辺に沿ってACF貼付ヘッド205,205を案内する。
【0030】
第1の仮圧着ユニット300では、表示基板10の長辺側の端子部にTAB2(図1参照)を搭載して仮圧着する処理が行われる。この第1の仮圧着ユニット300は、TAB2を表示基板10に搭載する処理ヘッドの一例を示す搭載ヘッド305と、搭載ヘッド305を移動可能に支持するガイドレール306を有している。更に、第1の仮圧着ユニット300は、搭載ヘッド305にTAB2を供給するTAB供給部310を有している。
【0031】
第1の本圧着ユニット400では、本圧着ヘッド405を有している。この本圧着ヘッド405によって、表示基板10の長辺側に搭載されたTAB2(図1参照)を表示基板10に本圧着する処理が行われる。本圧着ヘッド405は、上刃45と、下刃44とを備えている(図3参照)。上刃45および下刃44は、ヒータにより加熱されており、TAB2を加熱加圧して表示基板10にTAB2を接続する。
【0032】
TAB2を表示基板10に本圧着するには、TAB2を仮圧着した表示基板10を下側から下刃44で支えつつ、上刃45で加圧する。上刃45により加圧されたACFは、例えば、190℃で5秒間加熱されて熱硬化する。これにより、TAB2と表示基板10との本圧着が完了する。
【0033】
なお、この第1の本圧着ユニット400における表示基板の位置合わせ機構の詳細な構成については、後で詳しく説明する。
【0034】
第2のACF貼付ユニット500では、表示基板10の短辺側にACFを貼り付ける処理が行われる。この第2のACF貼付ユニット500は、表示基板10にACF層を貼り付ける2つのACF貼付ヘッド505と、ガイドレール506とを有している。その他の構成は、第1のACF貼付ユニット200と同様であるため、その説明は省略する。
【0035】
第2の仮圧着ユニット600では、表示基板10の短辺側にTAB2(図1参照)を搭載して仮圧着する処理が行われる。この第2の仮圧着ユニット600は、第1の仮圧着ユニット300と同様に、TAB2を表示基板10に搭載する搭載ヘッド605と、搭載ヘッド605を移動可能に支持するガイドレール606とを有している。また、第2の仮圧着ユニット600は、処理ヘッドである搭載ヘッド605にTAB2を供給するTAB供給部610を有している。
【0036】
第2の本圧着ユニット700では、処理ヘッドの一例を示す本圧着ヘッド705によって短辺側のTAB2(図1参照)を表示基板10に本圧着する処理が行われる。本圧着ヘッド705は、第1の本圧着ユニット400の本圧着ヘッド405と同様に、TAB2を仮圧着した表示基板10を下側から支える下刃と、TAB2の圧着部分を加圧する上刃と、下刃及び上刃をそれぞれ加熱するヒータを有している。
【0037】
PCB接続ユニット800では、表示基板10に接続されたソース側のTAB2にPCB13(図1参照)を接続する処理が行われる。このPCB接続ユニット800は、PCB供給ブロック805と、処理ヘッドの一例を示す本圧着ヘッド806を備えている。PCB供給ブロック805は、PCB13にACF層を貼り付けて、本圧着ヘッド806に搬送する。
【0038】
PCB供給ブロック805は、PCBトレイ901と、ACF貼付部902A,902Bと、PCB搬送部903を有している。PCBトレイ901には、複数のPCB13が載置されている。このPCBトレイ901に載置されたPCB13は、ACF層が貼り付けられる前のPCBであり、PCB把持部(不図示)によって把持されてACF貼付部902A,902Bに1枚ずつ供給される。
【0039】
ACF貼付部902A,902Bは、PCB把持部に把持されたPCB13にACF層を貼り付ける。PCB把持部は、ACF層の貼り付けが終了したPCB13を交互にPCB搬送部903に供給する。PCB搬送部903は、供給されたPCB13を本圧着ヘッド806へ搬送する。本圧着ヘッド806は、PCB13を下側から支える下刃と、表示基板10に接続されたソース側のTAB2の圧着部分を加圧する上刃と、下刃及び上刃をそれぞれ加熱するヒータを有している。
【0040】
そして、PCB接続ユニット800は、PCB13を接続した表示基板10、すなわち組み立てられたFPDモジュールPを排出する。
【0041】
なお、本例では、処理ユニットを8台設けた例を説明したが、処理ユニットの台数は、表示基板10に施す工程数に応じて適宜設定されるものである。
【0042】
[本圧着ユニットの構成例]
次に、第1の本圧着ユニット400を例に挙げて各ユニット100〜800における表示基板10の位置合わせ機構の詳細な構成について、図3を参照して説明する。
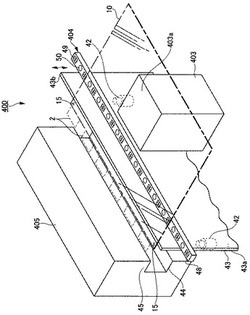
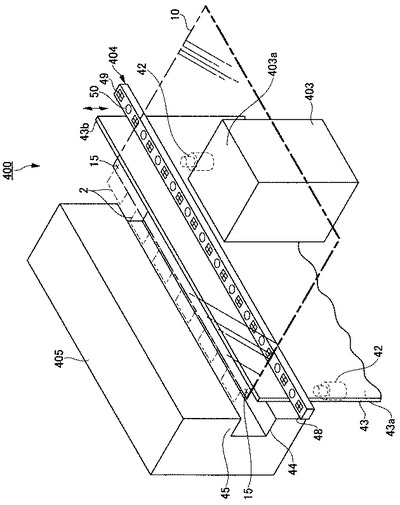
図3は、第1の本圧着ユニット400の斜視図である。
【0043】
図3に示すように、第1の本圧着ユニット400は、処理ヘッドの一例を示す本圧着ヘッド405と、基準バー404と、搬送ステージ403と、位置検出部である2つの撮像装置42,42と、位置検出補助部材43とを有している。
【0044】
搬送ステージ403は、本圧着ヘッド405に対して接近、離反可能としており、更に鉛直方向、すなわち上下方向に移動可能に構成されている。そして、この搬送ステージ403の搭載面403aには、TBA2が搭載され、且つ本圧着ヘッド405によって処理を行う表示基板10がその一辺を本圧着ヘッド405側に張り出した状態で搭載される。
【0045】
上述したように、本圧着ヘッド405は、下刃44と、この下刃44と対向する上刃45と、不図示のヒータユニットと、上刃45を上下に駆動させる不図示の上下機構とを備えて構成されている。下刃44は、ヒータユニットを含み、先端部分が60℃乃至100℃に保温されている。この下刃44の先端部分の温度は、使用するACFの特性などに応じて適宜設定される。
【0046】
下刃44と鉛直方向に対向して配置された上刃45は、不図示のガイド機構によって上下に移動可能に支持されている。そして、上刃45は、上下機構によって上下に駆動される。また、この上刃45には、下刃44と同様に不図示のヒータユニットが設けられている。
【0047】
本圧着ヘッド405と搬送ステージ403の間には、基準バー404が設けられている。基準バー404は、略直方体状に形成されており、その長手方向が本圧着ヘッド405の下刃44の長手方向に沿って延在している。この基準バー404における表示基板10が接触する吸着面48には、複数の吸着溝部49と、複数の吸盤状の吸着パッド50が設けられている。また、基準バー404は、吸着面48の高さが本圧着ヘッド405の下刃44の鉛直方向の高さと同じ高さとなるように配置されている。
【0048】
吸着溝部49と吸着パッド50は、吸着面48に交互に配置されている。また、基準バー404には、吸着溝部49と吸着パッド50をそれぞれ負圧にするための不図示の空気排出口が設けられている。そして、基準バー404は、空気排出口から空気を排出して、吸着溝部49と吸着パッド50によって表示基板10を吸着する。これにより、表示基板10を基準バー404の吸着面48に対して平行にすると共に表示基板10を平坦に配置することができる。また、表示基板10を吸着面48と平行にすることで、表示基板10を本圧着ヘッド405の下刃44に対して平行にさせることができる。
【0049】
基準バー404と本圧着ヘッド405の間で、本圧着ヘッド405の近傍には、2つの撮像装置42,42が設けられている。この2つの撮像装置42,42は、本圧着ヘッド405の下刃44の高さよりも下側に配置され、本圧着ヘッド405の長手方向の両側に配置されている。
【0050】
2つの撮像装置42,42は、表示基板10の角部に設けたアライメントマーク15を表示基板10の下方から撮像し、表示基板10の位置検出を行っている。そして、この検出した位置情報に基づいて、搬送ステージ403が移動して、表示基板10の姿勢(X,Y,θ)の補正と本圧着ヘッド405に対する表示基板10の位置合わせが行われる。
【0051】
なお、位置検出した後の表示基板10の移動距離を短くして移動の際に生じる誤差を軽減させるために、2つの撮像装置42と本圧着ヘッド405の距離は、近いほうが好ましい。
【0052】
また、本例では、2つの撮像装置42を本圧着ヘッド405の下刃44よりも下側に配置し、表示基板10のアライメントマーク15を下方から撮像した例を説明したが、これに限定されるものではない。例えば、位置検出部である2つの撮像装置42を表示基板10の上側に配置し、表示基板10のアライメントマーク15を上方から撮像してもよい。
【0053】
また、本圧着ヘッド405と搬送ステージ403の間、更に具体的には、2つの撮像装置42と基準バー404の間には、位置検出補助部材43が設けられる。位置検出補助部材43は、略長方形をなす略平板状に形成されている。この位置検出補助部材43の主面部43aは、本圧着ヘッド405に向けられている。更に、位置検出補助部材43の長辺側の端面43bは、下刃44のパネル載置面及び搬送ステージ403の搭載面403aと略平行となる。
【0054】
また、この位置検出補助部材43は、後述する昇降機構52によって、上下方向、すなわち鉛直方向に昇降動作する。更に、位置検出補助部材43が鉛直方向に上昇すると、位置検出補助部材43の端面43bが搬送ステージ403に搭載された表示基板10の下面に当接する。この本圧着ユニット400では、TAB2が搭載された長辺、すなわち本圧着ヘッド405によって処理が行われる一辺側に当接する。これにより、表示基板10の反りや撓みが位置検出補助部材43によって矯正され、表示基板10を平坦に配置することができる。
【0055】
更に、位置検出補助部材43の端面43bの長さは、表示基板10における処理を行う辺の長さよりも長く設定されている。これにより、位置検出補助部材43によって、表示基板10における処理を行う側の一辺全体をサポートすることができる。なお、位置検出補助部材43の端面43bの長さを、製造されるFPDモジュールPのうち最も大きなFPDモジュールPの長辺の長さよりも長くすることが好ましい。その結果、仕様の変更によって表示基板10のサイズが変更しても、確実に位置検出補助部材43によって表示基板10を支持することができる。
【0056】
また、表示基板10に傷がつくことを防止するために、表示基板10に接触する位置検出補助部材43の端面43bにクッション部材を取り付けてもよい。
【0057】
なお、本例では、位置検出補助部材43を略平板状に形成した例を説明したが、位置検出補助部材43は、これに限定されるものではない。例えば、位置検出補助部材43を、複数のピン状部材として構成し、この複数のピン状部材を処理ヘッドである本圧着ヘッド405の長手方向に沿って並べて配置してもよい。更に、位置検出補助部材43の端面43bの長さを表示基板10における処理を行う長さよりも短く設定しても、その目的は達成できるものである。
【0058】
また、位置検出補助部材43を2つの撮像装置42,42と基準バー404の間に設けた例を説明したが、位置検出補助部材43は、基準バー404と搬送ステージ403の間に配置してもよい。そして、位置検出補助部材43を2つの撮像装置42,42と基準バー404の間と、基準バー404と搬送ステージ403の間に複数配置してもよい。
【0059】
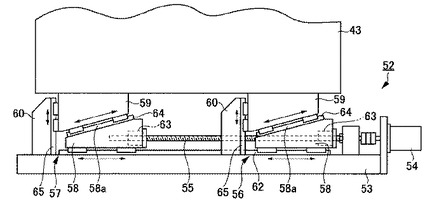
次に、図4を参照して、昇降機構52について説明する。
図4は、昇降機構52を示す概略構成図である。
【0060】
図4に示すように、昇降機構52は、支持台53と、支持台53に取り付けられた送りモータ54と、送りモータ54に取り付けられた送りネジ軸55と、第1のスライド部56と、第2のスライド部57とを有している。送りネジ軸55には、その外周面に螺旋状に延在されたネジ溝が設けられている。この送りネジ軸55は、位置検出補助部材43の移動方向と直交する水平方向及び位置検出補助部材43の長手方向に沿って配置される。
【0061】
第1のスライド部56は、位置検出補助部材43の長手方向の一側に配置されており、第2のスライド部57は、位置検出補助部材43の長手方向の他側に配置されている。第1のスライド部56及び第2のスライド部57は、同一の構成を有しているため、ここでは第1のスライド部56について説明する。
【0062】
第1のスライド部56は、押上部材58と、スライド部材59と、規制部材60によって構成される。押上部材58は、支持台53に設けた第1のガイドレール62によって水平方向に移動可能に支持されている。この押上部材58には、送りナット63が設けられ、この送りナット63は、送りネジ軸55に形成されたネジ溝に係合されている。
【0063】
また、押上部材58には、移動方向に対して傾斜した傾斜部58aが設けられる。そして、この傾斜部58aには、スライド部材59が摺動可能に取り付けられる第2のガイドレール64が設けられている。そして、スライド部材59は、押上部材58が水平方向に移動することで、傾斜部58aに沿って鉛直方向に押し上げられ、又は押し下げられる。このスライド部材59は、略台形状に形成されており、位置検出補助部材43の下辺部に固定されている。
【0064】
更に、規制部材60は、支持台53における押上部材58とスライド部材59の近傍に立設されている。具体的には、押上部材58及びスライド部材59の水平方向の一側に配置される。この規制部材60には、位置検出補助部材43の移動方向である鉛直方向に沿って延在する第3のガイドレール65が設けられる。そして、この規制部材60の第3のガイドレール65は、スライド部材59を摺動可能に支持している。この規制部材60によってスライド部材59の水平方向への移動が規制される。
【0065】
次に、上述した構成を有する昇降機構52の動作について説明する。
まず、送りモータ54が駆動すると、この送りモータ54の回転軸に取り付けられた送りネジ軸55が回転駆動する。次に、送りネジ軸55の回転力が送りナット63を介して第1のスライド部56及び第2のスライド部57の押上部材58に伝達される。これにより、押上部材58は、第1のガイドレール62に沿って水平方向に移動する。
【0066】
次に、押上部材58が水平方向に移動することで、押上部材58の傾斜部58aに設けた第2のガイドレール64に沿ってスライド部材59が摺動する。このとき、スライド部材59の水平方向の一側には、規制部材60が設けられているため、スライド部材59の水平方向の移動が規制される。そして、スライド部材59は、第2のガイドレール64及び第3のガイドレール65に沿って鉛直方向に押し上げられ、又は押し下げられる。これにより、スライド部材59に固定された位置検出補助部材43が鉛直方向に昇降動作する。
【0067】
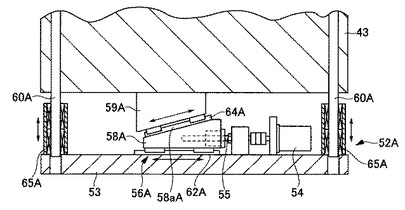
次に、図5を参照して昇降機構の他の例について説明する。
図5は、昇降機構の他の例を示す概略構成図である。
なお、図4に示す昇降機構52と共通する部分には同一の符号を付して重複した説明を省略する。
【0068】
図5に示すように、この昇降機構52Aは、支持台53と、送りモータ54と、送りネジ軸55と、スライド部56Aと、位置検出補助部材43に取り付けられた2つのガイド棒60Aとを有している。
【0069】
スライド部56Aは、位置検出補助部材43の長手方向の略中央に配置されている。スライド部56Aは、第1のガイドレール62Aに移動可能に支持された押上部材58Aと、スライド部材59Aとを有している。押上部材58Aには、移動方向に対して傾斜した傾斜部58aAが設けられている。そして、この傾斜部58aAには、第2のガイドレール64Aが設けられている。この第2のガイドレール64Aには、スライド部材59Aが摺動可能に取り付けられる。
【0070】
2つのガイド棒60Aは、位置検出補助部材43の長手方向の両端に位置している。そして、このガイド棒60Aは、支持台53に設けたガイド部65Aに鉛直方向に移動可能に支持されている。また、ガイド棒60Aは、ガイド部65Aによって水平方向への移動が規制されている。そして、押上部材58Aが水平方向に移動することで、スライド部材59Aが鉛直方向に押し上げられ、又は押し下げられる。これにより、スライド部材59Aに固定された位置検出補助部材43が鉛直方向に昇降動作する。
【0071】
なお、位置検出補助部材43を昇降動作させる昇降機構52の構成は、上述したものに限定されるものではない。例えば昇降機構をシリンダで構成し、このシリンダによって位置検出補助部材43を昇降動作させてもよい。または、モータにより位置検出補助部材43を直接上下に昇降動作させたり、カム機構により昇降動作させたりしてもよく、その他各種の方法で昇降機構52を構成してもよい。
【0072】
3.本圧着ユニットの動作
次に、図6〜図8を参照して、上述した構成を有する第1の本圧着ユニット400の動作について説明する。
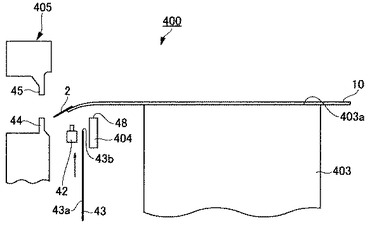
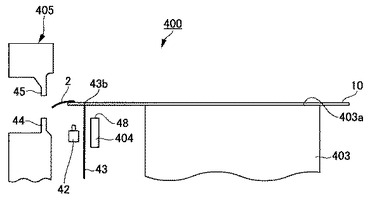
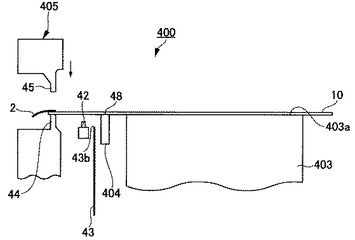
図6は、表示基板10の位置検出を行う前の状態を示す概略構成図、図7は、表示基板10の位置検出を行う状態を示す概略構成図、図8は、本圧着ヘッド405による本圧着動作を行う状態を示す概略構成図である。
【0073】
まず、図6に示すように、表示基板10は、搬送ステージ403によって、2つの撮像装置42,42による位置検出を行う場所まで搬送される。このとき、2つの撮像装置42,42の上方には、表示基板10の角部に設けたアライメントマーク15が位置する(図3参照)。
【0074】
このとき、搬送ステージ403は、下刃44から、TAB2の表示基板10からの垂れ下がり量と表示基板10の撓み量を合わせた高さよりも高い位置に表示基板10を搬送している。例えば、表示基板10は、下刃44及び基準バー404の吸着面48から1cm〜2.5cmほど上方に配置される。これにより、表示基板10に搭載されたTAB2が本圧着ヘッド405の下刃44と接触することを確実に防止することができる。
【0075】
なお、表示基板10を上方に持ち上げる高さは、表示基板10の大きさや搭載部品であるTAB2の材質や大きさによって適宜設定されるものである。
【0076】
次に、昇降機構52を駆動させて位置検出補助部材43を搬送ステージ403と同じ高さまで上昇させる。よって、図7に示すように、位置検出補助部材43の端面43bは、本圧着ヘッド405の下刃44よりも高い位置で表示基板10の下面と当接する。そして、位置検出補助部材43によって、表示基板10における処理を行う側の一辺が支持される。
【0077】
ここで、位置検出補助部材43は、端面43bが水平方向と略平行で、且つ搬送ステージ403の搭載面403aと同じ高さまで移動している。これにより、表示基板10の自重による撓みや反りが位置検出補助部材43によって矯正されて、表示基板10における処理を行う側の一辺が水平方向及び搬送ステージ403の搭載面403aと略平行に配置される。
【0078】
次に、2つの撮像装置42によって表示基板10に設けたアライメントマーク15を撮像し、表示基板の姿勢情報及び位置情報を取得する。表示基板10の撓みや反りが解消された状態で、位置を検出することができるため、正確な表示基板10の姿勢情報及び位置情報を取得することが可能となる。よって、表示基板10の位置決め精度を向上させることができる。
【0079】
そして、昇降機構52を駆動させて位置検出補助部材43を基準バー404よりも下側に降下させる。次に、位置検出部である2つの撮像装置42が取得した表示基板10の姿勢及び位置情報に基づいて、搬送ステージを移動させて、表示基板10におけるTAB2が搭載された一辺を本圧着ヘッド405の下刃44と上刃45の間に挿入させる。
【0080】
ここで、撮像装置42を本圧着ヘッド405の下刃44に近傍に配置させて、移動の際に生じる誤差を軽減させている。また、上述したように正確な表示基板10の姿勢及び位置情報を取得することができている。これらにより、表示基板10を処理ヘッドである本圧着ヘッド405に対して正確な位置に配置することができ、位置決め精度をより向上させることができる。
【0081】
これにより、図8に示すように、表示基板10の下面が基準バー404の吸着面48に載置される。また、表示基板10における処理を行う一辺が本圧着ヘッド405の下刃44上に配置される。そして、基準バー404の不図示の空気排出口から空気を排出させて、表示基板10を基準バー404の吸着面48に吸着させる。
【0082】
また、基準バー404の吸着面48の鉛直方向の高さが本圧着ヘッド405の下刃44の鉛直方向の高さと等しくなるように設定している。これにより、表示基板10を基準バー404の吸着面48及び本圧着ヘッド405の下刃44に対して平行にすることができると共に表示基板10の平坦化を行うことができる。
【0083】
次に、不図示の上下機構を駆動させて、本圧着ヘッド405の上刃45を下降させる。
そして、TAB2を仮圧着した表示基板10を下側から下刃44で支えつつ、上刃45を下刃44側に下降させて加圧する。これにより、第1の本圧着ユニット400によるTAB2と表示基板10との本圧着が完了する。
【0084】
よって、本例の第1の本圧着ユニット400によれば、位置検出補助部材43によって表示基板10の撓みや反りを矯正して、位置決め精度を向上させたことにより、TAB2と表示基板10の本圧着作業をより正確に行うことができる。
【0085】
なお、本発明は上述しかつ図面に示した実施の形態に限定されるものではなく、特許請求の範囲に記載した発明の要旨を逸脱しない範囲内で種々の変形実施が可能である。例えば、上述した実施例では、位置検出補助部材及び位置検出部を第1の本圧着ユニットに設けた例を説明したが、第1のACF貼付ユニットや第1の仮圧着ユニット等のその他の処理ユニットに位置検出補助部材及び位置検出部を設けてもよい。
【0086】
また、各ユニットにそれぞれ基準バーを設けた例を説明したが、各ユニットに基準バーを設けなくても本発明の目的は、達成できるものである。更に、ACFを表示基板に貼り付ける例を説明したが、TAB等の搭載部品にACFを貼り付けてもよい。
【符号の説明】
【0087】
2…TAB(搭載部品)、 10…表示基板、 20…FPDモジュールの組立ライン(FPDモジュールの組立装置)、 42…撮像装置(位置検出部)、 43…位置検出補助部材、 43a…主面部、 43b…端面、 44…下刃、 45…上刃、 48…吸着面、 52,52A…昇降機構、 100…端子クリーニングユニット、101,201,301,401,501,601,701,801…フレーム、 103,203,303,403,503,603,703,803…搬送ステージ(搬送台)、 104,204,304,504,604,704,804…基準バー、 105…クリーニングヘッド(処理ヘッド)、 200…第1のACF貼付ユニット、 205,505…ACF貼付ヘッド(処理ヘッド)、 300…第1の仮圧着ユニット、 305,605…搭載ヘッド(処理ヘッド)、 400…第1の本圧着ユニット、 403a…搭載面、 405,705…本圧着ヘッド(処理ヘッド)、 500…第2のACF貼付ユニット、 600…第2の仮圧着ユニット、 700…第2の本圧着ユニット、 800…PCB接続ユニット
【技術分野】
【0001】
本発明は、液晶や有機ELなどのFPD(Flat Panel Display)の表示基板に搭載部品を実装し、FPDモジュールを組み立てるFPDモジュールの組立装置に関するものである。
【背景技術】
【0002】
FPDとしては、例えば、液晶ディスプレイや有機EL(Electro-Luminescence)ディスプレイ、プラズマディスプレイなどがある。このFPDにおける表示基板の周縁部には、駆動ICの搭載や、COF、FPCなどのTAB接続が行われる。また、表示基板の周辺には、例えば、PCB(Printed Circuit Board)などの周辺基板が実装される。その結果、FPDモジュールが組み立てられる。
【0003】
FPDモジュールの組立装置は、複数の処理作業工程を順次行なうことで、FPDの表示基板における周縁部および周辺に、駆動IC、TABおよびPCBなどの搭載部品を実装し、FPDモジュールを組み立てるライン装置である。
【0004】
FPDモジュールの組立ラインにおける処理工程の一例としては、(1)基板端部のTAB貼付け部を清掃する端子クリーニング工程と、(2)清掃後の基板端部に異方性導電フィルム(ACF:AnisotropicConductive Film)を貼り付けるACF工程がある。また、(3)基板のACFを貼り付けた位置に、TABやIC等の搭載部品を位置決めして仮圧着する仮圧着工程と、(4)搭載した搭載部品を加熱圧着してACFにより固定する本圧着工程がある。さらに、(5)搭載部品の基板側と反対側に、予めACFを貼り付けたPCB基板を貼付け搭載するPCB工程がある。なお、PCB工程は、複数の工程からなっている。
【0005】
また、表示基板に搭載部品を搭載する際には、表示基板と搭載部品との位置を正確に合わせる必要がある。そのため、従来では、表示基板の角部にアライメントマークを設けている。そして、処理を行う前に、処理ヘッドの前方に配置された位置検出部によって表示基板に設けたアライメントマークを検出することで、表示基板の位置を検出し、この検出した表示基板の位置情報に基づいて各工程の処理ヘッドに対する表示基板の位置を調節している(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平8−114811号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
しかしながら、表示基板は、薄い平板状に形成されている。また、表示基板は、処理ヘッドによって処理を行うために、処理を行う一辺側を搬送台の搬送面から処理ヘッド側に向けて張り出した状態で搬送台に搭載されている。そのため、搬送台に搭載されているときには、張り出した部分が自重によって反りや撓みが生じていた。
【0008】
そして、従来のFPDモジュールの組立装置では、表示基板に反りや撓みが発生した状態で表示基板の位置検出を行っていた。その結果、表示基板の反りや撓みによって誤差が生じ、位置決め精度が低下する、という問題を有していた。
【0009】
本発明の目的は、上記の問題点を考慮し、表示基板の位置を検出する際に表示基板の反りや撓みを矯正して、位置合わせの精度を向上させることができるFPDモジュールの組立装置を提供することにある。
【課題を解決するための手段】
【0010】
上記課題を解決し、本発明の目的を達成するため、本発明のFPDモジュールの組立装置は、表示基板を搬送する搬送台と、表示基板の縁辺に処理に対して各種処理作業を行う複数の処理ユニットにそれぞれ設けられ、前記表示基板に設けられた端子部に処理を行う処理ヘッドと、クリーニング処理、ACF貼付処理、搭載部品の搭載処理又は前記搭載部品の本圧着処理を行う処理ヘッドと、処理ヘッドと搬送台の間に配置されて表示基板の位置を検出する位置検出部と、を備えている。更に、位置検出部によって表示基板の位置を検出する際に、処理ヘッドの下刃よりも鉛直方向の上方で表示基板に当接し、かつ表示基板を支持することで表示基板の撓み及び/又は反りを矯正する位置検出補助部材を備えている。
【発明の効果】
【0011】
本発明のFPDモジュールの組立装置によれば、位置検出を行う際に、位置検出補助部材によって表示基板の撓みを矯正している。これにより、表示基板の位置検出を正確に行うことができ、処理ヘッドと表示基板の位置合わせの精度を向上させることができる。
【0012】
また、この位置検出補助部材は、処理ヘッドの下刃よりも上方で表示基板に当接し支持している。そのため、表示基板に搭載部品が搭載されていても、表示基板から垂れ下がった搭載部品が処理ヘッドに接触することがない。
【図面の簡単な説明】
【0013】
【図1】本発明のFPDモジュールの組立装置によって実装組立を行うFPDモジュールの概略構成を示す平面図である。
【図2】本発明のFPDモジュールの組立装置の実施の形態例を示すフロアレイアウト図である。
【図3】本発明のFPDモジュールの組立装置の実施の形態例にかかる本圧着ユニットを示す斜視図である。
【図4】図3に示す本圧着ユニットにかかる位置検出補助部材の昇降機構の一例を示す概略構成図である。
【図5】図3に示す本圧着ユニットにかかる位置検出補助部材の昇降機構の他の例を示す概略構成図である。
【図6】図3に示す本圧着ユニットにおける表示基板の位置検出を行う前の状態を示す概略構成図である。
【図7】図3に示す本圧着ユニットにおける表示基板の位置検出を行う状態を示す概略構成図である。
【図8】図3に示す本圧着ユニットにおける本圧着動作を行う状態を示す概略構成図である。
【発明を実施するための形態】
【0014】
以下、本発明のFPD(フラットパネルディスプレイ)モジュールの組立装置の実施の形態例(以下、「本例」という。)について、図1〜図8を参照して説明する。なお、各図において共通の部材には、同一の符号を付している。また、本発明は、以下の形態に限定されるものではない。
なお、説明は以下の順序で行う。
1.FPDモジュールの構成例
2.FPDモジュールの組立装置の構成例
3.本圧着ユニットの動作例
【0015】
1.FPDモジュールの構成例
まず、FPDモジュールについて、図1を参照して説明する。
図1は、本発明で実装組立を行うFPDモジュールの概略構成を示す平面図である。
【0016】
図1に示すように、FPDモジュールPは、略長方形状に形成された表示基板10の縁辺に設けられた端部に搭載部品の一例を示すTAB2を複数実装したものである。具体的には、表示基板10の縁辺である短辺に3枚のTAB2を実装すると共に、長辺に6枚のTAB2を実装している。また、このTAB2は、ICチップからなる電子部品2aが搭載され、表示基板10の長辺側には、1枚のPCB13が接続されている。
【0017】
また、表示基板10は、カラーフィルタ基板11と、TFT(Thin Film Transistor)アレイ基板12と、カラーフィルタ基板11とTFTアレイ基板12の間に封入される液晶とから構成されている。
【0018】
更に、表示基板10の角部には、十字状のアライメントマーク15が付されている。なお、アライメントマーク15の形状は、十字状に限定されるものではなく、例えば一本線やその他の形状であってもよい。このアライメントマーク15は、表示基板10の位置合わせを行う際に、後述する位置検出部の一例を示す撮像装置42によって撮像されるマークである(図3参照)。この撮像されたアライメントマーク15の位置情報に基づいて、表示基板10を載置した搬送ステージを移動させることにより、処理ヘッドに対する表示基板10の姿勢(X,Y,θ)の補正と位置合わせが行われる。
【0019】
しかしながら、表示基板10に実装するTAB2の数は、上述した数に限定されるものではなく、例えば表示基板10の長辺に4枚のTAB2を実装するようにしてもよく、または表示基板10の長辺のみにTAB2を実装してもよい。
【0020】
2.FPDモジュールの組立ラインの構成例
次に、本発明のFPDモジュールの組立装置の実施の形態例であるFPDモジュールの組立ラインについて、図2を参照して説明する。
図2は、FPDモジュールの組立ライン全体を示すフロアレイアウト図である。
【0021】
本例のFPDモジュールの組立ライン20は、上流側(図2の左側)から下流側(右側)に向かって液晶やプラズマなどのFPDの表示基板10を順次搬送しながら、FPDモジュールPを組み立てる組立ライン装置である。
【0022】
図2に示すように、FPDモジュールの組立ライン20は、端子クリーニングユニット100と、第1のACF貼付ユニット200と、第1の仮圧着ユニット300と、第1の本圧着ユニット400を備えている。更に、FPDモジュールの組立ライン20は、第2のACF貼付ユニット500と、第2の仮圧着ユニット600と、第2の本圧着ユニット700と、PCB接続ユニット800を備えている。
【0023】
このFPDモジュールの組立ライン20では、端子クリーニングユニット100からPCB接続ユニット800まで表示基板10(図1参照)が順次運ばれて、実装プロセスを経る。
【0024】
各ユニット100〜800は、それぞれフレーム101〜801を有している。各フレーム101〜801の操作面側には、搬送レール102〜802が設けられている。搬送レール102〜802は、隣り合う搬送レールと連結されることにより、一本のレールを形成している。
【0025】
搬送レール102〜802には、それぞれ搬送ステージ103〜803が移動可能に配置されている。本発明の搬送台を示す、これら搬送ステージ103〜803は、次のユニットの作業位置まで表示基板10を搬送する。また、搬送ステージ103〜803は、表示基板10を各ユニット100〜800に設けられた処理ヘッドに搬送する。
【0026】
また、各ユニット100〜800には、表示基板10の作業辺を載せて吸着させることで表示基板10を平坦に配置する基準バー104〜804が設けられている。各基準バー104〜804は、作業中の表示基板10を安定して保持する。なお、基準バー104〜804の詳細な構成については、後で詳しく説明する。
【0027】
端子クリーニングユニット100では、表示基板10(図1参照)における接続用の端子部が設けられている縁辺を清掃する処理が行われる。この端子クリーニングユニット100には、搬入された表示基板10の端子部を拭き取るクリーニングヘッド105と、このクリーニングヘッド105が移動可能に配置されたガイドレール106が設けられている。
【0028】
第1のACF貼付ユニット200では、表示基板10の長辺側にACFを貼り付ける処理が行われる。この第1のACF貼付ユニット200は、表示基板10の端子部にACF層を貼り付ける2つのACF貼付ヘッド205と、ガイドレール206とを有している。そして、処理ヘッドの一例を示す2つのACF貼付ヘッド205は、互いが近接しすぎない範囲でガイドレール206上を移動して、表示基板10の端子部にACF層を貼り付ける。
【0029】
ACF貼付ヘッド205は、昇降機構(不図示)によって上下方向に移動し、回転機構(不図示)によって略水平面内を回転するようになっている。ガイドレール206は、フレーム201上に位置決めされた表示基板10の長辺に沿ってACF貼付ヘッド205,205を案内する。
【0030】
第1の仮圧着ユニット300では、表示基板10の長辺側の端子部にTAB2(図1参照)を搭載して仮圧着する処理が行われる。この第1の仮圧着ユニット300は、TAB2を表示基板10に搭載する処理ヘッドの一例を示す搭載ヘッド305と、搭載ヘッド305を移動可能に支持するガイドレール306を有している。更に、第1の仮圧着ユニット300は、搭載ヘッド305にTAB2を供給するTAB供給部310を有している。
【0031】
第1の本圧着ユニット400では、本圧着ヘッド405を有している。この本圧着ヘッド405によって、表示基板10の長辺側に搭載されたTAB2(図1参照)を表示基板10に本圧着する処理が行われる。本圧着ヘッド405は、上刃45と、下刃44とを備えている(図3参照)。上刃45および下刃44は、ヒータにより加熱されており、TAB2を加熱加圧して表示基板10にTAB2を接続する。
【0032】
TAB2を表示基板10に本圧着するには、TAB2を仮圧着した表示基板10を下側から下刃44で支えつつ、上刃45で加圧する。上刃45により加圧されたACFは、例えば、190℃で5秒間加熱されて熱硬化する。これにより、TAB2と表示基板10との本圧着が完了する。
【0033】
なお、この第1の本圧着ユニット400における表示基板の位置合わせ機構の詳細な構成については、後で詳しく説明する。
【0034】
第2のACF貼付ユニット500では、表示基板10の短辺側にACFを貼り付ける処理が行われる。この第2のACF貼付ユニット500は、表示基板10にACF層を貼り付ける2つのACF貼付ヘッド505と、ガイドレール506とを有している。その他の構成は、第1のACF貼付ユニット200と同様であるため、その説明は省略する。
【0035】
第2の仮圧着ユニット600では、表示基板10の短辺側にTAB2(図1参照)を搭載して仮圧着する処理が行われる。この第2の仮圧着ユニット600は、第1の仮圧着ユニット300と同様に、TAB2を表示基板10に搭載する搭載ヘッド605と、搭載ヘッド605を移動可能に支持するガイドレール606とを有している。また、第2の仮圧着ユニット600は、処理ヘッドである搭載ヘッド605にTAB2を供給するTAB供給部610を有している。
【0036】
第2の本圧着ユニット700では、処理ヘッドの一例を示す本圧着ヘッド705によって短辺側のTAB2(図1参照)を表示基板10に本圧着する処理が行われる。本圧着ヘッド705は、第1の本圧着ユニット400の本圧着ヘッド405と同様に、TAB2を仮圧着した表示基板10を下側から支える下刃と、TAB2の圧着部分を加圧する上刃と、下刃及び上刃をそれぞれ加熱するヒータを有している。
【0037】
PCB接続ユニット800では、表示基板10に接続されたソース側のTAB2にPCB13(図1参照)を接続する処理が行われる。このPCB接続ユニット800は、PCB供給ブロック805と、処理ヘッドの一例を示す本圧着ヘッド806を備えている。PCB供給ブロック805は、PCB13にACF層を貼り付けて、本圧着ヘッド806に搬送する。
【0038】
PCB供給ブロック805は、PCBトレイ901と、ACF貼付部902A,902Bと、PCB搬送部903を有している。PCBトレイ901には、複数のPCB13が載置されている。このPCBトレイ901に載置されたPCB13は、ACF層が貼り付けられる前のPCBであり、PCB把持部(不図示)によって把持されてACF貼付部902A,902Bに1枚ずつ供給される。
【0039】
ACF貼付部902A,902Bは、PCB把持部に把持されたPCB13にACF層を貼り付ける。PCB把持部は、ACF層の貼り付けが終了したPCB13を交互にPCB搬送部903に供給する。PCB搬送部903は、供給されたPCB13を本圧着ヘッド806へ搬送する。本圧着ヘッド806は、PCB13を下側から支える下刃と、表示基板10に接続されたソース側のTAB2の圧着部分を加圧する上刃と、下刃及び上刃をそれぞれ加熱するヒータを有している。
【0040】
そして、PCB接続ユニット800は、PCB13を接続した表示基板10、すなわち組み立てられたFPDモジュールPを排出する。
【0041】
なお、本例では、処理ユニットを8台設けた例を説明したが、処理ユニットの台数は、表示基板10に施す工程数に応じて適宜設定されるものである。
【0042】
[本圧着ユニットの構成例]
次に、第1の本圧着ユニット400を例に挙げて各ユニット100〜800における表示基板10の位置合わせ機構の詳細な構成について、図3を参照して説明する。
図3は、第1の本圧着ユニット400の斜視図である。
【0043】
図3に示すように、第1の本圧着ユニット400は、処理ヘッドの一例を示す本圧着ヘッド405と、基準バー404と、搬送ステージ403と、位置検出部である2つの撮像装置42,42と、位置検出補助部材43とを有している。
【0044】
搬送ステージ403は、本圧着ヘッド405に対して接近、離反可能としており、更に鉛直方向、すなわち上下方向に移動可能に構成されている。そして、この搬送ステージ403の搭載面403aには、TBA2が搭載され、且つ本圧着ヘッド405によって処理を行う表示基板10がその一辺を本圧着ヘッド405側に張り出した状態で搭載される。
【0045】
上述したように、本圧着ヘッド405は、下刃44と、この下刃44と対向する上刃45と、不図示のヒータユニットと、上刃45を上下に駆動させる不図示の上下機構とを備えて構成されている。下刃44は、ヒータユニットを含み、先端部分が60℃乃至100℃に保温されている。この下刃44の先端部分の温度は、使用するACFの特性などに応じて適宜設定される。
【0046】
下刃44と鉛直方向に対向して配置された上刃45は、不図示のガイド機構によって上下に移動可能に支持されている。そして、上刃45は、上下機構によって上下に駆動される。また、この上刃45には、下刃44と同様に不図示のヒータユニットが設けられている。
【0047】
本圧着ヘッド405と搬送ステージ403の間には、基準バー404が設けられている。基準バー404は、略直方体状に形成されており、その長手方向が本圧着ヘッド405の下刃44の長手方向に沿って延在している。この基準バー404における表示基板10が接触する吸着面48には、複数の吸着溝部49と、複数の吸盤状の吸着パッド50が設けられている。また、基準バー404は、吸着面48の高さが本圧着ヘッド405の下刃44の鉛直方向の高さと同じ高さとなるように配置されている。
【0048】
吸着溝部49と吸着パッド50は、吸着面48に交互に配置されている。また、基準バー404には、吸着溝部49と吸着パッド50をそれぞれ負圧にするための不図示の空気排出口が設けられている。そして、基準バー404は、空気排出口から空気を排出して、吸着溝部49と吸着パッド50によって表示基板10を吸着する。これにより、表示基板10を基準バー404の吸着面48に対して平行にすると共に表示基板10を平坦に配置することができる。また、表示基板10を吸着面48と平行にすることで、表示基板10を本圧着ヘッド405の下刃44に対して平行にさせることができる。
【0049】
基準バー404と本圧着ヘッド405の間で、本圧着ヘッド405の近傍には、2つの撮像装置42,42が設けられている。この2つの撮像装置42,42は、本圧着ヘッド405の下刃44の高さよりも下側に配置され、本圧着ヘッド405の長手方向の両側に配置されている。
【0050】
2つの撮像装置42,42は、表示基板10の角部に設けたアライメントマーク15を表示基板10の下方から撮像し、表示基板10の位置検出を行っている。そして、この検出した位置情報に基づいて、搬送ステージ403が移動して、表示基板10の姿勢(X,Y,θ)の補正と本圧着ヘッド405に対する表示基板10の位置合わせが行われる。
【0051】
なお、位置検出した後の表示基板10の移動距離を短くして移動の際に生じる誤差を軽減させるために、2つの撮像装置42と本圧着ヘッド405の距離は、近いほうが好ましい。
【0052】
また、本例では、2つの撮像装置42を本圧着ヘッド405の下刃44よりも下側に配置し、表示基板10のアライメントマーク15を下方から撮像した例を説明したが、これに限定されるものではない。例えば、位置検出部である2つの撮像装置42を表示基板10の上側に配置し、表示基板10のアライメントマーク15を上方から撮像してもよい。
【0053】
また、本圧着ヘッド405と搬送ステージ403の間、更に具体的には、2つの撮像装置42と基準バー404の間には、位置検出補助部材43が設けられる。位置検出補助部材43は、略長方形をなす略平板状に形成されている。この位置検出補助部材43の主面部43aは、本圧着ヘッド405に向けられている。更に、位置検出補助部材43の長辺側の端面43bは、下刃44のパネル載置面及び搬送ステージ403の搭載面403aと略平行となる。
【0054】
また、この位置検出補助部材43は、後述する昇降機構52によって、上下方向、すなわち鉛直方向に昇降動作する。更に、位置検出補助部材43が鉛直方向に上昇すると、位置検出補助部材43の端面43bが搬送ステージ403に搭載された表示基板10の下面に当接する。この本圧着ユニット400では、TAB2が搭載された長辺、すなわち本圧着ヘッド405によって処理が行われる一辺側に当接する。これにより、表示基板10の反りや撓みが位置検出補助部材43によって矯正され、表示基板10を平坦に配置することができる。
【0055】
更に、位置検出補助部材43の端面43bの長さは、表示基板10における処理を行う辺の長さよりも長く設定されている。これにより、位置検出補助部材43によって、表示基板10における処理を行う側の一辺全体をサポートすることができる。なお、位置検出補助部材43の端面43bの長さを、製造されるFPDモジュールPのうち最も大きなFPDモジュールPの長辺の長さよりも長くすることが好ましい。その結果、仕様の変更によって表示基板10のサイズが変更しても、確実に位置検出補助部材43によって表示基板10を支持することができる。
【0056】
また、表示基板10に傷がつくことを防止するために、表示基板10に接触する位置検出補助部材43の端面43bにクッション部材を取り付けてもよい。
【0057】
なお、本例では、位置検出補助部材43を略平板状に形成した例を説明したが、位置検出補助部材43は、これに限定されるものではない。例えば、位置検出補助部材43を、複数のピン状部材として構成し、この複数のピン状部材を処理ヘッドである本圧着ヘッド405の長手方向に沿って並べて配置してもよい。更に、位置検出補助部材43の端面43bの長さを表示基板10における処理を行う長さよりも短く設定しても、その目的は達成できるものである。
【0058】
また、位置検出補助部材43を2つの撮像装置42,42と基準バー404の間に設けた例を説明したが、位置検出補助部材43は、基準バー404と搬送ステージ403の間に配置してもよい。そして、位置検出補助部材43を2つの撮像装置42,42と基準バー404の間と、基準バー404と搬送ステージ403の間に複数配置してもよい。
【0059】
次に、図4を参照して、昇降機構52について説明する。
図4は、昇降機構52を示す概略構成図である。
【0060】
図4に示すように、昇降機構52は、支持台53と、支持台53に取り付けられた送りモータ54と、送りモータ54に取り付けられた送りネジ軸55と、第1のスライド部56と、第2のスライド部57とを有している。送りネジ軸55には、その外周面に螺旋状に延在されたネジ溝が設けられている。この送りネジ軸55は、位置検出補助部材43の移動方向と直交する水平方向及び位置検出補助部材43の長手方向に沿って配置される。
【0061】
第1のスライド部56は、位置検出補助部材43の長手方向の一側に配置されており、第2のスライド部57は、位置検出補助部材43の長手方向の他側に配置されている。第1のスライド部56及び第2のスライド部57は、同一の構成を有しているため、ここでは第1のスライド部56について説明する。
【0062】
第1のスライド部56は、押上部材58と、スライド部材59と、規制部材60によって構成される。押上部材58は、支持台53に設けた第1のガイドレール62によって水平方向に移動可能に支持されている。この押上部材58には、送りナット63が設けられ、この送りナット63は、送りネジ軸55に形成されたネジ溝に係合されている。
【0063】
また、押上部材58には、移動方向に対して傾斜した傾斜部58aが設けられる。そして、この傾斜部58aには、スライド部材59が摺動可能に取り付けられる第2のガイドレール64が設けられている。そして、スライド部材59は、押上部材58が水平方向に移動することで、傾斜部58aに沿って鉛直方向に押し上げられ、又は押し下げられる。このスライド部材59は、略台形状に形成されており、位置検出補助部材43の下辺部に固定されている。
【0064】
更に、規制部材60は、支持台53における押上部材58とスライド部材59の近傍に立設されている。具体的には、押上部材58及びスライド部材59の水平方向の一側に配置される。この規制部材60には、位置検出補助部材43の移動方向である鉛直方向に沿って延在する第3のガイドレール65が設けられる。そして、この規制部材60の第3のガイドレール65は、スライド部材59を摺動可能に支持している。この規制部材60によってスライド部材59の水平方向への移動が規制される。
【0065】
次に、上述した構成を有する昇降機構52の動作について説明する。
まず、送りモータ54が駆動すると、この送りモータ54の回転軸に取り付けられた送りネジ軸55が回転駆動する。次に、送りネジ軸55の回転力が送りナット63を介して第1のスライド部56及び第2のスライド部57の押上部材58に伝達される。これにより、押上部材58は、第1のガイドレール62に沿って水平方向に移動する。
【0066】
次に、押上部材58が水平方向に移動することで、押上部材58の傾斜部58aに設けた第2のガイドレール64に沿ってスライド部材59が摺動する。このとき、スライド部材59の水平方向の一側には、規制部材60が設けられているため、スライド部材59の水平方向の移動が規制される。そして、スライド部材59は、第2のガイドレール64及び第3のガイドレール65に沿って鉛直方向に押し上げられ、又は押し下げられる。これにより、スライド部材59に固定された位置検出補助部材43が鉛直方向に昇降動作する。
【0067】
次に、図5を参照して昇降機構の他の例について説明する。
図5は、昇降機構の他の例を示す概略構成図である。
なお、図4に示す昇降機構52と共通する部分には同一の符号を付して重複した説明を省略する。
【0068】
図5に示すように、この昇降機構52Aは、支持台53と、送りモータ54と、送りネジ軸55と、スライド部56Aと、位置検出補助部材43に取り付けられた2つのガイド棒60Aとを有している。
【0069】
スライド部56Aは、位置検出補助部材43の長手方向の略中央に配置されている。スライド部56Aは、第1のガイドレール62Aに移動可能に支持された押上部材58Aと、スライド部材59Aとを有している。押上部材58Aには、移動方向に対して傾斜した傾斜部58aAが設けられている。そして、この傾斜部58aAには、第2のガイドレール64Aが設けられている。この第2のガイドレール64Aには、スライド部材59Aが摺動可能に取り付けられる。
【0070】
2つのガイド棒60Aは、位置検出補助部材43の長手方向の両端に位置している。そして、このガイド棒60Aは、支持台53に設けたガイド部65Aに鉛直方向に移動可能に支持されている。また、ガイド棒60Aは、ガイド部65Aによって水平方向への移動が規制されている。そして、押上部材58Aが水平方向に移動することで、スライド部材59Aが鉛直方向に押し上げられ、又は押し下げられる。これにより、スライド部材59Aに固定された位置検出補助部材43が鉛直方向に昇降動作する。
【0071】
なお、位置検出補助部材43を昇降動作させる昇降機構52の構成は、上述したものに限定されるものではない。例えば昇降機構をシリンダで構成し、このシリンダによって位置検出補助部材43を昇降動作させてもよい。または、モータにより位置検出補助部材43を直接上下に昇降動作させたり、カム機構により昇降動作させたりしてもよく、その他各種の方法で昇降機構52を構成してもよい。
【0072】
3.本圧着ユニットの動作
次に、図6〜図8を参照して、上述した構成を有する第1の本圧着ユニット400の動作について説明する。
図6は、表示基板10の位置検出を行う前の状態を示す概略構成図、図7は、表示基板10の位置検出を行う状態を示す概略構成図、図8は、本圧着ヘッド405による本圧着動作を行う状態を示す概略構成図である。
【0073】
まず、図6に示すように、表示基板10は、搬送ステージ403によって、2つの撮像装置42,42による位置検出を行う場所まで搬送される。このとき、2つの撮像装置42,42の上方には、表示基板10の角部に設けたアライメントマーク15が位置する(図3参照)。
【0074】
このとき、搬送ステージ403は、下刃44から、TAB2の表示基板10からの垂れ下がり量と表示基板10の撓み量を合わせた高さよりも高い位置に表示基板10を搬送している。例えば、表示基板10は、下刃44及び基準バー404の吸着面48から1cm〜2.5cmほど上方に配置される。これにより、表示基板10に搭載されたTAB2が本圧着ヘッド405の下刃44と接触することを確実に防止することができる。
【0075】
なお、表示基板10を上方に持ち上げる高さは、表示基板10の大きさや搭載部品であるTAB2の材質や大きさによって適宜設定されるものである。
【0076】
次に、昇降機構52を駆動させて位置検出補助部材43を搬送ステージ403と同じ高さまで上昇させる。よって、図7に示すように、位置検出補助部材43の端面43bは、本圧着ヘッド405の下刃44よりも高い位置で表示基板10の下面と当接する。そして、位置検出補助部材43によって、表示基板10における処理を行う側の一辺が支持される。
【0077】
ここで、位置検出補助部材43は、端面43bが水平方向と略平行で、且つ搬送ステージ403の搭載面403aと同じ高さまで移動している。これにより、表示基板10の自重による撓みや反りが位置検出補助部材43によって矯正されて、表示基板10における処理を行う側の一辺が水平方向及び搬送ステージ403の搭載面403aと略平行に配置される。
【0078】
次に、2つの撮像装置42によって表示基板10に設けたアライメントマーク15を撮像し、表示基板の姿勢情報及び位置情報を取得する。表示基板10の撓みや反りが解消された状態で、位置を検出することができるため、正確な表示基板10の姿勢情報及び位置情報を取得することが可能となる。よって、表示基板10の位置決め精度を向上させることができる。
【0079】
そして、昇降機構52を駆動させて位置検出補助部材43を基準バー404よりも下側に降下させる。次に、位置検出部である2つの撮像装置42が取得した表示基板10の姿勢及び位置情報に基づいて、搬送ステージを移動させて、表示基板10におけるTAB2が搭載された一辺を本圧着ヘッド405の下刃44と上刃45の間に挿入させる。
【0080】
ここで、撮像装置42を本圧着ヘッド405の下刃44に近傍に配置させて、移動の際に生じる誤差を軽減させている。また、上述したように正確な表示基板10の姿勢及び位置情報を取得することができている。これらにより、表示基板10を処理ヘッドである本圧着ヘッド405に対して正確な位置に配置することができ、位置決め精度をより向上させることができる。
【0081】
これにより、図8に示すように、表示基板10の下面が基準バー404の吸着面48に載置される。また、表示基板10における処理を行う一辺が本圧着ヘッド405の下刃44上に配置される。そして、基準バー404の不図示の空気排出口から空気を排出させて、表示基板10を基準バー404の吸着面48に吸着させる。
【0082】
また、基準バー404の吸着面48の鉛直方向の高さが本圧着ヘッド405の下刃44の鉛直方向の高さと等しくなるように設定している。これにより、表示基板10を基準バー404の吸着面48及び本圧着ヘッド405の下刃44に対して平行にすることができると共に表示基板10の平坦化を行うことができる。
【0083】
次に、不図示の上下機構を駆動させて、本圧着ヘッド405の上刃45を下降させる。
そして、TAB2を仮圧着した表示基板10を下側から下刃44で支えつつ、上刃45を下刃44側に下降させて加圧する。これにより、第1の本圧着ユニット400によるTAB2と表示基板10との本圧着が完了する。
【0084】
よって、本例の第1の本圧着ユニット400によれば、位置検出補助部材43によって表示基板10の撓みや反りを矯正して、位置決め精度を向上させたことにより、TAB2と表示基板10の本圧着作業をより正確に行うことができる。
【0085】
なお、本発明は上述しかつ図面に示した実施の形態に限定されるものではなく、特許請求の範囲に記載した発明の要旨を逸脱しない範囲内で種々の変形実施が可能である。例えば、上述した実施例では、位置検出補助部材及び位置検出部を第1の本圧着ユニットに設けた例を説明したが、第1のACF貼付ユニットや第1の仮圧着ユニット等のその他の処理ユニットに位置検出補助部材及び位置検出部を設けてもよい。
【0086】
また、各ユニットにそれぞれ基準バーを設けた例を説明したが、各ユニットに基準バーを設けなくても本発明の目的は、達成できるものである。更に、ACFを表示基板に貼り付ける例を説明したが、TAB等の搭載部品にACFを貼り付けてもよい。
【符号の説明】
【0087】
2…TAB(搭載部品)、 10…表示基板、 20…FPDモジュールの組立ライン(FPDモジュールの組立装置)、 42…撮像装置(位置検出部)、 43…位置検出補助部材、 43a…主面部、 43b…端面、 44…下刃、 45…上刃、 48…吸着面、 52,52A…昇降機構、 100…端子クリーニングユニット、101,201,301,401,501,601,701,801…フレーム、 103,203,303,403,503,603,703,803…搬送ステージ(搬送台)、 104,204,304,504,604,704,804…基準バー、 105…クリーニングヘッド(処理ヘッド)、 200…第1のACF貼付ユニット、 205,505…ACF貼付ヘッド(処理ヘッド)、 300…第1の仮圧着ユニット、 305,605…搭載ヘッド(処理ヘッド)、 400…第1の本圧着ユニット、 403a…搭載面、 405,705…本圧着ヘッド(処理ヘッド)、 500…第2のACF貼付ユニット、 600…第2の仮圧着ユニット、 700…第2の本圧着ユニット、 800…PCB接続ユニット
【特許請求の範囲】
【請求項1】
表示基板を搬送する搬送台と、
前記表示基板の縁辺に対して各種処理作業を行う複数の処理ユニットにそれぞれ設けられ、前記表示基板に設けられた端子部に処理を行う処理ヘッドと、
前記処理ヘッドと前記搬送台の間に配置されて前記表示基板の位置を検出する位置検出部と、
前記位置検出部によって前記表示基板の位置を検出する際に、前記処理ヘッドの下刃よりも鉛直方向の上方で前記表示基板に当接し、かつ前記表示基板を支持することで前記表示基板の撓み及び/又は反りを矯正する位置検出補助部材と、
を備えるFPDモジュールの組立装置。
【請求項2】
前記位置検出補助部材は、前記表示基板における前記処理ヘッドによって処理が行われる一辺に当接する
請求項1に記載のFPDモジュールの組立装置。
【請求項3】
前記位置検出補助部材を前記鉛直方向に移動可能に支持する昇降機構を備え、
前記位置検出補助部材は、前記表示基板の位置を検出する際に上昇し、前記表示基板の位置の検出が完了すると下降する
請求項1又は2に記載のFPDモジュールの組立装置。
【請求項4】
前記位置検出補助部材は、略長方形をなす略平板状の部材であり、その主面部が鉛直方向と略平行に配置され、かつ端面が水平方向と略平行に配置されており、
前記表示基板の鉛直方向の下面には、前記位置検出補助部材の前記端面が当接する
請求項1〜3のいずれかに記載のFPDモジュールの組立装置。
【請求項5】
前記処理ヘッドと前記搬送台の間には、前記処理ヘッドによる処理を行う際に、前記表示基板を吸着して前記表示基板を平坦に設置する基準バーが設けられており、
前記基準バーの鉛直方向の高さは、前記処理ヘッドの下刃の鉛直方向の高さと略等しく設定されている
請求項1〜4のいずれかに記載のFPDモジュールの組立装置。
【請求項6】
前記処理ヘッドは、前記表示基板の前記端子部にACFを貼付するACF貼付ヘッド、前記表示基板の前記端子部に搭載部品を搭載する搭載ヘッド、または前記表示基板に搭載された前記搭載部品を前記表示基板に圧着する本圧着ヘッドのうち少なくともいずれか一つである
請求項1〜5のいずれかに記載のFPDモジュールの組立装置。
【請求項1】
表示基板を搬送する搬送台と、
前記表示基板の縁辺に対して各種処理作業を行う複数の処理ユニットにそれぞれ設けられ、前記表示基板に設けられた端子部に処理を行う処理ヘッドと、
前記処理ヘッドと前記搬送台の間に配置されて前記表示基板の位置を検出する位置検出部と、
前記位置検出部によって前記表示基板の位置を検出する際に、前記処理ヘッドの下刃よりも鉛直方向の上方で前記表示基板に当接し、かつ前記表示基板を支持することで前記表示基板の撓み及び/又は反りを矯正する位置検出補助部材と、
を備えるFPDモジュールの組立装置。
【請求項2】
前記位置検出補助部材は、前記表示基板における前記処理ヘッドによって処理が行われる一辺に当接する
請求項1に記載のFPDモジュールの組立装置。
【請求項3】
前記位置検出補助部材を前記鉛直方向に移動可能に支持する昇降機構を備え、
前記位置検出補助部材は、前記表示基板の位置を検出する際に上昇し、前記表示基板の位置の検出が完了すると下降する
請求項1又は2に記載のFPDモジュールの組立装置。
【請求項4】
前記位置検出補助部材は、略長方形をなす略平板状の部材であり、その主面部が鉛直方向と略平行に配置され、かつ端面が水平方向と略平行に配置されており、
前記表示基板の鉛直方向の下面には、前記位置検出補助部材の前記端面が当接する
請求項1〜3のいずれかに記載のFPDモジュールの組立装置。
【請求項5】
前記処理ヘッドと前記搬送台の間には、前記処理ヘッドによる処理を行う際に、前記表示基板を吸着して前記表示基板を平坦に設置する基準バーが設けられており、
前記基準バーの鉛直方向の高さは、前記処理ヘッドの下刃の鉛直方向の高さと略等しく設定されている
請求項1〜4のいずれかに記載のFPDモジュールの組立装置。
【請求項6】
前記処理ヘッドは、前記表示基板の前記端子部にACFを貼付するACF貼付ヘッド、前記表示基板の前記端子部に搭載部品を搭載する搭載ヘッド、または前記表示基板に搭載された前記搭載部品を前記表示基板に圧着する本圧着ヘッドのうち少なくともいずれか一つである
請求項1〜5のいずれかに記載のFPDモジュールの組立装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2012−103305(P2012−103305A)
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願番号】特願2010−249387(P2010−249387)
【出願日】平成22年11月8日(2010.11.8)
【出願人】(501387839)株式会社日立ハイテクノロジーズ (4,325)
【Fターム(参考)】
【公開日】平成24年5月31日(2012.5.31)
【国際特許分類】
【出願日】平成22年11月8日(2010.11.8)
【出願人】(501387839)株式会社日立ハイテクノロジーズ (4,325)
【Fターム(参考)】
[ Back to top ]