
FPDモジュール組立装置
【課題】打ち抜かれた搭載部材(打ち抜済搭載部材)をすべて利用可能にする。
【解決手段】FPDモジュール組立装置は、キャリアテープに形成された搭載部材を打ち抜き、打ち抜いた搭載部材である打ち抜き済搭載部材を所定位置に配置する打ち抜き機構を備える。また、FPDモジュール組立装置は、所定位置に配置された打ち抜き済搭載部材を運ぶ運搬機構と、打ち抜き機構に着脱可能に装着される搭載部材保持治具と、をさらに備える。搭載部材保持治具には、当該搭載部材保持治具が打ち抜き機構に装着された状態において、所定位置に打ち抜き済搭載部材が配置されるように当該搭載部材を保持可能な搭載部材保持部が設けられる。
【解決手段】FPDモジュール組立装置は、キャリアテープに形成された搭載部材を打ち抜き、打ち抜いた搭載部材である打ち抜き済搭載部材を所定位置に配置する打ち抜き機構を備える。また、FPDモジュール組立装置は、所定位置に配置された打ち抜き済搭載部材を運ぶ運搬機構と、打ち抜き機構に着脱可能に装着される搭載部材保持治具と、をさらに備える。搭載部材保持治具には、当該搭載部材保持治具が打ち抜き機構に装着された状態において、所定位置に打ち抜き済搭載部材が配置されるように当該搭載部材を保持可能な搭載部材保持部が設けられる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、液晶ディスプレイや有機EL(Electro-Luminescence)ディスプレイなどのFPD(Flat Panel Display)の表示基板に搭載部材を実装してFPDモジュールを組み立てるFPDモジュール組立装置に関するものである。
【背景技術】
【0002】
FPDとしては、例えば、液晶ディスプレイ、有機ELディスプレイ、プラズマディスプレイ等がある。FPDにおける表示基板の周縁部には、COF(Chip on Film)やFPC(Flexible Printed Circuit)等の搭載部材がTAB(Tape Automated Bonding)接続される。これらのTAB接続が行われる搭載部材は、総称してTABと呼ばれている。
【0003】
また、FPDの表示基板の周辺には、例えば、PCB(Printed Circuit Board)等の周辺基板が実装される。従来、このようにして、FPDモジュールが組み立てられる。
【0004】
FPDモジュール組立装置は、複数の処理作業工程を順次行うことで、FPDの表示基板における周縁部および周辺に、それぞれTABおよびPCB等を実装し、FPDモジュールを組み立てるものである。
【0005】
FPDモジュール組立装置における処理作業工程の一例としては、(1)表示基板端部のTAB貼付け部を清掃する端子クリーニング工程と、(2)清掃されたTAB貼付け部に異方性導電フィルム(ACF:Anisotropic Conductive Film)を貼り付けるACF工程とがある。また、(3)表示基板のACFを貼り付けた位置に、TABを位置決めして仮圧着する仮圧着工程と、(4)搭載したTABを加熱圧着してACFにより固定する本圧着工程とがある。さらに、(5)TABの表示基板側とは反対側の面に、予めACFが貼り付けられたPCB基板を貼付けるPCB工程がある。
【0006】
ところで、上記仮圧着工程では、キャリアテープから打ち抜かれたTABが使用される(特許文献1,2を参照)。
このキャリアテープの構成について図9を参照して説明する。
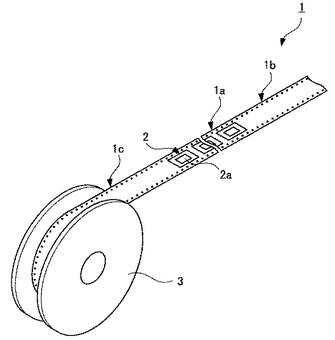
図9は、キャリアテープを示す斜視図である。
【0007】
図9に示すように、キャリアテープ1は、電子部品キャリアテープ部1aと、リーダテープ部1b,1cとを備える。電子部品キャリアテープ部1aの一方の面(テープ表面)には、その長手方向に等間隔で、TAB2が形成されている。TAB2は、IC(Integrated Circuit)チップ等の電子部品2aと、印刷等の手段で形成された電極(不図示)とを備える。なお、電子部品2aおよび電極(不図示)は接続される。
【0008】
リーダテープ部1b,1cは、TAB2が形成されていない部分であり、電子部品キャリアテープ部1aの長手方向の両端にそれぞれ連接されている。なお、キャリアテープ1の電子部品2aが設けられていない面をテープ裏面と定義する。
【0009】
このようなキャリアテープ1は、図9に示すように、供給リール3に巻回されている。
特許文献1,2を参照すれば、従来のFPDモジュール組立装置は、キャリアテープ1が巻回しされた供給リール3と、キャリアテープ1が供給される打ち抜き機構を備える。
【0010】
打ち抜き機構にキャリアテープ1が供給されると、当該打ち抜き機構により、電子部品キャリアテープ部1aのTAB2が、テープ裏面からテープ表面に向けて打ち抜かれ、キャリアテープ1から分離される。そして、分離されたTAB2(以下、「打ち抜き済TAB」という)は、運搬機構によって吸着されて目的位置まで運ばれる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平7−106796号公報
【特許文献2】特開平9−29699号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、従来のFPDモジュール組立装置の打ち抜き機構では、例えば運搬機構によって吸着される前に、打ち抜き済TABが地面に落ちることがある。この場合、運搬機構は、当該打ち抜き済TABを目的位置まで運ぶことができない。すなわち、利用できない打ち抜き済TABが発生する。
【0013】
本発明の目的は、上記の問題点を考慮し、打ち抜き済TABすなわち、打ち抜かれた搭載部材(打ち抜き済搭載部材)をすべて利用可能にするFPDモジュール組立装置を提供することにある。
【課題を解決するための手段】
【0014】
上記課題を解決するため、本発明のFPDモジュール組立装置は、キャリアテープに形成された搭載部材を打ち抜き、打ち抜いた搭載部材である打ち抜き済搭載部材を所定位置(搭載部材受け渡し位置)に配置する打ち抜き機構を備える。また、FPDモジュール組立装置は、搭載部材受け渡し位置に配置された打ち抜き済搭載部材を運ぶ運搬機構と、打ち抜き機構に着脱可能に装着される搭載部材保持治具と、をさらに備える。搭載部材保持治具には、当該搭載部材保持治具が打ち抜き機構に装着された状態において、所定位置に打ち抜き済搭載部材が配置されるように当該搭載部材を保持可能な搭載部材保持部が設けられる。
【0015】
上述した本発明の構成によれば、打ち抜き機構によって打ち抜き済搭載部材を搭載部材受け渡し位置に配置する以外にも、搭載部材保持治具の搭載部材保持部に打ち抜き済搭載部材を保持させることにより、打ち抜き済搭載部材を当該所定位置に配置することができる。
【発明の効果】
【0016】
本発明のFPDモジュール組立装置によれば、たとえ打ち抜き機構から運搬機構への打ち抜き済搭載部材の受け渡しが失敗しても、その打ち抜き済搭載部材を搭載部材保持治具によって所定位置に配置することができ、打ち抜き済搭載部材を運搬機構によって運ばせることができる。その結果、打ち抜き済搭載部材をすべて利用することができる、という効果を奏する。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るFPDモジュール組立装置によって実装組立を行うFPDモジュールの概略構成を示す平面図である。
【図2】本発明の一実施形態に係るFPDモジュール組立装置の構成を示す上面図である。
【図3】本発明の一実施形態に係るTAB供給装置の構成を示す側面図である。
【図4】本発明の一実施形態に係るTAB保持治具が装着された状態のTAB供給装置を示す側面図である。
【図5】本発明の一実施形態に係るTAB保持治具の構成を示す斜視図である。
【図6】本発明の一実施形態に係るTAB供給装置の動作の流れを示すフローチャートである。
【図7】打ち抜き部TAB受け渡し処理の流れを示すフローチャートである。
【図8】保持治具TAB受け渡し処理の流れを示すフローチャートである。
【図9】キャリアテープを示す斜視図である。
【発明を実施するための形態】
【0018】
以下、本発明のFPDモジュール組立装置の実施の形態例について、図1〜図8を参照して説明する。また、既に背景技術の説明に用いた図9も適宜参照する。なお、各図において共通の部材には、同一の符号を付す。
【0019】
説明は以下の順序で行う。
1.FPDモジュールの構成例
2.FPDモジュール組立装置の構成例
3.TAB供給装置の構成例
4.TAB供給装置の動作例
【0020】
1.FPDモジュールの構成例
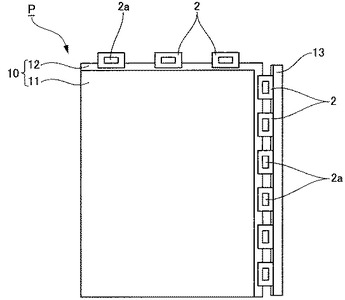
まず、FPDモジュールについて、図1を参照して説明する。
図1は、本発明の一実施形態に係るFPDモジュール組立装置によって組み立てられるFPDモジュールの概略構成を示す平面図である。
【0021】
図1に示すように、FPDモジュールPは、表示基板10と、複数のTAB2(搭載部材)と、PCB13とから構成される。
【0022】
表示基板は、その表示面が略長方形状に形成される。3枚のTAB2は、表示基板10の短辺部に実装され、6枚のTAB2は、表示基板10の長辺部に実装される。なお、表示基板10のTAB2が実装される部分(短辺部および長辺部)には、当該TAB2と電気的に接続するための端子(端子部)が設けられる。
【0023】
TAB2には、図9に示したように、ICチップを含む電子部品2aが含まれる。表示基板10の長辺部に実装された6枚のTAB2には、1枚のPCB13が接続される。
【0024】
表示基板10は、TFT(Thin Film Transistor)アレイ基板12と、TFTアレイ基板12上に積載されるカラーフィルタ基板11とを備える。そして表示基板10は、カラーフィルタ基板11およびTFTアレイ基板12間に封入される液晶(不図示)をさらに有する。
【0025】
なお、表示基板10に実装するTAB2の数は、上述した数に限定されるものではなく、例えば表示基板10の長辺部に4枚のTAB2を実装するようにしてもよい。
【0026】
2.FPDモジュール組立装置の構成例
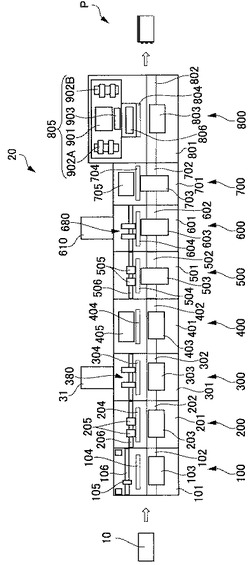
次に、FPDモジュール組立装置の構成について図2を参照して説明する。
図2は、本発明の一実施形態に係るFPDモジュール組立装置の構成を示す上面図である。
【0027】
FPDモジュール組立装置20は、表示基板10の搬送経路の上流(図2の左側)からその下流側(図2の右側)に向かってFPD(液晶ディスプレイ、有機ELディスプレイおよびプラズマディスプレイ等)の表示基板10を搬送しながら、FPDモジュールPを組み立てるものである。
【0028】
図2に示すように、FPDモジュール組立装置20は、端子クリーニングユニット100と、第1のACF貼付ユニット200と、第1の仮圧着ユニット300と、第1の本圧着ユニット400とを備える。さらに、FPDモジュール組立装置20は、第2のACF貼付ユニット500と、第2の仮圧着ユニット600と、第2の本圧着ユニット700と、PCB接続ユニット800とを備える。
【0029】
このFPDモジュール組立装置20では、端子クリーニングユニット100、第1のACF貼付ユニット200、第1の仮圧着ユニット300、第1の本圧着ユニット400、第2のACF貼付ユニット500、第2の仮圧着ユニット600、第2の本圧着ユニット700、PCB接続ユニット800の順で表示基板10が搬送され、それぞれのユニット100〜800で所定の処理がなされる。
【0030】
各ユニット100〜800は、それぞれフレーム101〜801を有する。また、各フレーム101〜801の操作面には、搬送レール102〜802が設けられる。そして、各搬送レール102〜802は、隣り合せの搬送レールと連結されることにより、一本のレールを形成する。
【0031】
搬送レール102〜802には、それぞれ搬送ステージ103〜803が移動可能に係合される。各搬送ステージ103〜803は、次のユニットの作業位置まで表示基板10を搬送する。
【0032】
また、各ユニット100〜800の基準バー104〜804には、表示基板10の作業辺(短辺部または長辺部)を載せて吸着させることで、当該表示基板10を平坦化する。この各基準バー104〜804は、後端支え(不図示)とともに作業中の表示基板10を安定して保持するためのものである。
【0033】
端子クリーニングユニット100では、表示基板10(図1参照)における端子部が設けられた辺部(長辺部または短辺部)を清掃する処理が行われる。この端子クリーニングユニット100には、搬入された表示基板10の端子部を拭き取るクリーニングヘッド105と、このクリーニングヘッド105が摺動するガイドレール106とが設けられる。
【0034】
第1のACF貼付ユニット200では、表示基板10の長辺部にACFを貼り付ける処理が行われる。この第1のACF貼付ユニット200は、表示基板10にACFを貼り付ける2つのACF貼付ヘッド205と、ガイドレール206とを有する。そして、2つのACF貼付ヘッド205は、互いが近接しすぎない範囲でガイドレール206上を移動して、表示基板10にACFを貼り付ける。
【0035】
ACF貼付ヘッド205は、昇降機構(不図示)によって鉛直上下方向に移動するとともに、回転機構(不図示)によって略水平面内を回転するように構成される。ガイドレール206は、フレーム201上に位置決めされた表示基板10の長辺部に沿ってACF貼付ヘッド205を移動させる。
【0036】
第1の仮圧着ユニット300では、表示基板10の長辺部にTAB2(図1参照)を搭載して仮圧着する処理が行われる。この第1の仮圧着ユニット300は、TAB2を表示基板10に搭載する搭載部380と、搭載部380にTAB2を供給するTAB供給装置31とを有する。なお、TAB供給装置31の構成については、図3を参照して後述する。
【0037】
第1の本圧着ユニット400は、本圧着部405を有する。この本圧着部405によって、表示基板10の長辺部に搭載されたTAB2(図1参照)を表示基板10に本圧着する処理が行われる。本圧着部405は、上刃を有する本圧着ヘッド(不図示)と、下刃(不図示)とを備える。上刃および下刃は、ヒータにより加熱されており、TAB2を加熱加圧して表示基板10に接続する。
【0038】
TAB2を表示基板10に本圧着するには、TAB2を仮圧着した表示基板10を下刃で支えつつ、上刃で加圧する。上刃により加圧されたACFは、例えば、190℃で5秒間加熱されて熱硬化する。これにより、TAB2と表示基板10との本圧着が完了する。
【0039】
第2のACF貼付ユニット500では、表示基板10の短辺部にACFを貼り付ける処理が行われる。この第2のACF貼付ユニット500は、表示基板10にACFを貼り付ける2つのACF貼付ヘッド505と、ガイドレール506とを有する。
【0040】
第2の仮圧着ユニット600では、表示基板10の短辺部にTAB2(図1参照)を搭載して仮圧着する処理が行われる。この第2の仮圧着ユニット600は、第1の仮圧着ユニット300と同様に、TAB2を表示基板10に搭載する搭載部680と、搭載部680にTAB2を供給するTAB供給装置610とを有する。
【0041】
第2の本圧着ユニット700では、本圧着部705によって短辺部のTAB2(図1参照)を表示基板10に本圧着する処理が行われる。本圧着部705は、第1の本圧着ユニット400の本圧着部405と同様に、TAB2を仮圧着した表示基板10を支える下刃(不図示)と、TAB2の圧着部分を加圧する上刃(不図示)と、下刃および上刃をそれぞれ加熱するヒータとを有する。
【0042】
PCB接続ユニット800では、表示基板10の長辺部に搭載されたTAB2にPCB13(図1参照)を接続する処理が行われる。このPCB接続ユニット800は、PCB供給ブロック805と、本圧着部806とを備える。PCB供給ブロック805は、PCB13にACFを貼り付けて、本圧着部806に搬送する。
【0043】
PCB供給ブロック805は、PCBトレイ901と、ACF貼付部902A,902Bと、PCB搬送部903とを有する。PCBトレイ901には、複数のPCB13が載置される。このPCBトレイ901に載置されたPCB13は、ACFが貼り付けられる前のPCBであり、1枚ずつPCB把持部(不図示)によって把持されてACF貼付部902A,902Bに供給される。
【0044】
ACF貼付部902A,902Bは、PCB把持部に把持されたPCB13にACFを貼り付ける。PCB把持部は、ACFの貼り付けが終了したPCB13をPCB搬送部903に供給する。PCB搬送部903は、供給されたPCB13を本圧着部806へ搬送する。本圧着部806は、表示基板10の長辺部のTAB2にPCB13を圧着する。
【0045】
そして、PCB接続ユニット800は、PCB13を接続した表示基板10、すなわち組み立てられたFPDモジュールPを排出する。
なお、本例では、処理ユニットを8台設けた例について説明したが、処理ユニットの台数は、表示基板10に施す工程数に応じて適宜設定される。
【0046】
3.TAB供給装置の構成例
次に、第1の仮圧着ユニット300のTAB供給装置31、第2の仮圧着ユニット600のTAB供給装置610について、図3を参照して説明する。なお、TAB供給装置31およびTAB供給装置610は、同一の構成を有しているため、ここではTAB供給装置31についてのみ説明する。
【0047】
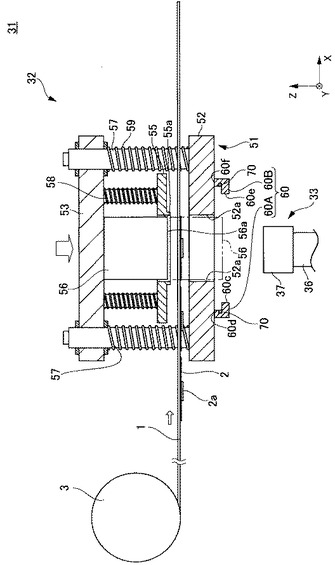
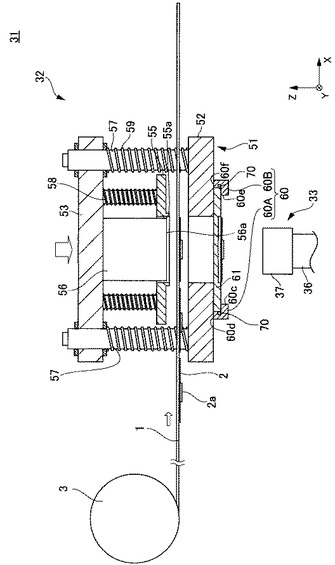
図3は、本発明の一実施形態に係るTAB供給装置31の主要な構成を示す側面図である。以下では、X軸方向をキャリアテープ1の送り方向、Z方向をキャリアテープ1の表面の法線方向、X軸方向およびZ軸方向に対して直交する方向をY軸方向と定義する。
【0048】
TAB供給装置31は、TAB打ち抜き装置32と、ピックアップ装置33(運搬機構)と、TAB保持治具61(図4を参照)とから構成される。
【0049】
TAB打ち抜き装置32は、キャリアテープ1が巻回された供給リール3と、キャリアテープ1からTAB2を打ち抜いて、打ち抜いたTAB2(打ち抜き済TAB)をピックアップ装置33に受け渡す打ち抜き部51(打ち抜き機構)とを備える。なお、打ち抜き済TABは、打ち抜き済搭載部材の一例である。
【0050】
供給リール3は、巻回されたキャリアテープ1を所定のピッチずつ打ち抜き部51に供給する。
【0051】
打ち抜き部51は、固定台52と、この固定台52の鉛直上方(図3中のZ軸のプラス方向側)に配置された下降ブロック53と、押え板55と、ガイド棒57と、支持棒58と、下降ブロック53を駆動する駆動部(不図示)とを有する。固定台52には、固定刃(不図示)が設けられ、下降ブロック53には可動刃56が設けられる。
【0052】
下降ブロック53は、ガイド棒57によって固定台52に接近又は固定台52から離れる方向(図3中のZ軸方向)に移動可能に支持される。この下降ブロック53には、可動刃56を囲むように支持棒58が設けられる。また、支持棒58に押え板55が支持される。
【0053】
押え板55には、下降ブロック53に設けられた可動刃56が挿入される開口部55aが形成される。そして、押え板55と固定台52との間にキャリアテープ1が配置される。このとき、キャリアテープ1は、電子部品2aが設けられていない面(テープ裏面)が鉛直上方(可動刃56側)を向いた状態で配置される。
【0054】
駆動部(不図示)が駆動力を発生させると、下降ブロック53は、ガイド棒57に沿って移動(下降)し、可動刃56および押え板55が固定台52に接近する。また、ガイド棒57には、下降ブロック53を固定台52から遠ざけるバネ部59が設けられる。
【0055】
固定台52には、開口部52aが形成される。そして、この開口部52aに可動刃56が挿入されることで、キャリアテープ1に搭載されているTAB2が、打ち抜き部51からピックアップ装置33に向けて打ち抜かれる。また、可動刃56の端面56aは、真空吸着によって吸着を行う吸着面であり、可動刃56が打ち抜き済TABを吸着する。
【0056】
可動刃56は、図3の二点鎖線で示すように、その端面56a側の一部が開口部52aから鉛直下方に突出するように構成される。そして、端面56aで吸着された打ち抜き済TABは、可動刃56が図3に示す二点鎖線位置にあるときに、当該可動刃56からピックアップ装置33のピックアップヘッド37に受け渡される。なお、このときの打ち抜き済TABの位置が、TAB受け渡し位置である。
【0057】
また、固定台52は、図4に示すように、打ち抜き部51にTAB保持治具61(搭載部材保持治具)を着脱可能に装着するための装着部60を有する。この装着部60は、固定台52における可動刃56が突出する面に設けられる。
【0058】
装着部60は、Y軸に直交する断面がL字状である2つの装着片60A,60Bから構成される。装着片60AのL字状の断面は2つの端部60c,60dを有する。また、装着片60BのL字状の端面は2つの端部60e,60fを有する。
【0059】
これらの装着片60A,60Bは、所定の間隔をあけてキャリアテープ1の送り方向(図4中のX軸方向)に沿って設けられる。また、装着片60A,60Bはそれらの間に開口部52aを挟む。そして、端部60cを含む装着片60Aの側面と、端部60eを含む装着片60Bの側面とが対向する。このような装着片60A,60Bおよび固定台52で画成される領域にTAB保持治具61が配置される。これにより、図4に示すように、TAB保持治具61が装着片60A,60Bにより支持され、打ち抜き部51にTAB保持治具61が装着される。
【0060】
なお、固定台52の装着部60には、センサ70が設けられるこのセンサ70は、例えばフォトインタラプタであり、装着部60の装着片60A,60B間にTAB保持治具61が配置されているか否かを検出する。すなわち、センサ70は、固定台52にTAB保持治具61が装着されているか否かを検出する。固定台52へのTAB保持治具61の装着が検出された場合には、供給リール3から打ち抜き部51へのキャリアテープ1の供給処理および打ち抜き部51によるTAB2の打ち抜き処理が禁止される。
【0061】
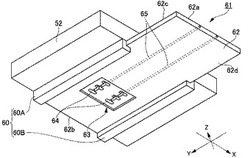
次に、TAB保持治具61の構成について図5を参照して説明する。
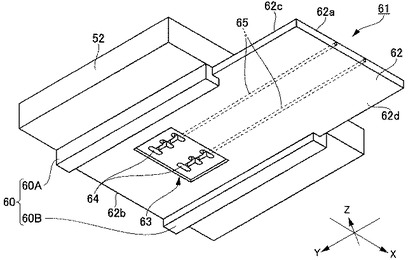
図5は、本発明の一実施形態に係るTAB保持治具61の構成を示す斜視図である。
TAB保持治具61は、打ち抜き部51によるTAB2の打ち抜きが禁止されているときに、打ち抜き済TABをTAB受け渡し位置に配置するためのものである。
【0062】
TAB保持治具61は、図5に示すように、例えば板状に形成された保持治具本体62を備える。保持治具本体62の主面62dおよび副面62cは、それぞれ長方形状である。
【0063】
この保持治具本体62の短辺部62a,62bの長さは、装着片60A,60B間の距離とほぼ等しい。これにより、保持治具本体62の短辺部62a,62bがX軸と平行になる状態で、装着片60A,60Bおよび固定台52で画成される領域に当該保持治具本体62を配置することができ、打ち抜き部51にTAB保持治具61を装着することができる。
【0064】
打ち抜き部51にTAB保持治具61が装着された状態(以下、「装着状態」という)では、保持治具本体62の固定台52側の面が副面62cであり、保持治具本体62の固定台52側とは反対側の面が主面62dである。
【0065】
保持治具本体62の主面62dには、打ち抜き済TABをTAB受け渡し位置に配置するTAB保持部63(搭載部材保持部)が設けられる。TAB保持部63は、その底面が長方形に形成された凹部で構成される。TAB保持部63の底面には、底面に配置された打ち抜き済TABを真空吸着するための吸着孔64が形成される。
【0066】
TAB保持部63の底面における長辺の長さは、打ち抜き済TABの長辺部の長さとほぼ等しい。また、TAB保持部63の底面における短辺の長さは、打ち抜き済TABの短辺部の長さとほぼ等しい。そのため、TAB保持部63の底面に打ち抜き済TABが配置された際に、当該打ち抜き済TABの配置位置がTAB保持部63内で変わることを防止できる。
【0067】
TAB保持部63は、装着状態において底面に打ち抜き済TABが配置された際に、当該打ち抜き済TABの配置位置がTAB受け渡し位置となるような位置に設けられる。これにより、打ち抜き部51によるTAB2の打ち抜き処理が禁止されているときに、打ち抜き済TABをTAB受け渡し位置に配置することができ、この打ち抜き済TABをピックアップ装置33で運ぶことができる。
【0068】
また、TAB保持治具61は、図5に示すように、TAB保持部63の吸着孔64に真空圧を印加するための導管65を備える。この導管65は保持治具本体62に内蔵される。そして、導管65の一端の開口は吸着孔64につながる。また、導管65の他端は、保持治具本体62の短辺部62aに開口する。この短辺部62aにおける導管65の開口に真空吸引装置(不図示)を接続して吸引することにより、TAB保持部63の底面に配置された打ち抜き済TABが吸着孔64によって吸着される。
【0069】
図3および図4に戻り、ピックアップ装置33の構成について説明する。
ピックアップ装置33は、ピックアップアーム36と、このピックアップアーム36に接続されたピックアップヘッド37とを備える。
【0070】
ピックアップヘッド37は、上述したTAB受け渡し位置に配置された打ち抜き済TABを吸着し、吸着した打ち抜き済TABを搭載部380(図2参照)に渡す。なお、ピックアップヘッド37の移動は、当該ピックアップヘッド37に接続されたピックアップアーム36によって行われる。
【0071】
4.TAB供給装置の動作例
次に、TAB供給装置31の動作について図6〜図8を参照して説明する。
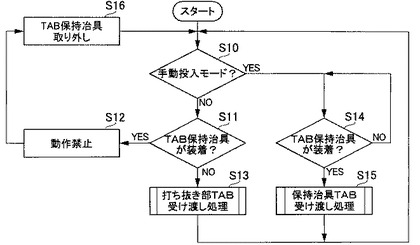
図6は、本発明の一実施形態に係るTAB供給装置31の動作の流れを示すフローチャートである。なお、TAB供給装置31の動作は、不図示の制御部によって制御される。
【0072】
まず、TAB供給装置31が起動されると、TAB供給装置31の設定が手動投入モードに設定されているか否かが確認される(ステップS10)。なお、手動投入モードとは、TAB保持治具61を用いてピックアップ装置33に打ち抜き済TABを受け渡す処理(以下、「保持治具TAB受け渡し処理」という)が実行されるモードのことである。
【0073】
TAB供給装置31の設定が手動投入モードに設定されていないならば(ステップS10のNO)、打ち抜き部51の固定台52(図3参照)に設けられたセンサ70によって、打ち抜き部51にTAB保持治具61が装着されているか否かが確認される(ステップS11)。
【0074】
打ち抜き部51にTAB保持治具61が装着されているならば(ステップS11のYES)、TAB供給装置31のすべての動作が禁止される(ステップS12)。そして、TAB保持治具61を取り外した後(ステップS16)、再度TAB供給装置31を起動する。
【0075】
打ち抜き部51にTAB保持治具61が装着されていないならば(ステップS11のNO)、打ち抜き部TAB受け渡し処理が開始される(ステップS13)。打ち抜き部TAB受け渡し処理とは、打ち抜き部51を用いてピックアップ装置33に打ち抜き済TABを受け渡す処理のことである。打ち抜き部TAB受け渡し処理が完了すると、ステップS10の処理が再度実行される。なお、打ち抜き部TAB受け渡し処理の詳細については図7を参照して後述する。
【0076】
ところで、ステップS10の処理にて、TAB供給装置31の設定が手動投入モードに設定されているならば(ステップS10のYES)、打ち抜き部51の固定台52(図3参照)に設けられたセンサ70によって、打ち抜き部51にTAB保持治具61が装着されているか否かが確認される(ステップS14)。
【0077】
打ち抜き部51にTAB保持治具61が装着されていないならば(ステップS14のNO)、ステップS14の処理が再度実行される。
【0078】
打ち抜き部51にTAB保持治具61が装着されているならば(ステップ14のYES)、保持治具TAB受け渡し処理が開始される(ステップS15)。そして、保持治具TAB受け渡し処理が完了すると、ステップS10の処理が再度実行される。なお、保持治具TAB受け渡し処理の詳細については図8を参照して後述する。
【0079】
次に、図6のステップS13における打ち抜き部TAB受け渡し処理の詳細について図3および図7を参照して説明する。
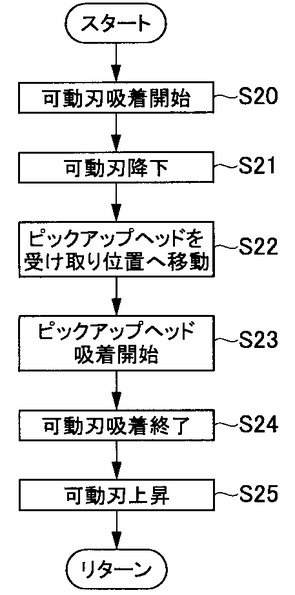
図7は、打ち抜き部TAB受け渡し処理の流れを示すフローチャートである。
本例では、図3に示すように、TAB打ち抜き装置32において、打ち抜き部51の固定台52と下降ブロック53との間にキャリアテープ1が供給されており、可動刃56の鉛直下方(Z軸のマイナス方向)にTAB2が配置されているものとする。
【0080】
まず、打ち抜き部51を構成する可動刃56の端面56aによるTAB吸着処理が開始される(ステップS20)。
【0081】
続いて、打ち抜き部51の駆動部(不図示)が下降ブロック53を駆動し、下降ブロック53が固定台52に接近する方向(Z軸のマイナス方向)に移動する。そして、さらに下降ブロック53が下降(Z軸のマイナス方向に移動)することで、キャリアテープ1が押え板55に押えられるとともに、下降ブロック53に設けられた可動刃56がさらに下降する(ステップS21)。このとき、可動刃56および固定台52に設けられた固定刃によってキャリアテープ1におけるTAB2の周辺が切断され、TAB2がキャリアテープ1から打ち抜かれる。そして、キャリアテープ1から打ち抜かれたTAB2(打ち抜き済TAB)は、可動刃56の端面56aで吸着される。
【0082】
その後、さらに下降ブロック53が下降(Z軸のマイナス方向に移動)することで、下降ブロック53に設けられた可動刃56が、図3に示す二点鎖線位置に配置される。その結果、可動刃56の端面56aに吸着された打ち抜き済TABがTAB受け渡し位置に配置される。
【0083】
続いて、ピックアップ装置33のピックアップアーム36は、TAB受け渡し位置付近までピックアップヘッド37を移動させる(ステップS22)。そして、ピックアップヘッド37によるTAB吸着処理が開始される(ステップS23)。このとき、可動刃56の端面56aによる打ち抜き済TABの吸着が解かれる(ステップS24)。その結果、打ち抜き済TABがピックアップヘッド37に吸着される。そして、ピックアップヘッド37に吸着された打ち抜き済TABは、ピックアップアーム36によって搭載部380に渡される。
【0084】
以上の処理が完了した後、打ち抜き部51の駆動部(不図示)が下降ブロック53の駆動を停止する。次に、打ち抜き部51の駆動部(不図示)が上昇(Z軸のプラス方向に移動)する。すると、バネ部59の弾性力により、下降ブロック53が固定台52から離れる方向(Z軸のプラス方向)に移動する(ステップS25)。これにより、下降ブロック53に設けられた可動刃56が元の位置に配置され、打ち抜き部TAB受け渡し処理が完了する。
【0085】
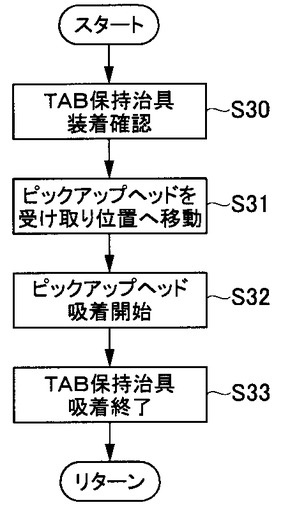
次に、図6のステップS15における保持治具TAB受け渡し処理の詳細について図4、図5および図8を参照して説明する。
図8は、保持治具TAB受け渡し処理の流れを示すフローチャートである。
【0086】
まず、TAB保持部63の底面に打ち抜き済みTABが作業者によって配置される。これにより、打ち抜き済みTABが、TAB保持部63の底面に吸着・保持される。
【0087】
続いて、図4および図5に示すように、打ち抜き部51にTAB保持治具61が装着された状態(装着状態)になることにより、TAB受け渡し位置に配置される。そして、固定台52に設けられたセンサ70が装着状態を検出したのを機に処理が開始(ステップS30)される。
【0088】
以上の処理が完了した後、ピックアップ装置33のピックアップアーム36は、TAB受け渡し位置付近までピックアップヘッド37を移動させる(ステップS31)。そして、ピックアップヘッド37によるTAB吸着処理が開始される(ステップS32)。このとき、TAB保持治具61のTAB保持部63による打ち抜き済TABの吸着が解かれる(ステップS33)。その結果、打ち抜き済TABがピックアップヘッド37に吸着される。そして、ピックアップヘッド37に吸着された打ち抜き済TABは、ピックアップアーム36によって搭載部380に渡され、保持治具TAB受け渡し処理が完了する。
【0089】
以上説明したように、本発明の一実施形態では、打ち抜き部51によって打ち抜き済TABをTAB受け渡し位置に配置することができる。また、打ち抜き部51にTAB保持治具61を装着させた状態(装着状態)で、TAB保持治具61のTAB保持部63に打ち抜き済TABを保持させても、打ち抜き済TABを同様にTAB保持位置に配置することができる。
【0090】
したがって、たとえ打ち抜き部51からピックアップ装置33への打ち抜き済TABの受け渡しが失敗しても、その打ち抜き済TABをTAB保持治具61によってTAB受け渡し位置に配置することができ、ピックアップ装置33によって運ばせることができる。その結果、打ち抜き済TABをすべて利用することができる、という効果を奏する。
【0091】
なお、本発明の一実施形態では、キャリアテープを鉛直上方から鉛直下方に向かってTABを打ち抜く打ち抜き部にTAB保持治具を装着した例について説明した。しかしながら、キャリアテープを鉛直下方から鉛直上方に向かってTABを打ち抜く打ち抜き部にもTAB保持治具を装着することができる。
【0092】
また、本発明の一実施形態では、固定台52に設けられたセンサ70が装着状態を検出したのを機に、ステップS30の処理(TAB保持部63によるTAB吸着処理)が開始されるようにした。しかしながら、TAB供給装置31に、TAB保持部63による吸着を開始するためのボタンを設け、このボタンが操作者によって押されたのを機に、ステップS30の処理が開始されるようにしてもよい。
【0093】
なお、本発明は上述しかつ図面に示した実施の形態に限定されるものではなく、特許請求の範囲に記載した発明の要旨を逸脱しない範囲内で種々の変形実施が可能である。例えば、TAB供給装置は、打ち抜き部にTAB保持治具を着脱可能に装着するような構成であれば、上記した構成に限られない。例えば、TAB供給装置は、打ち抜き部の固定台にTAB保持治具を螺子等により固定できるような構成とすることもできる。
【符号の説明】
【0094】
1・・・キャリアテープ、1a・・・電子部品キャリアテープ部、2・・・TAB、2a・・・電子部品、3・・・供給リール、10・・・表示基板、11・・・カラーフィルタ基板、12・・・TFTアレイ基板、13・・・PCB、20・・・FPDモジュール組立装置、31・・・TAB供給装置、32・・・TAB打ち抜き装置、33・・・ピックアップ装置、36・・・ピックアップアーム、37・・・ピックアップヘッド、51・・・打ち抜き部、52・・・固定台、52a・・・開口部、53・・・下降ブロック、55・・・押え板、55a・・・開口部、56・・・可動刃、56a・・・端面、57・・・ガイド棒、58・・・支持棒、59・・・バネ部、60・・・装着部、60A,60B・・・装着片、61・・・TAB保持治具、62・・・保持治具本体、62a,62b・・・短辺部、62c・・・副面、62d・・・主面、63・・・TAB保持部、64・・・吸着孔、65・・・導管、70・・・センサ
【技術分野】
【0001】
本発明は、液晶ディスプレイや有機EL(Electro-Luminescence)ディスプレイなどのFPD(Flat Panel Display)の表示基板に搭載部材を実装してFPDモジュールを組み立てるFPDモジュール組立装置に関するものである。
【背景技術】
【0002】
FPDとしては、例えば、液晶ディスプレイ、有機ELディスプレイ、プラズマディスプレイ等がある。FPDにおける表示基板の周縁部には、COF(Chip on Film)やFPC(Flexible Printed Circuit)等の搭載部材がTAB(Tape Automated Bonding)接続される。これらのTAB接続が行われる搭載部材は、総称してTABと呼ばれている。
【0003】
また、FPDの表示基板の周辺には、例えば、PCB(Printed Circuit Board)等の周辺基板が実装される。従来、このようにして、FPDモジュールが組み立てられる。
【0004】
FPDモジュール組立装置は、複数の処理作業工程を順次行うことで、FPDの表示基板における周縁部および周辺に、それぞれTABおよびPCB等を実装し、FPDモジュールを組み立てるものである。
【0005】
FPDモジュール組立装置における処理作業工程の一例としては、(1)表示基板端部のTAB貼付け部を清掃する端子クリーニング工程と、(2)清掃されたTAB貼付け部に異方性導電フィルム(ACF:Anisotropic Conductive Film)を貼り付けるACF工程とがある。また、(3)表示基板のACFを貼り付けた位置に、TABを位置決めして仮圧着する仮圧着工程と、(4)搭載したTABを加熱圧着してACFにより固定する本圧着工程とがある。さらに、(5)TABの表示基板側とは反対側の面に、予めACFが貼り付けられたPCB基板を貼付けるPCB工程がある。
【0006】
ところで、上記仮圧着工程では、キャリアテープから打ち抜かれたTABが使用される(特許文献1,2を参照)。
このキャリアテープの構成について図9を参照して説明する。
図9は、キャリアテープを示す斜視図である。
【0007】
図9に示すように、キャリアテープ1は、電子部品キャリアテープ部1aと、リーダテープ部1b,1cとを備える。電子部品キャリアテープ部1aの一方の面(テープ表面)には、その長手方向に等間隔で、TAB2が形成されている。TAB2は、IC(Integrated Circuit)チップ等の電子部品2aと、印刷等の手段で形成された電極(不図示)とを備える。なお、電子部品2aおよび電極(不図示)は接続される。
【0008】
リーダテープ部1b,1cは、TAB2が形成されていない部分であり、電子部品キャリアテープ部1aの長手方向の両端にそれぞれ連接されている。なお、キャリアテープ1の電子部品2aが設けられていない面をテープ裏面と定義する。
【0009】
このようなキャリアテープ1は、図9に示すように、供給リール3に巻回されている。
特許文献1,2を参照すれば、従来のFPDモジュール組立装置は、キャリアテープ1が巻回しされた供給リール3と、キャリアテープ1が供給される打ち抜き機構を備える。
【0010】
打ち抜き機構にキャリアテープ1が供給されると、当該打ち抜き機構により、電子部品キャリアテープ部1aのTAB2が、テープ裏面からテープ表面に向けて打ち抜かれ、キャリアテープ1から分離される。そして、分離されたTAB2(以下、「打ち抜き済TAB」という)は、運搬機構によって吸着されて目的位置まで運ばれる。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平7−106796号公報
【特許文献2】特開平9−29699号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、従来のFPDモジュール組立装置の打ち抜き機構では、例えば運搬機構によって吸着される前に、打ち抜き済TABが地面に落ちることがある。この場合、運搬機構は、当該打ち抜き済TABを目的位置まで運ぶことができない。すなわち、利用できない打ち抜き済TABが発生する。
【0013】
本発明の目的は、上記の問題点を考慮し、打ち抜き済TABすなわち、打ち抜かれた搭載部材(打ち抜き済搭載部材)をすべて利用可能にするFPDモジュール組立装置を提供することにある。
【課題を解決するための手段】
【0014】
上記課題を解決するため、本発明のFPDモジュール組立装置は、キャリアテープに形成された搭載部材を打ち抜き、打ち抜いた搭載部材である打ち抜き済搭載部材を所定位置(搭載部材受け渡し位置)に配置する打ち抜き機構を備える。また、FPDモジュール組立装置は、搭載部材受け渡し位置に配置された打ち抜き済搭載部材を運ぶ運搬機構と、打ち抜き機構に着脱可能に装着される搭載部材保持治具と、をさらに備える。搭載部材保持治具には、当該搭載部材保持治具が打ち抜き機構に装着された状態において、所定位置に打ち抜き済搭載部材が配置されるように当該搭載部材を保持可能な搭載部材保持部が設けられる。
【0015】
上述した本発明の構成によれば、打ち抜き機構によって打ち抜き済搭載部材を搭載部材受け渡し位置に配置する以外にも、搭載部材保持治具の搭載部材保持部に打ち抜き済搭載部材を保持させることにより、打ち抜き済搭載部材を当該所定位置に配置することができる。
【発明の効果】
【0016】
本発明のFPDモジュール組立装置によれば、たとえ打ち抜き機構から運搬機構への打ち抜き済搭載部材の受け渡しが失敗しても、その打ち抜き済搭載部材を搭載部材保持治具によって所定位置に配置することができ、打ち抜き済搭載部材を運搬機構によって運ばせることができる。その結果、打ち抜き済搭載部材をすべて利用することができる、という効果を奏する。
【図面の簡単な説明】
【0017】
【図1】本発明の一実施形態に係るFPDモジュール組立装置によって実装組立を行うFPDモジュールの概略構成を示す平面図である。
【図2】本発明の一実施形態に係るFPDモジュール組立装置の構成を示す上面図である。
【図3】本発明の一実施形態に係るTAB供給装置の構成を示す側面図である。
【図4】本発明の一実施形態に係るTAB保持治具が装着された状態のTAB供給装置を示す側面図である。
【図5】本発明の一実施形態に係るTAB保持治具の構成を示す斜視図である。
【図6】本発明の一実施形態に係るTAB供給装置の動作の流れを示すフローチャートである。
【図7】打ち抜き部TAB受け渡し処理の流れを示すフローチャートである。
【図8】保持治具TAB受け渡し処理の流れを示すフローチャートである。
【図9】キャリアテープを示す斜視図である。
【発明を実施するための形態】
【0018】
以下、本発明のFPDモジュール組立装置の実施の形態例について、図1〜図8を参照して説明する。また、既に背景技術の説明に用いた図9も適宜参照する。なお、各図において共通の部材には、同一の符号を付す。
【0019】
説明は以下の順序で行う。
1.FPDモジュールの構成例
2.FPDモジュール組立装置の構成例
3.TAB供給装置の構成例
4.TAB供給装置の動作例
【0020】
1.FPDモジュールの構成例
まず、FPDモジュールについて、図1を参照して説明する。
図1は、本発明の一実施形態に係るFPDモジュール組立装置によって組み立てられるFPDモジュールの概略構成を示す平面図である。
【0021】
図1に示すように、FPDモジュールPは、表示基板10と、複数のTAB2(搭載部材)と、PCB13とから構成される。
【0022】
表示基板は、その表示面が略長方形状に形成される。3枚のTAB2は、表示基板10の短辺部に実装され、6枚のTAB2は、表示基板10の長辺部に実装される。なお、表示基板10のTAB2が実装される部分(短辺部および長辺部)には、当該TAB2と電気的に接続するための端子(端子部)が設けられる。
【0023】
TAB2には、図9に示したように、ICチップを含む電子部品2aが含まれる。表示基板10の長辺部に実装された6枚のTAB2には、1枚のPCB13が接続される。
【0024】
表示基板10は、TFT(Thin Film Transistor)アレイ基板12と、TFTアレイ基板12上に積載されるカラーフィルタ基板11とを備える。そして表示基板10は、カラーフィルタ基板11およびTFTアレイ基板12間に封入される液晶(不図示)をさらに有する。
【0025】
なお、表示基板10に実装するTAB2の数は、上述した数に限定されるものではなく、例えば表示基板10の長辺部に4枚のTAB2を実装するようにしてもよい。
【0026】
2.FPDモジュール組立装置の構成例
次に、FPDモジュール組立装置の構成について図2を参照して説明する。
図2は、本発明の一実施形態に係るFPDモジュール組立装置の構成を示す上面図である。
【0027】
FPDモジュール組立装置20は、表示基板10の搬送経路の上流(図2の左側)からその下流側(図2の右側)に向かってFPD(液晶ディスプレイ、有機ELディスプレイおよびプラズマディスプレイ等)の表示基板10を搬送しながら、FPDモジュールPを組み立てるものである。
【0028】
図2に示すように、FPDモジュール組立装置20は、端子クリーニングユニット100と、第1のACF貼付ユニット200と、第1の仮圧着ユニット300と、第1の本圧着ユニット400とを備える。さらに、FPDモジュール組立装置20は、第2のACF貼付ユニット500と、第2の仮圧着ユニット600と、第2の本圧着ユニット700と、PCB接続ユニット800とを備える。
【0029】
このFPDモジュール組立装置20では、端子クリーニングユニット100、第1のACF貼付ユニット200、第1の仮圧着ユニット300、第1の本圧着ユニット400、第2のACF貼付ユニット500、第2の仮圧着ユニット600、第2の本圧着ユニット700、PCB接続ユニット800の順で表示基板10が搬送され、それぞれのユニット100〜800で所定の処理がなされる。
【0030】
各ユニット100〜800は、それぞれフレーム101〜801を有する。また、各フレーム101〜801の操作面には、搬送レール102〜802が設けられる。そして、各搬送レール102〜802は、隣り合せの搬送レールと連結されることにより、一本のレールを形成する。
【0031】
搬送レール102〜802には、それぞれ搬送ステージ103〜803が移動可能に係合される。各搬送ステージ103〜803は、次のユニットの作業位置まで表示基板10を搬送する。
【0032】
また、各ユニット100〜800の基準バー104〜804には、表示基板10の作業辺(短辺部または長辺部)を載せて吸着させることで、当該表示基板10を平坦化する。この各基準バー104〜804は、後端支え(不図示)とともに作業中の表示基板10を安定して保持するためのものである。
【0033】
端子クリーニングユニット100では、表示基板10(図1参照)における端子部が設けられた辺部(長辺部または短辺部)を清掃する処理が行われる。この端子クリーニングユニット100には、搬入された表示基板10の端子部を拭き取るクリーニングヘッド105と、このクリーニングヘッド105が摺動するガイドレール106とが設けられる。
【0034】
第1のACF貼付ユニット200では、表示基板10の長辺部にACFを貼り付ける処理が行われる。この第1のACF貼付ユニット200は、表示基板10にACFを貼り付ける2つのACF貼付ヘッド205と、ガイドレール206とを有する。そして、2つのACF貼付ヘッド205は、互いが近接しすぎない範囲でガイドレール206上を移動して、表示基板10にACFを貼り付ける。
【0035】
ACF貼付ヘッド205は、昇降機構(不図示)によって鉛直上下方向に移動するとともに、回転機構(不図示)によって略水平面内を回転するように構成される。ガイドレール206は、フレーム201上に位置決めされた表示基板10の長辺部に沿ってACF貼付ヘッド205を移動させる。
【0036】
第1の仮圧着ユニット300では、表示基板10の長辺部にTAB2(図1参照)を搭載して仮圧着する処理が行われる。この第1の仮圧着ユニット300は、TAB2を表示基板10に搭載する搭載部380と、搭載部380にTAB2を供給するTAB供給装置31とを有する。なお、TAB供給装置31の構成については、図3を参照して後述する。
【0037】
第1の本圧着ユニット400は、本圧着部405を有する。この本圧着部405によって、表示基板10の長辺部に搭載されたTAB2(図1参照)を表示基板10に本圧着する処理が行われる。本圧着部405は、上刃を有する本圧着ヘッド(不図示)と、下刃(不図示)とを備える。上刃および下刃は、ヒータにより加熱されており、TAB2を加熱加圧して表示基板10に接続する。
【0038】
TAB2を表示基板10に本圧着するには、TAB2を仮圧着した表示基板10を下刃で支えつつ、上刃で加圧する。上刃により加圧されたACFは、例えば、190℃で5秒間加熱されて熱硬化する。これにより、TAB2と表示基板10との本圧着が完了する。
【0039】
第2のACF貼付ユニット500では、表示基板10の短辺部にACFを貼り付ける処理が行われる。この第2のACF貼付ユニット500は、表示基板10にACFを貼り付ける2つのACF貼付ヘッド505と、ガイドレール506とを有する。
【0040】
第2の仮圧着ユニット600では、表示基板10の短辺部にTAB2(図1参照)を搭載して仮圧着する処理が行われる。この第2の仮圧着ユニット600は、第1の仮圧着ユニット300と同様に、TAB2を表示基板10に搭載する搭載部680と、搭載部680にTAB2を供給するTAB供給装置610とを有する。
【0041】
第2の本圧着ユニット700では、本圧着部705によって短辺部のTAB2(図1参照)を表示基板10に本圧着する処理が行われる。本圧着部705は、第1の本圧着ユニット400の本圧着部405と同様に、TAB2を仮圧着した表示基板10を支える下刃(不図示)と、TAB2の圧着部分を加圧する上刃(不図示)と、下刃および上刃をそれぞれ加熱するヒータとを有する。
【0042】
PCB接続ユニット800では、表示基板10の長辺部に搭載されたTAB2にPCB13(図1参照)を接続する処理が行われる。このPCB接続ユニット800は、PCB供給ブロック805と、本圧着部806とを備える。PCB供給ブロック805は、PCB13にACFを貼り付けて、本圧着部806に搬送する。
【0043】
PCB供給ブロック805は、PCBトレイ901と、ACF貼付部902A,902Bと、PCB搬送部903とを有する。PCBトレイ901には、複数のPCB13が載置される。このPCBトレイ901に載置されたPCB13は、ACFが貼り付けられる前のPCBであり、1枚ずつPCB把持部(不図示)によって把持されてACF貼付部902A,902Bに供給される。
【0044】
ACF貼付部902A,902Bは、PCB把持部に把持されたPCB13にACFを貼り付ける。PCB把持部は、ACFの貼り付けが終了したPCB13をPCB搬送部903に供給する。PCB搬送部903は、供給されたPCB13を本圧着部806へ搬送する。本圧着部806は、表示基板10の長辺部のTAB2にPCB13を圧着する。
【0045】
そして、PCB接続ユニット800は、PCB13を接続した表示基板10、すなわち組み立てられたFPDモジュールPを排出する。
なお、本例では、処理ユニットを8台設けた例について説明したが、処理ユニットの台数は、表示基板10に施す工程数に応じて適宜設定される。
【0046】
3.TAB供給装置の構成例
次に、第1の仮圧着ユニット300のTAB供給装置31、第2の仮圧着ユニット600のTAB供給装置610について、図3を参照して説明する。なお、TAB供給装置31およびTAB供給装置610は、同一の構成を有しているため、ここではTAB供給装置31についてのみ説明する。
【0047】
図3は、本発明の一実施形態に係るTAB供給装置31の主要な構成を示す側面図である。以下では、X軸方向をキャリアテープ1の送り方向、Z方向をキャリアテープ1の表面の法線方向、X軸方向およびZ軸方向に対して直交する方向をY軸方向と定義する。
【0048】
TAB供給装置31は、TAB打ち抜き装置32と、ピックアップ装置33(運搬機構)と、TAB保持治具61(図4を参照)とから構成される。
【0049】
TAB打ち抜き装置32は、キャリアテープ1が巻回された供給リール3と、キャリアテープ1からTAB2を打ち抜いて、打ち抜いたTAB2(打ち抜き済TAB)をピックアップ装置33に受け渡す打ち抜き部51(打ち抜き機構)とを備える。なお、打ち抜き済TABは、打ち抜き済搭載部材の一例である。
【0050】
供給リール3は、巻回されたキャリアテープ1を所定のピッチずつ打ち抜き部51に供給する。
【0051】
打ち抜き部51は、固定台52と、この固定台52の鉛直上方(図3中のZ軸のプラス方向側)に配置された下降ブロック53と、押え板55と、ガイド棒57と、支持棒58と、下降ブロック53を駆動する駆動部(不図示)とを有する。固定台52には、固定刃(不図示)が設けられ、下降ブロック53には可動刃56が設けられる。
【0052】
下降ブロック53は、ガイド棒57によって固定台52に接近又は固定台52から離れる方向(図3中のZ軸方向)に移動可能に支持される。この下降ブロック53には、可動刃56を囲むように支持棒58が設けられる。また、支持棒58に押え板55が支持される。
【0053】
押え板55には、下降ブロック53に設けられた可動刃56が挿入される開口部55aが形成される。そして、押え板55と固定台52との間にキャリアテープ1が配置される。このとき、キャリアテープ1は、電子部品2aが設けられていない面(テープ裏面)が鉛直上方(可動刃56側)を向いた状態で配置される。
【0054】
駆動部(不図示)が駆動力を発生させると、下降ブロック53は、ガイド棒57に沿って移動(下降)し、可動刃56および押え板55が固定台52に接近する。また、ガイド棒57には、下降ブロック53を固定台52から遠ざけるバネ部59が設けられる。
【0055】
固定台52には、開口部52aが形成される。そして、この開口部52aに可動刃56が挿入されることで、キャリアテープ1に搭載されているTAB2が、打ち抜き部51からピックアップ装置33に向けて打ち抜かれる。また、可動刃56の端面56aは、真空吸着によって吸着を行う吸着面であり、可動刃56が打ち抜き済TABを吸着する。
【0056】
可動刃56は、図3の二点鎖線で示すように、その端面56a側の一部が開口部52aから鉛直下方に突出するように構成される。そして、端面56aで吸着された打ち抜き済TABは、可動刃56が図3に示す二点鎖線位置にあるときに、当該可動刃56からピックアップ装置33のピックアップヘッド37に受け渡される。なお、このときの打ち抜き済TABの位置が、TAB受け渡し位置である。
【0057】
また、固定台52は、図4に示すように、打ち抜き部51にTAB保持治具61(搭載部材保持治具)を着脱可能に装着するための装着部60を有する。この装着部60は、固定台52における可動刃56が突出する面に設けられる。
【0058】
装着部60は、Y軸に直交する断面がL字状である2つの装着片60A,60Bから構成される。装着片60AのL字状の断面は2つの端部60c,60dを有する。また、装着片60BのL字状の端面は2つの端部60e,60fを有する。
【0059】
これらの装着片60A,60Bは、所定の間隔をあけてキャリアテープ1の送り方向(図4中のX軸方向)に沿って設けられる。また、装着片60A,60Bはそれらの間に開口部52aを挟む。そして、端部60cを含む装着片60Aの側面と、端部60eを含む装着片60Bの側面とが対向する。このような装着片60A,60Bおよび固定台52で画成される領域にTAB保持治具61が配置される。これにより、図4に示すように、TAB保持治具61が装着片60A,60Bにより支持され、打ち抜き部51にTAB保持治具61が装着される。
【0060】
なお、固定台52の装着部60には、センサ70が設けられるこのセンサ70は、例えばフォトインタラプタであり、装着部60の装着片60A,60B間にTAB保持治具61が配置されているか否かを検出する。すなわち、センサ70は、固定台52にTAB保持治具61が装着されているか否かを検出する。固定台52へのTAB保持治具61の装着が検出された場合には、供給リール3から打ち抜き部51へのキャリアテープ1の供給処理および打ち抜き部51によるTAB2の打ち抜き処理が禁止される。
【0061】
次に、TAB保持治具61の構成について図5を参照して説明する。
図5は、本発明の一実施形態に係るTAB保持治具61の構成を示す斜視図である。
TAB保持治具61は、打ち抜き部51によるTAB2の打ち抜きが禁止されているときに、打ち抜き済TABをTAB受け渡し位置に配置するためのものである。
【0062】
TAB保持治具61は、図5に示すように、例えば板状に形成された保持治具本体62を備える。保持治具本体62の主面62dおよび副面62cは、それぞれ長方形状である。
【0063】
この保持治具本体62の短辺部62a,62bの長さは、装着片60A,60B間の距離とほぼ等しい。これにより、保持治具本体62の短辺部62a,62bがX軸と平行になる状態で、装着片60A,60Bおよび固定台52で画成される領域に当該保持治具本体62を配置することができ、打ち抜き部51にTAB保持治具61を装着することができる。
【0064】
打ち抜き部51にTAB保持治具61が装着された状態(以下、「装着状態」という)では、保持治具本体62の固定台52側の面が副面62cであり、保持治具本体62の固定台52側とは反対側の面が主面62dである。
【0065】
保持治具本体62の主面62dには、打ち抜き済TABをTAB受け渡し位置に配置するTAB保持部63(搭載部材保持部)が設けられる。TAB保持部63は、その底面が長方形に形成された凹部で構成される。TAB保持部63の底面には、底面に配置された打ち抜き済TABを真空吸着するための吸着孔64が形成される。
【0066】
TAB保持部63の底面における長辺の長さは、打ち抜き済TABの長辺部の長さとほぼ等しい。また、TAB保持部63の底面における短辺の長さは、打ち抜き済TABの短辺部の長さとほぼ等しい。そのため、TAB保持部63の底面に打ち抜き済TABが配置された際に、当該打ち抜き済TABの配置位置がTAB保持部63内で変わることを防止できる。
【0067】
TAB保持部63は、装着状態において底面に打ち抜き済TABが配置された際に、当該打ち抜き済TABの配置位置がTAB受け渡し位置となるような位置に設けられる。これにより、打ち抜き部51によるTAB2の打ち抜き処理が禁止されているときに、打ち抜き済TABをTAB受け渡し位置に配置することができ、この打ち抜き済TABをピックアップ装置33で運ぶことができる。
【0068】
また、TAB保持治具61は、図5に示すように、TAB保持部63の吸着孔64に真空圧を印加するための導管65を備える。この導管65は保持治具本体62に内蔵される。そして、導管65の一端の開口は吸着孔64につながる。また、導管65の他端は、保持治具本体62の短辺部62aに開口する。この短辺部62aにおける導管65の開口に真空吸引装置(不図示)を接続して吸引することにより、TAB保持部63の底面に配置された打ち抜き済TABが吸着孔64によって吸着される。
【0069】
図3および図4に戻り、ピックアップ装置33の構成について説明する。
ピックアップ装置33は、ピックアップアーム36と、このピックアップアーム36に接続されたピックアップヘッド37とを備える。
【0070】
ピックアップヘッド37は、上述したTAB受け渡し位置に配置された打ち抜き済TABを吸着し、吸着した打ち抜き済TABを搭載部380(図2参照)に渡す。なお、ピックアップヘッド37の移動は、当該ピックアップヘッド37に接続されたピックアップアーム36によって行われる。
【0071】
4.TAB供給装置の動作例
次に、TAB供給装置31の動作について図6〜図8を参照して説明する。
図6は、本発明の一実施形態に係るTAB供給装置31の動作の流れを示すフローチャートである。なお、TAB供給装置31の動作は、不図示の制御部によって制御される。
【0072】
まず、TAB供給装置31が起動されると、TAB供給装置31の設定が手動投入モードに設定されているか否かが確認される(ステップS10)。なお、手動投入モードとは、TAB保持治具61を用いてピックアップ装置33に打ち抜き済TABを受け渡す処理(以下、「保持治具TAB受け渡し処理」という)が実行されるモードのことである。
【0073】
TAB供給装置31の設定が手動投入モードに設定されていないならば(ステップS10のNO)、打ち抜き部51の固定台52(図3参照)に設けられたセンサ70によって、打ち抜き部51にTAB保持治具61が装着されているか否かが確認される(ステップS11)。
【0074】
打ち抜き部51にTAB保持治具61が装着されているならば(ステップS11のYES)、TAB供給装置31のすべての動作が禁止される(ステップS12)。そして、TAB保持治具61を取り外した後(ステップS16)、再度TAB供給装置31を起動する。
【0075】
打ち抜き部51にTAB保持治具61が装着されていないならば(ステップS11のNO)、打ち抜き部TAB受け渡し処理が開始される(ステップS13)。打ち抜き部TAB受け渡し処理とは、打ち抜き部51を用いてピックアップ装置33に打ち抜き済TABを受け渡す処理のことである。打ち抜き部TAB受け渡し処理が完了すると、ステップS10の処理が再度実行される。なお、打ち抜き部TAB受け渡し処理の詳細については図7を参照して後述する。
【0076】
ところで、ステップS10の処理にて、TAB供給装置31の設定が手動投入モードに設定されているならば(ステップS10のYES)、打ち抜き部51の固定台52(図3参照)に設けられたセンサ70によって、打ち抜き部51にTAB保持治具61が装着されているか否かが確認される(ステップS14)。
【0077】
打ち抜き部51にTAB保持治具61が装着されていないならば(ステップS14のNO)、ステップS14の処理が再度実行される。
【0078】
打ち抜き部51にTAB保持治具61が装着されているならば(ステップ14のYES)、保持治具TAB受け渡し処理が開始される(ステップS15)。そして、保持治具TAB受け渡し処理が完了すると、ステップS10の処理が再度実行される。なお、保持治具TAB受け渡し処理の詳細については図8を参照して後述する。
【0079】
次に、図6のステップS13における打ち抜き部TAB受け渡し処理の詳細について図3および図7を参照して説明する。
図7は、打ち抜き部TAB受け渡し処理の流れを示すフローチャートである。
本例では、図3に示すように、TAB打ち抜き装置32において、打ち抜き部51の固定台52と下降ブロック53との間にキャリアテープ1が供給されており、可動刃56の鉛直下方(Z軸のマイナス方向)にTAB2が配置されているものとする。
【0080】
まず、打ち抜き部51を構成する可動刃56の端面56aによるTAB吸着処理が開始される(ステップS20)。
【0081】
続いて、打ち抜き部51の駆動部(不図示)が下降ブロック53を駆動し、下降ブロック53が固定台52に接近する方向(Z軸のマイナス方向)に移動する。そして、さらに下降ブロック53が下降(Z軸のマイナス方向に移動)することで、キャリアテープ1が押え板55に押えられるとともに、下降ブロック53に設けられた可動刃56がさらに下降する(ステップS21)。このとき、可動刃56および固定台52に設けられた固定刃によってキャリアテープ1におけるTAB2の周辺が切断され、TAB2がキャリアテープ1から打ち抜かれる。そして、キャリアテープ1から打ち抜かれたTAB2(打ち抜き済TAB)は、可動刃56の端面56aで吸着される。
【0082】
その後、さらに下降ブロック53が下降(Z軸のマイナス方向に移動)することで、下降ブロック53に設けられた可動刃56が、図3に示す二点鎖線位置に配置される。その結果、可動刃56の端面56aに吸着された打ち抜き済TABがTAB受け渡し位置に配置される。
【0083】
続いて、ピックアップ装置33のピックアップアーム36は、TAB受け渡し位置付近までピックアップヘッド37を移動させる(ステップS22)。そして、ピックアップヘッド37によるTAB吸着処理が開始される(ステップS23)。このとき、可動刃56の端面56aによる打ち抜き済TABの吸着が解かれる(ステップS24)。その結果、打ち抜き済TABがピックアップヘッド37に吸着される。そして、ピックアップヘッド37に吸着された打ち抜き済TABは、ピックアップアーム36によって搭載部380に渡される。
【0084】
以上の処理が完了した後、打ち抜き部51の駆動部(不図示)が下降ブロック53の駆動を停止する。次に、打ち抜き部51の駆動部(不図示)が上昇(Z軸のプラス方向に移動)する。すると、バネ部59の弾性力により、下降ブロック53が固定台52から離れる方向(Z軸のプラス方向)に移動する(ステップS25)。これにより、下降ブロック53に設けられた可動刃56が元の位置に配置され、打ち抜き部TAB受け渡し処理が完了する。
【0085】
次に、図6のステップS15における保持治具TAB受け渡し処理の詳細について図4、図5および図8を参照して説明する。
図8は、保持治具TAB受け渡し処理の流れを示すフローチャートである。
【0086】
まず、TAB保持部63の底面に打ち抜き済みTABが作業者によって配置される。これにより、打ち抜き済みTABが、TAB保持部63の底面に吸着・保持される。
【0087】
続いて、図4および図5に示すように、打ち抜き部51にTAB保持治具61が装着された状態(装着状態)になることにより、TAB受け渡し位置に配置される。そして、固定台52に設けられたセンサ70が装着状態を検出したのを機に処理が開始(ステップS30)される。
【0088】
以上の処理が完了した後、ピックアップ装置33のピックアップアーム36は、TAB受け渡し位置付近までピックアップヘッド37を移動させる(ステップS31)。そして、ピックアップヘッド37によるTAB吸着処理が開始される(ステップS32)。このとき、TAB保持治具61のTAB保持部63による打ち抜き済TABの吸着が解かれる(ステップS33)。その結果、打ち抜き済TABがピックアップヘッド37に吸着される。そして、ピックアップヘッド37に吸着された打ち抜き済TABは、ピックアップアーム36によって搭載部380に渡され、保持治具TAB受け渡し処理が完了する。
【0089】
以上説明したように、本発明の一実施形態では、打ち抜き部51によって打ち抜き済TABをTAB受け渡し位置に配置することができる。また、打ち抜き部51にTAB保持治具61を装着させた状態(装着状態)で、TAB保持治具61のTAB保持部63に打ち抜き済TABを保持させても、打ち抜き済TABを同様にTAB保持位置に配置することができる。
【0090】
したがって、たとえ打ち抜き部51からピックアップ装置33への打ち抜き済TABの受け渡しが失敗しても、その打ち抜き済TABをTAB保持治具61によってTAB受け渡し位置に配置することができ、ピックアップ装置33によって運ばせることができる。その結果、打ち抜き済TABをすべて利用することができる、という効果を奏する。
【0091】
なお、本発明の一実施形態では、キャリアテープを鉛直上方から鉛直下方に向かってTABを打ち抜く打ち抜き部にTAB保持治具を装着した例について説明した。しかしながら、キャリアテープを鉛直下方から鉛直上方に向かってTABを打ち抜く打ち抜き部にもTAB保持治具を装着することができる。
【0092】
また、本発明の一実施形態では、固定台52に設けられたセンサ70が装着状態を検出したのを機に、ステップS30の処理(TAB保持部63によるTAB吸着処理)が開始されるようにした。しかしながら、TAB供給装置31に、TAB保持部63による吸着を開始するためのボタンを設け、このボタンが操作者によって押されたのを機に、ステップS30の処理が開始されるようにしてもよい。
【0093】
なお、本発明は上述しかつ図面に示した実施の形態に限定されるものではなく、特許請求の範囲に記載した発明の要旨を逸脱しない範囲内で種々の変形実施が可能である。例えば、TAB供給装置は、打ち抜き部にTAB保持治具を着脱可能に装着するような構成であれば、上記した構成に限られない。例えば、TAB供給装置は、打ち抜き部の固定台にTAB保持治具を螺子等により固定できるような構成とすることもできる。
【符号の説明】
【0094】
1・・・キャリアテープ、1a・・・電子部品キャリアテープ部、2・・・TAB、2a・・・電子部品、3・・・供給リール、10・・・表示基板、11・・・カラーフィルタ基板、12・・・TFTアレイ基板、13・・・PCB、20・・・FPDモジュール組立装置、31・・・TAB供給装置、32・・・TAB打ち抜き装置、33・・・ピックアップ装置、36・・・ピックアップアーム、37・・・ピックアップヘッド、51・・・打ち抜き部、52・・・固定台、52a・・・開口部、53・・・下降ブロック、55・・・押え板、55a・・・開口部、56・・・可動刃、56a・・・端面、57・・・ガイド棒、58・・・支持棒、59・・・バネ部、60・・・装着部、60A,60B・・・装着片、61・・・TAB保持治具、62・・・保持治具本体、62a,62b・・・短辺部、62c・・・副面、62d・・・主面、63・・・TAB保持部、64・・・吸着孔、65・・・導管、70・・・センサ
【特許請求の範囲】
【請求項1】
キャリアテープに形成された搭載部材を打ち抜き、打ち抜いた前記搭載部材である打ち抜き済搭載部材を所定位置に配置する打ち抜き機構と、
前記所定位置に配置された前記打ち抜き済搭載部材を運ぶ運搬機構と、
前記打ち抜き機構に着脱可能に装着される搭載部材保持治具と、を備え、
前記搭載部材保持治具には、
前記搭載部材保持治具が前記打ち抜き機構に装着された状態において、前記所定位置に前記打ち抜き済搭載部材が配置されるように該打ち抜き済搭載部材を保持可能な搭載部材保持部が設けられる
FPDモジュール組立装置。
【請求項2】
前記搭載部材保持部は、前記打ち抜き済搭載部材を吸着して保持する
請求項1に記載のFPDモジュール組立装置。
【請求項3】
前記打ち抜き機構に前記搭載部材保持治具が装着されているか否かを検出する検出部と、を備え、
前記打ち抜き機構に前記搭載部材保持治具が装着されていることを前記検出部が検出すると、前記打ち抜き機構による前記搭載部材の打ち抜き処理が禁止される
請求項1または2に記載のFPDモジュール組立装置。
【請求項4】
前記打ち抜き機構による前記搭載部材の打ち抜き処理が停止されているとき、前記運搬機構は、前記搭載部材保持治具の前記搭載部材保持部によって前記所定位置に配置された前記打ち抜き済搭載部材を取得して運ぶ
請求項1〜3のいずれか1項に記載のFPDモジュール組立装置。
【請求項1】
キャリアテープに形成された搭載部材を打ち抜き、打ち抜いた前記搭載部材である打ち抜き済搭載部材を所定位置に配置する打ち抜き機構と、
前記所定位置に配置された前記打ち抜き済搭載部材を運ぶ運搬機構と、
前記打ち抜き機構に着脱可能に装着される搭載部材保持治具と、を備え、
前記搭載部材保持治具には、
前記搭載部材保持治具が前記打ち抜き機構に装着された状態において、前記所定位置に前記打ち抜き済搭載部材が配置されるように該打ち抜き済搭載部材を保持可能な搭載部材保持部が設けられる
FPDモジュール組立装置。
【請求項2】
前記搭載部材保持部は、前記打ち抜き済搭載部材を吸着して保持する
請求項1に記載のFPDモジュール組立装置。
【請求項3】
前記打ち抜き機構に前記搭載部材保持治具が装着されているか否かを検出する検出部と、を備え、
前記打ち抜き機構に前記搭載部材保持治具が装着されていることを前記検出部が検出すると、前記打ち抜き機構による前記搭載部材の打ち抜き処理が禁止される
請求項1または2に記載のFPDモジュール組立装置。
【請求項4】
前記打ち抜き機構による前記搭載部材の打ち抜き処理が停止されているとき、前記運搬機構は、前記搭載部材保持治具の前記搭載部材保持部によって前記所定位置に配置された前記打ち抜き済搭載部材を取得して運ぶ
請求項1〜3のいずれか1項に記載のFPDモジュール組立装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−253069(P2012−253069A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−122273(P2011−122273)
【出願日】平成23年5月31日(2011.5.31)
【出願人】(501387839)株式会社日立ハイテクノロジーズ (4,325)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【出願人】(501387839)株式会社日立ハイテクノロジーズ (4,325)
【Fターム(参考)】
[ Back to top ]