
FRP成形品
【課題】ドリルによる孔あけ加工後のバリの発生を低減し、また孔あけ加工の作業を容易にし、また剥離やクラックの発生を防止できるFRP成形品を提供する。
【解決手段】ドリル2により孔あけ加工されるFRP成形品1である。該FRP成形品1の表面1aの孔あけ加工の際にドリル2の先端を当てる部分をドリル当て部3とする。FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成する。
【解決手段】ドリル2により孔あけ加工されるFRP成形品1である。該FRP成形品1の表面1aの孔あけ加工の際にドリル2の先端を当てる部分をドリル当て部3とする。FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成する。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】
本発明は、ドリルにより孔あけ加工されるFRP成形品に関するものである。
【0002】
【従来の技術】
従来からFRP成形品1′に固着具にて別の部材と接続するための固着具用貫通孔等の貫通孔を形成することが一般的に行われている。このFRP成形品の貫通孔は図7に示すようにFRP成形品1′をドリル2によって孔あけ加工することで形成されるものである。
【0003】
ところで、上記のようにFRP成形品1′にドリル2によって孔あけ加工を施した場合、FRP成形品1′のドリル2を当てる面の反対側の面の貫通孔の縁部から外側に向かって(図中矢印イ参照)バリが発生してしまい、このバリはFRP成形品1′のドリル2を当てる面の反対側の面に形成されるため、ドリル2によって切削することができず、バリのあるFRP成形品1′が形成されてしまう。
【0004】
上記のようなバリのあるFRP成形品1′を従来から知られている種々の用途に使用した場合、このバリにより外観が損なわれてしまったり、またFRP成形品1′と別部材とを接続した場合においては、バリにより固着具や別部材等がFRP成形品1′と密着させることができず、FRP成形品1′を別部材に接合させ難かった。
【0005】
また、従来では上記バリの問題をFRP成形品1′の裏面側よりバリ取りを行うことで解決していたのだが、この場合、バリ取り作業が面倒であるだけでなく、FRP成形品1′にはガラス繊維が含有されているため、バリ取りを行った際にバリが起点になってFRP成形品1′に剥離やクラックが発生するといった新たな問題が生じてしまう。
【0006】
【発明が解決しようとする課題】
本発明は上記の点に鑑みてなされたものであり、その目的とするところは、孔あけ加工の作業が容易で且つドリルによる孔あけ加工後のバリの発生を低減できるFRP成形品を提供することを課題とするものである。
【0007】
【課題を解決するための手段】
上記課題を解決するために本発明に係るFRP成形品は、ドリル2により孔あけ加工されるFRP成形品1において、該FRP成形品1の表面1aの孔あけ加工の際にドリル2の先端を当てる部分をドリル当て部3とし、FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成して成ることを特徴とするものである。
【0008】
このように、FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成することで、孔あけ加工時において、バリ防止用凹部4の側面4bはドリル2によってわずかに削り取られるだけとなり、これによりバリ防止用凹部4でバリが発生し難くくなり、またこの場合、ドリル2でバリ防止用凹部4の底面4aの位置まで切削した時点ではバリ防止用凹部4の底面4aの両端部から内方に向かってバリが発生することとなり、このバリは以後のドリル2による切削でバリ防止用凹部4の側面4bと一緒に削り取ることができ、これらにより孔あけ加工後のFRP成形品1の裏面1bに発生するバリを低減することができるものである。また、バリ防止用凹部4を設けることで、孔あけ加工時においてバリ防止用凹部4をドリル2のガイドとすることができる。
【0009】
また請求項2記載のFRP成形品は請求項1記載のFRP成形品において、上記FRP成形品1の表面1aのドリル当て部3にドリル2よりも小径のドリルガイド用凹部5を形成して成ることを特徴とするものである。
【0010】
このようにFRP成形品1の表面のドリル当て部3にドリル2よりも小径のドリルガイド用凹部5を形成することで、ドリルガイド用凹部5を目印としてドリル2を容易に位置決めすることができ、またドリルガイド用凹部5を孔あけ加工時におけるドリル2のガイドとすることができる。更に孔あけ加工時においては、ドリルガイド用凹部5の側面5bはドリル2によってわずかに削り取られるだけなのでバリが発生し難く、これによってより一層孔あけ加工後のFRP成形品1の裏面に発生するバリを低減することができる。
【0011】
【発明の実施の形態】
以下、本発明を添付図面に示す実施形態に基づいて説明する。
【0012】
図2、図3には本実施形態におけるFRP成形品1が示されており、このFRP成形品1は孔あけ加工されることで貫通孔が形成され、このように孔あけ加工されたFRP成形品が一般的に知られている種々の用途に使用されるものである。
【0013】
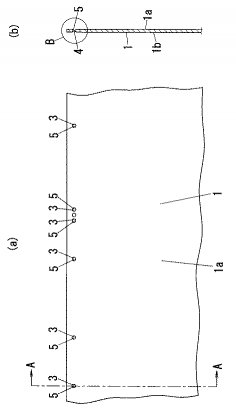
上記孔あけ加工前のFRP成形品1は金型により成形されており、以下に示すような形状を有している。図2、3には本実施形態におけるFRP成形品1が示されており、このFRP成形品1は図に示すように板形状を有している。FRP成形品1の表面1aの端部の端面に沿った方向における複数の箇所はドリル2による孔あけ加工の際にドリル2の先端を当てるドリル当て部3となっており、各ドリル当て部3には表面1a側から見て円形で且つドリル2よりもやや小径のドリルガイド用凹部5が形成されている。また、FRP成形品1の裏面1bの表面1aの各ドリル当て部3と対応する箇所には、裏面1b側から見て円形で且つドリルガイド用凹部5と同径、すなわちドリル2よりもやや小径のバリ防止用凹部4が形成されている。
【0014】
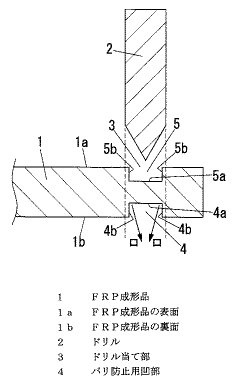
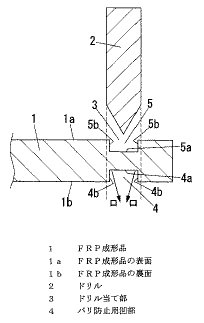
上記FRP成形品1の孔あけ加工は、図1に示すようにFRP成形品1の表面のドリル当て部3に形成されたドリルガイド用凹部5を目印としてドリル2をFRP成形品1の表面1a側に配置し且つドリル2の軸が前述したドリルガイド用凹部5の底面5aの中心を通るように配置して、ドリル2をFRP成形品1に対してFRP成形品1の厚み方向の裏面1b側に進行させることで行われる。
【0015】
ところで、上記のようにFRP成形品1の裏面1bにバリ防止用凹部4を形成したのには以下の理由による。すなわち、図7に示す従来例においては、FRP成形品1にドリル2によって孔あけ加工を施した場合、FRP成形品1のドリル2を当てる面の反対側の面の貫通孔の縁部からドリル2から逃げるように外方(図中矢印イの方向)に向かってバリが発生してしまい、FRP成形品1にドリル2を貫通させたとしてもこのバリは取れないのだが、本実施形態においては、FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成しているので、孔あけ加工時においては、バリ防止用凹部4の側面4bはドリル2によってわずかに削り取られるだけとなり、これによってバリ防止用凹部4でバリが発生し難くくなり、またこの場合、ドリル2でバリ防止用凹部4の底面4aの位置まで切削した時点ではバリ防止用凹部4の底面4aの両端部から内方に向かってバリが発生する(図1中ハ参照)こととなり、このバリは以後のドリル2による切削でバリ防止用凹部4の側面4bと一緒に削り取ることができ、これらにより孔あけ加工後のFRP成形品1の裏面1bに発生するバリを低減することができるのである。このようにFRP成形品1の裏面1bに発生するバリを低減できるために、従来のようにバリ取りを行う必要がなくなり、孔あけ加工が容易になる。更に孔あけ加工時においては、バリ防止用凹部4がガイドとなり、これによっても孔あけ加工の作業を容易にしている。
【0016】
また、本実施形態においては、FRP成形品1の表面1a側のドリル当て部3にドリル2よりも小径のドリルガイド用凹部5を形成しているので、このドリルガイド用凹部5を目印としてドリル2を容易に位置決めすることができ、またドリルガイド用凹部5は孔あけ加工時におけるドリル2のガイドとなり、孔あけ加工がより一層容易になる。さらに孔あけ加工時においては、ドリルガイド用凹部5の側面5bはドリル2によってわずかに削り取られるだけなのでバリが発生し難く、これによってより一層孔あけ加工後のFRP成形品1の裏面1bに発生するバリを低減することができる。
【0017】
なお、本実施形態においてはバリ防止用凹部4と、ドリルガイド用凹部5との両方を形成したものについて説明したが、FRP成形品1にドリルガイド用凹部5を形成せず、バリ防止用凹部4のみ形成しても良いものとする。
【0018】
上記のように孔あけ加工が施されたFRP成形品1は例えば図6に示すようなバスルームの壁パネル6として利用される。以下この壁パネル6について説明する。なお、以下にはこのバスルームの壁パネル6について説明しているが、FRP成形品1の使用用途としては壁パネル6に限定されるものではなく、従来から知られている種々の孔あけ加工されるFRP成形品1にも適用できるものである。
【0019】
図6に示す壁パネル6は図4、図5に示すようなFRP成形品1を加工することによって形成され、該壁パネル6は矩形状板7で主体が構成されている。矩形状板7の外周端部には裏面7a側に向けて突出する突出片8が設けられている。そして、矩形状板7の上端に設けられた突出片8の突出端部には幅方向外側端部を除いた箇所から上方に向かって突出する接続片9を設けている。接続片9の外側端部の端面に沿った方向における複数の箇所には、固着具等を挿入するための貫通孔10が設けられており、この貫通孔10は上記したように表面1a側にドリルガイド用凹部5を備え且つ裏面1b側にバリ防止用凹部4を備えたFRP成形品1をドリル2により孔あけ加工することによって形成されている。
【0020】
然して上記の壁パネル6を貫通孔10に固着具等を挿入することにより例えばバスルームの天井パネルや骨材等の別部材に接続することができる。この場合、壁パネル6の貫通孔10は前述したようにバリ防止用凹部4とドリルガイド用凹部5とを設けたFRP成形品1をドリル2により孔あけ加工することにより形成されたものなので、壁パネル6の貫通孔10の縁部にはバリがなく、壁パネル6と別部材とを密着して接合でき、壁パネル6と別部材との接続を易容にできる。
【0021】
なお、上記では壁パネル6の表面に相当するFRP成形品1の表面1a側よりドリル2による孔あけ加工を行った例を示したが、壁パネル6の裏面に相当するFRP成形品1の表面1a側よりドリル2による孔あけ加工を行っても良く、この場合、壁パネル6の表面側にバリが発生することを低減でき、壁パネル6の外観を向上させることができるものである。
【0022】
【発明の効果】
上記のように本発明の請求項1記載の発明にあっては、FRP成形品の裏面の表面のドリル当て部と対応する箇所にドリルよりも小径のバリ防止用凹部を形成することで、孔あけ加工時において、バリ防止用凹部の側面はドリルによってわずかに削り取られるだけとなり、これによりバリ防止用凹部でバリが発生し難くくなり、またこの場合、ドリルでバリ防止用凹部の底面の位置まで切削した時点ではバリ防止用凹部の底面の両端部から内方に向かってバリが発生することとなり、このバリは以後のドリルによる切削でバリ防止用凹部の側面と一緒に削り取ることができ、これらにより孔あけ加工後のFRP成形品の裏面に発生するバリを低減することができ、これによってバリ取りを行う必要がなくなり、孔あけ加工の作業を容易にできると共にバリが起点になって剥離やクラックが起こることもなくなる。また、孔あけ加工時においてバリ防止用凹部がドリルのガイドとなるため、より一層容易に孔あけ加工を行うことができる。
【0023】
また請求項2記載の発明にあっては、上記請求項1記載の発明の効果に加えて、FRP成形品の表面のドリル当て部にドリルよりも小径のドリルガイド用凹部を形成することで、ドリルガイド用凹部を目印としてドリルを容易に位置決めすることができ、またドリルガイド用凹部が孔あけ加工開始時におけるドリルのガイドとなり、孔あけ加工の作業を更に容易にすることができる。更に孔あけ加工時においては、ドリルガイド用凹部の側面はドリルによってわずかに削り取られるだけなのでバリが発生し難く、これによってより一層孔あけ加工後のFRP成形品の裏面に発生するバリを低減することができる。
【図面の簡単な説明】
【図1】本発明の実施形態の一例を示すものであり、FRP成形品のドリルによる孔あけ加工を説明する説明図である。
【図2】同上のFRP成形品を示すものであり、(a)は正面図であり、(b)は(a)のA―A断面図である。
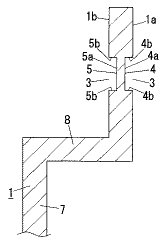
【図3】図2(b)のB部拡大図である。
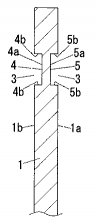
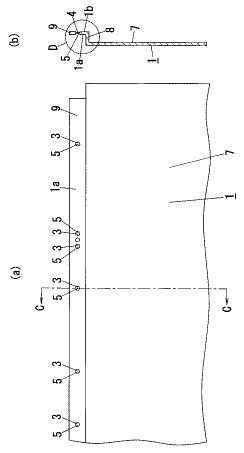
【図4】上記とは異なる他の実施形態を示すものであり、(a)はFRP成形品の正面図であり、(b)は(a)のC−C断面図である。
【図5】図4(b)のD部拡大図である。
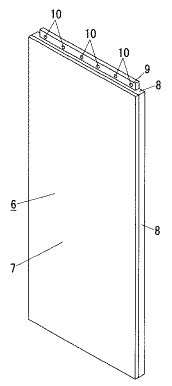
【図6】同上の壁パネルを示す斜視図である。
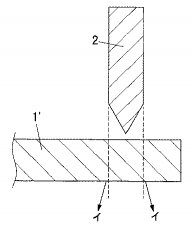
【図7】従来のFRP成形品のドリルによる孔あけ加工を説明する説明図である。
【符号の説明】
1 FRP成形品
1a FRP成形品の表面
1b FRP成形品の裏面
2 ドリル
3 ドリル当て部
4 バリ防止用凹部
5 ドリルガイド用凹部
【0001】
【発明の属する技術分野】
本発明は、ドリルにより孔あけ加工されるFRP成形品に関するものである。
【0002】
【従来の技術】
従来からFRP成形品1′に固着具にて別の部材と接続するための固着具用貫通孔等の貫通孔を形成することが一般的に行われている。このFRP成形品の貫通孔は図7に示すようにFRP成形品1′をドリル2によって孔あけ加工することで形成されるものである。
【0003】
ところで、上記のようにFRP成形品1′にドリル2によって孔あけ加工を施した場合、FRP成形品1′のドリル2を当てる面の反対側の面の貫通孔の縁部から外側に向かって(図中矢印イ参照)バリが発生してしまい、このバリはFRP成形品1′のドリル2を当てる面の反対側の面に形成されるため、ドリル2によって切削することができず、バリのあるFRP成形品1′が形成されてしまう。
【0004】
上記のようなバリのあるFRP成形品1′を従来から知られている種々の用途に使用した場合、このバリにより外観が損なわれてしまったり、またFRP成形品1′と別部材とを接続した場合においては、バリにより固着具や別部材等がFRP成形品1′と密着させることができず、FRP成形品1′を別部材に接合させ難かった。
【0005】
また、従来では上記バリの問題をFRP成形品1′の裏面側よりバリ取りを行うことで解決していたのだが、この場合、バリ取り作業が面倒であるだけでなく、FRP成形品1′にはガラス繊維が含有されているため、バリ取りを行った際にバリが起点になってFRP成形品1′に剥離やクラックが発生するといった新たな問題が生じてしまう。
【0006】
【発明が解決しようとする課題】
本発明は上記の点に鑑みてなされたものであり、その目的とするところは、孔あけ加工の作業が容易で且つドリルによる孔あけ加工後のバリの発生を低減できるFRP成形品を提供することを課題とするものである。
【0007】
【課題を解決するための手段】
上記課題を解決するために本発明に係るFRP成形品は、ドリル2により孔あけ加工されるFRP成形品1において、該FRP成形品1の表面1aの孔あけ加工の際にドリル2の先端を当てる部分をドリル当て部3とし、FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成して成ることを特徴とするものである。
【0008】
このように、FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成することで、孔あけ加工時において、バリ防止用凹部4の側面4bはドリル2によってわずかに削り取られるだけとなり、これによりバリ防止用凹部4でバリが発生し難くくなり、またこの場合、ドリル2でバリ防止用凹部4の底面4aの位置まで切削した時点ではバリ防止用凹部4の底面4aの両端部から内方に向かってバリが発生することとなり、このバリは以後のドリル2による切削でバリ防止用凹部4の側面4bと一緒に削り取ることができ、これらにより孔あけ加工後のFRP成形品1の裏面1bに発生するバリを低減することができるものである。また、バリ防止用凹部4を設けることで、孔あけ加工時においてバリ防止用凹部4をドリル2のガイドとすることができる。
【0009】
また請求項2記載のFRP成形品は請求項1記載のFRP成形品において、上記FRP成形品1の表面1aのドリル当て部3にドリル2よりも小径のドリルガイド用凹部5を形成して成ることを特徴とするものである。
【0010】
このようにFRP成形品1の表面のドリル当て部3にドリル2よりも小径のドリルガイド用凹部5を形成することで、ドリルガイド用凹部5を目印としてドリル2を容易に位置決めすることができ、またドリルガイド用凹部5を孔あけ加工時におけるドリル2のガイドとすることができる。更に孔あけ加工時においては、ドリルガイド用凹部5の側面5bはドリル2によってわずかに削り取られるだけなのでバリが発生し難く、これによってより一層孔あけ加工後のFRP成形品1の裏面に発生するバリを低減することができる。
【0011】
【発明の実施の形態】
以下、本発明を添付図面に示す実施形態に基づいて説明する。
【0012】
図2、図3には本実施形態におけるFRP成形品1が示されており、このFRP成形品1は孔あけ加工されることで貫通孔が形成され、このように孔あけ加工されたFRP成形品が一般的に知られている種々の用途に使用されるものである。
【0013】
上記孔あけ加工前のFRP成形品1は金型により成形されており、以下に示すような形状を有している。図2、3には本実施形態におけるFRP成形品1が示されており、このFRP成形品1は図に示すように板形状を有している。FRP成形品1の表面1aの端部の端面に沿った方向における複数の箇所はドリル2による孔あけ加工の際にドリル2の先端を当てるドリル当て部3となっており、各ドリル当て部3には表面1a側から見て円形で且つドリル2よりもやや小径のドリルガイド用凹部5が形成されている。また、FRP成形品1の裏面1bの表面1aの各ドリル当て部3と対応する箇所には、裏面1b側から見て円形で且つドリルガイド用凹部5と同径、すなわちドリル2よりもやや小径のバリ防止用凹部4が形成されている。
【0014】
上記FRP成形品1の孔あけ加工は、図1に示すようにFRP成形品1の表面のドリル当て部3に形成されたドリルガイド用凹部5を目印としてドリル2をFRP成形品1の表面1a側に配置し且つドリル2の軸が前述したドリルガイド用凹部5の底面5aの中心を通るように配置して、ドリル2をFRP成形品1に対してFRP成形品1の厚み方向の裏面1b側に進行させることで行われる。
【0015】
ところで、上記のようにFRP成形品1の裏面1bにバリ防止用凹部4を形成したのには以下の理由による。すなわち、図7に示す従来例においては、FRP成形品1にドリル2によって孔あけ加工を施した場合、FRP成形品1のドリル2を当てる面の反対側の面の貫通孔の縁部からドリル2から逃げるように外方(図中矢印イの方向)に向かってバリが発生してしまい、FRP成形品1にドリル2を貫通させたとしてもこのバリは取れないのだが、本実施形態においては、FRP成形品1の裏面1bの表面1aのドリル当て部3と対応する箇所にドリル2よりも小径のバリ防止用凹部4を形成しているので、孔あけ加工時においては、バリ防止用凹部4の側面4bはドリル2によってわずかに削り取られるだけとなり、これによってバリ防止用凹部4でバリが発生し難くくなり、またこの場合、ドリル2でバリ防止用凹部4の底面4aの位置まで切削した時点ではバリ防止用凹部4の底面4aの両端部から内方に向かってバリが発生する(図1中ハ参照)こととなり、このバリは以後のドリル2による切削でバリ防止用凹部4の側面4bと一緒に削り取ることができ、これらにより孔あけ加工後のFRP成形品1の裏面1bに発生するバリを低減することができるのである。このようにFRP成形品1の裏面1bに発生するバリを低減できるために、従来のようにバリ取りを行う必要がなくなり、孔あけ加工が容易になる。更に孔あけ加工時においては、バリ防止用凹部4がガイドとなり、これによっても孔あけ加工の作業を容易にしている。
【0016】
また、本実施形態においては、FRP成形品1の表面1a側のドリル当て部3にドリル2よりも小径のドリルガイド用凹部5を形成しているので、このドリルガイド用凹部5を目印としてドリル2を容易に位置決めすることができ、またドリルガイド用凹部5は孔あけ加工時におけるドリル2のガイドとなり、孔あけ加工がより一層容易になる。さらに孔あけ加工時においては、ドリルガイド用凹部5の側面5bはドリル2によってわずかに削り取られるだけなのでバリが発生し難く、これによってより一層孔あけ加工後のFRP成形品1の裏面1bに発生するバリを低減することができる。
【0017】
なお、本実施形態においてはバリ防止用凹部4と、ドリルガイド用凹部5との両方を形成したものについて説明したが、FRP成形品1にドリルガイド用凹部5を形成せず、バリ防止用凹部4のみ形成しても良いものとする。
【0018】
上記のように孔あけ加工が施されたFRP成形品1は例えば図6に示すようなバスルームの壁パネル6として利用される。以下この壁パネル6について説明する。なお、以下にはこのバスルームの壁パネル6について説明しているが、FRP成形品1の使用用途としては壁パネル6に限定されるものではなく、従来から知られている種々の孔あけ加工されるFRP成形品1にも適用できるものである。
【0019】
図6に示す壁パネル6は図4、図5に示すようなFRP成形品1を加工することによって形成され、該壁パネル6は矩形状板7で主体が構成されている。矩形状板7の外周端部には裏面7a側に向けて突出する突出片8が設けられている。そして、矩形状板7の上端に設けられた突出片8の突出端部には幅方向外側端部を除いた箇所から上方に向かって突出する接続片9を設けている。接続片9の外側端部の端面に沿った方向における複数の箇所には、固着具等を挿入するための貫通孔10が設けられており、この貫通孔10は上記したように表面1a側にドリルガイド用凹部5を備え且つ裏面1b側にバリ防止用凹部4を備えたFRP成形品1をドリル2により孔あけ加工することによって形成されている。
【0020】
然して上記の壁パネル6を貫通孔10に固着具等を挿入することにより例えばバスルームの天井パネルや骨材等の別部材に接続することができる。この場合、壁パネル6の貫通孔10は前述したようにバリ防止用凹部4とドリルガイド用凹部5とを設けたFRP成形品1をドリル2により孔あけ加工することにより形成されたものなので、壁パネル6の貫通孔10の縁部にはバリがなく、壁パネル6と別部材とを密着して接合でき、壁パネル6と別部材との接続を易容にできる。
【0021】
なお、上記では壁パネル6の表面に相当するFRP成形品1の表面1a側よりドリル2による孔あけ加工を行った例を示したが、壁パネル6の裏面に相当するFRP成形品1の表面1a側よりドリル2による孔あけ加工を行っても良く、この場合、壁パネル6の表面側にバリが発生することを低減でき、壁パネル6の外観を向上させることができるものである。
【0022】
【発明の効果】
上記のように本発明の請求項1記載の発明にあっては、FRP成形品の裏面の表面のドリル当て部と対応する箇所にドリルよりも小径のバリ防止用凹部を形成することで、孔あけ加工時において、バリ防止用凹部の側面はドリルによってわずかに削り取られるだけとなり、これによりバリ防止用凹部でバリが発生し難くくなり、またこの場合、ドリルでバリ防止用凹部の底面の位置まで切削した時点ではバリ防止用凹部の底面の両端部から内方に向かってバリが発生することとなり、このバリは以後のドリルによる切削でバリ防止用凹部の側面と一緒に削り取ることができ、これらにより孔あけ加工後のFRP成形品の裏面に発生するバリを低減することができ、これによってバリ取りを行う必要がなくなり、孔あけ加工の作業を容易にできると共にバリが起点になって剥離やクラックが起こることもなくなる。また、孔あけ加工時においてバリ防止用凹部がドリルのガイドとなるため、より一層容易に孔あけ加工を行うことができる。
【0023】
また請求項2記載の発明にあっては、上記請求項1記載の発明の効果に加えて、FRP成形品の表面のドリル当て部にドリルよりも小径のドリルガイド用凹部を形成することで、ドリルガイド用凹部を目印としてドリルを容易に位置決めすることができ、またドリルガイド用凹部が孔あけ加工開始時におけるドリルのガイドとなり、孔あけ加工の作業を更に容易にすることができる。更に孔あけ加工時においては、ドリルガイド用凹部の側面はドリルによってわずかに削り取られるだけなのでバリが発生し難く、これによってより一層孔あけ加工後のFRP成形品の裏面に発生するバリを低減することができる。
【図面の簡単な説明】
【図1】本発明の実施形態の一例を示すものであり、FRP成形品のドリルによる孔あけ加工を説明する説明図である。
【図2】同上のFRP成形品を示すものであり、(a)は正面図であり、(b)は(a)のA―A断面図である。
【図3】図2(b)のB部拡大図である。
【図4】上記とは異なる他の実施形態を示すものであり、(a)はFRP成形品の正面図であり、(b)は(a)のC−C断面図である。
【図5】図4(b)のD部拡大図である。
【図6】同上の壁パネルを示す斜視図である。
【図7】従来のFRP成形品のドリルによる孔あけ加工を説明する説明図である。
【符号の説明】
1 FRP成形品
1a FRP成形品の表面
1b FRP成形品の裏面
2 ドリル
3 ドリル当て部
4 バリ防止用凹部
5 ドリルガイド用凹部
【特許請求の範囲】
【請求項1】
ドリルにより孔あけ加工されるFRP成形品において、該FRP成形品の表面の孔あけ加工の際にドリルの先端を当てる部分をドリル当て部とし、FRP成形品の裏面の表面のドリル当て部と対応する箇所にドリルよりも小径のバリ防止用凹部を形成して成ることを特徴とするFRP成形品。
【請求項2】
上記FRP成形品の表面のドリル当て部にドリルよりも小径のドリルガイド用凹部を形成して成ることを特徴とする請求項1記載のFRP成形品。
【請求項1】
ドリルにより孔あけ加工されるFRP成形品において、該FRP成形品の表面の孔あけ加工の際にドリルの先端を当てる部分をドリル当て部とし、FRP成形品の裏面の表面のドリル当て部と対応する箇所にドリルよりも小径のバリ防止用凹部を形成して成ることを特徴とするFRP成形品。
【請求項2】
上記FRP成形品の表面のドリル当て部にドリルよりも小径のドリルガイド用凹部を形成して成ることを特徴とする請求項1記載のFRP成形品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2004−58421(P2004−58421A)
【公開日】平成16年2月26日(2004.2.26)
【国際特許分類】
【出願番号】特願2002−218842(P2002−218842)
【出願日】平成14年7月26日(2002.7.26)
【出願人】(000005832)松下電工株式会社 (17,916)
【Fターム(参考)】
【公開日】平成16年2月26日(2004.2.26)
【国際特許分類】
【出願日】平成14年7月26日(2002.7.26)
【出願人】(000005832)松下電工株式会社 (17,916)
【Fターム(参考)】
[ Back to top ]