
FRP用インサート
【課題】 FRP積層品の所定部位に複数のインサート部材を容易かつ高精度に配置して埋設することができ、しかも、FRP積層品の成形時の加圧環境下においても不用意に潰れることがなく、また、FRP積層品の成形時における本来の熱硬化を妨げることのないFRP用インサートを提供する
【解決手段】 CFRP積層品を成形する際にその所定部位のCFRP層の層間に設置されて埋設されるFRP用インサート1は、コア材3によってインサート部材2B,2Cが設置面1Aに沿う方向の所定位置に相互に位置決めされて保持されているため、インサート部材2B,2CがCFRP積層品の所定位置に容易かつ高精度に配置されて埋設される。FRP用インサート1は耐圧強度の高いCFRP被覆層4で覆われているため、CFRP積層品の成形時の加圧環境下で不用意に潰れることがなく、また、CFRP被覆層4が内部の湿気の放出を遮断するため、CFRP積層品の成形時における本来の熱硬化を妨げることがない。
【解決手段】 CFRP積層品を成形する際にその所定部位のCFRP層の層間に設置されて埋設されるFRP用インサート1は、コア材3によってインサート部材2B,2Cが設置面1Aに沿う方向の所定位置に相互に位置決めされて保持されているため、インサート部材2B,2CがCFRP積層品の所定位置に容易かつ高精度に配置されて埋設される。FRP用インサート1は耐圧強度の高いCFRP被覆層4で覆われているため、CFRP積層品の成形時の加圧環境下で不用意に潰れることがなく、また、CFRP被覆層4が内部の湿気の放出を遮断するため、CFRP積層品の成形時における本来の熱硬化を妨げることがない。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、FRP積層品を構成するFRP層の層間に埋設されるFRP用インサートに関するものである。
【背景技術】
【0002】
繊維強化プラスチックスであるFRP(Fiber Reinforced Plastics)の積層品、特に、炭素繊維強化プラスチックスであるCFRP(Carbon Fiber Reinforced Plastics)の積層品は、軽量であって高強度であるため、自動車などの車体構造部品としても使用されている。そして、この種のFRP積層品においては、通常、他の部材との締結部位などを構成するインサート部材が埋設されている(例えば特許文献1参照)。
【0003】
ここで、特許文献1には、ウレタン発泡コアをFRP層で挟んだサンドイッチ構造のFRP積層品の内部に1個のインサート部材を埋設した構造が示されている。なお、このようなサンドイッチ構造のFRP積層品としては、合成樹脂発泡体をコア材としたもの(例えば特許文献2参照)や、バルサ材をコア材としたもの(例えば特許文献3参照)が知られている。
【特許文献1】特開平5−253946号公報(段落番号18、図1)
【特許文献2】特開2001−246686号公報(要約書)
【特許文献3】特開平10−162797号公報(要約書)
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載されたようなインサート部材の埋設構造においては、FRP積層品の所定部位に複数のインサート部材を所定位置に配置して埋設する場合、その都度、各インサート部材を相互に正確に位置決めして埋設しなければならない。このため、各インサート部材の埋設作業が甚だ面倒であり、その作業性が低下するという問題がある。また、各インサート部材の相互位置の精度が低下し易いという問題がある。
【0005】
そこで、本発明は、FRP積層品の所定部位に複数のインサート部材を容易かつ高精度に配置して埋設することができ、しかも、FRP積層品の成形時の加圧環境下においても不用意に潰れることがなく、また、FRP積層品の成形時における本来の熱硬化を妨げることのないFRP用インサートを提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明に係るFRP用インサートは、FRP積層品の所定部位を構成するFRP層の層間に埋設されるFRP用インサートであって、その設置面方向の所定位置に位置決めして複数のインサート部材を保持したコア材と、このコア材を覆うFRP被覆層とを備えていることを特徴とする。
【0007】
本発明に係るFRP用インサートは、FRP積層品を成形する際、その所定部位に他の部材との締結部などを構成するため、所定部位を構成するFRP層の層間に設置されて埋設される。ここで、本発明のFRP用インサートでは、コア材によって複数のインサート部材が設置面方向の所定位置に位置決めされて保持されているため、複数のインサート部材がFRP積層品の所定部位に容易かつ高精度に配置されて埋設される。
【0008】
また、本発明のFRP用インサートは、耐圧強度の高いFRP被覆層で覆われているため、コア材に耐圧性の低い材料を使用した場合においても、FRP積層品の成形時の加圧環境下で不用意に潰れることがない。そして、このFRP用インサートは、FRP被覆層が内部の湿気の放出を遮断するため、コア材に吸湿性の高い材料を使用した場合においても、FRP積層品の成形時における本来の熱硬化を妨げることがない。
【0009】
本発明のFRP用インサートにおいて、その製造工程を簡略化し、耐圧強度を高めるためには、FRP被覆層をCFRPのプリプレグにより成形されるCFRP被覆層とするのが好ましい。また、軽量化を達成するためには、インサート部材をCFRP積層品で構成するのが好ましく、コア材をバルサ材や発砲プラスチックで構成すると一層好ましい。
【0010】
コア材を板状のバルサ材で構成する場合、その耐圧強度を高めるためには、バルサ材の木質繊維方向をFRP用インサートの設置面に直交させ、かつ、バルサ材の側面を設置面に対して順勾配の傾斜面に形成するのが好ましい。
【発明の効果】
【0011】
本発明に係るFRP用インサートによれば、コア材によって複数のインサート部材が設置面方向の所定位置に位置決めされて保持されているため、複数のインサート部材をFRP積層品の所定部位に容易かつ高精度に配置して埋設することができる。その結果、複数のインサート部材を締結部材としてFRP積層品と他の部材とを容易に締結することができる。
【0012】
また、本発明のFRP用インサートは、耐圧強度の高いFRP被覆層で覆われているため、コア材に耐圧性の低い材料を使用した場合においても、FRP積層品の成形時の加圧環境下で不用意に潰れることがない。そして、このFRP用インサートは、FRP被覆層が内部の湿気の放出を遮断するため、コア材に吸湿性の高い材料を使用した場合においても、FRP積層品の成形時における本来の熱硬化を妨げることがない。
【発明を実施するための最良の形態】
【0013】
以下、図面を参照して本発明に係るFRP用インサートの実施の形態を説明する。参照する図面において、図1は一実施形態に係るFRP用インサートが埋設されたFRP積層品の所定部位の断面図、図2は図1に示したFRP用インサートの平面図、図3は図2のIII−III線に沿う断面図である。
【0014】
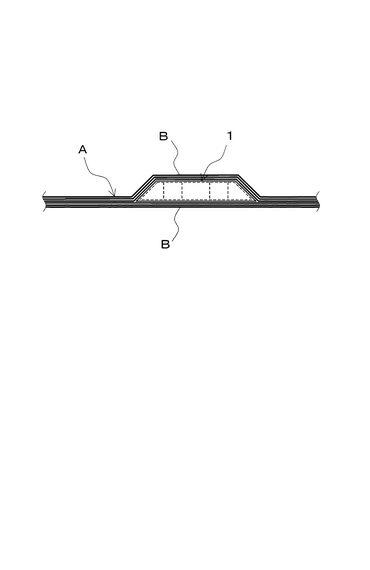
図1に示すように、一実施形態に係るFRP用インサート1は、FRP積層品Aの所定部位に他の部材との締結部などを構成するため、FRP積層品Aの所定部位を構成する複数層のFRP層Bの任意の層間に設置されて埋設されるものである。
【0015】
なお、FRP積層品Aを成形するための強化繊維や熱硬化性樹脂の種類および製法は、特に限定されるものではないが、一実施形態においては、カーボン繊維にエポキシ樹脂を含浸させたカーボン/エポキシプリプレグを複数層積層してオートクレーブ成形することにより、複数のCFRP層Bが積層されたCFRP積層品Aが成形される。
【0016】
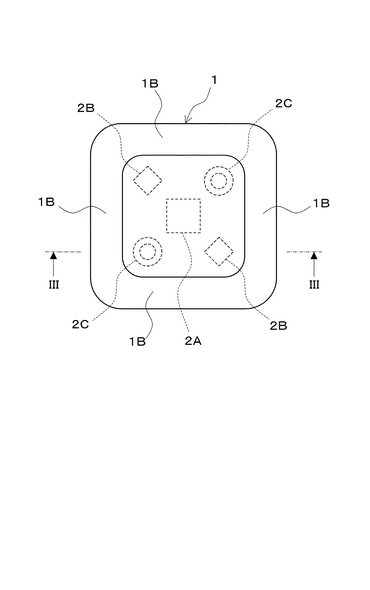
FRP用インサート1は、側面形状が台形の厚板状に成形されており、その平面形状は、例えば図2に示すように、角の丸い概略正方形となっている。そして、このFRP用インサート1には、複数のインサート部材が埋設されている。例えば、FRP用インサート1の中央部にはインサート部材2Aが埋設され、FRP用インサート1の角部付近にはインサート部材2Aの両側に配置して一対のインサート部材2B,2Bと他の一対のインサート部材2C,2Cとが埋設されている。
【0017】
これらのインサート部材2A,2B,2Cの材質は、締結部材として一般に使用される鋼材でも構わないが、一実施形態においては、軽量化するためにCFRPの積層品されている。そして、図2に示す例では、インサート部材2Aは平面視正方形のブロック状に成形され、インサート部材2B,2Bはインサート部材2Aより若干小さい平面視正方形のブロック状に成形され、インサート部材2C,2Cはボルト挿通孔を有する円筒状に形成されている。
【0018】
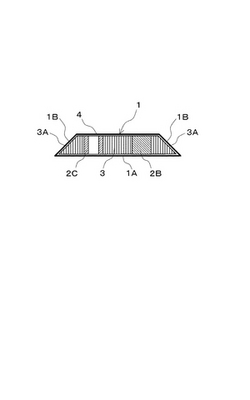
図3に示すように、FRP用インサート1は、CFRP積層品A(図1参照)に対する設置面1Aの方向(図2の平面方向)にインサート部材2A,2B,2C(図2参照)を位置決めした状態で嵌合して保持するコア材3と、インサート部材2A,2B,2Cを含めてコア材3の全面を覆うFRP被覆層4とを備えて構成されている。
【0019】
コア材3は、軽量化のために板状のバルサ材で構成されており、このバルサ材の木質繊維方向は、FRP用インサート1の設置面1Aに直交する板厚方向に沿っている。そして、このバルサ材からなるコア材3は、その周面がFRP用インサート1の設置面1Aに対して例えば45°の順勾配の傾斜面3Aに形成されることで、台形の断面形状に形成されている。
【0020】
FRP被覆層4は、FRP用インサート1の耐圧強度を高め、かつ、その製造工程を簡略化するため、例えばカーボン繊維にエポキシ樹脂を含浸させたカーボン/エポキシプリプレグをオートクレーブ成形して得られるCFRP被覆層4とされている。
【0021】
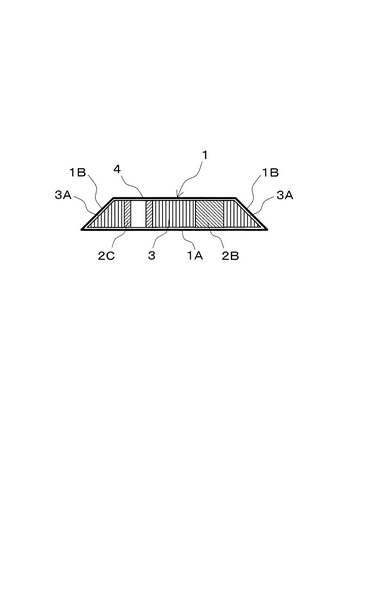
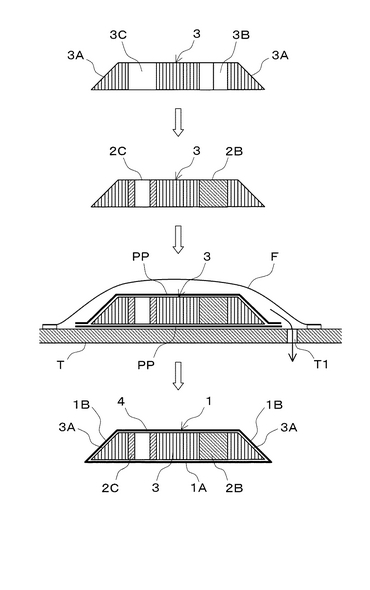
図4は、以上の構造を有するFRP用インサート1の成形工程を示している。まず、板状のバルサ材からなるコア材3には、その側面の全周に傾斜面3Aが形成されると共に、インサート部材2A,2B,2C(図2参照)を嵌合して保持する保持穴3B,3C等が板厚方向に貫通して形成される。
【0022】
続いて、コア材3の保持穴3B,3C等にそれぞれインサート部材2B,2C等が嵌合される。この場合、インサート部材2B,2C等は、緩みを防止するため、適宜充填材や接着剤を介して保持穴3B,3C等に嵌合される。
【0023】
インサート部材2B,2C等が嵌合されたコア材3は、適宜乾燥された後、その下面および傾斜面3Aを含む上面に沿ってそれぞれカーボン/エポキシプリプレグPPが添設される。この場合、カーボン/エポキシプリプレグPPが接触するコア材3の表面には、予め接着剤を塗布しておくのが望ましい。
【0024】
カーボン/エポキシプリプレグPPが上面および下面に添設されたコア材3は、図示しないオートクレーブ内のテーブルT上に載置されてバックフィルムFにより気密に覆われる。そして、この状態でテーブルTの排気穴T1からバックフィルムF内の空気が図示しない真空ポンプ等により吸引された後、カーボン/エポキシプリプレグPPがバックフィルムFを介して所定の加圧条件下で加熱硬化される。
【0025】
オートクレーブ内における加圧条件は、バルサ材からなるコア材3が木質繊維方向と直交する横方向に潰れない程度、すなわち、1〜3(atm)程度に設定される。また、加熱温度は130℃程度に設定される。そして、このような条件による4時間程度の加熱硬化処理により、カーボン/エポキシプリプレグPPが硬化したCFRP被覆層4がコア材3の全面に成形される。
【0026】
そこで、コア材3の周囲にはみ出したCFRP被覆層4をトリミングすることにより、側面の全周にCFRP被覆層4の傾斜面1Bが形成されたFRP用インサート1が成形される。
【0027】
このような工程により成形された一実施形態のFRP用インサート1は、コア材3が軽量なバルサ材で構成され、インサート部材2A,2B,2Cも鋼材より極めて軽量なCFRPの積層品で構成されているため、極めて軽量である。また、このFRP用インサート1は、コア材3がCFRP被覆層4で覆われているため、耐圧強度が極めて高い。
【0028】
一実施形態のFRP用インサート1は、図1に示したCFRP積層品Aを成形する際、その所定部位に他の部材との締結部を構成するため、CFRP積層品Aの所定部位を構成する複数層のCFRP層Bの任意の層間に設置されて埋設される。
【0029】
ここで、一実施形態のFRP用インサート1では、コア材3によって複数のインサート部材2A,2B,2Cが設置面1A方向の所定位置に相互に位置決めされて保持されているため、複数のインサート部材2A,2B,2CがCFRP積層品Aの所定部位に容易かつ高精度に配置されて埋設される。
【0030】
また、FRP用インサート1は、コア材3が耐圧性の低いバルサ材で構成されているものの、このコア材3が耐圧強度の極めて高いCFRP被覆層4で覆われており、しかも、CFRP被覆層4の側面の全周が45°程度の傾斜面1Bとなっているため、CFRP積層品Aを6(atm)程度の加圧環境下において180〜200℃程度の加熱条件で硬化させる際にも、不用意に潰れることがない。
【0031】
そして、このFRP用インサート1は、CFRP被覆層4が内部の湿気の放出を遮断するため、コア材3に吸湿性の高いバルサ材を使用しているにも拘わらず、CFRP積層品Aの成形時における本来の熱硬化を妨げることがない。
【0032】
従って、一実施形態のFRP用インサート1によれば、複数のインサート部材2A,2B,2CをCFRP積層品Aの所定部位に容易かつ高精度に配置して埋設することができる。その結果、各インサート部材2Cにボルトを挿通し、あるいはインサート部材2A,2Bにタップ加工を施してボルトがねじ込まれるナットを形成する等の処理により、CFRP積層品Aと他の部材とを容易に締結することが可能となる。
【0033】
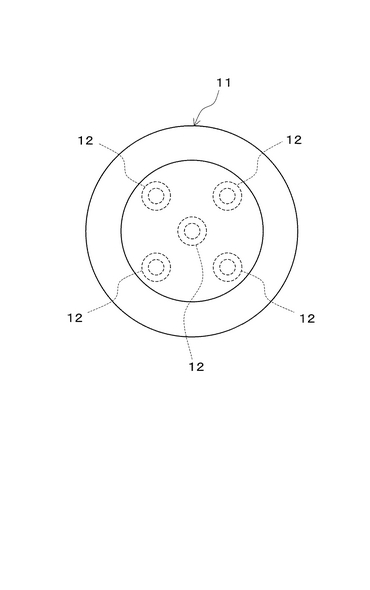
本発明のFRP用インサートは、一実施形態に限定されるものではない。例えば、FRP用インサートは、図5に示すような円形の平面形状を有するFRP用インサート11としてもよいし、あるいは楕円形の平面形状を有するもの(図示省略)としてもよい。
【0034】
また、図2に示したインサート部材2A,2B,2Cの配置や形状あるいは個数は、図2に示した例に限らず、適宜変更することができる。例えば、図5に示すように、各インサート部材は、図2に示したインサート部材2Cと同様のボルト挿通孔を有する円筒状のインサート部材12としてもよいし、あるいは、図2に示したインサート部材2A,2Bと同様のブロック状(図示省略)としてもよい。
【0035】
さらに、コア材3の材質は、バルサ材に限らず、発泡ウレタン等の発泡プラスチックとしてもよい。
【0036】
なお、FRP用インサート1のCFRP被覆層4を構成するカーボン/エポキシプリプレグPPは、ガラス繊維、アラミド繊維、各種の金属繊維などを強化繊維とし、エポキシ樹脂、ポリエステル樹脂、シリコーン樹脂、ポリイミド樹脂などをマトリックス樹脂としたその他のプリプレグに変更することができる。
【図面の簡単な説明】
【0037】
【図1】本発明の一実施形態に係るFRP用インサートが埋設されたFRP積層品Aの所定部位の断面図である。
【図2】図1に示したFRP用インサートの平面図である。
【図3】図2のIII−III線に沿う断面図である。
【図4】図3に示したFRP用インサートの成形工程を示す断面図である。
【図5】一実施形態のFRP用インサートの変形例を示す平面図である。
【符号の説明】
【0038】
1 FRP用インサート
1A 設置面
2A インサート部材
2B インサート部材
2C インサート部材
3 コア材
3A 傾斜面
4 FRP被覆層(CFRP被覆層)
11 FRP用インサート
12 インサート部材
A FRP積層品(CFRP積層品)
B FRP層(CFRP層)
PP カーボン/エポキシプリプレグ
【技術分野】
【0001】
本発明は、FRP積層品を構成するFRP層の層間に埋設されるFRP用インサートに関するものである。
【背景技術】
【0002】
繊維強化プラスチックスであるFRP(Fiber Reinforced Plastics)の積層品、特に、炭素繊維強化プラスチックスであるCFRP(Carbon Fiber Reinforced Plastics)の積層品は、軽量であって高強度であるため、自動車などの車体構造部品としても使用されている。そして、この種のFRP積層品においては、通常、他の部材との締結部位などを構成するインサート部材が埋設されている(例えば特許文献1参照)。
【0003】
ここで、特許文献1には、ウレタン発泡コアをFRP層で挟んだサンドイッチ構造のFRP積層品の内部に1個のインサート部材を埋設した構造が示されている。なお、このようなサンドイッチ構造のFRP積層品としては、合成樹脂発泡体をコア材としたもの(例えば特許文献2参照)や、バルサ材をコア材としたもの(例えば特許文献3参照)が知られている。
【特許文献1】特開平5−253946号公報(段落番号18、図1)
【特許文献2】特開2001−246686号公報(要約書)
【特許文献3】特開平10−162797号公報(要約書)
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、特許文献1に記載されたようなインサート部材の埋設構造においては、FRP積層品の所定部位に複数のインサート部材を所定位置に配置して埋設する場合、その都度、各インサート部材を相互に正確に位置決めして埋設しなければならない。このため、各インサート部材の埋設作業が甚だ面倒であり、その作業性が低下するという問題がある。また、各インサート部材の相互位置の精度が低下し易いという問題がある。
【0005】
そこで、本発明は、FRP積層品の所定部位に複数のインサート部材を容易かつ高精度に配置して埋設することができ、しかも、FRP積層品の成形時の加圧環境下においても不用意に潰れることがなく、また、FRP積層品の成形時における本来の熱硬化を妨げることのないFRP用インサートを提供することを課題とする。
【課題を解決するための手段】
【0006】
本発明に係るFRP用インサートは、FRP積層品の所定部位を構成するFRP層の層間に埋設されるFRP用インサートであって、その設置面方向の所定位置に位置決めして複数のインサート部材を保持したコア材と、このコア材を覆うFRP被覆層とを備えていることを特徴とする。
【0007】
本発明に係るFRP用インサートは、FRP積層品を成形する際、その所定部位に他の部材との締結部などを構成するため、所定部位を構成するFRP層の層間に設置されて埋設される。ここで、本発明のFRP用インサートでは、コア材によって複数のインサート部材が設置面方向の所定位置に位置決めされて保持されているため、複数のインサート部材がFRP積層品の所定部位に容易かつ高精度に配置されて埋設される。
【0008】
また、本発明のFRP用インサートは、耐圧強度の高いFRP被覆層で覆われているため、コア材に耐圧性の低い材料を使用した場合においても、FRP積層品の成形時の加圧環境下で不用意に潰れることがない。そして、このFRP用インサートは、FRP被覆層が内部の湿気の放出を遮断するため、コア材に吸湿性の高い材料を使用した場合においても、FRP積層品の成形時における本来の熱硬化を妨げることがない。
【0009】
本発明のFRP用インサートにおいて、その製造工程を簡略化し、耐圧強度を高めるためには、FRP被覆層をCFRPのプリプレグにより成形されるCFRP被覆層とするのが好ましい。また、軽量化を達成するためには、インサート部材をCFRP積層品で構成するのが好ましく、コア材をバルサ材や発砲プラスチックで構成すると一層好ましい。
【0010】
コア材を板状のバルサ材で構成する場合、その耐圧強度を高めるためには、バルサ材の木質繊維方向をFRP用インサートの設置面に直交させ、かつ、バルサ材の側面を設置面に対して順勾配の傾斜面に形成するのが好ましい。
【発明の効果】
【0011】
本発明に係るFRP用インサートによれば、コア材によって複数のインサート部材が設置面方向の所定位置に位置決めされて保持されているため、複数のインサート部材をFRP積層品の所定部位に容易かつ高精度に配置して埋設することができる。その結果、複数のインサート部材を締結部材としてFRP積層品と他の部材とを容易に締結することができる。
【0012】
また、本発明のFRP用インサートは、耐圧強度の高いFRP被覆層で覆われているため、コア材に耐圧性の低い材料を使用した場合においても、FRP積層品の成形時の加圧環境下で不用意に潰れることがない。そして、このFRP用インサートは、FRP被覆層が内部の湿気の放出を遮断するため、コア材に吸湿性の高い材料を使用した場合においても、FRP積層品の成形時における本来の熱硬化を妨げることがない。
【発明を実施するための最良の形態】
【0013】
以下、図面を参照して本発明に係るFRP用インサートの実施の形態を説明する。参照する図面において、図1は一実施形態に係るFRP用インサートが埋設されたFRP積層品の所定部位の断面図、図2は図1に示したFRP用インサートの平面図、図3は図2のIII−III線に沿う断面図である。
【0014】
図1に示すように、一実施形態に係るFRP用インサート1は、FRP積層品Aの所定部位に他の部材との締結部などを構成するため、FRP積層品Aの所定部位を構成する複数層のFRP層Bの任意の層間に設置されて埋設されるものである。
【0015】
なお、FRP積層品Aを成形するための強化繊維や熱硬化性樹脂の種類および製法は、特に限定されるものではないが、一実施形態においては、カーボン繊維にエポキシ樹脂を含浸させたカーボン/エポキシプリプレグを複数層積層してオートクレーブ成形することにより、複数のCFRP層Bが積層されたCFRP積層品Aが成形される。
【0016】
FRP用インサート1は、側面形状が台形の厚板状に成形されており、その平面形状は、例えば図2に示すように、角の丸い概略正方形となっている。そして、このFRP用インサート1には、複数のインサート部材が埋設されている。例えば、FRP用インサート1の中央部にはインサート部材2Aが埋設され、FRP用インサート1の角部付近にはインサート部材2Aの両側に配置して一対のインサート部材2B,2Bと他の一対のインサート部材2C,2Cとが埋設されている。
【0017】
これらのインサート部材2A,2B,2Cの材質は、締結部材として一般に使用される鋼材でも構わないが、一実施形態においては、軽量化するためにCFRPの積層品されている。そして、図2に示す例では、インサート部材2Aは平面視正方形のブロック状に成形され、インサート部材2B,2Bはインサート部材2Aより若干小さい平面視正方形のブロック状に成形され、インサート部材2C,2Cはボルト挿通孔を有する円筒状に形成されている。
【0018】
図3に示すように、FRP用インサート1は、CFRP積層品A(図1参照)に対する設置面1Aの方向(図2の平面方向)にインサート部材2A,2B,2C(図2参照)を位置決めした状態で嵌合して保持するコア材3と、インサート部材2A,2B,2Cを含めてコア材3の全面を覆うFRP被覆層4とを備えて構成されている。
【0019】
コア材3は、軽量化のために板状のバルサ材で構成されており、このバルサ材の木質繊維方向は、FRP用インサート1の設置面1Aに直交する板厚方向に沿っている。そして、このバルサ材からなるコア材3は、その周面がFRP用インサート1の設置面1Aに対して例えば45°の順勾配の傾斜面3Aに形成されることで、台形の断面形状に形成されている。
【0020】
FRP被覆層4は、FRP用インサート1の耐圧強度を高め、かつ、その製造工程を簡略化するため、例えばカーボン繊維にエポキシ樹脂を含浸させたカーボン/エポキシプリプレグをオートクレーブ成形して得られるCFRP被覆層4とされている。
【0021】
図4は、以上の構造を有するFRP用インサート1の成形工程を示している。まず、板状のバルサ材からなるコア材3には、その側面の全周に傾斜面3Aが形成されると共に、インサート部材2A,2B,2C(図2参照)を嵌合して保持する保持穴3B,3C等が板厚方向に貫通して形成される。
【0022】
続いて、コア材3の保持穴3B,3C等にそれぞれインサート部材2B,2C等が嵌合される。この場合、インサート部材2B,2C等は、緩みを防止するため、適宜充填材や接着剤を介して保持穴3B,3C等に嵌合される。
【0023】
インサート部材2B,2C等が嵌合されたコア材3は、適宜乾燥された後、その下面および傾斜面3Aを含む上面に沿ってそれぞれカーボン/エポキシプリプレグPPが添設される。この場合、カーボン/エポキシプリプレグPPが接触するコア材3の表面には、予め接着剤を塗布しておくのが望ましい。
【0024】
カーボン/エポキシプリプレグPPが上面および下面に添設されたコア材3は、図示しないオートクレーブ内のテーブルT上に載置されてバックフィルムFにより気密に覆われる。そして、この状態でテーブルTの排気穴T1からバックフィルムF内の空気が図示しない真空ポンプ等により吸引された後、カーボン/エポキシプリプレグPPがバックフィルムFを介して所定の加圧条件下で加熱硬化される。
【0025】
オートクレーブ内における加圧条件は、バルサ材からなるコア材3が木質繊維方向と直交する横方向に潰れない程度、すなわち、1〜3(atm)程度に設定される。また、加熱温度は130℃程度に設定される。そして、このような条件による4時間程度の加熱硬化処理により、カーボン/エポキシプリプレグPPが硬化したCFRP被覆層4がコア材3の全面に成形される。
【0026】
そこで、コア材3の周囲にはみ出したCFRP被覆層4をトリミングすることにより、側面の全周にCFRP被覆層4の傾斜面1Bが形成されたFRP用インサート1が成形される。
【0027】
このような工程により成形された一実施形態のFRP用インサート1は、コア材3が軽量なバルサ材で構成され、インサート部材2A,2B,2Cも鋼材より極めて軽量なCFRPの積層品で構成されているため、極めて軽量である。また、このFRP用インサート1は、コア材3がCFRP被覆層4で覆われているため、耐圧強度が極めて高い。
【0028】
一実施形態のFRP用インサート1は、図1に示したCFRP積層品Aを成形する際、その所定部位に他の部材との締結部を構成するため、CFRP積層品Aの所定部位を構成する複数層のCFRP層Bの任意の層間に設置されて埋設される。
【0029】
ここで、一実施形態のFRP用インサート1では、コア材3によって複数のインサート部材2A,2B,2Cが設置面1A方向の所定位置に相互に位置決めされて保持されているため、複数のインサート部材2A,2B,2CがCFRP積層品Aの所定部位に容易かつ高精度に配置されて埋設される。
【0030】
また、FRP用インサート1は、コア材3が耐圧性の低いバルサ材で構成されているものの、このコア材3が耐圧強度の極めて高いCFRP被覆層4で覆われており、しかも、CFRP被覆層4の側面の全周が45°程度の傾斜面1Bとなっているため、CFRP積層品Aを6(atm)程度の加圧環境下において180〜200℃程度の加熱条件で硬化させる際にも、不用意に潰れることがない。
【0031】
そして、このFRP用インサート1は、CFRP被覆層4が内部の湿気の放出を遮断するため、コア材3に吸湿性の高いバルサ材を使用しているにも拘わらず、CFRP積層品Aの成形時における本来の熱硬化を妨げることがない。
【0032】
従って、一実施形態のFRP用インサート1によれば、複数のインサート部材2A,2B,2CをCFRP積層品Aの所定部位に容易かつ高精度に配置して埋設することができる。その結果、各インサート部材2Cにボルトを挿通し、あるいはインサート部材2A,2Bにタップ加工を施してボルトがねじ込まれるナットを形成する等の処理により、CFRP積層品Aと他の部材とを容易に締結することが可能となる。
【0033】
本発明のFRP用インサートは、一実施形態に限定されるものではない。例えば、FRP用インサートは、図5に示すような円形の平面形状を有するFRP用インサート11としてもよいし、あるいは楕円形の平面形状を有するもの(図示省略)としてもよい。
【0034】
また、図2に示したインサート部材2A,2B,2Cの配置や形状あるいは個数は、図2に示した例に限らず、適宜変更することができる。例えば、図5に示すように、各インサート部材は、図2に示したインサート部材2Cと同様のボルト挿通孔を有する円筒状のインサート部材12としてもよいし、あるいは、図2に示したインサート部材2A,2Bと同様のブロック状(図示省略)としてもよい。
【0035】
さらに、コア材3の材質は、バルサ材に限らず、発泡ウレタン等の発泡プラスチックとしてもよい。
【0036】
なお、FRP用インサート1のCFRP被覆層4を構成するカーボン/エポキシプリプレグPPは、ガラス繊維、アラミド繊維、各種の金属繊維などを強化繊維とし、エポキシ樹脂、ポリエステル樹脂、シリコーン樹脂、ポリイミド樹脂などをマトリックス樹脂としたその他のプリプレグに変更することができる。
【図面の簡単な説明】
【0037】
【図1】本発明の一実施形態に係るFRP用インサートが埋設されたFRP積層品Aの所定部位の断面図である。
【図2】図1に示したFRP用インサートの平面図である。
【図3】図2のIII−III線に沿う断面図である。
【図4】図3に示したFRP用インサートの成形工程を示す断面図である。
【図5】一実施形態のFRP用インサートの変形例を示す平面図である。
【符号の説明】
【0038】
1 FRP用インサート
1A 設置面
2A インサート部材
2B インサート部材
2C インサート部材
3 コア材
3A 傾斜面
4 FRP被覆層(CFRP被覆層)
11 FRP用インサート
12 インサート部材
A FRP積層品(CFRP積層品)
B FRP層(CFRP層)
PP カーボン/エポキシプリプレグ
【特許請求の範囲】
【請求項1】
FRP積層品の所定部位を構成するFRP層の層間に埋設されるFRP用インサートであって、その設置面方向の所定位置に位置決めして複数のインサート部材を保持したコア材と、このコア材を覆うFRP被覆層とを備えていることを特徴とするFRP用インサート。
【請求項2】
前記FRP被覆層がCFRPのプリプレグにより成形されたCFRP被覆層であることを特徴とする請求項1に記載のFRP用インサート。
【請求項3】
前記インサート部材がCFRP積層品で構成されていることを特徴とする請求項1または2に記載のFRP用インサート。
【請求項4】
前記コア材が板状のバルサ材で構成され、このバルサ材の木質繊維方向が前記設置面に直交しており、かつ、バルサ材の側面が前記設置面に対して順勾配の傾斜面に形成されていることを特徴とする請求項1〜3の何れかに記載のFRP用インサート。
【請求項1】
FRP積層品の所定部位を構成するFRP層の層間に埋設されるFRP用インサートであって、その設置面方向の所定位置に位置決めして複数のインサート部材を保持したコア材と、このコア材を覆うFRP被覆層とを備えていることを特徴とするFRP用インサート。
【請求項2】
前記FRP被覆層がCFRPのプリプレグにより成形されたCFRP被覆層であることを特徴とする請求項1に記載のFRP用インサート。
【請求項3】
前記インサート部材がCFRP積層品で構成されていることを特徴とする請求項1または2に記載のFRP用インサート。
【請求項4】
前記コア材が板状のバルサ材で構成され、このバルサ材の木質繊維方向が前記設置面に直交しており、かつ、バルサ材の側面が前記設置面に対して順勾配の傾斜面に形成されていることを特徴とする請求項1〜3の何れかに記載のFRP用インサート。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−175606(P2006−175606A)
【公開日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願番号】特願2004−368316(P2004−368316)
【出願日】平成16年12月20日(2004.12.20)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
【公開日】平成18年7月6日(2006.7.6)
【国際特許分類】
【出願日】平成16年12月20日(2004.12.20)
【出願人】(000003207)トヨタ自動車株式会社 (59,920)
【Fターム(参考)】
[ Back to top ]