
FRP耐圧容器の製造方法
【課題】軽量であり、かつ、耐圧性に優れた容器を提供するする。
【解決手段】容器本体10は、ポリエチレンテレフタレートにより構成された中空形状の第1層110と、この第1層110の外側に被せられた、ガラス繊維で編まれた第2層120と、第2層120の周囲に、樹脂を含侵させた強化繊維を巻き付けて固化された第3層130とからなる。ポリエチレンテレフタレートからなる第1層110は、ポリエチレンよりも融点が高いため、火炎暴露試験に対して高い性能が期待できる。また、第2層120及び第3層130は、共にガラス繊維を含有し、一体となってFRP層となるため、高い耐圧性能が期待できる。
【解決手段】容器本体10は、ポリエチレンテレフタレートにより構成された中空形状の第1層110と、この第1層110の外側に被せられた、ガラス繊維で編まれた第2層120と、第2層120の周囲に、樹脂を含侵させた強化繊維を巻き付けて固化された第3層130とからなる。ポリエチレンテレフタレートからなる第1層110は、ポリエチレンよりも融点が高いため、火炎暴露試験に対して高い性能が期待できる。また、第2層120及び第3層130は、共にガラス繊維を含有し、一体となってFRP層となるため、高い耐圧性能が期待できる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、容器に関するものである。
【背景技術】
【0002】
例えば、特許文献1には、強化繊維と同種又は類似種の繊維を束ねて編んだ筒状組紐又はシート状織物に樹脂を含浸させたものを、あるいは予め樹脂が含浸されているシート状プリプレグを、ライナーの少くとも頭部側及び底部側の肩部を含む表面の一部又は全部に貼り付けて滑り防止層を形成した高圧ガス用扁平複合容器が開示されている。
また、特許文献2には、ドーム部と繊維強化樹脂層との間に、強化繊維を製織した織物からなる補強材を備えた圧力容器が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−340291号公報
【特許文献2】特開2004−263827号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
軽量であり、かつ、内容物のガス遮蔽性と耐圧性に優れた容器を提供する。
【課題を解決するための手段】
【0005】
本発明に係る容器は、樹脂で構成され、中空の容器形状に成形された第1層と、前記第1層の外側に設けられ、立体形状の編物で構成された第2層とを有する。
【0006】
好適には、前記第2層の外側に設けられ、樹脂を含侵させた強化繊維を巻き付けてなる第3層をさらに有する。
【0007】
好適には、前記第1層は、高性能耐熱性樹脂例えばポリエチレンテレフタレート、ポリブチレンテレフタレート又はポリエチレンナフタレートを主成分としてなる。前記第2層は、ガラス繊維の袋状編物で構成され、前記第3層は、繊維強化プラスチックで構成される。例えば、前記第3層は、フィラメントワインディング法やブレーダー法と云った繊維を巻きつける方法により成形されてなる。なお、上記第2層及び第3層を構成する繊維は、高強度かつ高剛性繊維であればよく、ガラス繊維に代えて、炭素繊維またはアラミッド繊維を用いてもよい。
【0008】
好適には、前記第1層は、透明又は半透明のポリエステル樹脂1層で構成され、前記第3層は、前記第2層に用いられるガラス繊維が樹脂含浸された状態で、これらの各層が重なり合った状態で半透明となるように各層の光屈折率が選ばれている。
好適には、前記袋状編物は、装着時のドーム部、胴部での伸縮性と樹脂含浸後の強度を考慮し各部で異なる複数の編み組織で構成されてなる。
【0009】
また、本発明に係る容器の製造方法は、樹脂を成形して、中空容器を作成する工程と、作成された中空容器に、中空容器に皺なくフィットする編物を製編し、編物を隙間なく被せる工程とを有する。
【0010】
好適には、編物が被せられた中空容器に対して、樹脂を含侵させた繊維を巻き付ける工程をさらに有する。
【発明の効果】
【0011】
本発明によれば、軽量であり、かつ、耐圧性に優れた容器を提供することができる。さらに、第1層の樹脂の高耐熱性と第2層の編物との相互作用により、容器が火炎に曝された再には、第1層と第3層のみで構成された容器と比較して内部液体の漏れ開始を遅らせ、火炎暴露から内部可燃性液の漏れによる急激な火炎成長までの時間を長くすることが可能である。
【図面の簡単な説明】
【0012】
【図1】容器1の外観を例示する図である。
【図2】容器本体10の断面を模式的に例示する図である。
【図3】第2層120を構成する袋状編物を説明する模式図である。
【発明を実施するための形態】
【実施例1】
【0013】
図1は、容器1の外観を例示する図である。
図1に例示するように、容器1は、中空の容器本体10と、口金部20と、台座部30とからなる。容器本体10は、図2を参照して後述するように、中空構造を有する。また、容器本体10の外面及び内面は、曲面又は平面で構成されている。
口金部20は、容器本体10に収容される収容物の出入口であり、例えば、金属で構成される。台座部30は、後述する第1層110(樹脂容器)に繊維を被覆するため、及び、この第1層110(樹脂容器)を成形機に取り付けるために用いられる。
容器1には、例えば、LPGなどの高圧ガスが収容される。
【0014】
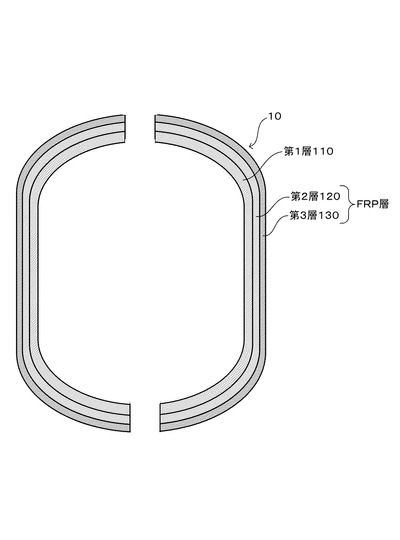
図2は、容器本体10の断面を模式的に例示する図である。
図2に例示するように、容器本体10は、最も内側にある第1層110と、この第1層110の外側にある第2層120と、この第2層120の外側にある第3層130とからなる。
第1層110は、プラスチックなどの合成樹脂で構成されている。好ましくは、第1層110は、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、又は、これらのコポリマーなどのように、融点の高いポリエステル系樹脂で構成される。また、これらのポリエステル系樹脂のうち、ガスバリア性の高い樹脂を第1層110として用いることが望ましい。さらに、第1層110は、透明又は半透明のポリエステル樹脂1層で構成されることが好ましい。透光性を有する樹脂を採用し、かつ、1層で構成することにより、容器本体10の収容物が外部から視認可能となる。
【0015】
第2層120は、立体形状の編物で構成される。例えば、第2層120は、ガラス繊維を編んだ袋状編物ないし筒状編み物で構成される。本例の第2層120は、第1層110の大きさ及び形状に合わせて編まれた袋状編物ないし筒状編み物と、これに塗布された樹脂とにより構成される。本例の第2層120は、伸縮後、第1層110のドーム部及び円筒部に密着したものであるが、これに限定されるものではなく、例えば、第1層110のドーム部のみに密着したものであってもよいし、第1層110の円筒部のみに密着したものであってもよい。
【0016】
第3層130は、樹脂を含侵させた強化繊維を巻き付けて固化されたものである。第3層130は、第2層120と一体となって、FRP(Fiber Reinforced Plastics)層となる。より好ましくは、第3層130はガラス繊維及び樹脂で構成され、第2層120及び第2層130でガラス繊維体積含有量が35%以上となる。
また、第3層130は、フィラメントワインディング法又はブレーダー法などにより形成された層であり、繊維配高と繊維量は内部圧力に十分耐えるよう設計されてあり、内部第2層120と層をなし高光透過性を得るよう樹脂が選択されている。
【0017】
第1層110、第2層120及び第3層130は、図2に例示するように、順に重なり合うと、互いに密着する。これらの層は互いに重なり合った状態で半透明となるため、収容物(LPGなど)の残量などを外部から視認できる。さらに、第1層及び第2層は十分な伸びを有し、内圧による過剰な応力発生は第3層により保護されている。
【0018】
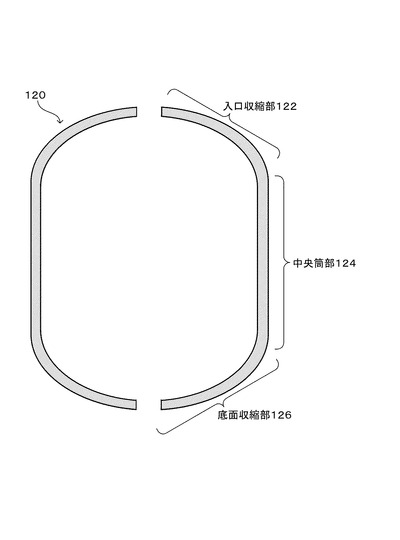
図3は、第2層120を構成する袋状編物を説明する模式図である。
図3に例示するように、第2層120を構成する袋状編物は、入口収縮部122と、中央筒部124と、底面収縮部126とで構成される。本例の入口収縮部122、中央筒部124及び底面収縮部126は、一体的に編まれている。入口収容部122は、第1層110を第2層120の袋状編物に挿入する挿入口から、第1層110の最大径となるまでの領域に相当する。すなわち、入口収容部122は、第1層110の口金20の取り付け位置から、第1層110の径が増加していく領域に相当し、この領域の形状に沿ってフィットする。中央筒部124は、第1層110の径が略同一となる領域に相当する。底面収縮部126は、第1層110の底面に当接する領域に相当する。すなわち、底面収縮部126は、第1層110の径が小さくなっていく領域に相当し、この領域の形状に沿ってフィットする。
入口収縮部122及び底面収縮部126は、中央筒部124と異なる編み組織で構成される。より具体的には、入口収縮部122及び底面収縮部126と中央部124とでは、形状及び要求物性が異なる為、それぞれの要求に合わせたフィット性の高い編成条件が採用されている。
また、中央筒部124は、入口収縮部122及び底面収縮部126よりも高い糸密度で編まれている。これにより、中央筒部124に相当する領域の耐圧力を他の領域よりも高くすることができる。
例えば、第2層120を構成する袋状編物は、ガラス繊維と他の繊維(化学繊維)とで構成されてもよいが、ガラス含有率を向上させる観点から、ガラス繊維のみから構成されることが好ましい。
【0019】
次に、容器本体10の製造方法を説明する。
(第1工程)
まず、PET、PBT又はPENの樹脂を中空形状に成型して、中空容器を作成する。例えば、ブロー成形などによりポリエステル樹脂の中空容器を作成する。この中空容器は、1層で構成することにより、生産性を高めると共に、光の透過性を高める。
(第2工程)
次に、作成された中空容器(第1層110)の外側に、ガラス繊維の袋状編物(図3)を被せる。ガラス繊維の袋状編物は、中空容器(すなわち、第1層110)の外形に合わせた形状(例えば釣鐘形状)で予め編まれている。この袋状編物は、織物よりも高い伸縮性を有するため、作成された中空容器に被せることができる。
(第3工程)
次に、ガラス繊維の袋状編物が被せられた中空容器に対して、樹脂を含侵させた強化繊維を巻き付ける。
(第4工程)
最後に、樹脂の硬化処理及びバリ取りなどを行って、容器本体10を完成させる。
【0020】
[容器本体10の特性]
次に、容器本体10の特性を説明する。
本例の容器本体10は、編物で構成された第2層120を有するため、火炎暴露試験において高い耐性が期待できる。すなわち、第2層120の繊維が熱劣化して一部が破断したとしても、第2層120の繊維は網目状に組織化されているため、繊維張力が一定程度維持されて、内圧に耐えることができる。さらに、第2層120は、ほぼ面として、第1層110を保護することができる。
また、本例の容器本体10は、ポリエチレン等のブロー成形性のよい樹脂よりも融点の高いポリエステル樹脂をライナー(第1層110)として採用しているため、より高い耐熱性が期待できる。
容器本体10は、さらに、フィラメントワインディング法で形成された第3層130を有するため、より高い内圧に耐えることができる。
【0021】
また、本例の容器本体10は、1層のポリエステル樹脂で構成された第1層110と、ガラス繊維等で構成された第2層120及び第3層130とで構成されるため、半透明となり、収容物の残量などを視認可能である。
また、本例の容器本体10は、樹脂とガラス繊維で構成されているため、金属で構成される容器よりも、軽量となり、かつ、錆びにくい。
【0022】
[変形例]
上記実施形態では、第2層120が袋状編物で構成される形態を説明したが、これに限定されるものはなく、例えば、図3の中央筒部124のように、径が変化しない領域をガラス繊維の織物で構成し、入口収縮部122及び底面収縮部126などのように、径が変化する領域を編物で構成するようにしてもよい。
【符号の説明】
【0023】
1 容器
10 容器本体
110 第1層
120 第2層
130 第3層
20 口金部
【技術分野】
【0001】
本発明は、容器に関するものである。
【背景技術】
【0002】
例えば、特許文献1には、強化繊維と同種又は類似種の繊維を束ねて編んだ筒状組紐又はシート状織物に樹脂を含浸させたものを、あるいは予め樹脂が含浸されているシート状プリプレグを、ライナーの少くとも頭部側及び底部側の肩部を含む表面の一部又は全部に貼り付けて滑り防止層を形成した高圧ガス用扁平複合容器が開示されている。
また、特許文献2には、ドーム部と繊維強化樹脂層との間に、強化繊維を製織した織物からなる補強材を備えた圧力容器が開示されている。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2002−340291号公報
【特許文献2】特開2004−263827号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
軽量であり、かつ、内容物のガス遮蔽性と耐圧性に優れた容器を提供する。
【課題を解決するための手段】
【0005】
本発明に係る容器は、樹脂で構成され、中空の容器形状に成形された第1層と、前記第1層の外側に設けられ、立体形状の編物で構成された第2層とを有する。
【0006】
好適には、前記第2層の外側に設けられ、樹脂を含侵させた強化繊維を巻き付けてなる第3層をさらに有する。
【0007】
好適には、前記第1層は、高性能耐熱性樹脂例えばポリエチレンテレフタレート、ポリブチレンテレフタレート又はポリエチレンナフタレートを主成分としてなる。前記第2層は、ガラス繊維の袋状編物で構成され、前記第3層は、繊維強化プラスチックで構成される。例えば、前記第3層は、フィラメントワインディング法やブレーダー法と云った繊維を巻きつける方法により成形されてなる。なお、上記第2層及び第3層を構成する繊維は、高強度かつ高剛性繊維であればよく、ガラス繊維に代えて、炭素繊維またはアラミッド繊維を用いてもよい。
【0008】
好適には、前記第1層は、透明又は半透明のポリエステル樹脂1層で構成され、前記第3層は、前記第2層に用いられるガラス繊維が樹脂含浸された状態で、これらの各層が重なり合った状態で半透明となるように各層の光屈折率が選ばれている。
好適には、前記袋状編物は、装着時のドーム部、胴部での伸縮性と樹脂含浸後の強度を考慮し各部で異なる複数の編み組織で構成されてなる。
【0009】
また、本発明に係る容器の製造方法は、樹脂を成形して、中空容器を作成する工程と、作成された中空容器に、中空容器に皺なくフィットする編物を製編し、編物を隙間なく被せる工程とを有する。
【0010】
好適には、編物が被せられた中空容器に対して、樹脂を含侵させた繊維を巻き付ける工程をさらに有する。
【発明の効果】
【0011】
本発明によれば、軽量であり、かつ、耐圧性に優れた容器を提供することができる。さらに、第1層の樹脂の高耐熱性と第2層の編物との相互作用により、容器が火炎に曝された再には、第1層と第3層のみで構成された容器と比較して内部液体の漏れ開始を遅らせ、火炎暴露から内部可燃性液の漏れによる急激な火炎成長までの時間を長くすることが可能である。
【図面の簡単な説明】
【0012】
【図1】容器1の外観を例示する図である。
【図2】容器本体10の断面を模式的に例示する図である。
【図3】第2層120を構成する袋状編物を説明する模式図である。
【発明を実施するための形態】
【実施例1】
【0013】
図1は、容器1の外観を例示する図である。
図1に例示するように、容器1は、中空の容器本体10と、口金部20と、台座部30とからなる。容器本体10は、図2を参照して後述するように、中空構造を有する。また、容器本体10の外面及び内面は、曲面又は平面で構成されている。
口金部20は、容器本体10に収容される収容物の出入口であり、例えば、金属で構成される。台座部30は、後述する第1層110(樹脂容器)に繊維を被覆するため、及び、この第1層110(樹脂容器)を成形機に取り付けるために用いられる。
容器1には、例えば、LPGなどの高圧ガスが収容される。
【0014】
図2は、容器本体10の断面を模式的に例示する図である。
図2に例示するように、容器本体10は、最も内側にある第1層110と、この第1層110の外側にある第2層120と、この第2層120の外側にある第3層130とからなる。
第1層110は、プラスチックなどの合成樹脂で構成されている。好ましくは、第1層110は、ポリエチレンテレフタレート(PET)、ポリブチレンテレフタレート(PBT)、ポリエチレンナフタレート(PEN)、又は、これらのコポリマーなどのように、融点の高いポリエステル系樹脂で構成される。また、これらのポリエステル系樹脂のうち、ガスバリア性の高い樹脂を第1層110として用いることが望ましい。さらに、第1層110は、透明又は半透明のポリエステル樹脂1層で構成されることが好ましい。透光性を有する樹脂を採用し、かつ、1層で構成することにより、容器本体10の収容物が外部から視認可能となる。
【0015】
第2層120は、立体形状の編物で構成される。例えば、第2層120は、ガラス繊維を編んだ袋状編物ないし筒状編み物で構成される。本例の第2層120は、第1層110の大きさ及び形状に合わせて編まれた袋状編物ないし筒状編み物と、これに塗布された樹脂とにより構成される。本例の第2層120は、伸縮後、第1層110のドーム部及び円筒部に密着したものであるが、これに限定されるものではなく、例えば、第1層110のドーム部のみに密着したものであってもよいし、第1層110の円筒部のみに密着したものであってもよい。
【0016】
第3層130は、樹脂を含侵させた強化繊維を巻き付けて固化されたものである。第3層130は、第2層120と一体となって、FRP(Fiber Reinforced Plastics)層となる。より好ましくは、第3層130はガラス繊維及び樹脂で構成され、第2層120及び第2層130でガラス繊維体積含有量が35%以上となる。
また、第3層130は、フィラメントワインディング法又はブレーダー法などにより形成された層であり、繊維配高と繊維量は内部圧力に十分耐えるよう設計されてあり、内部第2層120と層をなし高光透過性を得るよう樹脂が選択されている。
【0017】
第1層110、第2層120及び第3層130は、図2に例示するように、順に重なり合うと、互いに密着する。これらの層は互いに重なり合った状態で半透明となるため、収容物(LPGなど)の残量などを外部から視認できる。さらに、第1層及び第2層は十分な伸びを有し、内圧による過剰な応力発生は第3層により保護されている。
【0018】
図3は、第2層120を構成する袋状編物を説明する模式図である。
図3に例示するように、第2層120を構成する袋状編物は、入口収縮部122と、中央筒部124と、底面収縮部126とで構成される。本例の入口収縮部122、中央筒部124及び底面収縮部126は、一体的に編まれている。入口収容部122は、第1層110を第2層120の袋状編物に挿入する挿入口から、第1層110の最大径となるまでの領域に相当する。すなわち、入口収容部122は、第1層110の口金20の取り付け位置から、第1層110の径が増加していく領域に相当し、この領域の形状に沿ってフィットする。中央筒部124は、第1層110の径が略同一となる領域に相当する。底面収縮部126は、第1層110の底面に当接する領域に相当する。すなわち、底面収縮部126は、第1層110の径が小さくなっていく領域に相当し、この領域の形状に沿ってフィットする。
入口収縮部122及び底面収縮部126は、中央筒部124と異なる編み組織で構成される。より具体的には、入口収縮部122及び底面収縮部126と中央部124とでは、形状及び要求物性が異なる為、それぞれの要求に合わせたフィット性の高い編成条件が採用されている。
また、中央筒部124は、入口収縮部122及び底面収縮部126よりも高い糸密度で編まれている。これにより、中央筒部124に相当する領域の耐圧力を他の領域よりも高くすることができる。
例えば、第2層120を構成する袋状編物は、ガラス繊維と他の繊維(化学繊維)とで構成されてもよいが、ガラス含有率を向上させる観点から、ガラス繊維のみから構成されることが好ましい。
【0019】
次に、容器本体10の製造方法を説明する。
(第1工程)
まず、PET、PBT又はPENの樹脂を中空形状に成型して、中空容器を作成する。例えば、ブロー成形などによりポリエステル樹脂の中空容器を作成する。この中空容器は、1層で構成することにより、生産性を高めると共に、光の透過性を高める。
(第2工程)
次に、作成された中空容器(第1層110)の外側に、ガラス繊維の袋状編物(図3)を被せる。ガラス繊維の袋状編物は、中空容器(すなわち、第1層110)の外形に合わせた形状(例えば釣鐘形状)で予め編まれている。この袋状編物は、織物よりも高い伸縮性を有するため、作成された中空容器に被せることができる。
(第3工程)
次に、ガラス繊維の袋状編物が被せられた中空容器に対して、樹脂を含侵させた強化繊維を巻き付ける。
(第4工程)
最後に、樹脂の硬化処理及びバリ取りなどを行って、容器本体10を完成させる。
【0020】
[容器本体10の特性]
次に、容器本体10の特性を説明する。
本例の容器本体10は、編物で構成された第2層120を有するため、火炎暴露試験において高い耐性が期待できる。すなわち、第2層120の繊維が熱劣化して一部が破断したとしても、第2層120の繊維は網目状に組織化されているため、繊維張力が一定程度維持されて、内圧に耐えることができる。さらに、第2層120は、ほぼ面として、第1層110を保護することができる。
また、本例の容器本体10は、ポリエチレン等のブロー成形性のよい樹脂よりも融点の高いポリエステル樹脂をライナー(第1層110)として採用しているため、より高い耐熱性が期待できる。
容器本体10は、さらに、フィラメントワインディング法で形成された第3層130を有するため、より高い内圧に耐えることができる。
【0021】
また、本例の容器本体10は、1層のポリエステル樹脂で構成された第1層110と、ガラス繊維等で構成された第2層120及び第3層130とで構成されるため、半透明となり、収容物の残量などを視認可能である。
また、本例の容器本体10は、樹脂とガラス繊維で構成されているため、金属で構成される容器よりも、軽量となり、かつ、錆びにくい。
【0022】
[変形例]
上記実施形態では、第2層120が袋状編物で構成される形態を説明したが、これに限定されるものはなく、例えば、図3の中央筒部124のように、径が変化しない領域をガラス繊維の織物で構成し、入口収縮部122及び底面収縮部126などのように、径が変化する領域を編物で構成するようにしてもよい。
【符号の説明】
【0023】
1 容器
10 容器本体
110 第1層
120 第2層
130 第3層
20 口金部
【特許請求の範囲】
【請求項1】
樹脂で構成され、中空の容器形状に成形された第1層と、
前記第1層の外側に設けられ、袋形状の編物で構成された第2層と
を有する容器。
【請求項2】
前記第2層の外側に設けられ、樹脂を含侵させた強化繊維を巻き付けてなる第3層
をさらに有する請求項1に記載の容器。
【請求項3】
前記第1層は、ポリエチレンテレフタレート、ポリブチレンテレフタレート又はポリエチレンナフタレートを主成分としてなり、
前記第2層は、ガラス繊維、炭素繊維、高分子繊維の袋状編物の袋状編物で構成され、
前記第3層は、フィラメントワインディング法、ブレーダー方式により成形されてなる
請求項2に記載の容器。
【請求項4】
前記第1層は、透明又は半透明で、内溶液のガス遮蔽性を有するポリエステル樹脂1層で構成され、
前記第3層は、前記第2層に用いられるガラス繊維により強化された各層が重なり合った状態で半透明となり、内容物の量が目視で確認可能である
請求項3に記載の容器。
【請求項5】
前記袋状編物は、領域毎に異なる複数の編み組織と異なる繊維で構成されてなる
請求項3に記載の容器。
【請求項6】
樹脂を成形して、中空容器を作成する工程と、
作成された中空容器に、伸縮可能な編物を被せる工程と
を有する容器の製造方法。
【請求項7】
編物が被せられた中空容器に対して、樹脂を含侵させた繊維を巻き付ける工程
をさらに有する請求項6に記載の製造方法。
【請求項1】
樹脂で構成され、中空の容器形状に成形された第1層と、
前記第1層の外側に設けられ、袋形状の編物で構成された第2層と
を有する容器。
【請求項2】
前記第2層の外側に設けられ、樹脂を含侵させた強化繊維を巻き付けてなる第3層
をさらに有する請求項1に記載の容器。
【請求項3】
前記第1層は、ポリエチレンテレフタレート、ポリブチレンテレフタレート又はポリエチレンナフタレートを主成分としてなり、
前記第2層は、ガラス繊維、炭素繊維、高分子繊維の袋状編物の袋状編物で構成され、
前記第3層は、フィラメントワインディング法、ブレーダー方式により成形されてなる
請求項2に記載の容器。
【請求項4】
前記第1層は、透明又は半透明で、内溶液のガス遮蔽性を有するポリエステル樹脂1層で構成され、
前記第3層は、前記第2層に用いられるガラス繊維により強化された各層が重なり合った状態で半透明となり、内容物の量が目視で確認可能である
請求項3に記載の容器。
【請求項5】
前記袋状編物は、領域毎に異なる複数の編み組織と異なる繊維で構成されてなる
請求項3に記載の容器。
【請求項6】
樹脂を成形して、中空容器を作成する工程と、
作成された中空容器に、伸縮可能な編物を被せる工程と
を有する容器の製造方法。
【請求項7】
編物が被せられた中空容器に対して、樹脂を含侵させた繊維を巻き付ける工程
をさらに有する請求項6に記載の製造方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2010−276193(P2010−276193A)
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願番号】特願2009−132610(P2009−132610)
【出願日】平成21年6月1日(2009.6.1)
【出願人】(593046212)北陸エステアール協同組合 (13)
【Fターム(参考)】
【公開日】平成22年12月9日(2010.12.9)
【国際特許分類】
【出願日】平成21年6月1日(2009.6.1)
【出願人】(593046212)北陸エステアール協同組合 (13)
【Fターム(参考)】
[ Back to top ]