
FRP製パイプ及びフィラメントワインディング装置
【課題】 ヘリカル巻層及び両端にフープ巻層を備えたFRP製パイプを生産性良く製造できるフィラメントワインディング装置(FW装置)を提供する。
【解決手段】 FW装置はヘリカル巻部を備えたヘリカル巻用ヘッド5と、フープ巻部を備えたフープ巻用ヘッド6とを備え、両ヘッド5,6が一体的な移動と、独立した状態での移動とが可能に構成されている。ヘリカル巻用ヘッド5は複数本の繊維束Rを同時にマンドレルMに対してヘリカル巻で巻付け可能とするため、マンドレルMの周方向に沿って配列された複数のガイド24a,24bを備えている。両ヘッド5,6は対向する位置に、互いに遊嵌可能なリング状の凹凸29a,30bを有するヘリカル巻用開繊部29,30を備えている。フープ巻用ヘッド6は繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されたフープ巻用開繊部41が上下に1個ずつ設けられている。
【解決手段】 FW装置はヘリカル巻部を備えたヘリカル巻用ヘッド5と、フープ巻部を備えたフープ巻用ヘッド6とを備え、両ヘッド5,6が一体的な移動と、独立した状態での移動とが可能に構成されている。ヘリカル巻用ヘッド5は複数本の繊維束Rを同時にマンドレルMに対してヘリカル巻で巻付け可能とするため、マンドレルMの周方向に沿って配列された複数のガイド24a,24bを備えている。両ヘッド5,6は対向する位置に、互いに遊嵌可能なリング状の凹凸29a,30bを有するヘリカル巻用開繊部29,30を備えている。フープ巻用ヘッド6は繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されたフープ巻用開繊部41が上下に1個ずつ設けられている。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明はFRP製パイプ及びフィラメントワインディング装置に係り、詳しくはヘリカル巻層及びフープ巻層を有するFRP製パイプと、そのパイプの製造に好適なフィラメントワインディング装置に関するものである。
【0002】
【従来の技術】FRP(繊維強化プラスチック)製のパイプや容器を効率よく形成する方法としてフィラメントワインディング法がある。フィラメントワインディング法では一般に、マンドレルの胴部両端に突設された軸部を把持して所定の速度でマンドレルを回転させるチャック機構と、該マンドレルの胴部に対して樹脂を含浸させた繊維束(糸条)を巻き付ける繊維供給機構とを備えたフィラメントワインディング装置が使用されている。そして、前記フィラメントワインディング装置においては、生産性を高めるためと製品の物性を高めるために、繊維束を扁平にして拡げた状態でマンドレルに巻き付けることが望ましい。
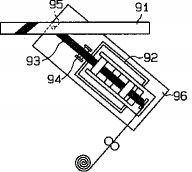
【0003】特開平11−286056号公報にはマンドレルへの繊維巻付け角度を変えても繊維束を開繊した状態(幅を拡げた状態)でマンドレルに巻き付けることができる装置が提案されている。この装置は、図23に示すように、軸方向への往復移動及び回転駆動されるマンドレル91に対して、樹脂含浸槽92と、樹脂含浸槽92からマンドレル91へと繊維束93を、その外周面に沿わせて案内する案内ロール94とが相対移動可能に設置されている。樹脂含浸槽92及び案内ロール94は支軸95に支持された支持台96上に配設されている。そして、マンドレル91に巻き付ける繊維束93の角度に対応して樹脂含浸槽92及び案内ロール94の位置を移動させ、樹脂含浸槽92から案内ロール94を経てマンドレル91に巻き付けられる繊維束93の糸道を真っ直ぐにすることができるように構成されている。
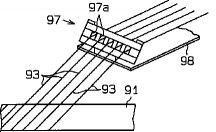
【0004】また、特開平8−276504号公報には多数本の繊維束93を同時にマンドレル91に巻き付けることを可能にするため、図24に示すように、多数のスリット97aを備えたフィードアイ97を設けた装置が開示されている。この装置では、フィードアイ97は台板98上に固定され、台板98はスリット97aに送られてくる繊維束93の方向の軸線の周り及び該繊維束93を含む面に垂直な軸心の周りにそれぞれ回動可能に構成されている。
【0005】また、特開平6−254974号公報には、マンドレルに巻き付けられた樹脂含浸繊維束を、円弧面を有するパッドでしごいて、脱泡と過剰の樹脂の除去とを行う装置が提案されている。
【0006】
【発明が解決しようとする課題】特開平11−286056号公報の装置は多数本同時に巻き付ける場合に関しては考慮がなされていない。また、特開平8−276504号公報の装置では、多数本のヘリカル巻は可能であるが、マンドレル91に巻き付けられる繊維束93はマンドレル91の軸線方向に並んで配列された状態で巻き付けられる。その結果、繊維束93をマンドレル91の端部で折り返すように巻き付ける際に、台板98及びその駆動部がマンドレル91の端部よりその長手方向において大幅にはみ出す位置まで移動する状態となり、往復移動するための広いスペースを確保する必要がある。
【0007】また、フィラメントワインディングでFRP製のパイプを製造する際、製品に要求される性能(物性)によっては、ヘリカル巻だけでなく、ヘリカル巻を行った後、その上にフープ巻を行ったり、フープ巻を行った後、さらにヘリカル巻きを行う場合がある。前記従来の装置では、このようなヘリカル巻とフープ巻の配列切替を行うことができない。そして、フープ巻を行う場合もパイプの全長に亘ってフープ巻を行うのではなく、パイプの両端寄りの部分に形成する場合がある。その場合、一端側のフープ巻を行った後、他端側のフープ巻を行う際、繊維束を切断せずに、渡り糸としてヘリカル巻の上に巻き付けた後、他端側のフープ巻を形成するのが生産性向上の観点から望ましい。そして、フープ巻を形成した後、更にその上にヘリカル巻を行う場合がある。
【0008】特開平6−254974号公報に開示された装置では、パッドはマンドレルの周方向の一部にのみ対応して配置されているため、樹脂の除去効果が小さい。また、フィラメントワインディング法で高い繊維体積含有率(Vf)のFRP製パイプを製造する場合、繊維束に含浸された余分な樹脂を絞り出すため、樹脂が含浸された繊維束の巻付けが終了した後、最外層に樹脂の含浸されていないポリエステル繊維等の有機繊維を巻き付ける方法がある。この場合、前記渡り糸の巻付け角度を任意の角度にすると、前記有機繊維を巻き付けた状態で、渡り糸が目立ち外観上好ましくないという問題がある。
【0009】本発明は前記の問題点に鑑みてなされたものであって、その第1の目的はヘリカル巻層及び両端にフープ巻層を備えていても生産性を向上することができるFRP製パイプを提供することにある。また、第2の目的は前記FRP製パイプを製造するのに好適なフィラメントワインディング装置を提供することにある。また、第3の目的はさらに繊維束に含浸された余分な樹脂を効果的に除去できるフィラメントワインディング装置を提供することにある。
【0010】
【課題を解決するための手段】前記第1の目的を達成するため請求項1に記載の発明では、複数層積層形成されたヘリカル巻層の上の両端側にパイプの軸方向に対する強化繊維の巻付け角度がほぼ90度となるフープ巻層がそれぞれ形成されたFRP製パイプであって、前記両端側に形成されたフープ巻層を構成する強化繊維は、連続する繊維で形成されている。従って、この発明のFRPパイプは、両端にフープ巻層を備えていても、製造する際に片側のフープ巻層を形成した後、繊維束を切断せずに他方の巻付け位置からフープ巻を開始できるので生産性を向上することができる。
【0011】請求項2に記載の発明では、請求項1に記載の発明において、前記両端側に形成されたフープ巻層間に連続する渡り糸は、前記ヘリカル巻層を構成する強化繊維の巻付け角度と同じ角度で巻き付けられている。従って、この発明では、最外層に樹脂の含浸されていない有機繊維を巻き付けた場合でも、渡り糸が目立たず外観が良好になる。
【0012】第2の目的を達成するため、請求項3に記載の発明では、マンドレル又は被糸条巻付け部材(以下、マンドレル等と称す)を支持して回転させながら、マンドレル等の表面に樹脂が含浸された繊維束を、該マンドレル等の軸方向に往復移動する巻付けヘッドを介して巻き付けるフィラメントワインディング装置であって、前記巻付けヘッドは複数本の繊維束を同時に前記マンドレル等に対してヘリカル巻で巻付け可能とするため、該マンドレル等の周方向に沿って配列された複数のガイドを備えたヘリカル巻部と、繊維束を前記マンドレル等に対してフープ巻で巻付け可能とするためのガイドを備えたフープ巻部と、前記ヘリカル巻用の繊維束を開繊するヘリカル巻用開繊部と、前記フープ巻用の繊維束を開繊するフープ巻用開繊部とを備えている。なお、繊維束を開繊するとは、繊維束の幅を拡げて扁平にすることを意味する。
【0013】この発明では、ヘリカル巻を行う場合はヘリカル巻用開繊部で開繊された繊維束がマンドレル又は被糸条巻付け部材にヘリカル巻で巻き付けられ、フープ巻を行う場合はフープ巻用開繊部で開繊された繊維束がマンドレル等にフープ巻で巻き付けられる。従って、いずれの巻付け方法においても繊維束が確実に開繊された状態で、マンドレル等に巻き付けられる。また、ヘリカル巻を行う場合、繊維束はマンドレル等の周方向に沿って配列された複数のガイドを経て供給されるため、繊維束をマンドレル等の端部で折り返すように巻き付ける際に、巻付けヘッドがマンドレル等の端部よりその長手方向において大幅にはみ出す位置まで移動することを回避できる。
【0014】請求項4に記載の発明では、請求項3に記載の発明において、前記巻付けヘッドとして前記ヘリカル巻部を備えたヘリカル巻用ヘッドと、前記フープ巻部を備えたフープ巻用ヘッドとを備え、該ヘリカル巻用ヘッドとフープ巻用ヘッドとが一体的な移動と、独立した状態での移動とが可能に構成されている。
【0015】フィラメントワインディング装置ではマンドレル等に巻き付けられる繊維束(糸条)の巻始め端部を、巻付けに支障のないように一時固定するとともに、巻終わり端部を硬化処理まで弛まないようにマンドレル等に固定するとともに所定の長さに切断する端部処理が必要になる。この処理は人手で行ってもよいが、処理装置を設けて省力化することが望ましい。端部処理装置をフィラメントワインディング装置の片側にのみ設けた場合、ヘリカル巻用ヘッドとフープ巻用ヘッドとがそれぞれ単独に移動可能な構成では、ヘリカル巻を行った後にフープ巻を行う際、ヘリカル巻用ヘッドと、フープ巻用ヘッドとが干渉しないように移動させる駆動部の無駄な駆動が必要になる。しかし、この発明では、ヘリカル巻用ヘッドとフープ巻用ヘッドとが、一体的にも移動可能なため、前記駆動部の無駄な駆動をせずにヘリカル巻及びフープ巻を行うことができる。
【0016】請求項5に記載の発明では、請求項4に記載の発明において、前記ヘリカル巻用ヘッド及びフープ巻用ヘッドは、それぞれ各ヘッドが前記マンドレル等に沿って移動する際に、前記マンドレル等上の樹脂含浸繊維束に圧接可能な押圧部を有するしごき部材を備えている。この発明では、マンドレル等に巻き付けられた繊維束の余分な樹脂がしごき部材により除去される。
【0017】第3の目的を達成するため、請求項6に記載の発明では、請求項5に記載の発明において、前記しごき部材は複数設けられるとともに、複数のしごき部材の押圧部により前記マンドレル等の全周を囲繞可能に構成されている。この発明では、しごき部材による余分な樹脂の除去効果が向上する。
【0018】請求項7に記載の発明では、請求項4〜請求項6のいずれか一項に記載の発明において、前記ヘリカル巻用ヘッド及びフープ巻用ヘッドには、互いに対向する位置に前記ヘリカル巻用開繊部として互いに遊嵌可能なリング状の凹凸が設けられている。この発明では、周方向に配列されたガイドを経て案内される複数本の繊維束の開繊を簡単な構成で行うことができる。
【0019】請求項8に記載の発明では、請求項4〜請求項6のいずれか一項に記載の発明において、前記フープ巻用ヘッドには、前記フープ巻用開繊部として、繊維束を屈曲状態で案内するように前記マンドレル等の軸方向と平行に延びる少なくとも一対の係合バーを有する開繊部を備えている。この発明では、フープ巻用の繊維束の開繊を簡単な構成で行うことができる。
【0020】請求項9に記載の発明では、請求項8に記載の発明において、前記フープ巻用開繊部は前記フープ巻用ヘッドの移動方向と直交する面内に配置されるとともにアクチュエータにより該ヘッドの移動方向において配置位置変更可能に設けられたほぼ四角環状の第1の開繊部材と、前記第1の開繊部材の内側に配置されるとともに前記ヘッドの移動方向に延びる軸を有するロータリアクチュエータにより回動可能に設けられたほぼ四角環状の第2の開繊部材とを備え、両開繊部材の配置位置を変更することにより、繊維束をフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されている。
【0021】この発明では、渡り糸をマンドレル等に巻き付ける場合あるいはヘリカル巻を行う際は、第1の開繊部材が作用位置に配置され、フープ巻用開繊部に供給される繊維束が、第1及び第2の開繊部材との共同作用によりヘリカル巻に適した開繊状態となる。一方、第1の開繊部材が退避位置に配置されて、第2の開繊部材がマンドレル等の軸方向と平行に延びる部分で繊維束に作用する状態では、フープ巻に適した開繊状態となる。従って、渡り糸を適正な開繊状態で巻き付けることができる。
【0022】請求項10に記載の発明では、請求項9に記載の発明において、前記フープ巻用ヘッドが前記マンドレル又は被糸条巻付け部材に渡り糸を巻き付ける際、その巻付け角度がヘリカル巻の巻付け角度と同じになるように前記フープ巻用ヘッドを移動させる制御部を備えた。この発明では、渡り糸をヘリカル巻の巻付け角度と同じ角度で巻き付けることができる。
【0023】請求項11に記載の発明では、請求項3〜請求項10のいずれか一項に記載の発明において、前記フィラメントワインディング装置は、1個の含浸ローラでヘリカル巻用の繊維束と、フープ巻用の繊維束とに樹脂の含浸を行い、ヘリカル巻用の繊維束及びフープ巻用の繊維束の少なくとも一方を、前記含浸ローラと接触しない位置に一時的に退避させる退避機構を有する樹脂含浸装置を備えている。
【0024】この発明では、繊維束が含浸ローラと接触しつつ樹脂含浸装置を通過することにより、樹脂が含浸された状態でマンドレル等に巻き付けられる。ヘリカル巻を行う場合は、フープ巻用の繊維束が含浸ローラと接触しない位置に退避させられ、フープ巻を行う場合は、ヘリカル巻用の繊維束が含浸ローラと接触しない位置に退避させられる。フープ巻用ヘッドがフープ巻とヘリカル巻との両方の巻付けが可能な場合は、ヘリカル巻用の繊維束のみが含浸ローラと接触しない位置に退避させられる。その結果、ヘリカル巻用の繊維束とフープ巻用の繊維束について、同じ樹脂含浸装置で樹脂を含浸させることができ、それぞれ専用の樹脂含浸装置を設ける場合に比較してフィラメントワインディング装置全体としてコンパクトにできる。
【0025】請求項12に記載の発明では、請求項3〜請求項11のいずれか一項に記載の発明において、前記フィラメントワインディング装置は、前記ヘリカル巻用ヘッド及びフープ巻用ヘッドによるヘリカル巻及びフープ巻が形成された後、前記マンドレル等に巻き付けられた繊維層の上に、繊維層に含まれる余分な樹脂を絞り出すための糸を巻き付ける絞出し糸巻付け用ヘッドを備えている。この発明では、高い繊維体積含有率のFRP製パイプを容易に製造することができる。
【0026】
【発明の実施の形態】(第1の実施の形態)以下、本発明を両端側にフープ巻層が形成されるとともに、フープ巻層を構成する強化繊維が連続する繊維で形成されているFRP製パイプを製造するフィラメントワインディング装置(以下、FW装置と称す)に具体化した第1の実施の形態を図1〜図19に従って説明する。
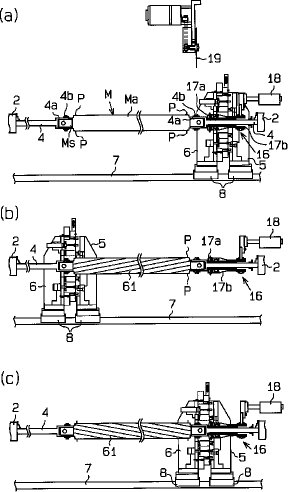
【0027】図1(a)はFW装置の模式正面図であり、図1(b)はFW装置で製造されるFRP製パイプのヘリカル巻層を示す模式正面図であり、図1(c)は同じくフープ巻層と渡り糸を示す模式正面図である。
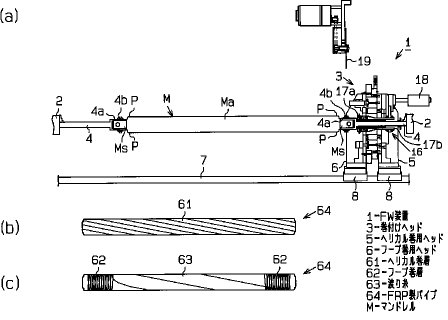
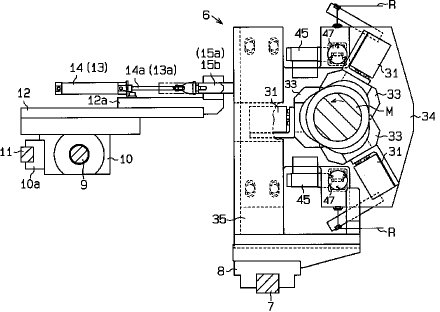
【0028】図1(a)に示すように、FW装置1は左右一対のチャック部2と、チャック部2に支持されたマンドレルMの軸方向に往復移動する巻付けヘッド3とを備えている。マンドレルMは胴部Maの両端に突設された一対の軸部Msが、チャック部2に把持された回転軸4に連結固定されるようになっている。マンドレルMの胴部Maの両端部には、周方向に沿って所定の等ピッチで規制部としての多数のピンPが着脱可能に突設されている。なお、図では上端及び下端に突設されたピンPのみ図示している。
【0029】巻付けヘッド3はヘリカル巻用ヘッド5とフープ巻用ヘッド6とを備え、ヘリカル巻用ヘッド5とフープ巻用ヘッド6とが一体的な移動と、独立した状態での移動とが可能に構成されている。図示しない機台フレームには、レール7がマンドレルMの軸方向に延設され、ヘリカル巻用ヘッド5及びフープ巻用ヘッド6は、レール7上にスライド可能に設けられたスライダ8上に固定されている。
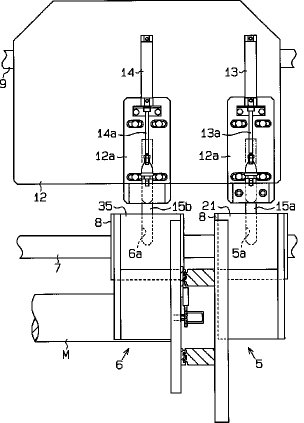
【0030】図2は巻付けヘッド3と巻付けヘッド3を移動させる駆動部の関係を示す模式平面図、図3は同じくその一部破断模式側面図である。図2及び図3に示すように、レール7の後方には両ヘッド5,6を移動させる駆動部が設けられている。機台フレームには、図2及び図3に示すように、レール7と平行にボールねじ機構のねじ軸9(ねじの図示略)が設けられている。ねじ軸9は図示しないサーボモータにより正逆回転駆動されるようになっている。ボールねじ機構のボールナット10(図3にのみ図示)には、ねじ軸9と平行に設けられたガイドレール11(図3にのみ図示)と係合して摺動可能なガイド部材10a(図3にのみ図示)が装備されている。また、ボールナット10には支持プレート12が水平に固定されている。そして、支持プレート12はねじ軸9の回転に伴い、その回転速度に対応した速度でレール7に沿って移動される。
【0031】支持プレート12上には支持ブロック12a等を介して2個のシリンダ13,14がレール7と直交する方向に延びるように固定されている。両シリンダ13、14のピストンロッド13a,14aには連結部を構成する連結ロッド15a,15bが、ピストンロッド13a,14aと同軸上に延びるように固定されている。両ヘッド5,6には、ピストンロッド13a,14aの突出状態において連結ロッド15a,15bと嵌合可能な係合穴5a,6a(図2にのみ図示)が形成されている。そして、連結ロッド15a,15bが係合穴5a,6aと係合した状態でねじ軸9が回転されることにより、支持プレート12と共に両ヘッド5,6がレール7に沿って移動される。ねじ軸9の正転時にヘッド5,6は図1及び図2の左方へ移動され、逆転時に右方へ移動される。
【0032】図1(a)に示すように、回転軸4側にはマンドレルMに巻き付けられる繊維束(糸条)の巻始め端部を、巻付けに支障のないように一時固定し、巻終わり端部を硬化処理まで弛まないようにマンドレルMに固定するとともに所定の長さに切断する端部処理装置16が配設されている。端部処理装置16は回転軸4に相対回転可能に支持された円筒状の支持体に固定された固定把持部材17aと、該支持体に摺動可能に支持された可動把持部材17bとを備えている。可動把持部材17bはエアシリンダ18により、固定把持部材17aと共同して繊維束を把持する把持位置(図1(a)の状態)と、該把持位置から反マンドレル側へ移動した解放位置(図17(b)の状態)とに移動配置されるようになっている。固定把持部材17aにはその外周に多数のピンが放射方向に突設されている。
【0033】図1(a)等に示すように、回転軸4の大径部4aには、切断補助部4bが固定されている。切断補助部4bは放射状に突設された多数の係止部を備えている。切断補助部4bの上方には回転カッタ19が、待機位置(図1(a)の状態)と切断位置(図17(a)の状態)との間で昇降可能に設けられている。なお、図1R>1(a)等において、固定把持部材17a及び可動把持部材17bは断面を図示しているが、ハッチングは省略している。
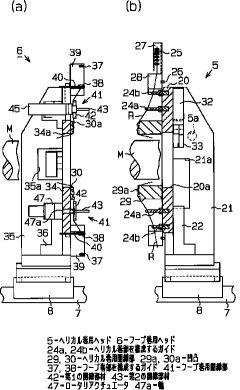
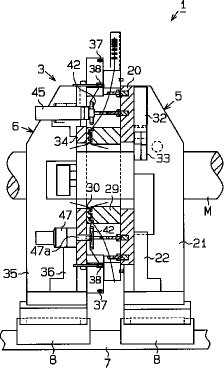
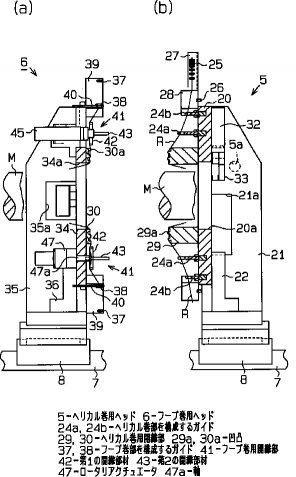
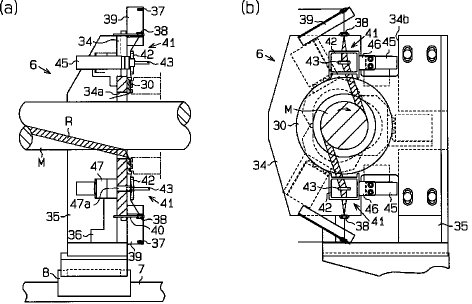
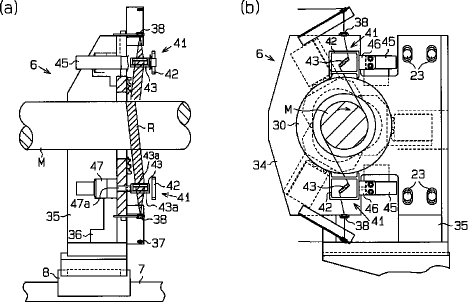
【0034】図4は両ヘッド5,6が一体的に移動する際の両ヘッド5,6の位置関係を示す一部破断模式正面図であり、図5(a)はフープ巻用ヘッド6の、図5(b)はヘリカル巻用ヘッド5のそれぞれ一部破断模式正面図である。また、図6(a)はヘリカル巻用ヘッド5の模式右側面図であり、図7(a)は同じく模式左側面図であり、図8はフープ巻用ヘッド6の模式右側面図であり、図9は同じく模式左側面図である。
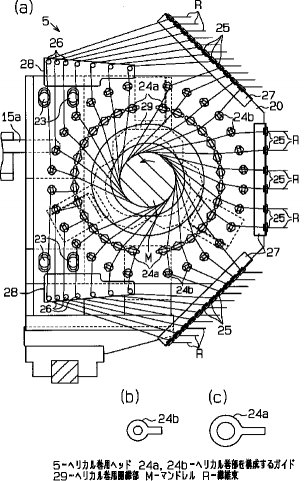
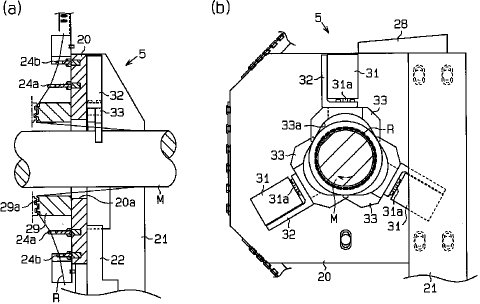
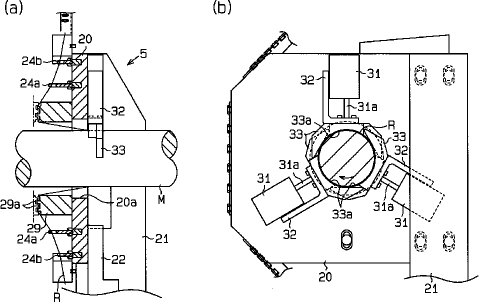
【0035】図6(a)及び図7(a)に示すように、ヘリカル巻用ヘッド5にはマンドレルMに貫通される孔20aを有する支持板20が設けられている。図6(a)及び図7(a)に示すように、支持板20は取付けブロック21,22に対して、上下方向の位置調整可能にボルト23により固定されている。図5(b)及び図7(a)に示すように、支持板20には複数本の繊維束を同時にマンドレルMに対してヘリカル巻で巻付け可能とするため、フープ巻用ヘッド6と対向する側に、複数のガイド24a,24bがマンドレルMの周方向に沿って配列された状態で設けられている。この実施の形態では28本の繊維束を案内可能にそれぞれ28個の大小2種のガイド24a,24bが2個の同心円上に配列されている。
【0036】図7(a)に示すように、繊維束Rは全てヘリカル巻用ヘッド5の一方の側(連結ロッド15aと反対側)から供給されるため、支持板20にはそれらの繊維束Rを前記各ガイド24a,24bに円滑に導くための補助ガイド25,26が設けられている。補助ガイド25,26は支持板20の外側部に固定された取付けプレート27,28に固定されている。そして、後記する樹脂含浸装置で樹脂が含浸された繊維束Rの一部が補助ガイド25を経て各ガイド24b,24aに案内され、他の繊維束Rは補助ガイド25,26を経て各ガイド24b,24aに案内される。図7(b),(c)に示すように、各ガイド24b,24aはリング状のガイド部を有する。図7(a)では各ガイドに24a,24b及び補助ガイド25,26は断面を示しているが、ハッチングは省略している。
【0037】図5(b)及び図7(a)に示すように、支持板20の各ガイド24b,24aが配列された側には、ガイド24a,24bより内側に円環状のヘリカル巻用開繊部29が設けられている。ヘリカル巻用開繊部29にはリング状の凹凸29aが形成されている。図4に示すように、フープ巻用ヘッド6にもヘリカル巻用開繊部29と対向する位置にヘリカル巻用開繊部30が配設され、ヘリカル巻用開繊部30には前記凹凸29aと互いに遊嵌可能なリング状の凹凸30aが設けられている。図5(b)に示すように、支持板20のフープ巻用ヘッド6側の面からの突出量は、ヘリカル巻用開繊部29>ガイド24a>ガイド24bの順に小さく設定されている。なお、図7(a)、図8、図12(b)及び図1313(b)ではリング状の凹凸29a,30aの図示を省略している。
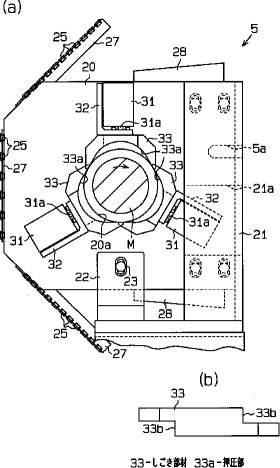
【0038】図5(b)及び図6(a)に示すように、支持板20の反フープ巻用ヘッド6側にはマンドレルMから等間隔で、かつ周方向の間隔も同じとなる3か所にエアシリンダ31が固定されている。エアシリンダ31はピストンロッド31aがマンドレルMの中心に向かって延びるように固定され、ピストンロッド31aの先端に支持ブラケット32を介してしごき部材33が固定されている。取付けブロック21にはエアシリンダ31と対応する位置に凹部21aが形成され、エアシリンダ31との干渉を回避するようになっている。
【0039】しごき部材33はマンドレルM上の樹脂含浸繊維束Rに圧接可能な円弧面状の押圧部33aを有し、この実施の形態では3個のしごき部材33の押圧部33aによりマンドレルMの全周を囲繞可能に構成されている。各しごき部材33はピストンロッド31aの没入状態で図6(a)等に示す待機位置に配置され、ピストンロッド31aの突出状態で押圧部33aがマンドレルM上の樹脂含浸繊維束Rに圧接可能な作用位置に配置される。
【0040】各押圧部33aは1/3円弧より長く形成されているため、各しごき部材33を同じ厚さの平板で形成した場合は、作用位置で互いに干渉しないようにマンドレルMの軸方向にずらして配置する必要がある。その場合、各エアシリンダ31の取付け位置をマンドレルMの軸方向にずらした状態に配置する必要がある。しかし、この実施の形態では図6(b)に示すように、しごき部材33は両側にその厚さが中央部のほぼ1/2となる段差33bを有し、かつ段差33bの位置が互いに反対側となるように形成されている。そして、各しごき部材33が作用位置に配置された状態で、図15(b)に示すように、隣接するしごき部材33の一部がマンドレルMの軸方向に重なる状態で干渉を避けるように形成されている。なお、図6(b)は、しごき部材33を押圧部33aと反対側から見た図である。
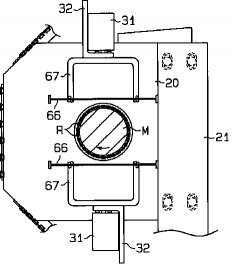
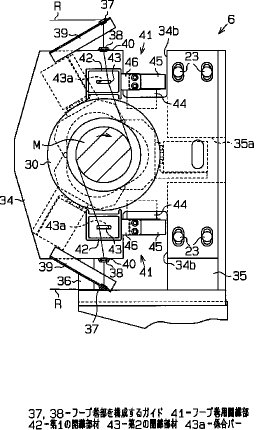
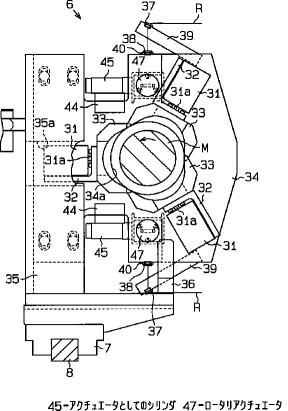
【0041】図8及び図9に示すように、フープ巻用ヘッド6にはマンドレルMに貫通される孔34aを有する支持板34が設けられている。支持板34は取付けブロック35,36に対して、上下方向の位置調整可能にボルト23により固定されている(取付けブロック36についてはボルト23の図示略)。図5(a)及び図8に示すように、支持板34にはヘリカル巻用開繊部29と対向する位置にヘリカル巻用開繊部30が固定されている。
【0042】図5(a)に示すように、支持板34には支持板34のヘリカル巻用ヘッド5側の面よりヘリカル巻用ヘッド5側において、繊維束RをマンドレルMに案内するガイド37,38が設けられている。ガイド37,38はマンドレルMの軸心を含む鉛直面上に位置する対称位置に、支持板34に固定された支持片39,40を介して取り付けられている。
【0043】図5(a)及び図8,9に示すように、支持板34にはガイド38とヘリカル巻用開繊部30との間の対称位置に、繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されたフープ巻用開繊部41が1個ずつ設けられている。フープ巻用開繊部41は、フープ巻用ヘッド6の移動方向と直交する面内に配置されたほぼ四角環状の第1の開繊部材42と、第1の開繊部材42の内側に配置されるとともにマンドレルMの軸方向と平行に延びるほぼ四角環状の第2の開繊部材43とを備えている。
【0044】支持板34の上部及び下部のほぼ中央に切欠き部34bが形成されている。切欠き部34bと対応する位置には支持ブラケット44が固定され、支持ブラケット44には第1の開繊部材42をフープ巻用ヘッド6の移動方向において配置位置変更可能とするアクチュエータとしてのシリンダ45が固定されている。第1の開繊部材42はシリンダ45のピストンロッドに固定された支持片46に固着され、シリンダ45の作動により、図5(a)に示す繊維束Rをヘリカル巻に適した状態に案内する作用位置と、図13(a)に示す繊維束Rと係合しない位置とに配置されるようになっている。
【0045】第2の開繊部材43は、マンドレルMの軸方向と平行に延びる一対の係合バー43aを備え、支持板34の反ヘリカル巻用ヘッド5側に固定されたロータリアクチュエータ47の軸47aに固定されている。軸47aは支持板34に形成された孔を貫通し、その先端に第2の開繊部材43が固定されている。第2の開繊部材43は、ロータリアクチュエータ47の作動により、係合バー43aが繊維束Rと係合しない水平な位置と、水平位置から90度以上回動されて係合バー43aが繊維束Rと係合して繊維束Rを屈曲状態で案内してフープ巻に適した状態に開繊する位置とに回動可能に設けられている。そして、フープ巻用開繊部41は両開繊部材42,43の配置位置を変更することにより、繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されている。
【0046】図9等に示すように、支持板34の反ヘリカル巻用ヘッド5側には、マンドレルMから等間隔で、かつ周方向の間隔も同じとなる3か所に、エアシリンダ31が固定されている。そして、エアシリンダ31のピストンロッド31aにヘリカル巻用ヘッド5に設けられたものと同じ構成のしごき部材33が、支持ブラケット32を介して固定されている。マンドレルMの軸心と対応する高さ位置に設けられたエアシリンダ31は、取付けブロック35に形成された凹部35aに収容されている。
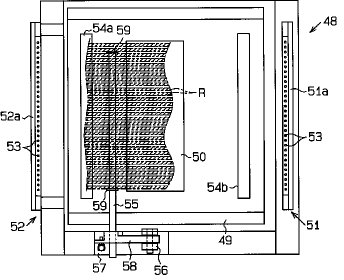
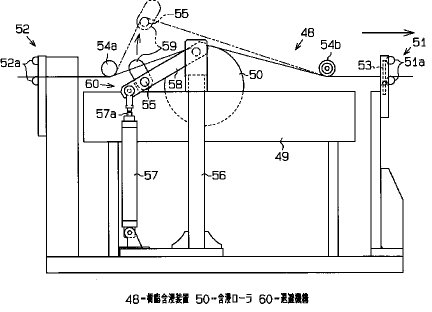
【0047】FW装置1には、ヘリカル巻用ヘッド5に供給される繊維束Rと、フープ巻用ヘッド6に供給される繊維束Rとに1個の含浸ローラで樹脂の含浸を行う樹脂含浸装置を備えている。図10及び図11に示すように、樹脂含浸装置48は、含浸槽49内に一部が漬かる状態で含浸ローラ50が回転可能に配設されている。含浸槽49の外側の繊維束Rの供給方向の前後両側(図10R>0,11の左右両側)に、繊維束ガイド部51,52が配設されている。繊維束ガイド部51,52は含浸ローラ50と平行に延びる上下一対のロッド51a,52aと、ロッド51a,52aと直交する状態に取り付けられたガイドピン53とを備えている。
【0048】含浸槽49の上方にはローラ54a,54bが含浸ローラ50と平行に含浸ローラ50を挟んで配設されている。ローラ54a,54bは、図示しない繊維束供給部から繰り出された繊維束Rを、含浸ローラ50に押圧可能な位置に配置されている。なお、含浸ローラ50及びローラ54a,54bの支持ブラケット等は図示を省略している。
【0049】含浸ローラ50に対して繊維束Rの供給方向上流側(図11の左側)に配置されたローラ54aと、含浸ローラ50との間には、繊維束Rの下方において含浸ローラ50と平行に延びるバー55が配設されている。含浸槽49の外側に立設された支柱56に基端が回動可能に支持され、先端がシリンダ57のピストンロッド57aに連結された回動レバー58に、バー55の基端が固定されている。バー55はヘリカル巻用ヘッド5に供給される繊維束R(この実施の形態では28本の繊維束R)と係合可能な長さに形成され、その先端と基端寄りの2か所にセパレートプレート59が固定されている。そして、シリンダ57の作動により、ヘリカル巻用ヘッド5に供給される繊維束Rと係合しない待機位置(図11に実線で示す位置)と、該繊維束Rと係合して該繊維束Rを含浸ローラ50と接触しない作用位置(図1111に鎖線で示す位置)とに配置可能となっている。バー55、シリンダ57及び回動レバー58等により、ヘリカル巻用の繊維束及びフープ巻用の繊維束の少なくとも一方を、含浸ローラ50と接触しない位置に一時的に退避させる退避機構60が構成されている。なお、図10R>0にはローラ54a及び含浸ローラ50に圧接されて開繊された状態の繊維束Rの一部をハッチングを付して示している。また、図10においては樹脂含浸装置48を、図11より縮小した状態で示している。
【0050】次に前記のように構成されたFW装置1を使用してFRPチューブ(例えば、プロペラシャフトのシャフト本体)を製造する製造方法を説明する。なお、図16〜図19では、断面のハッチングの図示を省略している。この実施の形態では樹脂として熱硬化性樹脂(例えばエポキシ樹脂)が使用され、繊維束Rとして炭素繊維のロービングが使用されている。
【0051】先ず、マンドレルMをチャック部2間に架設する。次に両ヘッド5,6を図16(a)に示す基準位置(原位置)に配置する。繊維束Rの巻付けはヘリカル巻から行われるため、両ヘッド5,6は図4に示すように、両ヘッド5,6に設けられたヘリカル巻用開繊部29,30の凹凸29a,30aが互いに遊嵌する位置関係で支持プレート12に連結された状態に保持される。そして、図示しない繊維束供給部から繰り出された30本の繊維束Rを、樹脂含浸装置48を経て両ヘッド5,6に供給する。28本の繊維束Rを図5(b)及び図7(a)に示すように、ヘリカル巻用ヘッド5の補助ガイド25,26及びガイド24b,24aを経てヘリカル巻用開繊部29へ案内し、孔20aを貫通させた後、端部処理装置16の両把持部材17a,17bに把持させる。また、2本の繊維束Rを図5(b)及び図8に示すように、フープ巻用ヘッド6のガイド37,38を経てフープ巻用開繊部41へ案内し、さらにヘリカル巻用開繊部30へ案内した後、端部処理装置16の把持部材17a,17bに把持させる。これらの準備作業は作業者が手作業で行う。
【0052】なお、樹脂含浸装置48のバー55は待機位置に配置され、全ての繊維束Rが含浸ローラ50と接触する状態に保持されている。そして、図10に鎖線で示すように、繊維束Rは開繊された状態で樹脂が含浸される。
【0053】次にフープ巻用開繊部41をヘリカル巻用の開繊に適した状態、即ち図12(a),(b)に示すように、第1の開繊部材42を繊維束Rと係合する位置に、第2の開繊部材43の係合バー43aを繊維束Rと係合しない位置に配置する。この状態では、ガイド38からマンドレルMに連なる繊維束Rは、第1の開繊部材42で開繊されるとともに、ヘリカル巻用開繊部29,30によっても開繊されて、図12(a),(b)に示すようにヘリカル巻に適した開繊状態でマンドレルMに巻き付けられる。なお、図12(a)はフープ巻用ヘッド6が図の右側に向かって移動する際の巻付け状態を示している。
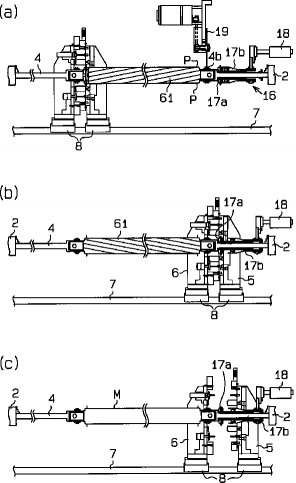
【0054】また、各しごき部材33は、図15(a),(b)に示すように、押圧部33aがマンドレルM上の繊維束Rに圧接可能な作用位置に配置される。そして、両ヘッド5,6を基準位置より図16(a)の左方の巻付け開始位置(図16(c)に示す位置と同じ位置)に移動させた後、FW装置1によるヘリカル巻層の巻付け運転が開始される。即ち、チャック部2が回転駆動されてマンドレルMが一定方向に回転されるとともに、両ヘッド5,6が巻付け開始位置から一体的に図16R>6(a)の左側へ移動される。そして、繊維束供給部から順次繰り出されて樹脂含浸装置48で樹脂が含浸された繊維束RがマンドレルM上にヘリカル巻で巻き付けられる。図16(b)に示すように、両ヘッド5,6の対向部がマンドレルMの左端と対応する位置まで移動した時点で1層目のヘリカル巻層61の配列が完了する。
【0055】ヘリカル巻が行われる際、ヘリカル巻用ヘッド5に供給される繊維束Rは各ガイド24b,24aを経て、マンドレルMの周方向においてほぼ等間隔の状態でヘリカル巻用開繊部29,30の凹凸29a,30aへ案内される。そして、フープ巻用ヘッド6に供給された繊維束Rと同様にヘリカル巻に適した開繊状態でマンドレルMに巻き付けられる。
【0056】次に両ヘッド5,6が図16(b)の右側へ移動され、図16(c)に示すように、両ヘッド5,6の対向部がマンドレルMの右端と対応する位置まで移動した時点で2層目のヘリカル巻層61の配列が完了する。次に再び両ヘッド5,6が図16(c)の左側へ移動され、3層目のヘリカル巻層61の配列が開始された後、図17(a)に示すように回転カッタ19が切断位置に配置され、端部処理装置16に連なる繊維束Rの切断が開始される。そして、図17(a)に示すように、両ヘッド5,6の対向部がマンドレルMの左端と対応する位置まで移動して3層目のヘリカル巻層61の配列が完了する時点までに繊維束Rの切断が完了する。
【0057】切断完了後、回転カッタ19が待機位置に移動されるとともに、可動把持部材17bが解放位置に配置され、解放された繊維束Rの端部が図示しない除去装置により除去される。除去装置は吸引ノズルあるいは圧縮エアを噴射する噴射ノズルと、ブラシ又はスクレーパ等の掻取り部とを備えている。そして、除去装置の除去動作が開始された後、両ヘッド5,6が図17(a)の右方に移動されて4層目のヘリカル巻層61の配列が開始され、繊維束Rの除去完了後に両ヘッド5,6の対向部がマンドレルMの右端と対応する位置まで移動して、4層目のヘリカル巻層61の配列が完了した図17(b)の状態となる。
【0058】次に図17(c)に示すように、ヘリカル巻用ヘッド5とフープ巻用ヘッド6との分離が行われる。詳述すると、図17(b)に示す位置において、フープ巻用ヘッド6と連結ロッド15bとの連結が解除されるとともに、図示しないストッパがフープ巻用ヘッド6に嵌合された状態で支持プレート12が移動され、ヘリカル巻用ヘッド5のみが右方の基準位置まで移動される。そして、その位置でヘリカル巻用ヘッド5と連結ロッド15aとの連結が解除されるとともに、図示しないストッパがヘリカル巻用ヘッド5に嵌合され、図17(c)に示す状態となる。
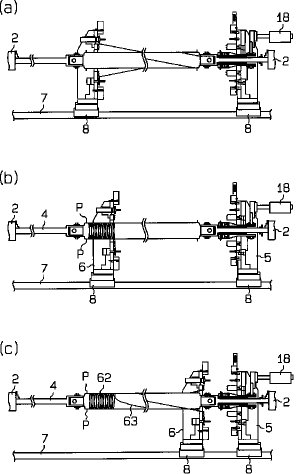
【0059】次に両把持部材17a,17b間に繊維束Rが巻き付けられた後、可動把持部材17bが把持位置に移動される。また、フープ巻用ヘッド6と連結ロッド15bとが対向する位置まで支持プレート12が移動された後、フープ巻用ヘッド6と連結ロッド15bとが再び連結されるとともに、図示しないストッパとの嵌合が解除され、フープ巻用ヘッド6が支持プレート12と共に移動可能となる。そして、樹脂含浸装置48のバー55が作用位置に配置されて、ヘリカル巻用ヘッド5に連なる繊維束Rが含浸ローラ50と接触しない位置に配置される。この状態でフープ巻用ヘッド6が図17(c)の左方へ移動される。また、回転カッタ19によりマンドレルMから端部処理装置16に連なる繊維束Rが切断される。そして、図18(a)に示すように、フープ巻用ヘッド6がフープ巻開始位置に到達するまでに、繊維束の切断が完了する。
【0060】図18(a)の状態で、フープ巻用開繊部41がフープ巻用の開繊に適した状態、即ち図13(a),(b)に示すように、第1の開繊部材42が繊維束Rと係合しない位置に、第2の開繊部材43の一対の係合バー43aが繊維束Rと係合する位置に配置される。第2の開繊部材43はロータリアクチュエータ47により水平状態からほぼ120°回動されて該位置に配置される。また、第1の開繊部材42はシリンダ45の突出作動により該位置に配置される。
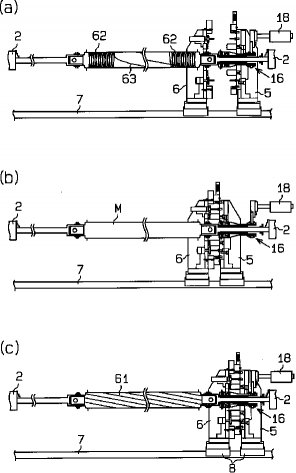
【0061】次にマンドレルMの回転速度は同じ状態で、フープ巻用ヘッド6がヘリカル巻時の移動速度より遅い速度で所定距離移動され、図18(b)に示すように左側の所定位置にフープ巻層62が形成される。次にフープ巻用開繊部41が再びヘリカル巻用の開繊、即ち渡り糸63の開繊に適した状態に配置された後、図18(b)の位置から渡り糸63の巻付け角度がヘリカル巻の巻付け角度と同じ角度となるような速度でフープ巻用ヘッド6が右側に移動される。そして、図18(c)に示すように、渡り糸63がヘリカル巻の巻付け角度と同じ角度で巻き付けられて、フープ巻用ヘッドが右側フープ巻開始位置まで移動される。
【0062】次にフープ巻用開繊部41が再びフープ巻用の開繊に適した状態に配置された後、右側のフープ巻が形成される。そして、右側のフープ巻が完了して、フープ巻用ヘッド6が図19(a)に示す位置に配置される。この状態でフープ巻用ヘッド6と連結ロッド15bとの連結が解除されるとともに、図示しないストッパがフープ巻用ヘッド6に嵌合された状態で支持プレート12が移動され、連結ロッド15aがヘリカル巻用ヘッド5と対向する位置で停止される。その位置でヘリカル巻用ヘッド5と連結ロッド15aとが連結された後、ヘリカル巻用ヘッド5が図19(b)に示すフープ巻用ヘッド6との連結位置に配置される。そして、連結ロッド15bがフープ巻用ヘッド6と連結され、フープ巻用開繊部41が再びヘリカル巻用の開繊に適した状態に配置された後、前記と同様にヘリカル巻が行われる。即ち、両ヘッド5,6が前記と同様に左方向に移動されて5層目のヘリカル巻層61が形成され、その後、再び右方向に移動されて図19(c)に示す基準位置に配置された状態で6層目のヘリカル巻層61の巻付けが完了する。
【0063】なお、図17(c)、図18(a)〜(c)、図19(a),(b)ではヘリカル巻層61の図示を省略している。次に端部処理装置16により前記と同様にして繊維束Rの端部の処理が行われた後、マンドレルMがチャック部2及び回転軸4から取り外され、さらにピンPがマンドレルMから取り外され、繊維層とともにマンドレルMが加熱炉に入れられ、所定温度で樹脂が硬化されてFRP製パイプが、マンドレルM上に形成される。冷却後、FRP製パイプの両端がピンPの抜き跡の列より内側において切断された後、マンドレルMからFRP製パイプが取り外されて、所定寸法の長さのプロペラシャフトのシャフト本体が形成される。
【0064】ヘリカル巻が行われる際、マンドレルMに巻き付けられた繊維束Rが両ヘッド5,6の移動方向後側に配置されたしごき部材33の押圧部33aによりしごかれるため、繊維束Rに含浸された余分な樹脂が除去される。フープ巻の際は、しごき部材33によるしごき作用はほとんどないが、しごき部材33を退避位置に配置せずにフープ巻をおこなっても支障はない。
【0065】前記のようにして製造されたFRP製パイプ64は、図1(b)に示すようなヘリカル巻層61と、巻き付け方向が対称なヘリカル巻層61とが複数層積層されるとともに、図1(c)に示すように、その両端側に形成されたフープ巻層62を備えている。両側のフープ巻層62は渡り糸63により連結されている。なお、図1(b)はヘリカル巻層61の一例を示す模式図、図1(c)はフープ巻層62を示す模式図であり、図1(c)ではヘリカル巻層61の図示を省略している。
【0066】この実施の形態では以下の効果を有する。
(1) FRP製パイプ64は、ヘリカル巻層61の両端側に形成されたフープ巻層62を構成する強化繊維(繊維束R)が連続する繊維で形成されている。従って、両端にフープ巻層62を備えていても、製造する際に片側のフープ巻層62を形成した後、繊維束Rを切断せずに他方の巻付け位置からフープ巻を開始できるので生産性を向上させることができる。
【0067】(2) 両端側に形成されたフープ巻層62間に連続する渡り糸63は、ヘリカル巻層61を構成する強化繊維(繊維束R)の巻付け角度と同じ角度で巻き付けられている。従って、最外層に樹脂の含浸されていない有機繊維を巻き付けた場合でも、渡り糸63が目立たず外観が良好になる。
【0068】(3) FW装置1は、複数本の繊維束Rを同時に開繊するヘリカル巻用開繊部29を備え、マンドレルMに対してヘリカル巻で巻付け可能とするヘリカル巻用ヘッド5と、フープ巻用開繊部41を備え、マンドレルMに対してフープ巻で巻付け可能とするフープ巻用ヘッド6とを備えている。従って、ヘリカル巻及びフープ巻のいずれの巻付け方法においても繊維束Rが確実に開繊された状態で、マンドレルMに巻き付けられる。また、ヘリカル巻を行う場合、繊維束RはマンドレルMの周方向に沿って配列された複数のガイド24b,24aを経て供給されるため、繊維束RをマンドレルMの端部で折り返すように巻き付ける際に、巻付けヘッドがマンドレルMの端部よりその長手方向において大幅にはみ出す位置まで移動することを回避できる。
【0069】(4) 巻付けヘッド3としてヘリカル巻部を備えたヘリカル巻用ヘッド5と、フープ巻部を備えたフープ巻用ヘッド6とを備え、ヘリカル巻用ヘッド5とフープ巻用ヘッド6とが一体的な移動と、独立した状態での移動とが可能に構成されている。従って、マンドレルMに巻き付けられる繊維束Rの巻始め端部と、巻終わり端部とを処理する端部処理装置16をFW装置1の片側にのみ設けた場合でも、駆動部の無駄な駆動をせずにヘリカル巻用ヘッド5と、フープ巻用ヘッド6とが干渉しない状態でヘリカル巻及びフープ巻を行うことができる。
【0070】(5) ヘリカル巻用ヘッド5及びフープ巻用ヘッド6は、それぞれ各ヘッドがマンドレルMに沿って移動する際に、マンドレルM上の樹脂含浸繊維束に圧接可能な押圧部33aを有するしごき部材33を備えている。従って、マンドレルMに巻き付けられた繊維束Rの余分な樹脂を、各ヘッド5,6の移動に伴ってしごき部材33により自動的に除去することができるとともに、脱泡を行うこともできる。
【0071】(6) しごき部材33は複数設けられるとともに、複数のしごき部材33の押圧部33aによりマンドレルMの全周を囲繞可能に構成されている。従って、しごき部材33による余分な樹脂の除去効果が向上する。
【0072】(7) ヘリカル巻用ヘッド5及びフープ巻用ヘッド6には、互いに対向する位置にヘリカル巻用開繊部29,30として互いに遊嵌可能なリング状の凹凸29a,30aが設けられている。従って、周方向に配列されたガイド24b,24aを経て案内される複数本の繊維束Rの開繊を簡単な構成で行うことができる。
【0073】(8) フープ巻用ヘッド6には、フープ巻用開繊部41として、繊維束Rを屈曲状態で案内するようにマンドレルMの軸方向と平行に延びる少なくとも一対の係合バー43aを有する開繊部(第2の開繊部材43)を備えている。従って、フープ巻用の繊維束Rの開繊を簡単な構成で行うことができる。
【0074】(9) フープ巻用開繊部41はフープ巻用ヘッド6の移動方向と直交する面内に配置された四角環状の第1の開繊部材42と、第1の開繊部材42の内側に配置されるとともに、該開繊部材42と直交するほぼ四角環状の第2の開繊部材43とを備えている。そして、両開繊部材42,43の配置位置を変更することにより、繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されている。従って、渡り糸63を適正な開繊状態でマンドレルMに巻き付けることができる。また、フープ巻用ヘッド6をヘリカル巻用ヘッド5と一体的に移動させて適正な開繊状態でヘリカル巻を行うこともできる。
【0075】(10) フープ巻用ヘッド6がマンドレルMに渡り糸63を巻き付ける際、その巻付け角度がヘリカル巻の巻付け角度と同じになるようにフープ巻用ヘッド6を移動させる制御部を備えている。従って、渡り糸63を簡単にヘリカル巻の巻付け角度と同じ角度で巻き付けることができる。
【0076】(11) FW装置1は、1個の含浸ローラ50でヘリカル巻用の繊維束Rと、フープ巻用の繊維束Rとに樹脂の含浸を行い、ヘリカル巻用の繊維束を含浸ローラ50と接触しない位置に一時的に退避させる退避機構60を有する樹脂含浸装置48を備えている。従って、フープ巻を行う場合に、ヘリカル巻用の繊維束Rを含浸ローラ50と接触しない位置に退避させて、ヘリカル巻用の繊維束Rに無理な力が作用しない状態に保持できる。その結果、ヘリカル巻用及びフープ巻用の繊維束Rについて、1個の樹脂含浸装置48で樹脂を含浸させることができ、それぞれ専用の樹脂含浸装置を設ける場合に比較してFW装置全体としてコンパクトにできる。
【0077】(12) 複数のしごき部材33の押圧部33aによりマンドレルMの全周を囲繞可能に構成し、各しごき部材33は両側にその厚さが中央部のほぼ1/2となる段差33bを有し、かつ段差33bの位置が互いに反対側となるように形成されている。従って、各しごき部材33が作用位置に配置された状態で、隣接するしごき部材33の一部がマンドレルMの軸方向に重なる状態で干渉を回避でき、しごき部材33及びその駆動部(エアシリンダ31)を配設するためのスペースを小さくできる。
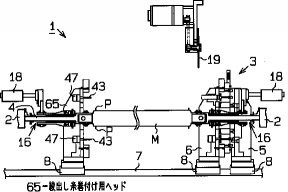
【0078】(第2の実施の形態)次に第2の実施の形態を図20に従って説明する。この実施の形態ではFW装置1がヘリカル巻用ヘッド5及びフープ巻用ヘッド6の他に、第3の巻付けヘッドを備えている点と、マンドレルMの両側に端部処理装置16を備えている点とが大きく異なっている。前記実施の形態と同一部分は同一符号を付して詳しい説明を省略する。なお、第3の巻付けヘッド側の回転カッタ19は図示を省略している。
【0079】前記第3の巻付けヘッドは、ヘリカル巻及びフープ巻が形成された後、マンドレルMに巻き付けられた繊維層の上に、繊維層に含まれる余分な樹脂を絞り出すための糸を巻き付ける絞出し糸巻付け用ヘッドである。絞出し糸巻付け用ヘッド65はフープ巻用ヘッド6と基本的に同様に構成されているが、ヘリカル巻用開繊部30及びしごき部材33を備えていない。また、開繊部は必ずしも必要ではないが、フープ巻用に適した開繊が可能な開繊部として、第2の開繊部材43を備えている。絞出し糸巻付け用ヘッド65は支持プレート12に設けられたシリンダにより駆動される連結ロッド(図示せず)を介して、支持プレート12と共に移動可能となっている。絞出し糸として例えばポリエステル糸等の合繊糸が使用される。
【0080】絞出し糸巻付け用ヘッド65は、糸供給部から繰り出されたポリエステル糸がガイド37,38及び第2の開繊部材43を経て孔34aに導かれ、孔34aを貫通した後、端部処理装置16の両把持部材17a,17b間に把持された状態にセットされる。そして、両ヘッド5,6による繊維束Rの巻付けに支障を来さない位置に待機している。
【0081】両ヘッド5,6によるヘリカル巻及びフープ巻の巻付けが前記実施の形態のようにして完了した後、両ヘッド5,6が原位置に待機した状態で、絞出し糸巻付け用ヘッド65が図20の左端側から移動して、絞出し糸が繊維層の表面全体を覆うようにフープ巻で巻き付けられる。絞出し糸の巻付けにより、マンドレルMに巻き付けられたヘリカル巻層61及びフープ巻層62の繊維束Rから余分な樹脂が絞り出される。
【0082】この実施の形態では第1の実施の形態の(1)〜(12)の効果を有する他に、次の効果を有する。
(13) FW装置1は、ヘリカル巻用ヘッド5及びフープ巻用ヘッド6によるヘリカル巻層61及びフープ巻層62が形成された後、マンドレルMに巻き付けられた繊維層の上に、繊維層に含まれる余分な樹脂を絞り出すための糸を巻き付ける絞出し糸巻付け用ヘッド65を備えている。従って、最外層に絞出し糸を巻き付けることにより、高い繊維体積含有率のFRP製パイプを容易に製造することができる。
【0083】(14) ヘリカル巻用ヘッド5、フープ巻用ヘッド6及び絞出し糸巻付け用ヘッド65が1本のレール7上を移動可能に設けられるとともに、1個の支持プレート12に対する連結及び連結解除により必要な範囲を移動できる。従って、各ヘッド5,6,65を移動させる駆動部の構造が簡単になる。
【0084】実施の形態は前記に限定されるものではなく、例えば次のように具体化してもよい。
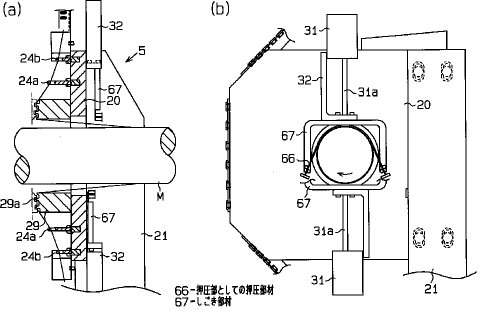
○ しごき部材33に代えて、図21及び図22に示すように、繊維束Rを押圧する押圧部として板ばね等の弾性体製の押圧部材66を備えたしごき部材67を設けてもよい。しごき部材67を駆動するエアシリンダ31は対称位置に2個設けられ、U字状のしごき部材67が支持ブラケット32に固定されている。押圧部材66は幅方向の両側が円弧面となるように加工されている。押圧部材66はしごき部材67の先端に支持され、図21及び図22(a)に示すように、ピストンロッド31aが没入位置に保持された状態では押圧部材66は直線状に配置されている。そして、図22(b)に示すように、ピストンロッド31aが突出位置に配置されると、押圧部材66がマンドレルMに巻き付けられた繊維層(繊維束R)に対応した形状に湾曲して該繊維層を押圧する状態となる。この状態でヘッド5,6の移動に伴って余分な含浸樹脂の除去及び脱泡が行われる。この実施の形態では、しごき部材67の構成が簡単になる。
【0085】○ しごき部材33の場合も、押圧部33aの円弧面の長さを長く形成して、2個のしごき部材33を対称位置に配置する構成としてもよい。
○ ガイド24a,24bとして、リングの一部に切欠き部が設けられたものを使用してもよい。この場合、切欠き部のないリング状の場合に比較して繊維束Rをガイド24a,24bに通す作業が容易になる。
【0086】○ ヘリカル巻用ヘッド5に供給される繊維束Rの本数は28本に限らず、28本より少なくしたりあるいは多くしてもよい。
○ 絞出し糸巻付け用ヘッド65を装備していないFW装置1の場合、ヘリカル巻用ヘッド5とフープ巻用ヘッド6とを完全に独立して駆動する構成としてもよい。この場合、フープ巻用ヘッド6にはヘリカル巻用開繊部30は設けられず、ヘリカル巻用ヘッド5にヘリカル巻用開繊部29,30が装備される。ヘリカル巻用開繊部30はアクチュエータにより、ヘリカル巻用開繊部29との間に繊維束Rを挿入可能な位置と、凹凸29a,30aが互いに遊嵌される位置とに移動可能に設けられる。また、フープ巻用ヘッド6にはしごき部材33も不要になる。
【0087】○ フープ巻用開繊部41を構成する第2の開繊部材43を水平位置から水平面と交差する平面上に位置するように回動させる構成に代えて、水平面内で回動させる構成としてもよい。
【0088】○ 渡り糸63の巻付け角度はヘリカル巻の巻付け角度と異なる角度であってもよい。
○ フープ巻層62としてヘリカル巻層61の表面全体に繊維束Rを巻き付けた構成のFRPパイプを製造してもよい。
【0089】○ ヘリカル巻層61の表面の両端部にフープ巻を行う場合、渡り糸63を設けずに、片側のフープ巻層62を形成した後、繊維束Rを切断し、あらためてフープ巻を行うようにしてもよい。
【0090】○ 回転カッタ19に限らず、例えばはさみタイプの2枚の切断刃を備えた他の切断手段で、繊維束Rの切断を行うようにしてもよい。はさみタイプの切断手段の場合は切断補助部4bを省略してもほとんど支障がない。
【0091】○ 車両のプロペラシャフト以外の駆動シャフト用のパイプの製造に適用してもよい。
○ パイプに限らず、円筒部の両端にドーム部を有する形状に形成されて各種の高圧ガスや加圧流体を収容するのに使用される圧力容器の製造に適用してもよい。この場合、マンドレルMに代えて口金部材を備えた被繊維束巻付け部材としてのライナ(中空体)の口金部材を直接、又は口金部材に固定した軸部を介してチャック部2と回転軸4間に支持して、ライナの表面に繊維束Rを巻き付ける。この場合でも、繊維束Rを適正な開繊状態で巻き付けることができる。
【0092】○ 製品に要求される性能に応じて、繊維束Rの種類や繊維束Rに含浸される樹脂の種類を炭素繊維とエポキシ樹脂の組み合わせ以外としてもよい。しかし、プロペラシャフトを形成する場合は、コストや要求性能の点から炭素繊維とエポキシ樹脂の組み合わせが好ましい。
【0093】○ マンドレルMの端部に突設されるピンPのうち、端部処理装置16と対応する側と反対側の端部のピンPは、巻き付け角度が比較的大きな場合はなくてもよい。また、マンドレルMの形状を両端部に半球部を有する形状とした場合は巻き付け角度が小さな場合でも省略してもよい。
【0094】○ 支持プレート12をボールねじ機構で駆動する構成に代えて、例えばリニアアクチュエータで駆動する構成としてもよい。前記実施の形態から把握できる発明(技術的思想)について、以下に記載する。
【0095】(1) 請求項6に記載の発明において前記各しごき部材は両側にその厚さが中央部より薄くなる段差を有し、かつ段差の位置が互いに反対側となるように形成されている。
【0096】(2) 請求項12に記載の発明において、前記各ヘッドは1本のレール上を移動可能に配設されるとともに、前記レールに沿って往復移動可能に設けられた1個の支持プレート上に各ヘッドに対応して設けられた連結部と連結された状態で該支持プレートと一体的に移動される。
【0097】
【発明の効果】以上詳述したように、請求項1及び請求項2に記載の発明によれば、ヘリカル巻層及び両端にフープ巻層を備えていても生産性を向上することができる。また、請求項3〜請求項11に記載の発明によれば、前記FRP製パイプを好適に製造することができる。また、請求項12に記載の発明によれば、繊維束に含浸された余分な樹脂を効果的に除去でき、高い繊維体積含有率のFRP製パイプを容易に製造することができる。
【図面の簡単な説明】
【図1】 (a)は第1の実施の形態のFW装置の模式正面図、(b)はFRP製パイプのヘリカル巻層を示す模式図、(c)は同じくフープ巻層を示す模式図。
【図2】 巻付けヘッドと駆動部の関係を示す模式平面図。
【図3】 巻付けヘッドと駆動部の関係を示す一部破断模式側面図。
【図4】 両ヘッドが一体移動される際の配置を示す一部破断模式正面図。
【図5】 (a)はフープ巻用ヘッドの一部破断模式正面図、(b)はヘリカル巻用ヘッドの一部破断模式正面図。
【図6】 (a)はヘリカル巻用ヘッドの要部模式右側面図、(b)はしごき部材を押圧部側から見た模式図。
【図7】 (a)はヘリカル巻用ヘッドの要部模式左側面図、(b),(c)はガイドの平面図。
【図8】 フープ巻用ヘッドの要部模式右側面図。
【図9】 フープ巻用ヘッドの一部破断要部模式左側面図。
【図10】樹脂含浸装置の一部省略平面図。
【図11】樹脂含浸装置の側面図。
【図12】(a)はフープ巻用開繊部のヘリカル巻に適した開繊作用を示す一部破断模式正面図、(b)は同じく模式右側面図。
【図13】(a)はフープ巻用開繊部のフープ巻に適した開繊作用を示す一部破断模式正面図、(b)は同じく模式右側面図。
【図14】(a)はしごき部材が待機位置に配置された状態を示すヘリカル巻用ヘッドの部分模式断面図、(b)は同じく部分模式右側面図。
【図15】(a)はしごき部材が作用位置に配置された状態を示すヘリカル巻用ヘッドの部分模式断面図、(b)は同じく部分模式右側面図。
【図16】巻付け運転時の作用を説明する模式図。
【図17】巻付け運転時の作用を説明する模式図。
【図18】巻付け運転時の作用を説明する模式図。
【図19】巻付け運転時の作用を説明する模式図。
【図20】第2の実施の形態のFW装置の模式正面図。
【図21】別のしごき部材が待機位置に配置された状態の模式側面図。
【図22】(a)は同じく部分模式断面図、(b)はしごき部材が作用位置に配置された状態の模式側面図。
【図23】従来技術の平面図。
【図24】別の従来技術の模式斜視図。
【符号の説明】
1…フィラメントワインディング装置(FW装置)、3…巻付けヘッド、5…ヘリカル巻用ヘッド、6…フープ巻用ヘッド、24a,24b…ヘリカル巻部を構成するガイド、29,30…ヘリカル巻用開繊部、29a,30a…凹凸、33,67…しごき部材、33a…押圧部、37,38…フープ巻部を構成するガイド、41…フープ巻用開繊部、42…第1の開繊部材、43…第2の開繊部材、43a…係合バー、45…アクチュエータとしてのシリンダ、47…ロータリアクチュエータ、47a…軸、48…樹脂含浸装置、50…含浸ローラ、60…退避機構、61…ヘリカル巻層、62…フープ巻層、63…渡り糸、64…FRP製パイプ、65…絞出し糸巻付け用ヘッド、66…押圧部としての押圧部材、M…マンドレル、R…繊維束。
【0001】
【発明の属する技術分野】本発明はFRP製パイプ及びフィラメントワインディング装置に係り、詳しくはヘリカル巻層及びフープ巻層を有するFRP製パイプと、そのパイプの製造に好適なフィラメントワインディング装置に関するものである。
【0002】
【従来の技術】FRP(繊維強化プラスチック)製のパイプや容器を効率よく形成する方法としてフィラメントワインディング法がある。フィラメントワインディング法では一般に、マンドレルの胴部両端に突設された軸部を把持して所定の速度でマンドレルを回転させるチャック機構と、該マンドレルの胴部に対して樹脂を含浸させた繊維束(糸条)を巻き付ける繊維供給機構とを備えたフィラメントワインディング装置が使用されている。そして、前記フィラメントワインディング装置においては、生産性を高めるためと製品の物性を高めるために、繊維束を扁平にして拡げた状態でマンドレルに巻き付けることが望ましい。
【0003】特開平11−286056号公報にはマンドレルへの繊維巻付け角度を変えても繊維束を開繊した状態(幅を拡げた状態)でマンドレルに巻き付けることができる装置が提案されている。この装置は、図23に示すように、軸方向への往復移動及び回転駆動されるマンドレル91に対して、樹脂含浸槽92と、樹脂含浸槽92からマンドレル91へと繊維束93を、その外周面に沿わせて案内する案内ロール94とが相対移動可能に設置されている。樹脂含浸槽92及び案内ロール94は支軸95に支持された支持台96上に配設されている。そして、マンドレル91に巻き付ける繊維束93の角度に対応して樹脂含浸槽92及び案内ロール94の位置を移動させ、樹脂含浸槽92から案内ロール94を経てマンドレル91に巻き付けられる繊維束93の糸道を真っ直ぐにすることができるように構成されている。
【0004】また、特開平8−276504号公報には多数本の繊維束93を同時にマンドレル91に巻き付けることを可能にするため、図24に示すように、多数のスリット97aを備えたフィードアイ97を設けた装置が開示されている。この装置では、フィードアイ97は台板98上に固定され、台板98はスリット97aに送られてくる繊維束93の方向の軸線の周り及び該繊維束93を含む面に垂直な軸心の周りにそれぞれ回動可能に構成されている。
【0005】また、特開平6−254974号公報には、マンドレルに巻き付けられた樹脂含浸繊維束を、円弧面を有するパッドでしごいて、脱泡と過剰の樹脂の除去とを行う装置が提案されている。
【0006】
【発明が解決しようとする課題】特開平11−286056号公報の装置は多数本同時に巻き付ける場合に関しては考慮がなされていない。また、特開平8−276504号公報の装置では、多数本のヘリカル巻は可能であるが、マンドレル91に巻き付けられる繊維束93はマンドレル91の軸線方向に並んで配列された状態で巻き付けられる。その結果、繊維束93をマンドレル91の端部で折り返すように巻き付ける際に、台板98及びその駆動部がマンドレル91の端部よりその長手方向において大幅にはみ出す位置まで移動する状態となり、往復移動するための広いスペースを確保する必要がある。
【0007】また、フィラメントワインディングでFRP製のパイプを製造する際、製品に要求される性能(物性)によっては、ヘリカル巻だけでなく、ヘリカル巻を行った後、その上にフープ巻を行ったり、フープ巻を行った後、さらにヘリカル巻きを行う場合がある。前記従来の装置では、このようなヘリカル巻とフープ巻の配列切替を行うことができない。そして、フープ巻を行う場合もパイプの全長に亘ってフープ巻を行うのではなく、パイプの両端寄りの部分に形成する場合がある。その場合、一端側のフープ巻を行った後、他端側のフープ巻を行う際、繊維束を切断せずに、渡り糸としてヘリカル巻の上に巻き付けた後、他端側のフープ巻を形成するのが生産性向上の観点から望ましい。そして、フープ巻を形成した後、更にその上にヘリカル巻を行う場合がある。
【0008】特開平6−254974号公報に開示された装置では、パッドはマンドレルの周方向の一部にのみ対応して配置されているため、樹脂の除去効果が小さい。また、フィラメントワインディング法で高い繊維体積含有率(Vf)のFRP製パイプを製造する場合、繊維束に含浸された余分な樹脂を絞り出すため、樹脂が含浸された繊維束の巻付けが終了した後、最外層に樹脂の含浸されていないポリエステル繊維等の有機繊維を巻き付ける方法がある。この場合、前記渡り糸の巻付け角度を任意の角度にすると、前記有機繊維を巻き付けた状態で、渡り糸が目立ち外観上好ましくないという問題がある。
【0009】本発明は前記の問題点に鑑みてなされたものであって、その第1の目的はヘリカル巻層及び両端にフープ巻層を備えていても生産性を向上することができるFRP製パイプを提供することにある。また、第2の目的は前記FRP製パイプを製造するのに好適なフィラメントワインディング装置を提供することにある。また、第3の目的はさらに繊維束に含浸された余分な樹脂を効果的に除去できるフィラメントワインディング装置を提供することにある。
【0010】
【課題を解決するための手段】前記第1の目的を達成するため請求項1に記載の発明では、複数層積層形成されたヘリカル巻層の上の両端側にパイプの軸方向に対する強化繊維の巻付け角度がほぼ90度となるフープ巻層がそれぞれ形成されたFRP製パイプであって、前記両端側に形成されたフープ巻層を構成する強化繊維は、連続する繊維で形成されている。従って、この発明のFRPパイプは、両端にフープ巻層を備えていても、製造する際に片側のフープ巻層を形成した後、繊維束を切断せずに他方の巻付け位置からフープ巻を開始できるので生産性を向上することができる。
【0011】請求項2に記載の発明では、請求項1に記載の発明において、前記両端側に形成されたフープ巻層間に連続する渡り糸は、前記ヘリカル巻層を構成する強化繊維の巻付け角度と同じ角度で巻き付けられている。従って、この発明では、最外層に樹脂の含浸されていない有機繊維を巻き付けた場合でも、渡り糸が目立たず外観が良好になる。
【0012】第2の目的を達成するため、請求項3に記載の発明では、マンドレル又は被糸条巻付け部材(以下、マンドレル等と称す)を支持して回転させながら、マンドレル等の表面に樹脂が含浸された繊維束を、該マンドレル等の軸方向に往復移動する巻付けヘッドを介して巻き付けるフィラメントワインディング装置であって、前記巻付けヘッドは複数本の繊維束を同時に前記マンドレル等に対してヘリカル巻で巻付け可能とするため、該マンドレル等の周方向に沿って配列された複数のガイドを備えたヘリカル巻部と、繊維束を前記マンドレル等に対してフープ巻で巻付け可能とするためのガイドを備えたフープ巻部と、前記ヘリカル巻用の繊維束を開繊するヘリカル巻用開繊部と、前記フープ巻用の繊維束を開繊するフープ巻用開繊部とを備えている。なお、繊維束を開繊するとは、繊維束の幅を拡げて扁平にすることを意味する。
【0013】この発明では、ヘリカル巻を行う場合はヘリカル巻用開繊部で開繊された繊維束がマンドレル又は被糸条巻付け部材にヘリカル巻で巻き付けられ、フープ巻を行う場合はフープ巻用開繊部で開繊された繊維束がマンドレル等にフープ巻で巻き付けられる。従って、いずれの巻付け方法においても繊維束が確実に開繊された状態で、マンドレル等に巻き付けられる。また、ヘリカル巻を行う場合、繊維束はマンドレル等の周方向に沿って配列された複数のガイドを経て供給されるため、繊維束をマンドレル等の端部で折り返すように巻き付ける際に、巻付けヘッドがマンドレル等の端部よりその長手方向において大幅にはみ出す位置まで移動することを回避できる。
【0014】請求項4に記載の発明では、請求項3に記載の発明において、前記巻付けヘッドとして前記ヘリカル巻部を備えたヘリカル巻用ヘッドと、前記フープ巻部を備えたフープ巻用ヘッドとを備え、該ヘリカル巻用ヘッドとフープ巻用ヘッドとが一体的な移動と、独立した状態での移動とが可能に構成されている。
【0015】フィラメントワインディング装置ではマンドレル等に巻き付けられる繊維束(糸条)の巻始め端部を、巻付けに支障のないように一時固定するとともに、巻終わり端部を硬化処理まで弛まないようにマンドレル等に固定するとともに所定の長さに切断する端部処理が必要になる。この処理は人手で行ってもよいが、処理装置を設けて省力化することが望ましい。端部処理装置をフィラメントワインディング装置の片側にのみ設けた場合、ヘリカル巻用ヘッドとフープ巻用ヘッドとがそれぞれ単独に移動可能な構成では、ヘリカル巻を行った後にフープ巻を行う際、ヘリカル巻用ヘッドと、フープ巻用ヘッドとが干渉しないように移動させる駆動部の無駄な駆動が必要になる。しかし、この発明では、ヘリカル巻用ヘッドとフープ巻用ヘッドとが、一体的にも移動可能なため、前記駆動部の無駄な駆動をせずにヘリカル巻及びフープ巻を行うことができる。
【0016】請求項5に記載の発明では、請求項4に記載の発明において、前記ヘリカル巻用ヘッド及びフープ巻用ヘッドは、それぞれ各ヘッドが前記マンドレル等に沿って移動する際に、前記マンドレル等上の樹脂含浸繊維束に圧接可能な押圧部を有するしごき部材を備えている。この発明では、マンドレル等に巻き付けられた繊維束の余分な樹脂がしごき部材により除去される。
【0017】第3の目的を達成するため、請求項6に記載の発明では、請求項5に記載の発明において、前記しごき部材は複数設けられるとともに、複数のしごき部材の押圧部により前記マンドレル等の全周を囲繞可能に構成されている。この発明では、しごき部材による余分な樹脂の除去効果が向上する。
【0018】請求項7に記載の発明では、請求項4〜請求項6のいずれか一項に記載の発明において、前記ヘリカル巻用ヘッド及びフープ巻用ヘッドには、互いに対向する位置に前記ヘリカル巻用開繊部として互いに遊嵌可能なリング状の凹凸が設けられている。この発明では、周方向に配列されたガイドを経て案内される複数本の繊維束の開繊を簡単な構成で行うことができる。
【0019】請求項8に記載の発明では、請求項4〜請求項6のいずれか一項に記載の発明において、前記フープ巻用ヘッドには、前記フープ巻用開繊部として、繊維束を屈曲状態で案内するように前記マンドレル等の軸方向と平行に延びる少なくとも一対の係合バーを有する開繊部を備えている。この発明では、フープ巻用の繊維束の開繊を簡単な構成で行うことができる。
【0020】請求項9に記載の発明では、請求項8に記載の発明において、前記フープ巻用開繊部は前記フープ巻用ヘッドの移動方向と直交する面内に配置されるとともにアクチュエータにより該ヘッドの移動方向において配置位置変更可能に設けられたほぼ四角環状の第1の開繊部材と、前記第1の開繊部材の内側に配置されるとともに前記ヘッドの移動方向に延びる軸を有するロータリアクチュエータにより回動可能に設けられたほぼ四角環状の第2の開繊部材とを備え、両開繊部材の配置位置を変更することにより、繊維束をフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されている。
【0021】この発明では、渡り糸をマンドレル等に巻き付ける場合あるいはヘリカル巻を行う際は、第1の開繊部材が作用位置に配置され、フープ巻用開繊部に供給される繊維束が、第1及び第2の開繊部材との共同作用によりヘリカル巻に適した開繊状態となる。一方、第1の開繊部材が退避位置に配置されて、第2の開繊部材がマンドレル等の軸方向と平行に延びる部分で繊維束に作用する状態では、フープ巻に適した開繊状態となる。従って、渡り糸を適正な開繊状態で巻き付けることができる。
【0022】請求項10に記載の発明では、請求項9に記載の発明において、前記フープ巻用ヘッドが前記マンドレル又は被糸条巻付け部材に渡り糸を巻き付ける際、その巻付け角度がヘリカル巻の巻付け角度と同じになるように前記フープ巻用ヘッドを移動させる制御部を備えた。この発明では、渡り糸をヘリカル巻の巻付け角度と同じ角度で巻き付けることができる。
【0023】請求項11に記載の発明では、請求項3〜請求項10のいずれか一項に記載の発明において、前記フィラメントワインディング装置は、1個の含浸ローラでヘリカル巻用の繊維束と、フープ巻用の繊維束とに樹脂の含浸を行い、ヘリカル巻用の繊維束及びフープ巻用の繊維束の少なくとも一方を、前記含浸ローラと接触しない位置に一時的に退避させる退避機構を有する樹脂含浸装置を備えている。
【0024】この発明では、繊維束が含浸ローラと接触しつつ樹脂含浸装置を通過することにより、樹脂が含浸された状態でマンドレル等に巻き付けられる。ヘリカル巻を行う場合は、フープ巻用の繊維束が含浸ローラと接触しない位置に退避させられ、フープ巻を行う場合は、ヘリカル巻用の繊維束が含浸ローラと接触しない位置に退避させられる。フープ巻用ヘッドがフープ巻とヘリカル巻との両方の巻付けが可能な場合は、ヘリカル巻用の繊維束のみが含浸ローラと接触しない位置に退避させられる。その結果、ヘリカル巻用の繊維束とフープ巻用の繊維束について、同じ樹脂含浸装置で樹脂を含浸させることができ、それぞれ専用の樹脂含浸装置を設ける場合に比較してフィラメントワインディング装置全体としてコンパクトにできる。
【0025】請求項12に記載の発明では、請求項3〜請求項11のいずれか一項に記載の発明において、前記フィラメントワインディング装置は、前記ヘリカル巻用ヘッド及びフープ巻用ヘッドによるヘリカル巻及びフープ巻が形成された後、前記マンドレル等に巻き付けられた繊維層の上に、繊維層に含まれる余分な樹脂を絞り出すための糸を巻き付ける絞出し糸巻付け用ヘッドを備えている。この発明では、高い繊維体積含有率のFRP製パイプを容易に製造することができる。
【0026】
【発明の実施の形態】(第1の実施の形態)以下、本発明を両端側にフープ巻層が形成されるとともに、フープ巻層を構成する強化繊維が連続する繊維で形成されているFRP製パイプを製造するフィラメントワインディング装置(以下、FW装置と称す)に具体化した第1の実施の形態を図1〜図19に従って説明する。
【0027】図1(a)はFW装置の模式正面図であり、図1(b)はFW装置で製造されるFRP製パイプのヘリカル巻層を示す模式正面図であり、図1(c)は同じくフープ巻層と渡り糸を示す模式正面図である。
【0028】図1(a)に示すように、FW装置1は左右一対のチャック部2と、チャック部2に支持されたマンドレルMの軸方向に往復移動する巻付けヘッド3とを備えている。マンドレルMは胴部Maの両端に突設された一対の軸部Msが、チャック部2に把持された回転軸4に連結固定されるようになっている。マンドレルMの胴部Maの両端部には、周方向に沿って所定の等ピッチで規制部としての多数のピンPが着脱可能に突設されている。なお、図では上端及び下端に突設されたピンPのみ図示している。
【0029】巻付けヘッド3はヘリカル巻用ヘッド5とフープ巻用ヘッド6とを備え、ヘリカル巻用ヘッド5とフープ巻用ヘッド6とが一体的な移動と、独立した状態での移動とが可能に構成されている。図示しない機台フレームには、レール7がマンドレルMの軸方向に延設され、ヘリカル巻用ヘッド5及びフープ巻用ヘッド6は、レール7上にスライド可能に設けられたスライダ8上に固定されている。
【0030】図2は巻付けヘッド3と巻付けヘッド3を移動させる駆動部の関係を示す模式平面図、図3は同じくその一部破断模式側面図である。図2及び図3に示すように、レール7の後方には両ヘッド5,6を移動させる駆動部が設けられている。機台フレームには、図2及び図3に示すように、レール7と平行にボールねじ機構のねじ軸9(ねじの図示略)が設けられている。ねじ軸9は図示しないサーボモータにより正逆回転駆動されるようになっている。ボールねじ機構のボールナット10(図3にのみ図示)には、ねじ軸9と平行に設けられたガイドレール11(図3にのみ図示)と係合して摺動可能なガイド部材10a(図3にのみ図示)が装備されている。また、ボールナット10には支持プレート12が水平に固定されている。そして、支持プレート12はねじ軸9の回転に伴い、その回転速度に対応した速度でレール7に沿って移動される。
【0031】支持プレート12上には支持ブロック12a等を介して2個のシリンダ13,14がレール7と直交する方向に延びるように固定されている。両シリンダ13、14のピストンロッド13a,14aには連結部を構成する連結ロッド15a,15bが、ピストンロッド13a,14aと同軸上に延びるように固定されている。両ヘッド5,6には、ピストンロッド13a,14aの突出状態において連結ロッド15a,15bと嵌合可能な係合穴5a,6a(図2にのみ図示)が形成されている。そして、連結ロッド15a,15bが係合穴5a,6aと係合した状態でねじ軸9が回転されることにより、支持プレート12と共に両ヘッド5,6がレール7に沿って移動される。ねじ軸9の正転時にヘッド5,6は図1及び図2の左方へ移動され、逆転時に右方へ移動される。
【0032】図1(a)に示すように、回転軸4側にはマンドレルMに巻き付けられる繊維束(糸条)の巻始め端部を、巻付けに支障のないように一時固定し、巻終わり端部を硬化処理まで弛まないようにマンドレルMに固定するとともに所定の長さに切断する端部処理装置16が配設されている。端部処理装置16は回転軸4に相対回転可能に支持された円筒状の支持体に固定された固定把持部材17aと、該支持体に摺動可能に支持された可動把持部材17bとを備えている。可動把持部材17bはエアシリンダ18により、固定把持部材17aと共同して繊維束を把持する把持位置(図1(a)の状態)と、該把持位置から反マンドレル側へ移動した解放位置(図17(b)の状態)とに移動配置されるようになっている。固定把持部材17aにはその外周に多数のピンが放射方向に突設されている。
【0033】図1(a)等に示すように、回転軸4の大径部4aには、切断補助部4bが固定されている。切断補助部4bは放射状に突設された多数の係止部を備えている。切断補助部4bの上方には回転カッタ19が、待機位置(図1(a)の状態)と切断位置(図17(a)の状態)との間で昇降可能に設けられている。なお、図1R>1(a)等において、固定把持部材17a及び可動把持部材17bは断面を図示しているが、ハッチングは省略している。
【0034】図4は両ヘッド5,6が一体的に移動する際の両ヘッド5,6の位置関係を示す一部破断模式正面図であり、図5(a)はフープ巻用ヘッド6の、図5(b)はヘリカル巻用ヘッド5のそれぞれ一部破断模式正面図である。また、図6(a)はヘリカル巻用ヘッド5の模式右側面図であり、図7(a)は同じく模式左側面図であり、図8はフープ巻用ヘッド6の模式右側面図であり、図9は同じく模式左側面図である。
【0035】図6(a)及び図7(a)に示すように、ヘリカル巻用ヘッド5にはマンドレルMに貫通される孔20aを有する支持板20が設けられている。図6(a)及び図7(a)に示すように、支持板20は取付けブロック21,22に対して、上下方向の位置調整可能にボルト23により固定されている。図5(b)及び図7(a)に示すように、支持板20には複数本の繊維束を同時にマンドレルMに対してヘリカル巻で巻付け可能とするため、フープ巻用ヘッド6と対向する側に、複数のガイド24a,24bがマンドレルMの周方向に沿って配列された状態で設けられている。この実施の形態では28本の繊維束を案内可能にそれぞれ28個の大小2種のガイド24a,24bが2個の同心円上に配列されている。
【0036】図7(a)に示すように、繊維束Rは全てヘリカル巻用ヘッド5の一方の側(連結ロッド15aと反対側)から供給されるため、支持板20にはそれらの繊維束Rを前記各ガイド24a,24bに円滑に導くための補助ガイド25,26が設けられている。補助ガイド25,26は支持板20の外側部に固定された取付けプレート27,28に固定されている。そして、後記する樹脂含浸装置で樹脂が含浸された繊維束Rの一部が補助ガイド25を経て各ガイド24b,24aに案内され、他の繊維束Rは補助ガイド25,26を経て各ガイド24b,24aに案内される。図7(b),(c)に示すように、各ガイド24b,24aはリング状のガイド部を有する。図7(a)では各ガイドに24a,24b及び補助ガイド25,26は断面を示しているが、ハッチングは省略している。
【0037】図5(b)及び図7(a)に示すように、支持板20の各ガイド24b,24aが配列された側には、ガイド24a,24bより内側に円環状のヘリカル巻用開繊部29が設けられている。ヘリカル巻用開繊部29にはリング状の凹凸29aが形成されている。図4に示すように、フープ巻用ヘッド6にもヘリカル巻用開繊部29と対向する位置にヘリカル巻用開繊部30が配設され、ヘリカル巻用開繊部30には前記凹凸29aと互いに遊嵌可能なリング状の凹凸30aが設けられている。図5(b)に示すように、支持板20のフープ巻用ヘッド6側の面からの突出量は、ヘリカル巻用開繊部29>ガイド24a>ガイド24bの順に小さく設定されている。なお、図7(a)、図8、図12(b)及び図1313(b)ではリング状の凹凸29a,30aの図示を省略している。
【0038】図5(b)及び図6(a)に示すように、支持板20の反フープ巻用ヘッド6側にはマンドレルMから等間隔で、かつ周方向の間隔も同じとなる3か所にエアシリンダ31が固定されている。エアシリンダ31はピストンロッド31aがマンドレルMの中心に向かって延びるように固定され、ピストンロッド31aの先端に支持ブラケット32を介してしごき部材33が固定されている。取付けブロック21にはエアシリンダ31と対応する位置に凹部21aが形成され、エアシリンダ31との干渉を回避するようになっている。
【0039】しごき部材33はマンドレルM上の樹脂含浸繊維束Rに圧接可能な円弧面状の押圧部33aを有し、この実施の形態では3個のしごき部材33の押圧部33aによりマンドレルMの全周を囲繞可能に構成されている。各しごき部材33はピストンロッド31aの没入状態で図6(a)等に示す待機位置に配置され、ピストンロッド31aの突出状態で押圧部33aがマンドレルM上の樹脂含浸繊維束Rに圧接可能な作用位置に配置される。
【0040】各押圧部33aは1/3円弧より長く形成されているため、各しごき部材33を同じ厚さの平板で形成した場合は、作用位置で互いに干渉しないようにマンドレルMの軸方向にずらして配置する必要がある。その場合、各エアシリンダ31の取付け位置をマンドレルMの軸方向にずらした状態に配置する必要がある。しかし、この実施の形態では図6(b)に示すように、しごき部材33は両側にその厚さが中央部のほぼ1/2となる段差33bを有し、かつ段差33bの位置が互いに反対側となるように形成されている。そして、各しごき部材33が作用位置に配置された状態で、図15(b)に示すように、隣接するしごき部材33の一部がマンドレルMの軸方向に重なる状態で干渉を避けるように形成されている。なお、図6(b)は、しごき部材33を押圧部33aと反対側から見た図である。
【0041】図8及び図9に示すように、フープ巻用ヘッド6にはマンドレルMに貫通される孔34aを有する支持板34が設けられている。支持板34は取付けブロック35,36に対して、上下方向の位置調整可能にボルト23により固定されている(取付けブロック36についてはボルト23の図示略)。図5(a)及び図8に示すように、支持板34にはヘリカル巻用開繊部29と対向する位置にヘリカル巻用開繊部30が固定されている。
【0042】図5(a)に示すように、支持板34には支持板34のヘリカル巻用ヘッド5側の面よりヘリカル巻用ヘッド5側において、繊維束RをマンドレルMに案内するガイド37,38が設けられている。ガイド37,38はマンドレルMの軸心を含む鉛直面上に位置する対称位置に、支持板34に固定された支持片39,40を介して取り付けられている。
【0043】図5(a)及び図8,9に示すように、支持板34にはガイド38とヘリカル巻用開繊部30との間の対称位置に、繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されたフープ巻用開繊部41が1個ずつ設けられている。フープ巻用開繊部41は、フープ巻用ヘッド6の移動方向と直交する面内に配置されたほぼ四角環状の第1の開繊部材42と、第1の開繊部材42の内側に配置されるとともにマンドレルMの軸方向と平行に延びるほぼ四角環状の第2の開繊部材43とを備えている。
【0044】支持板34の上部及び下部のほぼ中央に切欠き部34bが形成されている。切欠き部34bと対応する位置には支持ブラケット44が固定され、支持ブラケット44には第1の開繊部材42をフープ巻用ヘッド6の移動方向において配置位置変更可能とするアクチュエータとしてのシリンダ45が固定されている。第1の開繊部材42はシリンダ45のピストンロッドに固定された支持片46に固着され、シリンダ45の作動により、図5(a)に示す繊維束Rをヘリカル巻に適した状態に案内する作用位置と、図13(a)に示す繊維束Rと係合しない位置とに配置されるようになっている。
【0045】第2の開繊部材43は、マンドレルMの軸方向と平行に延びる一対の係合バー43aを備え、支持板34の反ヘリカル巻用ヘッド5側に固定されたロータリアクチュエータ47の軸47aに固定されている。軸47aは支持板34に形成された孔を貫通し、その先端に第2の開繊部材43が固定されている。第2の開繊部材43は、ロータリアクチュエータ47の作動により、係合バー43aが繊維束Rと係合しない水平な位置と、水平位置から90度以上回動されて係合バー43aが繊維束Rと係合して繊維束Rを屈曲状態で案内してフープ巻に適した状態に開繊する位置とに回動可能に設けられている。そして、フープ巻用開繊部41は両開繊部材42,43の配置位置を変更することにより、繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されている。
【0046】図9等に示すように、支持板34の反ヘリカル巻用ヘッド5側には、マンドレルMから等間隔で、かつ周方向の間隔も同じとなる3か所に、エアシリンダ31が固定されている。そして、エアシリンダ31のピストンロッド31aにヘリカル巻用ヘッド5に設けられたものと同じ構成のしごき部材33が、支持ブラケット32を介して固定されている。マンドレルMの軸心と対応する高さ位置に設けられたエアシリンダ31は、取付けブロック35に形成された凹部35aに収容されている。
【0047】FW装置1には、ヘリカル巻用ヘッド5に供給される繊維束Rと、フープ巻用ヘッド6に供給される繊維束Rとに1個の含浸ローラで樹脂の含浸を行う樹脂含浸装置を備えている。図10及び図11に示すように、樹脂含浸装置48は、含浸槽49内に一部が漬かる状態で含浸ローラ50が回転可能に配設されている。含浸槽49の外側の繊維束Rの供給方向の前後両側(図10R>0,11の左右両側)に、繊維束ガイド部51,52が配設されている。繊維束ガイド部51,52は含浸ローラ50と平行に延びる上下一対のロッド51a,52aと、ロッド51a,52aと直交する状態に取り付けられたガイドピン53とを備えている。
【0048】含浸槽49の上方にはローラ54a,54bが含浸ローラ50と平行に含浸ローラ50を挟んで配設されている。ローラ54a,54bは、図示しない繊維束供給部から繰り出された繊維束Rを、含浸ローラ50に押圧可能な位置に配置されている。なお、含浸ローラ50及びローラ54a,54bの支持ブラケット等は図示を省略している。
【0049】含浸ローラ50に対して繊維束Rの供給方向上流側(図11の左側)に配置されたローラ54aと、含浸ローラ50との間には、繊維束Rの下方において含浸ローラ50と平行に延びるバー55が配設されている。含浸槽49の外側に立設された支柱56に基端が回動可能に支持され、先端がシリンダ57のピストンロッド57aに連結された回動レバー58に、バー55の基端が固定されている。バー55はヘリカル巻用ヘッド5に供給される繊維束R(この実施の形態では28本の繊維束R)と係合可能な長さに形成され、その先端と基端寄りの2か所にセパレートプレート59が固定されている。そして、シリンダ57の作動により、ヘリカル巻用ヘッド5に供給される繊維束Rと係合しない待機位置(図11に実線で示す位置)と、該繊維束Rと係合して該繊維束Rを含浸ローラ50と接触しない作用位置(図1111に鎖線で示す位置)とに配置可能となっている。バー55、シリンダ57及び回動レバー58等により、ヘリカル巻用の繊維束及びフープ巻用の繊維束の少なくとも一方を、含浸ローラ50と接触しない位置に一時的に退避させる退避機構60が構成されている。なお、図10R>0にはローラ54a及び含浸ローラ50に圧接されて開繊された状態の繊維束Rの一部をハッチングを付して示している。また、図10においては樹脂含浸装置48を、図11より縮小した状態で示している。
【0050】次に前記のように構成されたFW装置1を使用してFRPチューブ(例えば、プロペラシャフトのシャフト本体)を製造する製造方法を説明する。なお、図16〜図19では、断面のハッチングの図示を省略している。この実施の形態では樹脂として熱硬化性樹脂(例えばエポキシ樹脂)が使用され、繊維束Rとして炭素繊維のロービングが使用されている。
【0051】先ず、マンドレルMをチャック部2間に架設する。次に両ヘッド5,6を図16(a)に示す基準位置(原位置)に配置する。繊維束Rの巻付けはヘリカル巻から行われるため、両ヘッド5,6は図4に示すように、両ヘッド5,6に設けられたヘリカル巻用開繊部29,30の凹凸29a,30aが互いに遊嵌する位置関係で支持プレート12に連結された状態に保持される。そして、図示しない繊維束供給部から繰り出された30本の繊維束Rを、樹脂含浸装置48を経て両ヘッド5,6に供給する。28本の繊維束Rを図5(b)及び図7(a)に示すように、ヘリカル巻用ヘッド5の補助ガイド25,26及びガイド24b,24aを経てヘリカル巻用開繊部29へ案内し、孔20aを貫通させた後、端部処理装置16の両把持部材17a,17bに把持させる。また、2本の繊維束Rを図5(b)及び図8に示すように、フープ巻用ヘッド6のガイド37,38を経てフープ巻用開繊部41へ案内し、さらにヘリカル巻用開繊部30へ案内した後、端部処理装置16の把持部材17a,17bに把持させる。これらの準備作業は作業者が手作業で行う。
【0052】なお、樹脂含浸装置48のバー55は待機位置に配置され、全ての繊維束Rが含浸ローラ50と接触する状態に保持されている。そして、図10に鎖線で示すように、繊維束Rは開繊された状態で樹脂が含浸される。
【0053】次にフープ巻用開繊部41をヘリカル巻用の開繊に適した状態、即ち図12(a),(b)に示すように、第1の開繊部材42を繊維束Rと係合する位置に、第2の開繊部材43の係合バー43aを繊維束Rと係合しない位置に配置する。この状態では、ガイド38からマンドレルMに連なる繊維束Rは、第1の開繊部材42で開繊されるとともに、ヘリカル巻用開繊部29,30によっても開繊されて、図12(a),(b)に示すようにヘリカル巻に適した開繊状態でマンドレルMに巻き付けられる。なお、図12(a)はフープ巻用ヘッド6が図の右側に向かって移動する際の巻付け状態を示している。
【0054】また、各しごき部材33は、図15(a),(b)に示すように、押圧部33aがマンドレルM上の繊維束Rに圧接可能な作用位置に配置される。そして、両ヘッド5,6を基準位置より図16(a)の左方の巻付け開始位置(図16(c)に示す位置と同じ位置)に移動させた後、FW装置1によるヘリカル巻層の巻付け運転が開始される。即ち、チャック部2が回転駆動されてマンドレルMが一定方向に回転されるとともに、両ヘッド5,6が巻付け開始位置から一体的に図16R>6(a)の左側へ移動される。そして、繊維束供給部から順次繰り出されて樹脂含浸装置48で樹脂が含浸された繊維束RがマンドレルM上にヘリカル巻で巻き付けられる。図16(b)に示すように、両ヘッド5,6の対向部がマンドレルMの左端と対応する位置まで移動した時点で1層目のヘリカル巻層61の配列が完了する。
【0055】ヘリカル巻が行われる際、ヘリカル巻用ヘッド5に供給される繊維束Rは各ガイド24b,24aを経て、マンドレルMの周方向においてほぼ等間隔の状態でヘリカル巻用開繊部29,30の凹凸29a,30aへ案内される。そして、フープ巻用ヘッド6に供給された繊維束Rと同様にヘリカル巻に適した開繊状態でマンドレルMに巻き付けられる。
【0056】次に両ヘッド5,6が図16(b)の右側へ移動され、図16(c)に示すように、両ヘッド5,6の対向部がマンドレルMの右端と対応する位置まで移動した時点で2層目のヘリカル巻層61の配列が完了する。次に再び両ヘッド5,6が図16(c)の左側へ移動され、3層目のヘリカル巻層61の配列が開始された後、図17(a)に示すように回転カッタ19が切断位置に配置され、端部処理装置16に連なる繊維束Rの切断が開始される。そして、図17(a)に示すように、両ヘッド5,6の対向部がマンドレルMの左端と対応する位置まで移動して3層目のヘリカル巻層61の配列が完了する時点までに繊維束Rの切断が完了する。
【0057】切断完了後、回転カッタ19が待機位置に移動されるとともに、可動把持部材17bが解放位置に配置され、解放された繊維束Rの端部が図示しない除去装置により除去される。除去装置は吸引ノズルあるいは圧縮エアを噴射する噴射ノズルと、ブラシ又はスクレーパ等の掻取り部とを備えている。そして、除去装置の除去動作が開始された後、両ヘッド5,6が図17(a)の右方に移動されて4層目のヘリカル巻層61の配列が開始され、繊維束Rの除去完了後に両ヘッド5,6の対向部がマンドレルMの右端と対応する位置まで移動して、4層目のヘリカル巻層61の配列が完了した図17(b)の状態となる。
【0058】次に図17(c)に示すように、ヘリカル巻用ヘッド5とフープ巻用ヘッド6との分離が行われる。詳述すると、図17(b)に示す位置において、フープ巻用ヘッド6と連結ロッド15bとの連結が解除されるとともに、図示しないストッパがフープ巻用ヘッド6に嵌合された状態で支持プレート12が移動され、ヘリカル巻用ヘッド5のみが右方の基準位置まで移動される。そして、その位置でヘリカル巻用ヘッド5と連結ロッド15aとの連結が解除されるとともに、図示しないストッパがヘリカル巻用ヘッド5に嵌合され、図17(c)に示す状態となる。
【0059】次に両把持部材17a,17b間に繊維束Rが巻き付けられた後、可動把持部材17bが把持位置に移動される。また、フープ巻用ヘッド6と連結ロッド15bとが対向する位置まで支持プレート12が移動された後、フープ巻用ヘッド6と連結ロッド15bとが再び連結されるとともに、図示しないストッパとの嵌合が解除され、フープ巻用ヘッド6が支持プレート12と共に移動可能となる。そして、樹脂含浸装置48のバー55が作用位置に配置されて、ヘリカル巻用ヘッド5に連なる繊維束Rが含浸ローラ50と接触しない位置に配置される。この状態でフープ巻用ヘッド6が図17(c)の左方へ移動される。また、回転カッタ19によりマンドレルMから端部処理装置16に連なる繊維束Rが切断される。そして、図18(a)に示すように、フープ巻用ヘッド6がフープ巻開始位置に到達するまでに、繊維束の切断が完了する。
【0060】図18(a)の状態で、フープ巻用開繊部41がフープ巻用の開繊に適した状態、即ち図13(a),(b)に示すように、第1の開繊部材42が繊維束Rと係合しない位置に、第2の開繊部材43の一対の係合バー43aが繊維束Rと係合する位置に配置される。第2の開繊部材43はロータリアクチュエータ47により水平状態からほぼ120°回動されて該位置に配置される。また、第1の開繊部材42はシリンダ45の突出作動により該位置に配置される。
【0061】次にマンドレルMの回転速度は同じ状態で、フープ巻用ヘッド6がヘリカル巻時の移動速度より遅い速度で所定距離移動され、図18(b)に示すように左側の所定位置にフープ巻層62が形成される。次にフープ巻用開繊部41が再びヘリカル巻用の開繊、即ち渡り糸63の開繊に適した状態に配置された後、図18(b)の位置から渡り糸63の巻付け角度がヘリカル巻の巻付け角度と同じ角度となるような速度でフープ巻用ヘッド6が右側に移動される。そして、図18(c)に示すように、渡り糸63がヘリカル巻の巻付け角度と同じ角度で巻き付けられて、フープ巻用ヘッドが右側フープ巻開始位置まで移動される。
【0062】次にフープ巻用開繊部41が再びフープ巻用の開繊に適した状態に配置された後、右側のフープ巻が形成される。そして、右側のフープ巻が完了して、フープ巻用ヘッド6が図19(a)に示す位置に配置される。この状態でフープ巻用ヘッド6と連結ロッド15bとの連結が解除されるとともに、図示しないストッパがフープ巻用ヘッド6に嵌合された状態で支持プレート12が移動され、連結ロッド15aがヘリカル巻用ヘッド5と対向する位置で停止される。その位置でヘリカル巻用ヘッド5と連結ロッド15aとが連結された後、ヘリカル巻用ヘッド5が図19(b)に示すフープ巻用ヘッド6との連結位置に配置される。そして、連結ロッド15bがフープ巻用ヘッド6と連結され、フープ巻用開繊部41が再びヘリカル巻用の開繊に適した状態に配置された後、前記と同様にヘリカル巻が行われる。即ち、両ヘッド5,6が前記と同様に左方向に移動されて5層目のヘリカル巻層61が形成され、その後、再び右方向に移動されて図19(c)に示す基準位置に配置された状態で6層目のヘリカル巻層61の巻付けが完了する。
【0063】なお、図17(c)、図18(a)〜(c)、図19(a),(b)ではヘリカル巻層61の図示を省略している。次に端部処理装置16により前記と同様にして繊維束Rの端部の処理が行われた後、マンドレルMがチャック部2及び回転軸4から取り外され、さらにピンPがマンドレルMから取り外され、繊維層とともにマンドレルMが加熱炉に入れられ、所定温度で樹脂が硬化されてFRP製パイプが、マンドレルM上に形成される。冷却後、FRP製パイプの両端がピンPの抜き跡の列より内側において切断された後、マンドレルMからFRP製パイプが取り外されて、所定寸法の長さのプロペラシャフトのシャフト本体が形成される。
【0064】ヘリカル巻が行われる際、マンドレルMに巻き付けられた繊維束Rが両ヘッド5,6の移動方向後側に配置されたしごき部材33の押圧部33aによりしごかれるため、繊維束Rに含浸された余分な樹脂が除去される。フープ巻の際は、しごき部材33によるしごき作用はほとんどないが、しごき部材33を退避位置に配置せずにフープ巻をおこなっても支障はない。
【0065】前記のようにして製造されたFRP製パイプ64は、図1(b)に示すようなヘリカル巻層61と、巻き付け方向が対称なヘリカル巻層61とが複数層積層されるとともに、図1(c)に示すように、その両端側に形成されたフープ巻層62を備えている。両側のフープ巻層62は渡り糸63により連結されている。なお、図1(b)はヘリカル巻層61の一例を示す模式図、図1(c)はフープ巻層62を示す模式図であり、図1(c)ではヘリカル巻層61の図示を省略している。
【0066】この実施の形態では以下の効果を有する。
(1) FRP製パイプ64は、ヘリカル巻層61の両端側に形成されたフープ巻層62を構成する強化繊維(繊維束R)が連続する繊維で形成されている。従って、両端にフープ巻層62を備えていても、製造する際に片側のフープ巻層62を形成した後、繊維束Rを切断せずに他方の巻付け位置からフープ巻を開始できるので生産性を向上させることができる。
【0067】(2) 両端側に形成されたフープ巻層62間に連続する渡り糸63は、ヘリカル巻層61を構成する強化繊維(繊維束R)の巻付け角度と同じ角度で巻き付けられている。従って、最外層に樹脂の含浸されていない有機繊維を巻き付けた場合でも、渡り糸63が目立たず外観が良好になる。
【0068】(3) FW装置1は、複数本の繊維束Rを同時に開繊するヘリカル巻用開繊部29を備え、マンドレルMに対してヘリカル巻で巻付け可能とするヘリカル巻用ヘッド5と、フープ巻用開繊部41を備え、マンドレルMに対してフープ巻で巻付け可能とするフープ巻用ヘッド6とを備えている。従って、ヘリカル巻及びフープ巻のいずれの巻付け方法においても繊維束Rが確実に開繊された状態で、マンドレルMに巻き付けられる。また、ヘリカル巻を行う場合、繊維束RはマンドレルMの周方向に沿って配列された複数のガイド24b,24aを経て供給されるため、繊維束RをマンドレルMの端部で折り返すように巻き付ける際に、巻付けヘッドがマンドレルMの端部よりその長手方向において大幅にはみ出す位置まで移動することを回避できる。
【0069】(4) 巻付けヘッド3としてヘリカル巻部を備えたヘリカル巻用ヘッド5と、フープ巻部を備えたフープ巻用ヘッド6とを備え、ヘリカル巻用ヘッド5とフープ巻用ヘッド6とが一体的な移動と、独立した状態での移動とが可能に構成されている。従って、マンドレルMに巻き付けられる繊維束Rの巻始め端部と、巻終わり端部とを処理する端部処理装置16をFW装置1の片側にのみ設けた場合でも、駆動部の無駄な駆動をせずにヘリカル巻用ヘッド5と、フープ巻用ヘッド6とが干渉しない状態でヘリカル巻及びフープ巻を行うことができる。
【0070】(5) ヘリカル巻用ヘッド5及びフープ巻用ヘッド6は、それぞれ各ヘッドがマンドレルMに沿って移動する際に、マンドレルM上の樹脂含浸繊維束に圧接可能な押圧部33aを有するしごき部材33を備えている。従って、マンドレルMに巻き付けられた繊維束Rの余分な樹脂を、各ヘッド5,6の移動に伴ってしごき部材33により自動的に除去することができるとともに、脱泡を行うこともできる。
【0071】(6) しごき部材33は複数設けられるとともに、複数のしごき部材33の押圧部33aによりマンドレルMの全周を囲繞可能に構成されている。従って、しごき部材33による余分な樹脂の除去効果が向上する。
【0072】(7) ヘリカル巻用ヘッド5及びフープ巻用ヘッド6には、互いに対向する位置にヘリカル巻用開繊部29,30として互いに遊嵌可能なリング状の凹凸29a,30aが設けられている。従って、周方向に配列されたガイド24b,24aを経て案内される複数本の繊維束Rの開繊を簡単な構成で行うことができる。
【0073】(8) フープ巻用ヘッド6には、フープ巻用開繊部41として、繊維束Rを屈曲状態で案内するようにマンドレルMの軸方向と平行に延びる少なくとも一対の係合バー43aを有する開繊部(第2の開繊部材43)を備えている。従って、フープ巻用の繊維束Rの開繊を簡単な構成で行うことができる。
【0074】(9) フープ巻用開繊部41はフープ巻用ヘッド6の移動方向と直交する面内に配置された四角環状の第1の開繊部材42と、第1の開繊部材42の内側に配置されるとともに、該開繊部材42と直交するほぼ四角環状の第2の開繊部材43とを備えている。そして、両開繊部材42,43の配置位置を変更することにより、繊維束Rをフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されている。従って、渡り糸63を適正な開繊状態でマンドレルMに巻き付けることができる。また、フープ巻用ヘッド6をヘリカル巻用ヘッド5と一体的に移動させて適正な開繊状態でヘリカル巻を行うこともできる。
【0075】(10) フープ巻用ヘッド6がマンドレルMに渡り糸63を巻き付ける際、その巻付け角度がヘリカル巻の巻付け角度と同じになるようにフープ巻用ヘッド6を移動させる制御部を備えている。従って、渡り糸63を簡単にヘリカル巻の巻付け角度と同じ角度で巻き付けることができる。
【0076】(11) FW装置1は、1個の含浸ローラ50でヘリカル巻用の繊維束Rと、フープ巻用の繊維束Rとに樹脂の含浸を行い、ヘリカル巻用の繊維束を含浸ローラ50と接触しない位置に一時的に退避させる退避機構60を有する樹脂含浸装置48を備えている。従って、フープ巻を行う場合に、ヘリカル巻用の繊維束Rを含浸ローラ50と接触しない位置に退避させて、ヘリカル巻用の繊維束Rに無理な力が作用しない状態に保持できる。その結果、ヘリカル巻用及びフープ巻用の繊維束Rについて、1個の樹脂含浸装置48で樹脂を含浸させることができ、それぞれ専用の樹脂含浸装置を設ける場合に比較してFW装置全体としてコンパクトにできる。
【0077】(12) 複数のしごき部材33の押圧部33aによりマンドレルMの全周を囲繞可能に構成し、各しごき部材33は両側にその厚さが中央部のほぼ1/2となる段差33bを有し、かつ段差33bの位置が互いに反対側となるように形成されている。従って、各しごき部材33が作用位置に配置された状態で、隣接するしごき部材33の一部がマンドレルMの軸方向に重なる状態で干渉を回避でき、しごき部材33及びその駆動部(エアシリンダ31)を配設するためのスペースを小さくできる。
【0078】(第2の実施の形態)次に第2の実施の形態を図20に従って説明する。この実施の形態ではFW装置1がヘリカル巻用ヘッド5及びフープ巻用ヘッド6の他に、第3の巻付けヘッドを備えている点と、マンドレルMの両側に端部処理装置16を備えている点とが大きく異なっている。前記実施の形態と同一部分は同一符号を付して詳しい説明を省略する。なお、第3の巻付けヘッド側の回転カッタ19は図示を省略している。
【0079】前記第3の巻付けヘッドは、ヘリカル巻及びフープ巻が形成された後、マンドレルMに巻き付けられた繊維層の上に、繊維層に含まれる余分な樹脂を絞り出すための糸を巻き付ける絞出し糸巻付け用ヘッドである。絞出し糸巻付け用ヘッド65はフープ巻用ヘッド6と基本的に同様に構成されているが、ヘリカル巻用開繊部30及びしごき部材33を備えていない。また、開繊部は必ずしも必要ではないが、フープ巻用に適した開繊が可能な開繊部として、第2の開繊部材43を備えている。絞出し糸巻付け用ヘッド65は支持プレート12に設けられたシリンダにより駆動される連結ロッド(図示せず)を介して、支持プレート12と共に移動可能となっている。絞出し糸として例えばポリエステル糸等の合繊糸が使用される。
【0080】絞出し糸巻付け用ヘッド65は、糸供給部から繰り出されたポリエステル糸がガイド37,38及び第2の開繊部材43を経て孔34aに導かれ、孔34aを貫通した後、端部処理装置16の両把持部材17a,17b間に把持された状態にセットされる。そして、両ヘッド5,6による繊維束Rの巻付けに支障を来さない位置に待機している。
【0081】両ヘッド5,6によるヘリカル巻及びフープ巻の巻付けが前記実施の形態のようにして完了した後、両ヘッド5,6が原位置に待機した状態で、絞出し糸巻付け用ヘッド65が図20の左端側から移動して、絞出し糸が繊維層の表面全体を覆うようにフープ巻で巻き付けられる。絞出し糸の巻付けにより、マンドレルMに巻き付けられたヘリカル巻層61及びフープ巻層62の繊維束Rから余分な樹脂が絞り出される。
【0082】この実施の形態では第1の実施の形態の(1)〜(12)の効果を有する他に、次の効果を有する。
(13) FW装置1は、ヘリカル巻用ヘッド5及びフープ巻用ヘッド6によるヘリカル巻層61及びフープ巻層62が形成された後、マンドレルMに巻き付けられた繊維層の上に、繊維層に含まれる余分な樹脂を絞り出すための糸を巻き付ける絞出し糸巻付け用ヘッド65を備えている。従って、最外層に絞出し糸を巻き付けることにより、高い繊維体積含有率のFRP製パイプを容易に製造することができる。
【0083】(14) ヘリカル巻用ヘッド5、フープ巻用ヘッド6及び絞出し糸巻付け用ヘッド65が1本のレール7上を移動可能に設けられるとともに、1個の支持プレート12に対する連結及び連結解除により必要な範囲を移動できる。従って、各ヘッド5,6,65を移動させる駆動部の構造が簡単になる。
【0084】実施の形態は前記に限定されるものではなく、例えば次のように具体化してもよい。
○ しごき部材33に代えて、図21及び図22に示すように、繊維束Rを押圧する押圧部として板ばね等の弾性体製の押圧部材66を備えたしごき部材67を設けてもよい。しごき部材67を駆動するエアシリンダ31は対称位置に2個設けられ、U字状のしごき部材67が支持ブラケット32に固定されている。押圧部材66は幅方向の両側が円弧面となるように加工されている。押圧部材66はしごき部材67の先端に支持され、図21及び図22(a)に示すように、ピストンロッド31aが没入位置に保持された状態では押圧部材66は直線状に配置されている。そして、図22(b)に示すように、ピストンロッド31aが突出位置に配置されると、押圧部材66がマンドレルMに巻き付けられた繊維層(繊維束R)に対応した形状に湾曲して該繊維層を押圧する状態となる。この状態でヘッド5,6の移動に伴って余分な含浸樹脂の除去及び脱泡が行われる。この実施の形態では、しごき部材67の構成が簡単になる。
【0085】○ しごき部材33の場合も、押圧部33aの円弧面の長さを長く形成して、2個のしごき部材33を対称位置に配置する構成としてもよい。
○ ガイド24a,24bとして、リングの一部に切欠き部が設けられたものを使用してもよい。この場合、切欠き部のないリング状の場合に比較して繊維束Rをガイド24a,24bに通す作業が容易になる。
【0086】○ ヘリカル巻用ヘッド5に供給される繊維束Rの本数は28本に限らず、28本より少なくしたりあるいは多くしてもよい。
○ 絞出し糸巻付け用ヘッド65を装備していないFW装置1の場合、ヘリカル巻用ヘッド5とフープ巻用ヘッド6とを完全に独立して駆動する構成としてもよい。この場合、フープ巻用ヘッド6にはヘリカル巻用開繊部30は設けられず、ヘリカル巻用ヘッド5にヘリカル巻用開繊部29,30が装備される。ヘリカル巻用開繊部30はアクチュエータにより、ヘリカル巻用開繊部29との間に繊維束Rを挿入可能な位置と、凹凸29a,30aが互いに遊嵌される位置とに移動可能に設けられる。また、フープ巻用ヘッド6にはしごき部材33も不要になる。
【0087】○ フープ巻用開繊部41を構成する第2の開繊部材43を水平位置から水平面と交差する平面上に位置するように回動させる構成に代えて、水平面内で回動させる構成としてもよい。
【0088】○ 渡り糸63の巻付け角度はヘリカル巻の巻付け角度と異なる角度であってもよい。
○ フープ巻層62としてヘリカル巻層61の表面全体に繊維束Rを巻き付けた構成のFRPパイプを製造してもよい。
【0089】○ ヘリカル巻層61の表面の両端部にフープ巻を行う場合、渡り糸63を設けずに、片側のフープ巻層62を形成した後、繊維束Rを切断し、あらためてフープ巻を行うようにしてもよい。
【0090】○ 回転カッタ19に限らず、例えばはさみタイプの2枚の切断刃を備えた他の切断手段で、繊維束Rの切断を行うようにしてもよい。はさみタイプの切断手段の場合は切断補助部4bを省略してもほとんど支障がない。
【0091】○ 車両のプロペラシャフト以外の駆動シャフト用のパイプの製造に適用してもよい。
○ パイプに限らず、円筒部の両端にドーム部を有する形状に形成されて各種の高圧ガスや加圧流体を収容するのに使用される圧力容器の製造に適用してもよい。この場合、マンドレルMに代えて口金部材を備えた被繊維束巻付け部材としてのライナ(中空体)の口金部材を直接、又は口金部材に固定した軸部を介してチャック部2と回転軸4間に支持して、ライナの表面に繊維束Rを巻き付ける。この場合でも、繊維束Rを適正な開繊状態で巻き付けることができる。
【0092】○ 製品に要求される性能に応じて、繊維束Rの種類や繊維束Rに含浸される樹脂の種類を炭素繊維とエポキシ樹脂の組み合わせ以外としてもよい。しかし、プロペラシャフトを形成する場合は、コストや要求性能の点から炭素繊維とエポキシ樹脂の組み合わせが好ましい。
【0093】○ マンドレルMの端部に突設されるピンPのうち、端部処理装置16と対応する側と反対側の端部のピンPは、巻き付け角度が比較的大きな場合はなくてもよい。また、マンドレルMの形状を両端部に半球部を有する形状とした場合は巻き付け角度が小さな場合でも省略してもよい。
【0094】○ 支持プレート12をボールねじ機構で駆動する構成に代えて、例えばリニアアクチュエータで駆動する構成としてもよい。前記実施の形態から把握できる発明(技術的思想)について、以下に記載する。
【0095】(1) 請求項6に記載の発明において前記各しごき部材は両側にその厚さが中央部より薄くなる段差を有し、かつ段差の位置が互いに反対側となるように形成されている。
【0096】(2) 請求項12に記載の発明において、前記各ヘッドは1本のレール上を移動可能に配設されるとともに、前記レールに沿って往復移動可能に設けられた1個の支持プレート上に各ヘッドに対応して設けられた連結部と連結された状態で該支持プレートと一体的に移動される。
【0097】
【発明の効果】以上詳述したように、請求項1及び請求項2に記載の発明によれば、ヘリカル巻層及び両端にフープ巻層を備えていても生産性を向上することができる。また、請求項3〜請求項11に記載の発明によれば、前記FRP製パイプを好適に製造することができる。また、請求項12に記載の発明によれば、繊維束に含浸された余分な樹脂を効果的に除去でき、高い繊維体積含有率のFRP製パイプを容易に製造することができる。
【図面の簡単な説明】
【図1】 (a)は第1の実施の形態のFW装置の模式正面図、(b)はFRP製パイプのヘリカル巻層を示す模式図、(c)は同じくフープ巻層を示す模式図。
【図2】 巻付けヘッドと駆動部の関係を示す模式平面図。
【図3】 巻付けヘッドと駆動部の関係を示す一部破断模式側面図。
【図4】 両ヘッドが一体移動される際の配置を示す一部破断模式正面図。
【図5】 (a)はフープ巻用ヘッドの一部破断模式正面図、(b)はヘリカル巻用ヘッドの一部破断模式正面図。
【図6】 (a)はヘリカル巻用ヘッドの要部模式右側面図、(b)はしごき部材を押圧部側から見た模式図。
【図7】 (a)はヘリカル巻用ヘッドの要部模式左側面図、(b),(c)はガイドの平面図。
【図8】 フープ巻用ヘッドの要部模式右側面図。
【図9】 フープ巻用ヘッドの一部破断要部模式左側面図。
【図10】樹脂含浸装置の一部省略平面図。
【図11】樹脂含浸装置の側面図。
【図12】(a)はフープ巻用開繊部のヘリカル巻に適した開繊作用を示す一部破断模式正面図、(b)は同じく模式右側面図。
【図13】(a)はフープ巻用開繊部のフープ巻に適した開繊作用を示す一部破断模式正面図、(b)は同じく模式右側面図。
【図14】(a)はしごき部材が待機位置に配置された状態を示すヘリカル巻用ヘッドの部分模式断面図、(b)は同じく部分模式右側面図。
【図15】(a)はしごき部材が作用位置に配置された状態を示すヘリカル巻用ヘッドの部分模式断面図、(b)は同じく部分模式右側面図。
【図16】巻付け運転時の作用を説明する模式図。
【図17】巻付け運転時の作用を説明する模式図。
【図18】巻付け運転時の作用を説明する模式図。
【図19】巻付け運転時の作用を説明する模式図。
【図20】第2の実施の形態のFW装置の模式正面図。
【図21】別のしごき部材が待機位置に配置された状態の模式側面図。
【図22】(a)は同じく部分模式断面図、(b)はしごき部材が作用位置に配置された状態の模式側面図。
【図23】従来技術の平面図。
【図24】別の従来技術の模式斜視図。
【符号の説明】
1…フィラメントワインディング装置(FW装置)、3…巻付けヘッド、5…ヘリカル巻用ヘッド、6…フープ巻用ヘッド、24a,24b…ヘリカル巻部を構成するガイド、29,30…ヘリカル巻用開繊部、29a,30a…凹凸、33,67…しごき部材、33a…押圧部、37,38…フープ巻部を構成するガイド、41…フープ巻用開繊部、42…第1の開繊部材、43…第2の開繊部材、43a…係合バー、45…アクチュエータとしてのシリンダ、47…ロータリアクチュエータ、47a…軸、48…樹脂含浸装置、50…含浸ローラ、60…退避機構、61…ヘリカル巻層、62…フープ巻層、63…渡り糸、64…FRP製パイプ、65…絞出し糸巻付け用ヘッド、66…押圧部としての押圧部材、M…マンドレル、R…繊維束。
【特許請求の範囲】
【請求項1】 複数層積層形成されたヘリカル巻層の上の両端側にパイプの軸方向に対する強化繊維の巻付け角度がほぼ90度となるフープ巻層がそれぞれ形成されたFRP製パイプであって、前記両端側に形成されたフープ巻層を構成する強化繊維は、連続する繊維で形成されているFRP製パイプ。
【請求項2】 前記両端側に形成されたフープ巻層間に連続する渡り糸は、前記ヘリカル巻層を構成する強化繊維の巻付け角度と同じ角度で巻き付けられている請求項1に記載のFRP製パイプ。
【請求項3】 マンドレル又は被糸条巻付け部材を支持して回転させながら、マンドレル又は被糸条巻付け部材の表面に樹脂が含浸された繊維束を、該マンドレル又は被糸条巻付け部材の軸方向に往復移動する巻付けヘッドを介して巻き付けるフィラメントワインディング装置であって、前記巻付けヘッドは複数本の繊維束を同時に前記マンドレル又は被糸条巻付け部材に対してヘリカル巻で巻付け可能とするため、該マンドレル又は被糸条巻付け部材の周方向に沿って配列された複数のガイドを備えたヘリカル巻部と、繊維束を前記マンドレル又は被糸条巻付け部材に対してフープ巻で巻付け可能とするためのガイドを備えたフープ巻部と、前記ヘリカル巻用の繊維束を開繊するヘリカル巻用開繊部と、前記フープ巻用の繊維束を開繊するフープ巻用開繊部とを備えているフィラメントワインディング装置。
【請求項4】 前記巻付けヘッドとして前記ヘリカル巻部を備えたヘリカル巻用ヘッドと、前記フープ巻部を備えたフープ巻用ヘッドとを備え、該ヘリカル巻用ヘッドとフープ巻用ヘッドとが一体的な移動と、独立した状態での移動とが可能に構成されている請求項3に記載のフィラメントワインディング装置。
【請求項5】 前記ヘリカル巻用ヘッド及びフープ巻用ヘッドは、それぞれ各ヘッドが前記マンドレル又は被糸条巻付け部材に沿って移動する際に、前記マンドレル又は被糸条巻付け部材上の樹脂含浸繊維束に圧接可能な押圧部を有するしごき部材を備えている請求項4に記載のフィラメントワインディング装置。
【請求項6】 前記しごき部材は複数設けられるとともに、複数のしごき部材の押圧部により前記マンドレル又は被糸条巻付け部材の全周を囲繞可能に構成されている請求項5に記載のフィラメントワインディング装置。
【請求項7】 前記ヘリカル巻用ヘッド及びフープ巻用ヘッドには、互いに対向する位置に前記ヘリカル巻用開繊部として互いに遊嵌可能なリング状の凹凸が設けられている請求項4〜請求項6のいずれか一項に記載のフィラメントワインディング装置。
【請求項8】 前記フープ巻用ヘッドは、前記フープ巻用開繊部として、繊維束を屈曲状態で案内するように前記マンドレル又は被糸条巻付け部材の軸方向と平行に延びる少なくとも一対の係合バーを有する開繊部を備えている請求項4〜請求項7のいずれか一項に記載のフィラメントワインディング装置。
【請求項9】 前記フープ巻用開繊部は前記フープ巻用ヘッドの移動方向と直交する面内に配置されるとともにアクチュエータにより該ヘッドの移動方向において配置位置変更可能に設けられたほぼ四角環状の第1の開繊部材と、前記第1の開繊部材の内側に配置されるとともに前記ヘッドの移動方向に延びる軸を有するロータリアクチュエータにより回動可能に設けられたほぼ四角環状の第2の開繊部材とを備え、両開繊部材の配置位置を変更することにより、繊維束をフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されている請求項8に記載のフィラメントワインディング装置。
【請求項10】 前記フープ巻用ヘッドが前記マンドレル又は被糸条巻付け部材に渡り糸を巻き付ける際、その巻付け角度がヘリカル巻の巻付け角度と同じになるように前記フープ巻用ヘッドを移動させる制御部を備えた請求項9に記載のフィラメントワインディング装置。
【請求項11】 前記フィラメントワインディング装置は、1個の含浸ローラでヘリカル巻用の繊維束と、フープ巻用の繊維束とに樹脂の含浸を行い、ヘリカル巻用の繊維束及びフープ巻用の繊維束の少なくとも一方を、前記含浸ローラと接触しない位置に一時的に退避させる退避機構を有する樹脂含浸装置を備えている請求項3〜請求項10のいずれか一項に記載のフィラメントワインディング装置。
【請求項12】 前記フィラメントワインディング装置は、前記ヘリカル巻用ヘッド及びフープ巻用ヘッドによるヘリカル巻及びフープ巻が形成された後、前記マンドレル又は被糸条巻付け部材に巻き付けられた繊維層の上に、繊維層に含まれる余分な樹脂を絞り出すための糸を巻き付ける絞出し糸巻付け用ヘッドを備えている請求項3〜請求項11のいずれか一項に記載のフィラメントワインディング装置。
【請求項1】 複数層積層形成されたヘリカル巻層の上の両端側にパイプの軸方向に対する強化繊維の巻付け角度がほぼ90度となるフープ巻層がそれぞれ形成されたFRP製パイプであって、前記両端側に形成されたフープ巻層を構成する強化繊維は、連続する繊維で形成されているFRP製パイプ。
【請求項2】 前記両端側に形成されたフープ巻層間に連続する渡り糸は、前記ヘリカル巻層を構成する強化繊維の巻付け角度と同じ角度で巻き付けられている請求項1に記載のFRP製パイプ。
【請求項3】 マンドレル又は被糸条巻付け部材を支持して回転させながら、マンドレル又は被糸条巻付け部材の表面に樹脂が含浸された繊維束を、該マンドレル又は被糸条巻付け部材の軸方向に往復移動する巻付けヘッドを介して巻き付けるフィラメントワインディング装置であって、前記巻付けヘッドは複数本の繊維束を同時に前記マンドレル又は被糸条巻付け部材に対してヘリカル巻で巻付け可能とするため、該マンドレル又は被糸条巻付け部材の周方向に沿って配列された複数のガイドを備えたヘリカル巻部と、繊維束を前記マンドレル又は被糸条巻付け部材に対してフープ巻で巻付け可能とするためのガイドを備えたフープ巻部と、前記ヘリカル巻用の繊維束を開繊するヘリカル巻用開繊部と、前記フープ巻用の繊維束を開繊するフープ巻用開繊部とを備えているフィラメントワインディング装置。
【請求項4】 前記巻付けヘッドとして前記ヘリカル巻部を備えたヘリカル巻用ヘッドと、前記フープ巻部を備えたフープ巻用ヘッドとを備え、該ヘリカル巻用ヘッドとフープ巻用ヘッドとが一体的な移動と、独立した状態での移動とが可能に構成されている請求項3に記載のフィラメントワインディング装置。
【請求項5】 前記ヘリカル巻用ヘッド及びフープ巻用ヘッドは、それぞれ各ヘッドが前記マンドレル又は被糸条巻付け部材に沿って移動する際に、前記マンドレル又は被糸条巻付け部材上の樹脂含浸繊維束に圧接可能な押圧部を有するしごき部材を備えている請求項4に記載のフィラメントワインディング装置。
【請求項6】 前記しごき部材は複数設けられるとともに、複数のしごき部材の押圧部により前記マンドレル又は被糸条巻付け部材の全周を囲繞可能に構成されている請求項5に記載のフィラメントワインディング装置。
【請求項7】 前記ヘリカル巻用ヘッド及びフープ巻用ヘッドには、互いに対向する位置に前記ヘリカル巻用開繊部として互いに遊嵌可能なリング状の凹凸が設けられている請求項4〜請求項6のいずれか一項に記載のフィラメントワインディング装置。
【請求項8】 前記フープ巻用ヘッドは、前記フープ巻用開繊部として、繊維束を屈曲状態で案内するように前記マンドレル又は被糸条巻付け部材の軸方向と平行に延びる少なくとも一対の係合バーを有する開繊部を備えている請求項4〜請求項7のいずれか一項に記載のフィラメントワインディング装置。
【請求項9】 前記フープ巻用開繊部は前記フープ巻用ヘッドの移動方向と直交する面内に配置されるとともにアクチュエータにより該ヘッドの移動方向において配置位置変更可能に設けられたほぼ四角環状の第1の開繊部材と、前記第1の開繊部材の内側に配置されるとともに前記ヘッドの移動方向に延びる軸を有するロータリアクチュエータにより回動可能に設けられたほぼ四角環状の第2の開繊部材とを備え、両開繊部材の配置位置を変更することにより、繊維束をフープ巻に適した状態と、ヘリカル巻に適した状態とに開繊可能に構成されている請求項8に記載のフィラメントワインディング装置。
【請求項10】 前記フープ巻用ヘッドが前記マンドレル又は被糸条巻付け部材に渡り糸を巻き付ける際、その巻付け角度がヘリカル巻の巻付け角度と同じになるように前記フープ巻用ヘッドを移動させる制御部を備えた請求項9に記載のフィラメントワインディング装置。
【請求項11】 前記フィラメントワインディング装置は、1個の含浸ローラでヘリカル巻用の繊維束と、フープ巻用の繊維束とに樹脂の含浸を行い、ヘリカル巻用の繊維束及びフープ巻用の繊維束の少なくとも一方を、前記含浸ローラと接触しない位置に一時的に退避させる退避機構を有する樹脂含浸装置を備えている請求項3〜請求項10のいずれか一項に記載のフィラメントワインディング装置。
【請求項12】 前記フィラメントワインディング装置は、前記ヘリカル巻用ヘッド及びフープ巻用ヘッドによるヘリカル巻及びフープ巻が形成された後、前記マンドレル又は被糸条巻付け部材に巻き付けられた繊維層の上に、繊維層に含まれる余分な樹脂を絞り出すための糸を巻き付ける絞出し糸巻付け用ヘッドを備えている請求項3〜請求項11のいずれか一項に記載のフィラメントワインディング装置。
【図1】


【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【図21】
【図7】
【図8】
【図9】
【図23】
【図24】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図22】
【図20】
【図2】
【図3】
【図4】
【図5】
【図6】
【図10】
【図21】
【図7】
【図8】
【図9】
【図23】
【図24】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図22】
【公開番号】特開2002−283467(P2002−283467A)
【公開日】平成14年10月3日(2002.10.3)
【国際特許分類】
【出願番号】特願2001−90260(P2001−90260)
【出願日】平成13年3月27日(2001.3.27)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
【公開日】平成14年10月3日(2002.10.3)
【国際特許分類】
【出願日】平成13年3月27日(2001.3.27)
【出願人】(000003218)株式会社豊田自動織機 (4,162)
【Fターム(参考)】
[ Back to top ]