
FRP製品の真空含浸成形方法及びその製造装置

【課題】樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるFRP製品の真空含浸成形方法及びその製造装置を提供する。
【解決手段】成形型1上に強化繊維布2aを含む積層体2を設置し、この積層体2を真空フィルム14で気密に覆い、真空下で積層体2に樹脂を含浸させるFRP製品の真空含浸成形方法において、積層体2を樹脂拡散媒体となるブリーザー4で覆うとともに、ブリーザー4の一方側に樹脂ゲートなる樹脂拡散供給管5を配し、ブリーザー4の他方側に真空ポートとなる第1の脱気用チューブ8と防水透湿性布から成る脱気バッグ9とを配し、樹脂含浸時、第1の脱気用チューブ8と脱気バッグ9とを通じて気体のみを排出する。
【解決手段】成形型1上に強化繊維布2aを含む積層体2を設置し、この積層体2を真空フィルム14で気密に覆い、真空下で積層体2に樹脂を含浸させるFRP製品の真空含浸成形方法において、積層体2を樹脂拡散媒体となるブリーザー4で覆うとともに、ブリーザー4の一方側に樹脂ゲートなる樹脂拡散供給管5を配し、ブリーザー4の他方側に真空ポートとなる第1の脱気用チューブ8と防水透湿性布から成る脱気バッグ9とを配し、樹脂含浸時、第1の脱気用チューブ8と脱気バッグ9とを通じて気体のみを排出する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維強化プラスチック(FRP:Fiber Reinforced Plastics)製品の真空含浸成形方法及びその製造装置に関する。特に、本発明は、宇宙航空部品、舟艇船殻、大型タンクなど、大型のFRP製品をVARTM法などにより真空含浸で成形する技術に関するものである。
【背景技術】
【0002】
FRP構造の真空含浸成形方法として、例えばVARTM成形法(Vacuum Assisted ResinTransfer Molding)が知られている。
VARTM成形法は、ドライな状態でガラス繊維織物や炭素繊維織物などを積層して真空フィルムで覆って周囲を気密にシールし、真空フィルム内を脱気する真空ポートと樹脂を注入する樹脂ゲートを設けてフィルム内を真空に近づけた状態にして樹脂を流し込んで成形する方法である。
この方法では、樹脂に含まれるスチレンなどの有機揮発性化合物の空気中への発散が非常に抑制できるので、成形工場内の空気汚染を抑制できる。
また、FRP成形法の要である硬化剤を入れて重合反応させる樹脂硬化工程を強化材に含浸させながら短時間に行えることで品質が安定し品質管理もしやすい。
強度面でもパッキングした強化繊維内の隙間だけにしか樹脂が滲みこまず、ボイドの浸入も抑制できるので成形物内の繊維含有率が高い高強度、高剛性な成形物が得られる。
そして最近では、高い信頼性が要求される航空宇宙部品などにも適用されるようになり、コスト低減に貢献している。
また、FRPではプラスチックフォーム心材、バルサ心材などを用いたサンドイッチ構造にも適用されれるが、ここでもVARTM成形法が適用されている。
【0003】
このようなVARTM成形法として、以下のようなものがある。
特許文献1は、VARTM成形法の基本技術を開示しており、樹脂の流れ速度を向上させるために樹脂分散メディア(ブリーザーともいう)を複数重ねて用いるとともに、樹脂含浸させたい範囲の真空側にメディアの無いギャップ部分を設けて、含浸後の樹脂の流れ出しを防いでいる。
特許文献2は、成形型上にゴム状弾性シートを敷いた上にガラスマットなどを樹脂含浸メディアとして設置するVARTM成形法を開示している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−066813号公報
【特許文献2】特開2006−130733号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の真空含浸成形方法では、以下に示すような問題があった。
(1)FRP製品をVARTM成形する際、樹脂を含浸し終わった後、真空ポートを閉鎖すると、含浸した成形物を覆う真空バッグ内の真空圧が低下して真空バッグが緩む結果、ボイドが発生するといった欠陥が生じやすい。
(2)樹脂を含浸し終わった後に、真空バッグ内に真空圧をかけようとして真空ポートを開放すると、真空バッグ内に充満した樹脂が抜け出ることとなり、樹脂ゲートから樹脂を補給し続けて真空バッグ内に樹脂を流しながら樹脂ゲル化を待つこととなり、ボイドの浸入や樹脂が過度に抜け出てしまうといったトラブルが発生しやすい。
(3)こうした、樹脂含浸終了後に樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持しなければならず、真空度の調整や真空ポートの開閉、及び樹脂ゲートの絞り込みによる樹脂注入の制限など成形コントロールが難しくなる。
【0006】
本発明は、上記のような課題に鑑み、樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるFRP製品の真空含浸成形方法及びその製造装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係るFRP製品の真空含浸成形方法は、成形型上に強化繊維布を含む積層体を設置し、この積層体を真空フィルムで気密に覆い、真空下で積層体に樹脂を含浸させるFRP製品の真空含浸成形方法において、
前記積層体を樹脂拡散媒体となるブリーザーで覆うとともに、前記ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、前記ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、
樹脂含浸時、前記脱気用チューブと前記脱気バッグとを通じて気体のみを排出することを特徴とするものである。
【0008】
また、前記樹脂拡散供給管および前記脱気用チューブは、スパイラルチューブ又は多孔性チューブを用いることを特徴とする。
【0009】
また、前記脱気バッグは、防水透湿性布からなる袋体を用いることを特徴とする。
【0010】
また、前記脱気バッグ内に、真空ホースと接続されたスパイラルチューブとブリーザーとが収容されていることを特徴とする。
【0011】
また、本発明に係るFRP製品の製造装置は、積層体を設置する成形型と、前記積層体を覆うピールプライおよびブリーザーと、前記ブリーザーを覆う真空フィルムとを備え、真空下で前記積層体に樹脂を含浸させるFRP製品の製造装置において、
前記ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、前記ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、
樹脂含浸時、前記脱気用チューブと前記脱気バッグとを通じて気体のみを排出することを特徴とする。
【発明の効果】
【0012】
本発明に係るFRP製品の真空含浸成形方法では、積層体を樹脂拡散媒体となるブリーザーで覆うとともに、ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、樹脂含浸時、脱気用チューブと脱気バッグとを通じて気体のみを排出するので、樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるという効果がある。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態に係るFRP製品の製造装置の概要を示す平面図である。
【図2】図1のA−A断面図である。
【図3】本発明の要部である脱気バッグ部を示す平面図である。
【図4】図3のB−B断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態を図面に基づいて説明する。
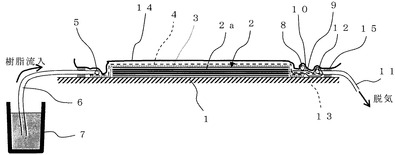
図1は、本発明の実施の形態に係るFRP製品の真空含浸成形方法を実施するための製造装置の概要を示す平面図である。図2は、図1のA−A断面図である。
【0015】
成形型1上に、例えば、積層体2の材料である強化繊維布2aを複数枚積層して設置する。成形型1は、ここでは表面が平坦な定盤等からなるものであるが、積層体2の所望の形状に合わせた成形面形状(曲面や凹凸、波形の形状等)を有するものでもよい。また、積層体2の形状は、ここでは四角形とされているが、特にこの形状に限定するものではない。また、積層体2は、成形型1の上で作る単板やサンドイッチパネルであってもよく、あるいは心材の上で片側にサンドイッチ表皮を形成するものでもよい。
【0016】
この積層された強化繊維布2a、つまり成形対象の強化布積層体(積層体2)の上に、ピールプライ3(離型シート)と、その上にブリーザー4(樹脂拡散媒体)とを重ねて、強化布積層体2を覆う。ピールプライ3としては、容易に成形用樹脂から剥がれやすいもの、例えばポリテトラフルオロエチレン等のフッ素系樹脂が使用される。ブリーザー4としては、成形用樹脂を均一に拡散するもの、例えばポリエチレン等のネットが用いられる。
【0017】
そして、成形型1の一方側から樹脂を供給するための樹脂拡散供給管5が、ブリーザー4の一方の端部上に、積層体2の一辺の長さに相当する長さで、辺に対し略平行に設置される。樹脂ゲートを構成する樹脂拡散供給管5は、樹脂の流れ方向に対して直角の方向に延びる管形状のものであり、例えば、スパイラルチューブが好適に使用される。スパイラルチューブというのは、真空下でも扁平とならないように、ある程度硬いプラスチック製の帯板を用いて螺旋状に巻いて螺旋状の隙間を持つようにチューブに形成したものである。スパイラルチューブの内部に供給された樹脂は、螺旋状の隙間を通じて拡散状態となってスパイラルチューブから流出する。なお、樹脂拡散供給管5としては、硬質のプラスチック製チューブに多数の孔やスリットを設けたもの(例えば、多孔性チューブ)でもよい。
【0018】
樹脂拡散供給管5は、樹脂移送用チューブ6を介して液状の樹脂が貯留された樹脂タンク7に接続されている。樹脂拡散供給管5の中央部に、図示しないT型管を介して樹脂移送用チューブ6の一端部が接続されている。
【0019】
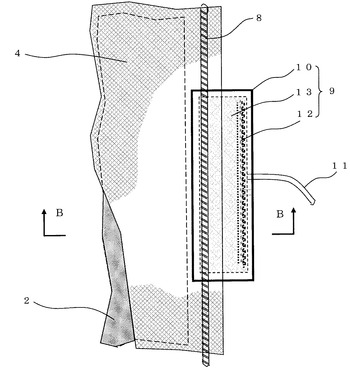
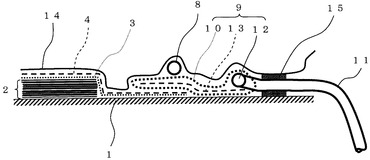
成形型1の他方側には、同じくスパイラルチューブからなり真空ポートとなる、第1の脱気用チューブ8と脱気バッグ9が配設されている。第1の脱気用チューブ8と脱気バッグ9の構成を図3及び図4に拡大図で示す。図3は積層体2の真空ポート側の端部付近を取り出して示す拡大平面図であり、図4は図3のB−B断面図である。
第1の脱気用チューブ8は、上述したスパイラルチューブを積層体2の他方の辺側に辺の長さに相当する長さで、辺に対し略平行に配置される。
【0020】
脱気バッグ9は、防水透湿性布からなる袋体10と、袋体10内に収容され、真空ホース11が図示しないT型管を介して接続されたスパイラルチューブからなる第2の脱気用チューブ12と、袋体10内に収容されたネット製のブリーザー13とから構成されている。真空ホース11の基端は図示しない真空ポンプに接続されている。
このように構成された脱気バッグ9を、その先端部が前記ブリーザー4の他方の端部中央部にかかるように設置する。また、脱気バッグ9は第1の脱気用チューブ8の直下に設置される。
【0021】
ここで、袋体10を構成する防水透湿性布というのは、気体は透過させるが樹脂の流れは通過させない性質を持つように特殊フィルムをコーティングした布をいい、例えば、商品名「ゴアテックス」(登録商標)、平松産業製の商品名「ルストレー」(登録商標)などがあげられる。
【0022】
そして、真空バッグを構成する真空フィルム14が、以上の積層体2、ピールプライ3、ブリーザー4、樹脂拡散供給管5、第1の脱気用チューブ8、及び、脱気バッグ9の周囲全体を気密に覆うように設置される。シール部材15は、成形型1と真空フィルム14との間に介在させて真空バッグ内気密を保つようになっている。
【0023】
次に作用について説明する。真空ポンプ(図示省略)を駆動し真空ホース11を介して真空引きを行うと、脱気バッグ9及び第1の脱気用チューブ8を介して真空フィルム14内部の空気や樹脂から揮発されるスチレンなどのガスが排気されていく。真空フィルム14内部の真空度が上がると、樹脂タンク7から液状の樹脂が樹脂移送用チューブ6を通じて樹脂拡散供給管5に供給される。供給された液状の樹脂は、樹脂拡散供給管5を構成するスパイラルチューブの螺旋状隙間からブリーザー4上に均一に拡散供給される。この拡散供給された樹脂の流れが積層体2の積層された強化繊維布2aの間や繊維間の隙間に全体にわたって浸透していくため、ボイドのないFRP製品を製造することができる。
【0024】
以上のように、樹脂含浸時においては、脱気バッグ9は、スパイラルチューブからなる第1の脱気用チューブ8の直下に設置し、脱気するガスの流れ径路を、樹脂拡散メディアであるブリーザー4から第1の脱気用チューブ8、脱気バッグ9内のブリーザー13、脱気バッグ9内のスパイラルチューブからなる第2の脱気用チューブ12、そして真空ホース11へと連続して確保できるようになっている。
【0025】
したがって、本実施の形態によれば、以下のような効果が得られる。
【0026】
(1)脱気バッグ9を介して真空フィルム14内の空気やガスを抜くことにより、樹脂含浸の際に樹脂が万遍なく流れて第1の脱気用チューブ8に達した後も真空ホース11内に樹脂が流入せず、第1の脱気用チューブ8と脱気バッグ9とを通じて空気やガスだけを抜き続けることができる。
(2)樹脂流出を起こさせないまま、樹脂拡散後も真空フィルム14を緩ませないで真空度を保ち続けることができるので、樹脂含浸が完了した部分に対して圧力変化や樹脂流れの発生を起こさせず、樹脂がゲル化するまで安心して待つことができる。
(3)樹脂含浸後に真空度を落として真空ホース11からの樹脂流出を阻止するなどの熟練を要するコントロールを行う必要がない。
(4)従来起こりがちであった樹脂含浸後の真空ポート付近の樹脂流出による欠陥が発生せず、真空度も保てるので、安定した品質の良い成形品が得られる。
(5)成形作業時の樹脂供給や真空度調整などのコントロールが不要となって作業がシンプルとなり、標準化が行いやすい。
【符号の説明】
【0027】
1 成形型
2 積層体
2a 強化繊維布
3 ピールプライ
4 ブリーザー
5 樹脂拡散供給管
6 樹脂移送用チューブ
7 樹脂タンク
8 第1の脱気用チューブ
9 脱気バッグ
10 袋体
11 真空ホース
12 第2の脱気用チューブ
13 ブリーザー
14 真空フィルム
15 シール部材
【技術分野】
【0001】
本発明は、繊維強化プラスチック(FRP:Fiber Reinforced Plastics)製品の真空含浸成形方法及びその製造装置に関する。特に、本発明は、宇宙航空部品、舟艇船殻、大型タンクなど、大型のFRP製品をVARTM法などにより真空含浸で成形する技術に関するものである。
【背景技術】
【0002】
FRP構造の真空含浸成形方法として、例えばVARTM成形法(Vacuum Assisted ResinTransfer Molding)が知られている。
VARTM成形法は、ドライな状態でガラス繊維織物や炭素繊維織物などを積層して真空フィルムで覆って周囲を気密にシールし、真空フィルム内を脱気する真空ポートと樹脂を注入する樹脂ゲートを設けてフィルム内を真空に近づけた状態にして樹脂を流し込んで成形する方法である。
この方法では、樹脂に含まれるスチレンなどの有機揮発性化合物の空気中への発散が非常に抑制できるので、成形工場内の空気汚染を抑制できる。
また、FRP成形法の要である硬化剤を入れて重合反応させる樹脂硬化工程を強化材に含浸させながら短時間に行えることで品質が安定し品質管理もしやすい。
強度面でもパッキングした強化繊維内の隙間だけにしか樹脂が滲みこまず、ボイドの浸入も抑制できるので成形物内の繊維含有率が高い高強度、高剛性な成形物が得られる。
そして最近では、高い信頼性が要求される航空宇宙部品などにも適用されるようになり、コスト低減に貢献している。
また、FRPではプラスチックフォーム心材、バルサ心材などを用いたサンドイッチ構造にも適用されれるが、ここでもVARTM成形法が適用されている。
【0003】
このようなVARTM成形法として、以下のようなものがある。
特許文献1は、VARTM成形法の基本技術を開示しており、樹脂の流れ速度を向上させるために樹脂分散メディア(ブリーザーともいう)を複数重ねて用いるとともに、樹脂含浸させたい範囲の真空側にメディアの無いギャップ部分を設けて、含浸後の樹脂の流れ出しを防いでいる。
特許文献2は、成形型上にゴム状弾性シートを敷いた上にガラスマットなどを樹脂含浸メディアとして設置するVARTM成形法を開示している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2009−066813号公報
【特許文献2】特開2006−130733号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
従来の真空含浸成形方法では、以下に示すような問題があった。
(1)FRP製品をVARTM成形する際、樹脂を含浸し終わった後、真空ポートを閉鎖すると、含浸した成形物を覆う真空バッグ内の真空圧が低下して真空バッグが緩む結果、ボイドが発生するといった欠陥が生じやすい。
(2)樹脂を含浸し終わった後に、真空バッグ内に真空圧をかけようとして真空ポートを開放すると、真空バッグ内に充満した樹脂が抜け出ることとなり、樹脂ゲートから樹脂を補給し続けて真空バッグ内に樹脂を流しながら樹脂ゲル化を待つこととなり、ボイドの浸入や樹脂が過度に抜け出てしまうといったトラブルが発生しやすい。
(3)こうした、樹脂含浸終了後に樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持しなければならず、真空度の調整や真空ポートの開閉、及び樹脂ゲートの絞り込みによる樹脂注入の制限など成形コントロールが難しくなる。
【0006】
本発明は、上記のような課題に鑑み、樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるFRP製品の真空含浸成形方法及びその製造装置を提供することを目的としている。
【課題を解決するための手段】
【0007】
本発明に係るFRP製品の真空含浸成形方法は、成形型上に強化繊維布を含む積層体を設置し、この積層体を真空フィルムで気密に覆い、真空下で積層体に樹脂を含浸させるFRP製品の真空含浸成形方法において、
前記積層体を樹脂拡散媒体となるブリーザーで覆うとともに、前記ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、前記ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、
樹脂含浸時、前記脱気用チューブと前記脱気バッグとを通じて気体のみを排出することを特徴とするものである。
【0008】
また、前記樹脂拡散供給管および前記脱気用チューブは、スパイラルチューブ又は多孔性チューブを用いることを特徴とする。
【0009】
また、前記脱気バッグは、防水透湿性布からなる袋体を用いることを特徴とする。
【0010】
また、前記脱気バッグ内に、真空ホースと接続されたスパイラルチューブとブリーザーとが収容されていることを特徴とする。
【0011】
また、本発明に係るFRP製品の製造装置は、積層体を設置する成形型と、前記積層体を覆うピールプライおよびブリーザーと、前記ブリーザーを覆う真空フィルムとを備え、真空下で前記積層体に樹脂を含浸させるFRP製品の製造装置において、
前記ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、前記ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、
樹脂含浸時、前記脱気用チューブと前記脱気バッグとを通じて気体のみを排出することを特徴とする。
【発明の効果】
【0012】
本発明に係るFRP製品の真空含浸成形方法では、積層体を樹脂拡散媒体となるブリーザーで覆うとともに、ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、樹脂含浸時、脱気用チューブと脱気バッグとを通じて気体のみを排出するので、樹脂含浸時のボイドの発生を防止し、樹脂含浸終了後に真空バッグ内からの樹脂の流出が無く、また樹脂がゲル化して動かなくなるまで真空バッグ内の真空度を保持することができて安定して高品質のFRP製品を成形することができるという効果がある。
【図面の簡単な説明】
【0013】
【図1】本発明の実施の形態に係るFRP製品の製造装置の概要を示す平面図である。
【図2】図1のA−A断面図である。
【図3】本発明の要部である脱気バッグ部を示す平面図である。
【図4】図3のB−B断面図である。
【発明を実施するための形態】
【0014】
以下、本発明の実施の形態を図面に基づいて説明する。
図1は、本発明の実施の形態に係るFRP製品の真空含浸成形方法を実施するための製造装置の概要を示す平面図である。図2は、図1のA−A断面図である。
【0015】
成形型1上に、例えば、積層体2の材料である強化繊維布2aを複数枚積層して設置する。成形型1は、ここでは表面が平坦な定盤等からなるものであるが、積層体2の所望の形状に合わせた成形面形状(曲面や凹凸、波形の形状等)を有するものでもよい。また、積層体2の形状は、ここでは四角形とされているが、特にこの形状に限定するものではない。また、積層体2は、成形型1の上で作る単板やサンドイッチパネルであってもよく、あるいは心材の上で片側にサンドイッチ表皮を形成するものでもよい。
【0016】
この積層された強化繊維布2a、つまり成形対象の強化布積層体(積層体2)の上に、ピールプライ3(離型シート)と、その上にブリーザー4(樹脂拡散媒体)とを重ねて、強化布積層体2を覆う。ピールプライ3としては、容易に成形用樹脂から剥がれやすいもの、例えばポリテトラフルオロエチレン等のフッ素系樹脂が使用される。ブリーザー4としては、成形用樹脂を均一に拡散するもの、例えばポリエチレン等のネットが用いられる。
【0017】
そして、成形型1の一方側から樹脂を供給するための樹脂拡散供給管5が、ブリーザー4の一方の端部上に、積層体2の一辺の長さに相当する長さで、辺に対し略平行に設置される。樹脂ゲートを構成する樹脂拡散供給管5は、樹脂の流れ方向に対して直角の方向に延びる管形状のものであり、例えば、スパイラルチューブが好適に使用される。スパイラルチューブというのは、真空下でも扁平とならないように、ある程度硬いプラスチック製の帯板を用いて螺旋状に巻いて螺旋状の隙間を持つようにチューブに形成したものである。スパイラルチューブの内部に供給された樹脂は、螺旋状の隙間を通じて拡散状態となってスパイラルチューブから流出する。なお、樹脂拡散供給管5としては、硬質のプラスチック製チューブに多数の孔やスリットを設けたもの(例えば、多孔性チューブ)でもよい。
【0018】
樹脂拡散供給管5は、樹脂移送用チューブ6を介して液状の樹脂が貯留された樹脂タンク7に接続されている。樹脂拡散供給管5の中央部に、図示しないT型管を介して樹脂移送用チューブ6の一端部が接続されている。
【0019】
成形型1の他方側には、同じくスパイラルチューブからなり真空ポートとなる、第1の脱気用チューブ8と脱気バッグ9が配設されている。第1の脱気用チューブ8と脱気バッグ9の構成を図3及び図4に拡大図で示す。図3は積層体2の真空ポート側の端部付近を取り出して示す拡大平面図であり、図4は図3のB−B断面図である。
第1の脱気用チューブ8は、上述したスパイラルチューブを積層体2の他方の辺側に辺の長さに相当する長さで、辺に対し略平行に配置される。
【0020】
脱気バッグ9は、防水透湿性布からなる袋体10と、袋体10内に収容され、真空ホース11が図示しないT型管を介して接続されたスパイラルチューブからなる第2の脱気用チューブ12と、袋体10内に収容されたネット製のブリーザー13とから構成されている。真空ホース11の基端は図示しない真空ポンプに接続されている。
このように構成された脱気バッグ9を、その先端部が前記ブリーザー4の他方の端部中央部にかかるように設置する。また、脱気バッグ9は第1の脱気用チューブ8の直下に設置される。
【0021】
ここで、袋体10を構成する防水透湿性布というのは、気体は透過させるが樹脂の流れは通過させない性質を持つように特殊フィルムをコーティングした布をいい、例えば、商品名「ゴアテックス」(登録商標)、平松産業製の商品名「ルストレー」(登録商標)などがあげられる。
【0022】
そして、真空バッグを構成する真空フィルム14が、以上の積層体2、ピールプライ3、ブリーザー4、樹脂拡散供給管5、第1の脱気用チューブ8、及び、脱気バッグ9の周囲全体を気密に覆うように設置される。シール部材15は、成形型1と真空フィルム14との間に介在させて真空バッグ内気密を保つようになっている。
【0023】
次に作用について説明する。真空ポンプ(図示省略)を駆動し真空ホース11を介して真空引きを行うと、脱気バッグ9及び第1の脱気用チューブ8を介して真空フィルム14内部の空気や樹脂から揮発されるスチレンなどのガスが排気されていく。真空フィルム14内部の真空度が上がると、樹脂タンク7から液状の樹脂が樹脂移送用チューブ6を通じて樹脂拡散供給管5に供給される。供給された液状の樹脂は、樹脂拡散供給管5を構成するスパイラルチューブの螺旋状隙間からブリーザー4上に均一に拡散供給される。この拡散供給された樹脂の流れが積層体2の積層された強化繊維布2aの間や繊維間の隙間に全体にわたって浸透していくため、ボイドのないFRP製品を製造することができる。
【0024】
以上のように、樹脂含浸時においては、脱気バッグ9は、スパイラルチューブからなる第1の脱気用チューブ8の直下に設置し、脱気するガスの流れ径路を、樹脂拡散メディアであるブリーザー4から第1の脱気用チューブ8、脱気バッグ9内のブリーザー13、脱気バッグ9内のスパイラルチューブからなる第2の脱気用チューブ12、そして真空ホース11へと連続して確保できるようになっている。
【0025】
したがって、本実施の形態によれば、以下のような効果が得られる。
【0026】
(1)脱気バッグ9を介して真空フィルム14内の空気やガスを抜くことにより、樹脂含浸の際に樹脂が万遍なく流れて第1の脱気用チューブ8に達した後も真空ホース11内に樹脂が流入せず、第1の脱気用チューブ8と脱気バッグ9とを通じて空気やガスだけを抜き続けることができる。
(2)樹脂流出を起こさせないまま、樹脂拡散後も真空フィルム14を緩ませないで真空度を保ち続けることができるので、樹脂含浸が完了した部分に対して圧力変化や樹脂流れの発生を起こさせず、樹脂がゲル化するまで安心して待つことができる。
(3)樹脂含浸後に真空度を落として真空ホース11からの樹脂流出を阻止するなどの熟練を要するコントロールを行う必要がない。
(4)従来起こりがちであった樹脂含浸後の真空ポート付近の樹脂流出による欠陥が発生せず、真空度も保てるので、安定した品質の良い成形品が得られる。
(5)成形作業時の樹脂供給や真空度調整などのコントロールが不要となって作業がシンプルとなり、標準化が行いやすい。
【符号の説明】
【0027】
1 成形型
2 積層体
2a 強化繊維布
3 ピールプライ
4 ブリーザー
5 樹脂拡散供給管
6 樹脂移送用チューブ
7 樹脂タンク
8 第1の脱気用チューブ
9 脱気バッグ
10 袋体
11 真空ホース
12 第2の脱気用チューブ
13 ブリーザー
14 真空フィルム
15 シール部材
【特許請求の範囲】
【請求項1】
成形型上に強化繊維布を含む積層体を設置し、この積層体を真空フィルムで気密に覆い、真空下で積層体に樹脂を含浸させるFRP製品の真空含浸成形方法において、
前記積層体を樹脂拡散媒体となるブリーザーで覆うとともに、前記ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、前記ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、
樹脂含浸時、前記脱気用チューブと前記脱気バッグとを通じて気体のみを排出することを特徴とするFRP製品の真空含浸成形方法。
【請求項2】
前記樹脂拡散供給管および前記脱気用チューブは、スパイラルチューブ又は多孔性チューブを用いることを特徴とする請求項1記載のFRP製品の真空含浸成形方法。
【請求項3】
前記脱気バッグは、防水透湿性布からなる袋体を用いることを特徴とする請求項1記載のFRP製品の真空含浸成形方法。
【請求項4】
前記脱気バッグ内に、真空ホースと接続されたスパイラルチューブとブリーザーとが収容されていることを特徴とする請求項3記載のFRP製品の真空含浸成形方法。
【請求項5】
積層体を設置する成形型と、前記積層体を覆うピールプライおよびブリーザーと、前記ブリーザーを覆う真空フィルムとを備え、真空下で前記積層体に樹脂を含浸させるFRP製品の製造装置において、
前記ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、前記ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、
樹脂含浸時、前記脱気用チューブと前記脱気バッグとを通じて気体のみを排出することを特徴とするFRP製品の製造装置。
【請求項1】
成形型上に強化繊維布を含む積層体を設置し、この積層体を真空フィルムで気密に覆い、真空下で積層体に樹脂を含浸させるFRP製品の真空含浸成形方法において、
前記積層体を樹脂拡散媒体となるブリーザーで覆うとともに、前記ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、前記ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、
樹脂含浸時、前記脱気用チューブと前記脱気バッグとを通じて気体のみを排出することを特徴とするFRP製品の真空含浸成形方法。
【請求項2】
前記樹脂拡散供給管および前記脱気用チューブは、スパイラルチューブ又は多孔性チューブを用いることを特徴とする請求項1記載のFRP製品の真空含浸成形方法。
【請求項3】
前記脱気バッグは、防水透湿性布からなる袋体を用いることを特徴とする請求項1記載のFRP製品の真空含浸成形方法。
【請求項4】
前記脱気バッグ内に、真空ホースと接続されたスパイラルチューブとブリーザーとが収容されていることを特徴とする請求項3記載のFRP製品の真空含浸成形方法。
【請求項5】
積層体を設置する成形型と、前記積層体を覆うピールプライおよびブリーザーと、前記ブリーザーを覆う真空フィルムとを備え、真空下で前記積層体に樹脂を含浸させるFRP製品の製造装置において、
前記ブリーザーの一方側に樹脂ゲートなる樹脂拡散供給管を配し、前記ブリーザーの他方側に真空ポートとなる脱気用チューブと脱気バッグとを配し、
樹脂含浸時、前記脱気用チューブと前記脱気バッグとを通じて気体のみを排出することを特徴とするFRP製品の製造装置。
【図1】



【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−45863(P2012−45863A)
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願番号】特願2010−191403(P2010−191403)
【出願日】平成22年8月27日(2010.8.27)
【出願人】(502116922)ユニバーサル造船株式会社 (172)
【Fターム(参考)】
【公開日】平成24年3月8日(2012.3.8)
【国際特許分類】
【出願日】平成22年8月27日(2010.8.27)
【出願人】(502116922)ユニバーサル造船株式会社 (172)
【Fターム(参考)】
[ Back to top ]