
FRP製角パイプの成形方法。
【課題】断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて容易に、且つ正確な角を有する成形体として得る方法を提供すること。
【解決手段】上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することからなるFRP製角パイプの成形方法。
【解決手段】上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することからなるFRP製角パイプの成形方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、産業用途あるいは構造部材として用いられる、FRP製の角パイプの成形方法に関する。
【背景技術】
【0002】
繊維強化プラスチック(FRP)は、不飽和ポリエステル樹脂、エポキシ樹脂、ポリイミド樹脂等の熱硬化性樹脂や、ポリエチレン、ポリプロピレン、ポリアミド、PPS、PEEK等の熱可塑性樹脂のマトリックス樹脂と、炭素繊維、ガラス繊維、アラミド繊維等の強化繊維からなるものであり、軽量で且つ強度特性に優れるため、近年、航空宇宙産業から一般産業分野に至るまで、幅広い分野において利用されている。
【0003】
FRPを管状ないし中空状の中空部材に成形する方法としては、遠心成形法、プルトルージョン成形法、フィラメントワインディング成形法、内圧成形法等が知られている。遠心成形法は、回転する円筒体の内面に、この円筒体内に同心的に配備されたローラから繊維を巻き付け、この繊維にマトリックス用の樹脂を噴霧して含浸させた後、硬化させる方法であり、比較的径が大きく、単純な形状の製品を製造するのに適している。プルトルージョン成形法は、樹脂を強化繊維基材に含浸させた後、金型を利用して引き抜き、樹脂を固化或いは硬化させて成形品を得る方法であり、一様の断面の真直ぐなパイプの製造に用いられる。フィラメントワインディング成形法は、樹脂を含浸した繊維をマンドレルに巻き付け、樹脂が固化或いは硬化した後にマンドレルを引き抜く方法であり、長繊維の比率を高めることができるので比較的高強度で、軸対称の中空体を製造するのに用いられる。内圧成形法は、金型キャビティ内に筒状の成形素材を配置し、これを筒の内側から圧力を与えて金型に密着させた状態にて加熱硬化させる方法であり、マトリックス樹脂が熱硬化性であっても熱可塑性であっても適用可能であり、通常の中空管状のFRP製品を成形するのに適している。
【特許文献1】特開平6−155595号公報
【0004】
一方、FRP製品を成形する場合、繊維強化材に樹脂を含浸させ、流動性や粘着性を除いて取り扱い性を良くしたシート状の成形中間体である、プリプレグが用いられる場合が多い。そして、プリプレグを用いて、中空の部材を成形するための方法としては、オートクレーブ成形法、ホットプレス成形法、真空バッグ成形法、エラストメリック成形法等が知られている(例えば、特許文献2参照)。
【特許文献2】特開2003−334836号公報
【0005】
しかしながら、プリプレグを用いて精密な形状のFRP成形品を得ようとすると、従来の手段・手法では、必ずしも十分なものが得られない場合があった。例えば、直方体の角パイプを成形する場合であって、直方体に厳密な直角度が要求される場合には、従来のプリプレグを用いた成形では、角が出ずRが付き易いという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の課題は、断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて圧縮成形法で容易に、且つ正確な角を有する成形体として得る方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することを特徴とするFRP製角パイプの成形方法である。
【発明の効果】
【0008】
本発明によれば、取扱い性や作業性に優れたプリプレグを用いて、断面が角形のFRP製の中空部材である角パイプを、精度良く且つ容易に成形することができる。
【発明を実施するための最良の形態】
【0009】
本発明において、FRP製角パイプは、断面が角形のマンドレルにプリプレグを複数回巻回して得られるものである。マンドレル自体は、それぞれの角部、例えば、正確な三角形、四角形、五角形、六角形のものだけでなく、角部が丸みを帯びたもの、即ち、R状になっているものでも良い。しかし、マンドレルに対応した中空部を有する角パイプの壁断面は、外壁の有する角部の少なくとも一つが、正確な角を有する(R状になっていない)ものでなければならない。プリプレグを用いてかかる角パイプを成形しようとすると、プリプレグを形成する繊維強化材がかなりの剛性を有するために、正確な外壁の角度を出すことが困難である。
【0010】
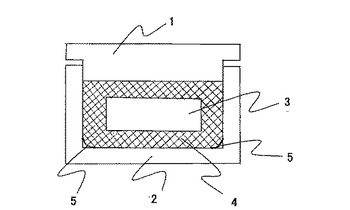
この状態を図面で説明する。図1は、外表面が四角形の角パイプの金型成形を行う場合の説明図である。図1において、1は角パイプ形状に対応した形状を有する上下2分割型の金型の上型、2は下型を示す。3は断面が四角形のマンドレル、4はマンドレルに複数回巻回したプリプレグ、5は下型の角部に対応する部分である。プリプレグを用いて金型で成形する従来の方法では、下型の付近でプリプレグが突っ張ってしまい、下型の角部に対応する部分5においては、正確に角度が形成されずR状になってしまうという問題がある。
【0011】
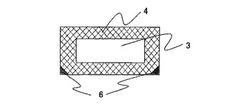
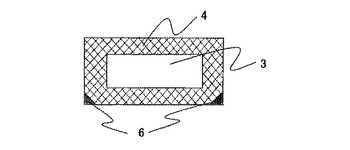
従って、かかる問題点を解決するために、図2に示したような工夫をするものである。図2において、3はマンドレル、4は複数回巻回したプリプレグ、即ち、角パイプの壁の断面、6は一方向配列繊維強化材からなるプリプレグである。本発明では、断面が四角形のマンドレル3に複数回巻回したプリプレグ4の最外層の内側で、下型の角部に対応する部分(図1の5)に、一方向配列繊維強化材からなるプリプレグ6を、その繊維軸方向がマンドレル3の軸方向に一致するように配置する。そして、金型の上下型を型締めしプリプレグを圧縮成形する。かかる成形方法を採ると、一方向配列繊維強化材からなるプリプレグは、比較的小さな圧力で、断面方向で変形し易いために、図2の6に示したような、壁断面が正確な角度を有する角パイプが得られる。そして、この際、最外層はマンドレル3に巻回されているので、成形体の一体性は保たれている。
【0012】
本発明においては、典型的には、目的とする角パイプの外表面の形状、例えば、三角形や四角形や五角形や六角形に対応した形状を有する、上下2分割型の金型を用いる。マンドレルの断面も、角パイプの外表面に対応した角形(Rを有しているものも含む)でなければならない。しかし、金型やマンドレルについては、材質、その他に特に制限はない。
【0013】
本発明において、角パイプの形状が、下型に対応する部分のみ厳密な角度が要求されるような場合には、下型に対応して成形型を用い、上型に対応してバギングフィルムを用い、真空成形によって目的とする角パイプを得ることもできる。かかる場合には、成形型とバギングフィルムを密封し減圧状態にし、例えば、硬化炉で加熱することによって、結果的に、圧縮成形が行われ、少なくとも成形型に敷設したプリプレグの部分は、正確な角度を有する角パイプとなる。あるいは、成形型とバギングフィルムを密封したものを、オートクレープで加熱・加圧しても良い。本発明において圧縮成形というときには、外部から加圧する場合のみでなく、内部を真空又は減圧にすることも含むものである。
【0014】
本発明においては、マンドレルに複数回巻回するプリプレグは何でも良く、特に制限されるものではない。プリプレグとは、繊維強化材に、熱硬化性樹脂や熱可塑性樹脂などのマトリックス樹脂を含浸させ、流動性や粘着性を除いて取り扱い性を良くした成形中間材である。本発明においては、マンドレルに複数回巻回するプリプレグを形成する繊維強化材の形態については特に制限はない。繊維強化材は、通常、例えば、平織、綾織、朱子織等の経糸と緯糸から構成されるものの他、繊維束を一方向に引き揃えシート状とし、これを直角方向にステッチ糸で縫合した一軸織物、一方向に引き揃えたシート状物を角度を変えて複数積層し、これを直角方向にステッチ糸で縫合した多軸織物等の形で用いられる。
【0015】
一方、本発明において、下型又は成形型の角部に対応する部分に用いられる、一方向配列繊維強化材からなるプリプレグは、繊維束(ストランド)を平行に一方向に引き揃えシート状とし、これに樹脂を含浸させたもの、あるいは、繊維束を±45度に配列し、これに樹脂を含浸させたテープ状のプリプレグ(バイアステーププリプレグ)等からなるものである。炭素繊維の1K〜12Kの束や、炭素繊維のバイアステーププリプレグが好ましい。なお、本発明において、一方向配列繊維強化材あるいは、それからなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置するとは、例えば、バイアステープのごとく繊維束が±45度に配列されている場合には、その平均の配列方向を一方向とする、あるいはその方向をマンドレルの軸方向に一致させることも含むものである。
【0016】
繊維強化材としては、特に制限はなく、炭素繊維、ガラス繊維、アラミド繊維、ボロン繊維、金属繊維等が挙げられる。好ましいのは炭素繊維である。
【0017】
熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂とシアン酸エステル樹脂の予備重合樹脂から選ばれる樹脂がある。これらは1種又は2種以上の混合物として用いることもできる。熱可塑性樹脂としては、ポリプロピレン、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、芳香族ポリアミド、芳香族ポリエステル、芳香族ポリカーボネート、ポリエーテルイミド、ポリアリーレンオキシド、熱可塑性ポリイミド、ポリアミドイミドがある。これらの樹脂は、2種以上併用しても良い。
【0018】
本発明においては、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置する。繊維束が±45度に配列したバイアステーププリプレグの場合には、0度の方向を、マンドレルの軸方向に一致するように配置すれば良い。最外層のプリプレグは、1枚(1層)が好ましいが、そのプリプレグが十分に薄く柔軟性があり、正確な角度を形成し得る場合には、最外層は2枚以上のプリプレグからなっていても良い。
【0019】
本発明においては、その後、金型の上下型を型締めし又は成形型とバギングフィルムを密封し、プリプレグを圧縮成形する。圧縮成形は、通常のオートクレーブによる成形、ホットプレス加工、真空成形、エラストメリック成形等の方法で行えば良い。成形条件は、圧力は0.05〜4MPa、温度は80〜200℃、時間は1〜3時間が適当である。プリプレグを加熱硬化させた後、金型や成形型を冷却し、成形品を脱型して取り出す。
【0020】
以下、実施例により本発明を説明する。
【実施例】
【0021】
図2に示したような、断面が四角形のFRP製中空部材を成形する例を説明する。先ず、図1に示したように、断面が四角形のマンドレル3に、炭素繊維のプリプレグ4を巻き付けた。炭素繊維のプリプレグとしては、炭素繊維HTA3K(東邦テナックス社製、汎用グレードの炭素繊維、3000フィラメント)を経糸緯糸とした平織物(東邦テナックス社製、W−3101/Q−195)に、エポキシ樹脂を含浸させたものを用いた(樹脂含有率:40%)。このプリプレグを5枚、積層パターンが(0/90)、(±45)、(30/120)、(±45)、(0/90)となる様に重ねて、マンドレルに巻き付けた。そして、最外層の1枚内側で、下型の角部に対応する部分5に、一方向配列繊維強化材からなるプリプレグを、その繊維軸方向がマンドレルの軸方向に一致するように配置した。一方向配列繊維強化材からなるプリプレグとしては、一方向配列炭素繊維束(6Kのストランド)とエポキシ樹脂からなるプリプレグを、5枚積層して用いた。
【0022】
その後、金型を型締めし、オートクレーブに入れて、圧力4kgf/cm2、温度130℃で2時間加熱硬化せしめ、その後冷却、脱形して断面が図2に示した形状を有する角パイプを得た。得られた角パイプの四隅は正確に直角に成形されていた。
【図面の簡単な説明】
【0023】
【図1】従来の成形法と本発明の成形法の説明図である。
【図2】本発明において得られる成形品の断面形状を示す図である。
【符号の説明】
【0024】
1 金型の上型
2 金型の下型
3 マンドレル
4 マンドレルに巻回されたプリプレグ
5 下型の角部(プリプレグが敷設されない部分)
6 下型の角部に対応する成形品の角部(一方向配列繊維強化材のプリプレグからなる部分の断面)
【技術分野】
【0001】
本発明は、産業用途あるいは構造部材として用いられる、FRP製の角パイプの成形方法に関する。
【背景技術】
【0002】
繊維強化プラスチック(FRP)は、不飽和ポリエステル樹脂、エポキシ樹脂、ポリイミド樹脂等の熱硬化性樹脂や、ポリエチレン、ポリプロピレン、ポリアミド、PPS、PEEK等の熱可塑性樹脂のマトリックス樹脂と、炭素繊維、ガラス繊維、アラミド繊維等の強化繊維からなるものであり、軽量で且つ強度特性に優れるため、近年、航空宇宙産業から一般産業分野に至るまで、幅広い分野において利用されている。
【0003】
FRPを管状ないし中空状の中空部材に成形する方法としては、遠心成形法、プルトルージョン成形法、フィラメントワインディング成形法、内圧成形法等が知られている。遠心成形法は、回転する円筒体の内面に、この円筒体内に同心的に配備されたローラから繊維を巻き付け、この繊維にマトリックス用の樹脂を噴霧して含浸させた後、硬化させる方法であり、比較的径が大きく、単純な形状の製品を製造するのに適している。プルトルージョン成形法は、樹脂を強化繊維基材に含浸させた後、金型を利用して引き抜き、樹脂を固化或いは硬化させて成形品を得る方法であり、一様の断面の真直ぐなパイプの製造に用いられる。フィラメントワインディング成形法は、樹脂を含浸した繊維をマンドレルに巻き付け、樹脂が固化或いは硬化した後にマンドレルを引き抜く方法であり、長繊維の比率を高めることができるので比較的高強度で、軸対称の中空体を製造するのに用いられる。内圧成形法は、金型キャビティ内に筒状の成形素材を配置し、これを筒の内側から圧力を与えて金型に密着させた状態にて加熱硬化させる方法であり、マトリックス樹脂が熱硬化性であっても熱可塑性であっても適用可能であり、通常の中空管状のFRP製品を成形するのに適している。
【特許文献1】特開平6−155595号公報
【0004】
一方、FRP製品を成形する場合、繊維強化材に樹脂を含浸させ、流動性や粘着性を除いて取り扱い性を良くしたシート状の成形中間体である、プリプレグが用いられる場合が多い。そして、プリプレグを用いて、中空の部材を成形するための方法としては、オートクレーブ成形法、ホットプレス成形法、真空バッグ成形法、エラストメリック成形法等が知られている(例えば、特許文献2参照)。
【特許文献2】特開2003−334836号公報
【0005】
しかしながら、プリプレグを用いて精密な形状のFRP成形品を得ようとすると、従来の手段・手法では、必ずしも十分なものが得られない場合があった。例えば、直方体の角パイプを成形する場合であって、直方体に厳密な直角度が要求される場合には、従来のプリプレグを用いた成形では、角が出ずRが付き易いという問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0006】
本発明の課題は、断面が角形のFRP製の中空部材である角パイプを、プリプレグを用いて圧縮成形法で容易に、且つ正確な角を有する成形体として得る方法を提供することにある。
【課題を解決するための手段】
【0007】
本発明は、上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することを特徴とするFRP製角パイプの成形方法である。
【発明の効果】
【0008】
本発明によれば、取扱い性や作業性に優れたプリプレグを用いて、断面が角形のFRP製の中空部材である角パイプを、精度良く且つ容易に成形することができる。
【発明を実施するための最良の形態】
【0009】
本発明において、FRP製角パイプは、断面が角形のマンドレルにプリプレグを複数回巻回して得られるものである。マンドレル自体は、それぞれの角部、例えば、正確な三角形、四角形、五角形、六角形のものだけでなく、角部が丸みを帯びたもの、即ち、R状になっているものでも良い。しかし、マンドレルに対応した中空部を有する角パイプの壁断面は、外壁の有する角部の少なくとも一つが、正確な角を有する(R状になっていない)ものでなければならない。プリプレグを用いてかかる角パイプを成形しようとすると、プリプレグを形成する繊維強化材がかなりの剛性を有するために、正確な外壁の角度を出すことが困難である。
【0010】
この状態を図面で説明する。図1は、外表面が四角形の角パイプの金型成形を行う場合の説明図である。図1において、1は角パイプ形状に対応した形状を有する上下2分割型の金型の上型、2は下型を示す。3は断面が四角形のマンドレル、4はマンドレルに複数回巻回したプリプレグ、5は下型の角部に対応する部分である。プリプレグを用いて金型で成形する従来の方法では、下型の付近でプリプレグが突っ張ってしまい、下型の角部に対応する部分5においては、正確に角度が形成されずR状になってしまうという問題がある。
【0011】
従って、かかる問題点を解決するために、図2に示したような工夫をするものである。図2において、3はマンドレル、4は複数回巻回したプリプレグ、即ち、角パイプの壁の断面、6は一方向配列繊維強化材からなるプリプレグである。本発明では、断面が四角形のマンドレル3に複数回巻回したプリプレグ4の最外層の内側で、下型の角部に対応する部分(図1の5)に、一方向配列繊維強化材からなるプリプレグ6を、その繊維軸方向がマンドレル3の軸方向に一致するように配置する。そして、金型の上下型を型締めしプリプレグを圧縮成形する。かかる成形方法を採ると、一方向配列繊維強化材からなるプリプレグは、比較的小さな圧力で、断面方向で変形し易いために、図2の6に示したような、壁断面が正確な角度を有する角パイプが得られる。そして、この際、最外層はマンドレル3に巻回されているので、成形体の一体性は保たれている。
【0012】
本発明においては、典型的には、目的とする角パイプの外表面の形状、例えば、三角形や四角形や五角形や六角形に対応した形状を有する、上下2分割型の金型を用いる。マンドレルの断面も、角パイプの外表面に対応した角形(Rを有しているものも含む)でなければならない。しかし、金型やマンドレルについては、材質、その他に特に制限はない。
【0013】
本発明において、角パイプの形状が、下型に対応する部分のみ厳密な角度が要求されるような場合には、下型に対応して成形型を用い、上型に対応してバギングフィルムを用い、真空成形によって目的とする角パイプを得ることもできる。かかる場合には、成形型とバギングフィルムを密封し減圧状態にし、例えば、硬化炉で加熱することによって、結果的に、圧縮成形が行われ、少なくとも成形型に敷設したプリプレグの部分は、正確な角度を有する角パイプとなる。あるいは、成形型とバギングフィルムを密封したものを、オートクレープで加熱・加圧しても良い。本発明において圧縮成形というときには、外部から加圧する場合のみでなく、内部を真空又は減圧にすることも含むものである。
【0014】
本発明においては、マンドレルに複数回巻回するプリプレグは何でも良く、特に制限されるものではない。プリプレグとは、繊維強化材に、熱硬化性樹脂や熱可塑性樹脂などのマトリックス樹脂を含浸させ、流動性や粘着性を除いて取り扱い性を良くした成形中間材である。本発明においては、マンドレルに複数回巻回するプリプレグを形成する繊維強化材の形態については特に制限はない。繊維強化材は、通常、例えば、平織、綾織、朱子織等の経糸と緯糸から構成されるものの他、繊維束を一方向に引き揃えシート状とし、これを直角方向にステッチ糸で縫合した一軸織物、一方向に引き揃えたシート状物を角度を変えて複数積層し、これを直角方向にステッチ糸で縫合した多軸織物等の形で用いられる。
【0015】
一方、本発明において、下型又は成形型の角部に対応する部分に用いられる、一方向配列繊維強化材からなるプリプレグは、繊維束(ストランド)を平行に一方向に引き揃えシート状とし、これに樹脂を含浸させたもの、あるいは、繊維束を±45度に配列し、これに樹脂を含浸させたテープ状のプリプレグ(バイアステーププリプレグ)等からなるものである。炭素繊維の1K〜12Kの束や、炭素繊維のバイアステーププリプレグが好ましい。なお、本発明において、一方向配列繊維強化材あるいは、それからなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置するとは、例えば、バイアステープのごとく繊維束が±45度に配列されている場合には、その平均の配列方向を一方向とする、あるいはその方向をマンドレルの軸方向に一致させることも含むものである。
【0016】
繊維強化材としては、特に制限はなく、炭素繊維、ガラス繊維、アラミド繊維、ボロン繊維、金属繊維等が挙げられる。好ましいのは炭素繊維である。
【0017】
熱硬化性樹脂としては、例えば、エポキシ樹脂、不飽和ポリエステル樹脂、フェノール樹脂、ビニルエステル樹脂、シアン酸エステル樹脂、ウレタンアクリレート樹脂、フェノキシ樹脂、アルキド樹脂、ウレタン樹脂、マレイミド樹脂とシアン酸エステル樹脂の予備重合樹脂から選ばれる樹脂がある。これらは1種又は2種以上の混合物として用いることもできる。熱可塑性樹脂としては、ポリプロピレン、ポリスルホン、ポリエーテルスルホン、ポリエーテルケトン、ポリエーテルエーテルケトン、芳香族ポリアミド、芳香族ポリエステル、芳香族ポリカーボネート、ポリエーテルイミド、ポリアリーレンオキシド、熱可塑性ポリイミド、ポリアミドイミドがある。これらの樹脂は、2種以上併用しても良い。
【0018】
本発明においては、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置する。繊維束が±45度に配列したバイアステーププリプレグの場合には、0度の方向を、マンドレルの軸方向に一致するように配置すれば良い。最外層のプリプレグは、1枚(1層)が好ましいが、そのプリプレグが十分に薄く柔軟性があり、正確な角度を形成し得る場合には、最外層は2枚以上のプリプレグからなっていても良い。
【0019】
本発明においては、その後、金型の上下型を型締めし又は成形型とバギングフィルムを密封し、プリプレグを圧縮成形する。圧縮成形は、通常のオートクレーブによる成形、ホットプレス加工、真空成形、エラストメリック成形等の方法で行えば良い。成形条件は、圧力は0.05〜4MPa、温度は80〜200℃、時間は1〜3時間が適当である。プリプレグを加熱硬化させた後、金型や成形型を冷却し、成形品を脱型して取り出す。
【0020】
以下、実施例により本発明を説明する。
【実施例】
【0021】
図2に示したような、断面が四角形のFRP製中空部材を成形する例を説明する。先ず、図1に示したように、断面が四角形のマンドレル3に、炭素繊維のプリプレグ4を巻き付けた。炭素繊維のプリプレグとしては、炭素繊維HTA3K(東邦テナックス社製、汎用グレードの炭素繊維、3000フィラメント)を経糸緯糸とした平織物(東邦テナックス社製、W−3101/Q−195)に、エポキシ樹脂を含浸させたものを用いた(樹脂含有率:40%)。このプリプレグを5枚、積層パターンが(0/90)、(±45)、(30/120)、(±45)、(0/90)となる様に重ねて、マンドレルに巻き付けた。そして、最外層の1枚内側で、下型の角部に対応する部分5に、一方向配列繊維強化材からなるプリプレグを、その繊維軸方向がマンドレルの軸方向に一致するように配置した。一方向配列繊維強化材からなるプリプレグとしては、一方向配列炭素繊維束(6Kのストランド)とエポキシ樹脂からなるプリプレグを、5枚積層して用いた。
【0022】
その後、金型を型締めし、オートクレーブに入れて、圧力4kgf/cm2、温度130℃で2時間加熱硬化せしめ、その後冷却、脱形して断面が図2に示した形状を有する角パイプを得た。得られた角パイプの四隅は正確に直角に成形されていた。
【図面の簡単な説明】
【0023】
【図1】従来の成形法と本発明の成形法の説明図である。
【図2】本発明において得られる成形品の断面形状を示す図である。
【符号の説明】
【0024】
1 金型の上型
2 金型の下型
3 マンドレル
4 マンドレルに巻回されたプリプレグ
5 下型の角部(プリプレグが敷設されない部分)
6 下型の角部に対応する成形品の角部(一方向配列繊維強化材のプリプレグからなる部分の断面)
【特許請求の範囲】
【請求項1】
上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することを特徴とするFRP製角パイプの成形方法。
【請求項2】
プリプレグが、炭素繊維を繊維強化材としたものである請求項1記載のFRP製角パイプの成形方法。
【請求項1】
上下2分割型の金型又は成形型とバギングフィルムを用いてFRP製角パイプを成形するに際し、断面が角形のマンドレルに複数回巻回したプリプレグの最外層の内側で、下型又は成形型の角部に対応する部分に、一方向配列繊維強化材からなるプリプレグをその繊維軸方向がマンドレルの軸方向に一致するように配置し、次いで金型を型締めし又は成形型とバギングフィルムを密封し、圧縮成形することを特徴とするFRP製角パイプの成形方法。
【請求項2】
プリプレグが、炭素繊維を繊維強化材としたものである請求項1記載のFRP製角パイプの成形方法。
【図1】


【図2】
【図2】
【公開番号】特開2007−76202(P2007−76202A)
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願番号】特願2005−267770(P2005−267770)
【出願日】平成17年9月15日(2005.9.15)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願日】平成17年9月15日(2005.9.15)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
[ Back to top ]