
Fe−Cr合金部材の表面処理方法
【課題】部材の表面に被膜を低コストで形成することができるFe−Cr合金部材の表面処理方法を提供する。
【解決手段】Fe−Cr合金部材をヒドラジン水溶液に浸漬して、下記式(1)〜(3)を満たす温度T(K)及び時間t(H)で処理することにより、当該部材の表面に厚さF(μm)の被膜を形成する。
F=exp[−2645×{(1/T)+2.2}]×t ・・・(1)
553≦T≦593 ・・・(2)
0.5≦t≦24 ・・・(3)
【解決手段】Fe−Cr合金部材をヒドラジン水溶液に浸漬して、下記式(1)〜(3)を満たす温度T(K)及び時間t(H)で処理することにより、当該部材の表面に厚さF(μm)の被膜を形成する。
F=exp[−2645×{(1/T)+2.2}]×t ・・・(1)
553≦T≦593 ・・・(2)
0.5≦t≦24 ・・・(3)
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、マルテンサイト系ステンレス鋼等のようなFe−Cr合金部材の表面処理方法に関し、特に、原子炉の制御棒駆動装置の駆動軸を表面処理する場合に有効である。
【背景技術】
【0002】
原子炉の制御棒駆動装置(CRDM)は、制御棒の上端に連結されて案内管の内部に配設された駆動軸を外部からの磁力により当該案内管に沿って移動させることにより、制御棒を駆動することができるようになっている。このため、上記駆動軸には、マルテンサイト系ステンレス鋼等のようなFe−Cr合金(例えば、SUS410等)が使用されている。
【0003】
このようなCRDMは、それぞれの部材をその形態に加工して組み立て、機能試験を行ってから、原子炉容器に取り付けて原子炉全体の性能試験を行った後に、運転に供されることから、部材の加工・組立から原子炉の運転開始までに約1〜2年程の期間を要してしまっている。このため、上記駆動軸は、上記期間中、上記案内管との間の微小な隙間(最大約0.4mm程度)部分で湿潤大気や酸素含有純水等の腐食性環境に曝されてしまうことから、表面処理が施されている。
【0004】
このようなCRDMの駆動軸の表面処理方法としては、例えば、下記特許文献1等に記載されているように、上記部材をヒドラジン水溶液(50ppm)中に浸漬して加熱処理(230〜300℃×25〜50時間)することにより、水中の溶存酸素を除去しながら上記部材の表面にFe−Crスピネル系の耐食性を有する被膜(Fe2CrO4)を形成することが知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−247978号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記特許文献1等に記載されている表面処理方法においては、処理に非常に時間を要してしまうため(25〜50時間)、高コスト化の一因となっていた。
【0007】
このような問題は、CRDMの駆動軸に限らず、マルテンサイト系ステンレス鋼等を始めとするFe−Cr合金(例えば、SUS410等)からなる部材であれば、同様にして生じ得ることである。
【0008】
このようなことから、本発明は、部材の表面に被膜を低コストで形成することができるFe−Cr合金部材の表面処理方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前述した課題を解決するための、第一番目の発明に係るFe−Cr合金部材の表面処理方法は、Fe−Cr合金部材をヒドラジン水溶液に浸漬して、下記式(1)〜(3)を満たす温度T(K)及び時間t(H)で処理することにより、当該部材の表面に厚さF(μm)の被膜を形成することを特徴とする。
【0010】
F=exp[−2645×{(1/T)+2.2}]×t ・・・(1)
553≦T≦593 ・・・(2)
0.5≦t≦24 ・・・(3)
【0011】
第二番目の発明に係るFe−Cr合金部材の表面処理方法は、第一番目の発明において、前記水溶液のヒドラジンの濃度が50〜1000ppmであることを特徴とする。
【0012】
第三番目の発明に係るFe−Cr合金部材の表面処理方法は、第一番目又は第二番目の発明において、前記部材が、原子炉の制御棒駆動装置(CRDM)の駆動軸であり、下記式(4)をさらに満たしていることを特徴とする。
【0013】
0.1≦F<0.4 ・・・(4)
【発明の効果】
【0014】
本発明に係るFe−Cr合金部材の表面処理方法によれば、部材の表面に被膜を低コストで形成することが簡単にできる。
【図面の簡単な説明】
【0015】
【図1】本発明に係るFe−Cr合金部材の表面処理方法の確認試験の結果を表すグラフである。
【発明を実施するための形態】
【0016】
本発明に係るFe−Cr合金部材の表面処理方法は、上述した課題を解決するためになされたものであって、マルテンサイト系ステンレス鋼等を始めとするFe−Cr合金(例えば、SUS410等)からなる部材をヒドラジン水溶液に浸漬して処理するにあたって、本発明者らが鋭意研究を重ねた結果、温度T(K)及び時間t(Hr)と上記部材の表面に形成される被膜の厚さF(μm)との間に下記式(1)〜(3)に示す関係があることを見出し、完成するに至った。
【0017】
F=exp[−2645×{(1/T)+2.2}]×t ・・・(1)
553≦T≦593 ・・・(2)
0.5≦t≦24 ・・・(3)
【0018】
特に、上記部材が、原子炉の制御棒駆動装置(CRDM)の駆動軸の場合には、下記式(4)をさらに満たしていると好適であることが明らかとなった。
【0019】
0.1≦F<0.4 ・・・(4)
【0020】
このような上記式(1)〜(3)や上記式(4)を満たす条件で上記部材を表面処理すると、Fe−Crスピネル系の耐食性を有する被膜(Fe2CrO4)を当該部材の表面に目的とする厚さF(μm)で形成することができるので、上記被膜を必要十分な厚さで上記部材の表面に形成することが容易にできる。
【0021】
このため、本発明に係るFe−Cr合金部材の表面処理方法においては、必要な厚さの上記被膜を上記部材の表面に形成するにあたって、必要最小限の時間及び温度で処理することが容易にできる。
【0022】
したがって、本発明に係るFe−Cr合金部材の表面処理方法によれば、上記部材の表面に被膜を低コストで形成することが簡単にできる。
【0023】
なお、前記水溶液のヒドラジンの濃度は、50ppm〜1000ppmであると好ましい。なぜなら、前記水溶液のヒドラジンの濃度が50ppm未満であると、当該水溶液中の溶存酸素を十分に除去しにくくなりやすく、前記水溶液のヒドラジンの濃度が1000ppmを超えると、ヒドラジンを無駄に使用してしまい、コストの上昇を招いてしまうからである。
【実施例】
【0024】
本発明に係るFe−Cr合金部材の表面処理方法の効果を確認するために行った確認試験を以下に説明するが、本発明は以下に説明する確認試験のみに限定されるものではない。
【0025】
[確認試験]
50ppmヒドラジン水溶液を入れたオートクレーブにSUS410からなる円板(直径60mm、厚さ1.2mm)を入れて280℃に加熱し、規定時間(5時間及び25時間)処理することにより、試験品(5時間処理:6枚)及び従来品(25時間処理:6枚)を得た。また、基準とするため、表面処理をしていないSUS410の円板(直径60mm、厚さ1.2mm)からなる未処理品(6枚)も併せて用意した。
【0026】
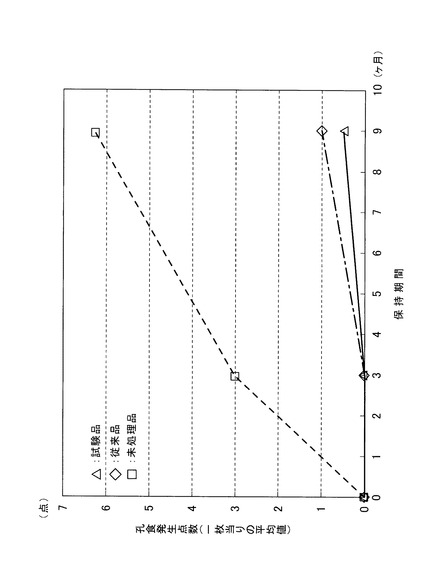
次に、水を底に張ったガラス製のデシケータ(6台)内に上記試験品及び上記従来品並びに上記未処理品を宙吊りになるようにそれぞれ設置し(各1枚ずつ)、これらデシケータをウォータバス内に設置して規定温度(30℃)で維持することにより、当該デシケータ内を高湿度(100%)状態で所定期間保持した後(3か月(2台)、9か月(4台))、当該デシケータ内から上記試験品及び上記従来品並びに上記未処理品を取り出して、各品の孔食発生点数(1枚当たりの平均値)を求めた。その結果を図1に示す。
【0027】
図1からわかるように、未処理品は、孔食発生点数(1枚当たりの平均値)が3か月で3点、9か月で6.3点であった。これに対して、従来品(25時間処理)は、孔食発生点数(1枚当たりの平均値)が3か月で0点、9か月で1点であり、試験品(5時間処理)は、孔食発生点数(1枚当たりの平均値)が3か月で0点、9か月で0.5点となった。
【0028】
よって、本発明に係るFe−Cr合金部材の表面処理方法は、従来の表面処理方法と同様な効果を得ながらも、従来の表面処理方法よりも低コストで実施できることが確認された。
【産業上の利用可能性】
【0029】
本発明に係るFe−Cr合金部材の表面処理方法は、部材の表面に被膜を低コストで形成することが簡単にできるので、金属加工産業等を始めとする各種産業において極めて有益に利用することができる。
【技術分野】
【0001】
本発明は、マルテンサイト系ステンレス鋼等のようなFe−Cr合金部材の表面処理方法に関し、特に、原子炉の制御棒駆動装置の駆動軸を表面処理する場合に有効である。
【背景技術】
【0002】
原子炉の制御棒駆動装置(CRDM)は、制御棒の上端に連結されて案内管の内部に配設された駆動軸を外部からの磁力により当該案内管に沿って移動させることにより、制御棒を駆動することができるようになっている。このため、上記駆動軸には、マルテンサイト系ステンレス鋼等のようなFe−Cr合金(例えば、SUS410等)が使用されている。
【0003】
このようなCRDMは、それぞれの部材をその形態に加工して組み立て、機能試験を行ってから、原子炉容器に取り付けて原子炉全体の性能試験を行った後に、運転に供されることから、部材の加工・組立から原子炉の運転開始までに約1〜2年程の期間を要してしまっている。このため、上記駆動軸は、上記期間中、上記案内管との間の微小な隙間(最大約0.4mm程度)部分で湿潤大気や酸素含有純水等の腐食性環境に曝されてしまうことから、表面処理が施されている。
【0004】
このようなCRDMの駆動軸の表面処理方法としては、例えば、下記特許文献1等に記載されているように、上記部材をヒドラジン水溶液(50ppm)中に浸漬して加熱処理(230〜300℃×25〜50時間)することにより、水中の溶存酸素を除去しながら上記部材の表面にFe−Crスピネル系の耐食性を有する被膜(Fe2CrO4)を形成することが知られている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−247978号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、前記特許文献1等に記載されている表面処理方法においては、処理に非常に時間を要してしまうため(25〜50時間)、高コスト化の一因となっていた。
【0007】
このような問題は、CRDMの駆動軸に限らず、マルテンサイト系ステンレス鋼等を始めとするFe−Cr合金(例えば、SUS410等)からなる部材であれば、同様にして生じ得ることである。
【0008】
このようなことから、本発明は、部材の表面に被膜を低コストで形成することができるFe−Cr合金部材の表面処理方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
前述した課題を解決するための、第一番目の発明に係るFe−Cr合金部材の表面処理方法は、Fe−Cr合金部材をヒドラジン水溶液に浸漬して、下記式(1)〜(3)を満たす温度T(K)及び時間t(H)で処理することにより、当該部材の表面に厚さF(μm)の被膜を形成することを特徴とする。
【0010】
F=exp[−2645×{(1/T)+2.2}]×t ・・・(1)
553≦T≦593 ・・・(2)
0.5≦t≦24 ・・・(3)
【0011】
第二番目の発明に係るFe−Cr合金部材の表面処理方法は、第一番目の発明において、前記水溶液のヒドラジンの濃度が50〜1000ppmであることを特徴とする。
【0012】
第三番目の発明に係るFe−Cr合金部材の表面処理方法は、第一番目又は第二番目の発明において、前記部材が、原子炉の制御棒駆動装置(CRDM)の駆動軸であり、下記式(4)をさらに満たしていることを特徴とする。
【0013】
0.1≦F<0.4 ・・・(4)
【発明の効果】
【0014】
本発明に係るFe−Cr合金部材の表面処理方法によれば、部材の表面に被膜を低コストで形成することが簡単にできる。
【図面の簡単な説明】
【0015】
【図1】本発明に係るFe−Cr合金部材の表面処理方法の確認試験の結果を表すグラフである。
【発明を実施するための形態】
【0016】
本発明に係るFe−Cr合金部材の表面処理方法は、上述した課題を解決するためになされたものであって、マルテンサイト系ステンレス鋼等を始めとするFe−Cr合金(例えば、SUS410等)からなる部材をヒドラジン水溶液に浸漬して処理するにあたって、本発明者らが鋭意研究を重ねた結果、温度T(K)及び時間t(Hr)と上記部材の表面に形成される被膜の厚さF(μm)との間に下記式(1)〜(3)に示す関係があることを見出し、完成するに至った。
【0017】
F=exp[−2645×{(1/T)+2.2}]×t ・・・(1)
553≦T≦593 ・・・(2)
0.5≦t≦24 ・・・(3)
【0018】
特に、上記部材が、原子炉の制御棒駆動装置(CRDM)の駆動軸の場合には、下記式(4)をさらに満たしていると好適であることが明らかとなった。
【0019】
0.1≦F<0.4 ・・・(4)
【0020】
このような上記式(1)〜(3)や上記式(4)を満たす条件で上記部材を表面処理すると、Fe−Crスピネル系の耐食性を有する被膜(Fe2CrO4)を当該部材の表面に目的とする厚さF(μm)で形成することができるので、上記被膜を必要十分な厚さで上記部材の表面に形成することが容易にできる。
【0021】
このため、本発明に係るFe−Cr合金部材の表面処理方法においては、必要な厚さの上記被膜を上記部材の表面に形成するにあたって、必要最小限の時間及び温度で処理することが容易にできる。
【0022】
したがって、本発明に係るFe−Cr合金部材の表面処理方法によれば、上記部材の表面に被膜を低コストで形成することが簡単にできる。
【0023】
なお、前記水溶液のヒドラジンの濃度は、50ppm〜1000ppmであると好ましい。なぜなら、前記水溶液のヒドラジンの濃度が50ppm未満であると、当該水溶液中の溶存酸素を十分に除去しにくくなりやすく、前記水溶液のヒドラジンの濃度が1000ppmを超えると、ヒドラジンを無駄に使用してしまい、コストの上昇を招いてしまうからである。
【実施例】
【0024】
本発明に係るFe−Cr合金部材の表面処理方法の効果を確認するために行った確認試験を以下に説明するが、本発明は以下に説明する確認試験のみに限定されるものではない。
【0025】
[確認試験]
50ppmヒドラジン水溶液を入れたオートクレーブにSUS410からなる円板(直径60mm、厚さ1.2mm)を入れて280℃に加熱し、規定時間(5時間及び25時間)処理することにより、試験品(5時間処理:6枚)及び従来品(25時間処理:6枚)を得た。また、基準とするため、表面処理をしていないSUS410の円板(直径60mm、厚さ1.2mm)からなる未処理品(6枚)も併せて用意した。
【0026】
次に、水を底に張ったガラス製のデシケータ(6台)内に上記試験品及び上記従来品並びに上記未処理品を宙吊りになるようにそれぞれ設置し(各1枚ずつ)、これらデシケータをウォータバス内に設置して規定温度(30℃)で維持することにより、当該デシケータ内を高湿度(100%)状態で所定期間保持した後(3か月(2台)、9か月(4台))、当該デシケータ内から上記試験品及び上記従来品並びに上記未処理品を取り出して、各品の孔食発生点数(1枚当たりの平均値)を求めた。その結果を図1に示す。
【0027】
図1からわかるように、未処理品は、孔食発生点数(1枚当たりの平均値)が3か月で3点、9か月で6.3点であった。これに対して、従来品(25時間処理)は、孔食発生点数(1枚当たりの平均値)が3か月で0点、9か月で1点であり、試験品(5時間処理)は、孔食発生点数(1枚当たりの平均値)が3か月で0点、9か月で0.5点となった。
【0028】
よって、本発明に係るFe−Cr合金部材の表面処理方法は、従来の表面処理方法と同様な効果を得ながらも、従来の表面処理方法よりも低コストで実施できることが確認された。
【産業上の利用可能性】
【0029】
本発明に係るFe−Cr合金部材の表面処理方法は、部材の表面に被膜を低コストで形成することが簡単にできるので、金属加工産業等を始めとする各種産業において極めて有益に利用することができる。
【特許請求の範囲】
【請求項1】
Fe−Cr合金部材をヒドラジン水溶液に浸漬して、下記式(1)〜(3)を満たす温度T(K)及び時間t(H)で処理することにより、当該部材の表面に厚さF(μm)の被膜を形成する
ことを特徴とするFe−Cr合金部材の表面処理方法。
F=exp[−2645×{(1/T)+2.2}]×t ・・・(1)
553≦T≦593 ・・・(2)
0.5≦t≦24 ・・・(3)
【請求項2】
請求項1に記載のFe−Cr合金部材の表面処理方法において、
前記水溶液のヒドラジンの濃度が50〜1000ppmである
ことを特徴とするFe−Cr合金部材の表面処理方法。
【請求項3】
請求項1又は請求項2に記載のFe−Cr合金部材の表面処理方法において、
前記部材が、原子炉の制御棒駆動装置(CRDM)の駆動軸であり、
下記式(4)をさらに満たしている
ことを特徴とするFe−Cr合金部材の表面処理方法。
0.1≦F<0.4 ・・・(4)
【請求項1】
Fe−Cr合金部材をヒドラジン水溶液に浸漬して、下記式(1)〜(3)を満たす温度T(K)及び時間t(H)で処理することにより、当該部材の表面に厚さF(μm)の被膜を形成する
ことを特徴とするFe−Cr合金部材の表面処理方法。
F=exp[−2645×{(1/T)+2.2}]×t ・・・(1)
553≦T≦593 ・・・(2)
0.5≦t≦24 ・・・(3)
【請求項2】
請求項1に記載のFe−Cr合金部材の表面処理方法において、
前記水溶液のヒドラジンの濃度が50〜1000ppmである
ことを特徴とするFe−Cr合金部材の表面処理方法。
【請求項3】
請求項1又は請求項2に記載のFe−Cr合金部材の表面処理方法において、
前記部材が、原子炉の制御棒駆動装置(CRDM)の駆動軸であり、
下記式(4)をさらに満たしている
ことを特徴とするFe−Cr合金部材の表面処理方法。
0.1≦F<0.4 ・・・(4)
【図1】


【公開番号】特開2012−172166(P2012−172166A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−32976(P2011−32976)
【出願日】平成23年2月18日(2011.2.18)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月18日(2011.2.18)
【出願人】(000006208)三菱重工業株式会社 (10,378)
【Fターム(参考)】
[ Back to top ]