
FePt−C系スパッタリングターゲット及びその製造方法

【課題】複数のターゲットを用いることなく、炭素含有量の多いFePtC系薄膜を単独で形成できるFePt−C系スパッタリングターゲット及びその製造方法を提供する。
【解決手段】Fe、PtおよびCを含有するFePt−C系スパッタリングターゲットであって、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金相と、C相とが互いに分散した構造を有するようにし、ターゲット全体に対するCの含有量を21〜70at%にする。
また、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金粉末にC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形する。
【解決手段】Fe、PtおよびCを含有するFePt−C系スパッタリングターゲットであって、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金相と、C相とが互いに分散した構造を有するようにし、ターゲット全体に対するCの含有量を21〜70at%にする。
また、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金粉末にC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、FePt−C系スパッタリングターゲット及びその製造方法に関する。
【背景技術】
【0002】
FePt合金は高温(例えば600℃以上)で熱処理をすることにより、高い結晶磁気異方性を持ったfct(Ordered Face Centered Tetragonal、面心直方)構造を備えることができるため、磁気記録媒体として注目されている。そのFePt合金の薄膜においてFePt粒子を小さく均一にすべく、炭素(C)を該FePt薄膜中に所定量含めることが提案されている(例えば、特許文献1)。
【0003】
しかしながら、特許文献1に記載されているFePtC薄膜の形成方法は、2インチ直径のFeターゲットおよびCターゲットならびに縦横5mmのPtターゲットを使用して、MgO(100)基板上にFe、Pt、Cを同時に蒸着する方法である。この方法では、得られる膜の組成を厳密に制御することは困難である。また、3つのターゲットが必要であるとともにそれぞれのターゲットについてカソード、電源などが必要となるため、スパッタリングの準備作業に手間がかかるとともに、装置のコストが高くなる。
【0004】
一方、特許文献2には、PtFe系合金からなるスパッタリングターゲットを鋳造法により製造する技術が記載されている。そして、特許文献2の請求項2、3および段落0017において、PtFe系合金に添加する元素の多数の選択肢のうちの1つの選択肢としてCがあげられている。
【0005】
しかしながら、PtFe系合金に添加する元素の多数の選択肢のうちの1つとしてCがあげられているのみで、実際にPtFe系合金にCを添加した具体的な実施例は示されていない。また、特許文献2に記載の技術においてPtFe系合金にたとえCを添加し得たとしても、特許文献2の請求項2、3および段落0017に記載されているように、特許文献2に記載の技術では、FePt−Cスパッタリングターゲット中の炭素(C)の含有量は最大でも20at%である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3950838号公報
【特許文献2】特開2006−161082号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、かかる問題点に鑑みてなされたものであって、複数のターゲットを用いることなく、炭素含有量の多いFePtC系薄膜を単独で形成することができるFePt−C系スパッタリングターゲット及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者は、前記課題を解決するため鋭意研究開発を行った結果、以下のFePt−C系スパッタリングターゲット及びその製造方法により、前記課題を解決できることを見出し、本発明をするに至った。
【0009】
即ち、本発明に係るFePt−C系スパッタリングターゲットの第1の態様は、Fe、PtおよびCを含有するFePt−C系スパッタリングターゲットであって、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とするFePt−C系スパッタリングターゲットである。
【0010】
ここで、「FePt系合金相と、不可避的不純物を含むC相とが互いに分散」とは、FePt系合金相が分散媒、C相が分散質となっている状態、および、C相が分散媒、FePt系合金相が分散質となっている状態を含み、さらにFePt系合金相とC相とが混ざり合っているがどちらが分散媒で、どちらが分散質とは言えない状態も含む概念である。
【0011】
また、本明細書では、FePt系合金と記載したときには、FeとPtを主成分として含む合金を意味し、FeとPtのみを含む2元系合金だけでなく、FeとPtを主成分として含み、かつ、FeとPt以外の金属元素も含む3元系以上の合金も含むものとする。また、FePt−C系スパッタリングターゲットと記載したときには、Fe、Pt、Cを主成分として含むスパッタリングターゲットを意味する。また、FePtC系薄膜と記載したときには、Fe、Pt、Cを主成分として含む薄膜を意味する。
【0012】
また、本明細書において「α〜β」とは「α以上β以下」のことを意味する。
【0013】
本発明に係るFePt−C系スパッタリングターゲットの第2の態様は、Fe、PtおよびCを含有し、さらにFe、Pt以外の1種以上の金属元素を含有するFePt−C系スパッタリングターゲットであって、Ptを40at%以上60at%未満、Fe、Pt以外の前記1種以上の金属元素を0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とするFePt−C系スパッタリングターゲットである。
【0014】
本発明に係るFePt−C系スパッタリングターゲットの第2の態様において、Fe、Pt以外の前記1種以上の金属元素は、Cu、Ag、Mn、Ni、Co、Pd、Cr、V、Bのうちの1種以上とすることができる。また、Fe、Pt以外の前記1種以上の金属元素には、Cuを含ませることができ、また、Fe、Pt以外の前記1種以上の金属元素をCuのみとすることもできる。
【0015】
前記C相は、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることが好ましい。
【0016】
なお、インターセプト法によってC相の平均の大きさを求める方法については、[発明を実施するための形態]の欄において、後述する。
【0017】
前記FePt−C系スパッタリングターゲットにおいて、相対密度が90%以上であることが好ましい。
【0018】
ターゲット全体に対する酸素の含有量が100質量ppm以下であることが好ましい。また、ターゲット全体に対する窒素の含有量が30質量ppm以下であることが好ましい。
【0019】
前記FePt−C系スパッタリングターゲットの中には、磁気記録媒体用として好適に用いることができるものがある。
【0020】
本発明に係るFePt−C系スパッタリングターゲットの製造方法の第1の態様は、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することを特徴とするFePt−C系スパッタリングターゲットの製造方法である。
【0021】
また、本発明に係るFePt−C系スパッタリングターゲットの製造方法の第2の態様は、Ptを40at%以上60at%未満、Fe、Pt以外の前記1種以上の金属元素を0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することを特徴とするFePt−C系スパッタリングターゲットの製造方法である。
【0022】
本発明に係るFePt−C系スパッタリングターゲットの製造方法の第2の態様において、Fe、Pt以外の前記1種以上の金属元素は、Cu、Ag、Mn、Ni、Co、Pd、Cr、V、Bのうちの1種以上とすることができる。また、Fe、Pt以外の前記1種以上の金属元素には、Cuを含ませることができ、また、Fe、Pt以外の前記1種以上の金属元素をCuのみとしてもよい。
【0023】
前記C粉末は、前記混合粉末全体に対するCの含有量が例えば21〜70at%となるように添加することができる。
【0024】
前記雰囲気には該雰囲気外から酸素が供給されていることが好ましい。これにより前記雰囲気の酸素が不足することを防止することができ、C粉末が発火することを抑制することができる。
【0025】
該酸素の供給は大気を供給することによりなしてもよい。該酸素の供給源を大気とすることにより、コストを下げることができる。
【0026】
また、前記雰囲気は大気であってもよい。前記雰囲気を大気とすることにより、コストを下げることができる。
【0027】
ただし、前記雰囲気を大気ではなく、不活性ガスと酸素とから実質的になる雰囲気としてもよい。この場合には、前記混合の段階において、酸素以外の不純物が前記混合粉末に混入することを抑制することができる。
【0028】
前記雰囲気の酸素濃度については、例えば10〜30vol%とすることができる。
【0029】
また、前記雰囲気は前記混合の途中段階で大気に開放してもよい。前記混合の途中段階で前記雰囲気の酸素が不足していた場合であっても、大気に開放することにより大気中から酸素を取り込むことができ、酸素不足を緩和することができる。
【0030】
得られるFePt−C系スパッタリングターゲット中のC相は、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることが好ましい。
【0031】
また、前記混合粉末を加圧下で加熱して成形する際の雰囲気は、真空または不活性ガス雰囲気とすることが好ましい。これにより、得られる焼結体中の酸素等の不純物量を低減させることができる。
【0032】
得られるFePt−C系スパッタリングターゲット中の酸素の含有量は100質量ppm以下とすることが好ましい。また、得られるFePt−C系スパッタリングターゲット中の窒素の含有量は30質量ppm以下とすることが好ましい。
【0033】
前記FePt系合金粉末は不純物の混入を少なくする点でアトマイズ法で作製することが好ましく、該アトマイズ法は、不純物の混入をさらに少なくする点でアルゴンガスまたは窒素ガスを用いて行うことが好ましい。
【0034】
得られるFePt−C系スパッタリングターゲットの中には、磁気記録媒体用として好適に用いることができるものがある。
【0035】
本発明に係るFePt−C系スパッタリングターゲットの第3の態様は、前記製造方法により製造されるFePt−C系スパッタリングターゲットである。
【発明の効果】
【0036】
本発明に係るFePt−C系スパッタリングターゲットを用いることにより、単独で、即ち複数のターゲットを用いることなく当該ターゲット1枚で、炭素含有量の多いFePtC系薄膜を形成することができる。
【0037】
また、本発明に係るFePt−C系スパッタリングターゲットの製造方法によれば、FePt系合金粉末とC粉末とを酸素の存在する雰囲気下で混合して混合粉末を作製するので、C粉末の発火を抑えて安定的にFePt−C系スパッタリングターゲットを製造することができる。また、FeはPtと合金化しているので、C粉末との混合中のFeの発火も抑えることができる。
【図面の簡単な説明】
【0038】
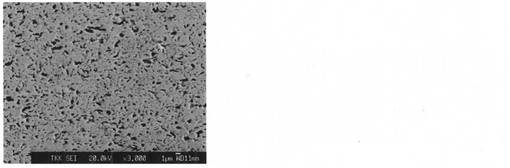
【図1】実施例1における焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)の組織の低倍率(撮影時の写真倍率は3000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
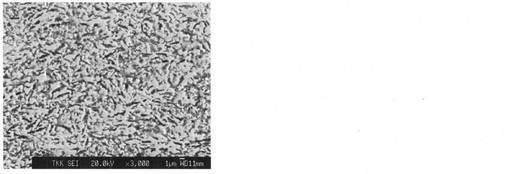
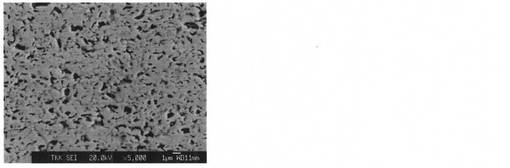
【図2】実施例1における焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)の組織の中倍率(撮影時の写真倍率は5000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
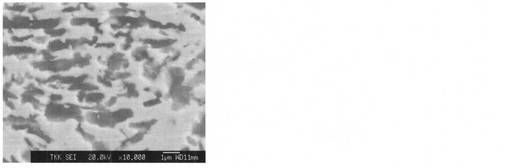
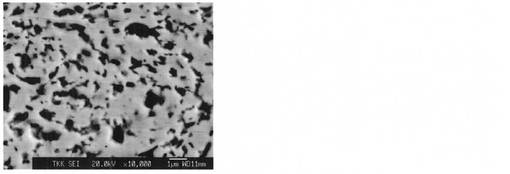
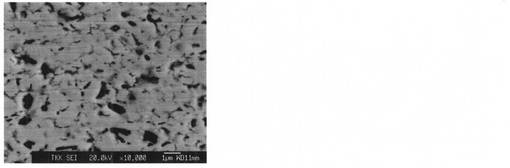
【図3】実施例1における焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)の組織の高倍率(撮影時の写真倍率は10000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図4】実施例2における焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)の組織の低倍率(撮影時の写真倍率は3000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図5】実施例2における焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)の組織の中倍率(撮影時の写真倍率は5000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図6】実施例2における焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)の組織の高倍率(撮影時の写真倍率は10000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
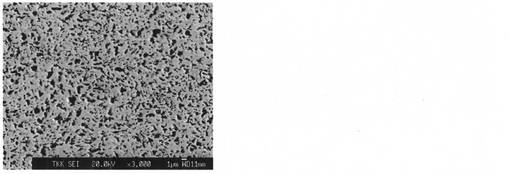
【図7】実施例3における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の低倍率(撮影時の写真倍率は3000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図8】実施例3における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の中倍率(撮影時の写真倍率は5000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図9】実施例3における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の高倍率(撮影時の写真倍率は10000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図10】実施例4における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の低倍率(撮影時の写真倍率は3000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図11】実施例4における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の中倍率(撮影時の写真倍率は5000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図12】実施例4における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の高倍率(撮影時の写真倍率は10000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【発明を実施するための形態】
【0039】
以下、本発明の実施形態について詳細に説明する。
【0040】
1.第1実施形態
1−1.スパッタリングターゲットの構成成分および構造
本発明の第1実施形態に係るFePt−C系スパッタリングターゲットは、Fe、PtおよびC(炭素)を含有するFePt−C系スパッタリングターゲットであって、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とする。
【0041】
1−1−1.FePt合金について
FePt合金は高温(例えば600℃以上)で熱処理をすることにより、高い結晶磁気異方性を持ったfct構造を備えることができるため、磁気記録媒体の記録層となる役割を有し、本発明の実施形態に係るFePt−C系スパッタリングターゲットにおいて主成分となる。
【0042】
FePt合金相におけるPtの含有量を40〜60at%と規定した理由は、FePt合金相におけるPtの含有量が40〜60at%から外れると、fct(面心直方)構造が発現しなくなるおそれがあるからである。FePt合金相においてfct(面心直方)構造が確実に発現するようにするという観点から、FePt合金相におけるPtの含有量は45〜55at%であることが好ましく、49〜51at%であることがさらに好ましく、50at%とすることが特に好ましい。
【0043】
1−1−2.C(炭素)について
C(炭素)は、スパッタリングにより得られるFePtC層中において、磁性粒子であるFePt合金粒子同士を仕切る隔壁となり、FePtC層中におけるFePt合金粒子を小さく均一にする役割を有し、本第1実施形態に係るFePt−C系スパッタリングターゲットにおいて主成分の1つとなる。
【0044】
ターゲット全体に対するCの含有量を21〜70at%とした理由は、スパッタリングにより得られるFePtC層中において、Cが磁性粒子であるFePt合金粒子同士を仕切る隔壁となって、FePt合金粒子を小さく均一にする効果を発現させるためである。Cの含有量が21at%未満ではこの効果が十分に発現しないおそれがある。一方、Cの含有量が70at%を超えると、スパッタリングにより得られるFePtC層中において、FePtC層における単位体積当たりのFePt合金粒子の数が少なくなり、記憶容量の点で不利となる。FePtC層中においてFePt粒子を小さく均一にする効果を発現させる観点および形成するFePtC層の記憶容量の観点から、ターゲット全体に対するCの含有量は30〜65at%であることが好ましく、38〜62at%であることがより好ましい。
【0045】
1−1−3.ターゲットの構造について
本発明の第1実施形態に係るFePt−C系スパッタリングターゲットの構造は、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt合金相と、不可避的不純物を含むC(炭素)相とが互いに分散した構造である。
【0046】
本第1実施形態に係るFePt−C系スパッタリングターゲットにおいて、FePt合金相とC相とを互いに分散させた構造にしている理由は、スパッタリング時に特定の箇所の削られる速度が極端に大きくなるということをなくし、スパッタリングを良好なものとするためである。
【0047】
また、ターゲット中のC相の大きさは、場所によるスパッタレートの違いを小さくする点で、なるべく小さい方がよい。このため、ターゲット中のC相の平均の大きさは、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることが好ましく、0.53μm以下であることがより好ましく、0.45μm以下であることが特に好ましい。
【0048】
一方、ターゲット中のC相の平均の大きさを小さくするためにはFePt合金粉末とC粉末との混合時間を長くすることが現状の微細化技術では必要なので、あまりに小さくすることは現状の微細化技術では現実的ではない。また、ある程度以上ターゲット中のC相の平均の大きさが小さくなれば、場所によるスパッタレートの違いよる問題は特段発生しない。そのため、ターゲット中のC相の平均の大きさについて下限を設けてもよい。下限を設ける場合、現状の微細化技術におけるコストも含めて考えて、ターゲット中のC相の平均の大きさは、インターセプト法によって求めた相の平均の大きさが0.2〜0.6μmであることが好ましく、0.25〜0.53μmであることがより好ましく、0.33〜0.45μmであることが特に好ましい。
【0049】
ここで、本明細書において、インターセプト法によってC相の平均の大きさを求める際には、次のように行う。
【0050】
まず、ターゲット断面についてのSEM写真(撮影時の写真倍率10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線をターゲット断面についてのSEM写真に引く。
【0051】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとする。
【0052】
また、ターゲットの相対密度については、その値が大きいほどターゲット中の空隙が減るので、良好にスパッタリングを行う上で好ましい。具体的には、ターゲットの相対密度は90%以上であることが好ましい。ターゲットの相対密度を大きくするためには、後述するように、FePt合金粉末とC粉末との混合を十分に行い、C粉末の粒径を小さくすることが好ましい。これにより、ターゲット中のC相の大きさは小さくなり、焼結中のFePt合金の塑性流動によりターゲット中の空隙を十分に埋めることができ、相対密度が大きくなる。
【0053】
また、ターゲット全体に対する酸素の含有量は100質量ppm以下であることが好ましく、また、ターゲット全体に対する窒素の含有量は30質量ppm以下であることが好ましい。このようにターゲット中の酸素含有量、窒素含有量が少なければ、スパッタリングによって得られるFePtC層中の酸素含有量、窒素含有量も少なくなり、良好なFePtC層を得ることができる。
【0054】
1−2.製造方法について
本第1実施形態に係るFePt−C系スパッタリングターゲットは、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することにより製造することができる。
【0055】
本製造方法では、FePt合金粉末とC粉末を酸素の存在する雰囲気下で混合して混合粉末を作製するので、混合中に新たに表出する新鮮なC表面にも酸素がある程度吸着する。このため、混合過程あるいは混合終了後に混合容器を大気に開放した際にもC粉末の発火が抑えられて安定的にFePt−C系スパッタリングターゲットを製造することができる。
【0056】
また、本製造方法では、Fe、PtはFePt合金粉末として供給され、Fe単体粉末、Pt単体粉末として供給されるわけではない。Fe単体粉末は活性が高く、大気中で発火するおそれがあるが、FeをPtと合金化させてFePt合金粉末とすることにより、粉末状態であっても活性を低くすることができ、C粉末との混合中のFeの発火や、混合終了後に混合容器を大気に開放したときのFeの発火を抑えることができる。
【0057】
1−2−1.FePt合金粉末の作製について
FePt合金粉末の作製方法は特に限定されないが、本実施形態では、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt合金溶湯を用いてアトマイズ法を実施し、該溶湯と同一組成のFePt合金粉末を作製する。
【0058】
FePt合金粉末にPtを40〜60at%含有させることにより、該FePt合金粉末を焼結して得られるターゲット中のFePt合金相もPtを40〜60at%含有することになり、該ターゲットを用いてのスパッタリングにより得られるFePtC層におけるFePt相において、fct構造を発現させやすくなる。
【0059】
FePt合金粉末はアトマイズ法を用いて作製することが好ましい。アトマイズ法では原料金属(Fe、Pt)はいったん高温まで加熱して溶湯にするので、その段階で、Na、K等のアルカリ金属やCa等のアルカリ土類金属、酸素や窒素等のガス不純物は外部に揮発して除去されるので、FePt合金粉末中の不純物量を減らすことができるからである。また、ガスアトマイズ法を用いる場合、アルゴンガスまたは窒素ガスを用いてアトマイズを行うことにより、FePt合金粉末中の不純物量をさらに減らすことができる。
【0060】
アトマイズ法により得られたFePt合金粉末を用いて得られるターゲットは不純物量が少なくなり、ターゲット中の酸素含有量を100質量ppm以下に抑えることができる。また、窒素の含有量も30質量ppm以下に抑えることができる。
【0061】
このため、該ターゲットを用いてのスパッタリングは良好なものとなり、得られるFePtC膜も良好なものとなる。
【0062】
なお、適用可能なアトマイズ法としては、例えばガスアトマイズ法、遠心力アトマイズ法等がある。
【0063】
1−2−2.混合について
前記のようにしてアトマイズ法により得られたFePt合金粉末に、混合粉末全体に対するCの含有量が21〜70at%となるように例えば平均粒径20〜100nmのC粉末を混合して混合粉末を作製する。
【0064】
FePt合金粉末とC粉末との混合において、FePt合金粉末とC粉末との混合が進むにつれてC粉末の粒径が小さくなって新鮮なC表面が新たに表出するが、酸素の存在する雰囲気下で混合することにより、新たに表出した新鮮なC表面にも酸素が吸着する。このため、混合終了時のC粒子表面には一定量以上の酸素がすでに吸着しており、混合終了後に混合容器を開放して大気を導入しても、C粒子表面に吸着する大気中の酸素量は急激には増えず、吸着熱によってC粒子が発火するということは起こりにくくなる。後述する比較例のように、酸素の存在しない雰囲気でFePt合金粉末とC粉末とを混合すると、新たに表出する新鮮なC表面に酸素が吸着しないため、混合終了後に混合容器を大気に開放すると、C粒子表面に大量の酸素が一気に吸着して吸着熱が急激に発生し、C粒子が発火してしまう可能性が高くなる。
【0065】
混合終了時点でC粒子表面に十分な量の酸素を吸着させておくという観点から、混合する際の雰囲気には酸素を混合容器外から継続的に供給するようにしておくことが好ましい。酸素を継続的に供給するようにしておくことにより雰囲気中の酸素の不足は生じにくくなり、混合中のC粒子表面に十分な量の酸素を吸着させやすくなる。
【0066】
ただし、FePt合金粉末とC粉末とを混合する際の雰囲気中の酸素量が多すぎると、混合中にC粉末が発火してしまうおそれがある。
【0067】
混合終了時点でC粒子表面に十分な量の酸素を吸着させておくという観点と、雰囲気中の酸素量が多すぎると混合中にC粒子が発火してしまうおそれがあるという観点から、混合する際の雰囲気の酸素濃度は10〜30vol%であることが好ましく、15〜25vol%であることがさらに好ましく、19〜22vol%であることが特に好ましい。
【0068】
また、混合する際の雰囲気中への酸素の供給は、大気を供給することによりなしてもよく、この場合にはコストを低減することができる。
【0069】
また、混合する際の雰囲気は不活性ガスと酸素とから実質的になるようにしてもよく、この場合には、雰囲気中から混合粒子中への不純物の混入を抑制することができる。不活性ガスとしては例えばアルゴン、窒素等を用いることができる。
【0070】
また、混合する際の雰囲気は混合の途中段階で大気に開放してもよい。混合の途中段階で雰囲気の酸素が不足していた場合であっても、大気に開放することにより大気中から酸素を取り込むことができ、酸素不足を緩和することができる。
【0071】
1−2−3.成形方法について
前記のようにして作製した混合粉末を加圧下で加熱して成形する方法は特に限定されず、例えば、ホットプレス法、熱間等方圧プレス法(HIP法)、放電プラズマ焼結法(SPS法)等を用いることができる。これらの成形方法は本発明の実施に際し、真空中や不活性雰囲気中で実施することが好ましい。これにより、前記混合粉末中にある程度酸素が含まれていても、得られる焼結体中の酸素量は少なくなる。
【0072】
1−3.効果について
前記特許文献2(特開2006−161082号公報)には、鋳造法によってPtFe系合金からなるスパッタリングターゲットを製造する方法が開示されているが、鋳造法でC(炭素)の含有量を多くすることは、合金への固溶限の存在、および合金との比重差による分離等のため困難である。前記特許文献2(特開2006−161082号公報)の請求項2、3および段落0017では、PtFe系合金に添加する元素の多数の選択肢のうちの1つの選択肢としてCがあげられているが、最大でもその含有量は20at%である。
【0073】
これに対し、本第1実施形態の製造方法では焼結法を用いているため、ターゲット全体に対するCの含有量を多くすることができる。具体的には、例えば、Cの含有量が21〜70at%と多いFePt−C系スパッタリングターゲットを作製することができる。このため、本第1実施形態に係るFePt−C系スパッタリングターゲットを用いてスパッタリングを行うことにより、得られるFePtC薄膜中の炭素含有量を多くすることができる。
【0074】
また、本第1実施形態の製造方法では酸素の存在する雰囲気中でFePt合金粉末とC粉末とを混合するため、混合終了時のC粒子表面には一定量以上の酸素がすでに吸着しており、混合終了後に混合容器を開放して大気を導入しても、C粒子に急激に酸素が吸着することは起こりにくく、C粒子が発火することが抑制され、ターゲット全体に対するCの含有量が21〜70at%と多くてもFePt−C系スパッタリングターゲットを安定的に作製することができる。
【0075】
また、本第1実施形態の製造方法では、FeをPtと合金化させてFePt合金粉末とすることにより、粉末状態であってもFeの活性を低くすることができ、C粉末との混合中のFeの発火を抑えることができる。
【0076】
2.第2実施形態
2−1.スパッタリングターゲットの構成成分および構造
第1実施形態に係るFePt−C系スパッタリングターゲットでは合金成分としてFe、Ptを含有していたが、本発明の第2実施形態に係るFePt−C系スパッタリングターゲットでは合金成分としてFe、Pt以外の金属元素であるCuがさらに含有されており、この点が第1実施形態に係るFePt−C系スパッタリングターゲットとは異なる。即ち、本発明の第2実施形態に係るFePt−C系スパッタリングターゲットは、Fe、PtおよびCを含有し、さらにFe、Pt以外の金属元素であるCuを含有するFePt−C系スパッタリングターゲットであって、Ptを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有し、かつ、PtとCuの合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とする。
【0077】
2−1−1.FePtCu合金について
本発明の第2実施形態に係るFePt−C系スパッタリングターゲットではFePt合金にCuが含有されてFePtCu合金となっている。Cuを含有させることにより、FePt系合金の結晶構造をfct構造にするための熱処理温度(例えば、600℃)を低下させることができ、スパッタリングをして得られたFePtC層に対する熱処理のコストを低減することができる。さらには、Cuを含有させることにより、スパッタリング時に発生する熱によって、得られたFePtC層の結晶構造を、別途の熱処理なしでfct構造にできる可能性もある。
【0078】
本第2実施形態のFePtCu合金相におけるPtの含有量を40at%以上60at%未満と規定した理由は、FePtCu合金相におけるPtの含有量が40at%以上60at%未満から外れると、fct(面心直方)構造が発現しなくなるおそれがあるからである。FePtCu合金相においてfct(面心直方)構造が確実に発現するようにするという観点から、FePtCu合金相におけるPtの含有量は、45〜55at%であることが好ましく、49〜51at%であることがさらに好ましい。ただし、FeとPtの合計の含有量が100at%未満であること、Cuの含有量が0at%よりも多く20at%以下であること、およびPtとCuの合計が60at%以下であることを前提とする。
【0079】
FePt合金に含有させることが可能なCu以外の金属としては、例えば、Ag、Mn、Ni、Co、Pd、Cr、V、B等がある。
【0080】
2−1−2.C(炭素)について
C(炭素)の役割は先に説明した第1実施形態の場合と同様であり、C(炭素)は、スパッタリングにより得られたFePtCuC層中において、磁性粒子であるFePtCu合金粒子同士を仕切る隔壁となり、FePtCuC層中におけるFePtCu粒子を小さく均一にする役割を有し、本第2実施形態に係るFePt−C系スパッタリングターゲットにおいて主成分となる。
【0081】
ターゲット全体に対するCの含有量を21〜70at%とした理由は、第1実施形態の場合と同様であり、スパッタリングにより得られるFePtCuC層中において、Cが磁性粒子であるFePtCu合金粒子同士を仕切る隔壁となって、FePtCu合金粒子を小さく均一にする効果を発現させるためである。Cの含有量が21at%未満ではこの効果が十分に発現しないおそれがある。一方、Cの含有量が70at%を超えると、スパッタリングにより得られるFePtCuC層中において、FePtCuC層における単位体積当たりのFePtCu合金粒子の数が少なくなり、記憶容量の点で不利となる。FePtCuC層中においてFePtCu粒子を小さく均一にする効果を発現させる観点および形成するFePtCuC層の記憶容量の観点から、ターゲット全体に対するCの含有量は30〜65at%であることが好ましく、38〜62at%であることがより好ましい。
【0082】
2−1−3.ターゲットの構造について
本発明の第2実施形態に係るFePt−C系スパッタリングターゲットの構造は、Ptを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有し、かつ、PtとCuの合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造であり、ターゲット全体に対するCの含有量は21〜70at%である。
【0083】
第2実施形態に係るFePt−C系スパッタリングターゲットにおいて、FePtCu合金相とC相とを互いに分散させた構造にしている理由は、第1実施形態に係るFePt−C系スパッタリングターゲットの場合と同様であり、スパッタリング時に特定の箇所の削られる速度が極端に大きくなるということをなくし、スパッタリングを良好なものとするためである。
【0084】
また、ターゲット中のC相の大きさについては、第1実施形態に係るFePt−C系スパッタリングターゲットの場合と同様の理由により、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることが好ましく、0.53μm以下であることがより好ましく、0.45μm以下であることが特に好ましい。また、第1実施形態に係るFePt−C系スパッタリングターゲットの場合と同様に、ターゲット中のC相の大きさについて下限を設けてもよく、下限を設ける場合、現状の微細化技術におけるコストも含めて考えて、ターゲット中のC相の平均の大きさは、インターセプト法によって求めた相の平均の大きさが0.2〜0.6μmであることが好ましく、0.25〜0.53μmであることがより好ましく、0.33〜0.45μmであることが特に好ましい。
【0085】
また、ターゲットの相対密度については、第1実施形態に係るFePt−C系スパッタリングターゲットと同様に、その値が大きいほどターゲット中の空隙が減るので、良好にスパッタリングを行う上で好ましい。具体的には、ターゲットの相対密度は90%以上であることが好ましい。ターゲットの相対密度を大きくするためには、後述するように、FePtCu合金粉末とC粉末との混合を十分に行い、C粉末の粒径を小さくすることが好ましい。これにより、ターゲット中のC相の大きさは小さくなり、焼結中のFePtCu合金の塑性流動によりターゲット中の空隙を十分に埋めることができ、相対密度が大きくなる。
【0086】
ターゲット全体に対する酸素の含有量は、第1実施形態に係るFePt−C系スパッタリングターゲットと同様に、100質量ppm以下であることが好ましく、また、ターゲット全体に対する窒素の含有量が30質量ppm以下であることが好ましい。このようにターゲット中の酸素含有量、窒素含有量が少なければ、スパッタリングによって得られるFePtCuC層中の酸素含有量、窒素含有量も少なくなり、良好なFePtCuC層を得ることができる。
【0087】
2−2.製造方法について
本第2実施形態に係るFePt−C系スパッタリングターゲットは、Ptを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有し、かつ、PtとCuの合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePtCu合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することにより製造することができる。
【0088】
本製造方法では、FePtCu合金粉末とC粉末を酸素の存在する雰囲気下で混合して混合粉末を作製するので、混合中に新たに表出する新鮮なC表面にも酸素がある程度吸着する。このため、混合過程中あるいは混合終了後に混合容器を大気に開放した際にもC粉末の発火が抑えられて安定的にFePt−C系スパッタリングターゲットを製造することができる。
【0089】
また、本製造方法も、第1実施形態のターゲットを製造する方法と同様にFeは単体粉末として供給されるわけではなく、Fe、Pt、CuはFePtCu合金粉末として供給され、Fe単体粉末、Pt単体粉末、Cu単体粉末として供給されるわけではない。Fe単体粉末は活性が高く、大気中で発火するおそれがあるが、FeをPt、Cuと合金化させてFePtCu合金粉末とすることにより、粉末状態であっても活性を低くすることができる。したがって、本製造方法も、第1実施形態のターゲットを製造する方法と同様に、C粉末との混合中のFeの発火や、混合終了後に混合容器を大気に開放したときのFeの発火を抑えることができる。
【0090】
2−2−1.FePtCu合金粉末の作製について
FePtCu合金粉末の作製方法は特に限定されないが、本製造方法では、Ptを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePtCu合金溶湯を用いてアトマイズ法を実施し、該溶湯と同一組成のFePtCu合金粉末を作製する。
【0091】
FePtCu合金粉末にPtを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有(ただし、PtとCuの合計が60at%以下)させることにより、該FePtCu合金粉末を焼結して得られるターゲット中のFePtCu合金相もPtを40at%以上60at%未満、Feを40at%以上60at%未満含有することになり、該ターゲットを用いてのスパッタリングにより得られるFePtCuC層におけるFePtCu相において、fct構造を発現させやすくなる。
【0092】
FePtCu合金粉末は、第1実施形態のターゲットを製造する方法と同様に、アトマイズ法を用いて作製することが好ましい。アトマイズ法では原料金属(Fe、Pt、Cu)はいったん高温まで加熱して溶湯にするので、その段階で、Na、K等のアルカリ金属やCa等のアルカリ土類金属、酸素や窒素等のガス不純物は外部に揮発して除去されるので、FePtCu合金粉末中の不純物量を減らすことができるからである。また、ガスアトマイズ法を用いる場合、アルゴンガスまたは窒素ガスを用いてアトマイズを行うことにより、FePtCu合金粉末中の不純物量をさらに減らすことができる。
【0093】
アトマイズ法により得られたFePtCu合金粉末を用いて得られるターゲットは不純物量が少なくなり、ターゲット中の酸素含有量を100質量ppm以下に抑えることができる。また、窒素の含有量も30質量ppm以下に抑えることができる。
【0094】
このため、該ターゲットを用いてのスパッタリングは良好なものとなり、得られるFePtCuC膜も良好なものとなる。
【0095】
なお、適用可能なアトマイズ法は、第1実施形態のターゲットを製造する場合と同様に、例えばガスアトマイズ法、遠心力アトマイズ法等がある。
【0096】
2−2−2.混合について
本製造方法では、前記のようにしてアトマイズ法により得られたFePt合金粉末に、第1実施形態のターゲットを製造する方法と同様に、粉末全体に対するCの含有量が21〜70at%となるように例えば平均粒径20〜100nmのC粉末を混合して混合粉末を作製する。
【0097】
FePtCu合金粉末とC粉末との混合において、FePtCu合金粉末とC粉末との混合が進むにつれてC粉末の粒径が小さくなって新鮮なC表面が新たに表出するが、酸素の存在する雰囲気下で混合することにより、第1実施形態のターゲットを製造する方法と同様に、新たに表出した新鮮なC表面にも酸素が吸着する。このため、混合終了時のC粒子表面には一定量以上の酸素がすでに吸着しており、混合終了後に混合容器を開放して大気を導入しても、C粒子表面に吸着する大気中の酸素量は急激には増えず、吸着熱によってC粒子が発火するということは起こりにくくなる。
【0098】
混合終了時点でC粒子表面に十分な量の酸素を吸着させておくという観点から、第1実施形態のターゲットを製造する方法と同様に、本製造方法では、混合する際の雰囲気には酸素を混合容器外から継続的に供給するようにしておくことが好ましい。酸素を継続的に供給するようにしておくことにより雰囲気中の酸素の不足は生じにくくなり、混合中のC粒子表面に十分な量の酸素を吸着させやすくなる。
【0099】
ただし、FePtCu合金粉末とC粉末とを混合する際の雰囲気中の酸素量が多すぎると、混合中にC粉末が発火してしまうおそれがある。
【0100】
混合終了時点でC粒子表面に十分な量の酸素を吸着させておくという観点と、雰囲気中の酸素量が多すぎると混合中にC粒子が発火してしまうおそれがあるという観点から、本製造方法では、第1実施形態のターゲットを製造する方法と同様に、混合する際の雰囲気の酸素濃度は10〜30vol%であることが好ましく、15〜25vol%であることがさらに好ましく、19〜22vol%であることが特に好ましい。
【0101】
また、混合する際の雰囲気中への酸素の供給は、大気を供給することによりなしてもよく、この場合にはコストを低減することができる。
【0102】
また、混合する際の雰囲気は不活性ガスと酸素とから実質的になるようにしてもよく、この場合には、雰囲気中から混合粒子中への不純物の混入を抑制することができる。不活性ガスとしては例えばアルゴン、窒素等を用いることができる。
【0103】
また、混合する際の雰囲気は混合の途中段階で大気に開放してもよい。混合の途中段階で雰囲気の酸素が不足していた場合であっても、大気に開放することにより大気中から酸素を取り込むことができ、酸素不足を緩和することができる。
【0104】
2−2−3.成形方法について
本製造方法では、前記のようにして作製した混合粉末を加圧下で加熱して成形する方法は特に限定されず、第1実施形態のターゲットを製造する方法と同様に、例えば、ホットプレス法、熱間等方圧プレス法(HIP法)、放電プラズマ焼結法(SPS法)等を用いることができる。これらの成形方法は本発明の実施に際し、真空中や不活性雰囲気中で実施することが好ましい。これにより、前記混合粉末中にある程度酸素が含まれていても、得られる焼結体中の酸素量は少なくなる。
【0105】
2−3.効果について
本第2実施形態の製造方法では、第1実施形態の製造方法と同様に、焼結法を用いているため、ターゲット全体に対するCの含有量を多くすることができる。具体的には、例えば、Cの含有量が21〜70at%と多いFePt−C系スパッタリングターゲットを作製することができる。このため、本第2実施形態に係るFePt−C系スパッタリングターゲットを用いてスパッタリングを行うことにより、得られるFePtC薄膜中の炭素含有量を多くすることができる。
【0106】
また、本第2実施形態の製造方法では、酸素の存在する雰囲気中でFePtCu合金粉末とC粉末とを混合するため、混合終了時のC粒子表面には一定量以上の酸素がすでに吸着しており、混合終了後に混合容器を開放して大気を導入しても、C粒子に急激に酸素が吸着することは起こりにくく、C粒子が発火することが抑制され、ターゲット全体に対するCの含有量が21〜70at%と多くてもFePt−C系スパッタリングターゲットを安定的に作製することができる。
【0107】
また、本第2実施形態の製造方法では、FeをPt、Cuと合金化させてFePtCu合金粉末とすることにより、粉末状態であってもFeの活性を低くすることができ、C粉末との混合中のFeの発火を抑えることができる。
【実施例】
【0108】
(実施例1)
本実施例1における混合粉末およびターゲットの組成の目標は40(50Fe−50Pt)−60Cである。即ち、金属成分の組成の目標は50at%Fe−50at%Ptであり、FePt合金とC(炭素)の組成比の目標は、FePt合金が40at%、Cが60at%である。ただし、後述するように、混合粉末作製時およびターゲットの焼結時にC(炭素)の一部が揮発するので、得られる混合粉末およびターゲットにおいて、FePt合金とC(炭素)の組成比は目標値から少しずれる。なお、C(炭素)の含有量をat%ではなくvol%で表示すると、本実施例1における混合粉末およびターゲットの組成の目標は(50Fe−50Pt)−49.6vol%Cである。
【0109】
合金組成がFe:50at%、Pt:50at%となるようにバルク状の各金属を秤量し、高周波で加熱して1800℃のFe−Pt合金溶湯とし、アルゴンガスを用いたガスアトマイズ法により50at%Fe−50at%Pt合金粉末を作製した。得られた合金粉末の平均粒径を日機装株式会社製のマイクロトラックMT3000により測定したところ、50μmであった。
【0110】
得られたFe−Pt合金粉末620.00gに、Cの含有量が粉末全体に対して60at%となるように平均粒径35μmで嵩密度0.25g/cm3のC粉末を89.03g
添加し、ボールミルでその回転回数が累計で4136400回に達するまで混合して混合粉末を作製した。以下、ボールミルの累計の回転回数を、ボールミル累計回転回数または単に回転回数と記すことがある。
【0111】
混合中、混合容器のふたは閉じておいたが、混合容器には外気を導入する導入口と排気する排気口を設け、混合容器内は常に新鮮な大気を循環させるようにし、混合容器内の酸素量が常に大気と同等になるようにした。
【0112】
ボールミル累計回転回数が935280回、2535840回、4136400回の各時点で、混合容器のふたを開けて混合粉末を取り出し、混合粉末中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。また、混合容器のふたを開けた際、目視で発火の有無について確認した。それらの結果を下記表1に記す。
【0113】
【表1】

【0114】
ボールミル累計回転回数が935280回、2535840回、4136400回の各時点で混合容器を開放して、目視で発火の有無について確認したが、いずれの場合も発火は確認されなかった。
【0115】
ボールミル累計回転回数が多くなるにしたがって、混合粉末中の酸素含有量が増えているが、炭素の含有量は減少している。混合が進むにつれてC粉末への酸素の吸着が進む一方、一部の炭素は酸素と反応してCOやCO2となって揮発したと考えられる。混合粉末
中の窒素含有量はボールミル累計回転回数935280回以降ほぼ一定である。
【0116】
ボールミル累計回転回数4136400回の混合を行った後の混合粉末を、温度:1460℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行い、焼結体を作製した。
【0117】
作製した焼結体の密度をアルキメデス法により測定し、その測定値を理論密度で除して相対密度を求めた。その結果を下記の表2に示す。なお、理論密度算出の際に用いた炭素量は実測した焼結体中の炭素含有量(表3参照)を用いており、混合時および焼結時に減少した炭素量を考慮して理論密度を算出している。
【0118】
【表2】
【0119】
相対密度は96.4%と高く、得られた焼結体の空孔は少なかった。
【0120】
焼結体中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置で、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。下記表3にその測定結果を示す。なお、下記表3には、焼結させる前の混合粉末(ボールミル累計回転回数4136400回)についての測定結果も比較のため記載している。
【0121】
【表3】
【0122】
ボールミル累計回転回数4136400回の混合を行った後の混合粉末中の酸素の含有量が2.30質量%であるのに対し、該混合粉末を真空中でホットプレスを行って得た焼結体中の酸素の含有量は0.0045質量%(45質量ppm)であり約511分の1に減少しており、顕著に減少している。したがって、酸素の存在する雰囲気で混合を行って混合中にC粉末へ酸素が多量に吸着しても、焼結時に揮発し、焼結体中に酸素はほとんど導入されないことがわかる。
【0123】
また、窒素についてもホットプレスを行って得た焼結体中の含有量は約647分の1に減少しており、顕著に減少している。
【0124】
炭素についてはホットプレスを行うことによりわずかに減少している。表面に吸着していた酸素とホットプレス時に反応してCOやCO2となって揮発したとものと考えられる
。
【0125】
得られた焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)の組織観察を走査型電子顕微鏡(SEM)で行った。図1、図2、図3に焼結体のSEM写真を示す。図1は低倍率(撮影時の写真倍率は3000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図2は中倍率(撮影時の写真倍率は5000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図3は高倍率(撮影時の写真倍率は10000倍)のSEM写真(写真中の縮尺目盛りは1μm)である。図1、図2、図3において濃い灰色の部分がC相であり、白色の部分がFePt合金相である。図1、図2、図3からわかるように、組織全体に微細なC相が分散した構造となっていることがわかる。
【0126】
次に、得られた焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)中の相の大きさをインターセプト法によって求めた。
【0127】
具体的には、ターゲット断面についての図6のSEM写真(撮影時の写真倍率は10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線を図6のSEM写真に引いた。
【0128】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとした。その結果、インターセプト法によって求めたC相の平均の大きさは0.52μmであった。
【0129】
(実施例2)
混合容器内を大気にして密閉しその中でFePt粉末とC粉末を混合したこと、ボールミル累計回転回数を変えたこと、混合途中で混合容器を開放して新鮮な大気を導入する回数とタイミングを変えたこと、および焼結体作製時の焼結温度を1380℃、1340℃としたこと以外は実施例1と同様にして、混合粉末、焼結体の作製を行った。本実施例2における混合粉末およびターゲットの目標とする組成は実施例1と同じであり、40(50Fe−50Pt)−60Cである。
【0130】
ボールミル累計回転回数が2805840回、4073760回の各時点で、混合容器のふたを開けて混合粉末を取り出し、混合粉末中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。また、混合容器のふたを開けた際、目視で発火の有無について確認した。それらの結果を下記表4に記す。
【0131】
【表4】
【0132】
ボールミル累計回転回数が935280回、1870560回、2805840回、4073760回の各時点で混合容器を開放して、目視で発火の有無について確認したが、いずれの場合も発火は確認されなかった。
【0133】
ボールミル累計回転回数が2805840回の時点で、混合開始前(回転回数0回)と比べて、混合粉末中の酸素含有量が114倍に増えているが、炭素の含有量は減少している。混合が進むにつれてC粉末への酸素の吸着が進む一方、一部の炭素は酸素と反応してCOやCO2となって揮発したと考えられる。混合粉末中の窒素含有量も、ボールミル累
計回転回数が2805840回の時点では、混合開始前(回転回数0回)と比べて約25倍に増えている。
【0134】
次に、ボールミル累計回転回数2805840回の混合を行った混合粉末を、温度:1380℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行い、ボールミル累計回転回数4073760回の混合を行った混合粉末を、温度:1340℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行って、それぞれ焼結体を作製した。
【0135】
作製した焼結体の密度をアルキメデス法により測定し、それぞれの測定値を理論密度で除して相対密度を求めた。その結果を下記の表5に示す。なお、理論密度算出の際に用いた炭素量は表6に示す焼結体中の炭素含有量を用いており、混合時および焼結時に減少した炭素量を考慮して理論密度を算出している。
【0136】
【表5】
【0137】
2種の焼結体の相対密度は93.4%、92.0%と高く、得られた焼結体の空孔は少なかった。
【0138】
焼結体中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置で、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。下記表3にその測定結果を示す。なお、下記表6には、焼結させる前の混合粉末(ボールミル累計回転回数が2805840回、4073760回)についての測定結果も比較のため記載している。
【0139】
【表6】
【0140】
ボールミル累計回転回数が2805840回の混合を行った後の混合粉末中の酸素の含有量は2.28質量%であるのに対し、該混合粉末を真空中でホットプレスを行って得た焼結体中の酸素の含有量は0.0048質量%(48質量ppm)であり475分の1に減少している。また、トータルの回転回数が4073760回の混合を行った後の混合粉末中の酸素の含有量は1.98質量%であるのに対し、該混合粉末を真空中でホットプレスを行って得た焼結体中の酸素の含有量は0.0053質量%(53質量ppm)であり約374分の1に減少している。したがって、酸素の存在する雰囲気で混合を行って混合中にC粉末へ酸素が多量に吸着しても焼結時に揮発し、焼結体中に残留する酸素は少なくなっていることがわかる。
【0141】
また、窒素についても焼結体中の含有量は混合粉末中よりも顕著に減少している。
【0142】
炭素については焼結を行うことによりわずかに減少している。表面に吸着していた酸素とホットプレス時に反応してCOやCO2となって揮発したとものと考えられる。
【0143】
得られた焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)の組織観察を走査型電子顕微鏡(SEM)で行った。図4、図5、図6に焼結体のSEM写真を示す。図4は低倍率(撮影時の写真倍率は3000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図5は中倍率(撮影時の写真倍率は5000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図6は高倍率(撮影時の写真倍率は10000倍)のSEM写真(写真中の縮尺目盛りは1μm)である。図4、図5、図6において黒色の部分がC相であり、白色の部分がFePt合金相である。図4、図5、図6からわかるように、組織全体に微細なC相が分散した構造となっていることがわかる。
【0144】
次に、得られた焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)中の相の大きさをインターセプト法によって求めた。
【0145】
具体的には、ターゲット断面についての図6のSEM写真(撮影時の写真倍率は10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線を図6のSEM写真に引いた。
【0146】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとした。その結果、インターセプト法によって求めたC相の平均の大きさは0.50μmであった。
【0147】
(実施例3)
本実施例3における混合粉末およびターゲットの組成の目標は60(50Fe−50Pt)−40Cである。即ち、金属成分の組成の目標は50at%Fe−50at%Ptであり、FePt合金とC(炭素)の組成比の目標は、FePt合金が60at%、Cが40at%である。実施例1および2においては全体に対するCの組成比の目標が60at%であるのに対し、本実施例3におけるCの組成比の目標は40at%であり、実施例1および2よりもCの含有量が少なくなっている。なお、後述するように、混合粉末作製時およびターゲットの焼結時にC(炭素)の一部が揮発するので、得られる混合粉末およびターゲットにおいて、FePt合金とC(炭素)の組成比は目標値から少しずれる。また、C(炭素)の含有量をat%ではなくvol%で表示すると、本実施例3における混合粉末およびターゲットの組成の目標は(50Fe−50Pt)−30.4vol%Cである。
【0148】
また、本実施例3においては、混合容器内を混合ガス(Ar−20%O2)にして密閉しその中でFePt粉末とC粉末を混合したこと、ボールミル累計回転回数を変えたこと、混合途中で混合容器を開放して新鮮な大気を導入する回数とタイミングを変えたこと、および焼結体作製時の焼結温度を1250℃、1300℃としたことが実施例2と異なる。
【0149】
以上の点以外は実施例2と同様にして、混合粉末、焼結体の作製を行った。
【0150】
ボールミル累計回転回数が290520回、905040回、1195560回、1810080回、2246400回、3181680回の各時点で混合容器を開放して、目視で発火の有無について確認したが、いずれの場合も発火は確認されなかった。
【0151】
ボールミル累計回転回数が1810080回の混合を行った混合粉末を、温度:1300℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行い、ボールミル累計回転回数が3181680回の混合を行った混合粉末を、温度:1250℃、1300℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行って、それぞれ焼結体を作製した。
【0152】
作製した焼結体の密度をアルキメデス法により測定し、それぞれの測定値を理論密度で除して相対密度を求めた。その結果を下記の表7に示す。なお、理論密度算出の際に用いた炭素含有量は表8に示す焼結体中の炭素含有量を用いており、混合時および焼結時に減少した炭素量を考慮して理論密度を算出している。
【0153】
【表7】
【0154】
3種の焼結体の相対密度は100.0%、96.9%、95.2%と高く、得られた焼結体の空孔は少なかった。
【0155】
表7に記載の混合粉末を焼結温度1250℃または1300℃で焼結して成形した焼結体中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置で、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。下記表8にその測定結果を示す。
【0156】
【表8】
【0157】
表8に示されるように、焼結体中の酸素含有量、窒素含有量は極めて少なかった。
【0158】
得られた焼結体の組織観察を走査型電子顕微鏡(SEM)で行った。図7、図8、図9に焼結体のSEM写真を示す。図7は低倍率(撮影時の写真倍率は3000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図8は中倍率(撮影時の写真倍率は5000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図9は高倍率(撮影時の写真倍率は10000倍)のSEM写真(写真中の縮尺目盛りは1μm)である。図7、図8、図9において黒色の部分がC相であり、白色の部分がFePt合金相である。図7、図8、図9からわかるように、組織全体に微細なC相が分散した構造となっていることがわかる。
【0159】
次に、得られた焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)中の相の大きさをインターセプト法によって求めた。
【0160】
具体的には、ターゲット断面についての図9のSEM写真(撮影時の写真倍率は10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線を図9のSEM写真に引いた。
【0161】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとした。その結果、インターセプト法によって求めたC相の平均の大きさは0.33μmであった。
【0162】
(比較例1)
混合容器内をアルゴン(Ar)にして密閉しその中でFePt粉末とC粉末を混合したこと、ボールミル累計回転回数を変えたこと、混合途中で混合容器を開放して新鮮な大気を導入する回数とタイミングを変えたこと、および焼結体作製時の焼結温度を1100℃としたこと以外は実施例3と同様にして、混合粉末、焼結体の作製を行った。本比較例1における混合粉末およびターゲットの目標とする組成は実施例3と同じであり、60(50Fe−50Pt)−40Cである。実施例1および2においては全体に対するCの組成比の目標が60at%であるのに対し、本比較例1におけるCの組成比の目標は40at%であり、実施例1および2よりもCの含有量が少なくなっている。
【0163】
ボールミル累計回転回数が209520回、608040回、1006560回、1405080回、1803600回、2202120回、2816640回の各時点で混合容器を開放して、目視で発火の有無について確認したところ、ボールミル累計回転回数が2202120回の時点まではいずれの場合も発火が確認されなかったが、ボールミル累計回転回数が2816640回の時点で発火が確認された。
【0164】
混合時の混合容器内の雰囲気は、正確には、混合開始後の初期(ボールミル累計回転回数が209520回まで)のみ密閉した混合ガス(Ar−20%O2)雰囲気であり、そ
れ以降は密閉したアルゴン(Ar)雰囲気である。混合開始後の初期(ボールミル累計回転回数が209520回まで)のみ密閉した混合ガス(Ar−20%O2)雰囲気で混合
したが、最終的なボールミル累計回転回数2816640回のうちの7.4%にすぎず、混合開始後の初期(ボールミル累計回転回数が209520回まで)の混合でC粉末表面に吸着する酸素は少量であると考えられる。したがって、本比較例1は、ある一定以下の酸素が吸着したC粒子とFePt粉末とをアルゴン(Ar)雰囲気で、2816640−209520=2607120回混合した実験例であると言うことができる。
【0165】
ボールミル累計回転回数が1405080回の混合を行った混合粉末を、温度:1100℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行って、焼結体を作製した。
【0166】
作製した焼結体の密度をアルキメデス法により測定し、それぞれの測定値を理論密度で除して相対密度を求めた。その結果を下記の表9に示す。なお、本比較例1では実施例1〜3のように、焼結時に減少した炭素量を考慮して理論密度を算出することはしていない。
【0167】
【表9】
【0168】
焼結体の相対密度は71.1%と低く、空孔の多い焼結体であった。焼結時に減少した炭素量を考慮して理論密度を算出して相対密度を算出すれば、本比較例1の相対密度は71.1%よりもさらに小さくなると考えられる。
【0169】
(実施例4)
実施例1〜3、比較例1は、金属成分がFe、Ptの2元系であるのに対し、実施例4の金属成分はFe、Pt、Cuの3元系である。
【0170】
本実施例4における混合粉末およびターゲットの組成の目標は66.6(45Fe−45Pt−10Cu)−33.4Cである。即ち、金属成分の組成の目標は45at%Fe−45at%Pt−10at%Cuであり、FePtCu合金とC(炭素)の組成比の目標は、FePtCu合金が66.6at%、Cが33.4at%である。本実施例4では、実施例1〜3、比較例1よりもCの含有量が少なくなっている。なお、後述するように、混合粉末作製時およびターゲットの焼結時にC(炭素)の一部が揮発するので、得られる混合粉末およびターゲットにおいて、FePtCu合金とC(炭素)の組成比は目標値から少しずれる。また、C(炭素)の含有量をat%ではなくvol%で表示すると、本実施例4における混合粉末およびターゲットの組成の目標は(45Fe−45Pt−10Cu)−25vol%Cである。
【0171】
また、本実施例4においては、実施例3と同様に、混合容器内を混合ガス(Ar−20%O2)にして密閉し、その中でFePtCu粉末とC粉末を混合したが、ボールミル累計回転回数は実施例3と異なり、また、混合途中で混合容器を開放して新鮮な大気を導入する回数とタイミングも実施例3と異なる。さらに、焼結体作製時の焼結温度を1350℃とした点も実施例3と異なる。
【0172】
以上の点以外は実施例3と同様にして、混合粉末、焼結体の作製を行った。
【0173】
ボールミル累計回転回数が935280回、1870560回、2805840回、4073760回、5674320回の各時点で混合容器を開放して、目視で発火の有無について確認したが、いずれの場合も発火は確認されなかった。
【0174】
ボールミル累計回転回数が4073760回、5674320回の混合を行った混合粉末を、それぞれ温度:1350℃、圧力:26.2MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行い、焼結体を作製した。
【0175】
作製した焼結体の密度をアルキメデス法により測定し、それぞれの測定値を理論密度で除して相対密度を求めた。その結果を下記の表10に示す。なお、理論密度算出の際に用いた炭素含有量は表11に示す焼結体中の炭素含有量を用いており、混合時および焼結時に減少した炭素量を考慮して理論密度を算出している。
【0176】
【表10】
【0177】
2種の焼結体の相対密度は92.1%、96.4%と高く、得られた焼結体の空孔は少なかった。
【0178】
表11に記載の混合粉末を焼結温度1350℃で焼結して成形した焼結体中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置で、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。下記表11にその測定結果を示す。
【0179】
【表11】
【0180】
表11に示されるように、焼結体中の酸素含有量は極めて少なかった。
【0181】
得られた焼結体の組織観察を走査型電子顕微鏡(SEM)で行った。図10、図11、図12に焼結体のSEM写真を示す。図10は低倍率(撮影時の写真倍率は3000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図11は中倍率(撮影時の写真倍率は5000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図12は高倍率(撮影時の写真倍率は10000倍)のSEM写真(写真中の縮尺目盛りは1μm)である。図10、図11、図12において黒色の部分がC相であり、白色の部分がFePt合金相である。図10、図11、図12からわかるように、組織全体に微細なC相が分散した構造となっていることがわかる。
【0182】
次に、得られた焼結体(ボールミル累計回転回数5674320回、焼結温度1350℃)中の相の大きさをインターセプト法によって求めた。
【0183】
具体的には、ターゲット断面についての図12のSEM写真(撮影時の写真倍率は10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線を図12のSEM写真に引いた。
【0184】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとした。その結果、インターセプト法によって求めたC相の平均の大きさは0.25μmであった。
【0185】
(考察)
実施例1〜4および比較例1についての主要な実験データを下記の表12にまとめて示す。
【0186】
【表12】
【0187】
実施例1〜3は、FePt粉末とC粉末を混合する全過程を酸素の存在する雰囲気下で行い、実施例4は、FePtCu粉末とC粉末を混合する全過程を酸素の存在する雰囲気下で行ったが、実施例1についてはボールミル累計回転回数が4136400回に達しても発火は確認されず、実施例2についてはボールミル累計回転回数が4073760回に達しても発火は確認されず、実施例3についてはボールミル累計回転回数が3181680回に達しても発火は確認されず、実施例4についてはボールミル累計回転回数が5674320回に達しても発火は確認されなかった。
【0188】
これに対し、ボールミル累計回転回数が209520回〜2816640回の間、酸素の存在しないアルゴン雰囲気下でFePt粉末とC粉末との混合を行った比較例1では、ボールミル累計回転回数2816640回で混合容器を開放したところ、発火が確認された。
【0189】
また、実施例1〜4では、ボールミル累計回転回数が2800000回を超える回数まで混合を行った混合粉末を用いて焼結体を作製したが、作製した焼結体の相対密度はいずれも92%以上であった。これに対して、比較例1では、ボールミル累計回転回数が1405080回の混合を行った混合粉末を用いて焼結体を作製したが、作製した焼結体の相対密度は71.1%と小さかった。比較例1の焼結温度が1100℃と低かったことも影響したと思われるが、ボールミル累計回転回数が少なく、焼結体作製に用いた混合粉末中のC粉末の粒径が十分に小さくなっていなかったため、燒結体中の空孔が大きくなり、焼結体の相対密度が小さくなったものと思われる。
【0190】
また、実施例1、2、3、4では、得られたターゲット中のC相の大きさをインターセプト法によって測定したが、それぞれC相の大きさは0.52μm、0.50μm、0.33μm、0.25μmであり、いずれも0.6μmを下回っており、十分に小さくなっていることがわかった。
【0191】
なお、得られたターゲット中のC相の大きさは、ターゲット中のCの含有量が60at%である実施例1、2では0.52μm、0.50μmであり、ターゲット中のCの含有量が40at%である実施例3では0.33μmであり、ターゲット中のCの含有量が33.4at%である実施例4では0.25μmであり、Cの含有量が少ないほどC相の大きさは小さくなっている。これは、Cの含有量が多いとC相同士が連結しやすいので、C相の大きさが小さくなりにくいためと思われる。
【技術分野】
【0001】
本発明は、FePt−C系スパッタリングターゲット及びその製造方法に関する。
【背景技術】
【0002】
FePt合金は高温(例えば600℃以上)で熱処理をすることにより、高い結晶磁気異方性を持ったfct(Ordered Face Centered Tetragonal、面心直方)構造を備えることができるため、磁気記録媒体として注目されている。そのFePt合金の薄膜においてFePt粒子を小さく均一にすべく、炭素(C)を該FePt薄膜中に所定量含めることが提案されている(例えば、特許文献1)。
【0003】
しかしながら、特許文献1に記載されているFePtC薄膜の形成方法は、2インチ直径のFeターゲットおよびCターゲットならびに縦横5mmのPtターゲットを使用して、MgO(100)基板上にFe、Pt、Cを同時に蒸着する方法である。この方法では、得られる膜の組成を厳密に制御することは困難である。また、3つのターゲットが必要であるとともにそれぞれのターゲットについてカソード、電源などが必要となるため、スパッタリングの準備作業に手間がかかるとともに、装置のコストが高くなる。
【0004】
一方、特許文献2には、PtFe系合金からなるスパッタリングターゲットを鋳造法により製造する技術が記載されている。そして、特許文献2の請求項2、3および段落0017において、PtFe系合金に添加する元素の多数の選択肢のうちの1つの選択肢としてCがあげられている。
【0005】
しかしながら、PtFe系合金に添加する元素の多数の選択肢のうちの1つとしてCがあげられているのみで、実際にPtFe系合金にCを添加した具体的な実施例は示されていない。また、特許文献2に記載の技術においてPtFe系合金にたとえCを添加し得たとしても、特許文献2の請求項2、3および段落0017に記載されているように、特許文献2に記載の技術では、FePt−Cスパッタリングターゲット中の炭素(C)の含有量は最大でも20at%である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第3950838号公報
【特許文献2】特開2006−161082号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、かかる問題点に鑑みてなされたものであって、複数のターゲットを用いることなく、炭素含有量の多いFePtC系薄膜を単独で形成することができるFePt−C系スパッタリングターゲット及びその製造方法を提供することを課題とする。
【課題を解決するための手段】
【0008】
本発明者は、前記課題を解決するため鋭意研究開発を行った結果、以下のFePt−C系スパッタリングターゲット及びその製造方法により、前記課題を解決できることを見出し、本発明をするに至った。
【0009】
即ち、本発明に係るFePt−C系スパッタリングターゲットの第1の態様は、Fe、PtおよびCを含有するFePt−C系スパッタリングターゲットであって、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とするFePt−C系スパッタリングターゲットである。
【0010】
ここで、「FePt系合金相と、不可避的不純物を含むC相とが互いに分散」とは、FePt系合金相が分散媒、C相が分散質となっている状態、および、C相が分散媒、FePt系合金相が分散質となっている状態を含み、さらにFePt系合金相とC相とが混ざり合っているがどちらが分散媒で、どちらが分散質とは言えない状態も含む概念である。
【0011】
また、本明細書では、FePt系合金と記載したときには、FeとPtを主成分として含む合金を意味し、FeとPtのみを含む2元系合金だけでなく、FeとPtを主成分として含み、かつ、FeとPt以外の金属元素も含む3元系以上の合金も含むものとする。また、FePt−C系スパッタリングターゲットと記載したときには、Fe、Pt、Cを主成分として含むスパッタリングターゲットを意味する。また、FePtC系薄膜と記載したときには、Fe、Pt、Cを主成分として含む薄膜を意味する。
【0012】
また、本明細書において「α〜β」とは「α以上β以下」のことを意味する。
【0013】
本発明に係るFePt−C系スパッタリングターゲットの第2の態様は、Fe、PtおよびCを含有し、さらにFe、Pt以外の1種以上の金属元素を含有するFePt−C系スパッタリングターゲットであって、Ptを40at%以上60at%未満、Fe、Pt以外の前記1種以上の金属元素を0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とするFePt−C系スパッタリングターゲットである。
【0014】
本発明に係るFePt−C系スパッタリングターゲットの第2の態様において、Fe、Pt以外の前記1種以上の金属元素は、Cu、Ag、Mn、Ni、Co、Pd、Cr、V、Bのうちの1種以上とすることができる。また、Fe、Pt以外の前記1種以上の金属元素には、Cuを含ませることができ、また、Fe、Pt以外の前記1種以上の金属元素をCuのみとすることもできる。
【0015】
前記C相は、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることが好ましい。
【0016】
なお、インターセプト法によってC相の平均の大きさを求める方法については、[発明を実施するための形態]の欄において、後述する。
【0017】
前記FePt−C系スパッタリングターゲットにおいて、相対密度が90%以上であることが好ましい。
【0018】
ターゲット全体に対する酸素の含有量が100質量ppm以下であることが好ましい。また、ターゲット全体に対する窒素の含有量が30質量ppm以下であることが好ましい。
【0019】
前記FePt−C系スパッタリングターゲットの中には、磁気記録媒体用として好適に用いることができるものがある。
【0020】
本発明に係るFePt−C系スパッタリングターゲットの製造方法の第1の態様は、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することを特徴とするFePt−C系スパッタリングターゲットの製造方法である。
【0021】
また、本発明に係るFePt−C系スパッタリングターゲットの製造方法の第2の態様は、Ptを40at%以上60at%未満、Fe、Pt以外の前記1種以上の金属元素を0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することを特徴とするFePt−C系スパッタリングターゲットの製造方法である。
【0022】
本発明に係るFePt−C系スパッタリングターゲットの製造方法の第2の態様において、Fe、Pt以外の前記1種以上の金属元素は、Cu、Ag、Mn、Ni、Co、Pd、Cr、V、Bのうちの1種以上とすることができる。また、Fe、Pt以外の前記1種以上の金属元素には、Cuを含ませることができ、また、Fe、Pt以外の前記1種以上の金属元素をCuのみとしてもよい。
【0023】
前記C粉末は、前記混合粉末全体に対するCの含有量が例えば21〜70at%となるように添加することができる。
【0024】
前記雰囲気には該雰囲気外から酸素が供給されていることが好ましい。これにより前記雰囲気の酸素が不足することを防止することができ、C粉末が発火することを抑制することができる。
【0025】
該酸素の供給は大気を供給することによりなしてもよい。該酸素の供給源を大気とすることにより、コストを下げることができる。
【0026】
また、前記雰囲気は大気であってもよい。前記雰囲気を大気とすることにより、コストを下げることができる。
【0027】
ただし、前記雰囲気を大気ではなく、不活性ガスと酸素とから実質的になる雰囲気としてもよい。この場合には、前記混合の段階において、酸素以外の不純物が前記混合粉末に混入することを抑制することができる。
【0028】
前記雰囲気の酸素濃度については、例えば10〜30vol%とすることができる。
【0029】
また、前記雰囲気は前記混合の途中段階で大気に開放してもよい。前記混合の途中段階で前記雰囲気の酸素が不足していた場合であっても、大気に開放することにより大気中から酸素を取り込むことができ、酸素不足を緩和することができる。
【0030】
得られるFePt−C系スパッタリングターゲット中のC相は、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることが好ましい。
【0031】
また、前記混合粉末を加圧下で加熱して成形する際の雰囲気は、真空または不活性ガス雰囲気とすることが好ましい。これにより、得られる焼結体中の酸素等の不純物量を低減させることができる。
【0032】
得られるFePt−C系スパッタリングターゲット中の酸素の含有量は100質量ppm以下とすることが好ましい。また、得られるFePt−C系スパッタリングターゲット中の窒素の含有量は30質量ppm以下とすることが好ましい。
【0033】
前記FePt系合金粉末は不純物の混入を少なくする点でアトマイズ法で作製することが好ましく、該アトマイズ法は、不純物の混入をさらに少なくする点でアルゴンガスまたは窒素ガスを用いて行うことが好ましい。
【0034】
得られるFePt−C系スパッタリングターゲットの中には、磁気記録媒体用として好適に用いることができるものがある。
【0035】
本発明に係るFePt−C系スパッタリングターゲットの第3の態様は、前記製造方法により製造されるFePt−C系スパッタリングターゲットである。
【発明の効果】
【0036】
本発明に係るFePt−C系スパッタリングターゲットを用いることにより、単独で、即ち複数のターゲットを用いることなく当該ターゲット1枚で、炭素含有量の多いFePtC系薄膜を形成することができる。
【0037】
また、本発明に係るFePt−C系スパッタリングターゲットの製造方法によれば、FePt系合金粉末とC粉末とを酸素の存在する雰囲気下で混合して混合粉末を作製するので、C粉末の発火を抑えて安定的にFePt−C系スパッタリングターゲットを製造することができる。また、FeはPtと合金化しているので、C粉末との混合中のFeの発火も抑えることができる。
【図面の簡単な説明】
【0038】
【図1】実施例1における焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)の組織の低倍率(撮影時の写真倍率は3000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図2】実施例1における焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)の組織の中倍率(撮影時の写真倍率は5000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図3】実施例1における焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)の組織の高倍率(撮影時の写真倍率は10000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図4】実施例2における焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)の組織の低倍率(撮影時の写真倍率は3000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図5】実施例2における焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)の組織の中倍率(撮影時の写真倍率は5000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図6】実施例2における焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)の組織の高倍率(撮影時の写真倍率は10000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図7】実施例3における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の低倍率(撮影時の写真倍率は3000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図8】実施例3における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の中倍率(撮影時の写真倍率は5000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図9】実施例3における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の高倍率(撮影時の写真倍率は10000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図10】実施例4における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の低倍率(撮影時の写真倍率は3000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図11】実施例4における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の中倍率(撮影時の写真倍率は5000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【図12】実施例4における焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)の組織の高倍率(撮影時の写真倍率は10000倍)の走査型電子顕微鏡写真(写真中の縮尺目盛りは1μm)
【発明を実施するための形態】
【0039】
以下、本発明の実施形態について詳細に説明する。
【0040】
1.第1実施形態
1−1.スパッタリングターゲットの構成成分および構造
本発明の第1実施形態に係るFePt−C系スパッタリングターゲットは、Fe、PtおよびC(炭素)を含有するFePt−C系スパッタリングターゲットであって、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とする。
【0041】
1−1−1.FePt合金について
FePt合金は高温(例えば600℃以上)で熱処理をすることにより、高い結晶磁気異方性を持ったfct構造を備えることができるため、磁気記録媒体の記録層となる役割を有し、本発明の実施形態に係るFePt−C系スパッタリングターゲットにおいて主成分となる。
【0042】
FePt合金相におけるPtの含有量を40〜60at%と規定した理由は、FePt合金相におけるPtの含有量が40〜60at%から外れると、fct(面心直方)構造が発現しなくなるおそれがあるからである。FePt合金相においてfct(面心直方)構造が確実に発現するようにするという観点から、FePt合金相におけるPtの含有量は45〜55at%であることが好ましく、49〜51at%であることがさらに好ましく、50at%とすることが特に好ましい。
【0043】
1−1−2.C(炭素)について
C(炭素)は、スパッタリングにより得られるFePtC層中において、磁性粒子であるFePt合金粒子同士を仕切る隔壁となり、FePtC層中におけるFePt合金粒子を小さく均一にする役割を有し、本第1実施形態に係るFePt−C系スパッタリングターゲットにおいて主成分の1つとなる。
【0044】
ターゲット全体に対するCの含有量を21〜70at%とした理由は、スパッタリングにより得られるFePtC層中において、Cが磁性粒子であるFePt合金粒子同士を仕切る隔壁となって、FePt合金粒子を小さく均一にする効果を発現させるためである。Cの含有量が21at%未満ではこの効果が十分に発現しないおそれがある。一方、Cの含有量が70at%を超えると、スパッタリングにより得られるFePtC層中において、FePtC層における単位体積当たりのFePt合金粒子の数が少なくなり、記憶容量の点で不利となる。FePtC層中においてFePt粒子を小さく均一にする効果を発現させる観点および形成するFePtC層の記憶容量の観点から、ターゲット全体に対するCの含有量は30〜65at%であることが好ましく、38〜62at%であることがより好ましい。
【0045】
1−1−3.ターゲットの構造について
本発明の第1実施形態に係るFePt−C系スパッタリングターゲットの構造は、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt合金相と、不可避的不純物を含むC(炭素)相とが互いに分散した構造である。
【0046】
本第1実施形態に係るFePt−C系スパッタリングターゲットにおいて、FePt合金相とC相とを互いに分散させた構造にしている理由は、スパッタリング時に特定の箇所の削られる速度が極端に大きくなるということをなくし、スパッタリングを良好なものとするためである。
【0047】
また、ターゲット中のC相の大きさは、場所によるスパッタレートの違いを小さくする点で、なるべく小さい方がよい。このため、ターゲット中のC相の平均の大きさは、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることが好ましく、0.53μm以下であることがより好ましく、0.45μm以下であることが特に好ましい。
【0048】
一方、ターゲット中のC相の平均の大きさを小さくするためにはFePt合金粉末とC粉末との混合時間を長くすることが現状の微細化技術では必要なので、あまりに小さくすることは現状の微細化技術では現実的ではない。また、ある程度以上ターゲット中のC相の平均の大きさが小さくなれば、場所によるスパッタレートの違いよる問題は特段発生しない。そのため、ターゲット中のC相の平均の大きさについて下限を設けてもよい。下限を設ける場合、現状の微細化技術におけるコストも含めて考えて、ターゲット中のC相の平均の大きさは、インターセプト法によって求めた相の平均の大きさが0.2〜0.6μmであることが好ましく、0.25〜0.53μmであることがより好ましく、0.33〜0.45μmであることが特に好ましい。
【0049】
ここで、本明細書において、インターセプト法によってC相の平均の大きさを求める際には、次のように行う。
【0050】
まず、ターゲット断面についてのSEM写真(撮影時の写真倍率10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線をターゲット断面についてのSEM写真に引く。
【0051】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとする。
【0052】
また、ターゲットの相対密度については、その値が大きいほどターゲット中の空隙が減るので、良好にスパッタリングを行う上で好ましい。具体的には、ターゲットの相対密度は90%以上であることが好ましい。ターゲットの相対密度を大きくするためには、後述するように、FePt合金粉末とC粉末との混合を十分に行い、C粉末の粒径を小さくすることが好ましい。これにより、ターゲット中のC相の大きさは小さくなり、焼結中のFePt合金の塑性流動によりターゲット中の空隙を十分に埋めることができ、相対密度が大きくなる。
【0053】
また、ターゲット全体に対する酸素の含有量は100質量ppm以下であることが好ましく、また、ターゲット全体に対する窒素の含有量は30質量ppm以下であることが好ましい。このようにターゲット中の酸素含有量、窒素含有量が少なければ、スパッタリングによって得られるFePtC層中の酸素含有量、窒素含有量も少なくなり、良好なFePtC層を得ることができる。
【0054】
1−2.製造方法について
本第1実施形態に係るFePt−C系スパッタリングターゲットは、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することにより製造することができる。
【0055】
本製造方法では、FePt合金粉末とC粉末を酸素の存在する雰囲気下で混合して混合粉末を作製するので、混合中に新たに表出する新鮮なC表面にも酸素がある程度吸着する。このため、混合過程あるいは混合終了後に混合容器を大気に開放した際にもC粉末の発火が抑えられて安定的にFePt−C系スパッタリングターゲットを製造することができる。
【0056】
また、本製造方法では、Fe、PtはFePt合金粉末として供給され、Fe単体粉末、Pt単体粉末として供給されるわけではない。Fe単体粉末は活性が高く、大気中で発火するおそれがあるが、FeをPtと合金化させてFePt合金粉末とすることにより、粉末状態であっても活性を低くすることができ、C粉末との混合中のFeの発火や、混合終了後に混合容器を大気に開放したときのFeの発火を抑えることができる。
【0057】
1−2−1.FePt合金粉末の作製について
FePt合金粉末の作製方法は特に限定されないが、本実施形態では、Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt合金溶湯を用いてアトマイズ法を実施し、該溶湯と同一組成のFePt合金粉末を作製する。
【0058】
FePt合金粉末にPtを40〜60at%含有させることにより、該FePt合金粉末を焼結して得られるターゲット中のFePt合金相もPtを40〜60at%含有することになり、該ターゲットを用いてのスパッタリングにより得られるFePtC層におけるFePt相において、fct構造を発現させやすくなる。
【0059】
FePt合金粉末はアトマイズ法を用いて作製することが好ましい。アトマイズ法では原料金属(Fe、Pt)はいったん高温まで加熱して溶湯にするので、その段階で、Na、K等のアルカリ金属やCa等のアルカリ土類金属、酸素や窒素等のガス不純物は外部に揮発して除去されるので、FePt合金粉末中の不純物量を減らすことができるからである。また、ガスアトマイズ法を用いる場合、アルゴンガスまたは窒素ガスを用いてアトマイズを行うことにより、FePt合金粉末中の不純物量をさらに減らすことができる。
【0060】
アトマイズ法により得られたFePt合金粉末を用いて得られるターゲットは不純物量が少なくなり、ターゲット中の酸素含有量を100質量ppm以下に抑えることができる。また、窒素の含有量も30質量ppm以下に抑えることができる。
【0061】
このため、該ターゲットを用いてのスパッタリングは良好なものとなり、得られるFePtC膜も良好なものとなる。
【0062】
なお、適用可能なアトマイズ法としては、例えばガスアトマイズ法、遠心力アトマイズ法等がある。
【0063】
1−2−2.混合について
前記のようにしてアトマイズ法により得られたFePt合金粉末に、混合粉末全体に対するCの含有量が21〜70at%となるように例えば平均粒径20〜100nmのC粉末を混合して混合粉末を作製する。
【0064】
FePt合金粉末とC粉末との混合において、FePt合金粉末とC粉末との混合が進むにつれてC粉末の粒径が小さくなって新鮮なC表面が新たに表出するが、酸素の存在する雰囲気下で混合することにより、新たに表出した新鮮なC表面にも酸素が吸着する。このため、混合終了時のC粒子表面には一定量以上の酸素がすでに吸着しており、混合終了後に混合容器を開放して大気を導入しても、C粒子表面に吸着する大気中の酸素量は急激には増えず、吸着熱によってC粒子が発火するということは起こりにくくなる。後述する比較例のように、酸素の存在しない雰囲気でFePt合金粉末とC粉末とを混合すると、新たに表出する新鮮なC表面に酸素が吸着しないため、混合終了後に混合容器を大気に開放すると、C粒子表面に大量の酸素が一気に吸着して吸着熱が急激に発生し、C粒子が発火してしまう可能性が高くなる。
【0065】
混合終了時点でC粒子表面に十分な量の酸素を吸着させておくという観点から、混合する際の雰囲気には酸素を混合容器外から継続的に供給するようにしておくことが好ましい。酸素を継続的に供給するようにしておくことにより雰囲気中の酸素の不足は生じにくくなり、混合中のC粒子表面に十分な量の酸素を吸着させやすくなる。
【0066】
ただし、FePt合金粉末とC粉末とを混合する際の雰囲気中の酸素量が多すぎると、混合中にC粉末が発火してしまうおそれがある。
【0067】
混合終了時点でC粒子表面に十分な量の酸素を吸着させておくという観点と、雰囲気中の酸素量が多すぎると混合中にC粒子が発火してしまうおそれがあるという観点から、混合する際の雰囲気の酸素濃度は10〜30vol%であることが好ましく、15〜25vol%であることがさらに好ましく、19〜22vol%であることが特に好ましい。
【0068】
また、混合する際の雰囲気中への酸素の供給は、大気を供給することによりなしてもよく、この場合にはコストを低減することができる。
【0069】
また、混合する際の雰囲気は不活性ガスと酸素とから実質的になるようにしてもよく、この場合には、雰囲気中から混合粒子中への不純物の混入を抑制することができる。不活性ガスとしては例えばアルゴン、窒素等を用いることができる。
【0070】
また、混合する際の雰囲気は混合の途中段階で大気に開放してもよい。混合の途中段階で雰囲気の酸素が不足していた場合であっても、大気に開放することにより大気中から酸素を取り込むことができ、酸素不足を緩和することができる。
【0071】
1−2−3.成形方法について
前記のようにして作製した混合粉末を加圧下で加熱して成形する方法は特に限定されず、例えば、ホットプレス法、熱間等方圧プレス法(HIP法)、放電プラズマ焼結法(SPS法)等を用いることができる。これらの成形方法は本発明の実施に際し、真空中や不活性雰囲気中で実施することが好ましい。これにより、前記混合粉末中にある程度酸素が含まれていても、得られる焼結体中の酸素量は少なくなる。
【0072】
1−3.効果について
前記特許文献2(特開2006−161082号公報)には、鋳造法によってPtFe系合金からなるスパッタリングターゲットを製造する方法が開示されているが、鋳造法でC(炭素)の含有量を多くすることは、合金への固溶限の存在、および合金との比重差による分離等のため困難である。前記特許文献2(特開2006−161082号公報)の請求項2、3および段落0017では、PtFe系合金に添加する元素の多数の選択肢のうちの1つの選択肢としてCがあげられているが、最大でもその含有量は20at%である。
【0073】
これに対し、本第1実施形態の製造方法では焼結法を用いているため、ターゲット全体に対するCの含有量を多くすることができる。具体的には、例えば、Cの含有量が21〜70at%と多いFePt−C系スパッタリングターゲットを作製することができる。このため、本第1実施形態に係るFePt−C系スパッタリングターゲットを用いてスパッタリングを行うことにより、得られるFePtC薄膜中の炭素含有量を多くすることができる。
【0074】
また、本第1実施形態の製造方法では酸素の存在する雰囲気中でFePt合金粉末とC粉末とを混合するため、混合終了時のC粒子表面には一定量以上の酸素がすでに吸着しており、混合終了後に混合容器を開放して大気を導入しても、C粒子に急激に酸素が吸着することは起こりにくく、C粒子が発火することが抑制され、ターゲット全体に対するCの含有量が21〜70at%と多くてもFePt−C系スパッタリングターゲットを安定的に作製することができる。
【0075】
また、本第1実施形態の製造方法では、FeをPtと合金化させてFePt合金粉末とすることにより、粉末状態であってもFeの活性を低くすることができ、C粉末との混合中のFeの発火を抑えることができる。
【0076】
2.第2実施形態
2−1.スパッタリングターゲットの構成成分および構造
第1実施形態に係るFePt−C系スパッタリングターゲットでは合金成分としてFe、Ptを含有していたが、本発明の第2実施形態に係るFePt−C系スパッタリングターゲットでは合金成分としてFe、Pt以外の金属元素であるCuがさらに含有されており、この点が第1実施形態に係るFePt−C系スパッタリングターゲットとは異なる。即ち、本発明の第2実施形態に係るFePt−C系スパッタリングターゲットは、Fe、PtおよびCを含有し、さらにFe、Pt以外の金属元素であるCuを含有するFePt−C系スパッタリングターゲットであって、Ptを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有し、かつ、PtとCuの合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とする。
【0077】
2−1−1.FePtCu合金について
本発明の第2実施形態に係るFePt−C系スパッタリングターゲットではFePt合金にCuが含有されてFePtCu合金となっている。Cuを含有させることにより、FePt系合金の結晶構造をfct構造にするための熱処理温度(例えば、600℃)を低下させることができ、スパッタリングをして得られたFePtC層に対する熱処理のコストを低減することができる。さらには、Cuを含有させることにより、スパッタリング時に発生する熱によって、得られたFePtC層の結晶構造を、別途の熱処理なしでfct構造にできる可能性もある。
【0078】
本第2実施形態のFePtCu合金相におけるPtの含有量を40at%以上60at%未満と規定した理由は、FePtCu合金相におけるPtの含有量が40at%以上60at%未満から外れると、fct(面心直方)構造が発現しなくなるおそれがあるからである。FePtCu合金相においてfct(面心直方)構造が確実に発現するようにするという観点から、FePtCu合金相におけるPtの含有量は、45〜55at%であることが好ましく、49〜51at%であることがさらに好ましい。ただし、FeとPtの合計の含有量が100at%未満であること、Cuの含有量が0at%よりも多く20at%以下であること、およびPtとCuの合計が60at%以下であることを前提とする。
【0079】
FePt合金に含有させることが可能なCu以外の金属としては、例えば、Ag、Mn、Ni、Co、Pd、Cr、V、B等がある。
【0080】
2−1−2.C(炭素)について
C(炭素)の役割は先に説明した第1実施形態の場合と同様であり、C(炭素)は、スパッタリングにより得られたFePtCuC層中において、磁性粒子であるFePtCu合金粒子同士を仕切る隔壁となり、FePtCuC層中におけるFePtCu粒子を小さく均一にする役割を有し、本第2実施形態に係るFePt−C系スパッタリングターゲットにおいて主成分となる。
【0081】
ターゲット全体に対するCの含有量を21〜70at%とした理由は、第1実施形態の場合と同様であり、スパッタリングにより得られるFePtCuC層中において、Cが磁性粒子であるFePtCu合金粒子同士を仕切る隔壁となって、FePtCu合金粒子を小さく均一にする効果を発現させるためである。Cの含有量が21at%未満ではこの効果が十分に発現しないおそれがある。一方、Cの含有量が70at%を超えると、スパッタリングにより得られるFePtCuC層中において、FePtCuC層における単位体積当たりのFePtCu合金粒子の数が少なくなり、記憶容量の点で不利となる。FePtCuC層中においてFePtCu粒子を小さく均一にする効果を発現させる観点および形成するFePtCuC層の記憶容量の観点から、ターゲット全体に対するCの含有量は30〜65at%であることが好ましく、38〜62at%であることがより好ましい。
【0082】
2−1−3.ターゲットの構造について
本発明の第2実施形態に係るFePt−C系スパッタリングターゲットの構造は、Ptを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有し、かつ、PtとCuの合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造であり、ターゲット全体に対するCの含有量は21〜70at%である。
【0083】
第2実施形態に係るFePt−C系スパッタリングターゲットにおいて、FePtCu合金相とC相とを互いに分散させた構造にしている理由は、第1実施形態に係るFePt−C系スパッタリングターゲットの場合と同様であり、スパッタリング時に特定の箇所の削られる速度が極端に大きくなるということをなくし、スパッタリングを良好なものとするためである。
【0084】
また、ターゲット中のC相の大きさについては、第1実施形態に係るFePt−C系スパッタリングターゲットの場合と同様の理由により、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることが好ましく、0.53μm以下であることがより好ましく、0.45μm以下であることが特に好ましい。また、第1実施形態に係るFePt−C系スパッタリングターゲットの場合と同様に、ターゲット中のC相の大きさについて下限を設けてもよく、下限を設ける場合、現状の微細化技術におけるコストも含めて考えて、ターゲット中のC相の平均の大きさは、インターセプト法によって求めた相の平均の大きさが0.2〜0.6μmであることが好ましく、0.25〜0.53μmであることがより好ましく、0.33〜0.45μmであることが特に好ましい。
【0085】
また、ターゲットの相対密度については、第1実施形態に係るFePt−C系スパッタリングターゲットと同様に、その値が大きいほどターゲット中の空隙が減るので、良好にスパッタリングを行う上で好ましい。具体的には、ターゲットの相対密度は90%以上であることが好ましい。ターゲットの相対密度を大きくするためには、後述するように、FePtCu合金粉末とC粉末との混合を十分に行い、C粉末の粒径を小さくすることが好ましい。これにより、ターゲット中のC相の大きさは小さくなり、焼結中のFePtCu合金の塑性流動によりターゲット中の空隙を十分に埋めることができ、相対密度が大きくなる。
【0086】
ターゲット全体に対する酸素の含有量は、第1実施形態に係るFePt−C系スパッタリングターゲットと同様に、100質量ppm以下であることが好ましく、また、ターゲット全体に対する窒素の含有量が30質量ppm以下であることが好ましい。このようにターゲット中の酸素含有量、窒素含有量が少なければ、スパッタリングによって得られるFePtCuC層中の酸素含有量、窒素含有量も少なくなり、良好なFePtCuC層を得ることができる。
【0087】
2−2.製造方法について
本第2実施形態に係るFePt−C系スパッタリングターゲットは、Ptを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有し、かつ、PtとCuの合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePtCu合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することにより製造することができる。
【0088】
本製造方法では、FePtCu合金粉末とC粉末を酸素の存在する雰囲気下で混合して混合粉末を作製するので、混合中に新たに表出する新鮮なC表面にも酸素がある程度吸着する。このため、混合過程中あるいは混合終了後に混合容器を大気に開放した際にもC粉末の発火が抑えられて安定的にFePt−C系スパッタリングターゲットを製造することができる。
【0089】
また、本製造方法も、第1実施形態のターゲットを製造する方法と同様にFeは単体粉末として供給されるわけではなく、Fe、Pt、CuはFePtCu合金粉末として供給され、Fe単体粉末、Pt単体粉末、Cu単体粉末として供給されるわけではない。Fe単体粉末は活性が高く、大気中で発火するおそれがあるが、FeをPt、Cuと合金化させてFePtCu合金粉末とすることにより、粉末状態であっても活性を低くすることができる。したがって、本製造方法も、第1実施形態のターゲットを製造する方法と同様に、C粉末との混合中のFeの発火や、混合終了後に混合容器を大気に開放したときのFeの発火を抑えることができる。
【0090】
2−2−1.FePtCu合金粉末の作製について
FePtCu合金粉末の作製方法は特に限定されないが、本製造方法では、Ptを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePtCu合金溶湯を用いてアトマイズ法を実施し、該溶湯と同一組成のFePtCu合金粉末を作製する。
【0091】
FePtCu合金粉末にPtを40at%以上60at%未満、Cuを0at%よりも多く20at%以下含有(ただし、PtとCuの合計が60at%以下)させることにより、該FePtCu合金粉末を焼結して得られるターゲット中のFePtCu合金相もPtを40at%以上60at%未満、Feを40at%以上60at%未満含有することになり、該ターゲットを用いてのスパッタリングにより得られるFePtCuC層におけるFePtCu相において、fct構造を発現させやすくなる。
【0092】
FePtCu合金粉末は、第1実施形態のターゲットを製造する方法と同様に、アトマイズ法を用いて作製することが好ましい。アトマイズ法では原料金属(Fe、Pt、Cu)はいったん高温まで加熱して溶湯にするので、その段階で、Na、K等のアルカリ金属やCa等のアルカリ土類金属、酸素や窒素等のガス不純物は外部に揮発して除去されるので、FePtCu合金粉末中の不純物量を減らすことができるからである。また、ガスアトマイズ法を用いる場合、アルゴンガスまたは窒素ガスを用いてアトマイズを行うことにより、FePtCu合金粉末中の不純物量をさらに減らすことができる。
【0093】
アトマイズ法により得られたFePtCu合金粉末を用いて得られるターゲットは不純物量が少なくなり、ターゲット中の酸素含有量を100質量ppm以下に抑えることができる。また、窒素の含有量も30質量ppm以下に抑えることができる。
【0094】
このため、該ターゲットを用いてのスパッタリングは良好なものとなり、得られるFePtCuC膜も良好なものとなる。
【0095】
なお、適用可能なアトマイズ法は、第1実施形態のターゲットを製造する場合と同様に、例えばガスアトマイズ法、遠心力アトマイズ法等がある。
【0096】
2−2−2.混合について
本製造方法では、前記のようにしてアトマイズ法により得られたFePt合金粉末に、第1実施形態のターゲットを製造する方法と同様に、粉末全体に対するCの含有量が21〜70at%となるように例えば平均粒径20〜100nmのC粉末を混合して混合粉末を作製する。
【0097】
FePtCu合金粉末とC粉末との混合において、FePtCu合金粉末とC粉末との混合が進むにつれてC粉末の粒径が小さくなって新鮮なC表面が新たに表出するが、酸素の存在する雰囲気下で混合することにより、第1実施形態のターゲットを製造する方法と同様に、新たに表出した新鮮なC表面にも酸素が吸着する。このため、混合終了時のC粒子表面には一定量以上の酸素がすでに吸着しており、混合終了後に混合容器を開放して大気を導入しても、C粒子表面に吸着する大気中の酸素量は急激には増えず、吸着熱によってC粒子が発火するということは起こりにくくなる。
【0098】
混合終了時点でC粒子表面に十分な量の酸素を吸着させておくという観点から、第1実施形態のターゲットを製造する方法と同様に、本製造方法では、混合する際の雰囲気には酸素を混合容器外から継続的に供給するようにしておくことが好ましい。酸素を継続的に供給するようにしておくことにより雰囲気中の酸素の不足は生じにくくなり、混合中のC粒子表面に十分な量の酸素を吸着させやすくなる。
【0099】
ただし、FePtCu合金粉末とC粉末とを混合する際の雰囲気中の酸素量が多すぎると、混合中にC粉末が発火してしまうおそれがある。
【0100】
混合終了時点でC粒子表面に十分な量の酸素を吸着させておくという観点と、雰囲気中の酸素量が多すぎると混合中にC粒子が発火してしまうおそれがあるという観点から、本製造方法では、第1実施形態のターゲットを製造する方法と同様に、混合する際の雰囲気の酸素濃度は10〜30vol%であることが好ましく、15〜25vol%であることがさらに好ましく、19〜22vol%であることが特に好ましい。
【0101】
また、混合する際の雰囲気中への酸素の供給は、大気を供給することによりなしてもよく、この場合にはコストを低減することができる。
【0102】
また、混合する際の雰囲気は不活性ガスと酸素とから実質的になるようにしてもよく、この場合には、雰囲気中から混合粒子中への不純物の混入を抑制することができる。不活性ガスとしては例えばアルゴン、窒素等を用いることができる。
【0103】
また、混合する際の雰囲気は混合の途中段階で大気に開放してもよい。混合の途中段階で雰囲気の酸素が不足していた場合であっても、大気に開放することにより大気中から酸素を取り込むことができ、酸素不足を緩和することができる。
【0104】
2−2−3.成形方法について
本製造方法では、前記のようにして作製した混合粉末を加圧下で加熱して成形する方法は特に限定されず、第1実施形態のターゲットを製造する方法と同様に、例えば、ホットプレス法、熱間等方圧プレス法(HIP法)、放電プラズマ焼結法(SPS法)等を用いることができる。これらの成形方法は本発明の実施に際し、真空中や不活性雰囲気中で実施することが好ましい。これにより、前記混合粉末中にある程度酸素が含まれていても、得られる焼結体中の酸素量は少なくなる。
【0105】
2−3.効果について
本第2実施形態の製造方法では、第1実施形態の製造方法と同様に、焼結法を用いているため、ターゲット全体に対するCの含有量を多くすることができる。具体的には、例えば、Cの含有量が21〜70at%と多いFePt−C系スパッタリングターゲットを作製することができる。このため、本第2実施形態に係るFePt−C系スパッタリングターゲットを用いてスパッタリングを行うことにより、得られるFePtC薄膜中の炭素含有量を多くすることができる。
【0106】
また、本第2実施形態の製造方法では、酸素の存在する雰囲気中でFePtCu合金粉末とC粉末とを混合するため、混合終了時のC粒子表面には一定量以上の酸素がすでに吸着しており、混合終了後に混合容器を開放して大気を導入しても、C粒子に急激に酸素が吸着することは起こりにくく、C粒子が発火することが抑制され、ターゲット全体に対するCの含有量が21〜70at%と多くてもFePt−C系スパッタリングターゲットを安定的に作製することができる。
【0107】
また、本第2実施形態の製造方法では、FeをPt、Cuと合金化させてFePtCu合金粉末とすることにより、粉末状態であってもFeの活性を低くすることができ、C粉末との混合中のFeの発火を抑えることができる。
【実施例】
【0108】
(実施例1)
本実施例1における混合粉末およびターゲットの組成の目標は40(50Fe−50Pt)−60Cである。即ち、金属成分の組成の目標は50at%Fe−50at%Ptであり、FePt合金とC(炭素)の組成比の目標は、FePt合金が40at%、Cが60at%である。ただし、後述するように、混合粉末作製時およびターゲットの焼結時にC(炭素)の一部が揮発するので、得られる混合粉末およびターゲットにおいて、FePt合金とC(炭素)の組成比は目標値から少しずれる。なお、C(炭素)の含有量をat%ではなくvol%で表示すると、本実施例1における混合粉末およびターゲットの組成の目標は(50Fe−50Pt)−49.6vol%Cである。
【0109】
合金組成がFe:50at%、Pt:50at%となるようにバルク状の各金属を秤量し、高周波で加熱して1800℃のFe−Pt合金溶湯とし、アルゴンガスを用いたガスアトマイズ法により50at%Fe−50at%Pt合金粉末を作製した。得られた合金粉末の平均粒径を日機装株式会社製のマイクロトラックMT3000により測定したところ、50μmであった。
【0110】
得られたFe−Pt合金粉末620.00gに、Cの含有量が粉末全体に対して60at%となるように平均粒径35μmで嵩密度0.25g/cm3のC粉末を89.03g
添加し、ボールミルでその回転回数が累計で4136400回に達するまで混合して混合粉末を作製した。以下、ボールミルの累計の回転回数を、ボールミル累計回転回数または単に回転回数と記すことがある。
【0111】
混合中、混合容器のふたは閉じておいたが、混合容器には外気を導入する導入口と排気する排気口を設け、混合容器内は常に新鮮な大気を循環させるようにし、混合容器内の酸素量が常に大気と同等になるようにした。
【0112】
ボールミル累計回転回数が935280回、2535840回、4136400回の各時点で、混合容器のふたを開けて混合粉末を取り出し、混合粉末中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。また、混合容器のふたを開けた際、目視で発火の有無について確認した。それらの結果を下記表1に記す。
【0113】
【表1】
【0114】
ボールミル累計回転回数が935280回、2535840回、4136400回の各時点で混合容器を開放して、目視で発火の有無について確認したが、いずれの場合も発火は確認されなかった。
【0115】
ボールミル累計回転回数が多くなるにしたがって、混合粉末中の酸素含有量が増えているが、炭素の含有量は減少している。混合が進むにつれてC粉末への酸素の吸着が進む一方、一部の炭素は酸素と反応してCOやCO2となって揮発したと考えられる。混合粉末
中の窒素含有量はボールミル累計回転回数935280回以降ほぼ一定である。
【0116】
ボールミル累計回転回数4136400回の混合を行った後の混合粉末を、温度:1460℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行い、焼結体を作製した。
【0117】
作製した焼結体の密度をアルキメデス法により測定し、その測定値を理論密度で除して相対密度を求めた。その結果を下記の表2に示す。なお、理論密度算出の際に用いた炭素量は実測した焼結体中の炭素含有量(表3参照)を用いており、混合時および焼結時に減少した炭素量を考慮して理論密度を算出している。
【0118】
【表2】
【0119】
相対密度は96.4%と高く、得られた焼結体の空孔は少なかった。
【0120】
焼結体中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置で、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。下記表3にその測定結果を示す。なお、下記表3には、焼結させる前の混合粉末(ボールミル累計回転回数4136400回)についての測定結果も比較のため記載している。
【0121】
【表3】
【0122】
ボールミル累計回転回数4136400回の混合を行った後の混合粉末中の酸素の含有量が2.30質量%であるのに対し、該混合粉末を真空中でホットプレスを行って得た焼結体中の酸素の含有量は0.0045質量%(45質量ppm)であり約511分の1に減少しており、顕著に減少している。したがって、酸素の存在する雰囲気で混合を行って混合中にC粉末へ酸素が多量に吸着しても、焼結時に揮発し、焼結体中に酸素はほとんど導入されないことがわかる。
【0123】
また、窒素についてもホットプレスを行って得た焼結体中の含有量は約647分の1に減少しており、顕著に減少している。
【0124】
炭素についてはホットプレスを行うことによりわずかに減少している。表面に吸着していた酸素とホットプレス時に反応してCOやCO2となって揮発したとものと考えられる
。
【0125】
得られた焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)の組織観察を走査型電子顕微鏡(SEM)で行った。図1、図2、図3に焼結体のSEM写真を示す。図1は低倍率(撮影時の写真倍率は3000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図2は中倍率(撮影時の写真倍率は5000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図3は高倍率(撮影時の写真倍率は10000倍)のSEM写真(写真中の縮尺目盛りは1μm)である。図1、図2、図3において濃い灰色の部分がC相であり、白色の部分がFePt合金相である。図1、図2、図3からわかるように、組織全体に微細なC相が分散した構造となっていることがわかる。
【0126】
次に、得られた焼結体(ボールミル累計回転回数4136400回、焼結温度1460℃)中の相の大きさをインターセプト法によって求めた。
【0127】
具体的には、ターゲット断面についての図6のSEM写真(撮影時の写真倍率は10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線を図6のSEM写真に引いた。
【0128】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとした。その結果、インターセプト法によって求めたC相の平均の大きさは0.52μmであった。
【0129】
(実施例2)
混合容器内を大気にして密閉しその中でFePt粉末とC粉末を混合したこと、ボールミル累計回転回数を変えたこと、混合途中で混合容器を開放して新鮮な大気を導入する回数とタイミングを変えたこと、および焼結体作製時の焼結温度を1380℃、1340℃としたこと以外は実施例1と同様にして、混合粉末、焼結体の作製を行った。本実施例2における混合粉末およびターゲットの目標とする組成は実施例1と同じであり、40(50Fe−50Pt)−60Cである。
【0130】
ボールミル累計回転回数が2805840回、4073760回の各時点で、混合容器のふたを開けて混合粉末を取り出し、混合粉末中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。また、混合容器のふたを開けた際、目視で発火の有無について確認した。それらの結果を下記表4に記す。
【0131】
【表4】
【0132】
ボールミル累計回転回数が935280回、1870560回、2805840回、4073760回の各時点で混合容器を開放して、目視で発火の有無について確認したが、いずれの場合も発火は確認されなかった。
【0133】
ボールミル累計回転回数が2805840回の時点で、混合開始前(回転回数0回)と比べて、混合粉末中の酸素含有量が114倍に増えているが、炭素の含有量は減少している。混合が進むにつれてC粉末への酸素の吸着が進む一方、一部の炭素は酸素と反応してCOやCO2となって揮発したと考えられる。混合粉末中の窒素含有量も、ボールミル累
計回転回数が2805840回の時点では、混合開始前(回転回数0回)と比べて約25倍に増えている。
【0134】
次に、ボールミル累計回転回数2805840回の混合を行った混合粉末を、温度:1380℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行い、ボールミル累計回転回数4073760回の混合を行った混合粉末を、温度:1340℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行って、それぞれ焼結体を作製した。
【0135】
作製した焼結体の密度をアルキメデス法により測定し、それぞれの測定値を理論密度で除して相対密度を求めた。その結果を下記の表5に示す。なお、理論密度算出の際に用いた炭素量は表6に示す焼結体中の炭素含有量を用いており、混合時および焼結時に減少した炭素量を考慮して理論密度を算出している。
【0136】
【表5】
【0137】
2種の焼結体の相対密度は93.4%、92.0%と高く、得られた焼結体の空孔は少なかった。
【0138】
焼結体中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置で、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。下記表3にその測定結果を示す。なお、下記表6には、焼結させる前の混合粉末(ボールミル累計回転回数が2805840回、4073760回)についての測定結果も比較のため記載している。
【0139】
【表6】
【0140】
ボールミル累計回転回数が2805840回の混合を行った後の混合粉末中の酸素の含有量は2.28質量%であるのに対し、該混合粉末を真空中でホットプレスを行って得た焼結体中の酸素の含有量は0.0048質量%(48質量ppm)であり475分の1に減少している。また、トータルの回転回数が4073760回の混合を行った後の混合粉末中の酸素の含有量は1.98質量%であるのに対し、該混合粉末を真空中でホットプレスを行って得た焼結体中の酸素の含有量は0.0053質量%(53質量ppm)であり約374分の1に減少している。したがって、酸素の存在する雰囲気で混合を行って混合中にC粉末へ酸素が多量に吸着しても焼結時に揮発し、焼結体中に残留する酸素は少なくなっていることがわかる。
【0141】
また、窒素についても焼結体中の含有量は混合粉末中よりも顕著に減少している。
【0142】
炭素については焼結を行うことによりわずかに減少している。表面に吸着していた酸素とホットプレス時に反応してCOやCO2となって揮発したとものと考えられる。
【0143】
得られた焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)の組織観察を走査型電子顕微鏡(SEM)で行った。図4、図5、図6に焼結体のSEM写真を示す。図4は低倍率(撮影時の写真倍率は3000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図5は中倍率(撮影時の写真倍率は5000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図6は高倍率(撮影時の写真倍率は10000倍)のSEM写真(写真中の縮尺目盛りは1μm)である。図4、図5、図6において黒色の部分がC相であり、白色の部分がFePt合金相である。図4、図5、図6からわかるように、組織全体に微細なC相が分散した構造となっていることがわかる。
【0144】
次に、得られた焼結体(ボールミル累計回転回数4073760回、焼結温度1340℃)中の相の大きさをインターセプト法によって求めた。
【0145】
具体的には、ターゲット断面についての図6のSEM写真(撮影時の写真倍率は10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線を図6のSEM写真に引いた。
【0146】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとした。その結果、インターセプト法によって求めたC相の平均の大きさは0.50μmであった。
【0147】
(実施例3)
本実施例3における混合粉末およびターゲットの組成の目標は60(50Fe−50Pt)−40Cである。即ち、金属成分の組成の目標は50at%Fe−50at%Ptであり、FePt合金とC(炭素)の組成比の目標は、FePt合金が60at%、Cが40at%である。実施例1および2においては全体に対するCの組成比の目標が60at%であるのに対し、本実施例3におけるCの組成比の目標は40at%であり、実施例1および2よりもCの含有量が少なくなっている。なお、後述するように、混合粉末作製時およびターゲットの焼結時にC(炭素)の一部が揮発するので、得られる混合粉末およびターゲットにおいて、FePt合金とC(炭素)の組成比は目標値から少しずれる。また、C(炭素)の含有量をat%ではなくvol%で表示すると、本実施例3における混合粉末およびターゲットの組成の目標は(50Fe−50Pt)−30.4vol%Cである。
【0148】
また、本実施例3においては、混合容器内を混合ガス(Ar−20%O2)にして密閉しその中でFePt粉末とC粉末を混合したこと、ボールミル累計回転回数を変えたこと、混合途中で混合容器を開放して新鮮な大気を導入する回数とタイミングを変えたこと、および焼結体作製時の焼結温度を1250℃、1300℃としたことが実施例2と異なる。
【0149】
以上の点以外は実施例2と同様にして、混合粉末、焼結体の作製を行った。
【0150】
ボールミル累計回転回数が290520回、905040回、1195560回、1810080回、2246400回、3181680回の各時点で混合容器を開放して、目視で発火の有無について確認したが、いずれの場合も発火は確認されなかった。
【0151】
ボールミル累計回転回数が1810080回の混合を行った混合粉末を、温度:1300℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行い、ボールミル累計回転回数が3181680回の混合を行った混合粉末を、温度:1250℃、1300℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行って、それぞれ焼結体を作製した。
【0152】
作製した焼結体の密度をアルキメデス法により測定し、それぞれの測定値を理論密度で除して相対密度を求めた。その結果を下記の表7に示す。なお、理論密度算出の際に用いた炭素含有量は表8に示す焼結体中の炭素含有量を用いており、混合時および焼結時に減少した炭素量を考慮して理論密度を算出している。
【0153】
【表7】
【0154】
3種の焼結体の相対密度は100.0%、96.9%、95.2%と高く、得られた焼結体の空孔は少なかった。
【0155】
表7に記載の混合粉末を焼結温度1250℃または1300℃で焼結して成形した焼結体中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置で、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。下記表8にその測定結果を示す。
【0156】
【表8】
【0157】
表8に示されるように、焼結体中の酸素含有量、窒素含有量は極めて少なかった。
【0158】
得られた焼結体の組織観察を走査型電子顕微鏡(SEM)で行った。図7、図8、図9に焼結体のSEM写真を示す。図7は低倍率(撮影時の写真倍率は3000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図8は中倍率(撮影時の写真倍率は5000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図9は高倍率(撮影時の写真倍率は10000倍)のSEM写真(写真中の縮尺目盛りは1μm)である。図7、図8、図9において黒色の部分がC相であり、白色の部分がFePt合金相である。図7、図8、図9からわかるように、組織全体に微細なC相が分散した構造となっていることがわかる。
【0159】
次に、得られた焼結体(ボールミル累計回転回数3181680回、焼結温度1300℃)中の相の大きさをインターセプト法によって求めた。
【0160】
具体的には、ターゲット断面についての図9のSEM写真(撮影時の写真倍率は10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線を図9のSEM写真に引いた。
【0161】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとした。その結果、インターセプト法によって求めたC相の平均の大きさは0.33μmであった。
【0162】
(比較例1)
混合容器内をアルゴン(Ar)にして密閉しその中でFePt粉末とC粉末を混合したこと、ボールミル累計回転回数を変えたこと、混合途中で混合容器を開放して新鮮な大気を導入する回数とタイミングを変えたこと、および焼結体作製時の焼結温度を1100℃としたこと以外は実施例3と同様にして、混合粉末、焼結体の作製を行った。本比較例1における混合粉末およびターゲットの目標とする組成は実施例3と同じであり、60(50Fe−50Pt)−40Cである。実施例1および2においては全体に対するCの組成比の目標が60at%であるのに対し、本比較例1におけるCの組成比の目標は40at%であり、実施例1および2よりもCの含有量が少なくなっている。
【0163】
ボールミル累計回転回数が209520回、608040回、1006560回、1405080回、1803600回、2202120回、2816640回の各時点で混合容器を開放して、目視で発火の有無について確認したところ、ボールミル累計回転回数が2202120回の時点まではいずれの場合も発火が確認されなかったが、ボールミル累計回転回数が2816640回の時点で発火が確認された。
【0164】
混合時の混合容器内の雰囲気は、正確には、混合開始後の初期(ボールミル累計回転回数が209520回まで)のみ密閉した混合ガス(Ar−20%O2)雰囲気であり、そ
れ以降は密閉したアルゴン(Ar)雰囲気である。混合開始後の初期(ボールミル累計回転回数が209520回まで)のみ密閉した混合ガス(Ar−20%O2)雰囲気で混合
したが、最終的なボールミル累計回転回数2816640回のうちの7.4%にすぎず、混合開始後の初期(ボールミル累計回転回数が209520回まで)の混合でC粉末表面に吸着する酸素は少量であると考えられる。したがって、本比較例1は、ある一定以下の酸素が吸着したC粒子とFePt粉末とをアルゴン(Ar)雰囲気で、2816640−209520=2607120回混合した実験例であると言うことができる。
【0165】
ボールミル累計回転回数が1405080回の混合を行った混合粉末を、温度:1100℃、圧力:25MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行って、焼結体を作製した。
【0166】
作製した焼結体の密度をアルキメデス法により測定し、それぞれの測定値を理論密度で除して相対密度を求めた。その結果を下記の表9に示す。なお、本比較例1では実施例1〜3のように、焼結時に減少した炭素量を考慮して理論密度を算出することはしていない。
【0167】
【表9】
【0168】
焼結体の相対密度は71.1%と低く、空孔の多い焼結体であった。焼結時に減少した炭素量を考慮して理論密度を算出して相対密度を算出すれば、本比較例1の相対密度は71.1%よりもさらに小さくなると考えられる。
【0169】
(実施例4)
実施例1〜3、比較例1は、金属成分がFe、Ptの2元系であるのに対し、実施例4の金属成分はFe、Pt、Cuの3元系である。
【0170】
本実施例4における混合粉末およびターゲットの組成の目標は66.6(45Fe−45Pt−10Cu)−33.4Cである。即ち、金属成分の組成の目標は45at%Fe−45at%Pt−10at%Cuであり、FePtCu合金とC(炭素)の組成比の目標は、FePtCu合金が66.6at%、Cが33.4at%である。本実施例4では、実施例1〜3、比較例1よりもCの含有量が少なくなっている。なお、後述するように、混合粉末作製時およびターゲットの焼結時にC(炭素)の一部が揮発するので、得られる混合粉末およびターゲットにおいて、FePtCu合金とC(炭素)の組成比は目標値から少しずれる。また、C(炭素)の含有量をat%ではなくvol%で表示すると、本実施例4における混合粉末およびターゲットの組成の目標は(45Fe−45Pt−10Cu)−25vol%Cである。
【0171】
また、本実施例4においては、実施例3と同様に、混合容器内を混合ガス(Ar−20%O2)にして密閉し、その中でFePtCu粉末とC粉末を混合したが、ボールミル累計回転回数は実施例3と異なり、また、混合途中で混合容器を開放して新鮮な大気を導入する回数とタイミングも実施例3と異なる。さらに、焼結体作製時の焼結温度を1350℃とした点も実施例3と異なる。
【0172】
以上の点以外は実施例3と同様にして、混合粉末、焼結体の作製を行った。
【0173】
ボールミル累計回転回数が935280回、1870560回、2805840回、4073760回、5674320回の各時点で混合容器を開放して、目視で発火の有無について確認したが、いずれの場合も発火は確認されなかった。
【0174】
ボールミル累計回転回数が4073760回、5674320回の混合を行った混合粉末を、それぞれ温度:1350℃、圧力:26.2MPa、時間:45min、雰囲気:5×10-2Pa以下の真空中の条件でホットプレスを行い、焼結体を作製した。
【0175】
作製した焼結体の密度をアルキメデス法により測定し、それぞれの測定値を理論密度で除して相対密度を求めた。その結果を下記の表10に示す。なお、理論密度算出の際に用いた炭素含有量は表11に示す焼結体中の炭素含有量を用いており、混合時および焼結時に減少した炭素量を考慮して理論密度を算出している。
【0176】
【表10】
【0177】
2種の焼結体の相対密度は92.1%、96.4%と高く、得られた焼結体の空孔は少なかった。
【0178】
表11に記載の混合粉末を焼結温度1350℃で焼結して成形した焼結体中の酸素、窒素の含有量をLECO社製のTC−600型酸素窒素同時分析装置で、炭素の含有量をHORIBA社製の炭素硫黄分析装置で測定した。下記表11にその測定結果を示す。
【0179】
【表11】
【0180】
表11に示されるように、焼結体中の酸素含有量は極めて少なかった。
【0181】
得られた焼結体の組織観察を走査型電子顕微鏡(SEM)で行った。図10、図11、図12に焼結体のSEM写真を示す。図10は低倍率(撮影時の写真倍率は3000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図11は中倍率(撮影時の写真倍率は5000倍)のSEM写真(写真中の縮尺目盛りは1μm)で、図12は高倍率(撮影時の写真倍率は10000倍)のSEM写真(写真中の縮尺目盛りは1μm)である。図10、図11、図12において黒色の部分がC相であり、白色の部分がFePt合金相である。図10、図11、図12からわかるように、組織全体に微細なC相が分散した構造となっていることがわかる。
【0182】
次に、得られた焼結体(ボールミル累計回転回数5674320回、焼結温度1350℃)中の相の大きさをインターセプト法によって求めた。
【0183】
具体的には、ターゲット断面についての図12のSEM写真(撮影時の写真倍率は10000倍)に、上下に3等分するように左右方向に2本の水平線を引くとともに、左右に4等分するように上下方向に3本の垂直線を引き、合計5本の直線を図12のSEM写真に引いた。
【0184】
そして、C相の上を横切った部分の線分の長さの合計と、横切ったC相の数を、前記5本の直線それぞれについて求め、前記5本の直線についてC相の上を横切った部分の線分の長さの平均値を計算(C相の上を横切った部分の線分の長さの合計を横切ったC相の数で除す)により求め、その値をインターセプト法によって求めたC相の平均の大きさとした。その結果、インターセプト法によって求めたC相の平均の大きさは0.25μmであった。
【0185】
(考察)
実施例1〜4および比較例1についての主要な実験データを下記の表12にまとめて示す。
【0186】
【表12】
【0187】
実施例1〜3は、FePt粉末とC粉末を混合する全過程を酸素の存在する雰囲気下で行い、実施例4は、FePtCu粉末とC粉末を混合する全過程を酸素の存在する雰囲気下で行ったが、実施例1についてはボールミル累計回転回数が4136400回に達しても発火は確認されず、実施例2についてはボールミル累計回転回数が4073760回に達しても発火は確認されず、実施例3についてはボールミル累計回転回数が3181680回に達しても発火は確認されず、実施例4についてはボールミル累計回転回数が5674320回に達しても発火は確認されなかった。
【0188】
これに対し、ボールミル累計回転回数が209520回〜2816640回の間、酸素の存在しないアルゴン雰囲気下でFePt粉末とC粉末との混合を行った比較例1では、ボールミル累計回転回数2816640回で混合容器を開放したところ、発火が確認された。
【0189】
また、実施例1〜4では、ボールミル累計回転回数が2800000回を超える回数まで混合を行った混合粉末を用いて焼結体を作製したが、作製した焼結体の相対密度はいずれも92%以上であった。これに対して、比較例1では、ボールミル累計回転回数が1405080回の混合を行った混合粉末を用いて焼結体を作製したが、作製した焼結体の相対密度は71.1%と小さかった。比較例1の焼結温度が1100℃と低かったことも影響したと思われるが、ボールミル累計回転回数が少なく、焼結体作製に用いた混合粉末中のC粉末の粒径が十分に小さくなっていなかったため、燒結体中の空孔が大きくなり、焼結体の相対密度が小さくなったものと思われる。
【0190】
また、実施例1、2、3、4では、得られたターゲット中のC相の大きさをインターセプト法によって測定したが、それぞれC相の大きさは0.52μm、0.50μm、0.33μm、0.25μmであり、いずれも0.6μmを下回っており、十分に小さくなっていることがわかった。
【0191】
なお、得られたターゲット中のC相の大きさは、ターゲット中のCの含有量が60at%である実施例1、2では0.52μm、0.50μmであり、ターゲット中のCの含有量が40at%である実施例3では0.33μmであり、ターゲット中のCの含有量が33.4at%である実施例4では0.25μmであり、Cの含有量が少ないほどC相の大きさは小さくなっている。これは、Cの含有量が多いとC相同士が連結しやすいので、C相の大きさが小さくなりにくいためと思われる。
【特許請求の範囲】
【請求項1】
Fe、PtおよびCを含有するFePt−C系スパッタリングターゲットであって、
Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項2】
Fe、PtおよびCを含有し、さらにFe、Pt以外の1種以上の金属元素を含有するFePt−C系スパッタリングターゲットであって、
Ptを40at%以上60at%未満、Fe、Pt以外の前記1種以上の金属元素を0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、
ターゲット全体に対するCの含有量が21〜70at%であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項3】
請求項2において、
Fe、Pt以外の前記1種以上の金属元素は、Cu、Ag、Mn、Ni、Co、Pd、Cr、V、Bのうちの1種以上であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項4】
請求項2において、
Fe、Pt以外の前記1種以上の金属元素は、Cuを含むことを特徴とするFePt−C系スパッタリングターゲット。
【請求項5】
請求項2において、
Fe、Pt以外の前記1種以上の金属元素は、Cuのみであることを特徴とするFePt−C系スパッタリングターゲット。
【請求項6】
請求項1〜5のいずれかにおいて、
前記C相は、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項7】
請求項1〜6のいずれかにおいて、
相対密度が90%以上であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項8】
請求項1〜7のいずれかにおいて、
ターゲット全体に対する酸素の含有量が100質量ppm以下であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項9】
請求項1〜8のいずれかにおいて、
ターゲット全体に対する窒素の含有量が30質量ppm以下であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項10】
請求項1〜9のいずれかにおいて、
磁気記録媒体用であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項11】
Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項12】
Ptを40at%以上60at%未満、Fe、Pt以外の前記1種以上の金属元素を0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項13】
請求項12において、
Fe、Pt以外の前記1種以上の金属元素は、Cu、Ag、Mn、Ni、Co、Pd、Cr、V、Bのうちの1種以上であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項14】
請求項12において、
Fe、Pt以外の前記1種以上の金属元素は、Cuを含むことを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項15】
請求項12において、
Fe、Pt以外の前記1種以上の金属元素は、Cuのみであることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項16】
請求項11〜15のいずれかにおいて、
前記C粉末を、前記混合粉末全体に対するCの含有量が21〜70at%となるように添加することを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項17】
請求項11〜16のいずれかにおいて、
前記雰囲気には該雰囲気外から酸素が供給されていることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項18】
請求項17において、
前記酸素の供給は大気を供給することによりなされることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項19】
請求項11〜18のいずれかにおいて、
前記雰囲気は大気であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項20】
請求項11〜17のいずれかにおいて、
前記雰囲気は不活性ガスと酸素とから実質的になることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項21】
請求項11〜20のいずれかにおいて、
前記雰囲気の酸素濃度が10〜30vol%であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項22】
請求項11〜21のいずれかにおいて、
前記雰囲気は前記混合の途中段階で大気に開放されることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項23】
請求項11〜22のいずれかにおいて、
得られるFePt−C系スパッタリングターゲット中のC相は、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項24】
請求項11〜23のいずれかにおいて、
前記混合粉末を加圧下で加熱して成形する際の雰囲気を真空または不活性ガス雰囲気とすることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項25】
請求項11〜24のいずれかにおいて、
得られるFePt−C系スパッタリングターゲット中の酸素の含有量を100質量ppm以下とすることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項26】
請求項11〜25のいずれかにおいて、
得られるFePt−C系スパッタリングターゲット中の窒素の含有量を30質量ppm以下とすることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項27】
請求項11〜26のいずれかにおいて、
前記FePt系合金粉末をアトマイズ法で作製することを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項28】
請求項27において、
前記アトマイズ法は、アルゴンガスまたは窒素ガスを用いて行うことを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項29】
請求項11〜28のいずれかにおいて、
得られるFePt−C系スパッタリングターゲットは、磁気記録媒体用であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項30】
請求項11〜29のいずれかに記載の製造方法により製造されるFePt−C系スパッタリングターゲット。
【請求項1】
Fe、PtおよびCを含有するFePt−C系スパッタリングターゲットであって、
Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、ターゲット全体に対するCの含有量が21〜70at%であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項2】
Fe、PtおよびCを含有し、さらにFe、Pt以外の1種以上の金属元素を含有するFePt−C系スパッタリングターゲットであって、
Ptを40at%以上60at%未満、Fe、Pt以外の前記1種以上の金属元素を0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金相と、不可避的不純物を含むC相とが互いに分散した構造を有し、
ターゲット全体に対するCの含有量が21〜70at%であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項3】
請求項2において、
Fe、Pt以外の前記1種以上の金属元素は、Cu、Ag、Mn、Ni、Co、Pd、Cr、V、Bのうちの1種以上であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項4】
請求項2において、
Fe、Pt以外の前記1種以上の金属元素は、Cuを含むことを特徴とするFePt−C系スパッタリングターゲット。
【請求項5】
請求項2において、
Fe、Pt以外の前記1種以上の金属元素は、Cuのみであることを特徴とするFePt−C系スパッタリングターゲット。
【請求項6】
請求項1〜5のいずれかにおいて、
前記C相は、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項7】
請求項1〜6のいずれかにおいて、
相対密度が90%以上であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項8】
請求項1〜7のいずれかにおいて、
ターゲット全体に対する酸素の含有量が100質量ppm以下であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項9】
請求項1〜8のいずれかにおいて、
ターゲット全体に対する窒素の含有量が30質量ppm以下であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項10】
請求項1〜9のいずれかにおいて、
磁気記録媒体用であることを特徴とするFePt−C系スパッタリングターゲット。
【請求項11】
Ptを40〜60at%含有して残部がFeおよび不可避的不純物からなるFePt系合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項12】
Ptを40at%以上60at%未満、Fe、Pt以外の前記1種以上の金属元素を0at%よりも多く20at%以下含有し、かつ、Ptと前記1種以上の金属元素の合計が60at%以下であり、残部がFeおよび不可避的不純物からなるFePt系合金粉末に不可避的不純物を含むC粉末を添加し、酸素の存在する雰囲気下で混合して混合粉末を作製した後、作製した該混合粉末を加圧下で加熱して成形することを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項13】
請求項12において、
Fe、Pt以外の前記1種以上の金属元素は、Cu、Ag、Mn、Ni、Co、Pd、Cr、V、Bのうちの1種以上であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項14】
請求項12において、
Fe、Pt以外の前記1種以上の金属元素は、Cuを含むことを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項15】
請求項12において、
Fe、Pt以外の前記1種以上の金属元素は、Cuのみであることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項16】
請求項11〜15のいずれかにおいて、
前記C粉末を、前記混合粉末全体に対するCの含有量が21〜70at%となるように添加することを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項17】
請求項11〜16のいずれかにおいて、
前記雰囲気には該雰囲気外から酸素が供給されていることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項18】
請求項17において、
前記酸素の供給は大気を供給することによりなされることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項19】
請求項11〜18のいずれかにおいて、
前記雰囲気は大気であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項20】
請求項11〜17のいずれかにおいて、
前記雰囲気は不活性ガスと酸素とから実質的になることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項21】
請求項11〜20のいずれかにおいて、
前記雰囲気の酸素濃度が10〜30vol%であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項22】
請求項11〜21のいずれかにおいて、
前記雰囲気は前記混合の途中段階で大気に開放されることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項23】
請求項11〜22のいずれかにおいて、
得られるFePt−C系スパッタリングターゲット中のC相は、インターセプト法によって求めた相の平均の大きさが0.6μm以下であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項24】
請求項11〜23のいずれかにおいて、
前記混合粉末を加圧下で加熱して成形する際の雰囲気を真空または不活性ガス雰囲気とすることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項25】
請求項11〜24のいずれかにおいて、
得られるFePt−C系スパッタリングターゲット中の酸素の含有量を100質量ppm以下とすることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項26】
請求項11〜25のいずれかにおいて、
得られるFePt−C系スパッタリングターゲット中の窒素の含有量を30質量ppm以下とすることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項27】
請求項11〜26のいずれかにおいて、
前記FePt系合金粉末をアトマイズ法で作製することを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項28】
請求項27において、
前記アトマイズ法は、アルゴンガスまたは窒素ガスを用いて行うことを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項29】
請求項11〜28のいずれかにおいて、
得られるFePt−C系スパッタリングターゲットは、磁気記録媒体用であることを特徴とするFePt−C系スパッタリングターゲットの製造方法。
【請求項30】
請求項11〜29のいずれかに記載の製造方法により製造されるFePt−C系スパッタリングターゲット。
【図1】


【図2】

【図3】
【図4】
【図5】

【図6】

【図7】
【図8】

【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2012−214874(P2012−214874A)
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願番号】特願2012−5696(P2012−5696)
【出願日】平成24年1月13日(2012.1.13)
【出願人】(509352945)田中貴金属工業株式会社 (99)
【Fターム(参考)】
【公開日】平成24年11月8日(2012.11.8)
【国際特許分類】
【出願日】平成24年1月13日(2012.1.13)
【出願人】(509352945)田中貴金属工業株式会社 (99)
【Fターム(参考)】
[ Back to top ]