
H形鋼の溶接接合方法
【課題】ダイアフラムの量を減少させることができるとともに、溶接箇所を減少させることができて、製作工数と製作費用の低減を図ることができるH形鋼の溶接接合方法を提供する。
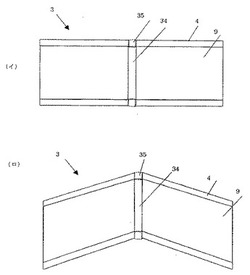
【解決手段】このH形鋼の溶接接合方法では、建築鉄骨構造物において、内ダイアフラムをH形鋼同士の接合に適用し、H形鋼フランジと内ダイアフラムを溝溶接していることである。すなわち、向かい合わせた2本のH形鋼3端面に単数又は複数のダイアフラム34を挟み、該2本のH形鋼3フランジ端面とダイアフラム34端面との間で溝溶接35して2本のH形鋼を溶接接合する。角度を持って斜めに向かい合わせた2つのH形鋼を溝溶接で接合することもできる。
【解決手段】このH形鋼の溶接接合方法では、建築鉄骨構造物において、内ダイアフラムをH形鋼同士の接合に適用し、H形鋼フランジと内ダイアフラムを溝溶接していることである。すなわち、向かい合わせた2本のH形鋼3端面に単数又は複数のダイアフラム34を挟み、該2本のH形鋼3フランジ端面とダイアフラム34端面との間で溝溶接35して2本のH形鋼を溶接接合する。角度を持って斜めに向かい合わせた2つのH形鋼を溝溶接で接合することもできる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、内ダイアフラムをH形鋼同士の接合に適用し、H形鋼と内ダイアフラムを溝溶接して2つのH形鋼を溶接接合する方法である。
【背景技術】
【0002】
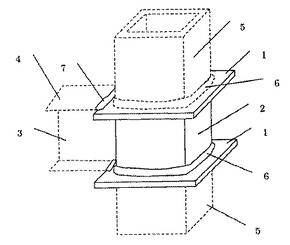
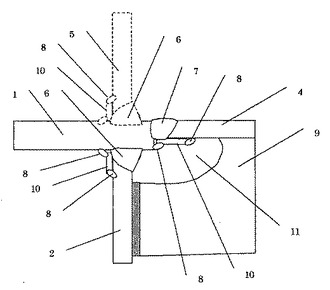
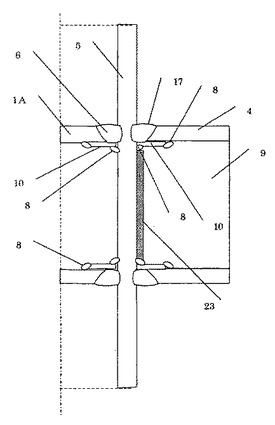
従来の技術では、建築鉄骨構造物の柱梁接合部は、接合部は図1に示すように、薄鋼板によるダイアフラム1と短い鋼管2との間で溶接6を施すことによりサイコロを形成させ、このサイコロとH形鋼梁フランジ4を溶接接合7し、更に、該サイコロと鋼管柱5とを溶接接合して構成する事が多い。この従来の技術では、図2に示すように、サイコロの鋼管2とダイアフラム1との溶接6及びサイコロのダイアフラム1とH形鋼フランジ4の溶接7は裏当金10を用いて片側溶接で実施されている。このダイアフラム1と梁フランジ4との従来溶接方法では、フランジ4の接合予定端部の開先加工をしてから、裏当金10の製作及び裏当金取付の仮付溶接8を行い、本溶接7を実施している。また、ダイアフラム1と鋼管2又は5との溶接も鋼管2又は5の接合予定端部の開先加工をしてから、裏当金10の製作及び裏当金取付の仮付溶接8を行いダイアフラム1と鋼管2又は5との本溶接6を実施している。
【0003】
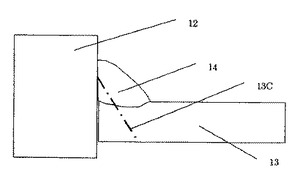
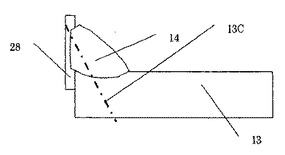
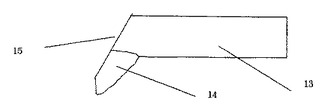
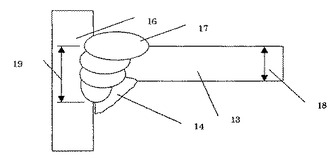
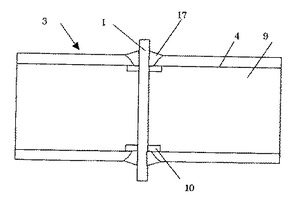
更に、特願2000−202582(特開2001−259830号公報:引用文献1)において、図3の一例に示すように、溶接継手部材13端部の裏面に非消耗式銅当金12をあてがい肉盛溶接14を行った後、開先加工を13Cの位置で肉盛部14を含めて実施して、図5のように部材13と肉盛部14を含めた開先15を得て、図6に示すように、消耗式の裏当金や裏当材を用いず、部材16と13を片側から溶接施工する片側溶接方法て継手溶接17をし、溶接継手部材端部の部材の板厚18を超えるのど厚19を獲得する技術の方法がある。
【0004】
また、特願2002−061326(特開2003−260591号公報:引用文献2)において、図4の一例に示すように、溶接継手部材13端部の裏面に板厚3mm程度の薄鋼板28をあてがい、肉盛溶接14を行った後、開先加工を13Cの位置で部材13の端部のみを開先加工を行い、図5のように部材13と肉盛部14を含めた開先15を得て、図6に示すように、消耗式の裏当金や裏当材を用いず、部材16と13を片側から溶接施工する片側溶接方法で継手溶接17をし、溶接継手部材端部の部材の板厚18を超えるのど厚19を獲得する技術の方法がある。
【0005】
また、図7に示すように、鋼管柱5の内面側にH形鋼梁フランジと同じ高さの位置に4内ダイアフラムを取り付ける方法が用いられることがある。
【0006】
また、特願平06−331303(特開平8−158476号公報:引用文献3)にあるように、鋼管柱にボルト貫通長孔をあけてH鋼構造仕口部内部に内ダイアフラムを取付けこの内ダイアフラムにめねじを加工し,このめねじに、梁端部に取り付けたエンドプレートのボルト孔を通して高力ボルトを入れてエンドプレート側でナットを締めて梁を固定接合することを特徴とする内ダイアフラムと梁の接合を行う方法が開示されている。
【0007】
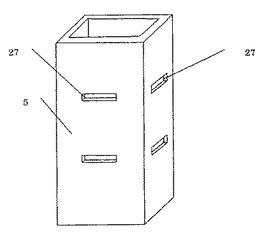
また、特願平2000−341293(特開2002−146921号公報:引用文献4)において、図8に示すように、内ダイアフラム1Aの端面を鋼管側面に開けた細長い四辺形のスロットに対向して配置し、鋼管側面と内ダイアフラムを溝溶接する鋼管構造が記載されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−259830号公報
【特許文献2】特開2003−260591号公報
【特許文献3】特開平8−158476号公報
【特許文献4】特開2002−146921号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来の建築鉄骨柱梁接合部では、殆どが図1で示すサイコロで製作されており、図1及び図2に示すように、ダイアフラム1・鋼管2・裏当金10・エンドタブ等部材が多く、溶接6は鋼管2の周囲に一周しており溶接量が多い。そのため、部品製作コストが掛かると共に、サイコロ製作後鋼管柱から張り出したダイアフラムが折れ曲がり、いわゆる傘折れ現象が起きて、ダイアフラム1と梁フランジ4との間で目違いが起こりやすいと言う問題がある。このようにダイアフラムが柱から張り出していると外壁を該ダイアフラムの外に作る必要があり建設上取り合いが悪くなると共に居住空間が狭くなる。また、ダイアフラムの使用材料が増加するなどの問題がある。また、裏当金10を鋼管2の端部内周に取付け仮付溶接8を行うのは手間とコストが掛かる。また、鋼管2とダイアフラム1の溶接6を全周に亘って行うため、溶接量が多いので溶接残留応力が大きくなるだけでなく、裏当金10を用いると部材4,5との間で切り欠きが出来て応力集中が発生し、強度を弱める結果となる。
【0010】
また、図2に示すように、従来、スカラップ11を用いているが、ダイアフラム1が存在しているために、該スカラップ加工が手間の掛かるものとなっている。スカラップ11を省略するにしてもダイアフラム11の板厚が梁フランジ4の板厚よりも大きいため、梁フランジ4の開先加工が難しい面がある。
【0011】
更に、一般に溶接熱影響部は脆化し易いという事があり、従来、2つの溶接部が近接する場合、両溶接部による熱影響部が重なって脆化が更に促進されないように、両溶接部は該熱影響部が重ならないように遠ざけるようにするのが通例である。特に、両溶接部による溶接熱影響が重なった部分が外面に露出すると問題である。図2に示すように柱5とダイアフラム1との溶接部6が、梁4とダイアフラム1との溶接部7に近接し両溶接部に挟まれた共通の溶接熱影響部が外面に生じると該熱影響部は単一の熱影響部よりも脆化しやすいと言う現象がある。このような現象のために、柱梁接合部の脆性破壊強度・疲労強度及び塑性変形性能が低下するという問題が起こる。
【0012】
従来、建築鉄骨の組立は、工場においてサイコロと短尺梁を取り付けてパネルゾーンを製作し、該パネルゾーンに柱を溶接で繋ぎ、通常は建物の3階分の長さに製作し、建設現場でパネルゾーン付きの柱を直立させてから短尺梁間を長尺梁でボルト接合により連結して行う。この従来工法は、梁付きの柱は梁が1メートル程度の短尺とは言え柱に直交して2〜4方向に張り出すことがあるため工場から現場へ運送する効率が悪く、建設現場での梁同士の多数のボルトを使った接合に工数と費用が溶接よりも掛かるという問題がある。
【0013】
一方、図7に示す内ダイアフラム方式の柱梁接合部は、鋼管柱の端部から離れた位置にある内ダイアフラム1を内部が良く見えない状態で鋼管内面に溶接接合させる必要があり、その場合内面の溶接施工が難しくなると共に、鋼管柱5の外側のH形鋼梁フランジと高さ位置を合わせることが難しく梁フランジから内ダイアフラムへ応力が伝えにくくなり柱梁接合部の強度が低下しやすいという問題が存在する。当然のことながら、この内ダイアフラム方式では、該内ダイアフラムを鋼管内面に溶接するため、鋼管を内ダイアフラムの近傍で切断する必要がある。更に、その切断によるその後の突合せ溶接が必要になり、それらの工数が大きく掛かることになる。
【0014】
また、従来はダイアフラムと鋼管の短管からサイコロを製作する小組立工程と、それから、このサイコロにH形鋼梁を取り付ける中組立と、サイコロにH形鋼梁を取り付けたものに鋼管柱を取り付ける大組立を行う方法を採用している。この従来方法では、鋼管柱は各階ごとに切断して溶接接合する必要があり、複雑で製作工数が大きく掛かると言う問題がある。
【0015】
また、引用文献3では、ボルト孔が鋼管柱を貫通させているので、鋼管の強度が低下するし、この強度低下を補うためにはかなりの厚肉の鋼管柱を使用する必要がある。鋼管柱は各階ごとに切断して溶接接合する必要がある。また、本方法では、かなり大きなエンドプレートを必要とする。
【0016】
引用文献4では、図8に示すように、四辺形スロット27の長手方向の端部が角張っているため、角部の加工に手間が掛かり、その角部は溶接時に溶け込みが悪く欠陥が出やすいという欠点がある。また、スロット27の鋼管の幅方向の位置はダイアフラムを十字形にするために鋼管のほぼ中央であるが、梁を鋼管柱の端寄せにする場合に難しい面がある。
【課題を解決するための手段】
【0017】
このような諸課題は、種々研究した結果、図1及び図2に示すような部材1と2で構成されるサイコロではダイアフラムの柱からの張り出しを無くして、例えば、図10及び図16に示すように、柱貫通ダイアフラムを内ダイアフラム1に変更して、梁位置に相当するところに、梁フランジの端部で肉盛溶接により拡大されたフランジ幅より長く且つ該梁フランジ厚さより幅広にした貫通長孔を、錐を用いて端部を円弧にした貫通長孔即ちスロット27を開けて、柱5と内ダイアフラム1との溶接部6を溝溶接にして、梁4を、柱5に該溝溶接部を含めて溶接接合させれば解決することを見いだした。
また、上記貫通長孔を更に長くして柱全周に亘って加工することによっても解決できることを見いだした。
さらに、この方法を、向かい合わせた2本のH形鋼の溶接接合方法に適用できることを見出した。すなわち、本発明は、ダイアフラムの量を減少させることができるとともに、溶接箇所を減少させることができて、製作工数と製作費用の低減を図ることができるH形鋼の溶接接合方法を提供するものである。
【0018】
請求項1に係る発明では、第1の構成は、建築鉄骨構造物において、2本のH形鋼端面にダイアフラムを挟み込むことであり、第2の構成は、2本のH形鋼フランジ端面とダイアフラム端面との間で溝溶接して2本のH形鋼を溶接接合することを特徴とする方法である。本発明の新規性は、内ダイアフラムをH形鋼同士の接合に適用し、H形鋼フランジと内ダイアフラムを溝溶接していることである。
【発明の効果】
【0019】
請求項1に係る発明では、貫通型のダイアフラムを挿入する場合に比較して、ダイアフラムの量を縮減させることができるし、溶接箇所を2カ所から1カ所に縮減させることができて、製作工数と製作費用の低減に役立つ。
【図面の簡単な説明】
【0020】
【図1】従来の建築鉄骨柱梁接合部の立体図の一例である。
【図2】従来の建築鉄骨柱梁接合部の鋼管・ダイアフラム・梁フランジ接合部の断面図である。
【図3】部材端部に水冷又は非水冷の銅製当て金をあてがい肉盛溶接をした断面図の一例である。
【図4】部材端部に薄い鋼板をあてがい、肉盛溶接をした断面図の一例である。
【図5】部材13の端部に肉盛溶接し部材端部及び肉盛溶接部14を共に開先加工した状態の断面図である。
【図6】部材13の端部に肉盛溶接14と開先加工をして継手の相手部材16にあてがい、継手溶接を実施した状態の断面図である。
【図7】鋼管柱内部に装填された内ダイアフラムの施工状況を示す断面図である。
【図8】鋼管柱の側面に四辺形の形状に開けた貫通長孔の外観図である。
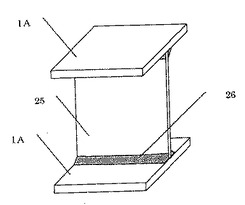
【図9】H形鋼フランジにウエブを取り付けた状態の外観図である。
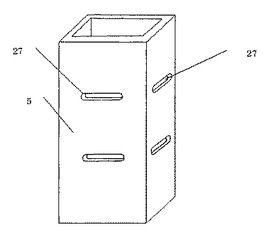
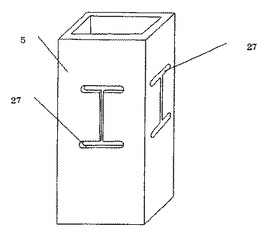
【図10】鋼管柱の側面に端部を円弧又は楕円弧にした貫通長孔の外観図である。
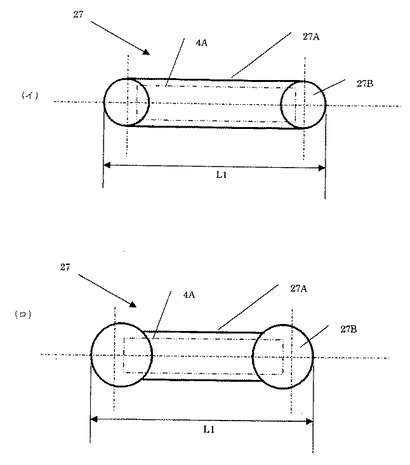
【図11】鋼管柱の側面に端部に錐孔を開けて長辺を溶断又は鋸切断して製作した貫通長孔の外観図であって、(イ)は錐孔径と貫通長孔幅と同等の場合、(ロ)は錐孔径が貫通長孔幅より大きい場合で、貫通長孔は正面形状がダンベル形状をしている。
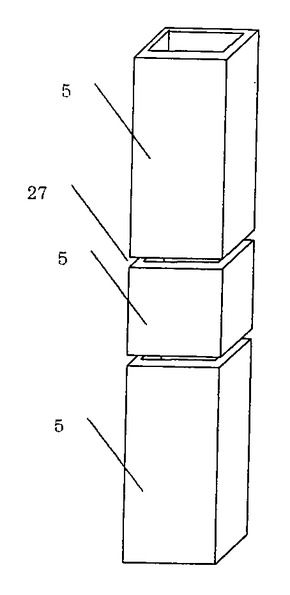
【図12】鋼管柱の梁フランジ設置位置に全周貫通長孔(溝)加工した外観図である。
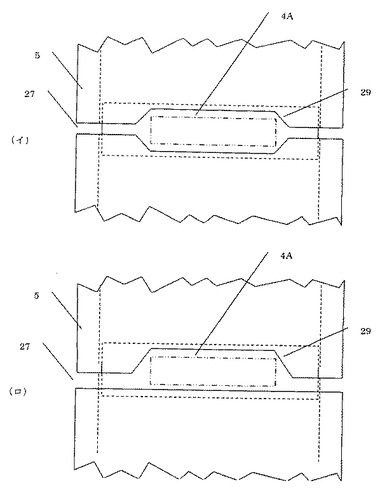
【図13】鋼管柱の梁フランジ設置位置に梁フランジ4Aが設置される箇所だけ溝幅を大きくし他の部分をより細くして全周溝加工した外観図であって、溝端部29は直線、円弧、又は楕円弧である。(イ)は鋼管柱の両側を切り欠いた場合であり、(ロ)は鋼管柱の方側を切り欠いた場合である。
【図14】H形鋼フランジにウエブを直角方向の2方向に取り付けた状態の外観図である。
【図15】鋼管柱の側面に端部に錐孔を開けて長辺を溶断又は鋸切断して製作し、更に、梁ウエブに位置するところに貫通長孔を開けた外観図である。
【図16】内ダイアフラムと鋼管柱とを全周貫通長孔(スロット又は溝ともいう)溶接し、梁フランジを、裏当金を用いて溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した断面図である。
【図17】内ダイアフラムと鋼管柱とを全周貫通長孔(スロット又は溝ともいう)溶接し、梁フランジを溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した横断面である。
【図18】内ダイアフラム又はH形鋼フランジを鋼管の内面に合わせ、鋼管柱と溝溶接し、梁フランジを溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した横断面である。
【図19】貫通長孔継手当たり1枚の内ダイアフラムを使用した全周全周貫通長孔(スロット又は溝ともいう)溶接の断面図で、梁端部側面に肉盛溶接を実施した場合の柱梁接合部である。
【図20】貫通長孔継手当たり2枚の内ダイアフラムを使用した全周全周貫通長孔(スロット又は溝ともいう)溶接の断面図である。
【図21】貫通長孔継手当たり3枚の内ダイアフラムを使用した全周全周貫通長孔(スロット又は溝ともいう)溶接の断面図である。
【図22】貫通長孔継手当たり1枚の開先付き内ダイアフラムを使用した全周全周貫通長孔(スロット又は溝ともいう)溶接の断面図である。
【図23】通常の短い全周貫通長孔(スロット又は溝ともいう)溶接部における梁の端寄せを示す図である。
【図24】鋼管柱角部の全周貫通長孔(スロット又は溝ともいう)溶接部を肉盛して全周スロット工法における梁の端寄せを示す図である。
【図25】内ダイアフラムと梁フランジ直結の柱梁接合部で梁フランジの裏面に肉盛溶接を施した場合の縦断面図である。
【図26】内ダイアフラムと梁フランジ直結の柱梁接合部で内ダイアフラムの端部両面及び梁フランジの裏面に肉盛溶接を施した場合の縦断面図である。
【図27】柱天頂部の全周スロット溶接図。(イ)は上面図で、(ロ)は正面断面図である。
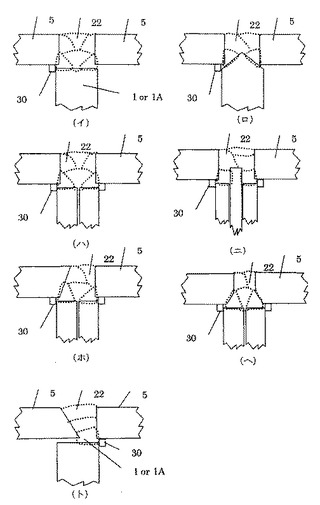
【図28】各種継手のスロット溶接とその積層方法(点線)の例を示す図であって、(イ)は鋼管柱がI開先で局部スロット(溝)溶接、又は全周スロット(溝)溶接の適用、(ロ)は鋼管柱がI開先でダイアフラムの一部が開先内に突きだしている全周スロット(溝)溶接、(ハ)は鋼管柱がI開先で複数のダイアフラムを使った局部スロット(溝)溶接、又は全周スロット(溝)溶接、(ニ)は鋼管柱がI開先で複数のダイアフラムを使い一枚のダイアフラムが開先内に入り込んでいる全周スロット(溝)溶接適用、(ホ)は鋼管柱の開先が中に入るほど広がる逆レ形開先で局部スロット(溝)溶接、又は全周スロット(溝)溶接適用、(ヘ)は鋼管柱の開先が中に入るほど広がる逆Y形開先で局部スロット(溝)溶接、又は全周スロット(溝)溶接適用、(ト)は鋼管柱の開先が中に入るほど狭くなる逆レ形開先で局部スロット(溝)溶接、又は全周スロット(溝)溶接適用を示す図である。
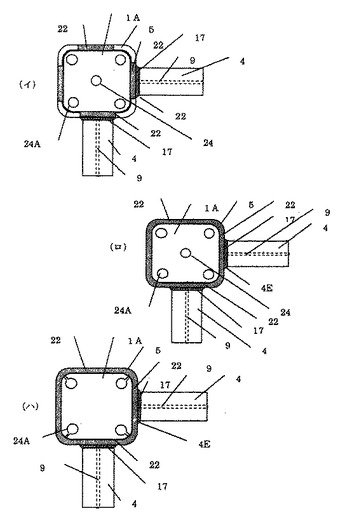
【図29】柱梁接合部内にセットされた四隅又は中央又はその両方に貫通孔を設けたH形鋼フランジ又はダイアフラムの上面図であって、(イ)は局部スロット溶接の場合で、(ロ)は全周スロット溶接の場合である。(ハ)は全周スロット溶接の場合で、ダイアフラムの4隅の貫通孔はダイアフラムの外周と連続して切断できる一筆書きの貫通孔である。中央に別途孔を開けることもできる。
【図30】内ダイアフラム及びスティフナーと鋼管柱とを溝溶接し、梁フランジを溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した横断面である。
【図31】柱梁接合部内にセットされたH形鋼フランジのスティフナーの水平長さをコラム径の約半分にして梁側にスロット溶接する断面図(上面図)である。
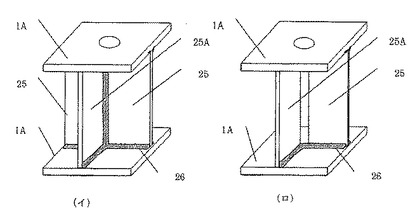
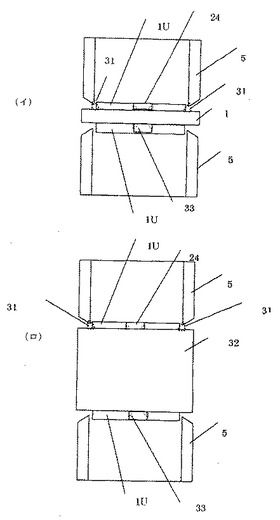
【図32】H形鋼フランジとウエブを溶接組立し鋼管柱内に設置したH形鋼を、鋼管柱と溝溶接し、梁フランジをその裏面に肉盛溶接して溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した横断面図であって、(イ)は、鋼管柱内H形鋼ウエブと鋼管柱とのスロット(溝)溶接がない場合で、(ロ)は、鋼管柱内H形鋼ウエブと鋼管柱とのスロット(溝)溶接を実施した場合である。
【図33】H形鋼フランジ又は内ダイアフラムと梁フランジ直結の柱梁接合部で、H形鋼フランジ又は内ダイアフラムの端部に裏当金を取付け、梁フランジの裏面に肉盛溶接を施した場合の縦断面図である。
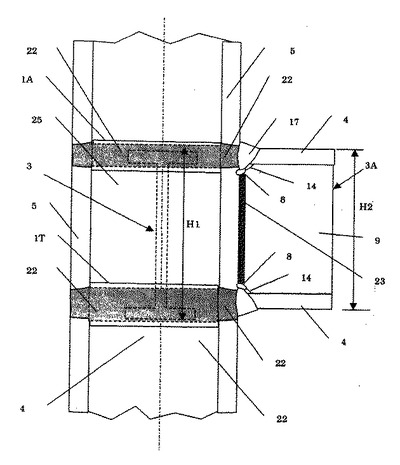
【図34】せい及び方向の異なる2つ以上の梁が鋼管柱に溶接される場合の柱梁接合部断面図である。下段内ダイアフラムの溶接箇所8カ所を4カ所に減らしている。図中H1及びH2は、異なる方向の梁のそれぞれの高さの異なるせいを示す。
【図35】せい及び方向の異なる2つ以上の梁が鋼管柱に溝溶接される場合の柱梁接合部外観図である。下段内ダイアフラムの溶接箇所8カ所を4カ所に減らしている。図中H1及びH2は、異なる方向の梁のそれぞれの高さの異なるせいを示す。
【図36】せい及び方向の異なる2つ以上の梁が鋼管柱に全周溝溶接される場合の柱梁接合部断面図である。下段内ダイアフラムの溶接箇所8カ所を4カ所に減らしている。図中H1及びH2は、異なる方向の梁のそれぞれの高さの異なるせいを示す。
【図37】せい及び方向の異なる2つ以上の梁が鋼管柱に全周溝溶接される場合の柱梁接合部外観図である。下段内ダイアフラムの溶接箇所8カ所を4カ所に減らしている。
【図38】(イ)は、ダイアフラム鋼管柱内にセットして、鋼管柱とダイアフラムを接合する場合の断面図である。(ロ)は、サイコロを鋼管柱内にセットして、鋼管柱と中実のサイコロを接合する場合の断面図である。
【図39】H形鋼同士の従来方法による接合を示す図である。
【図40】2つのH形鋼の内ダイアフラムを用いた接合を示す図であって、(イ)は直線的に繋ぐ場合で、(ロ)は曲がった梁を繋ぐ場合である。
【図41】H形鋼又は鋼管柱とH形鋼梁の仕口部を内ダイアフラムで施工し、裏当金を用いずに品質とH形鋼梁を溶接接合した場合を示す図である。
【発明を実施するための形態】
【0021】
鉄骨構造物柱梁接合部の梁と内ダイアフラム直結工法について実施の形態を次に述べる。
【0022】
本発明の実施の形態について説明する。本発明では、図12に示すように、鋼管柱5の梁フランジ取付位置に、該鋼管柱5の全周に亘る貫通長孔27を、機械的切断又は熱的溶断により開ける。機械的切断とは、鋸切断、バンドソー、フライス盤などであり、熱的溶断とはガス切断、プラズマ切断、レーザ切断などである。また、図13に示すように、該鋼管柱5の全周に亘る貫通長孔27を機械的切断又は熱的溶断により開ける場合に、鋼管柱5の梁フランジ取付位置4A部分だけ溝幅を梁フランジ板厚より大きくし、他の部分をより溝幅を小さくするようにする。その場合、大きい溝幅の端部29は直線以外にも円弧又は楕円状にすることができる。
【0023】
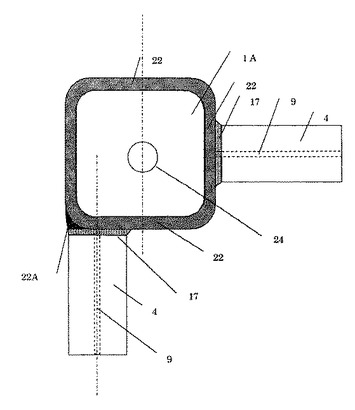
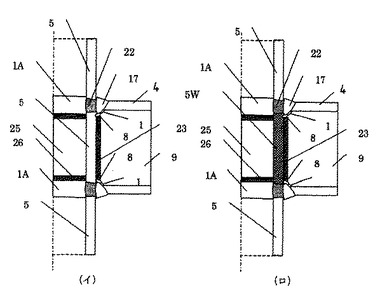
また、本発明の実施の他の形態について説明する。図32に示すように、鋼管柱5の全周に亘る該貫通長孔位置にH形鋼フランジ1Aを鋼管柱5内部に設置し、図32(イ)のように該鋼管柱5と該H形鋼の該フランジ1Aを、鋼管柱5の外面から溝溶接22を柱5の全周に亘り行うか、又は、図32(ロ)のように、該鋼管柱5と該フランジ1Aとを鋼管柱5の外面から溝溶接22を柱5の全周に亘り行い、且つ、該鋼管柱5とH形鋼ウエブ又はスティフナーを鋼管柱5の外面から溝溶接5Wをその全長又は一部分について行う。該溝溶接5Wを一部分について行う場合は、H形鋼ウエブ又はスティフナーのH形鋼のフランジ寄りに上下1/6程度実施すれば応力の伝達及び施工上効率が良い。しかる後、図17及び図32に示すように、該溝溶接部22と5Wを含めた鋼管柱5とH形鋼梁フランジ4・ウエブ9とを溶接接合し鉄骨構造物を製作する。この場合、貫通長孔の加工に錐孔が不要である。
【0024】
本発明の実施の形態について説明する。図12に示すように、鋼管柱5の梁フランジ取付位置に、鋼管柱5の全周に亘る貫通長孔27を、機械的又は熱的溶断により開けて、図19・図20・図21及び図22に示すように、該貫通長孔位置一つに単数又は複数の内ダイアフラム1Aを鋼管柱5の内部に設置して、図28(イ)〜(ト)に示すように、該鋼管柱5と該ダイアフラム1を、鋼管柱5の外面から溝溶接22を行い、しかる後、図17に示すように、該溝溶接部22を含めた鋼管柱5とH形鋼梁4とを溶接接合し鉄骨構造物を製作する。図19は、溝溶接継手当たり1枚の内ダイアフラム1Aを使用した全周スロット溶接の開先断面図である。図20は、溝溶接継手当たり2枚の内ダイアフラムを使用した全周スロット溶接の開先断面図であり、2枚の内ダイアフラムをそれぞれの鋼管柱に取り付けておけば、鋼管同士の組立が極めて容易である。図21は、溝溶接継手当たり3枚の内ダイアフラムを使用した全周スロット溶接の開先断面図であり、3枚の内ダイアフラムのうち中央の内ダイアフラムの外径を鋼管内径よりも大きくすると溝溶接部22の断面が減少して溶接作業の工数低減に役立つ。図22は、溝溶接継手当たり1枚の開先付き内ダイアフラムを使用した全周スロット溶接の開先断面図であり、この場合内ダイアフラムの開先先端の外径を鋼管内径よりも大きくすると溝溶接部22の断面が減少して溶接作業の工数低減に役立つ。
【0025】
本発明の実施の形態について説明する。図16及び図17において、鋼管柱5は、該鋼管5の梁フランジ取付高さ位置に梁フランジ板厚相当の柱全周貫通長孔を開けて、該柱全周貫通長孔位置に内ダイアフラム1を鋼管柱5の内部に設置して、鋼管柱5の外面から溝溶接22を行うことにより、鋼管柱5と内ダイアフラム1を溶接接合して、しかる後、該溝溶接部22を含めた鋼管柱5とH形鋼梁フランジ4とを溶接接合17して鉄骨構造物を製作する方法を示している。溶接部17は裏当金10及び仮付8を用いて溶接している。図17に示すように、内ダイアフラム1の形状は鋼管柱内面の形状に合わせたものである。その肉厚は梁フランジ厚さよりも通常5〜15mm程度大きく取る。また、図17に示すように、内ダイアフラム1の中央に貫通長孔24を設けて、溶接品質向上、該内ダイアフラム1の鋼管柱5内部への挿入、及びCFT構造のコンクリート充填に役立てる。図29に示すように、内ダイアフラムの角部に貫通孔24Aを開けるとCFT構造のコンクリート充填が更に容易になる。また、溝溶接22は梁が1方向しかなくても梁から掛かる応力を受けるために通常鋼管柱5の側面の4面について行う。また、梁が2方向以上あって、該梁のサイズが異なっている場合は、通常、鋼管柱5の側面の4面に設ける貫通長孔の大きさは最大梁フランジ大きさに対応した寸法のものを用いる。
【0026】
また、本発明の実施の他の形態について説明する。梁が鋼管の中央に設置されなくて、図24に示すように、鋼管柱5の全周スロット(溝)溶接部22の角部を肉盛22Aしてその角部を盛り上げて梁フランジ4と合わせて溶接し、全周スロット(溝)工法における梁の端寄せ接合を行うことができる。尚、図23に示すように、全周スロット(溝)工法でない場合は、鋼管柱5の曲がり部でない平面領域で梁フランジ4の端寄せが可能である。
【0027】
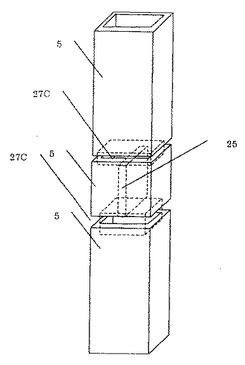
本発明の実施の形態のうち、鋼管柱内へのH形鋼の設置方法について説明する。図10に示すように、該鋼管5の梁フランジ取付位置に、該梁フランジの端部で肉盛溶接により拡大されたフランジ幅より長く且つ該梁フランジ厚さより幅広にした貫通長孔27を開け、該貫通長孔位置27にビルトH形鋼フランジを鋼管柱5の内部に設置する場合、図9に示すように、上下H形鋼フランジを、梁フランジ間隔を保ちながら柱内H形鋼ウエブ25で仮付溶接又はすみ肉溶接又は突合せ溶接で固定し、鋼管柱5の端部開口部から鋼管柱5の内に挿入し所定位置27に設置する。
【0028】
そして、図10及び図11に、該鋼管柱5の梁フランジ取付位置4Aに、該梁フランジ幅の端部で肉盛溶接により拡大されたフランジ幅より長く且つ該梁フランジ厚さより大きくした貫通長孔27(長さL)を、該貫通長孔端部において錐孔27Bを開けたのち該錐孔間即ち貫通長孔の中央辺をガス切断、プラズマ切断、レーザ切断等の溶断又は鋸切断により開けた外観図を示す。この貫通長孔27は長さLの長孔であるが、任意に大きくすることができ、梁フランジの幅が大きくなれば、鋼管柱の幅一杯まで長くすることができる。
【0029】
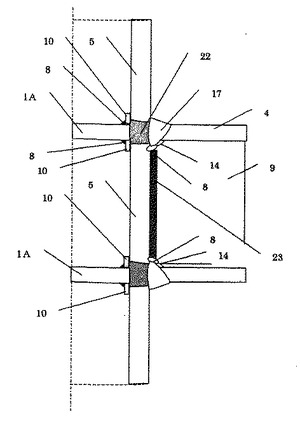
本発明に係る発明の他の実施の形態について説明する。本発明において、図9、図30及び図32(イ)、(ロ)に示すように、梁ウエブ9の延長上へ梁ウエブの厚さ以上の柱内H形鋼ウエブ25を上下H形鋼フランジ1A間に溶接接合26させて、溶接接合した該H形鋼フランジ1Aと該H形鋼溶接25を鋼管柱5の端部開口部から鋼管柱5の内に挿入し所定位置に設置し、図18の如くH形鋼フランジ1Aと柱5との溝溶接22をし、柱梁接合部の高強度性能要求に応じて該柱内H形鋼ウエブ25を鋼管柱5と溝溶接5Wさせ、更に、該溝溶接部5Wに該梁ウエブ9をすみ肉溶接23させることを特徴とする鉄骨構造物の製作方法である。この柱内H形鋼ウエブ25と鋼管柱5との溝溶接5Wは梁取付側だけでなく梁が無くてもその反対側の柱5にも溝溶接を実施する。また、図32の該すみ肉溶接23は突合せ溶接で行うことも可能である。
【0030】
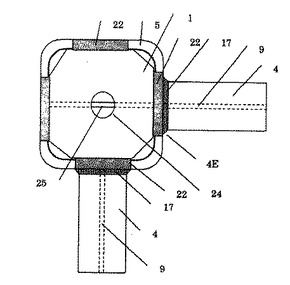
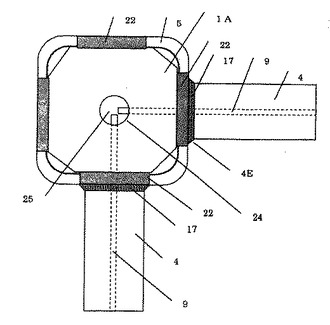
また、本発明の実施の他の形態について説明する。図9及び図14に、フランジに柱内H形鋼ウエブをそれぞれ一方向及び2方向に取り付けた状態の図を示す。図14(イ)は柱内H形鋼ウエブ同士を溶接で連結した場合であり、図14(ロ)は縦柱内H形鋼ウエブの水平長さをコラム径の約半分にしてフランジに溶接で取り付けた場合である。このH形鋼フランジ1Aを、鋼管柱5内の貫通長孔位置に溶接接合で取り付けた状態を、図30及び図31に示す。図28(イ)には、鋼管柱5とダイアフラム又はH形鋼フランジとの溝溶接22の状況を断面図で示す。該溝溶接22を実施した後に、図30及び図31に示すように、梁フランジ4を溝溶接22の上に重ねて溶接接合17する。尚、本発明で実施する溝溶接とは、鋼管に細長い貫通長孔を開けて90°に近い開先角度の溝状の開先加工を行い、そのルート部にダイアフラム・H形鋼フランジを宛がい完全溶け込みを行うグループ溶接である。その貫通長孔の少なくともルート部の幅はH形鋼フランジ板厚以上となる。
【0031】
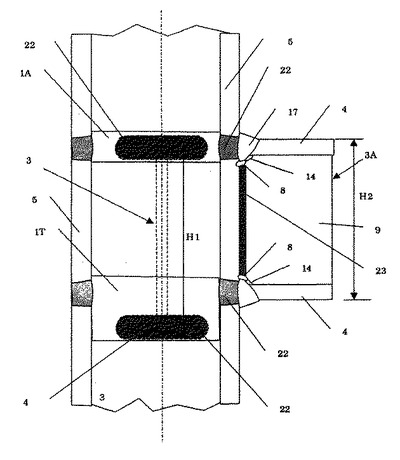
本発明の実施の形態について説明する。図36及び図37に示すように、直交する二つの梁3と3Aの梁せいがそれぞれH1とH2で異なり、高さ位置の異なる2枚の下フランジ4に対して2枚のダイアフラムを用いる代わりに、それを1枚の厚板のダイアフラム1Tを鋼管柱5内に設置する。そして、該1枚のダイアフラム1Tに対し1つの全周貫通長孔27Cを設けて鋼管柱5の外面から全周溝溶接22を実施し梁3と3Aを取り付けて、鉄骨構造物を製作する。2枚のダイアフラムを用いれば2個の全周貫通長孔と溝溶接22が必要であるが、本発明では、厚めの1枚のダイアフラム1Tで2枚のダイアフラムを代用して、しかもそれぞれ1つの全周貫通長孔と溝溶接22を施工するだけで済む。この実施の形態は、ダイアフラムの代わりにH形鋼フランジを用いる場合でも同様である。
【0032】
本発明の実施の形態について説明する。本発明の実施の形態のうち、方向及び梁せいの異なる梁を2種類以上柱に接合する場合の鋼管柱内への内ダイアフラムの設置方法について説明する。
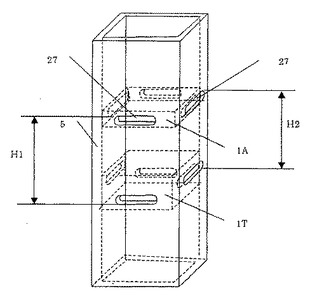
本発明において、図34及び図35に示すように、直交する二つの梁3と3Aの梁せいがそれぞれH1とH2で異なり、高さ位置の異なる2枚の下フランジ4に対して2枚のダイアフラムを用いる代わりに、それを1枚の厚板のダイアフラム1Tを鋼管柱5内に設置する。そして、該1枚のダイアフラム1Tに対し4つの貫通長孔を設けて鋼管柱5の外面から溝溶接22を実施し梁3と3Aを取り付けて鉄骨構造物を製作する。2枚のダイアフラムを用いれば8個の貫通長孔と溝溶接22が必要であるが、本発明では、厚めの1枚のダイアフラム1Tで2枚のダイアフラムを代用して、しかも4つ以下の貫通長孔と溝溶接22を施工するだけで済む。この4つ以下の貫通長孔の大きさはいずれも最大梁に対する貫通長孔の大きさ同等かそれよりも大きくする。この実施の形態は、ダイアフラムの代わりにH形鋼フランジを用いる場合でも同様である。
【0033】
本発明の実施の形態について説明する。図25において、鋼管柱5を柱梁接合部ごとに切断することなく、該鋼管5の梁フランジ取付位置に局部又は全周貫通長孔を開けて、該貫通長孔位置にH形鋼フランジ1A又は内ダイアフラム1を鋼管柱5の内部に設置して、鋼管柱5の外面から溝溶接22を行うことにより、鋼管柱5と内ダイアフラム1Aを溶接接合して、しかる後、H形鋼梁フランジ4の端部内面を肉盛溶接14して開先加工をした後、該溝溶接部22を含めた鋼管柱5とH形鋼梁4とを溶接接合17して鉄骨構造物を製作する方法を示している。溶接部17は肉盛溶接14及び仮付8を用いて溶接している。通常、図30に示すように、内ダイアフラムの形状は4角形の角を切り欠いたものであるが、図17又は図18に示すように、鋼管柱内面の形状に合わせたものでも良く、その肉厚は通常梁フランジよりも5〜15mm程度大きくとる。
【0034】
本発明の他の実施の形態について説明する。
本発明において、溝溶接22を行う場合又はH形鋼梁3のフランジ4を溝溶接部22に突合せ溶接17する場合に、図26に一例を示すように、該内ダイアフラム1の接合端部の上下両面、該H形鋼フランジ端部の上下両面、又は該H形鋼梁フランジ4の接合端部の裏面又は側面に、それぞれ開先側溶接施工前に予め肉盛溶接14をして鉄骨構造物を製作する。
【0035】
なお、本発明において、内ダイアフラム1の端部両面に肉盛溶接をする代わりに、図33に示すように、H形鋼フランジ1A又は内ダイアフラム1の端部両面に裏当金10を仮付溶接8により取り付けておく方法も内ダイアフラム1と鋼管5との溝溶接を安定的に実施する良い方法であり、本発明の応用例の一つである。この場合、この裏当金を用いた場合に、裏当金10を付けない場合よりも、H形鋼フランジ1A又は内ダイアフラムの厚さを大きくすることなく溝溶接22を安定的に行うことができる。なお、必要により、図32(ロ)のH形鋼ウエブ又はスティフナーの溝溶接側に同様の裏当金10を、H形鋼ウエブ又はスティフナーの端部に仮付溶接8により取り付ける方法も本発明の応用例の一つである。
【0036】
本発明において、図29に、柱梁接合部内にセットされた四隅又は中央に貫通長孔を設けたH形鋼フランジ又はダイアフラムの上面図を示す。(イ)は局部スロット溶接の場合で、(ロ)は全周スロット溶接の場合である。H形鋼フランジ又はダイアフラムの四隅に貫通長孔24Aを開けた場合に、柱5をメッキする場合やCFT構造のコンクリートを隅々まで充填するのに有効である。(ハ)は全周スロット溶接の場合で、ダイアフラムの4隅の貫通孔はダイアフラムの外周と連続して切断できる一筆書きの貫通孔である。中央に別途孔を開けることもできる。(ハ)は(ロ)と同様に、柱5をメッキする場合やCFT構造のコンクリートを隅々まで充填するのに有効である。(ロ)のばあいよりも短時間にダイアフラムの切断加工が可能になる。
【0037】
本発明において、図23は、通常の短いスロット(溝)溶接部を柱5の角部即ち曲部近くまで端寄せして該スロット溶接部と梁を接合した場合を示す。図24は、全周スロット溶接の鋼管柱角部のスロット(溝)溶接部を肉盛して梁を鋼管柱の端部まで寄せた場合の例である。
【0038】
本発明において、鋼管柱に角形鋼管及び円形鋼管を用いる。
【0039】
本発明において、柱内に用いるH形鋼として溶接組立H形鋼又はロールH形鋼を用いる。角形鋼管柱内に用いるH形鋼フランジの角部は、該角形鋼管の角部に合わせて切断するか又はスニップカットを行う。円形鋼管柱内に用いるH形鋼フランジは、該円形鋼管の内径に合わせて切断する。
【0040】
本発明の実施の他の形態について説明する。図27に示すように、柱天頂部で全周スロット溶接を行って梁を取り付ける場合、天頂部の梁取付部以外はすみ肉溶接で柱と梁を接合させる。
【0041】
本発明の実施の他の形態について説明する。図38(イ)に示すように、鋼管柱5とダイアフラム1を接合する場合に、凡そ3〜10mm厚の薄ダイアフラム1Uをダイアフラム1に取り付けてからスロット(溝)溶接を実施する。尚、この薄ダイアフラム1Uのダイアフラム1への取り付けは、該薄ダイアフラム1Uの中央貫通孔24内に仮付溶接33で行う。鋼管柱とダイアフラムを初層溶接31を実施した状態を示す。図38(ロ)は図38(イ)又は図21の変形である。図38(ロ)に示すように、鋼管柱5と中実のサイコロ32を接合する場合に、凡そ3〜10mm厚の薄ダイアフラム1Uを鋼管柱5内のサイコロ32に取り付けてスロット溶接を実施する。尚、この薄ダイアフラム1Uのダイアフラム1への取り付けは該薄ダイアフラム1Uの中央貫通孔24内に仮付溶接33で行う。この場合、初層溶接が容易で、ルート部に切り欠き即ちノッチができにくいのが特長で、応力集中が従来の裏当金よりも緩和されるのが特徴である。
【0042】
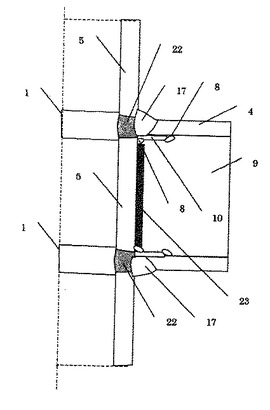
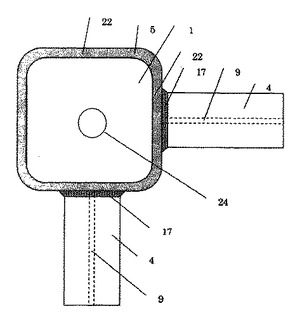
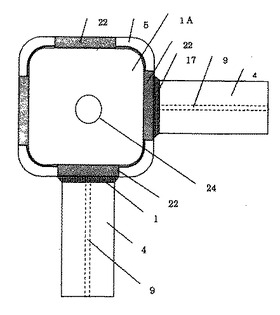
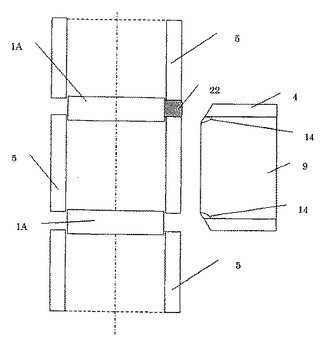
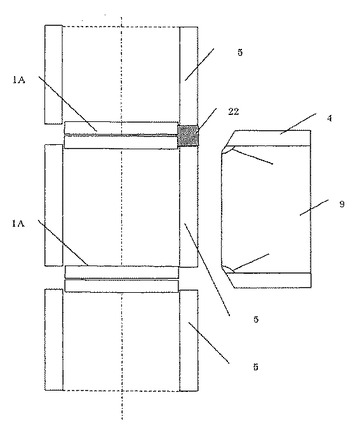
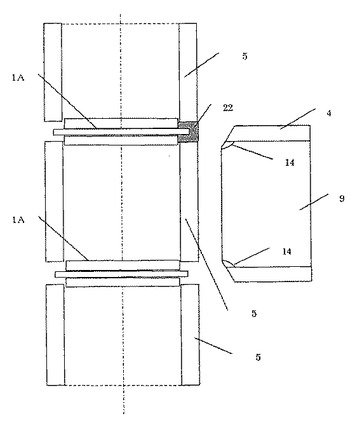
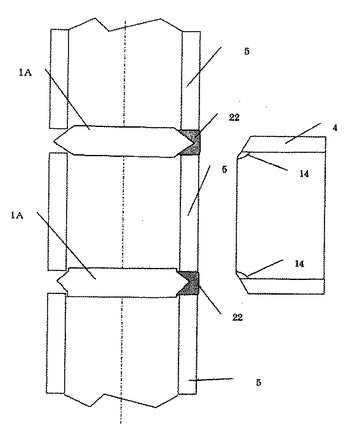
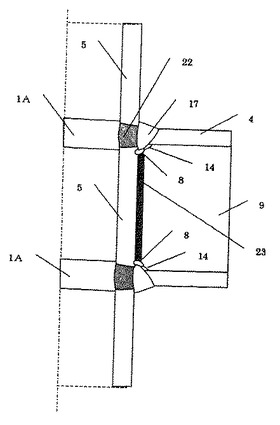
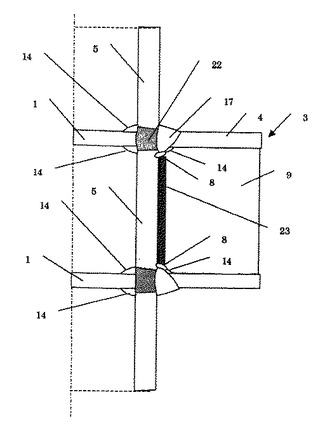
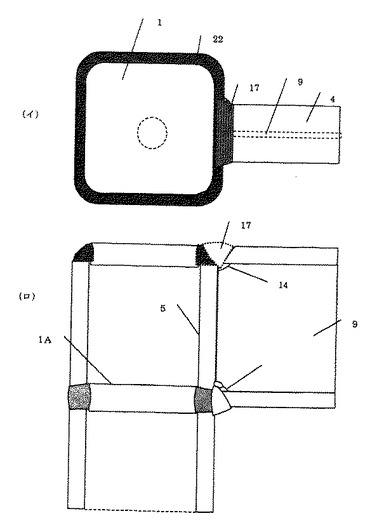
請求項1に係る発明の実施の形態について説明する。図39に、H形鋼梁同士の従来工法による接合を示す。図に示すように、通しダイアフラム1がH形鋼梁3に挟まれた形である。2本のH形鋼3は通しダイアフラム1を挟んで裏当金10を用いて溶接17がなされている。本発明では、図40(イ)に示すように、ダイアフラム34は内ダイアフラムの形式で2本のH形鋼3に挟まれており、2本のH形鋼3の端面と内ダイアフラムの端面とで溝溶接35がなされる。角形鋼管と異なるところは、左右の側面に部材がなくて開かれていることである。図40(ロ)では、角度を持って斜めに2つのH形鋼が溝溶接で接合されている。この場合、鉄骨屋根の溶接接合に適用することができる。図41に示すように、2枚の内ダイアフラム34が3つのH形鋼部材1Aに挟まれて溝溶接35されて、その溝溶接35がH形鋼梁3と継手溶接17されている。図40及び図41では、H形鋼3の内側で、H形鋼フランジと内ダイアフラムとを溝溶接の施工前又は施工後にすみ肉溶接36を行うことが可能である。また、H形鋼3のウエブ9をH形鋼の奥まで切り込んでH形鋼フランジ4を突き出させて内ダイアフラム34の板厚をH形鋼フランジ端部間距離即ち溝幅よりも大きく取ることも可能である。このように、H形鋼フランジと内ダイアフラムとを溝溶接の施工前にすみ肉溶接36を行うことや内ダイアフラムの板厚をH形鋼フランジ端部間距離よりも大きく取ることにより、溝溶接を安定的におこなうことができる。内ダイアフラム及び溝幅は通常梁フランジ板厚よりも2〜6mm大きくする。尚、通常ウエブ9と内ダイアフラム34はすみ肉溶接を実施する。また、図40又は図41に示す溝溶接35は、図13、20、21、22、28に示すように、本発明の継手を用いることができる。また、図40又は図41に示す内ダイアフラムのフランジ幅方向の幅は任意に取ることができる。
【0043】
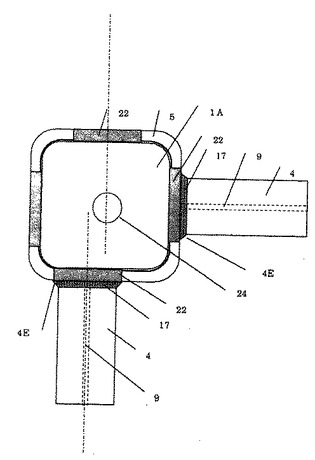
本発明の実施の形態について説明する。図41に、内ダイアフラム34端面又は、該内ダイアフラム端面に加えて該H形鋼ウエブ端面又はスティフナー端面と、鋼管柱5の貫通長孔とを溝溶接35した後、溝溶接35を含めた鋼管柱5とH形鋼梁3とを裏当金を用いずに突合せ溶接させている。この裏当金なしの突合せ溶接17は、一例を挙げればH形鋼梁3のフランジ1Aに35°の片側開先加工をして、水平溶接姿勢で梁フランジ1Aの開先のない内側から溶接して開先のある表側にビードの波を形成させ、その後、開先のある表側から溶接を実施して継手溶接を完了させる。
【符号の説明】
【0044】
1 建築鉄骨柱梁接合部のダイアフラム
1A 建築鉄骨柱梁接合部のH形鋼フランジ
1T 建築鉄骨柱梁接合部の厚板の内ダイアフラム
1U 建築鉄骨柱梁接合部の薄板の内ダイアフラム
2 ダイアフラム間の鋼管の短管。1と2から構成される部材をサイコロという。
3 H形鋼梁
3A 異なった方向から柱に接合されるH形鋼梁
4 H形鋼梁フランジ
4A H形鋼梁フランジ端部断面
4E 梁端側面に施工した肉盛溶接
5 鋼管による柱
5W 鋼管による柱とH形鋼ウエブ又はスティフナーを取り付ける溝溶接部又はスロット溶接部
5H H形鋼による柱
6 鋼管とダイアフラムとの溶接
7 梁フランジとダイアフラムとの溶接
8 仮付又は組立溶接
9 H形鋼梁ウエブ
10 裏当金
11 スカラップ
12 非消耗式当て金(銅など)
12P 非消耗式当て金(銅など)の突起
13 梁フランジ又は鋼管などの部材
13C 部材13の開先切断位置
14 部材裏面又は表面に施工された肉盛溶接
15 肉盛溶接部14及び母材を含めた開先面
16 相手部材
17 継手溶接
18 部材13の板厚又は肉厚
19 部材16と13の溶接部の実効のど厚
20 梁フランジ側面・上面又は裏面の肉盛溶接
21 梁応力集中部
22 鋼管による柱と内ダイアフラム又はH形鋼フランジを取り付ける溝溶接又はスロット溶接部
22A 追加肉盛
23 鋼管とH形鋼梁ウエブとの溶接
24 H形鋼フランジ又は内ダイアフラムの中央に開けた貫通孔
24A H形鋼フランジ又は内ダイアフラムの角部に開けた貫通孔
25 柱内H形鋼ウエブ
25A スティフナー
26 フランジと柱内H形鋼ウエブとを接合するすみ肉溶接又は突合せ溶接
27 鋼管側面に明けた貫通長孔即ちスロット。
27A ガス切断、プラズマ切断、レーザ切断により加工した貫通長孔の中央辺
27B 鋼管側面に明けた貫通長孔即ちスロットの端部に開けた錐孔
27C 鋼管側面に明けた全周貫通長孔即ち全周スロット
28 薄鋼板
29 全周貫通溝における広幅溝端部の円弧又は楕円弧
30 H形鋼フランジ又はダイアフラムを鋼管柱内にセットする際に、位置決めの為に用いるストッパー。ストッパーは鋼管内に仮付溶接される。
31 初層ルート溶接
32 柱梁接合部に用いる中実のサイコロ
33 仮付溶接
34 H形鋼間に挿入されるダイアフラム
35 H形鋼とダイアフラムとの間で施工されるスロット(溝)溶接
36 すみ肉溶接
【技術分野】
【0001】
本発明は、内ダイアフラムをH形鋼同士の接合に適用し、H形鋼と内ダイアフラムを溝溶接して2つのH形鋼を溶接接合する方法である。
【背景技術】
【0002】
従来の技術では、建築鉄骨構造物の柱梁接合部は、接合部は図1に示すように、薄鋼板によるダイアフラム1と短い鋼管2との間で溶接6を施すことによりサイコロを形成させ、このサイコロとH形鋼梁フランジ4を溶接接合7し、更に、該サイコロと鋼管柱5とを溶接接合して構成する事が多い。この従来の技術では、図2に示すように、サイコロの鋼管2とダイアフラム1との溶接6及びサイコロのダイアフラム1とH形鋼フランジ4の溶接7は裏当金10を用いて片側溶接で実施されている。このダイアフラム1と梁フランジ4との従来溶接方法では、フランジ4の接合予定端部の開先加工をしてから、裏当金10の製作及び裏当金取付の仮付溶接8を行い、本溶接7を実施している。また、ダイアフラム1と鋼管2又は5との溶接も鋼管2又は5の接合予定端部の開先加工をしてから、裏当金10の製作及び裏当金取付の仮付溶接8を行いダイアフラム1と鋼管2又は5との本溶接6を実施している。
【0003】
更に、特願2000−202582(特開2001−259830号公報:引用文献1)において、図3の一例に示すように、溶接継手部材13端部の裏面に非消耗式銅当金12をあてがい肉盛溶接14を行った後、開先加工を13Cの位置で肉盛部14を含めて実施して、図5のように部材13と肉盛部14を含めた開先15を得て、図6に示すように、消耗式の裏当金や裏当材を用いず、部材16と13を片側から溶接施工する片側溶接方法て継手溶接17をし、溶接継手部材端部の部材の板厚18を超えるのど厚19を獲得する技術の方法がある。
【0004】
また、特願2002−061326(特開2003−260591号公報:引用文献2)において、図4の一例に示すように、溶接継手部材13端部の裏面に板厚3mm程度の薄鋼板28をあてがい、肉盛溶接14を行った後、開先加工を13Cの位置で部材13の端部のみを開先加工を行い、図5のように部材13と肉盛部14を含めた開先15を得て、図6に示すように、消耗式の裏当金や裏当材を用いず、部材16と13を片側から溶接施工する片側溶接方法で継手溶接17をし、溶接継手部材端部の部材の板厚18を超えるのど厚19を獲得する技術の方法がある。
【0005】
また、図7に示すように、鋼管柱5の内面側にH形鋼梁フランジと同じ高さの位置に4内ダイアフラムを取り付ける方法が用いられることがある。
【0006】
また、特願平06−331303(特開平8−158476号公報:引用文献3)にあるように、鋼管柱にボルト貫通長孔をあけてH鋼構造仕口部内部に内ダイアフラムを取付けこの内ダイアフラムにめねじを加工し,このめねじに、梁端部に取り付けたエンドプレートのボルト孔を通して高力ボルトを入れてエンドプレート側でナットを締めて梁を固定接合することを特徴とする内ダイアフラムと梁の接合を行う方法が開示されている。
【0007】
また、特願平2000−341293(特開2002−146921号公報:引用文献4)において、図8に示すように、内ダイアフラム1Aの端面を鋼管側面に開けた細長い四辺形のスロットに対向して配置し、鋼管側面と内ダイアフラムを溝溶接する鋼管構造が記載されている。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開2001−259830号公報
【特許文献2】特開2003−260591号公報
【特許文献3】特開平8−158476号公報
【特許文献4】特開2002−146921号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
従来の建築鉄骨柱梁接合部では、殆どが図1で示すサイコロで製作されており、図1及び図2に示すように、ダイアフラム1・鋼管2・裏当金10・エンドタブ等部材が多く、溶接6は鋼管2の周囲に一周しており溶接量が多い。そのため、部品製作コストが掛かると共に、サイコロ製作後鋼管柱から張り出したダイアフラムが折れ曲がり、いわゆる傘折れ現象が起きて、ダイアフラム1と梁フランジ4との間で目違いが起こりやすいと言う問題がある。このようにダイアフラムが柱から張り出していると外壁を該ダイアフラムの外に作る必要があり建設上取り合いが悪くなると共に居住空間が狭くなる。また、ダイアフラムの使用材料が増加するなどの問題がある。また、裏当金10を鋼管2の端部内周に取付け仮付溶接8を行うのは手間とコストが掛かる。また、鋼管2とダイアフラム1の溶接6を全周に亘って行うため、溶接量が多いので溶接残留応力が大きくなるだけでなく、裏当金10を用いると部材4,5との間で切り欠きが出来て応力集中が発生し、強度を弱める結果となる。
【0010】
また、図2に示すように、従来、スカラップ11を用いているが、ダイアフラム1が存在しているために、該スカラップ加工が手間の掛かるものとなっている。スカラップ11を省略するにしてもダイアフラム11の板厚が梁フランジ4の板厚よりも大きいため、梁フランジ4の開先加工が難しい面がある。
【0011】
更に、一般に溶接熱影響部は脆化し易いという事があり、従来、2つの溶接部が近接する場合、両溶接部による熱影響部が重なって脆化が更に促進されないように、両溶接部は該熱影響部が重ならないように遠ざけるようにするのが通例である。特に、両溶接部による溶接熱影響が重なった部分が外面に露出すると問題である。図2に示すように柱5とダイアフラム1との溶接部6が、梁4とダイアフラム1との溶接部7に近接し両溶接部に挟まれた共通の溶接熱影響部が外面に生じると該熱影響部は単一の熱影響部よりも脆化しやすいと言う現象がある。このような現象のために、柱梁接合部の脆性破壊強度・疲労強度及び塑性変形性能が低下するという問題が起こる。
【0012】
従来、建築鉄骨の組立は、工場においてサイコロと短尺梁を取り付けてパネルゾーンを製作し、該パネルゾーンに柱を溶接で繋ぎ、通常は建物の3階分の長さに製作し、建設現場でパネルゾーン付きの柱を直立させてから短尺梁間を長尺梁でボルト接合により連結して行う。この従来工法は、梁付きの柱は梁が1メートル程度の短尺とは言え柱に直交して2〜4方向に張り出すことがあるため工場から現場へ運送する効率が悪く、建設現場での梁同士の多数のボルトを使った接合に工数と費用が溶接よりも掛かるという問題がある。
【0013】
一方、図7に示す内ダイアフラム方式の柱梁接合部は、鋼管柱の端部から離れた位置にある内ダイアフラム1を内部が良く見えない状態で鋼管内面に溶接接合させる必要があり、その場合内面の溶接施工が難しくなると共に、鋼管柱5の外側のH形鋼梁フランジと高さ位置を合わせることが難しく梁フランジから内ダイアフラムへ応力が伝えにくくなり柱梁接合部の強度が低下しやすいという問題が存在する。当然のことながら、この内ダイアフラム方式では、該内ダイアフラムを鋼管内面に溶接するため、鋼管を内ダイアフラムの近傍で切断する必要がある。更に、その切断によるその後の突合せ溶接が必要になり、それらの工数が大きく掛かることになる。
【0014】
また、従来はダイアフラムと鋼管の短管からサイコロを製作する小組立工程と、それから、このサイコロにH形鋼梁を取り付ける中組立と、サイコロにH形鋼梁を取り付けたものに鋼管柱を取り付ける大組立を行う方法を採用している。この従来方法では、鋼管柱は各階ごとに切断して溶接接合する必要があり、複雑で製作工数が大きく掛かると言う問題がある。
【0015】
また、引用文献3では、ボルト孔が鋼管柱を貫通させているので、鋼管の強度が低下するし、この強度低下を補うためにはかなりの厚肉の鋼管柱を使用する必要がある。鋼管柱は各階ごとに切断して溶接接合する必要がある。また、本方法では、かなり大きなエンドプレートを必要とする。
【0016】
引用文献4では、図8に示すように、四辺形スロット27の長手方向の端部が角張っているため、角部の加工に手間が掛かり、その角部は溶接時に溶け込みが悪く欠陥が出やすいという欠点がある。また、スロット27の鋼管の幅方向の位置はダイアフラムを十字形にするために鋼管のほぼ中央であるが、梁を鋼管柱の端寄せにする場合に難しい面がある。
【課題を解決するための手段】
【0017】
このような諸課題は、種々研究した結果、図1及び図2に示すような部材1と2で構成されるサイコロではダイアフラムの柱からの張り出しを無くして、例えば、図10及び図16に示すように、柱貫通ダイアフラムを内ダイアフラム1に変更して、梁位置に相当するところに、梁フランジの端部で肉盛溶接により拡大されたフランジ幅より長く且つ該梁フランジ厚さより幅広にした貫通長孔を、錐を用いて端部を円弧にした貫通長孔即ちスロット27を開けて、柱5と内ダイアフラム1との溶接部6を溝溶接にして、梁4を、柱5に該溝溶接部を含めて溶接接合させれば解決することを見いだした。
また、上記貫通長孔を更に長くして柱全周に亘って加工することによっても解決できることを見いだした。
さらに、この方法を、向かい合わせた2本のH形鋼の溶接接合方法に適用できることを見出した。すなわち、本発明は、ダイアフラムの量を減少させることができるとともに、溶接箇所を減少させることができて、製作工数と製作費用の低減を図ることができるH形鋼の溶接接合方法を提供するものである。
【0018】
請求項1に係る発明では、第1の構成は、建築鉄骨構造物において、2本のH形鋼端面にダイアフラムを挟み込むことであり、第2の構成は、2本のH形鋼フランジ端面とダイアフラム端面との間で溝溶接して2本のH形鋼を溶接接合することを特徴とする方法である。本発明の新規性は、内ダイアフラムをH形鋼同士の接合に適用し、H形鋼フランジと内ダイアフラムを溝溶接していることである。
【発明の効果】
【0019】
請求項1に係る発明では、貫通型のダイアフラムを挿入する場合に比較して、ダイアフラムの量を縮減させることができるし、溶接箇所を2カ所から1カ所に縮減させることができて、製作工数と製作費用の低減に役立つ。
【図面の簡単な説明】
【0020】
【図1】従来の建築鉄骨柱梁接合部の立体図の一例である。
【図2】従来の建築鉄骨柱梁接合部の鋼管・ダイアフラム・梁フランジ接合部の断面図である。
【図3】部材端部に水冷又は非水冷の銅製当て金をあてがい肉盛溶接をした断面図の一例である。
【図4】部材端部に薄い鋼板をあてがい、肉盛溶接をした断面図の一例である。
【図5】部材13の端部に肉盛溶接し部材端部及び肉盛溶接部14を共に開先加工した状態の断面図である。
【図6】部材13の端部に肉盛溶接14と開先加工をして継手の相手部材16にあてがい、継手溶接を実施した状態の断面図である。
【図7】鋼管柱内部に装填された内ダイアフラムの施工状況を示す断面図である。
【図8】鋼管柱の側面に四辺形の形状に開けた貫通長孔の外観図である。
【図9】H形鋼フランジにウエブを取り付けた状態の外観図である。
【図10】鋼管柱の側面に端部を円弧又は楕円弧にした貫通長孔の外観図である。
【図11】鋼管柱の側面に端部に錐孔を開けて長辺を溶断又は鋸切断して製作した貫通長孔の外観図であって、(イ)は錐孔径と貫通長孔幅と同等の場合、(ロ)は錐孔径が貫通長孔幅より大きい場合で、貫通長孔は正面形状がダンベル形状をしている。
【図12】鋼管柱の梁フランジ設置位置に全周貫通長孔(溝)加工した外観図である。
【図13】鋼管柱の梁フランジ設置位置に梁フランジ4Aが設置される箇所だけ溝幅を大きくし他の部分をより細くして全周溝加工した外観図であって、溝端部29は直線、円弧、又は楕円弧である。(イ)は鋼管柱の両側を切り欠いた場合であり、(ロ)は鋼管柱の方側を切り欠いた場合である。
【図14】H形鋼フランジにウエブを直角方向の2方向に取り付けた状態の外観図である。
【図15】鋼管柱の側面に端部に錐孔を開けて長辺を溶断又は鋸切断して製作し、更に、梁ウエブに位置するところに貫通長孔を開けた外観図である。
【図16】内ダイアフラムと鋼管柱とを全周貫通長孔(スロット又は溝ともいう)溶接し、梁フランジを、裏当金を用いて溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した断面図である。
【図17】内ダイアフラムと鋼管柱とを全周貫通長孔(スロット又は溝ともいう)溶接し、梁フランジを溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した横断面である。
【図18】内ダイアフラム又はH形鋼フランジを鋼管の内面に合わせ、鋼管柱と溝溶接し、梁フランジを溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した横断面である。
【図19】貫通長孔継手当たり1枚の内ダイアフラムを使用した全周全周貫通長孔(スロット又は溝ともいう)溶接の断面図で、梁端部側面に肉盛溶接を実施した場合の柱梁接合部である。
【図20】貫通長孔継手当たり2枚の内ダイアフラムを使用した全周全周貫通長孔(スロット又は溝ともいう)溶接の断面図である。
【図21】貫通長孔継手当たり3枚の内ダイアフラムを使用した全周全周貫通長孔(スロット又は溝ともいう)溶接の断面図である。
【図22】貫通長孔継手当たり1枚の開先付き内ダイアフラムを使用した全周全周貫通長孔(スロット又は溝ともいう)溶接の断面図である。
【図23】通常の短い全周貫通長孔(スロット又は溝ともいう)溶接部における梁の端寄せを示す図である。
【図24】鋼管柱角部の全周貫通長孔(スロット又は溝ともいう)溶接部を肉盛して全周スロット工法における梁の端寄せを示す図である。
【図25】内ダイアフラムと梁フランジ直結の柱梁接合部で梁フランジの裏面に肉盛溶接を施した場合の縦断面図である。
【図26】内ダイアフラムと梁フランジ直結の柱梁接合部で内ダイアフラムの端部両面及び梁フランジの裏面に肉盛溶接を施した場合の縦断面図である。
【図27】柱天頂部の全周スロット溶接図。(イ)は上面図で、(ロ)は正面断面図である。
【図28】各種継手のスロット溶接とその積層方法(点線)の例を示す図であって、(イ)は鋼管柱がI開先で局部スロット(溝)溶接、又は全周スロット(溝)溶接の適用、(ロ)は鋼管柱がI開先でダイアフラムの一部が開先内に突きだしている全周スロット(溝)溶接、(ハ)は鋼管柱がI開先で複数のダイアフラムを使った局部スロット(溝)溶接、又は全周スロット(溝)溶接、(ニ)は鋼管柱がI開先で複数のダイアフラムを使い一枚のダイアフラムが開先内に入り込んでいる全周スロット(溝)溶接適用、(ホ)は鋼管柱の開先が中に入るほど広がる逆レ形開先で局部スロット(溝)溶接、又は全周スロット(溝)溶接適用、(ヘ)は鋼管柱の開先が中に入るほど広がる逆Y形開先で局部スロット(溝)溶接、又は全周スロット(溝)溶接適用、(ト)は鋼管柱の開先が中に入るほど狭くなる逆レ形開先で局部スロット(溝)溶接、又は全周スロット(溝)溶接適用を示す図である。
【図29】柱梁接合部内にセットされた四隅又は中央又はその両方に貫通孔を設けたH形鋼フランジ又はダイアフラムの上面図であって、(イ)は局部スロット溶接の場合で、(ロ)は全周スロット溶接の場合である。(ハ)は全周スロット溶接の場合で、ダイアフラムの4隅の貫通孔はダイアフラムの外周と連続して切断できる一筆書きの貫通孔である。中央に別途孔を開けることもできる。
【図30】内ダイアフラム及びスティフナーと鋼管柱とを溝溶接し、梁フランジを溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した横断面である。
【図31】柱梁接合部内にセットされたH形鋼フランジのスティフナーの水平長さをコラム径の約半分にして梁側にスロット溶接する断面図(上面図)である。
【図32】H形鋼フランジとウエブを溶接組立し鋼管柱内に設置したH形鋼を、鋼管柱と溝溶接し、梁フランジをその裏面に肉盛溶接して溝溶接部に重ねて溶接し、梁ウエブを鋼管柱にすみ肉溶接した横断面図であって、(イ)は、鋼管柱内H形鋼ウエブと鋼管柱とのスロット(溝)溶接がない場合で、(ロ)は、鋼管柱内H形鋼ウエブと鋼管柱とのスロット(溝)溶接を実施した場合である。
【図33】H形鋼フランジ又は内ダイアフラムと梁フランジ直結の柱梁接合部で、H形鋼フランジ又は内ダイアフラムの端部に裏当金を取付け、梁フランジの裏面に肉盛溶接を施した場合の縦断面図である。
【図34】せい及び方向の異なる2つ以上の梁が鋼管柱に溶接される場合の柱梁接合部断面図である。下段内ダイアフラムの溶接箇所8カ所を4カ所に減らしている。図中H1及びH2は、異なる方向の梁のそれぞれの高さの異なるせいを示す。
【図35】せい及び方向の異なる2つ以上の梁が鋼管柱に溝溶接される場合の柱梁接合部外観図である。下段内ダイアフラムの溶接箇所8カ所を4カ所に減らしている。図中H1及びH2は、異なる方向の梁のそれぞれの高さの異なるせいを示す。
【図36】せい及び方向の異なる2つ以上の梁が鋼管柱に全周溝溶接される場合の柱梁接合部断面図である。下段内ダイアフラムの溶接箇所8カ所を4カ所に減らしている。図中H1及びH2は、異なる方向の梁のそれぞれの高さの異なるせいを示す。
【図37】せい及び方向の異なる2つ以上の梁が鋼管柱に全周溝溶接される場合の柱梁接合部外観図である。下段内ダイアフラムの溶接箇所8カ所を4カ所に減らしている。
【図38】(イ)は、ダイアフラム鋼管柱内にセットして、鋼管柱とダイアフラムを接合する場合の断面図である。(ロ)は、サイコロを鋼管柱内にセットして、鋼管柱と中実のサイコロを接合する場合の断面図である。
【図39】H形鋼同士の従来方法による接合を示す図である。
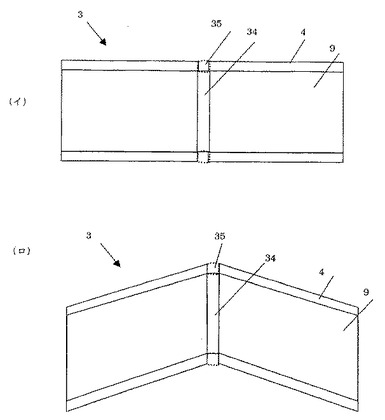
【図40】2つのH形鋼の内ダイアフラムを用いた接合を示す図であって、(イ)は直線的に繋ぐ場合で、(ロ)は曲がった梁を繋ぐ場合である。
【図41】H形鋼又は鋼管柱とH形鋼梁の仕口部を内ダイアフラムで施工し、裏当金を用いずに品質とH形鋼梁を溶接接合した場合を示す図である。
【発明を実施するための形態】
【0021】
鉄骨構造物柱梁接合部の梁と内ダイアフラム直結工法について実施の形態を次に述べる。
【0022】
本発明の実施の形態について説明する。本発明では、図12に示すように、鋼管柱5の梁フランジ取付位置に、該鋼管柱5の全周に亘る貫通長孔27を、機械的切断又は熱的溶断により開ける。機械的切断とは、鋸切断、バンドソー、フライス盤などであり、熱的溶断とはガス切断、プラズマ切断、レーザ切断などである。また、図13に示すように、該鋼管柱5の全周に亘る貫通長孔27を機械的切断又は熱的溶断により開ける場合に、鋼管柱5の梁フランジ取付位置4A部分だけ溝幅を梁フランジ板厚より大きくし、他の部分をより溝幅を小さくするようにする。その場合、大きい溝幅の端部29は直線以外にも円弧又は楕円状にすることができる。
【0023】
また、本発明の実施の他の形態について説明する。図32に示すように、鋼管柱5の全周に亘る該貫通長孔位置にH形鋼フランジ1Aを鋼管柱5内部に設置し、図32(イ)のように該鋼管柱5と該H形鋼の該フランジ1Aを、鋼管柱5の外面から溝溶接22を柱5の全周に亘り行うか、又は、図32(ロ)のように、該鋼管柱5と該フランジ1Aとを鋼管柱5の外面から溝溶接22を柱5の全周に亘り行い、且つ、該鋼管柱5とH形鋼ウエブ又はスティフナーを鋼管柱5の外面から溝溶接5Wをその全長又は一部分について行う。該溝溶接5Wを一部分について行う場合は、H形鋼ウエブ又はスティフナーのH形鋼のフランジ寄りに上下1/6程度実施すれば応力の伝達及び施工上効率が良い。しかる後、図17及び図32に示すように、該溝溶接部22と5Wを含めた鋼管柱5とH形鋼梁フランジ4・ウエブ9とを溶接接合し鉄骨構造物を製作する。この場合、貫通長孔の加工に錐孔が不要である。
【0024】
本発明の実施の形態について説明する。図12に示すように、鋼管柱5の梁フランジ取付位置に、鋼管柱5の全周に亘る貫通長孔27を、機械的又は熱的溶断により開けて、図19・図20・図21及び図22に示すように、該貫通長孔位置一つに単数又は複数の内ダイアフラム1Aを鋼管柱5の内部に設置して、図28(イ)〜(ト)に示すように、該鋼管柱5と該ダイアフラム1を、鋼管柱5の外面から溝溶接22を行い、しかる後、図17に示すように、該溝溶接部22を含めた鋼管柱5とH形鋼梁4とを溶接接合し鉄骨構造物を製作する。図19は、溝溶接継手当たり1枚の内ダイアフラム1Aを使用した全周スロット溶接の開先断面図である。図20は、溝溶接継手当たり2枚の内ダイアフラムを使用した全周スロット溶接の開先断面図であり、2枚の内ダイアフラムをそれぞれの鋼管柱に取り付けておけば、鋼管同士の組立が極めて容易である。図21は、溝溶接継手当たり3枚の内ダイアフラムを使用した全周スロット溶接の開先断面図であり、3枚の内ダイアフラムのうち中央の内ダイアフラムの外径を鋼管内径よりも大きくすると溝溶接部22の断面が減少して溶接作業の工数低減に役立つ。図22は、溝溶接継手当たり1枚の開先付き内ダイアフラムを使用した全周スロット溶接の開先断面図であり、この場合内ダイアフラムの開先先端の外径を鋼管内径よりも大きくすると溝溶接部22の断面が減少して溶接作業の工数低減に役立つ。
【0025】
本発明の実施の形態について説明する。図16及び図17において、鋼管柱5は、該鋼管5の梁フランジ取付高さ位置に梁フランジ板厚相当の柱全周貫通長孔を開けて、該柱全周貫通長孔位置に内ダイアフラム1を鋼管柱5の内部に設置して、鋼管柱5の外面から溝溶接22を行うことにより、鋼管柱5と内ダイアフラム1を溶接接合して、しかる後、該溝溶接部22を含めた鋼管柱5とH形鋼梁フランジ4とを溶接接合17して鉄骨構造物を製作する方法を示している。溶接部17は裏当金10及び仮付8を用いて溶接している。図17に示すように、内ダイアフラム1の形状は鋼管柱内面の形状に合わせたものである。その肉厚は梁フランジ厚さよりも通常5〜15mm程度大きく取る。また、図17に示すように、内ダイアフラム1の中央に貫通長孔24を設けて、溶接品質向上、該内ダイアフラム1の鋼管柱5内部への挿入、及びCFT構造のコンクリート充填に役立てる。図29に示すように、内ダイアフラムの角部に貫通孔24Aを開けるとCFT構造のコンクリート充填が更に容易になる。また、溝溶接22は梁が1方向しかなくても梁から掛かる応力を受けるために通常鋼管柱5の側面の4面について行う。また、梁が2方向以上あって、該梁のサイズが異なっている場合は、通常、鋼管柱5の側面の4面に設ける貫通長孔の大きさは最大梁フランジ大きさに対応した寸法のものを用いる。
【0026】
また、本発明の実施の他の形態について説明する。梁が鋼管の中央に設置されなくて、図24に示すように、鋼管柱5の全周スロット(溝)溶接部22の角部を肉盛22Aしてその角部を盛り上げて梁フランジ4と合わせて溶接し、全周スロット(溝)工法における梁の端寄せ接合を行うことができる。尚、図23に示すように、全周スロット(溝)工法でない場合は、鋼管柱5の曲がり部でない平面領域で梁フランジ4の端寄せが可能である。
【0027】
本発明の実施の形態のうち、鋼管柱内へのH形鋼の設置方法について説明する。図10に示すように、該鋼管5の梁フランジ取付位置に、該梁フランジの端部で肉盛溶接により拡大されたフランジ幅より長く且つ該梁フランジ厚さより幅広にした貫通長孔27を開け、該貫通長孔位置27にビルトH形鋼フランジを鋼管柱5の内部に設置する場合、図9に示すように、上下H形鋼フランジを、梁フランジ間隔を保ちながら柱内H形鋼ウエブ25で仮付溶接又はすみ肉溶接又は突合せ溶接で固定し、鋼管柱5の端部開口部から鋼管柱5の内に挿入し所定位置27に設置する。
【0028】
そして、図10及び図11に、該鋼管柱5の梁フランジ取付位置4Aに、該梁フランジ幅の端部で肉盛溶接により拡大されたフランジ幅より長く且つ該梁フランジ厚さより大きくした貫通長孔27(長さL)を、該貫通長孔端部において錐孔27Bを開けたのち該錐孔間即ち貫通長孔の中央辺をガス切断、プラズマ切断、レーザ切断等の溶断又は鋸切断により開けた外観図を示す。この貫通長孔27は長さLの長孔であるが、任意に大きくすることができ、梁フランジの幅が大きくなれば、鋼管柱の幅一杯まで長くすることができる。
【0029】
本発明に係る発明の他の実施の形態について説明する。本発明において、図9、図30及び図32(イ)、(ロ)に示すように、梁ウエブ9の延長上へ梁ウエブの厚さ以上の柱内H形鋼ウエブ25を上下H形鋼フランジ1A間に溶接接合26させて、溶接接合した該H形鋼フランジ1Aと該H形鋼溶接25を鋼管柱5の端部開口部から鋼管柱5の内に挿入し所定位置に設置し、図18の如くH形鋼フランジ1Aと柱5との溝溶接22をし、柱梁接合部の高強度性能要求に応じて該柱内H形鋼ウエブ25を鋼管柱5と溝溶接5Wさせ、更に、該溝溶接部5Wに該梁ウエブ9をすみ肉溶接23させることを特徴とする鉄骨構造物の製作方法である。この柱内H形鋼ウエブ25と鋼管柱5との溝溶接5Wは梁取付側だけでなく梁が無くてもその反対側の柱5にも溝溶接を実施する。また、図32の該すみ肉溶接23は突合せ溶接で行うことも可能である。
【0030】
また、本発明の実施の他の形態について説明する。図9及び図14に、フランジに柱内H形鋼ウエブをそれぞれ一方向及び2方向に取り付けた状態の図を示す。図14(イ)は柱内H形鋼ウエブ同士を溶接で連結した場合であり、図14(ロ)は縦柱内H形鋼ウエブの水平長さをコラム径の約半分にしてフランジに溶接で取り付けた場合である。このH形鋼フランジ1Aを、鋼管柱5内の貫通長孔位置に溶接接合で取り付けた状態を、図30及び図31に示す。図28(イ)には、鋼管柱5とダイアフラム又はH形鋼フランジとの溝溶接22の状況を断面図で示す。該溝溶接22を実施した後に、図30及び図31に示すように、梁フランジ4を溝溶接22の上に重ねて溶接接合17する。尚、本発明で実施する溝溶接とは、鋼管に細長い貫通長孔を開けて90°に近い開先角度の溝状の開先加工を行い、そのルート部にダイアフラム・H形鋼フランジを宛がい完全溶け込みを行うグループ溶接である。その貫通長孔の少なくともルート部の幅はH形鋼フランジ板厚以上となる。
【0031】
本発明の実施の形態について説明する。図36及び図37に示すように、直交する二つの梁3と3Aの梁せいがそれぞれH1とH2で異なり、高さ位置の異なる2枚の下フランジ4に対して2枚のダイアフラムを用いる代わりに、それを1枚の厚板のダイアフラム1Tを鋼管柱5内に設置する。そして、該1枚のダイアフラム1Tに対し1つの全周貫通長孔27Cを設けて鋼管柱5の外面から全周溝溶接22を実施し梁3と3Aを取り付けて、鉄骨構造物を製作する。2枚のダイアフラムを用いれば2個の全周貫通長孔と溝溶接22が必要であるが、本発明では、厚めの1枚のダイアフラム1Tで2枚のダイアフラムを代用して、しかもそれぞれ1つの全周貫通長孔と溝溶接22を施工するだけで済む。この実施の形態は、ダイアフラムの代わりにH形鋼フランジを用いる場合でも同様である。
【0032】
本発明の実施の形態について説明する。本発明の実施の形態のうち、方向及び梁せいの異なる梁を2種類以上柱に接合する場合の鋼管柱内への内ダイアフラムの設置方法について説明する。
本発明において、図34及び図35に示すように、直交する二つの梁3と3Aの梁せいがそれぞれH1とH2で異なり、高さ位置の異なる2枚の下フランジ4に対して2枚のダイアフラムを用いる代わりに、それを1枚の厚板のダイアフラム1Tを鋼管柱5内に設置する。そして、該1枚のダイアフラム1Tに対し4つの貫通長孔を設けて鋼管柱5の外面から溝溶接22を実施し梁3と3Aを取り付けて鉄骨構造物を製作する。2枚のダイアフラムを用いれば8個の貫通長孔と溝溶接22が必要であるが、本発明では、厚めの1枚のダイアフラム1Tで2枚のダイアフラムを代用して、しかも4つ以下の貫通長孔と溝溶接22を施工するだけで済む。この4つ以下の貫通長孔の大きさはいずれも最大梁に対する貫通長孔の大きさ同等かそれよりも大きくする。この実施の形態は、ダイアフラムの代わりにH形鋼フランジを用いる場合でも同様である。
【0033】
本発明の実施の形態について説明する。図25において、鋼管柱5を柱梁接合部ごとに切断することなく、該鋼管5の梁フランジ取付位置に局部又は全周貫通長孔を開けて、該貫通長孔位置にH形鋼フランジ1A又は内ダイアフラム1を鋼管柱5の内部に設置して、鋼管柱5の外面から溝溶接22を行うことにより、鋼管柱5と内ダイアフラム1Aを溶接接合して、しかる後、H形鋼梁フランジ4の端部内面を肉盛溶接14して開先加工をした後、該溝溶接部22を含めた鋼管柱5とH形鋼梁4とを溶接接合17して鉄骨構造物を製作する方法を示している。溶接部17は肉盛溶接14及び仮付8を用いて溶接している。通常、図30に示すように、内ダイアフラムの形状は4角形の角を切り欠いたものであるが、図17又は図18に示すように、鋼管柱内面の形状に合わせたものでも良く、その肉厚は通常梁フランジよりも5〜15mm程度大きくとる。
【0034】
本発明の他の実施の形態について説明する。
本発明において、溝溶接22を行う場合又はH形鋼梁3のフランジ4を溝溶接部22に突合せ溶接17する場合に、図26に一例を示すように、該内ダイアフラム1の接合端部の上下両面、該H形鋼フランジ端部の上下両面、又は該H形鋼梁フランジ4の接合端部の裏面又は側面に、それぞれ開先側溶接施工前に予め肉盛溶接14をして鉄骨構造物を製作する。
【0035】
なお、本発明において、内ダイアフラム1の端部両面に肉盛溶接をする代わりに、図33に示すように、H形鋼フランジ1A又は内ダイアフラム1の端部両面に裏当金10を仮付溶接8により取り付けておく方法も内ダイアフラム1と鋼管5との溝溶接を安定的に実施する良い方法であり、本発明の応用例の一つである。この場合、この裏当金を用いた場合に、裏当金10を付けない場合よりも、H形鋼フランジ1A又は内ダイアフラムの厚さを大きくすることなく溝溶接22を安定的に行うことができる。なお、必要により、図32(ロ)のH形鋼ウエブ又はスティフナーの溝溶接側に同様の裏当金10を、H形鋼ウエブ又はスティフナーの端部に仮付溶接8により取り付ける方法も本発明の応用例の一つである。
【0036】
本発明において、図29に、柱梁接合部内にセットされた四隅又は中央に貫通長孔を設けたH形鋼フランジ又はダイアフラムの上面図を示す。(イ)は局部スロット溶接の場合で、(ロ)は全周スロット溶接の場合である。H形鋼フランジ又はダイアフラムの四隅に貫通長孔24Aを開けた場合に、柱5をメッキする場合やCFT構造のコンクリートを隅々まで充填するのに有効である。(ハ)は全周スロット溶接の場合で、ダイアフラムの4隅の貫通孔はダイアフラムの外周と連続して切断できる一筆書きの貫通孔である。中央に別途孔を開けることもできる。(ハ)は(ロ)と同様に、柱5をメッキする場合やCFT構造のコンクリートを隅々まで充填するのに有効である。(ロ)のばあいよりも短時間にダイアフラムの切断加工が可能になる。
【0037】
本発明において、図23は、通常の短いスロット(溝)溶接部を柱5の角部即ち曲部近くまで端寄せして該スロット溶接部と梁を接合した場合を示す。図24は、全周スロット溶接の鋼管柱角部のスロット(溝)溶接部を肉盛して梁を鋼管柱の端部まで寄せた場合の例である。
【0038】
本発明において、鋼管柱に角形鋼管及び円形鋼管を用いる。
【0039】
本発明において、柱内に用いるH形鋼として溶接組立H形鋼又はロールH形鋼を用いる。角形鋼管柱内に用いるH形鋼フランジの角部は、該角形鋼管の角部に合わせて切断するか又はスニップカットを行う。円形鋼管柱内に用いるH形鋼フランジは、該円形鋼管の内径に合わせて切断する。
【0040】
本発明の実施の他の形態について説明する。図27に示すように、柱天頂部で全周スロット溶接を行って梁を取り付ける場合、天頂部の梁取付部以外はすみ肉溶接で柱と梁を接合させる。
【0041】
本発明の実施の他の形態について説明する。図38(イ)に示すように、鋼管柱5とダイアフラム1を接合する場合に、凡そ3〜10mm厚の薄ダイアフラム1Uをダイアフラム1に取り付けてからスロット(溝)溶接を実施する。尚、この薄ダイアフラム1Uのダイアフラム1への取り付けは、該薄ダイアフラム1Uの中央貫通孔24内に仮付溶接33で行う。鋼管柱とダイアフラムを初層溶接31を実施した状態を示す。図38(ロ)は図38(イ)又は図21の変形である。図38(ロ)に示すように、鋼管柱5と中実のサイコロ32を接合する場合に、凡そ3〜10mm厚の薄ダイアフラム1Uを鋼管柱5内のサイコロ32に取り付けてスロット溶接を実施する。尚、この薄ダイアフラム1Uのダイアフラム1への取り付けは該薄ダイアフラム1Uの中央貫通孔24内に仮付溶接33で行う。この場合、初層溶接が容易で、ルート部に切り欠き即ちノッチができにくいのが特長で、応力集中が従来の裏当金よりも緩和されるのが特徴である。
【0042】
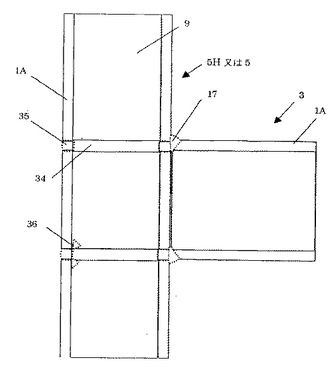
請求項1に係る発明の実施の形態について説明する。図39に、H形鋼梁同士の従来工法による接合を示す。図に示すように、通しダイアフラム1がH形鋼梁3に挟まれた形である。2本のH形鋼3は通しダイアフラム1を挟んで裏当金10を用いて溶接17がなされている。本発明では、図40(イ)に示すように、ダイアフラム34は内ダイアフラムの形式で2本のH形鋼3に挟まれており、2本のH形鋼3の端面と内ダイアフラムの端面とで溝溶接35がなされる。角形鋼管と異なるところは、左右の側面に部材がなくて開かれていることである。図40(ロ)では、角度を持って斜めに2つのH形鋼が溝溶接で接合されている。この場合、鉄骨屋根の溶接接合に適用することができる。図41に示すように、2枚の内ダイアフラム34が3つのH形鋼部材1Aに挟まれて溝溶接35されて、その溝溶接35がH形鋼梁3と継手溶接17されている。図40及び図41では、H形鋼3の内側で、H形鋼フランジと内ダイアフラムとを溝溶接の施工前又は施工後にすみ肉溶接36を行うことが可能である。また、H形鋼3のウエブ9をH形鋼の奥まで切り込んでH形鋼フランジ4を突き出させて内ダイアフラム34の板厚をH形鋼フランジ端部間距離即ち溝幅よりも大きく取ることも可能である。このように、H形鋼フランジと内ダイアフラムとを溝溶接の施工前にすみ肉溶接36を行うことや内ダイアフラムの板厚をH形鋼フランジ端部間距離よりも大きく取ることにより、溝溶接を安定的におこなうことができる。内ダイアフラム及び溝幅は通常梁フランジ板厚よりも2〜6mm大きくする。尚、通常ウエブ9と内ダイアフラム34はすみ肉溶接を実施する。また、図40又は図41に示す溝溶接35は、図13、20、21、22、28に示すように、本発明の継手を用いることができる。また、図40又は図41に示す内ダイアフラムのフランジ幅方向の幅は任意に取ることができる。
【0043】
本発明の実施の形態について説明する。図41に、内ダイアフラム34端面又は、該内ダイアフラム端面に加えて該H形鋼ウエブ端面又はスティフナー端面と、鋼管柱5の貫通長孔とを溝溶接35した後、溝溶接35を含めた鋼管柱5とH形鋼梁3とを裏当金を用いずに突合せ溶接させている。この裏当金なしの突合せ溶接17は、一例を挙げればH形鋼梁3のフランジ1Aに35°の片側開先加工をして、水平溶接姿勢で梁フランジ1Aの開先のない内側から溶接して開先のある表側にビードの波を形成させ、その後、開先のある表側から溶接を実施して継手溶接を完了させる。
【符号の説明】
【0044】
1 建築鉄骨柱梁接合部のダイアフラム
1A 建築鉄骨柱梁接合部のH形鋼フランジ
1T 建築鉄骨柱梁接合部の厚板の内ダイアフラム
1U 建築鉄骨柱梁接合部の薄板の内ダイアフラム
2 ダイアフラム間の鋼管の短管。1と2から構成される部材をサイコロという。
3 H形鋼梁
3A 異なった方向から柱に接合されるH形鋼梁
4 H形鋼梁フランジ
4A H形鋼梁フランジ端部断面
4E 梁端側面に施工した肉盛溶接
5 鋼管による柱
5W 鋼管による柱とH形鋼ウエブ又はスティフナーを取り付ける溝溶接部又はスロット溶接部
5H H形鋼による柱
6 鋼管とダイアフラムとの溶接
7 梁フランジとダイアフラムとの溶接
8 仮付又は組立溶接
9 H形鋼梁ウエブ
10 裏当金
11 スカラップ
12 非消耗式当て金(銅など)
12P 非消耗式当て金(銅など)の突起
13 梁フランジ又は鋼管などの部材
13C 部材13の開先切断位置
14 部材裏面又は表面に施工された肉盛溶接
15 肉盛溶接部14及び母材を含めた開先面
16 相手部材
17 継手溶接
18 部材13の板厚又は肉厚
19 部材16と13の溶接部の実効のど厚
20 梁フランジ側面・上面又は裏面の肉盛溶接
21 梁応力集中部
22 鋼管による柱と内ダイアフラム又はH形鋼フランジを取り付ける溝溶接又はスロット溶接部
22A 追加肉盛
23 鋼管とH形鋼梁ウエブとの溶接
24 H形鋼フランジ又は内ダイアフラムの中央に開けた貫通孔
24A H形鋼フランジ又は内ダイアフラムの角部に開けた貫通孔
25 柱内H形鋼ウエブ
25A スティフナー
26 フランジと柱内H形鋼ウエブとを接合するすみ肉溶接又は突合せ溶接
27 鋼管側面に明けた貫通長孔即ちスロット。
27A ガス切断、プラズマ切断、レーザ切断により加工した貫通長孔の中央辺
27B 鋼管側面に明けた貫通長孔即ちスロットの端部に開けた錐孔
27C 鋼管側面に明けた全周貫通長孔即ち全周スロット
28 薄鋼板
29 全周貫通溝における広幅溝端部の円弧又は楕円弧
30 H形鋼フランジ又はダイアフラムを鋼管柱内にセットする際に、位置決めの為に用いるストッパー。ストッパーは鋼管内に仮付溶接される。
31 初層ルート溶接
32 柱梁接合部に用いる中実のサイコロ
33 仮付溶接
34 H形鋼間に挿入されるダイアフラム
35 H形鋼とダイアフラムとの間で施工されるスロット(溝)溶接
36 すみ肉溶接
【特許請求の範囲】
【請求項1】
建築鉄骨構造物において、向かい合わせた2本のH形鋼端面に単数又は複数のダイアフラムを挟み、該2本のH形鋼フランジ端面とダイアフラム端面との間で溝溶接して2本のH形鋼を溶接接合することを特徴とするH形鋼の溶接接合方法。
【請求項1】
建築鉄骨構造物において、向かい合わせた2本のH形鋼端面に単数又は複数のダイアフラムを挟み、該2本のH形鋼フランジ端面とダイアフラム端面との間で溝溶接して2本のH形鋼を溶接接合することを特徴とするH形鋼の溶接接合方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図28】
【図29】
【図30】
【図31】
【図32】
【図33】
【図34】
【図35】
【図36】
【図37】
【図38】
【図39】
【図40】
【図41】
【公開番号】特開2011−127426(P2011−127426A)
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願番号】特願2011−21141(P2011−21141)
【出願日】平成23年1月17日(2011.1.17)
【分割の表示】特願2006−107184(P2006−107184)の分割
【原出願日】平成18年4月10日(2006.4.10)
【出願人】(503318518)株式会社アークリエイト (16)
【出願人】(301043812)
【Fターム(参考)】
【公開日】平成23年6月30日(2011.6.30)
【国際特許分類】
【出願日】平成23年1月17日(2011.1.17)
【分割の表示】特願2006−107184(P2006−107184)の分割
【原出願日】平成18年4月10日(2006.4.10)
【出願人】(503318518)株式会社アークリエイト (16)
【出願人】(301043812)
【Fターム(参考)】
[ Back to top ]