
HDD用ガラス基板および該HDD用ガラス基板の製造方法
【課題】充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板および該HDD用ガラス基板の製造方法を提供すること。
【解決手段】一対の主表面に圧縮応力層が設けられたHDD用ガラス基板であって、前記主表面にイオン交換層を有さず、前記圧縮応力層の厚みが100μmを超え180μm以下であるHDD用ガラス基板。
【解決手段】一対の主表面に圧縮応力層が設けられたHDD用ガラス基板であって、前記主表面にイオン交換層を有さず、前記圧縮応力層の厚みが100μmを超え180μm以下であるHDD用ガラス基板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ハードディスクドライブ(HDD)用ガラス基板および該HDD用ガラス基板の製造方法に関する。より詳細には、磁気ディスク装置に搭載して使用され、優れた耐衝撃性、高平滑性を備え、かつ、磁気ディスク装置の使用時にイオン溶出による後発エラーの発生が少ないHDD用ガラス基板および該HDD用ガラス基板の製造方法に関する。
【背景技術】
【0002】
近年、磁気記録媒体を搭載した磁気ディスク装置(たとえばHDD)は、様々な用途で使用されており、要求される品質もより高度化されている。具体的には磁気ディスクの高密度化、耐衝撃性向上などの要求が高度化されている。これに伴いHDD用ガラス基板に要求される品質もより高度化しており、高平滑性や優れた耐衝撃性が求められている。
【0003】
ここで、HDD用ガラス基板の耐衝撃性を向上させる方法としては、HDD用ガラス基板中に存在するアルカリイオンを、よりイオン半径の大きなアルカリイオンにイオン交換する化学強化処理を行う方法がある。具体的には、たとえば、HDD用ガラス基板の表面を360℃程度で硝酸塩(KNO3やNaNO3)などを含有する化学強化処理液に浸漬させて化学強化し、イオン交換層および圧縮応力層からなる強化層を形成する方法が知られている。ここで、イオン交換層とは、HDD用ガラス基板の表面において、HDD用ガラス基板に存在していたアルカリイオンの一部が、化学強化処理液中のアルカリイオンと交換されて形成された層をいい、圧縮応力層とは、イオン交換により、HDD用ガラス基板の強度が向上された層をいい、通常はイオン交換層の厚みは圧縮応力層の厚みよりも小さくなる。なお、これらの用語の定義の詳細については後述する。この方法によってHDD用ガラス基板の表面に圧縮応力層を設けることにより、仮にHDD用ガラス基板の表面に傷が入ったとしても、傷を基点として生じる引っ張り応力に対抗することができる。その結果、傷が伸展せず、HDD用ガラス基板の破損を防止することができる。
【0004】
このように、化学強化処理により耐衝撃性を向上させることは重要である。これとともに、HDD用ガラス基板の主表面に凹凸が存在する場合には、磁気ディスク装置として使用する際に、磁気ヘッドとプラッタとが衝突して故障の原因となる可能性がある。そのため、耐衝撃性を向上させるとともに、HDD用ガラス基板の表面平滑性を向上させることも重要である。HDD用ガラス基板の表面平滑性を向上させる方法としては、前記圧縮応力層の一部を研磨して除去する方法が知られている(たとえば特許文献1参照)。
【0005】
特許文献1に記載の発明によれば、化学強化工程の後に、主表面を1μm程度研磨する第2研磨工程が設けられている。
【0006】
しかしながら、特許文献1に記載の発明は、化学強化工程において形成された圧縮応力層の厚みに対して、第2研磨工程において研磨する厚みが小さいため、HDD用ガラス基板には大きな厚みのイオン交換層が残されることとなる。このようなHDD用ガラス基板を磁気ディスク装置に搭載して使用した場合、使用中にイオンが溶出してしまい、特にDFH(Dynamic Flying Hight)機構を搭載した500GB/枚を達成するドライブでは後発エラー(読み書きエラー)を引き起こす可能性がある。このようなイオン溶出による後発エラーは、たとえば高温高湿環境下で使用されることの多い車載用のHDD(カーナビ等)において顕著な問題となっている。この問題の一因としては、イオン交換によってガラス基板の表面が不安的な状態となることが挙げられる。すなわち、ガラス基板全体を考慮すると、イオン交換を行った表面では、イオンが溶出されやすくなり、磁性膜等を備えて磁気記録媒体とした際に一部が凸状の欠陥となる可能性がある。一方、イオンの溶出を抑えるために化学強化をあまり行わない場合には、充分な強度を付与することができない、という問題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2011−154773号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、このような従来の問題に鑑みてなされたものであり、充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板および該HDD用ガラス基板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明のHDD用ガラス基板は、一対の主表面に圧縮応力層が設けられたHDD用ガラス基板であって、前記主表面にイオン交換層を有さず、前記圧縮応力層の厚みが100μmを超え180μm以下であることを特徴とする。
【0010】
本発明は、このような構成を有することにより、充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板を提供することができる。
【0011】
前記圧縮応力層の厚みが、130〜160μmであることが好ましい。本発明は、このような構成を採用することにより、圧縮強度がより強く、かつ、安定して圧縮応力層を形成できる。
【0012】
内側面に厚みが100μmを超え200μm以下である圧縮応力層が設けられてなることが好ましい。本発明は、このような構成を採用することにより、得られるHDD用ガラス基板の落下衝撃耐性を向上させるとともに、耐振動性および耐熱性等を向上させることができる。
【0013】
また、本発明のHDD用ガラス基板の製造方法は、一対の主表面に圧縮応力層が設けられたHDD用ガラス基板の製造方法であって、該製造方法は、化学強化工程と、研削および/または研磨工程とを含み、前記化学強化工程により、主表面に、イオン交換層と圧縮応力層とからなる厚み110〜200μmの強化層を設け、前記研削および/または研磨工程により、前記主表面に形成された強化層からイオン交換層を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整することを特徴とする。
【0014】
本発明は、このような構成を有することにより、充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板の製造方法を提供することができる。
【0015】
前記研削および/または研磨工程は、前記圧縮応力層の厚みが130〜160μmとなるようイオン交換層を除去する工程であることが好ましい。本発明は、このような構成を採用することにより、圧縮強度がより強く、かつ、安定して圧縮応力層を形成できる。
【0016】
前記化学強化工程により、HDD用ガラス基板の内側面に厚みが100μmを超え200μm以下である圧縮応力層を設けることが好ましい。本発明は、このような構成を採用することにより、得られるHDD用ガラス基板の落下衝撃耐性を向上させるとともに、耐振動性および耐熱性等を向上させることができる。
【0017】
組成としてSiO2を56〜68質量%、Li2Oを1.8〜4.2質量%、Na2Oを6.0〜12.0質量%、K2Oを0.1〜0.5質量%含むガラス素材を原料素材として使用することが好ましい。本発明は、このような構成を採用することにより、HDD用ガラス基板の製造工程において、溶融加工しやすく、かつ、化学強化工程において適度に化学強化しやすく、さらに、耐衝撃性やイオンの溶出低減効果に優れたHDD用ガラス基板の製造方法を提供することができる。
【発明の効果】
【0018】
本発明によれば、充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板および該HDD用ガラス基板の製造方法を提供することができる。
【図面の簡単な説明】
【0019】
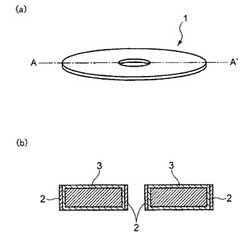
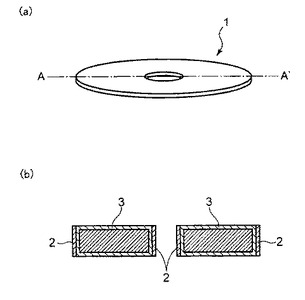
【図1】本発明の一実施形態のHDD用ガラス基板の説明図である。
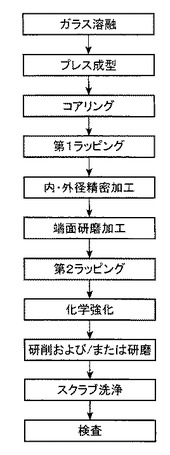
【図2】本発明の一実施形態のHDD用ガラス基板および磁気ディスクの製造工程の一例を示すフローチャートである。
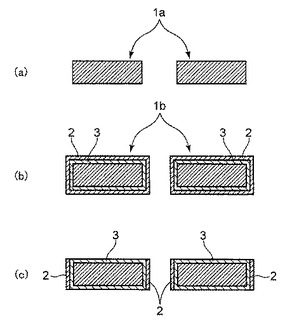
【図3】本発明の一実施形態のHDD用ガラス基板を模式的に表した端面図である。
【発明を実施するための形態】
【0020】
(HDD用ガラス基板)
以下、本発明にかかるHDD用ガラス基板について、図面を参照しながら詳細に説明する。図1(a)は、本発明のHDD用ガラス基板の斜視図である。図1(b)は、本発明の一実施形態のHDD用ガラス基板を模式的に表した端面図である。図1(b)は、図1(a)に示されるA−A’に沿って切断したHDD用ガラス基板を模式的に示している。本発明のHDD用ガラス基板は、一対の主表面に圧縮応力層が設けられたHDD用ガラス基板であって、前記主表面にイオン交換層を有さず、前記圧縮応力層の厚みが100μmを超え180μm以下であることを特徴とする。
【0021】
図1(b)に示されるように、HDD用ガラス基板1は、イオン交換層2と圧縮応力層3とを有する。HDD用ガラス基板1の一対の主表面には、圧縮応力層3が設けられてなり、圧縮応力層3の厚みは、100μmを超え180μm以下に調整されてなる。また、HDD用ガラス基板1の内側面および外側面には、イオン交換層2および圧縮応力層3が設けられてなる。イオン交換層2の厚みは、2〜20μm程度である。なお、本発明において、一対の主表面とは、HDD用ガラス基板のうち、データが記録される面(プラッタ)をいう。HDD用ガラス基板の主表面は、中心に中心孔を有し、径はたとえば2.5インチであり、厚みはたとえば0.8mmである。また、イオン交換層および圧縮応力層の定義については、後述するHDD用ガラス基板の製造方法にて詳述する。
【0022】
すなわち、本発明のHDD用ガラス基板1の一対の主表面には、イオン交換層2が設けられていない。より詳しくは、後述するHDD用ガラス基板の製造方法において詳述するように、HDD用ガラス基板の製造工程の一部である化学強化工程において、HDD用ガラス基板の主表面に、いったんイオン交換層2を形成し、後続の工程である研削および/または研磨工程において、主表面からイオン交換層2を除去することにより、内側面(および外側面)のイオン交換層を残し、主表面には厚みが100μmを超え180μm以下に調整された圧縮応力層を形成したものである。
【0023】
主表面に形成された圧縮応力層3の厚みとしては、圧縮応力層を安定して形成できる観点から、より好ましくは130〜160μmである。一方、内側面に形成された圧縮応力層3の厚みとしては、100μmを超え200μm以下であることが好ましい。内側面に形成された圧縮応力層3の厚みがこの範囲内にある場合、得られるHDD用ガラス基板の落下衝撃耐性が向上するとともに、耐振動性および耐熱性等が向上する。
【0024】
なお、本発明のHDD用ガラス基板1を構成するガラス素材としては、たとえば、二酸化ケイ素、酸化ナトリウム、酸化カルシウムを主成分としたソーダライムガラス;二酸化ケイ素、酸化アルミニウム、R2O(R=K、Na、Li)を主成分としたアルミノシリケートガラス;ボロシリケートガラス;酸化リチウム−二酸化ケイ素系ガラス;酸化リチウム−酸化アルミニウム−二酸化ケイ素系ガラス;R’O−酸化アルミニウム−二酸化ケイ素系ガラス(R’=Mg、Ca、Sr、Ba)を使用することができ、これらガラス材料に酸化ジルコニウムや酸化チタン等を添加したものであってもよい。
【0025】
ここで、HDD用ガラス基板1からのイオンの溶出は、骨格成分であるSiO2の含有量と、溶出する各イオンの含有量に大きく影響される。
【0026】
SiO2はガラスの網目構造を形成する重要な成分であり、HDD用ガラス基板1の化学的耐久性に寄与する。そのため、Siの含有量が少なすぎると化学的耐久性が悪化する傾向があり、磁気ディスク装置に搭載して使用する際にイオン溶出が多くなる傾向がある。一方、Siの含有量が多すぎる場合、ガラス素材の溶融温度が高くなるため加工性が劣る傾向があるとともに、優れた化学的耐久性を有することとなるため、後述する化学強化工程においてイオン交換がされにくい傾向がある。
【0027】
Li2Oはイオン交換されるイオンである。そのため、Liの含有量が多い場合、化学強化後のナトリウムイオンやカリウムイオンの溶出量が増加する傾向がある。一方、Liはイオン交換されるイオンであるため、HDD用ガラス基板1の強度にも大きく影響する。すなわち、Liの含有量が少なすぎる場合、Liがイオン交換されないことから充分な応力をHDD用ガラス基板1に付与できない傾向がある。
【0028】
Na2Oはイオン交換されるイオンであり、かつ、イオン交換するイオンである。そのため、Naの含有量が多い場合、化学強化後のカリウムイオンの溶出量が増加する傾向がある。一方、Naの含有量が少なすぎる場合、充分な応力をHDD用ガラス基板1に付与できない傾向がある。
【0029】
K2Oはイオン交換されるイオンである。そのため、Kの含有量が多い場合、化学強化後のナトリウムイオンの溶出量が増加する傾向がある。一方、Kの含有量が少なすぎる場合、ガラス素材の溶融性が悪化する傾向がある。
【0030】
これらの観点から、組成としてたとえばSiO2を56〜68質量%、Li2Oを1.8〜4.2質量%、Na2Oを6.0〜12.0質量%、K2Oを0.1〜0.5質量%を含むガラス素材を原料素材として使用することが好ましい。本発明では、このような組成のガラス素材を原料素材として採用することにより、HDD用ガラス基板1の製造工程において、溶融加工しやすく、かつ、化学強化工程において適度に化学強化しやすく、さらに、耐衝撃性やイオンの溶出低減効果に優れたHDD用ガラス基板1を提供することができる。
【0031】
このように、主表面には、イオン交換層2が設けられておらず、かつ、厚みが100μmを超え180μm以下に調整された圧縮応力層3が設けられているため、優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板を提供することができる。
【0032】
(HDD用ガラス基板の製造方法)
本発明のHDD用ガラス基板の製造方法は、一対の主表面に圧縮応力層が設けられたHDD用ガラス基板の製造方法であって、該製造方法は、化学強化工程と、研削および/または研磨工程とを含み、前記化学強化工程により、主表面に、イオン交換層と圧縮応力層とからなる厚み110〜200μmの強化層を設け、前記研削および/または研磨工程により、前記主表面に形成された強化層からイオン交換層を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整することを特徴とする。HDD用ガラス基板の製造工程の一例を図2に示す。本発明のHDD用ガラス基板の製造方法は、図2に示されるように、化学強化工程の後に、研削および/または研磨工程を採用している。
【0033】
化学強化工程について説明する。化学強化工程は、HDD用ガラス基板を化学強化処理液に浸漬する工程を経ることにより、HDD用ガラス基板の主表面、外側面および内側面に強化層(イオン交換層および圧縮応力層)を形成する工程である。HDD用ガラス基板の主表面に強化層を形成することにより、HDD用ガラス基板の反りや主表面の粗面化を防止することができる。また、HDD用ガラス基板の内側面や外側面に強化層を形成することにより、落下衝撃耐性を付与することができるとともに、耐振動性および耐熱性等を向上させることができる。
【0034】
HDD用ガラス基板は、加熱された化学強化処理液に浸漬することにより、HDD用ガラス基板に含まれる比較的イオン半径の小さなアルカリイオン(たとえばリチウムイオン)を、イオン半径のより大きなアルカリイオン(たとえばカリウムイオン、ナトリウム)に置換するイオン交換法により行われる。イオン半径の違いによって生じる歪みにより、イオン交換された領域および近接する領域に圧縮応力が発生し、HDD用ガラス基板の主表面、外側面および内側面が圧縮応力層によって強化される。通常はイオン交換層の厚みは圧縮応力層の厚みよりも小さくなる。
【0035】
本発明において、イオン交換層とは、HDD用ガラス基板の表層に存在していたアルカリイオンの一部が、化学強化処理液中のアルカリイオンと交換されて形成された層をいう。すなわち、イオン交換は、HDD用ガラス基板を化学強化処理液に浸漬することにより行われるため、イオン交換層の厚みと、イオン交換層の深さとは一致する。イオン交換層の厚みは、たとえばエネルギー分散型X線分析装置((株)堀場製作所製 XMAX80)を使用して、割断したHDD用ガラス基板の表層(主面)より0.5μmごとにおけるカリウムとナトリウムの質量濃度を測定し、カリウム量が元の組成に含まれているカリウム量よりも2倍以上の質量濃度である深さをイオン交換層の厚みとして算出する方法を採用することができる。
【0036】
一方、圧縮応力層とは、上記イオン交換層が形成された結果、HDD用ガラス基板の表層において圧縮応力が発生し、HDD用ガラス基板の強度が向上された層をいう。圧縮応力層の厚みは、たとえばポーラリメーター(神港精機(株)製 SF−IIC)を使用して、割断したガラス基板を屈折率マッチングオイルに浸漬し、直線偏光を透過させてガラス内部応力による偏光の位相変化をアナライザ(検光子)回転角より測定し(セナルモン法)、アナライザを回転して、透過光が最も暗くなる角度(位相差)を検出することにより算出することができる。圧縮応力値は、同装置で光弾性定数、光路長結果より算出することができる。
【0037】
本発明において、強化層とは、上記イオン交換層と上記圧縮応力層とを含めた層をいう。通常は、イオン交換層は極表層のみであり、圧縮応力層に含まれるため、圧縮応力層の厚みと強化層の厚みとは一致する。
【0038】
本発明では、化学強化処理液として、カリウム塩と、ナトリウム塩とを含有する化学強化処理液を使用する。カリウム塩やナトリウム塩としては、硝酸塩、炭酸塩、硫酸塩やこれらの混合溶融塩が挙げられる。これらのなかでも、融点が低く、ガラス基板の変形を防止できる観点から、硝酸塩であるKNO3およびNaNO3を、質量比で6:4の割合で混合したものを用いることが好ましい。
【0039】
化学強化処理液の調製方法としては特に限定されず、たとえば、所定量のカリウム塩およびナトリウム塩を、化学強化処理槽に投入し、加熱によって溶融して化学強化処理液とすることができる。
【0040】
化学強化は、たとえば、化学強化処理液を300〜400℃に加熱し、200〜300℃に予熱されたHDD用ガラス基板を化学強化処理液中に3〜4時間浸漬することにより行われる。この浸漬の際には、HDD用ガラス基板の両主表面全体が化学強化されるように、ホルダに収納した状態で行うことが好ましい。このように、化学強化処理液に浸漬することによって、表層のリチウムイオンおよびナトリウムイオンが、化学強化処理液中のイオン半径が相対的に大きなナトリウムイオンおよびカリウムイオンにそれぞれ置換され、主平面に厚みが約110〜200μmの圧縮応力層が形成される。これにより、HDD用ガラス基板が強化され、優れた耐衝撃性が備わることとなる。また、内側面および外側面には、厚みが100μmを超え200μm以下である圧縮応力層が形成される。これにより、得られるHDD用ガラス基板の落下衝撃耐性を向上させるとともに、耐振動性および耐熱性等を向上させることができる。
【0041】
また、化学強化を行う際のHDD用ガラス基板の表面性状としては、鏡面でない方が好ましい。これは、イオン交換を円滑に行うためには、イオンがより溶出されやすい性状の方が好ましいためである。HDD用ガラス基板の表面が鏡面である場合には、イオンがHDD用ガラス基板から溶出しにくくなり、イオン交換の速度が低下する。その結果、圧縮応力層が深くなりにくい傾向がある。そのため、ラッピング工程を経たHDD用ガラス基板は、主表面の性状が鏡面ではないため、化学強化に適している。
【0042】
なお、化学強化工程の後に、HDD用ガラス基板を大気中に待機させる待機工程や、水浸漬工程を採用して、HDD用ガラス基板の表面に付着した化学強化処理液を除去するとともに、HDD用ガラス基板の表面を均質化することが好ましい。このような工程を採用することにより、得られるHDD用ガラス基板は、圧縮応力層が均一に形成され、圧縮歪が均質となり変形が生じ難く平坦度が良好で、機械的強度も良好となる。待機時間や水浸漬工程の水温は特に限定されず、たとえば大気中に1〜60秒待機させ、35〜100℃程度の水に浸漬させるとよく、製造効率により適宜決めればよい。また、別途洗浄工程を採用してもよく、たとえば、硫酸で洗浄した後に、純水、IPA(イソプロピルアルコール)等で洗浄する工程を採用することができる。
【0043】
研削および/または研磨工程について説明する。研削および/または研磨工程は、化学強化工程によりHDD用ガラス基板の主表面、内側面および外側面に形成されたイオン交換層のうち、主表面に形成されたイオン交換層を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整する工程である。研削および/または研磨工程の各段階におけるHDD用ガラス基板の状態について、図1(a)および図3(a)〜図3(c)により説明する。図3(a)は、化学強化工程に供する前のHDD用ガラス基板を模式的に表した端面図である。参照符号1aは、化学強化工程に供する前のガラス基板を示している。図3(b)は、化学強化工程に供した後のHDD用ガラス基板を模式的に表した端面図である。参照符号1bは、化学強化工程に供した後のガラス基板を示している。図3(c)は、研削および/または研磨工程に供した後のHDD用ガラス基板1を模式的に表した端面図である。図3(a)〜図3(c)は、図1(a)に示されるA−A’に沿って切断したHDD用ガラス基板を模式的に示している。図3(a)〜図3(c)に示されるように、HDD用ガラス基板1aは、化学強化工程に供されることにより、主表面、内側面および外側面にイオン交換層2と圧縮応力層3からなる強化層が形成される。化学強化工程に供した後のガラス基板1bは、研削および/または研磨工程に供されることにより、主表面のイオン交換層2が除去されるとともに、圧縮応力層3の厚みが100μmを超え180μm以下に調整される。
【0044】
ここで、HDD用ガラス基板1の厚みは、HDD用ガラス基板1の径と比較して充分に小さい。そのため、内側面および外側面に形成されたイオン交換層2から溶出するイオンの量は、HDD用ガラス基板1を搭載した磁気ディスク装置を使用する際に、実質的に問題にはならない。そのため、内側面および外側面を研削および/または研磨せず、内側面および外側面の圧縮応力層3の厚みが100μmを超え200μm以下となるよう残した場合には、イオンが溶出する課題を解決し、かつ、得られるHDD用ガラス基板1の落下衝撃耐性を向上させるとともに、耐振動性および耐熱性等を向上させることができる。
【0045】
研削および/または研磨工程では、研削工程のみを行ってもよく、研磨工程のみを行ってもよく、研削工程および研磨工程の両方を行ってもよい。すなわち、研削工程か研磨工程のいずれかまたは両方の工程を採用することにより、主表面に形成されたイオン交換層2を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整できればよい。
【0046】
調整後の主表面における圧縮応力層3の厚みとしては、応力層を安定して形成できる観点から、より好ましくは130〜160μmである。
【0047】
通常、化学強化工程を終えたHDD用ガラス基板は、精密研磨工程(第2ポリッシング工程または鏡面研磨工程ともよぶ場合がある)により、主表面の平滑性を上げる工程が採用されている。この精密研磨工程において研磨される厚みは0.5〜3μm程度である。このように精密研磨工程では、研磨量をこのような小さな範囲とすることにより、HDD用ガラス基板の表面に発生した微小な荒れやうねり、あるいはこれまでの工程で発生した微小なキズ痕といった微小欠陥を良好に除去することができる。しかしながら、このような通常の精密研磨工程のみでは、主表面に形成されたイオン交換層を除去し、かつ、圧縮応力層を100μmを超え180μm以下に調整することができない。そのため、本発明は、精密研磨工程を化学強化工程の直後に採用するのではなく、まず主表面からイオン交換層を除去するために、研削および/または研磨工程を採用している。
【0048】
研削および/または研磨工程としては、たとえば、化学強化工程後の研削工程および/または粗研磨工程(第1ポリッシング工程)が含まれる。研削工程や粗研磨工程によりイオン交換層を除去した後に、精密研磨工程を設けて平滑性を高めることが好ましい。また、精密研磨工程で充分に除去し得る程度の厚みにまで上記研削工程および/または粗研磨工程でイオン交換層を除去してから、精密研磨工程でイオン交換層を完全に除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整してもよい。すなわち、化学強化工程後に精密研磨工程を採用するのみでは充分にイオン交換層を除去できない傾向があるため、化学強化工程後に、まずは研削工程および/または粗研磨工程を採用してすべてのイオン交換層か、ほぼすべてのイオン交換層を除去することを特徴とする。
【0049】
研削および/または研磨工程において採用する研削工程としては、上記した第1ラッピング工程や第2ラッピング工程を採用することができる。第2ラッピング工程では充分に研磨できない場合には、第1ラッピング工程を主に実施し、補助的に第2ラッピング工程を採用してもよい。
【0050】
また、研磨工程としては、ガラス基板の両表面を研磨加工する粗研磨工程を採用することができる。すなわち、粗研磨工程は、最終的に必要とされる面粗さが効率よく得られるように、HDD用ガラス基板の表面の面粗さを向上させ、かつ、最終のHDD用ガラス基板の形状が効率よく得られるように研磨加工を行う工程である。研磨の方法としては特に限定されず、第1ラッピング工程および第2ラッピング工程で使用する両面研削機と同様の両面研磨機において、研磨パッドおよび研磨液を使用して研磨することができる。研磨パッドは、研磨パッドの硬度が研磨による発熱により低下すると研磨面の形状変化が大きくなるため、硬質パッドを使用することが好ましく、たとえば発泡ウレタンを使用するのが好ましい。研磨液は、平均粒径が0.6〜2.5μmの酸化セリウムを砥粒(研磨材)として使用し、この砥粒を水に分散させてスラリー状にしたものが好ましい。水と砥粒との混合比率は、1:9〜3:7程度である。粗研磨工程における研磨量は5〜50μm程度とするのが好ましい。5μm未満では、イオン交換層を除去することができない傾向がある。一方、50μmを超えると、必要以上に研磨を行うことになって製造効率が低下する傾向があるとともに、圧縮応力層の厚みが小さくなりすぎる傾向がある。
【0051】
なお、研削および/または研磨工程の後に精密研磨工程を採用する場合、使用する研磨パッドは硬度65から80(Asker−C)程度の軟質パッド、たとえば発泡ウレタンやスウェードを使用するのが好ましい。研磨砥粒としては、酸化セリウム等を用いることができるが、HDD用ガラス基板の表面をより平滑にするために、粒径がより小さくてバラツキが少ない研磨砥粒としてコロイダルシリカを用いるのが好ましい。平均粒子径が20〜70nmの研磨砥粒を水に分散させてスラリー状にした研磨液が好ましい。
【0052】
以上、本発明のHDD用ガラス基板の製造方法によれば、化学強化工程により一対の主表面と内側面および外側面にイオン交換層と圧縮応力層とからなる強化層を設けた後、研削および/または研磨工程により、主表面のイオン交換層を除去するとともに、主表面の圧縮応力層を厚みが100μmを超え180μm以下となるよう調整しているため、優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板を提供することができる。
【0053】
以下に、本発明のHDD用ガラス基板の製造方法の一例を図2に沿って説明する。なお、本発明のHDD用ガラス基板の製造方法は、化学強化工程および研削および/または研磨工程として上記構成を採用する以外は、特に限定されるものではない。
【0054】
[ガラス溶融工程]
ガラス溶融工程について説明する。ガラス溶融工程は、ガラス素材を溶融する工程である。ガラス素材としては、上記したガラス素材を使用することができ、説明を省略する。
【0055】
[プレス成型工程]
プレス成型工程について説明する。プレス成型工程は、溶融したガラス素材から円盤状のガラス基板前駆体(ブランクス)を得る工程である。ブランクスを得る方法としては特に限定されず、たとえば溶融したガラス素材を下型に流し込み、上型によってプレス成型して円盤状のブランクスを得る方法を採用することができる。なお、ブランクスを得る方法としては、プレス成型に限られず、たとえばダウンドロー法やフロート法等で形成したシートガラスを研削砥石で切り出して作製してもよい。
【0056】
ブランクスの大きさとして特に限定されず、たとえば、外径が2.5インチ、1.8インチ、1インチ、0.8インチ等の種々の大きさのブランクスを作製することができる。また、ブランクスの厚みについても特に限定されず、たとえば、2mm、1mm、0.8mm、0.63mm等の種々の厚みのブランクスを作製することができる。
【0057】
なお、プレス成型工程の後に、ガラス基板の反りの低減やガラスの結晶化を促進させるために熱処理工程を設けてもよい。
【0058】
[コアリング工程]
コアリング工程について説明する。コアリング工程は、HDD用ガラス基板の中心部に円形の中心孔を開ける工程である。孔開けは、たとえば、カッター部にダイヤモンド砥石等を備えたコアドリル等で研削することにより行う。孔の大きさとしては特に限定されないが、通常20mm程度である。
【0059】
[第1ラッピング工程]
第1ラッピング工程について説明する。第1ラッピング工程は、HDD用ガラス基板の両表面を研削加工し、HDD用ガラス基板の平行度、平坦度および厚みを予備調整する工程である。第1ラッピング工程では、後続する第2ラッピング工程を効率よく行うことができるように、HDD用ガラス基板の大きなうねり、欠け、ひび等を除去する。
【0060】
なお、上記したコアリング工程と第1ラッピング工程とは、製造工程上支障のない場合には順序を逆にしてもよい。
【0061】
[内・外径精密加工工程]
内・外径精密加工工程について説明する。内・外径精密加工工程は、HDD用ガラス基板の外周端面および内周端面を、たとえばダイヤモンド等を用いた鼓状の研削砥石により研削し、内・外径加工する工程である。
【0062】
[端面研磨加工工程]
端面研磨加工工程について説明する。端面研磨加工工程は、HDD用ガラス基板の外周端面および内周端面を、端面研磨機を用いて研磨加工する工程である。内端面と外端面を分けて行っても良い。
【0063】
[第2ラッピング工程]
第2ラッピング工程について説明する。第2ラッピング工程は、HDD用ガラス基板の両表面を再び研削加工し、HDD用ガラス基板の平行度、平坦度および厚みを微調整する工程である。
【0064】
第1ラッピング工程および第2ラッピング工程において使用する研削機としては特に限定されず、たとえば、遊星歯車機構を利用した、いわゆる両面研削機を使用することができる。第2ラッピング工程を経たHDD用ガラス基板は、大きなうねり、欠け、ひび等の欠陥がほぼ除去される。このような面状態にすることにより、後続する研削および/または研磨工程における研磨を効率よく行うことができる。
【0065】
なお、第1ラッピング工程および第2ラッピング工程を経たHDD用ガラス基板には、表面に研削液やガラス粉が残存している可能性があるため、洗浄工程を設けることが好ましい。洗浄工程としては、アルカリ洗浄のみを行ってもよく、また、酸洗浄を行った後にアルカリ洗浄を行ってもよく、また、酸洗浄のみを行ってもよい。
【0066】
なお、上記した端面研磨加工工程と第2ラッピング工程とは、製造工程上支障のない場合には順序を逆にしてもよい。
【0067】
[化学強化工程]
化学強化工程については、上記した工程を採用することができ、説明を省略する。
【0068】
[研削および/または研磨工程]
研削および/または研磨工程については、上記した工程を採用することができ、説明を省略する。
【0069】
[スクラブ洗浄工程]
スクラブ洗浄工程について説明する。スクラブ洗浄工程は、研削および/または研磨工程後のHDD用ガラス基板を洗浄する工程である。洗浄方法としては特に限定されず、研削および/または研磨工程後のHDD用ガラス基板の表面を清浄にできる洗浄方法であればいずれの洗浄方法でもよい。本実施の形態では、スクラブ洗浄を採用している。
【0070】
スクラブ洗浄されたHDD用ガラス基板には、必要に応じて超音波による洗浄および乾燥工程を行う。乾燥工程は、HDD用ガラス基板の表面に残る洗浄液をIPA等により除去した後、HDD用ガラス基板の表面を乾燥させる工程である。
【0071】
HDD用ガラス基板の乾燥工程としては特に限定されず、たとえばスピン乾燥、エアーナイフ乾燥などの、HDD用ガラス基板の乾燥方法として公知の乾燥方法を採用することができる。
【0072】
[検査工程]
検査工程について説明する。検査工程は、HDD用ガラス基板のキズ、割れ、異物の付着等の有無を目視にて検査する工程である。なお、目視でキズ等が判別できない場合には、光学表面アナライザ(たとえば、KLA−TENCOL社製の「OSA6100」)を用いて検査を行う。
【0073】
なお、本発明のHDD用ガラス基板は、HDDの製造用途に限定されるものではなく、たとえば、光磁気ディスクや光ディスク等の製造用途にも用いることができる。
【0074】
また、本発明では、必要に応じて、研削工程を2つの工程に分けて順次行ったり、粗研磨工程を省略したり、化学強化工程を鏡面研磨工程の後に行ったりなどの設計変更が可能である。
【0075】
さらに、HDD用ガラス基板に生じたキズのエッジ緩和処理としてHF浸漬処理に供してもよい。
【実施例】
【0076】
以下、本発明のHDD用ガラス基板について実施例により詳述する。なお、本発明のHDD用ガラス基板は、以下に示す実施例になんら限定されるものではない。
【0077】
<実施例1>
以下の工程によりHDD用ガラス基板を作製した。
[ガラス溶融工程、プレス成型工程]
ガラス素材として、ガラス素材1(組成は表1参照)を用い、溶融したガラス素材をプレス成形して、外径が約66mmの円板状のブランクスを作製した。ブランクスの厚みは1.05mmとした。
[コアリング工程]
円筒状のダイヤモンド砥石を備えたコアドリルを用いてブランクスの中心部に直径が20.5mmの円形の孔(中心孔)を開けた。鼓状のダイヤモンド砥石を用いて、ブランクスの外周端面および内周端面を、外径65mm、内径20mmに内・外径加工した。
[第1ラッピング工程]
HDD用ガラス基板の主表面の表面粗さが0.5μm、平坦度が10μmとなるよう研削した。なお、ガラス基板における表面粗さは、平坦度は、平坦度測定装置(NIDEK社製、型番:FT−17)で測定した。ラッピングには遊星歯車機構を利用した両面研磨機と呼ばれる公知の研磨機を使用した。
[内・外径精密加工工程]
次に、内・外径径精加工工程として、ガラス基板の外周端面および内周端面を、例えば鼓状のダイヤモンド等の研削砥石により研削することで内・外径加工する。
[内端面研磨加工工程]
内・外径径精加工工程を終えたガラス基板を、複数積み重ねて、積層し、その状態で内周面の研磨加工を、端面研磨機を用いて研磨する。
[第2ラッピング工程]
さらに、ガラス基板の両表面を再び研磨加工して、ガラス基板の平行度、平坦度および厚みを微調整した。HDD用ガラス基板の主表面表面粗さが0.2μm、平坦度が4μmとなるよう研削した。ラッピングには第1ラッピング工程と同様に遊星歯車機構を利用した両面研磨機と呼ばれる公知の研磨機を使用した。
[外端面研磨加工工程]
外周面の研磨加工を、外端面研磨機を用いて研磨する。
[化学強化工程]
硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を480℃にて溶融し、HDD用ガラス基板を4時間浸漬させた。形成された圧縮応力層の厚みは、主表面で150μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは18μmであった。
[研磨工程]
まず粗研磨として研磨剤に化セリウムを用いて粗研磨加工を行い、イオン交換層を完全に除去した。つづいて、精密研磨として研磨剤にコロイダルシリカを用いて精密研磨加工を行った。加工後の主表面の圧縮応力層の厚みは110μmであった。
なお、粗研磨、精密研磨ともに両面研磨機(浜井産業(株)製)を使用した。粗研磨はパッドには硬度Aで80度硬質ウレタンパッドを使用し研磨量を35μmとした。精密研磨ではパッドに硬度Aで70度の軟質発泡樹脂ウレタンを使用した。
[洗浄工程]
HDD用ガラス基板をスクラブ洗浄した。洗浄液として、KOHとNaOHとを質量比で1:1に混合したものを超純水(DI水)で希釈し、洗浄能力を高めるために非イオン界面活性剤を添加して得られた液体を用いた。洗浄液の供給は、スプレー噴霧によって行った。スクラブ洗浄後、ガラス基板の表面に残る洗浄液を除去するために、水リンス洗浄工程を超音波槽で2分間行い、IPA洗浄工程を超音波槽で2分間行い、最後に、IPA蒸気によりガラス基板の表面を乾燥させた。
【0078】
<実施例2>
実施例1において上述した工程のうち、HDD用ガラス基板の浸漬時間を6時間とした以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で200μmであり、内側面で160μmであった。また、主表面に形成されたイオン交換層の厚みは21μmであった。研磨工程後の主表面の圧縮応力層の厚みは180μmであった。
【0079】
<実施例3>
実施例1において上述した工程のうち、ガラス素材2を使用した以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で150μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは12μmであった。研磨工程後の主表面の圧縮応力層の厚みは110μmであった。
【0080】
<実施例4>
実施例1において上述した工程のうち、化学強化工程を第2ラッピング工程の前に行った以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で160μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは19μmであった。研磨工程後の主表面の圧縮応力層の厚みは110μmであった。
【0081】
<実施例5>
実施例1において上述した工程のうち、粗研磨工程における取り代を20μmとした以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で160μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは18μmであった。研磨工程後の主表面の圧縮応力層の厚みは130μmであった。
【0082】
<実施例6>
実施例2において上述した工程のうち、粗研磨工程における取り代を変更した以外は、実施例2と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で200μmであり、内側面で160μmであった。また、主表面に形成されたイオン交換層の厚みは21μmであった。研磨工程後の主表面の圧縮応力層の厚みは160μmであった。
【0083】
<実施例7>
実施例1において上述した工程のうち、ガラス素材3を使用した以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で150μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは12μmであった。研磨工程後の主表面の圧縮応力層の厚みは120μmであった。
【0084】
<比較例1>
実施例1において上述した工程のうち、HDD用ガラス基板の浸漬温度を400℃とし、浸漬時間を4時間とした以外は、実施例1と同様の方法によりガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で80μmであり、内側面で60μmであった。また、主表面に形成されたイオン交換層の厚みは10μmであった。研磨工程後の主表面の圧縮応力層の厚みは40μmであった。
【0085】
<比較例2>
実施例1において上述した工程のうち、化学強化工程の後に精密研磨工程のみを採用した以外は、実施例1と同様の方法によりガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で150μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは18μmであった。精密研磨工程後の主表面の圧縮応力層の厚みは145μmであった。
【0086】
<比較例3>
実施例1において上述した工程のうち、化化学強化工程を第2ラッピング工程の前に行い、第2ラッピング工程にて取り代を50μm、粗研磨と精密研磨で取り代を40μmとした。それ以外は実施例1と同様の方法によりガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で160μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは18μmであった。精密研磨工程後の主表面の圧縮応力層の厚みは80μmであった。
【0087】
【表1】

【0088】
実施例1〜7、比較例1〜3得られたHDD用ガラス基板について、以下の試験方法に沿ってイオン溶出量測定、圧縮強度測定(主表面、内側面)に供した。結果を表2に示す。
【0089】
[イオン溶出量測定]
各実施例および比較例で作製したHDD用ガラス基板を、温度150℃、湿度80%環境下にて200時間曝した後、30mLの純水に30分間浸漬させ、その浸漬させた液体に含まれるアルカリイオンの量をイオンクロマトグラフィにて測定する。
(イオンクロマトグラフィの測定条件)
装置名:ダイオネクス社製IC2100
使用カラム:CS12A
使用溶離液:メタンスルホン酸
[圧縮応力層測定]
ポーラリメーター(神港精機(株)製 SF−IIC)を使用して、光弾性定数、光路長測定結果より圧縮応力層の深さを測定する。
測定条件:厚み:1mm
[落下衝撃試験]
各実施例および比較例で作製したHDD用ガラス基板をHDDに組み込んだのちに各衝撃がかかるように落下衝撃試験を行った。試験は1000Gから開始し、順次問題なかった場合は100Gずつ衝撃を増やしてテストを行った。
【0090】
【表2】
【0091】
表2に示されるように、実施例1〜7で作製したHDD用ガラス基板は、イオン溶出量が少なく、かつ、耐衝撃性(落下強度)にも優れていることが判った。一方、加工前の圧縮応力層の厚みが小さい比較例1のHDD用ガラス基板では、加工後においてもイオン交換層が残ったため、イオン溶出が多く、かつ、耐衝撃性も悪かった。加工前の圧縮応力層の厚みを大きく形成し、あまり研磨せずにイオン交換層を残した比較例2のHDD用ガラス基板では、耐衝撃性は良好であったものの、イオン溶出が多かった。さらに、加工前の縮応力層の厚みを大きく形成し、イオン交換層を充分に除去した比較例3のHDD用ガラス基板では、加工後の圧縮応力層の厚みが小さいため、イオン溶出は少なかったものの、耐衝撃性が悪かった。
【符号の説明】
【0092】
1、1a、1b HDD用ガラス基板
2 イオン交換層
3 圧縮応力層
【技術分野】
【0001】
本発明は、ハードディスクドライブ(HDD)用ガラス基板および該HDD用ガラス基板の製造方法に関する。より詳細には、磁気ディスク装置に搭載して使用され、優れた耐衝撃性、高平滑性を備え、かつ、磁気ディスク装置の使用時にイオン溶出による後発エラーの発生が少ないHDD用ガラス基板および該HDD用ガラス基板の製造方法に関する。
【背景技術】
【0002】
近年、磁気記録媒体を搭載した磁気ディスク装置(たとえばHDD)は、様々な用途で使用されており、要求される品質もより高度化されている。具体的には磁気ディスクの高密度化、耐衝撃性向上などの要求が高度化されている。これに伴いHDD用ガラス基板に要求される品質もより高度化しており、高平滑性や優れた耐衝撃性が求められている。
【0003】
ここで、HDD用ガラス基板の耐衝撃性を向上させる方法としては、HDD用ガラス基板中に存在するアルカリイオンを、よりイオン半径の大きなアルカリイオンにイオン交換する化学強化処理を行う方法がある。具体的には、たとえば、HDD用ガラス基板の表面を360℃程度で硝酸塩(KNO3やNaNO3)などを含有する化学強化処理液に浸漬させて化学強化し、イオン交換層および圧縮応力層からなる強化層を形成する方法が知られている。ここで、イオン交換層とは、HDD用ガラス基板の表面において、HDD用ガラス基板に存在していたアルカリイオンの一部が、化学強化処理液中のアルカリイオンと交換されて形成された層をいい、圧縮応力層とは、イオン交換により、HDD用ガラス基板の強度が向上された層をいい、通常はイオン交換層の厚みは圧縮応力層の厚みよりも小さくなる。なお、これらの用語の定義の詳細については後述する。この方法によってHDD用ガラス基板の表面に圧縮応力層を設けることにより、仮にHDD用ガラス基板の表面に傷が入ったとしても、傷を基点として生じる引っ張り応力に対抗することができる。その結果、傷が伸展せず、HDD用ガラス基板の破損を防止することができる。
【0004】
このように、化学強化処理により耐衝撃性を向上させることは重要である。これとともに、HDD用ガラス基板の主表面に凹凸が存在する場合には、磁気ディスク装置として使用する際に、磁気ヘッドとプラッタとが衝突して故障の原因となる可能性がある。そのため、耐衝撃性を向上させるとともに、HDD用ガラス基板の表面平滑性を向上させることも重要である。HDD用ガラス基板の表面平滑性を向上させる方法としては、前記圧縮応力層の一部を研磨して除去する方法が知られている(たとえば特許文献1参照)。
【0005】
特許文献1に記載の発明によれば、化学強化工程の後に、主表面を1μm程度研磨する第2研磨工程が設けられている。
【0006】
しかしながら、特許文献1に記載の発明は、化学強化工程において形成された圧縮応力層の厚みに対して、第2研磨工程において研磨する厚みが小さいため、HDD用ガラス基板には大きな厚みのイオン交換層が残されることとなる。このようなHDD用ガラス基板を磁気ディスク装置に搭載して使用した場合、使用中にイオンが溶出してしまい、特にDFH(Dynamic Flying Hight)機構を搭載した500GB/枚を達成するドライブでは後発エラー(読み書きエラー)を引き起こす可能性がある。このようなイオン溶出による後発エラーは、たとえば高温高湿環境下で使用されることの多い車載用のHDD(カーナビ等)において顕著な問題となっている。この問題の一因としては、イオン交換によってガラス基板の表面が不安的な状態となることが挙げられる。すなわち、ガラス基板全体を考慮すると、イオン交換を行った表面では、イオンが溶出されやすくなり、磁性膜等を備えて磁気記録媒体とした際に一部が凸状の欠陥となる可能性がある。一方、イオンの溶出を抑えるために化学強化をあまり行わない場合には、充分な強度を付与することができない、という問題がある。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開2011−154773号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、このような従来の問題に鑑みてなされたものであり、充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板および該HDD用ガラス基板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0009】
本発明のHDD用ガラス基板は、一対の主表面に圧縮応力層が設けられたHDD用ガラス基板であって、前記主表面にイオン交換層を有さず、前記圧縮応力層の厚みが100μmを超え180μm以下であることを特徴とする。
【0010】
本発明は、このような構成を有することにより、充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板を提供することができる。
【0011】
前記圧縮応力層の厚みが、130〜160μmであることが好ましい。本発明は、このような構成を採用することにより、圧縮強度がより強く、かつ、安定して圧縮応力層を形成できる。
【0012】
内側面に厚みが100μmを超え200μm以下である圧縮応力層が設けられてなることが好ましい。本発明は、このような構成を採用することにより、得られるHDD用ガラス基板の落下衝撃耐性を向上させるとともに、耐振動性および耐熱性等を向上させることができる。
【0013】
また、本発明のHDD用ガラス基板の製造方法は、一対の主表面に圧縮応力層が設けられたHDD用ガラス基板の製造方法であって、該製造方法は、化学強化工程と、研削および/または研磨工程とを含み、前記化学強化工程により、主表面に、イオン交換層と圧縮応力層とからなる厚み110〜200μmの強化層を設け、前記研削および/または研磨工程により、前記主表面に形成された強化層からイオン交換層を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整することを特徴とする。
【0014】
本発明は、このような構成を有することにより、充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板の製造方法を提供することができる。
【0015】
前記研削および/または研磨工程は、前記圧縮応力層の厚みが130〜160μmとなるようイオン交換層を除去する工程であることが好ましい。本発明は、このような構成を採用することにより、圧縮強度がより強く、かつ、安定して圧縮応力層を形成できる。
【0016】
前記化学強化工程により、HDD用ガラス基板の内側面に厚みが100μmを超え200μm以下である圧縮応力層を設けることが好ましい。本発明は、このような構成を採用することにより、得られるHDD用ガラス基板の落下衝撃耐性を向上させるとともに、耐振動性および耐熱性等を向上させることができる。
【0017】
組成としてSiO2を56〜68質量%、Li2Oを1.8〜4.2質量%、Na2Oを6.0〜12.0質量%、K2Oを0.1〜0.5質量%含むガラス素材を原料素材として使用することが好ましい。本発明は、このような構成を採用することにより、HDD用ガラス基板の製造工程において、溶融加工しやすく、かつ、化学強化工程において適度に化学強化しやすく、さらに、耐衝撃性やイオンの溶出低減効果に優れたHDD用ガラス基板の製造方法を提供することができる。
【発明の効果】
【0018】
本発明によれば、充分な厚みの圧縮応力層を有していることにより優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板および該HDD用ガラス基板の製造方法を提供することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施形態のHDD用ガラス基板の説明図である。
【図2】本発明の一実施形態のHDD用ガラス基板および磁気ディスクの製造工程の一例を示すフローチャートである。
【図3】本発明の一実施形態のHDD用ガラス基板を模式的に表した端面図である。
【発明を実施するための形態】
【0020】
(HDD用ガラス基板)
以下、本発明にかかるHDD用ガラス基板について、図面を参照しながら詳細に説明する。図1(a)は、本発明のHDD用ガラス基板の斜視図である。図1(b)は、本発明の一実施形態のHDD用ガラス基板を模式的に表した端面図である。図1(b)は、図1(a)に示されるA−A’に沿って切断したHDD用ガラス基板を模式的に示している。本発明のHDD用ガラス基板は、一対の主表面に圧縮応力層が設けられたHDD用ガラス基板であって、前記主表面にイオン交換層を有さず、前記圧縮応力層の厚みが100μmを超え180μm以下であることを特徴とする。
【0021】
図1(b)に示されるように、HDD用ガラス基板1は、イオン交換層2と圧縮応力層3とを有する。HDD用ガラス基板1の一対の主表面には、圧縮応力層3が設けられてなり、圧縮応力層3の厚みは、100μmを超え180μm以下に調整されてなる。また、HDD用ガラス基板1の内側面および外側面には、イオン交換層2および圧縮応力層3が設けられてなる。イオン交換層2の厚みは、2〜20μm程度である。なお、本発明において、一対の主表面とは、HDD用ガラス基板のうち、データが記録される面(プラッタ)をいう。HDD用ガラス基板の主表面は、中心に中心孔を有し、径はたとえば2.5インチであり、厚みはたとえば0.8mmである。また、イオン交換層および圧縮応力層の定義については、後述するHDD用ガラス基板の製造方法にて詳述する。
【0022】
すなわち、本発明のHDD用ガラス基板1の一対の主表面には、イオン交換層2が設けられていない。より詳しくは、後述するHDD用ガラス基板の製造方法において詳述するように、HDD用ガラス基板の製造工程の一部である化学強化工程において、HDD用ガラス基板の主表面に、いったんイオン交換層2を形成し、後続の工程である研削および/または研磨工程において、主表面からイオン交換層2を除去することにより、内側面(および外側面)のイオン交換層を残し、主表面には厚みが100μmを超え180μm以下に調整された圧縮応力層を形成したものである。
【0023】
主表面に形成された圧縮応力層3の厚みとしては、圧縮応力層を安定して形成できる観点から、より好ましくは130〜160μmである。一方、内側面に形成された圧縮応力層3の厚みとしては、100μmを超え200μm以下であることが好ましい。内側面に形成された圧縮応力層3の厚みがこの範囲内にある場合、得られるHDD用ガラス基板の落下衝撃耐性が向上するとともに、耐振動性および耐熱性等が向上する。
【0024】
なお、本発明のHDD用ガラス基板1を構成するガラス素材としては、たとえば、二酸化ケイ素、酸化ナトリウム、酸化カルシウムを主成分としたソーダライムガラス;二酸化ケイ素、酸化アルミニウム、R2O(R=K、Na、Li)を主成分としたアルミノシリケートガラス;ボロシリケートガラス;酸化リチウム−二酸化ケイ素系ガラス;酸化リチウム−酸化アルミニウム−二酸化ケイ素系ガラス;R’O−酸化アルミニウム−二酸化ケイ素系ガラス(R’=Mg、Ca、Sr、Ba)を使用することができ、これらガラス材料に酸化ジルコニウムや酸化チタン等を添加したものであってもよい。
【0025】
ここで、HDD用ガラス基板1からのイオンの溶出は、骨格成分であるSiO2の含有量と、溶出する各イオンの含有量に大きく影響される。
【0026】
SiO2はガラスの網目構造を形成する重要な成分であり、HDD用ガラス基板1の化学的耐久性に寄与する。そのため、Siの含有量が少なすぎると化学的耐久性が悪化する傾向があり、磁気ディスク装置に搭載して使用する際にイオン溶出が多くなる傾向がある。一方、Siの含有量が多すぎる場合、ガラス素材の溶融温度が高くなるため加工性が劣る傾向があるとともに、優れた化学的耐久性を有することとなるため、後述する化学強化工程においてイオン交換がされにくい傾向がある。
【0027】
Li2Oはイオン交換されるイオンである。そのため、Liの含有量が多い場合、化学強化後のナトリウムイオンやカリウムイオンの溶出量が増加する傾向がある。一方、Liはイオン交換されるイオンであるため、HDD用ガラス基板1の強度にも大きく影響する。すなわち、Liの含有量が少なすぎる場合、Liがイオン交換されないことから充分な応力をHDD用ガラス基板1に付与できない傾向がある。
【0028】
Na2Oはイオン交換されるイオンであり、かつ、イオン交換するイオンである。そのため、Naの含有量が多い場合、化学強化後のカリウムイオンの溶出量が増加する傾向がある。一方、Naの含有量が少なすぎる場合、充分な応力をHDD用ガラス基板1に付与できない傾向がある。
【0029】
K2Oはイオン交換されるイオンである。そのため、Kの含有量が多い場合、化学強化後のナトリウムイオンの溶出量が増加する傾向がある。一方、Kの含有量が少なすぎる場合、ガラス素材の溶融性が悪化する傾向がある。
【0030】
これらの観点から、組成としてたとえばSiO2を56〜68質量%、Li2Oを1.8〜4.2質量%、Na2Oを6.0〜12.0質量%、K2Oを0.1〜0.5質量%を含むガラス素材を原料素材として使用することが好ましい。本発明では、このような組成のガラス素材を原料素材として採用することにより、HDD用ガラス基板1の製造工程において、溶融加工しやすく、かつ、化学強化工程において適度に化学強化しやすく、さらに、耐衝撃性やイオンの溶出低減効果に優れたHDD用ガラス基板1を提供することができる。
【0031】
このように、主表面には、イオン交換層2が設けられておらず、かつ、厚みが100μmを超え180μm以下に調整された圧縮応力層3が設けられているため、優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板を提供することができる。
【0032】
(HDD用ガラス基板の製造方法)
本発明のHDD用ガラス基板の製造方法は、一対の主表面に圧縮応力層が設けられたHDD用ガラス基板の製造方法であって、該製造方法は、化学強化工程と、研削および/または研磨工程とを含み、前記化学強化工程により、主表面に、イオン交換層と圧縮応力層とからなる厚み110〜200μmの強化層を設け、前記研削および/または研磨工程により、前記主表面に形成された強化層からイオン交換層を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整することを特徴とする。HDD用ガラス基板の製造工程の一例を図2に示す。本発明のHDD用ガラス基板の製造方法は、図2に示されるように、化学強化工程の後に、研削および/または研磨工程を採用している。
【0033】
化学強化工程について説明する。化学強化工程は、HDD用ガラス基板を化学強化処理液に浸漬する工程を経ることにより、HDD用ガラス基板の主表面、外側面および内側面に強化層(イオン交換層および圧縮応力層)を形成する工程である。HDD用ガラス基板の主表面に強化層を形成することにより、HDD用ガラス基板の反りや主表面の粗面化を防止することができる。また、HDD用ガラス基板の内側面や外側面に強化層を形成することにより、落下衝撃耐性を付与することができるとともに、耐振動性および耐熱性等を向上させることができる。
【0034】
HDD用ガラス基板は、加熱された化学強化処理液に浸漬することにより、HDD用ガラス基板に含まれる比較的イオン半径の小さなアルカリイオン(たとえばリチウムイオン)を、イオン半径のより大きなアルカリイオン(たとえばカリウムイオン、ナトリウム)に置換するイオン交換法により行われる。イオン半径の違いによって生じる歪みにより、イオン交換された領域および近接する領域に圧縮応力が発生し、HDD用ガラス基板の主表面、外側面および内側面が圧縮応力層によって強化される。通常はイオン交換層の厚みは圧縮応力層の厚みよりも小さくなる。
【0035】
本発明において、イオン交換層とは、HDD用ガラス基板の表層に存在していたアルカリイオンの一部が、化学強化処理液中のアルカリイオンと交換されて形成された層をいう。すなわち、イオン交換は、HDD用ガラス基板を化学強化処理液に浸漬することにより行われるため、イオン交換層の厚みと、イオン交換層の深さとは一致する。イオン交換層の厚みは、たとえばエネルギー分散型X線分析装置((株)堀場製作所製 XMAX80)を使用して、割断したHDD用ガラス基板の表層(主面)より0.5μmごとにおけるカリウムとナトリウムの質量濃度を測定し、カリウム量が元の組成に含まれているカリウム量よりも2倍以上の質量濃度である深さをイオン交換層の厚みとして算出する方法を採用することができる。
【0036】
一方、圧縮応力層とは、上記イオン交換層が形成された結果、HDD用ガラス基板の表層において圧縮応力が発生し、HDD用ガラス基板の強度が向上された層をいう。圧縮応力層の厚みは、たとえばポーラリメーター(神港精機(株)製 SF−IIC)を使用して、割断したガラス基板を屈折率マッチングオイルに浸漬し、直線偏光を透過させてガラス内部応力による偏光の位相変化をアナライザ(検光子)回転角より測定し(セナルモン法)、アナライザを回転して、透過光が最も暗くなる角度(位相差)を検出することにより算出することができる。圧縮応力値は、同装置で光弾性定数、光路長結果より算出することができる。
【0037】
本発明において、強化層とは、上記イオン交換層と上記圧縮応力層とを含めた層をいう。通常は、イオン交換層は極表層のみであり、圧縮応力層に含まれるため、圧縮応力層の厚みと強化層の厚みとは一致する。
【0038】
本発明では、化学強化処理液として、カリウム塩と、ナトリウム塩とを含有する化学強化処理液を使用する。カリウム塩やナトリウム塩としては、硝酸塩、炭酸塩、硫酸塩やこれらの混合溶融塩が挙げられる。これらのなかでも、融点が低く、ガラス基板の変形を防止できる観点から、硝酸塩であるKNO3およびNaNO3を、質量比で6:4の割合で混合したものを用いることが好ましい。
【0039】
化学強化処理液の調製方法としては特に限定されず、たとえば、所定量のカリウム塩およびナトリウム塩を、化学強化処理槽に投入し、加熱によって溶融して化学強化処理液とすることができる。
【0040】
化学強化は、たとえば、化学強化処理液を300〜400℃に加熱し、200〜300℃に予熱されたHDD用ガラス基板を化学強化処理液中に3〜4時間浸漬することにより行われる。この浸漬の際には、HDD用ガラス基板の両主表面全体が化学強化されるように、ホルダに収納した状態で行うことが好ましい。このように、化学強化処理液に浸漬することによって、表層のリチウムイオンおよびナトリウムイオンが、化学強化処理液中のイオン半径が相対的に大きなナトリウムイオンおよびカリウムイオンにそれぞれ置換され、主平面に厚みが約110〜200μmの圧縮応力層が形成される。これにより、HDD用ガラス基板が強化され、優れた耐衝撃性が備わることとなる。また、内側面および外側面には、厚みが100μmを超え200μm以下である圧縮応力層が形成される。これにより、得られるHDD用ガラス基板の落下衝撃耐性を向上させるとともに、耐振動性および耐熱性等を向上させることができる。
【0041】
また、化学強化を行う際のHDD用ガラス基板の表面性状としては、鏡面でない方が好ましい。これは、イオン交換を円滑に行うためには、イオンがより溶出されやすい性状の方が好ましいためである。HDD用ガラス基板の表面が鏡面である場合には、イオンがHDD用ガラス基板から溶出しにくくなり、イオン交換の速度が低下する。その結果、圧縮応力層が深くなりにくい傾向がある。そのため、ラッピング工程を経たHDD用ガラス基板は、主表面の性状が鏡面ではないため、化学強化に適している。
【0042】
なお、化学強化工程の後に、HDD用ガラス基板を大気中に待機させる待機工程や、水浸漬工程を採用して、HDD用ガラス基板の表面に付着した化学強化処理液を除去するとともに、HDD用ガラス基板の表面を均質化することが好ましい。このような工程を採用することにより、得られるHDD用ガラス基板は、圧縮応力層が均一に形成され、圧縮歪が均質となり変形が生じ難く平坦度が良好で、機械的強度も良好となる。待機時間や水浸漬工程の水温は特に限定されず、たとえば大気中に1〜60秒待機させ、35〜100℃程度の水に浸漬させるとよく、製造効率により適宜決めればよい。また、別途洗浄工程を採用してもよく、たとえば、硫酸で洗浄した後に、純水、IPA(イソプロピルアルコール)等で洗浄する工程を採用することができる。
【0043】
研削および/または研磨工程について説明する。研削および/または研磨工程は、化学強化工程によりHDD用ガラス基板の主表面、内側面および外側面に形成されたイオン交換層のうち、主表面に形成されたイオン交換層を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整する工程である。研削および/または研磨工程の各段階におけるHDD用ガラス基板の状態について、図1(a)および図3(a)〜図3(c)により説明する。図3(a)は、化学強化工程に供する前のHDD用ガラス基板を模式的に表した端面図である。参照符号1aは、化学強化工程に供する前のガラス基板を示している。図3(b)は、化学強化工程に供した後のHDD用ガラス基板を模式的に表した端面図である。参照符号1bは、化学強化工程に供した後のガラス基板を示している。図3(c)は、研削および/または研磨工程に供した後のHDD用ガラス基板1を模式的に表した端面図である。図3(a)〜図3(c)は、図1(a)に示されるA−A’に沿って切断したHDD用ガラス基板を模式的に示している。図3(a)〜図3(c)に示されるように、HDD用ガラス基板1aは、化学強化工程に供されることにより、主表面、内側面および外側面にイオン交換層2と圧縮応力層3からなる強化層が形成される。化学強化工程に供した後のガラス基板1bは、研削および/または研磨工程に供されることにより、主表面のイオン交換層2が除去されるとともに、圧縮応力層3の厚みが100μmを超え180μm以下に調整される。
【0044】
ここで、HDD用ガラス基板1の厚みは、HDD用ガラス基板1の径と比較して充分に小さい。そのため、内側面および外側面に形成されたイオン交換層2から溶出するイオンの量は、HDD用ガラス基板1を搭載した磁気ディスク装置を使用する際に、実質的に問題にはならない。そのため、内側面および外側面を研削および/または研磨せず、内側面および外側面の圧縮応力層3の厚みが100μmを超え200μm以下となるよう残した場合には、イオンが溶出する課題を解決し、かつ、得られるHDD用ガラス基板1の落下衝撃耐性を向上させるとともに、耐振動性および耐熱性等を向上させることができる。
【0045】
研削および/または研磨工程では、研削工程のみを行ってもよく、研磨工程のみを行ってもよく、研削工程および研磨工程の両方を行ってもよい。すなわち、研削工程か研磨工程のいずれかまたは両方の工程を採用することにより、主表面に形成されたイオン交換層2を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整できればよい。
【0046】
調整後の主表面における圧縮応力層3の厚みとしては、応力層を安定して形成できる観点から、より好ましくは130〜160μmである。
【0047】
通常、化学強化工程を終えたHDD用ガラス基板は、精密研磨工程(第2ポリッシング工程または鏡面研磨工程ともよぶ場合がある)により、主表面の平滑性を上げる工程が採用されている。この精密研磨工程において研磨される厚みは0.5〜3μm程度である。このように精密研磨工程では、研磨量をこのような小さな範囲とすることにより、HDD用ガラス基板の表面に発生した微小な荒れやうねり、あるいはこれまでの工程で発生した微小なキズ痕といった微小欠陥を良好に除去することができる。しかしながら、このような通常の精密研磨工程のみでは、主表面に形成されたイオン交換層を除去し、かつ、圧縮応力層を100μmを超え180μm以下に調整することができない。そのため、本発明は、精密研磨工程を化学強化工程の直後に採用するのではなく、まず主表面からイオン交換層を除去するために、研削および/または研磨工程を採用している。
【0048】
研削および/または研磨工程としては、たとえば、化学強化工程後の研削工程および/または粗研磨工程(第1ポリッシング工程)が含まれる。研削工程や粗研磨工程によりイオン交換層を除去した後に、精密研磨工程を設けて平滑性を高めることが好ましい。また、精密研磨工程で充分に除去し得る程度の厚みにまで上記研削工程および/または粗研磨工程でイオン交換層を除去してから、精密研磨工程でイオン交換層を完全に除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整してもよい。すなわち、化学強化工程後に精密研磨工程を採用するのみでは充分にイオン交換層を除去できない傾向があるため、化学強化工程後に、まずは研削工程および/または粗研磨工程を採用してすべてのイオン交換層か、ほぼすべてのイオン交換層を除去することを特徴とする。
【0049】
研削および/または研磨工程において採用する研削工程としては、上記した第1ラッピング工程や第2ラッピング工程を採用することができる。第2ラッピング工程では充分に研磨できない場合には、第1ラッピング工程を主に実施し、補助的に第2ラッピング工程を採用してもよい。
【0050】
また、研磨工程としては、ガラス基板の両表面を研磨加工する粗研磨工程を採用することができる。すなわち、粗研磨工程は、最終的に必要とされる面粗さが効率よく得られるように、HDD用ガラス基板の表面の面粗さを向上させ、かつ、最終のHDD用ガラス基板の形状が効率よく得られるように研磨加工を行う工程である。研磨の方法としては特に限定されず、第1ラッピング工程および第2ラッピング工程で使用する両面研削機と同様の両面研磨機において、研磨パッドおよび研磨液を使用して研磨することができる。研磨パッドは、研磨パッドの硬度が研磨による発熱により低下すると研磨面の形状変化が大きくなるため、硬質パッドを使用することが好ましく、たとえば発泡ウレタンを使用するのが好ましい。研磨液は、平均粒径が0.6〜2.5μmの酸化セリウムを砥粒(研磨材)として使用し、この砥粒を水に分散させてスラリー状にしたものが好ましい。水と砥粒との混合比率は、1:9〜3:7程度である。粗研磨工程における研磨量は5〜50μm程度とするのが好ましい。5μm未満では、イオン交換層を除去することができない傾向がある。一方、50μmを超えると、必要以上に研磨を行うことになって製造効率が低下する傾向があるとともに、圧縮応力層の厚みが小さくなりすぎる傾向がある。
【0051】
なお、研削および/または研磨工程の後に精密研磨工程を採用する場合、使用する研磨パッドは硬度65から80(Asker−C)程度の軟質パッド、たとえば発泡ウレタンやスウェードを使用するのが好ましい。研磨砥粒としては、酸化セリウム等を用いることができるが、HDD用ガラス基板の表面をより平滑にするために、粒径がより小さくてバラツキが少ない研磨砥粒としてコロイダルシリカを用いるのが好ましい。平均粒子径が20〜70nmの研磨砥粒を水に分散させてスラリー状にした研磨液が好ましい。
【0052】
以上、本発明のHDD用ガラス基板の製造方法によれば、化学強化工程により一対の主表面と内側面および外側面にイオン交換層と圧縮応力層とからなる強化層を設けた後、研削および/または研磨工程により、主表面のイオン交換層を除去するとともに、主表面の圧縮応力層を厚みが100μmを超え180μm以下となるよう調整しているため、優れた耐衝撃性を有し、かつ、高平滑性を備えるとともに、磁気ディスク装置に搭載された場合に使用時にイオン溶出による後発エラーの発生頻度が少ないHDD用ガラス基板を提供することができる。
【0053】
以下に、本発明のHDD用ガラス基板の製造方法の一例を図2に沿って説明する。なお、本発明のHDD用ガラス基板の製造方法は、化学強化工程および研削および/または研磨工程として上記構成を採用する以外は、特に限定されるものではない。
【0054】
[ガラス溶融工程]
ガラス溶融工程について説明する。ガラス溶融工程は、ガラス素材を溶融する工程である。ガラス素材としては、上記したガラス素材を使用することができ、説明を省略する。
【0055】
[プレス成型工程]
プレス成型工程について説明する。プレス成型工程は、溶融したガラス素材から円盤状のガラス基板前駆体(ブランクス)を得る工程である。ブランクスを得る方法としては特に限定されず、たとえば溶融したガラス素材を下型に流し込み、上型によってプレス成型して円盤状のブランクスを得る方法を採用することができる。なお、ブランクスを得る方法としては、プレス成型に限られず、たとえばダウンドロー法やフロート法等で形成したシートガラスを研削砥石で切り出して作製してもよい。
【0056】
ブランクスの大きさとして特に限定されず、たとえば、外径が2.5インチ、1.8インチ、1インチ、0.8インチ等の種々の大きさのブランクスを作製することができる。また、ブランクスの厚みについても特に限定されず、たとえば、2mm、1mm、0.8mm、0.63mm等の種々の厚みのブランクスを作製することができる。
【0057】
なお、プレス成型工程の後に、ガラス基板の反りの低減やガラスの結晶化を促進させるために熱処理工程を設けてもよい。
【0058】
[コアリング工程]
コアリング工程について説明する。コアリング工程は、HDD用ガラス基板の中心部に円形の中心孔を開ける工程である。孔開けは、たとえば、カッター部にダイヤモンド砥石等を備えたコアドリル等で研削することにより行う。孔の大きさとしては特に限定されないが、通常20mm程度である。
【0059】
[第1ラッピング工程]
第1ラッピング工程について説明する。第1ラッピング工程は、HDD用ガラス基板の両表面を研削加工し、HDD用ガラス基板の平行度、平坦度および厚みを予備調整する工程である。第1ラッピング工程では、後続する第2ラッピング工程を効率よく行うことができるように、HDD用ガラス基板の大きなうねり、欠け、ひび等を除去する。
【0060】
なお、上記したコアリング工程と第1ラッピング工程とは、製造工程上支障のない場合には順序を逆にしてもよい。
【0061】
[内・外径精密加工工程]
内・外径精密加工工程について説明する。内・外径精密加工工程は、HDD用ガラス基板の外周端面および内周端面を、たとえばダイヤモンド等を用いた鼓状の研削砥石により研削し、内・外径加工する工程である。
【0062】
[端面研磨加工工程]
端面研磨加工工程について説明する。端面研磨加工工程は、HDD用ガラス基板の外周端面および内周端面を、端面研磨機を用いて研磨加工する工程である。内端面と外端面を分けて行っても良い。
【0063】
[第2ラッピング工程]
第2ラッピング工程について説明する。第2ラッピング工程は、HDD用ガラス基板の両表面を再び研削加工し、HDD用ガラス基板の平行度、平坦度および厚みを微調整する工程である。
【0064】
第1ラッピング工程および第2ラッピング工程において使用する研削機としては特に限定されず、たとえば、遊星歯車機構を利用した、いわゆる両面研削機を使用することができる。第2ラッピング工程を経たHDD用ガラス基板は、大きなうねり、欠け、ひび等の欠陥がほぼ除去される。このような面状態にすることにより、後続する研削および/または研磨工程における研磨を効率よく行うことができる。
【0065】
なお、第1ラッピング工程および第2ラッピング工程を経たHDD用ガラス基板には、表面に研削液やガラス粉が残存している可能性があるため、洗浄工程を設けることが好ましい。洗浄工程としては、アルカリ洗浄のみを行ってもよく、また、酸洗浄を行った後にアルカリ洗浄を行ってもよく、また、酸洗浄のみを行ってもよい。
【0066】
なお、上記した端面研磨加工工程と第2ラッピング工程とは、製造工程上支障のない場合には順序を逆にしてもよい。
【0067】
[化学強化工程]
化学強化工程については、上記した工程を採用することができ、説明を省略する。
【0068】
[研削および/または研磨工程]
研削および/または研磨工程については、上記した工程を採用することができ、説明を省略する。
【0069】
[スクラブ洗浄工程]
スクラブ洗浄工程について説明する。スクラブ洗浄工程は、研削および/または研磨工程後のHDD用ガラス基板を洗浄する工程である。洗浄方法としては特に限定されず、研削および/または研磨工程後のHDD用ガラス基板の表面を清浄にできる洗浄方法であればいずれの洗浄方法でもよい。本実施の形態では、スクラブ洗浄を採用している。
【0070】
スクラブ洗浄されたHDD用ガラス基板には、必要に応じて超音波による洗浄および乾燥工程を行う。乾燥工程は、HDD用ガラス基板の表面に残る洗浄液をIPA等により除去した後、HDD用ガラス基板の表面を乾燥させる工程である。
【0071】
HDD用ガラス基板の乾燥工程としては特に限定されず、たとえばスピン乾燥、エアーナイフ乾燥などの、HDD用ガラス基板の乾燥方法として公知の乾燥方法を採用することができる。
【0072】
[検査工程]
検査工程について説明する。検査工程は、HDD用ガラス基板のキズ、割れ、異物の付着等の有無を目視にて検査する工程である。なお、目視でキズ等が判別できない場合には、光学表面アナライザ(たとえば、KLA−TENCOL社製の「OSA6100」)を用いて検査を行う。
【0073】
なお、本発明のHDD用ガラス基板は、HDDの製造用途に限定されるものではなく、たとえば、光磁気ディスクや光ディスク等の製造用途にも用いることができる。
【0074】
また、本発明では、必要に応じて、研削工程を2つの工程に分けて順次行ったり、粗研磨工程を省略したり、化学強化工程を鏡面研磨工程の後に行ったりなどの設計変更が可能である。
【0075】
さらに、HDD用ガラス基板に生じたキズのエッジ緩和処理としてHF浸漬処理に供してもよい。
【実施例】
【0076】
以下、本発明のHDD用ガラス基板について実施例により詳述する。なお、本発明のHDD用ガラス基板は、以下に示す実施例になんら限定されるものではない。
【0077】
<実施例1>
以下の工程によりHDD用ガラス基板を作製した。
[ガラス溶融工程、プレス成型工程]
ガラス素材として、ガラス素材1(組成は表1参照)を用い、溶融したガラス素材をプレス成形して、外径が約66mmの円板状のブランクスを作製した。ブランクスの厚みは1.05mmとした。
[コアリング工程]
円筒状のダイヤモンド砥石を備えたコアドリルを用いてブランクスの中心部に直径が20.5mmの円形の孔(中心孔)を開けた。鼓状のダイヤモンド砥石を用いて、ブランクスの外周端面および内周端面を、外径65mm、内径20mmに内・外径加工した。
[第1ラッピング工程]
HDD用ガラス基板の主表面の表面粗さが0.5μm、平坦度が10μmとなるよう研削した。なお、ガラス基板における表面粗さは、平坦度は、平坦度測定装置(NIDEK社製、型番:FT−17)で測定した。ラッピングには遊星歯車機構を利用した両面研磨機と呼ばれる公知の研磨機を使用した。
[内・外径精密加工工程]
次に、内・外径径精加工工程として、ガラス基板の外周端面および内周端面を、例えば鼓状のダイヤモンド等の研削砥石により研削することで内・外径加工する。
[内端面研磨加工工程]
内・外径径精加工工程を終えたガラス基板を、複数積み重ねて、積層し、その状態で内周面の研磨加工を、端面研磨機を用いて研磨する。
[第2ラッピング工程]
さらに、ガラス基板の両表面を再び研磨加工して、ガラス基板の平行度、平坦度および厚みを微調整した。HDD用ガラス基板の主表面表面粗さが0.2μm、平坦度が4μmとなるよう研削した。ラッピングには第1ラッピング工程と同様に遊星歯車機構を利用した両面研磨機と呼ばれる公知の研磨機を使用した。
[外端面研磨加工工程]
外周面の研磨加工を、外端面研磨機を用いて研磨する。
[化学強化工程]
硝酸ナトリウム54%、硝酸カリウム46%混合した強化塩を480℃にて溶融し、HDD用ガラス基板を4時間浸漬させた。形成された圧縮応力層の厚みは、主表面で150μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは18μmであった。
[研磨工程]
まず粗研磨として研磨剤に化セリウムを用いて粗研磨加工を行い、イオン交換層を完全に除去した。つづいて、精密研磨として研磨剤にコロイダルシリカを用いて精密研磨加工を行った。加工後の主表面の圧縮応力層の厚みは110μmであった。
なお、粗研磨、精密研磨ともに両面研磨機(浜井産業(株)製)を使用した。粗研磨はパッドには硬度Aで80度硬質ウレタンパッドを使用し研磨量を35μmとした。精密研磨ではパッドに硬度Aで70度の軟質発泡樹脂ウレタンを使用した。
[洗浄工程]
HDD用ガラス基板をスクラブ洗浄した。洗浄液として、KOHとNaOHとを質量比で1:1に混合したものを超純水(DI水)で希釈し、洗浄能力を高めるために非イオン界面活性剤を添加して得られた液体を用いた。洗浄液の供給は、スプレー噴霧によって行った。スクラブ洗浄後、ガラス基板の表面に残る洗浄液を除去するために、水リンス洗浄工程を超音波槽で2分間行い、IPA洗浄工程を超音波槽で2分間行い、最後に、IPA蒸気によりガラス基板の表面を乾燥させた。
【0078】
<実施例2>
実施例1において上述した工程のうち、HDD用ガラス基板の浸漬時間を6時間とした以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で200μmであり、内側面で160μmであった。また、主表面に形成されたイオン交換層の厚みは21μmであった。研磨工程後の主表面の圧縮応力層の厚みは180μmであった。
【0079】
<実施例3>
実施例1において上述した工程のうち、ガラス素材2を使用した以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で150μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは12μmであった。研磨工程後の主表面の圧縮応力層の厚みは110μmであった。
【0080】
<実施例4>
実施例1において上述した工程のうち、化学強化工程を第2ラッピング工程の前に行った以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で160μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは19μmであった。研磨工程後の主表面の圧縮応力層の厚みは110μmであった。
【0081】
<実施例5>
実施例1において上述した工程のうち、粗研磨工程における取り代を20μmとした以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で160μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは18μmであった。研磨工程後の主表面の圧縮応力層の厚みは130μmであった。
【0082】
<実施例6>
実施例2において上述した工程のうち、粗研磨工程における取り代を変更した以外は、実施例2と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で200μmであり、内側面で160μmであった。また、主表面に形成されたイオン交換層の厚みは21μmであった。研磨工程後の主表面の圧縮応力層の厚みは160μmであった。
【0083】
<実施例7>
実施例1において上述した工程のうち、ガラス素材3を使用した以外は、実施例1と同様の方法によりHDD用ガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で150μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは12μmであった。研磨工程後の主表面の圧縮応力層の厚みは120μmであった。
【0084】
<比較例1>
実施例1において上述した工程のうち、HDD用ガラス基板の浸漬温度を400℃とし、浸漬時間を4時間とした以外は、実施例1と同様の方法によりガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で80μmであり、内側面で60μmであった。また、主表面に形成されたイオン交換層の厚みは10μmであった。研磨工程後の主表面の圧縮応力層の厚みは40μmであった。
【0085】
<比較例2>
実施例1において上述した工程のうち、化学強化工程の後に精密研磨工程のみを採用した以外は、実施例1と同様の方法によりガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で150μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは18μmであった。精密研磨工程後の主表面の圧縮応力層の厚みは145μmであった。
【0086】
<比較例3>
実施例1において上述した工程のうち、化化学強化工程を第2ラッピング工程の前に行い、第2ラッピング工程にて取り代を50μm、粗研磨と精密研磨で取り代を40μmとした。それ以外は実施例1と同様の方法によりガラス基板を作製した。化学強化工程において形成された圧縮応力層の厚みは、主表面で160μmであり、内側面で120μmであった。また、主表面に形成されたイオン交換層の厚みは18μmであった。精密研磨工程後の主表面の圧縮応力層の厚みは80μmであった。
【0087】
【表1】
【0088】
実施例1〜7、比較例1〜3得られたHDD用ガラス基板について、以下の試験方法に沿ってイオン溶出量測定、圧縮強度測定(主表面、内側面)に供した。結果を表2に示す。
【0089】
[イオン溶出量測定]
各実施例および比較例で作製したHDD用ガラス基板を、温度150℃、湿度80%環境下にて200時間曝した後、30mLの純水に30分間浸漬させ、その浸漬させた液体に含まれるアルカリイオンの量をイオンクロマトグラフィにて測定する。
(イオンクロマトグラフィの測定条件)
装置名:ダイオネクス社製IC2100
使用カラム:CS12A
使用溶離液:メタンスルホン酸
[圧縮応力層測定]
ポーラリメーター(神港精機(株)製 SF−IIC)を使用して、光弾性定数、光路長測定結果より圧縮応力層の深さを測定する。
測定条件:厚み:1mm
[落下衝撃試験]
各実施例および比較例で作製したHDD用ガラス基板をHDDに組み込んだのちに各衝撃がかかるように落下衝撃試験を行った。試験は1000Gから開始し、順次問題なかった場合は100Gずつ衝撃を増やしてテストを行った。
【0090】
【表2】
【0091】
表2に示されるように、実施例1〜7で作製したHDD用ガラス基板は、イオン溶出量が少なく、かつ、耐衝撃性(落下強度)にも優れていることが判った。一方、加工前の圧縮応力層の厚みが小さい比較例1のHDD用ガラス基板では、加工後においてもイオン交換層が残ったため、イオン溶出が多く、かつ、耐衝撃性も悪かった。加工前の圧縮応力層の厚みを大きく形成し、あまり研磨せずにイオン交換層を残した比較例2のHDD用ガラス基板では、耐衝撃性は良好であったものの、イオン溶出が多かった。さらに、加工前の縮応力層の厚みを大きく形成し、イオン交換層を充分に除去した比較例3のHDD用ガラス基板では、加工後の圧縮応力層の厚みが小さいため、イオン溶出は少なかったものの、耐衝撃性が悪かった。
【符号の説明】
【0092】
1、1a、1b HDD用ガラス基板
2 イオン交換層
3 圧縮応力層
【特許請求の範囲】
【請求項1】
一対の主表面に圧縮応力層が設けられたHDD用ガラス基板であって、
前記主表面にイオン交換層を有さず、
前記圧縮応力層の厚みが100μmを超え180μm以下であることを特徴とするHDD用ガラス基板。
【請求項2】
前記圧縮応力層の厚みが、130〜160μmであることを特徴とする請求項1記載のHDD用ガラス基板。
【請求項3】
内側面に厚みが100μmを超え200μm以下である圧縮応力層が設けられてなることを特徴とする請求項1または2記載のHDD用ガラス基板。
【請求項4】
一対の主表面に圧縮応力層が設けられたHDD用ガラス基板の製造方法であって、
該製造方法は、化学強化工程と、研削および/または研磨工程とを含み、
前記化学強化工程により、主表面に、イオン交換層と圧縮応力層とからなる厚み110〜200μmの強化層を設け、
前記研削および/または研磨工程により、前記主表面に形成された強化層からイオン交換層を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整することを特徴とするHDD用ガラス基板の製造方法。
【請求項5】
前記研削および/または研磨工程は、前記圧縮応力層の厚みが130〜160μmとなるようイオン交換層を除去する工程であることを特徴とする請求項4記載のHDD用ガラス基板の製造方法。
【請求項6】
前記化学強化工程により、HDD用ガラス基板の内側面に厚みが100μmを超え200μm以下である圧縮応力層を設けることを特徴とする請求項4または5記載のHDD用ガラス基板の製造方法。
【請求項7】
組成としてSiを56〜68質量%、Liを1.8〜4.2質量%、Naを6.0〜12.0質量%、Kを0.1〜0.5質量%含むガラス素材を原料素材として使用することを特徴とする請求項4〜6のいずれか1項に記載のHDD用ガラス基板の製造方法。
【請求項1】
一対の主表面に圧縮応力層が設けられたHDD用ガラス基板であって、
前記主表面にイオン交換層を有さず、
前記圧縮応力層の厚みが100μmを超え180μm以下であることを特徴とするHDD用ガラス基板。
【請求項2】
前記圧縮応力層の厚みが、130〜160μmであることを特徴とする請求項1記載のHDD用ガラス基板。
【請求項3】
内側面に厚みが100μmを超え200μm以下である圧縮応力層が設けられてなることを特徴とする請求項1または2記載のHDD用ガラス基板。
【請求項4】
一対の主表面に圧縮応力層が設けられたHDD用ガラス基板の製造方法であって、
該製造方法は、化学強化工程と、研削および/または研磨工程とを含み、
前記化学強化工程により、主表面に、イオン交換層と圧縮応力層とからなる厚み110〜200μmの強化層を設け、
前記研削および/または研磨工程により、前記主表面に形成された強化層からイオン交換層を除去するとともに、圧縮応力層の厚みを100μmを超え180μm以下に調整することを特徴とするHDD用ガラス基板の製造方法。
【請求項5】
前記研削および/または研磨工程は、前記圧縮応力層の厚みが130〜160μmとなるようイオン交換層を除去する工程であることを特徴とする請求項4記載のHDD用ガラス基板の製造方法。
【請求項6】
前記化学強化工程により、HDD用ガラス基板の内側面に厚みが100μmを超え200μm以下である圧縮応力層を設けることを特徴とする請求項4または5記載のHDD用ガラス基板の製造方法。
【請求項7】
組成としてSiを56〜68質量%、Liを1.8〜4.2質量%、Naを6.0〜12.0質量%、Kを0.1〜0.5質量%含むガラス素材を原料素材として使用することを特徴とする請求項4〜6のいずれか1項に記載のHDD用ガラス基板の製造方法。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2013−77349(P2013−77349A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216403(P2011−216403)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(303000408)コニカミノルタアドバンストレイヤー株式会社 (3,255)
【Fターム(参考)】
[ Back to top ]