
HPPE材料をベースとする外科用修復製品
本発明は、単数または複数の高性能ポリエチレン(HPPE)フィラメントの構造部材を含む外科用修復製品に関する。本発明はまた、そのような外科用修復製品の製造方法、およびその製品を含むパーツキットに関する。外科用修復製品は、単数または複数の高性能ポリエチレン(HPPE)フィラメントの構造部材と、この構造部材の表面に設けられた生分解性コーティングとを含み、コーティングが、ゾル・ゲル法で生成された無機酸化物と、その中に取り込まれた生物学的活性化合物とを含む。製品は、高い引張強さと生体適合性と好ましい生物活性化合物送達特性とを併せ持つ。
【発明の詳細な説明】
【発明の詳細な説明】
【0001】
本発明は、単数または複数の高性能ポリエチレン(HPPE)フィラメントの構造部材を含む外科用修復製品に関する。本発明はまた、そのような外科用修復製品の製造方法、およびこの製品を含むパーツキットに関する。
【0002】
縫合糸のような外科用修復製品は、長年にわたって、亜麻、毛髪、綿、絹、動物の腸、ならびに、ポリエステル、ポリアミド、およびポリエチレンまたはポリプロピレンなどのポリオレフィンのような合成材料などの多様な材料から製造されてきた。例えば、欧州特許出願公開第1293218A1号明細書には、外科用の縫合糸または索に使用するための長縫合糸が開示されている。この縫合糸は、超高モル質量ポリエチレン(UHMWPE)フィラメントの撚糸からなるコアを含み、このコアは同様にUHMWPEを含むマルチフィラメント編組シースで囲繞されている。欧州特許出願公開第1293218A1号明細書では、この縫合糸が、例えば、紐の潤滑性、結び目の安全性、または耐摩耗性などを改善するために、コーティングされていなくてもよく、あるいは、ワックス(蜜蝋、ポリエチレンワックス、石油ワックスなど)、シリコーン、シリコーンゴム、PTFE、PBA、エチルセルロース、または他のコーティング材でコーティングされていてもよいと記載されている。
【0003】
この産業分野では、HPPEモノフィラメントまたはマルチフィラメントの高強度(引張強さ)を有効に利用すると同時に、生物学的活性剤、好ましくは抗微生物剤の制御された放出を提供し得る外科用修復製品が求められている。
【0004】
したがって、本発明の目的は、単数または複数の高性能ポリエチレン(HPPE)フィラメントをベースとする構造部材を含む外科用修復製品であって、引張強さが大きく、良好な柔軟性を有し、さらに生物学的活性剤の制御された放出を提供し得る製品を提供することにある。
【0005】
この目的は、本発明にしたがい、単数または複数の高性能ポリエチレンフィラメントからなる構造部材と、この構造部材の表面に設けられた生分解性コーティングとを含み、そのコーティングが、ゾル・ゲル法で生成された無機酸化物と、その中に取り込まれた生物学的活性化合物とを含む、外科用修復製品を提供することによって達成される。
【0006】
生物学的活性化合物の制御された放出は、ゾル・ゲル法で製造された無機酸化物と、その中に取り込まれた生物学的活性化合物とを含む生体吸収性コーティングを提供することにより、この製品が生体内に埋め込まれた後に達成される。HPPE構造部材に生体吸収性コーティングを施すことにより、このコーティングは所与の時間枠内で分解し、それにより生物学的活性剤の少なくとも一部が放出されるであろう。薬剤の放出は、コーティングの分解、すなわち、その生体吸収性により実質的に制御され、単にコーティングを透過する薬剤の拡散にのみ頼るものではない。制御可能な時間枠内でコーティングの分解が実質的に完了した後も、HPPEフィラメントの構造部材は生体内に残るが、部材は生体適合性を有しているので生体に何らかの問題を引きこすことはない。
【0007】
薬剤の制御放出に必要な特性として求められることは、コーティングが好ましくはHPPE構造部材に良好に接着することである。そうでなければ、コーティングの一部が部材から容易に剥離し、そのことにより薬剤の量および放出が影響を受けるであろう。別の観点から見れば、構造部材を扱う際に、構造部材の、例えば撓み性などの優れた機械特性が利用されると有利である。例えば、HPPEの縫合糸は、容易に結び目を作ることができ、その場合にもその機械的特性が保持され、高い結び目強度が得られる。そのような製品を取り扱う際には、コーティングはその大部分が製品上に残っていることが好ましい。選択したゾル/ゲル法によるコーティングは、構造部材の表面および/または単数または複数のフィラメントの表面とかなり強く結合することがわかっている。HPPEは不活性なことでよく知られており、したがって、他の材料との接着が困難であることことからすれば、これは驚くべきことである。しかしながら、ゾル/ゲル法コーティングとHPPEとを非常に強力に接着するには、HPPEの前処理が非常に有益であることがわかった。種々の予備処理が可能であり、それについては本明細書の別のところで記載する。
【0008】
ゾル/ゲル法で製造された無機酸化物は、本来、多孔質コーティングとして使用されるものであることが、例えば、国際公開第2007/092043A2号パンフレットから知られていることに留意すべきである。この文献には、埋込み型医療機器上の薬剤容器としてゾル−ゲル組成物を使用することが記載されている。しかしながら、そこに開示された組成物は生体吸収性がなく、薬剤放出は拡散律速されている。したがって、薬剤放出は空隙率、細孔の相互連結性、細孔の大きさおよび分布、その他の多くの変数に依存するため、薬剤送達速度をコントロールすることは困難である。
【0009】
本発明の修復製品の放出メカニズムは、少なくとも部分的にはコーティングの生分解性に基づいており、より多くは特にその生体吸収性に基づいている。生分解性という用語は、生体(との接触)による分解に対する一般的定義としてしばしば使用されているものである。生体吸収性(bio−resorbable)または生体吸収性(bio−absorbable)という用語は、主として、生体組織に埋め込まれた生体材料に対する、生体(との接触)による材料の分解を表すためにしばしば使用されているものであり、主として体液への溶解、または詳細については不明のメカニズムにより支配された、分解メカニズムを表している。
【0010】
以下に、代表的な実施形態および図面を参照しながら、本発明をより詳細に説明する。
【図面の簡単な説明】
【0011】
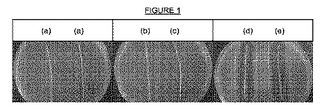
【図1】図1は、実施例2の抑制ゾーンを示す。
【図2】図2は、本発明の、異なるSiO2コーティングの溶解を示す。
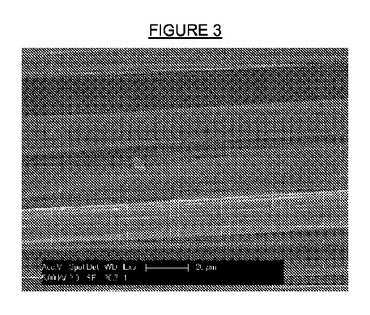
【図3】図3は、SiO2層をコーティングした、C:H:O前処理HPPEヤーンのSEM像を示す。
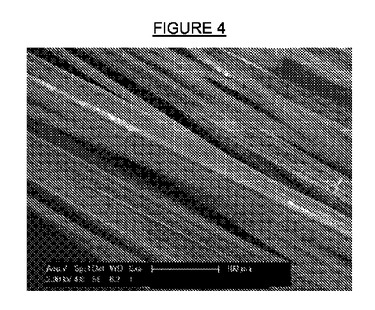
【図4】図4は、SiO2層をコーティングした、C:H:O前処理HPPEヤーンの剥離(接着試験)後のSEM像を示す。
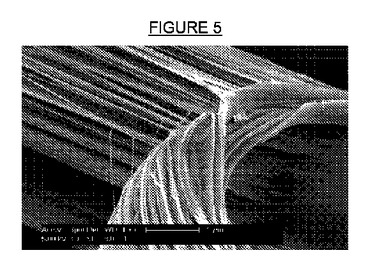
【図5】図5は、SiO2層をコーティングした、C:H:O前処理HPPEヤーンの剥離(接着試験)後のSEM像を示す。
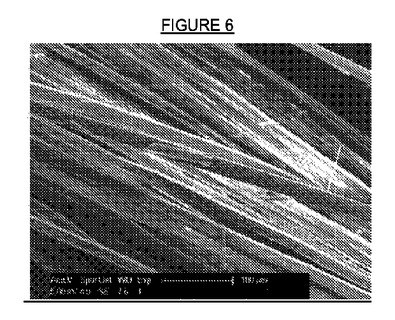
【図6】図6は、SiO2層をコーティングした、HPPEヤーンの剥離(接着試験)後のSEM像を示す。
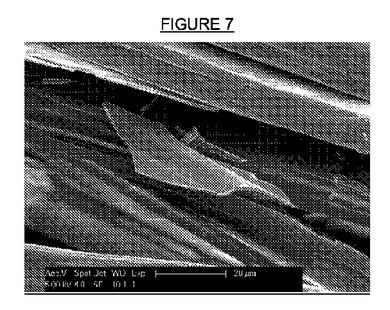
【図7】図7は、SiO2層をコーティングした、HPPEヤーンの剥離(接着試験)後のSEM像を示す。
【0012】
[図面および好ましい実施形態の説明]
本発明の外科用修復製品は、HPPEモノフィラメントまたはフィラメントを含む構造部材、好ましくは、単数または複数のHPPEフィラメントの長尺構造部材を含む。長尺構造部材の適切な例としては、テープまたはリボン様外観を有する、不織の、または織った、または(中空)編組した構造のHPPEフィラメントまたはマルチフィラメントヤーン、実質的に(中空)円筒状の撚った、または撚っていない、モノフィラメントまたはマルチフィラメントで、任意選択により少なくとも部分的に融合したHPPEヤーン糸などが挙げられる。長尺外科用修復製品とは、例えば、生体組織を修復する外科用縫合糸として使用するための製品、あるいは、骨のような生体部分を修復または保持するケーブル、メッシュ、布、織シートもしくは不織シート、テープ、リボン、またはバンドとして使用するための製品であって、長さ方向の寸法が横断面の寸法(幅および厚さ、または直径)より十分に大きい製品であると理解される。この修復製品は、好ましくは、一般に荷重支持要素であって、高性能モノフィラメントまたはフィラメントから作られる、少なくとも1つの長尺構造部材を含む。高性能フィラメントは、高い弾性率および強度を有し、溶融紡糸されたものであってもよいが、好ましくはゲル紡糸されたものである。単数または複数の高性能フィラメントは、通常、1.0GPa超の引張強さを有する。製品はさらに、取り付けを容易にするための固定具および/または針、あるいは、製品にある種の表面特性を付与するコーティング材料を含むことができる。
【0013】
本発明の製品の好ましい実施形態は、単数または複数の超高モル質量ポリエチレン(UHMWPE)フィラメントを含む。本願との関連においては、超高モル質量ポリエチレン(UHMWPE)は、5dl/g超の固有粘度(IV、PCT−179法(Hercules Inc.Rev.Apr.29,1982)に準拠し、デカリン中、135℃で、溶解時間を16時間とし、溶液中に2g/lの量の酸化防止剤DBPCを含有させて測定される値であって、異なる濃度の粘度を濃度ゼロに外挿して決定される値)を有するポリエチレンであると理解される。フィラメント用として特に適しているのは、固有粘度IVが約8〜40dl/g、より好ましくは10〜30または12〜28または15〜25dl/gのUHMWPEである。これらは、ポリマーの加工性およびフィラメントの特性が最適になる範囲を示している。固有粘度は、モル質量(分子量とも呼ばれる)を示す尺度であり、MnおよびMwのような実際のモル質量パラメータよりも容易に決定することができる。IVとMWの関係にはいくつかの経験則があるが、そのような関係はモル質量の分布に大きく依存する。式、Mw=5.37×104[IV]1.37(欧州特許出願公開第0504954A1号明細書を参照)によれば、8dl/gのIVは約930kg/molのMwと等価になるであろう。そのようなHPPEは、ゲル紡糸で得られる、約2.5GPa超の高強度、非常に小さい破断伸び、および非常に高い弾性率を有する点で好ましい。これは外科医による使用時の制御性を向上させ、そして高い弾性率と低い破断伸びにより使用時のコーティングの剥離が防止される。
【0014】
UHMWPEは、炭素原子100個当たりの分枝または側鎖数が1未満、好ましくは炭素原子300個当たりの側鎖数が1未満の直鎖状ポリエチレンであることが好ましく、分枝は、通常、少なくとも10個の炭素原子を有する。直鎖状ポリエチレンは、さらに、プロピレン、ブテン、ペンテン、4−メチルペンテンまたはオクテンのようなアルケンなどのコモノマーの1種以上を最大5モル%まで含有していてもよい。
【0015】
好ましい実施形態では、UHMWPEは、側鎖として比較的小さい基、好ましくはC1〜C4のアルキル基を少量含有する。そのような基を一定量含有するUHMWPEからなるフィラメントは、低いクリープ挙動を示すことがわかった。しかしながら、側鎖があまりに大きいか、あるいは側鎖の数があまりに多いと、フィラメントの加工性、特に延伸挙動に悪影響を及ぼす。このため、UHMWPEは、メチルまたはエチル基側鎖を含むことが好ましく、メチル基側鎖を含むことがより好ましい。側鎖の数は、炭素原子1000個当たり、好ましくは少なくとも0.3個、0.5個、より好ましくは少なくとも1個であり、かつ炭素原子1000個当たり、好ましくは20個以下、より好ましくは10個以下である。
【0016】
UHMWPEは、単一のグレードのポリマーとすることができるが、例えば、IVもしくはモル質量分布、および/または側鎖の数が異なる、2種以上の異なるグレードの混合物とすることもできる。
【0017】
UHMWPEポリマーは、さらに、酸化防止剤、熱安定剤、機能性顔料、着色剤、電磁添加剤、X線不透過性添加剤、核形成剤、流動性促進剤、触媒残渣などの通常使用されている添加剤を、これらの成分が外科用製品での使用に適している限り、通常量、一般に10体積%未満含有していてもよい。フィラメント(またはシース)はまた、他のポリマー、好ましくは、他のポリエチレン、ポリプロピレン、またはそれらのコポリマー(EPDM、EPRなどのゴム系コポリマーを含む)のようなポリオレフィン系ポリマーを含有してもよい。そのような他のポリマーの量は、フィラメント中において、UHMWPEの量より常に少なく、UHMWPEの30%以下であることが好ましい。ポリマーは実質的に、または完全にUHMWPEからなることが最も好ましい。
【0018】
長尺構造部材は複数の高強度HPPEフィラメント、好ましくはUHMWPEフィラメントを含む。本明細書中では、フィラメントは、不定長であるか、または少なくとも長尺構造部材とほぼ同じ長さを有するものと理解される。フィラメントの引張強さは、好ましくは1.5GPa超、2.0GPa超、または3.0GPa超でさえある。単に強度ともいう引張強さは、ASTM D885Mに規定されているように、500mmのファイバー公称ゲージ長、50%/minのクロスヘッドスピード、およびFibre Grip D5618C型Instron 2714クランプを使用し、マルチフィラメント糸について測定される。フィラメントの強度が高いほど、外科用製品の強度も高くなる。
【0019】
本発明の製品の部材中のHPPEフィラメントは、広範囲に変化するフィラメント線密度、またはタイターを有してもよい。フィラメントの適切なタイターは、フィラメント1本当たり約0.2〜20dtex、好ましくは約0.3〜10dtexまたは0.4〜5dtexである。というのは、これにより、部材および製品において、高強度および高柔軟性という好ましい組み合わせが得られるからである。
【0020】
適切なHPPEおよびUHMWPEフィラメントは、一般にゲル紡糸と呼ばれる方法により製造することができる。HPPEおよびUHMWPEのゲル紡糸は当業者にはよく知られており、欧州特許出願公開第0205960A号明細書、欧州特許出願公開第0213208A1号明細書、米国特許第4413110号明細書、英国特許公開第2042414A号明細書、欧州特許第0200547B1号明細書、欧州特許第0472114B1号明細書、国際公開第01/73173A1号パンフレット、ならびに、「Advanced Fiber Spinning Technology」、T.Nakajima編、Woodhead Publ. Ltd(1994)、ISBN 1−855−73182−7、およびそこで引用されている文献を含む多くの刊行物に記載されている。ゲル紡糸法は、超高分子量ポリエチレンを紡糸溶媒に溶解した溶液から少なくとも1本のフィラメントを紡糸する工程と、得られたフィラメントを冷却してゲル状フィラメントを形成する工程と、ゲル状フィラメントから紡糸溶媒の少なくとも一部を除去する工程と、紡糸溶媒を除去する前、途中または後に、少なくとも1つの延伸工程でフィラメントを延伸する工程を少なくとも含むと理解される。適切な紡糸溶媒として、例えば、パラフィン、鉱油、ケロシンまたはデカリンが挙げられる。紡糸溶媒は、蒸発、抽出により、または蒸発および抽出経路の併用により除去することができる。HPPEおよびUHMWPEフィラメントが含有する紡糸溶媒残留量は、800ppm未満であることが好ましく、より好ましくは250ppm未満であり、より一層好ましくは100ppm未満であり、最も好ましくは20ppm未満である。HPPEフィラメントはまた、それ自体が知られている溶融紡糸法により製造してもよい。
【0021】
構造部材は、HPPEフィラメント以外に他のフィラメントを含有してもよいが、フィラメントの全重量の40質量%以下であることが好ましく、30、20または10質量%以下であることがより好ましい。部材の最適な強度の観点からは、コアは高性能フィラメントのみを含むことが好ましく、HPPEフィラメントのみを含むことがより好ましい。
【0022】
構造部材として望ましい他の特性は、修復製品に抗微生物性を付与するために、例えば抗微生物剤などの生物学的活性剤の制御放出を提供する能力であろう。極めて好ましい実施形態では、製品は薬剤の一時的な容器として機能し、薬剤はヒトの体内へ製品が埋め込まれた後に放出される。
【0023】
材料を改質してそれに生物活性を付与しようとすると、例えば、高強度などの材料の他の望ましい特性が影響され得るという問題がしばしば起こる。これは容認できないことである。また、生物活性物質の放出も不十分であることが多い。
【0024】
本発明においては、修復製品は、構造部材の表面および/または単数または複数のフィラメントの表面に設けられた、ゾル/ゲル法で製造された無機酸化物を含む生体吸収性コーティングを備える。
【0025】
ゾルは、適当な溶媒に溶解した対象材料のコロイド懸濁物を含有する液体溶液である。溶解した前駆体分子間の縮合反応により、ゾル中に生成する分枝鎖などの巨大分子構造が形成される。これらの構造体のサイズ、成長速度およびモルフォロジーは、溶媒中の反応の動力学に依存し、それらは今度は、溶液濃度、含まれる水の量、溶媒の温度およびpH、溶媒の撹拌、ならびにその他のパラメータなどのパラメータにより決まる。時間、加熱および/またはpHが十分であれば、縮合反応は成長中の粒子または分子鎖の凝集を引き起こし、ついにはゲルを生成する。ゲルは、連続した巨視的規模の固相を形成している、極めて多数の架橋前駆体分子として捉えることができ、それは残留溶液からなる連続した液相を包含している。ゾル−ゲル法の最終工程では、包含された溶媒が、一般には乾燥により除去され、前駆体分子が架橋して(エイジングと呼ばれる工程)、目的の多孔質固体が得られる。
【0026】
本発明の無機酸化物のゾル−ゲル合成法は、HPPE構造部材の機械特性を大きくは害することのない温和な加工条件(低温、低圧、温和なpH)であるという利点を有する。また、特に多孔性および生体吸収特性に関し、得られる構造に対する高度の制御性も他の利点である。
【0027】
無機酸化物コーティングの空隙率は、多くの様々な方法で制御することができる。最も単純なゾル−ゲル法では、ゾルに特別なポロゲンを加えず、最終の固体コーティングの空隙率を、ゲル化前の前駆体の分枝の量および種類、または凝集により決定する。多孔性ゾル−ゲル組成物の平均細孔径、体積および表面積は、ゾル−ゲル処理前の前駆体分子のサイズおよび種類とともに増加する。
【0028】
無機酸化物コーティングの空隙率は、ゾル−ゲルプロセス中に追加の物質を溶媒に加えることによっても操作することができる。犠牲ポロゲン(特に、加熱または他の方法で容易に除去することができるもの)のゾル中への取り込みは、ゾル−ゲル法を使用して多孔質固体を得るには、効率的な方法と一般に考えられている。ゾル−ゲル法により作られる無機材料中に細孔を形成するためには、溶液中で自己集合することができる両親媒性分子を使用するような犠牲テンプレートもまた使用することができる。
【0029】
ゾル−ゲル法で形成されるコーティングは多孔質であり得る。しかしながら、好ましい実施形態の製品は、比較的空隙率の低いゾル/ゲル法によるコーティング、好ましくは、ゾル/ゲル法によるコーティングの全体積に対して、30体積%未満、より好ましくは15体積%未満、最も好ましくは10体積%未満の細孔を有するコーティングを含む。
【0030】
無機酸化物は、酸化ケイ素、酸化アルミニウム、酸化チタンおよび酸化ジルコニウムからなる群より選択することが好ましい。無機酸化物が酸化ケイ素である製品が最も好ましい。このタイプの無機酸化物は、HHPEフィラメントからなる構造部材に良好に接着し、また、高強度および高柔軟性という望ましい特性に対して実質的な影響を及ぼすことがない。コーティング組成物は、また、メソ多孔性無機酸化物とすることができる。メソ多孔性無機酸化物は、細孔を形成する犠牲テンプレート成分を使用して得ることができる。メソ多孔性無機酸化物は、実質的に連続した相互連結チャンネルを含むことができる。
【0031】
本発明のある実施形態では、無機酸化物をその酸化物の特性を変性させる物質と混合させることができる。適切な化合物は、疎水性物質、荷電調節剤、生体適合性物質、機械特性改善剤、生物活性物質の親和性調節剤、貯蔵容量、およびこれらの組み合わせからなる群より選択される。1つの実施形態では、変性剤は有機修飾シランである。
【0032】
本発明においては、コーティング材を構造部材の表面に塗布する前、途中、または後に、1種以上の生物学的活性剤をコーティング材に組み込む。生物学的活性剤は、生物学的に活性な任意の有機、無機、または生物薬剤とすることができる。適切な生物学的活性剤としては、タンパク質、ポリペプチド、ポリサッカリド(例えば、ヘパリン)、オリゴサッカリド、モノ−またはジサッカリド、有機化合物、有機金属化合物または無機化合物が挙げられる。また、生きた細胞または死んだ細胞、細菌、ウイルスまたはそれらの一部とすることもできる。ホルモン、成長因子、成長因子産生ウイルス、成長因子阻害剤、成長因子受容体、または完全もしくは部分的な機能遺伝子などの生物学的に活性な分子とすることができる。生物学的活性剤には、例えば避妊、およびホルモン補充療法などのホルモン治療などの長期療法、ならびに、骨粗鬆症、ガン、てんかん、パーキンソン病および痛みなどの病気の治療に特に有用なものが含まれる。適切な生物学的活性剤には、また、抗炎症薬、抗感染症薬、(例えば、抗生物質および抗ウイルス薬)、抗微生物剤、鎮痛剤および併用鎮痛剤、抗喘息薬、抗痙攣薬、抗鬱剤、抗糖尿病薬、ならびに他の病気に使用される薬剤が含まれる。
【0033】
本発明の好ましい実施形態においては、製品は、生物学的活性化合物が抗微生物剤を含むことを特徴とする。例えば組織結紮では、抗微生物剤を組み込むことは感染の防止に役立ち、したがって治癒を促進するであろう。他の好ましい実施形態においては、製品、特にそのコーティングは、1種以上の生物学的活性剤を担持する。
【0034】
無機酸化物コーティングは、それに含まれている1種または複数種の生物学的活性剤が生体内条件下で制御された速度で放出されるよう調節することができる。
【0035】
本発明の製品の特に好ましい実施形態は、コーティングが、構造部材の表面に直接接触する担持層を含むことを特徴とする。そのような担持層は、適切な反応性部分、好ましくはアクリル部分の単数または複数のHPPEフィラメントへのグラフト化、化学的酸化、大気圧プラズマ蒸着および真空プラズマ蒸着などのプラズマ蒸着、ならびに他の適切な方法を含む前処理を、単数または複数の構造部材のフィラメントに対し行うことにより、その上に形成することができる。構造部材に担持層を形成する好ましい方法は、真空プラズマ蒸着を含むことがわかっている。この方法によれば、特に、構造部材内に、すなわち、その大部分のフィラメント上に、反応性部分を、フィラメントの引張強さを実質的に低下させることなく、導入することができる。
【0036】
担持層が炭素原子を含む多孔質層を含む製品が特に好ましい。そのような層は、プラズマ蒸着、より好ましくは真空プラズマ蒸着により容易に形成される。担持層を多孔質に形成することが好ましい。好ましい方法では、それ自体知られている技術であるガスエッチングにより多孔質が形成される。表面を機能化するには、NH3−および/またはCO2−ガスエッチングが特に好ましく、その理由は、これにより、担持層の基材および/または生分解性コーティングに対する接着性が高まるからである。M.H.Hossainら(Plasma Process.Polym.2007、4、471−481、参照することにより本明細書中に組み込まれる)は、そのような多孔質の層をポリエステル布上に形成し蒸着させるため、プラズマ重合とプラズマエッチングの同時処理をベースとした技術を記載している。
【0037】
製品の特に有利な実施形態は、無機酸化物が担持層の(細孔)中に実質的に取り込まれていることを特徴としている。特に真空プラズマ蒸着が、担持層の細孔中へ無機酸化物を取り込むのに有利であることがわかった。
【0038】
本発明の無機酸化物のゾル−ゲル法による合成と真空プラズマ蒸着とを併用した多孔質炭素層の形成には、HPPE構造部材の機械的特性を大きく損なうことがないであろう温和な加工条件という利点がある。また、特に多孔性および生体吸収特性に関し、得られる構造に対する高度な制御性が他の利点として挙げられる。担持コーティングおよび/または生分解性コーティングのない構造部材に対する、本発明の好ましい外科用修復製品の構造部材の引張強さの損失は、25%未満であり、より好ましくは10%未満であり、最も好ましくは5%未満である。
【0039】
さらに、エチレンガスの(真空)プラズマ重合とガスエッチングを併用して、単一のプロセス工程で多孔質を形成すると、コーティング層の全体の厚さを比較的薄くできることがわかった。構造部材および/またはHPPEフィラメントの寸法に対するコーティングの相対的厚さは広い範囲で変わり得るが、コーティング層の厚さは比較的薄いことが好ましい。構造部材および/またはHPPEフィラメントに対してコーティング層が厚すぎると、部材および/またはフィラメントの柔軟性が低下するが、これは一般に部材および/またはフィラメントの使用とそのサイズまたは寸法に依るであろう。
【0040】
比較的細い縫合糸は、実質的に円形であるとすれば、通常、20〜200マイクロメータの直径を有し、比較的太い外科用縫合糸または整形外科用ケーブルは、1もしく3mm、またはそれよりさらに太い直径を有し得る。本発明の修復製品の好ましい実施形態においては、コーティングの質量は、コーティングされたフィラメントの全質量の50%未満、より好ましくは30%未満、より一層好ましくは10%未満、最も好ましくは、例えばコーティングされたフィラメントの全質量の1%未満など、コーティングされたフィラメントの全質量の5%未満である。好ましい実施形態においては、コーティングの質量は、コーティングされたフィラメントの約0.1%超、好ましくは、コーティングされたフィラメントの全質量の約1%超である。特に、大きい生物学的活性剤が要求される場合、または、生物学的活性成分の大量充填が要求される場合は、より大きい値とすることも可能である。コーティングの質量は、最終(乾燥)状態、すなわち、ゾル/ゲル法の溶媒を実質的に除去した後のコーティングの質量と定義され、生分解性コーティングおよび担持コーティング(該当する場合)の質量を含む。最も好ましい実施形態においては、比較的少量のコーティングにより、フィラメントの柔軟性が維持され、また、コーティングの完全性も向上する。例えば、修復製品の取り扱い時のコーティングの破壊により、生物学的活性剤が早期に放出されることは望ましくないため、このことは重要である。多くの用途で、本発明の製品は、100nm以下の厚さを有するコーティングを含むことが好ましく、より好ましくは80nm以下であり、より一層好ましくは60nm以下である。機械的特性低下のリスクを低く抑えつつ、コーティングされた製品の高い柔軟性を維持するためには、少なくとも1nm、好ましくは、例えば少なくとも20nmなど、少なくとも5nmのコーティング厚さとすることが好ましい。修復製品の特に好ましい実施形態では、コーティングは1〜50nmの厚さを有し、かつ/またはフィラメントは1本当たり約0.3〜約10dtexの線密度を有する。この実施形態によれば、製品の柔軟性および取り扱い性と、コーティングの完全性の最適化を図ることができる。全コーティングの厚さは、生分解性コーティングおよび担持コーティング(該当する場合)の厚さと定義される。後者の実施形態では、生分解性コーティングの一部が担持層の細孔内に取り込まれ得る。
【0041】
外科用修復製品が、例えば、約50〜250μmの直径を有する太いモノフィラメントまたはモノフィラメント様ヤーンを含むときは、非常に厚いコーティングが例えば有利であり得る。この場合、例えば100nm〜10μmの厚さを有する厚いコーティングが有利であり得る。そのような厚いコーティングは、生物学的活性化合物を非常に大量に充填し得るとともに、例えば成長因子、抗菌剤などの非常に大きい分子をコーティング中に容易に組み込み得るという利点を有する。
【0042】
本発明の製品のコーティングは構造部材全体を覆い得る。すなわち、構造部材の周りにシースを形成し得る。コーティングはまた、フィラメントの全表面を実質的に覆い、それにより、コーティングの空気表面を増大させ、したがってまた生物学的活性剤と生理学的環境との相互作用面積を増加させ得る。上記の好ましい実施形態の少量を使用するときであっても、フィラメントの全表面を実質的に覆うことが可能であると考えられる。
【0043】
構造部材のフィラメント間の空間は、埋められていないか、または僅かに埋められている、すなわち殆どのフィラメントは、動くか、または互いに移動することができ、あるいは互いに分離されていることが好ましい。これは、例えば、構造部材を長さ方向に切り開いて調べることができる。その利点は、構造部材の柔軟性が好ましい状態に保持される点にあり、これは、マルチフィラメントなどの直径が比較的大きい(または縫合糸サイズの)部材についても同様である。本発明の外科用修復製品は、高い引張強さ(tensile strength)または引張強さ(tenacity)を示し、好ましくは少なくとも10cN/dtex、より好ましくは少なくとも15、20、25、28cN/dtex、さらには、30または40cN/dtex超の引張強さを有する。
【0044】
本発明のさらに別の実施形態では、外科用修復製品はテープまたはフィルムであり、テープまたはフィルムにはHPPEが含まれる。テープまたはフィルムは、溶融物または溶液が、1個の極めて大きく、かつ例えば矩形であり得る紡糸孔を通して押し出されたものであるから、それが、マルチフィラメントHPPEヤーンに通常使用されるモノフィラメントよりはるかに大きなサイズと形を有し得るものであったとしても、本明細書ではそれをHPPEのモノフィラメントであると考える。そのようなテープまたはフィルムは、例えば、ポリエチレン、好ましくは超高分子量ポリエチレンを押出機に供給し、HPPEの融点を超える温度でテープまたはフィルムを押出し、押出したポリマーテープまたはフィルムを一軸または二軸延伸を行うことにより製造し得る。必要ならば、UHMWPEを使用する場合に好ましく行われているように、ポリエチレンを押出機に供給する前に、ポリエチレンを、例えばデカリンまたはパラフィンなどの適切な液体有機化合物と混合して、例えば、溶液、懸濁液またはゲルを生成させてもよい。本発明のこの実施形態に係る、下位の一実施形態においては、外科用修復製品は多孔質膜、好ましくは多孔質HPPE膜であり、この膜は、例えば、欧州特許第500173号明細書または欧州特許第504954号明細書(いずれも参照により本明細書中に組み込まれる)にしたがって調製し、その後、他で説明したようにゾル/ゲルを含むコーティングを被覆することができる。
【0045】
テープまたはフィラメントを製造する他の方法は、粉末HPPEを高温でカレンダー処理して合着テープまたはフィルムを形成し、その後、そのテープまたはフィラメントを一軸または二軸延伸する工程を含む固体プロセスによるものである。
【0046】
他の実施形態では、製品は、例えば骨部分を一括保持するための使用に非常に適した整形外科用ケーブルである。
【0047】
本発明は、さらに具体的には、a.o.高い引張強さ、制御放出特性および生体適合性という有利な組み合わせを有する外科用修復製品を製造するための、各種実施形態で先に定義し、かつ記載した構造部材の使用に関する。
【0048】
本発明の外科用修復製品は、メッシュ、布、外科用縫合糸および/または医療用ケーブルを含むことが好ましい。医療用ケーブルとしては、整形外科用ケーブル、胸骨閉鎖ケーブルなどが挙げられるが、これらに限定されるものでない。本発明はまた、外科で使用するための、そのような医療用ケーブルおよび固定部材を含むパーツキットに関する。他の好ましい実施形態においては、本発明は、外科で使用するための、そのような外科用縫合糸および外科用針を含むパーツキットに関する。さらに他の好ましい実施形態においては、本発明は、外科で使用するための、そのような縫合糸および固定具を含むパーツキットに関する。
【0049】
本発明の製品は、外科治療法において特に有用である。
【0050】
本発明は、さらに、本発明の外科用修復製品の製造方法であって、無機酸化物前駆体分子を適切な溶媒に溶解させた溶液を調製する工程、この溶液を加水分解する工程、このようにして得られた加水分解溶液を、担持コーティングを既に含んでいても含んでいなくてもよく、HPPEモノフィラメントまたはマルチフィラメントを含む前駆体構造部材にコーティングする工程、ならびに、コーティングしたフィラメントを適切な温度で熱処理して、構造部材の表面および/またはフィラメントの表面に無機酸化物のゾル/ゲル法コーティングを形成する工程を含む方法に関する。
【0051】
本発明の方法に用いる前駆体部材の構造は特に重要ではない。HPPEフィラメントの適切な構成としては、マルチフィラメントを撚ったヤーン、または編組した、織った、もしくは編んだ構成、またはハイブリッド構成が挙げられる。好ましくは、初期密着性がより良好で、かつ取り扱いがより容易であることから、編組前駆体の使用が好ましい。適切な編組前駆体としては、円形状ないしチューブ状の編組が挙げられるが、らせん状編組または平編組構成を適用することもできる。一般に、比較的細い修復製品を製造するには、簡単な前駆体構成が好ましく、一方、太い製品には、カーンマントル(撚フィラメントコア−編組シース)、またはブレイド・オン・ブレイド(二重編組とも呼ばれている)コードのような、より複雑な構成を適用することができる。
【0052】
本方法では、ゾル−ゲル法による無機酸化物コーティングは、水、アルコキシドまたは無機シリケート前駆体分子、および溶媒として、例えばエタノールなどの低級アルコールを含む溶液から調製することが好ましい。触媒として酸または塩基を使用し、コーティング工程後に前記ゾルを乾燥させる。
【0053】
ゾル−ゲル法による無機酸化物コーティングの調製には、通常、アルコキシド、好ましくはテトラエトキシシラン(TEOS)を使用する。ゾル−ゲル法によるSiO2の調製に無機シリケートを使用する場合には、ケイ酸ナトリウムまたはケイ酸カリウムが好ましい。低級アルコールとしては、エタノールが好ましい。ゾル−ゲル法コーティングの特性に影響を与えるために、ゾルの組成を変更することができる。変更は、好ましくは、他の前駆体、好ましくは、柔軟性を改善するためのペンダント基を有するシランの添加、水含有量の変更、アルコキシドまたは無機シリケート含有量の変更、アルコール量の変更、酸または塩基によるpHの調節(この目的には、好ましくは、触媒として使用される酸または塩基を使用する)、前駆体の種類の変更、任意選択により溶液に加えられる生物活性薬剤の量の調節、アルコキシドまたは無機シリケートに対する水のモル比、および/またはアルコキシドまたは無機シリケートに対するアルコールのモル比の調節、およびこれらの任意の組み合わせを対象とする。
【0054】
本発明の好ましい方法においては、前駆体分子の溶液は、20質量%未満の前駆体分子含む。この場合、その後得られるコーティングの厚さは比較的薄く、約50〜100ナノメートルであり、有利である。実際、そのような実施形態では、コーティングは容易に壊れたり、または砕けて構造部材から容易に壊れたり構造部材から剥がれたりすることはなく、また修復製品の柔軟性があまり損なわれない。
【0055】
溶液の初期pHは広い範囲で選択することができるが、初期pHが0.5〜12.0、好ましくは3.5〜5.0、最も好ましくは約4.0であることが有利である。最良の結果を得るには、アルコキシドまたは無機シリケートに対する水のモル比を0.5〜10、好ましくは1.5〜7.5の範囲で選択する。アルコキシドまたは無機シリケートに対するアルコールのモル比は、広い範囲で選択することができるが、好ましくは10超、より好ましくは100超、より一層好ましくは200超、より一層好ましくは400超であり、10〜500を選択することが最も好ましい。
【0056】
このようにして得られた加水分解溶液を、複数のHPPEフィラメントを含む前駆体構造部材にコーティングするには、例えば、ディップコーティングまたはスプレーコーティングなどの、この技術分野で知られている任意の方法で行うことができる。無機酸化物のゾル−ゲル法コーティングの最終的な厚さは、溶液での希釈により、特に溶液に溶媒(通常、エタノール)をさらに加えることによりコントロールし、かつ最適化することができる。ゾル−ゲル法コーティングの厚さは、また、スピンコーティングまたはディップコーティングの速度を変更、またはコーティングの塗布速度の変更、あるいはその両方により調節することができる。
【0057】
本発明のある実施形態では、ゾル−ゲル法コーティング組成物を複数の長さのスケールでテンプレート化するパターニング手法を使用することができる。HPPEフィラメントを含む構造部材へのゾル−ゲル組成物コーティングの付着をパターン化するために、犠牲ポロゲンを使用してもよい。これにより、可撓性を犠牲にせずに、より厚いコーティング層を形成することが可能になろう。
【0058】
好ましくはコーティング工程の後に行う溶液の乾燥は、多くの方法による熱処理によって行うことができる。室温での乾燥、真空乾燥、電磁乾燥、音波乾燥、スプレー乾燥、または凍結乾燥は全て使用し得る。この方法の好ましい実施形態では、熱処理温度は130℃未満、より好ましくは80℃未満、より一層好ましくは50℃未満、最も好ましくは室温である。これらの好ましい温度条件は、構造部材のHPPEフィラメントの分子配向が消失するのを防ぐため、それらが軟化または溶融開始しないように選択する。前駆体構造部材およびコーティングが炉の温度に暴露される滞留時間は、例えば、約30秒〜約15分の範囲である。本発明の特別な実施形態では、熱暴露の間、モノフィラメントを、好ましくは約1.0〜2.5の、より好ましくは約1.0〜1.2の延伸比で延伸することにより、張力を加えた状態に維持する。形成されるコーティングの厚さは、温度の昇降および/または滞留時間の増減により制御することができる。当業者であればルーチンの実験から、好ましい設定を見出すことができる。乾燥後、得られるコーティング済み構造部材の溶媒の含有量は800ppm未満であることが好ましく、より好ましくは500、250未満、または、さらには100ppm未満である。
【0059】
本発明において、外科用修復製品を製造する方法は、製品、好ましくはそのコーティング中に、薬剤のような生物学的活性化合物を取り込む工程を含む。部材に医薬を取り込む他の方法は、熱処理工程前に薬剤を溶媒に添加することであるが、他の方法も可能である。ゲル生成の前に、生物学的に活性な1種または複数種の薬剤をゾルに添加することもでき、これが好ましい方法である。生物学的に活性な1種または複数種の薬剤は、上で定義し例示したように、生きている組織、器官または生物内で生物学的応答を誘起する任意の薬剤とすることができる。
【0060】
本発明において、外科用修復製品は、持続性を有し、制御され、かつ徐放性の生物活性物質送達が可能である。生物活性薬剤を放出し、その下の生体適合性HPPE構造部材を露出させる、コーティングの比較的速い溶解速度の所望の組み合わせは、上記のように、この方法の好ましい実施形態により達成される。生物活性物質の送達(放出)は外科用修復製品の埋め込み直後からでも、または、埋め込み後の特定の時点から開始してもよいが、送達速度が時間に対してベル型曲線を描き、最初は遅いが、送達速度が急速に増大して最大速度に到達し、その後、速度は時間とともに急速に減少し、ついには次第に減少してゼロになることが好ましい。徐放性生物活性物質送達の分野では、大量の生物活性物質送達「バースト」(生物活性物質の大半が短時間に送達される)を避けることが望ましいと一般に考えられている。この好ましい送達プロファイルは、HPPE構造部材に本発明のコーティングを形成することにより達成される。
【0061】
さらに他の実施形態では、本発明の外科用修復部材の医療用途での使用を提供する。典型的な医療用途としては、関節形成術、整形外科用および脊椎インプラント、例えばメニスカスインプラント、外科用縫合糸、メッシュ、例えばヘルニア用メッシュ、布、織シートまたは不織シート、テープ、リボン、バンド、人工関節、外傷固定ケーブル、胸骨閉鎖ケーブル、予防用または人工装具ケーブル、長骨骨折固定ケーブル、小骨骨折固定ケーブルなどのケーブル、例えば靭帯交換用のチューブ様製品、無限ループ製品、バッグ様、バルーン様製品が挙げられるが、これらに限定されるものではない。
【0062】
[実施例]
[抗微生物活性(実施例1および2)]
[本発明の各種SiO2−トリクロサンコーティングの抗微生物活性]
【0063】
RFプラズマ重合およびDyneema Purity(登録商標)braidのガスエッチングの同時処理を、EPMA(Swiss Materials Science & Technology、Lerchenfeldstrasse 5,CH−9014,St.Gallen,Switzerland)で行った。
【0064】
[実施例1:HPPE縫合糸のコーティング]
それぞれ0.02、0.04および0.08g/Lのトリクロサンとともに、50g/Lの加水分解TEOSをエタノールに溶解させ、SiO2−トリクロサンコーティング調合物を調製した。真空プラズマ重合とガスエッチング(C:H:NまたはC:H:O処理)を併用して、HPPE編組(Dyneema Purity(登録商標)braid(16×1×110))の前処理を行った。続いて、SiO2−トリクロサンコーティング調合物中で前処理済み編組のディップコーティングを行うことにより、SiO2−トリクロサンコーティングを塗布した。その後、コーティング調合物の溶媒、すなわちエタノールを50℃(10分間)で蒸発させ、約10nmのコーティング厚さを有するSiO2−トリクロサンコーティングHPPE縫合糸を得た。
【0065】
[実施例2(a)〜(e):抗微生物活性試験]
無菌のLuria Bettani培地で、凍結貯蔵品からエシェリキア・コリ(Escherichia coli)ATCC11105を培養した。細菌懸濁液は約109CFU/mLの濃度であった。
【0066】
LB寒天板にこの細菌懸濁液100μLを播種した。実施例1で調製した縫合糸を約5cmの長さに切断し、縫合糸の直線部分を使用した。各縫合糸を殺菌したピンセットで寒天に押し付けて寒天表面との接触を最適化した。その後、寒天の脱水を防ぐために飽和塩水溶液を満たしたエクシケーター中、37℃で24時間、寒天板をインキュベートした。
【0067】
縫合糸に沿った3箇所で、縫合糸の長さ方向と直角の増殖阻止ゾーンの幅を1mmの単位に四捨五入して記録し、寒天板の写真を撮影した。
【0068】
図1において、(a)未処理HPPE編組、(b)C:H:Nで前処理したコーティングなしのHPPE編組、(c)C:H:Oで前処理したコーティングなしのHPPE編組、(d)C:H:Nで前処理し、かつSiO2−トリクロサンをコーティング(0.02g/Lトリクロサン)したHPPE編組、(e)C:H:Oで前処理し、かつSiO2−トリクロサンをコーティング(0.02g/Lトリクロサン)したHPPE編組についての阻止ゾーン試験。
【0069】
図1において、試験した大腸菌(E.coli)株の増殖は、未処理HPPE編組(実施例2(a))でも、C:H:NおよびC:H:Oで前処理したHPPE編組(実施例2(b)および(c))でも抑制されないことが観察される。これとは逆に、二酸化珪素−トリクロサンコーティングの適用(実施例2(d)および(e))は、編組の顕著な抗微生物活性が得られる。
【0070】
[実施例3(A)〜(F):拡大抗微生物活性]
実施例3では、本発明の各種抗微生物コーティングについて、時間的な阻止ゾーンの展開を調べた。
【0071】
実施例1に記載したようにして、数多くのHPPE編組(Dyneema Purity(登録商標)braid(16×1×110))をコーティングした。表1は、異なるトリクロサン含有率(0.02、0.04および0.08g/L)の加水分解TEOS調合物でコーティングした、C:H:NまたはC:H:Oで前処理したDyneema Purity(登録商標)braidについて得られた増殖阻止ゾーンの幅である。抗微生物活性試験は、新たにコーティングした編組と、播種していない寒天中で予め8日間インキュベートしたコーティング済みの編組について行った。
【0072】
[試料]
3A:C:H:N前処理SiO2−トリクロサンコーティングHPPE編組(0.02g/Lトリクロサン)
3B:C:H:O前処理SiO2−トリクロサンコーティングHPPE編組(0.02g/Lトリクロサン)
3C:C:H:N前処理SiO2−トリクロサンコーティングHPPE編組(0.04g/Lトリクロサン)
3D:C:H:O前処理SiO2−トリクロサンコーティングHPPE編組(0.04g/Lトリクロサン)
3E:C:H:N前処理SiO2−トリクロサンコーティングHPPE編組(0.08g/Lトリクロサン)
3F:C:H:O前処理SiO2−トリクロサンコーティングHPPE(0.08g/Lトリクロサン)
【0073】
【表1】

【0074】
表1から明らかなように、試験前に寒天中で8日間のインキュベーションを行った後であっても、コーティングされた全ての試料が大腸菌(E.coli)試験株に対して抗微生物活性を有している。トリコサン含有率がより大きいコーティングでは、阻止ゾーンがやや大きくなっていることがわかる。観察された差異は、予め寒天中で8日間インキュベーションしたコーティングではより顕著である。阻止ゾーンの試験後、コーティングした編組を37℃の播種した寒天に入れておくと、それらは少なくとも3.5ヶ月間は無菌状態を維持する(これより長い試験は、時間とともに寒天の品質が劣化するため不可能であった)。
【0075】
[実施例4:コーティングの分解]
40g/Lの加水分解TEOSのエタノール溶液を、400rpmでガラスプレートにスピンコーティングして、約70nm厚さのコーティングを得た。コーティング塗布後、異なる温度、すなわち50および100℃でコーティング調合物の溶媒、すなわちエタノールを蒸発させることにより、異なる密度のコーティングを調製した。
【0076】
生体内の条件に似せるために、異なるコーティングを37℃のリン酸緩衝食塩水(PBS)中でインキュベーションした。PBS緩衝液中への珪素の放出を記録することにより、コーティングの分解をモニターした。原子吸光光度法により珪素の定量を行った。対照として、コーティングなしのガラスプレートを使用した。
【0077】
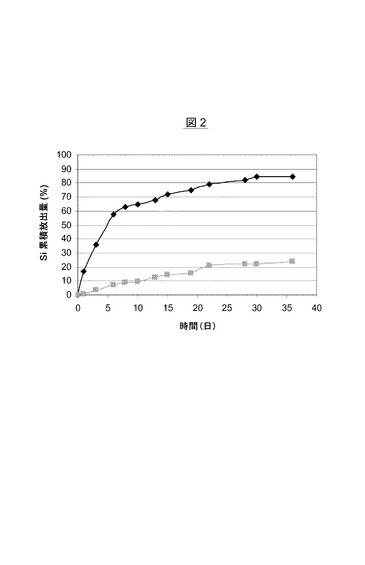
図2は、コーティング塗布後50℃(◆)および100℃(□)で5分間硬化させた、ガラスプレート上の厚さ70nmの二酸化ケイ素コーティングから、37℃のリン酸緩衝食塩水中へ放出された累積珪素量を示す。
【0078】
37℃のPBS緩衝液中で、100℃で硬化させたコーティングは、50℃で硬化させたコーティングより、37℃のPBS緩衝液中ではるかに安定であることが観察される。50℃で硬化させたコーティングでは、37℃のPBS緩衝液中で36日後にその約85%が分解するのに対し、100℃で硬化させたコーティングは24%のみが分解する。高温での硬化はより緻密なネットワークを形成するため、100℃で硬化させたコーティングはより高い安定性を示すことが予期された。
【0079】
抗微生物剤(例えばトリクロサン)または成長因子などの生物学的活性剤の放出は、活性薬剤のコーティングからの拡散(主として、活性薬剤の大きさとコーティングの開放性に依存する)と、図2で観察されるようなコーティングの分解による活性薬剤の放出との組み合わせにより制御される。コーティングの硬化温度を変えることにより、広範囲の分解プロファイルを有するコーティングを得ることができることは、実施例4から明らかである。これは、本発明が、所望の放出プロファイルにしたがってコーティングを設計することにより、本発明のコーティングおよびコーティングされた外科用修復製品に、活性成分の放出を制御する手段を与えることを証明するものである。
【0080】
[実施例5:コーティングの外観および接着性]
走査型電子顕微鏡(SEM)分析を使用し、
i)HPPEヤーン(Dyneema Purity(登録商標)yarn(220dTex SGX;2dpf)上のSiO2コーティング、および
ii)前処理(C:H:O処理)したHPPEヤーン(Dyneema Purity(登録商標)yarn(220dTex SGX;2dpf)
の接着性を評価した。i)のHPPEヤーンは以下ではHHPEヤーンSiO2と称し、ii)のHPPEヤーンは以下ではHHPEヤーンCHO/SiO2と称する。
【0081】
HPPEヤーンSiO2は次のようにして調製した:
コーティングを着色するために5.6g/LのBasonyl Violetを含有する、50g/Lの加水分解TEOSのエタノール溶液中で、前処理した糸をディップコーティングすることにより、約10nm厚さのSiO2コーティングをその後塗布した。コーティング塗布後、コーティング調合物の溶媒、すなわちエタノールを50℃(10分間)で蒸発させた。
【0082】
HPPEヤーンCHO/SiO2は次のようにして調製した:
HPPEヤーン(Dyneema Purity(登録商標)yarn(220dTex SGX;2dpf)を真空プラズマ重合とガスエッチング(C:H:O処理)とを併用して前処理した。その後、コーティングを着色するために5.6g/LのBasonyl Violetを含有する、50g/Lの加水分解TEOSのエタノール溶液中で、前処理した糸をディップコーティングすることにより、約10nm厚さのSiO2コーティングを塗布した。コーティング塗布後、コーティング調合物の溶媒、すなわちエタノールを50℃(10分間)で蒸発させた。
【0083】
前述のHPPEヤーン、すなわちHPPEヤーンSiO2およびHPPEヤーンCHO/SiO2を調製し、直ちにそれらを両面粘着テープでSEMのアルミニウム製サンプルホルダーに固定し、導電性Au/Pd層をコーティングした。
【0084】
前処理したDyneema Purity(登録商標)yarnへのコーティングの接着性を調べるために、ガラスプレート(2×5cm)を使用してコーティングした糸を粘着テープに押し付けた。その後、テープからヤーンを剥がし、上下逆転させて同一のSEMサンプルホルダーのテープに貼り付けた。ヤーンを90°回転させて、コーティングしたヤーンを剥がした後にテープ上に残ったコーティングの一部を調べられるようにした。
【0085】
画像化はPhilips CPSEM XL30を使用し、10kVの加速電圧で行った。前述のHPPEヤーンの画像化は
i)両面粘着テープからヤーンを剥がす前と、
ii)両面粘着テープからヤーンを剥がした後で
行った。簡単にするために、上記工程ii)を以下では「接着性試験」と称する。
【0086】
図3は、接着性試験前のHPPEヤーンCHO/SiO2上の着色二酸化ケイ素コーティングの外観を示す。均一なコーティングが観察された。
【0087】
図4は、接着性試験後のHPPEヤーンCHO/SiO2ヤーンを示す。
【0088】
図5は、接着性試験後のHPPEヤーンCHO/SiO2ヤーン、接着性試験後の前処理およびコーティングを施したヤーンを示す図4の拡大図である。
【0089】
図6は、接着性試験後のHPPEヤーンSiO2ヤーンを示す。
【0090】
図7は、接着性試験後のHPPEヤーンSiO2ヤーンを示す図6の拡大図である。
【0091】
図4および図5から、接着性試験後にSiO2コーティングがヤーン上に残留しているのを明確に観察することができる。コーティングヤーンを剥がした後のテープ上には、分離したコーティングの一部は全く認められなかった(図示なし)。コーティングされたヤーンをテープから剥がした後は、ポリエチレンの微細繊維が見えるようになる。このことは、Dyneema Purity(登録商標)yarnへのSiO2コーティングの付着が、剥離試験方向のDyneema Purity(登録商標)yarnの引張強さより強いことを示している。HPPEはポリエチレン固有の滑りやすい性質により、通常、コーティングを施すことが非常に困難であると考えられていることから、そのような強力な結合がSiO2コーティングとHPPEの間に生じたことは極めて驚くべきことである。このことは、コーティングとHPPEとの結合の完全性が、試験時にヤーンを非常に強く曲げた後も無傷のままであったという驚くべき事実によってさらに強調される。
【0092】
図4(HPPEヤーンCHO/SiO2ヤーン)と図6(HPPEヤーンSiO2ヤーン)、特に、それぞれ図5(HPPEヤーンCHO/SiO2ヤーン)および図7(HPPEヤーンSiO2ヤーン)で示されている図4と図6の拡大図を比較すれば、SiO2の接着性が、HPPEヤーンのC:H:O前処理により驚くほど向上したことが明らかである。また、図5と図7の比較からわかるように、接着性試験後(図5)のHPPEヤーンCHO/SiO2ヤーンの場合、HPPEの微細繊維が観察され、同時にSiO2コーティングが剥離していないことから、SiO2コーティングのHPPEヤーンに対する接着性の向上は極めて顕著であった。これは、接着性試験の結果、コーティング(SiO2)の破壊よりむしろ基材が破壊(HPPE)されたことを明確に示している。これとは対照的に、HPPEヤーンがC:H:O処理されなかった場合は、基材(HPPE)が破壊される前にSiO2コーティングが破壊される(接着性試験の結果、SiO2コーティング片の剥離が観察される図7を参照のこと)。
【発明の詳細な説明】
【0001】
本発明は、単数または複数の高性能ポリエチレン(HPPE)フィラメントの構造部材を含む外科用修復製品に関する。本発明はまた、そのような外科用修復製品の製造方法、およびこの製品を含むパーツキットに関する。
【0002】
縫合糸のような外科用修復製品は、長年にわたって、亜麻、毛髪、綿、絹、動物の腸、ならびに、ポリエステル、ポリアミド、およびポリエチレンまたはポリプロピレンなどのポリオレフィンのような合成材料などの多様な材料から製造されてきた。例えば、欧州特許出願公開第1293218A1号明細書には、外科用の縫合糸または索に使用するための長縫合糸が開示されている。この縫合糸は、超高モル質量ポリエチレン(UHMWPE)フィラメントの撚糸からなるコアを含み、このコアは同様にUHMWPEを含むマルチフィラメント編組シースで囲繞されている。欧州特許出願公開第1293218A1号明細書では、この縫合糸が、例えば、紐の潤滑性、結び目の安全性、または耐摩耗性などを改善するために、コーティングされていなくてもよく、あるいは、ワックス(蜜蝋、ポリエチレンワックス、石油ワックスなど)、シリコーン、シリコーンゴム、PTFE、PBA、エチルセルロース、または他のコーティング材でコーティングされていてもよいと記載されている。
【0003】
この産業分野では、HPPEモノフィラメントまたはマルチフィラメントの高強度(引張強さ)を有効に利用すると同時に、生物学的活性剤、好ましくは抗微生物剤の制御された放出を提供し得る外科用修復製品が求められている。
【0004】
したがって、本発明の目的は、単数または複数の高性能ポリエチレン(HPPE)フィラメントをベースとする構造部材を含む外科用修復製品であって、引張強さが大きく、良好な柔軟性を有し、さらに生物学的活性剤の制御された放出を提供し得る製品を提供することにある。
【0005】
この目的は、本発明にしたがい、単数または複数の高性能ポリエチレンフィラメントからなる構造部材と、この構造部材の表面に設けられた生分解性コーティングとを含み、そのコーティングが、ゾル・ゲル法で生成された無機酸化物と、その中に取り込まれた生物学的活性化合物とを含む、外科用修復製品を提供することによって達成される。
【0006】
生物学的活性化合物の制御された放出は、ゾル・ゲル法で製造された無機酸化物と、その中に取り込まれた生物学的活性化合物とを含む生体吸収性コーティングを提供することにより、この製品が生体内に埋め込まれた後に達成される。HPPE構造部材に生体吸収性コーティングを施すことにより、このコーティングは所与の時間枠内で分解し、それにより生物学的活性剤の少なくとも一部が放出されるであろう。薬剤の放出は、コーティングの分解、すなわち、その生体吸収性により実質的に制御され、単にコーティングを透過する薬剤の拡散にのみ頼るものではない。制御可能な時間枠内でコーティングの分解が実質的に完了した後も、HPPEフィラメントの構造部材は生体内に残るが、部材は生体適合性を有しているので生体に何らかの問題を引きこすことはない。
【0007】
薬剤の制御放出に必要な特性として求められることは、コーティングが好ましくはHPPE構造部材に良好に接着することである。そうでなければ、コーティングの一部が部材から容易に剥離し、そのことにより薬剤の量および放出が影響を受けるであろう。別の観点から見れば、構造部材を扱う際に、構造部材の、例えば撓み性などの優れた機械特性が利用されると有利である。例えば、HPPEの縫合糸は、容易に結び目を作ることができ、その場合にもその機械的特性が保持され、高い結び目強度が得られる。そのような製品を取り扱う際には、コーティングはその大部分が製品上に残っていることが好ましい。選択したゾル/ゲル法によるコーティングは、構造部材の表面および/または単数または複数のフィラメントの表面とかなり強く結合することがわかっている。HPPEは不活性なことでよく知られており、したがって、他の材料との接着が困難であることことからすれば、これは驚くべきことである。しかしながら、ゾル/ゲル法コーティングとHPPEとを非常に強力に接着するには、HPPEの前処理が非常に有益であることがわかった。種々の予備処理が可能であり、それについては本明細書の別のところで記載する。
【0008】
ゾル/ゲル法で製造された無機酸化物は、本来、多孔質コーティングとして使用されるものであることが、例えば、国際公開第2007/092043A2号パンフレットから知られていることに留意すべきである。この文献には、埋込み型医療機器上の薬剤容器としてゾル−ゲル組成物を使用することが記載されている。しかしながら、そこに開示された組成物は生体吸収性がなく、薬剤放出は拡散律速されている。したがって、薬剤放出は空隙率、細孔の相互連結性、細孔の大きさおよび分布、その他の多くの変数に依存するため、薬剤送達速度をコントロールすることは困難である。
【0009】
本発明の修復製品の放出メカニズムは、少なくとも部分的にはコーティングの生分解性に基づいており、より多くは特にその生体吸収性に基づいている。生分解性という用語は、生体(との接触)による分解に対する一般的定義としてしばしば使用されているものである。生体吸収性(bio−resorbable)または生体吸収性(bio−absorbable)という用語は、主として、生体組織に埋め込まれた生体材料に対する、生体(との接触)による材料の分解を表すためにしばしば使用されているものであり、主として体液への溶解、または詳細については不明のメカニズムにより支配された、分解メカニズムを表している。
【0010】
以下に、代表的な実施形態および図面を参照しながら、本発明をより詳細に説明する。
【図面の簡単な説明】
【0011】
【図1】図1は、実施例2の抑制ゾーンを示す。
【図2】図2は、本発明の、異なるSiO2コーティングの溶解を示す。
【図3】図3は、SiO2層をコーティングした、C:H:O前処理HPPEヤーンのSEM像を示す。
【図4】図4は、SiO2層をコーティングした、C:H:O前処理HPPEヤーンの剥離(接着試験)後のSEM像を示す。
【図5】図5は、SiO2層をコーティングした、C:H:O前処理HPPEヤーンの剥離(接着試験)後のSEM像を示す。
【図6】図6は、SiO2層をコーティングした、HPPEヤーンの剥離(接着試験)後のSEM像を示す。
【図7】図7は、SiO2層をコーティングした、HPPEヤーンの剥離(接着試験)後のSEM像を示す。
【0012】
[図面および好ましい実施形態の説明]
本発明の外科用修復製品は、HPPEモノフィラメントまたはフィラメントを含む構造部材、好ましくは、単数または複数のHPPEフィラメントの長尺構造部材を含む。長尺構造部材の適切な例としては、テープまたはリボン様外観を有する、不織の、または織った、または(中空)編組した構造のHPPEフィラメントまたはマルチフィラメントヤーン、実質的に(中空)円筒状の撚った、または撚っていない、モノフィラメントまたはマルチフィラメントで、任意選択により少なくとも部分的に融合したHPPEヤーン糸などが挙げられる。長尺外科用修復製品とは、例えば、生体組織を修復する外科用縫合糸として使用するための製品、あるいは、骨のような生体部分を修復または保持するケーブル、メッシュ、布、織シートもしくは不織シート、テープ、リボン、またはバンドとして使用するための製品であって、長さ方向の寸法が横断面の寸法(幅および厚さ、または直径)より十分に大きい製品であると理解される。この修復製品は、好ましくは、一般に荷重支持要素であって、高性能モノフィラメントまたはフィラメントから作られる、少なくとも1つの長尺構造部材を含む。高性能フィラメントは、高い弾性率および強度を有し、溶融紡糸されたものであってもよいが、好ましくはゲル紡糸されたものである。単数または複数の高性能フィラメントは、通常、1.0GPa超の引張強さを有する。製品はさらに、取り付けを容易にするための固定具および/または針、あるいは、製品にある種の表面特性を付与するコーティング材料を含むことができる。
【0013】
本発明の製品の好ましい実施形態は、単数または複数の超高モル質量ポリエチレン(UHMWPE)フィラメントを含む。本願との関連においては、超高モル質量ポリエチレン(UHMWPE)は、5dl/g超の固有粘度(IV、PCT−179法(Hercules Inc.Rev.Apr.29,1982)に準拠し、デカリン中、135℃で、溶解時間を16時間とし、溶液中に2g/lの量の酸化防止剤DBPCを含有させて測定される値であって、異なる濃度の粘度を濃度ゼロに外挿して決定される値)を有するポリエチレンであると理解される。フィラメント用として特に適しているのは、固有粘度IVが約8〜40dl/g、より好ましくは10〜30または12〜28または15〜25dl/gのUHMWPEである。これらは、ポリマーの加工性およびフィラメントの特性が最適になる範囲を示している。固有粘度は、モル質量(分子量とも呼ばれる)を示す尺度であり、MnおよびMwのような実際のモル質量パラメータよりも容易に決定することができる。IVとMWの関係にはいくつかの経験則があるが、そのような関係はモル質量の分布に大きく依存する。式、Mw=5.37×104[IV]1.37(欧州特許出願公開第0504954A1号明細書を参照)によれば、8dl/gのIVは約930kg/molのMwと等価になるであろう。そのようなHPPEは、ゲル紡糸で得られる、約2.5GPa超の高強度、非常に小さい破断伸び、および非常に高い弾性率を有する点で好ましい。これは外科医による使用時の制御性を向上させ、そして高い弾性率と低い破断伸びにより使用時のコーティングの剥離が防止される。
【0014】
UHMWPEは、炭素原子100個当たりの分枝または側鎖数が1未満、好ましくは炭素原子300個当たりの側鎖数が1未満の直鎖状ポリエチレンであることが好ましく、分枝は、通常、少なくとも10個の炭素原子を有する。直鎖状ポリエチレンは、さらに、プロピレン、ブテン、ペンテン、4−メチルペンテンまたはオクテンのようなアルケンなどのコモノマーの1種以上を最大5モル%まで含有していてもよい。
【0015】
好ましい実施形態では、UHMWPEは、側鎖として比較的小さい基、好ましくはC1〜C4のアルキル基を少量含有する。そのような基を一定量含有するUHMWPEからなるフィラメントは、低いクリープ挙動を示すことがわかった。しかしながら、側鎖があまりに大きいか、あるいは側鎖の数があまりに多いと、フィラメントの加工性、特に延伸挙動に悪影響を及ぼす。このため、UHMWPEは、メチルまたはエチル基側鎖を含むことが好ましく、メチル基側鎖を含むことがより好ましい。側鎖の数は、炭素原子1000個当たり、好ましくは少なくとも0.3個、0.5個、より好ましくは少なくとも1個であり、かつ炭素原子1000個当たり、好ましくは20個以下、より好ましくは10個以下である。
【0016】
UHMWPEは、単一のグレードのポリマーとすることができるが、例えば、IVもしくはモル質量分布、および/または側鎖の数が異なる、2種以上の異なるグレードの混合物とすることもできる。
【0017】
UHMWPEポリマーは、さらに、酸化防止剤、熱安定剤、機能性顔料、着色剤、電磁添加剤、X線不透過性添加剤、核形成剤、流動性促進剤、触媒残渣などの通常使用されている添加剤を、これらの成分が外科用製品での使用に適している限り、通常量、一般に10体積%未満含有していてもよい。フィラメント(またはシース)はまた、他のポリマー、好ましくは、他のポリエチレン、ポリプロピレン、またはそれらのコポリマー(EPDM、EPRなどのゴム系コポリマーを含む)のようなポリオレフィン系ポリマーを含有してもよい。そのような他のポリマーの量は、フィラメント中において、UHMWPEの量より常に少なく、UHMWPEの30%以下であることが好ましい。ポリマーは実質的に、または完全にUHMWPEからなることが最も好ましい。
【0018】
長尺構造部材は複数の高強度HPPEフィラメント、好ましくはUHMWPEフィラメントを含む。本明細書中では、フィラメントは、不定長であるか、または少なくとも長尺構造部材とほぼ同じ長さを有するものと理解される。フィラメントの引張強さは、好ましくは1.5GPa超、2.0GPa超、または3.0GPa超でさえある。単に強度ともいう引張強さは、ASTM D885Mに規定されているように、500mmのファイバー公称ゲージ長、50%/minのクロスヘッドスピード、およびFibre Grip D5618C型Instron 2714クランプを使用し、マルチフィラメント糸について測定される。フィラメントの強度が高いほど、外科用製品の強度も高くなる。
【0019】
本発明の製品の部材中のHPPEフィラメントは、広範囲に変化するフィラメント線密度、またはタイターを有してもよい。フィラメントの適切なタイターは、フィラメント1本当たり約0.2〜20dtex、好ましくは約0.3〜10dtexまたは0.4〜5dtexである。というのは、これにより、部材および製品において、高強度および高柔軟性という好ましい組み合わせが得られるからである。
【0020】
適切なHPPEおよびUHMWPEフィラメントは、一般にゲル紡糸と呼ばれる方法により製造することができる。HPPEおよびUHMWPEのゲル紡糸は当業者にはよく知られており、欧州特許出願公開第0205960A号明細書、欧州特許出願公開第0213208A1号明細書、米国特許第4413110号明細書、英国特許公開第2042414A号明細書、欧州特許第0200547B1号明細書、欧州特許第0472114B1号明細書、国際公開第01/73173A1号パンフレット、ならびに、「Advanced Fiber Spinning Technology」、T.Nakajima編、Woodhead Publ. Ltd(1994)、ISBN 1−855−73182−7、およびそこで引用されている文献を含む多くの刊行物に記載されている。ゲル紡糸法は、超高分子量ポリエチレンを紡糸溶媒に溶解した溶液から少なくとも1本のフィラメントを紡糸する工程と、得られたフィラメントを冷却してゲル状フィラメントを形成する工程と、ゲル状フィラメントから紡糸溶媒の少なくとも一部を除去する工程と、紡糸溶媒を除去する前、途中または後に、少なくとも1つの延伸工程でフィラメントを延伸する工程を少なくとも含むと理解される。適切な紡糸溶媒として、例えば、パラフィン、鉱油、ケロシンまたはデカリンが挙げられる。紡糸溶媒は、蒸発、抽出により、または蒸発および抽出経路の併用により除去することができる。HPPEおよびUHMWPEフィラメントが含有する紡糸溶媒残留量は、800ppm未満であることが好ましく、より好ましくは250ppm未満であり、より一層好ましくは100ppm未満であり、最も好ましくは20ppm未満である。HPPEフィラメントはまた、それ自体が知られている溶融紡糸法により製造してもよい。
【0021】
構造部材は、HPPEフィラメント以外に他のフィラメントを含有してもよいが、フィラメントの全重量の40質量%以下であることが好ましく、30、20または10質量%以下であることがより好ましい。部材の最適な強度の観点からは、コアは高性能フィラメントのみを含むことが好ましく、HPPEフィラメントのみを含むことがより好ましい。
【0022】
構造部材として望ましい他の特性は、修復製品に抗微生物性を付与するために、例えば抗微生物剤などの生物学的活性剤の制御放出を提供する能力であろう。極めて好ましい実施形態では、製品は薬剤の一時的な容器として機能し、薬剤はヒトの体内へ製品が埋め込まれた後に放出される。
【0023】
材料を改質してそれに生物活性を付与しようとすると、例えば、高強度などの材料の他の望ましい特性が影響され得るという問題がしばしば起こる。これは容認できないことである。また、生物活性物質の放出も不十分であることが多い。
【0024】
本発明においては、修復製品は、構造部材の表面および/または単数または複数のフィラメントの表面に設けられた、ゾル/ゲル法で製造された無機酸化物を含む生体吸収性コーティングを備える。
【0025】
ゾルは、適当な溶媒に溶解した対象材料のコロイド懸濁物を含有する液体溶液である。溶解した前駆体分子間の縮合反応により、ゾル中に生成する分枝鎖などの巨大分子構造が形成される。これらの構造体のサイズ、成長速度およびモルフォロジーは、溶媒中の反応の動力学に依存し、それらは今度は、溶液濃度、含まれる水の量、溶媒の温度およびpH、溶媒の撹拌、ならびにその他のパラメータなどのパラメータにより決まる。時間、加熱および/またはpHが十分であれば、縮合反応は成長中の粒子または分子鎖の凝集を引き起こし、ついにはゲルを生成する。ゲルは、連続した巨視的規模の固相を形成している、極めて多数の架橋前駆体分子として捉えることができ、それは残留溶液からなる連続した液相を包含している。ゾル−ゲル法の最終工程では、包含された溶媒が、一般には乾燥により除去され、前駆体分子が架橋して(エイジングと呼ばれる工程)、目的の多孔質固体が得られる。
【0026】
本発明の無機酸化物のゾル−ゲル合成法は、HPPE構造部材の機械特性を大きくは害することのない温和な加工条件(低温、低圧、温和なpH)であるという利点を有する。また、特に多孔性および生体吸収特性に関し、得られる構造に対する高度の制御性も他の利点である。
【0027】
無機酸化物コーティングの空隙率は、多くの様々な方法で制御することができる。最も単純なゾル−ゲル法では、ゾルに特別なポロゲンを加えず、最終の固体コーティングの空隙率を、ゲル化前の前駆体の分枝の量および種類、または凝集により決定する。多孔性ゾル−ゲル組成物の平均細孔径、体積および表面積は、ゾル−ゲル処理前の前駆体分子のサイズおよび種類とともに増加する。
【0028】
無機酸化物コーティングの空隙率は、ゾル−ゲルプロセス中に追加の物質を溶媒に加えることによっても操作することができる。犠牲ポロゲン(特に、加熱または他の方法で容易に除去することができるもの)のゾル中への取り込みは、ゾル−ゲル法を使用して多孔質固体を得るには、効率的な方法と一般に考えられている。ゾル−ゲル法により作られる無機材料中に細孔を形成するためには、溶液中で自己集合することができる両親媒性分子を使用するような犠牲テンプレートもまた使用することができる。
【0029】
ゾル−ゲル法で形成されるコーティングは多孔質であり得る。しかしながら、好ましい実施形態の製品は、比較的空隙率の低いゾル/ゲル法によるコーティング、好ましくは、ゾル/ゲル法によるコーティングの全体積に対して、30体積%未満、より好ましくは15体積%未満、最も好ましくは10体積%未満の細孔を有するコーティングを含む。
【0030】
無機酸化物は、酸化ケイ素、酸化アルミニウム、酸化チタンおよび酸化ジルコニウムからなる群より選択することが好ましい。無機酸化物が酸化ケイ素である製品が最も好ましい。このタイプの無機酸化物は、HHPEフィラメントからなる構造部材に良好に接着し、また、高強度および高柔軟性という望ましい特性に対して実質的な影響を及ぼすことがない。コーティング組成物は、また、メソ多孔性無機酸化物とすることができる。メソ多孔性無機酸化物は、細孔を形成する犠牲テンプレート成分を使用して得ることができる。メソ多孔性無機酸化物は、実質的に連続した相互連結チャンネルを含むことができる。
【0031】
本発明のある実施形態では、無機酸化物をその酸化物の特性を変性させる物質と混合させることができる。適切な化合物は、疎水性物質、荷電調節剤、生体適合性物質、機械特性改善剤、生物活性物質の親和性調節剤、貯蔵容量、およびこれらの組み合わせからなる群より選択される。1つの実施形態では、変性剤は有機修飾シランである。
【0032】
本発明においては、コーティング材を構造部材の表面に塗布する前、途中、または後に、1種以上の生物学的活性剤をコーティング材に組み込む。生物学的活性剤は、生物学的に活性な任意の有機、無機、または生物薬剤とすることができる。適切な生物学的活性剤としては、タンパク質、ポリペプチド、ポリサッカリド(例えば、ヘパリン)、オリゴサッカリド、モノ−またはジサッカリド、有機化合物、有機金属化合物または無機化合物が挙げられる。また、生きた細胞または死んだ細胞、細菌、ウイルスまたはそれらの一部とすることもできる。ホルモン、成長因子、成長因子産生ウイルス、成長因子阻害剤、成長因子受容体、または完全もしくは部分的な機能遺伝子などの生物学的に活性な分子とすることができる。生物学的活性剤には、例えば避妊、およびホルモン補充療法などのホルモン治療などの長期療法、ならびに、骨粗鬆症、ガン、てんかん、パーキンソン病および痛みなどの病気の治療に特に有用なものが含まれる。適切な生物学的活性剤には、また、抗炎症薬、抗感染症薬、(例えば、抗生物質および抗ウイルス薬)、抗微生物剤、鎮痛剤および併用鎮痛剤、抗喘息薬、抗痙攣薬、抗鬱剤、抗糖尿病薬、ならびに他の病気に使用される薬剤が含まれる。
【0033】
本発明の好ましい実施形態においては、製品は、生物学的活性化合物が抗微生物剤を含むことを特徴とする。例えば組織結紮では、抗微生物剤を組み込むことは感染の防止に役立ち、したがって治癒を促進するであろう。他の好ましい実施形態においては、製品、特にそのコーティングは、1種以上の生物学的活性剤を担持する。
【0034】
無機酸化物コーティングは、それに含まれている1種または複数種の生物学的活性剤が生体内条件下で制御された速度で放出されるよう調節することができる。
【0035】
本発明の製品の特に好ましい実施形態は、コーティングが、構造部材の表面に直接接触する担持層を含むことを特徴とする。そのような担持層は、適切な反応性部分、好ましくはアクリル部分の単数または複数のHPPEフィラメントへのグラフト化、化学的酸化、大気圧プラズマ蒸着および真空プラズマ蒸着などのプラズマ蒸着、ならびに他の適切な方法を含む前処理を、単数または複数の構造部材のフィラメントに対し行うことにより、その上に形成することができる。構造部材に担持層を形成する好ましい方法は、真空プラズマ蒸着を含むことがわかっている。この方法によれば、特に、構造部材内に、すなわち、その大部分のフィラメント上に、反応性部分を、フィラメントの引張強さを実質的に低下させることなく、導入することができる。
【0036】
担持層が炭素原子を含む多孔質層を含む製品が特に好ましい。そのような層は、プラズマ蒸着、より好ましくは真空プラズマ蒸着により容易に形成される。担持層を多孔質に形成することが好ましい。好ましい方法では、それ自体知られている技術であるガスエッチングにより多孔質が形成される。表面を機能化するには、NH3−および/またはCO2−ガスエッチングが特に好ましく、その理由は、これにより、担持層の基材および/または生分解性コーティングに対する接着性が高まるからである。M.H.Hossainら(Plasma Process.Polym.2007、4、471−481、参照することにより本明細書中に組み込まれる)は、そのような多孔質の層をポリエステル布上に形成し蒸着させるため、プラズマ重合とプラズマエッチングの同時処理をベースとした技術を記載している。
【0037】
製品の特に有利な実施形態は、無機酸化物が担持層の(細孔)中に実質的に取り込まれていることを特徴としている。特に真空プラズマ蒸着が、担持層の細孔中へ無機酸化物を取り込むのに有利であることがわかった。
【0038】
本発明の無機酸化物のゾル−ゲル法による合成と真空プラズマ蒸着とを併用した多孔質炭素層の形成には、HPPE構造部材の機械的特性を大きく損なうことがないであろう温和な加工条件という利点がある。また、特に多孔性および生体吸収特性に関し、得られる構造に対する高度な制御性が他の利点として挙げられる。担持コーティングおよび/または生分解性コーティングのない構造部材に対する、本発明の好ましい外科用修復製品の構造部材の引張強さの損失は、25%未満であり、より好ましくは10%未満であり、最も好ましくは5%未満である。
【0039】
さらに、エチレンガスの(真空)プラズマ重合とガスエッチングを併用して、単一のプロセス工程で多孔質を形成すると、コーティング層の全体の厚さを比較的薄くできることがわかった。構造部材および/またはHPPEフィラメントの寸法に対するコーティングの相対的厚さは広い範囲で変わり得るが、コーティング層の厚さは比較的薄いことが好ましい。構造部材および/またはHPPEフィラメントに対してコーティング層が厚すぎると、部材および/またはフィラメントの柔軟性が低下するが、これは一般に部材および/またはフィラメントの使用とそのサイズまたは寸法に依るであろう。
【0040】
比較的細い縫合糸は、実質的に円形であるとすれば、通常、20〜200マイクロメータの直径を有し、比較的太い外科用縫合糸または整形外科用ケーブルは、1もしく3mm、またはそれよりさらに太い直径を有し得る。本発明の修復製品の好ましい実施形態においては、コーティングの質量は、コーティングされたフィラメントの全質量の50%未満、より好ましくは30%未満、より一層好ましくは10%未満、最も好ましくは、例えばコーティングされたフィラメントの全質量の1%未満など、コーティングされたフィラメントの全質量の5%未満である。好ましい実施形態においては、コーティングの質量は、コーティングされたフィラメントの約0.1%超、好ましくは、コーティングされたフィラメントの全質量の約1%超である。特に、大きい生物学的活性剤が要求される場合、または、生物学的活性成分の大量充填が要求される場合は、より大きい値とすることも可能である。コーティングの質量は、最終(乾燥)状態、すなわち、ゾル/ゲル法の溶媒を実質的に除去した後のコーティングの質量と定義され、生分解性コーティングおよび担持コーティング(該当する場合)の質量を含む。最も好ましい実施形態においては、比較的少量のコーティングにより、フィラメントの柔軟性が維持され、また、コーティングの完全性も向上する。例えば、修復製品の取り扱い時のコーティングの破壊により、生物学的活性剤が早期に放出されることは望ましくないため、このことは重要である。多くの用途で、本発明の製品は、100nm以下の厚さを有するコーティングを含むことが好ましく、より好ましくは80nm以下であり、より一層好ましくは60nm以下である。機械的特性低下のリスクを低く抑えつつ、コーティングされた製品の高い柔軟性を維持するためには、少なくとも1nm、好ましくは、例えば少なくとも20nmなど、少なくとも5nmのコーティング厚さとすることが好ましい。修復製品の特に好ましい実施形態では、コーティングは1〜50nmの厚さを有し、かつ/またはフィラメントは1本当たり約0.3〜約10dtexの線密度を有する。この実施形態によれば、製品の柔軟性および取り扱い性と、コーティングの完全性の最適化を図ることができる。全コーティングの厚さは、生分解性コーティングおよび担持コーティング(該当する場合)の厚さと定義される。後者の実施形態では、生分解性コーティングの一部が担持層の細孔内に取り込まれ得る。
【0041】
外科用修復製品が、例えば、約50〜250μmの直径を有する太いモノフィラメントまたはモノフィラメント様ヤーンを含むときは、非常に厚いコーティングが例えば有利であり得る。この場合、例えば100nm〜10μmの厚さを有する厚いコーティングが有利であり得る。そのような厚いコーティングは、生物学的活性化合物を非常に大量に充填し得るとともに、例えば成長因子、抗菌剤などの非常に大きい分子をコーティング中に容易に組み込み得るという利点を有する。
【0042】
本発明の製品のコーティングは構造部材全体を覆い得る。すなわち、構造部材の周りにシースを形成し得る。コーティングはまた、フィラメントの全表面を実質的に覆い、それにより、コーティングの空気表面を増大させ、したがってまた生物学的活性剤と生理学的環境との相互作用面積を増加させ得る。上記の好ましい実施形態の少量を使用するときであっても、フィラメントの全表面を実質的に覆うことが可能であると考えられる。
【0043】
構造部材のフィラメント間の空間は、埋められていないか、または僅かに埋められている、すなわち殆どのフィラメントは、動くか、または互いに移動することができ、あるいは互いに分離されていることが好ましい。これは、例えば、構造部材を長さ方向に切り開いて調べることができる。その利点は、構造部材の柔軟性が好ましい状態に保持される点にあり、これは、マルチフィラメントなどの直径が比較的大きい(または縫合糸サイズの)部材についても同様である。本発明の外科用修復製品は、高い引張強さ(tensile strength)または引張強さ(tenacity)を示し、好ましくは少なくとも10cN/dtex、より好ましくは少なくとも15、20、25、28cN/dtex、さらには、30または40cN/dtex超の引張強さを有する。
【0044】
本発明のさらに別の実施形態では、外科用修復製品はテープまたはフィルムであり、テープまたはフィルムにはHPPEが含まれる。テープまたはフィルムは、溶融物または溶液が、1個の極めて大きく、かつ例えば矩形であり得る紡糸孔を通して押し出されたものであるから、それが、マルチフィラメントHPPEヤーンに通常使用されるモノフィラメントよりはるかに大きなサイズと形を有し得るものであったとしても、本明細書ではそれをHPPEのモノフィラメントであると考える。そのようなテープまたはフィルムは、例えば、ポリエチレン、好ましくは超高分子量ポリエチレンを押出機に供給し、HPPEの融点を超える温度でテープまたはフィルムを押出し、押出したポリマーテープまたはフィルムを一軸または二軸延伸を行うことにより製造し得る。必要ならば、UHMWPEを使用する場合に好ましく行われているように、ポリエチレンを押出機に供給する前に、ポリエチレンを、例えばデカリンまたはパラフィンなどの適切な液体有機化合物と混合して、例えば、溶液、懸濁液またはゲルを生成させてもよい。本発明のこの実施形態に係る、下位の一実施形態においては、外科用修復製品は多孔質膜、好ましくは多孔質HPPE膜であり、この膜は、例えば、欧州特許第500173号明細書または欧州特許第504954号明細書(いずれも参照により本明細書中に組み込まれる)にしたがって調製し、その後、他で説明したようにゾル/ゲルを含むコーティングを被覆することができる。
【0045】
テープまたはフィラメントを製造する他の方法は、粉末HPPEを高温でカレンダー処理して合着テープまたはフィルムを形成し、その後、そのテープまたはフィラメントを一軸または二軸延伸する工程を含む固体プロセスによるものである。
【0046】
他の実施形態では、製品は、例えば骨部分を一括保持するための使用に非常に適した整形外科用ケーブルである。
【0047】
本発明は、さらに具体的には、a.o.高い引張強さ、制御放出特性および生体適合性という有利な組み合わせを有する外科用修復製品を製造するための、各種実施形態で先に定義し、かつ記載した構造部材の使用に関する。
【0048】
本発明の外科用修復製品は、メッシュ、布、外科用縫合糸および/または医療用ケーブルを含むことが好ましい。医療用ケーブルとしては、整形外科用ケーブル、胸骨閉鎖ケーブルなどが挙げられるが、これらに限定されるものでない。本発明はまた、外科で使用するための、そのような医療用ケーブルおよび固定部材を含むパーツキットに関する。他の好ましい実施形態においては、本発明は、外科で使用するための、そのような外科用縫合糸および外科用針を含むパーツキットに関する。さらに他の好ましい実施形態においては、本発明は、外科で使用するための、そのような縫合糸および固定具を含むパーツキットに関する。
【0049】
本発明の製品は、外科治療法において特に有用である。
【0050】
本発明は、さらに、本発明の外科用修復製品の製造方法であって、無機酸化物前駆体分子を適切な溶媒に溶解させた溶液を調製する工程、この溶液を加水分解する工程、このようにして得られた加水分解溶液を、担持コーティングを既に含んでいても含んでいなくてもよく、HPPEモノフィラメントまたはマルチフィラメントを含む前駆体構造部材にコーティングする工程、ならびに、コーティングしたフィラメントを適切な温度で熱処理して、構造部材の表面および/またはフィラメントの表面に無機酸化物のゾル/ゲル法コーティングを形成する工程を含む方法に関する。
【0051】
本発明の方法に用いる前駆体部材の構造は特に重要ではない。HPPEフィラメントの適切な構成としては、マルチフィラメントを撚ったヤーン、または編組した、織った、もしくは編んだ構成、またはハイブリッド構成が挙げられる。好ましくは、初期密着性がより良好で、かつ取り扱いがより容易であることから、編組前駆体の使用が好ましい。適切な編組前駆体としては、円形状ないしチューブ状の編組が挙げられるが、らせん状編組または平編組構成を適用することもできる。一般に、比較的細い修復製品を製造するには、簡単な前駆体構成が好ましく、一方、太い製品には、カーンマントル(撚フィラメントコア−編組シース)、またはブレイド・オン・ブレイド(二重編組とも呼ばれている)コードのような、より複雑な構成を適用することができる。
【0052】
本方法では、ゾル−ゲル法による無機酸化物コーティングは、水、アルコキシドまたは無機シリケート前駆体分子、および溶媒として、例えばエタノールなどの低級アルコールを含む溶液から調製することが好ましい。触媒として酸または塩基を使用し、コーティング工程後に前記ゾルを乾燥させる。
【0053】
ゾル−ゲル法による無機酸化物コーティングの調製には、通常、アルコキシド、好ましくはテトラエトキシシラン(TEOS)を使用する。ゾル−ゲル法によるSiO2の調製に無機シリケートを使用する場合には、ケイ酸ナトリウムまたはケイ酸カリウムが好ましい。低級アルコールとしては、エタノールが好ましい。ゾル−ゲル法コーティングの特性に影響を与えるために、ゾルの組成を変更することができる。変更は、好ましくは、他の前駆体、好ましくは、柔軟性を改善するためのペンダント基を有するシランの添加、水含有量の変更、アルコキシドまたは無機シリケート含有量の変更、アルコール量の変更、酸または塩基によるpHの調節(この目的には、好ましくは、触媒として使用される酸または塩基を使用する)、前駆体の種類の変更、任意選択により溶液に加えられる生物活性薬剤の量の調節、アルコキシドまたは無機シリケートに対する水のモル比、および/またはアルコキシドまたは無機シリケートに対するアルコールのモル比の調節、およびこれらの任意の組み合わせを対象とする。
【0054】
本発明の好ましい方法においては、前駆体分子の溶液は、20質量%未満の前駆体分子含む。この場合、その後得られるコーティングの厚さは比較的薄く、約50〜100ナノメートルであり、有利である。実際、そのような実施形態では、コーティングは容易に壊れたり、または砕けて構造部材から容易に壊れたり構造部材から剥がれたりすることはなく、また修復製品の柔軟性があまり損なわれない。
【0055】
溶液の初期pHは広い範囲で選択することができるが、初期pHが0.5〜12.0、好ましくは3.5〜5.0、最も好ましくは約4.0であることが有利である。最良の結果を得るには、アルコキシドまたは無機シリケートに対する水のモル比を0.5〜10、好ましくは1.5〜7.5の範囲で選択する。アルコキシドまたは無機シリケートに対するアルコールのモル比は、広い範囲で選択することができるが、好ましくは10超、より好ましくは100超、より一層好ましくは200超、より一層好ましくは400超であり、10〜500を選択することが最も好ましい。
【0056】
このようにして得られた加水分解溶液を、複数のHPPEフィラメントを含む前駆体構造部材にコーティングするには、例えば、ディップコーティングまたはスプレーコーティングなどの、この技術分野で知られている任意の方法で行うことができる。無機酸化物のゾル−ゲル法コーティングの最終的な厚さは、溶液での希釈により、特に溶液に溶媒(通常、エタノール)をさらに加えることによりコントロールし、かつ最適化することができる。ゾル−ゲル法コーティングの厚さは、また、スピンコーティングまたはディップコーティングの速度を変更、またはコーティングの塗布速度の変更、あるいはその両方により調節することができる。
【0057】
本発明のある実施形態では、ゾル−ゲル法コーティング組成物を複数の長さのスケールでテンプレート化するパターニング手法を使用することができる。HPPEフィラメントを含む構造部材へのゾル−ゲル組成物コーティングの付着をパターン化するために、犠牲ポロゲンを使用してもよい。これにより、可撓性を犠牲にせずに、より厚いコーティング層を形成することが可能になろう。
【0058】
好ましくはコーティング工程の後に行う溶液の乾燥は、多くの方法による熱処理によって行うことができる。室温での乾燥、真空乾燥、電磁乾燥、音波乾燥、スプレー乾燥、または凍結乾燥は全て使用し得る。この方法の好ましい実施形態では、熱処理温度は130℃未満、より好ましくは80℃未満、より一層好ましくは50℃未満、最も好ましくは室温である。これらの好ましい温度条件は、構造部材のHPPEフィラメントの分子配向が消失するのを防ぐため、それらが軟化または溶融開始しないように選択する。前駆体構造部材およびコーティングが炉の温度に暴露される滞留時間は、例えば、約30秒〜約15分の範囲である。本発明の特別な実施形態では、熱暴露の間、モノフィラメントを、好ましくは約1.0〜2.5の、より好ましくは約1.0〜1.2の延伸比で延伸することにより、張力を加えた状態に維持する。形成されるコーティングの厚さは、温度の昇降および/または滞留時間の増減により制御することができる。当業者であればルーチンの実験から、好ましい設定を見出すことができる。乾燥後、得られるコーティング済み構造部材の溶媒の含有量は800ppm未満であることが好ましく、より好ましくは500、250未満、または、さらには100ppm未満である。
【0059】
本発明において、外科用修復製品を製造する方法は、製品、好ましくはそのコーティング中に、薬剤のような生物学的活性化合物を取り込む工程を含む。部材に医薬を取り込む他の方法は、熱処理工程前に薬剤を溶媒に添加することであるが、他の方法も可能である。ゲル生成の前に、生物学的に活性な1種または複数種の薬剤をゾルに添加することもでき、これが好ましい方法である。生物学的に活性な1種または複数種の薬剤は、上で定義し例示したように、生きている組織、器官または生物内で生物学的応答を誘起する任意の薬剤とすることができる。
【0060】
本発明において、外科用修復製品は、持続性を有し、制御され、かつ徐放性の生物活性物質送達が可能である。生物活性薬剤を放出し、その下の生体適合性HPPE構造部材を露出させる、コーティングの比較的速い溶解速度の所望の組み合わせは、上記のように、この方法の好ましい実施形態により達成される。生物活性物質の送達(放出)は外科用修復製品の埋め込み直後からでも、または、埋め込み後の特定の時点から開始してもよいが、送達速度が時間に対してベル型曲線を描き、最初は遅いが、送達速度が急速に増大して最大速度に到達し、その後、速度は時間とともに急速に減少し、ついには次第に減少してゼロになることが好ましい。徐放性生物活性物質送達の分野では、大量の生物活性物質送達「バースト」(生物活性物質の大半が短時間に送達される)を避けることが望ましいと一般に考えられている。この好ましい送達プロファイルは、HPPE構造部材に本発明のコーティングを形成することにより達成される。
【0061】
さらに他の実施形態では、本発明の外科用修復部材の医療用途での使用を提供する。典型的な医療用途としては、関節形成術、整形外科用および脊椎インプラント、例えばメニスカスインプラント、外科用縫合糸、メッシュ、例えばヘルニア用メッシュ、布、織シートまたは不織シート、テープ、リボン、バンド、人工関節、外傷固定ケーブル、胸骨閉鎖ケーブル、予防用または人工装具ケーブル、長骨骨折固定ケーブル、小骨骨折固定ケーブルなどのケーブル、例えば靭帯交換用のチューブ様製品、無限ループ製品、バッグ様、バルーン様製品が挙げられるが、これらに限定されるものではない。
【0062】
[実施例]
[抗微生物活性(実施例1および2)]
[本発明の各種SiO2−トリクロサンコーティングの抗微生物活性]
【0063】
RFプラズマ重合およびDyneema Purity(登録商標)braidのガスエッチングの同時処理を、EPMA(Swiss Materials Science & Technology、Lerchenfeldstrasse 5,CH−9014,St.Gallen,Switzerland)で行った。
【0064】
[実施例1:HPPE縫合糸のコーティング]
それぞれ0.02、0.04および0.08g/Lのトリクロサンとともに、50g/Lの加水分解TEOSをエタノールに溶解させ、SiO2−トリクロサンコーティング調合物を調製した。真空プラズマ重合とガスエッチング(C:H:NまたはC:H:O処理)を併用して、HPPE編組(Dyneema Purity(登録商標)braid(16×1×110))の前処理を行った。続いて、SiO2−トリクロサンコーティング調合物中で前処理済み編組のディップコーティングを行うことにより、SiO2−トリクロサンコーティングを塗布した。その後、コーティング調合物の溶媒、すなわちエタノールを50℃(10分間)で蒸発させ、約10nmのコーティング厚さを有するSiO2−トリクロサンコーティングHPPE縫合糸を得た。
【0065】
[実施例2(a)〜(e):抗微生物活性試験]
無菌のLuria Bettani培地で、凍結貯蔵品からエシェリキア・コリ(Escherichia coli)ATCC11105を培養した。細菌懸濁液は約109CFU/mLの濃度であった。
【0066】
LB寒天板にこの細菌懸濁液100μLを播種した。実施例1で調製した縫合糸を約5cmの長さに切断し、縫合糸の直線部分を使用した。各縫合糸を殺菌したピンセットで寒天に押し付けて寒天表面との接触を最適化した。その後、寒天の脱水を防ぐために飽和塩水溶液を満たしたエクシケーター中、37℃で24時間、寒天板をインキュベートした。
【0067】
縫合糸に沿った3箇所で、縫合糸の長さ方向と直角の増殖阻止ゾーンの幅を1mmの単位に四捨五入して記録し、寒天板の写真を撮影した。
【0068】
図1において、(a)未処理HPPE編組、(b)C:H:Nで前処理したコーティングなしのHPPE編組、(c)C:H:Oで前処理したコーティングなしのHPPE編組、(d)C:H:Nで前処理し、かつSiO2−トリクロサンをコーティング(0.02g/Lトリクロサン)したHPPE編組、(e)C:H:Oで前処理し、かつSiO2−トリクロサンをコーティング(0.02g/Lトリクロサン)したHPPE編組についての阻止ゾーン試験。
【0069】
図1において、試験した大腸菌(E.coli)株の増殖は、未処理HPPE編組(実施例2(a))でも、C:H:NおよびC:H:Oで前処理したHPPE編組(実施例2(b)および(c))でも抑制されないことが観察される。これとは逆に、二酸化珪素−トリクロサンコーティングの適用(実施例2(d)および(e))は、編組の顕著な抗微生物活性が得られる。
【0070】
[実施例3(A)〜(F):拡大抗微生物活性]
実施例3では、本発明の各種抗微生物コーティングについて、時間的な阻止ゾーンの展開を調べた。
【0071】
実施例1に記載したようにして、数多くのHPPE編組(Dyneema Purity(登録商標)braid(16×1×110))をコーティングした。表1は、異なるトリクロサン含有率(0.02、0.04および0.08g/L)の加水分解TEOS調合物でコーティングした、C:H:NまたはC:H:Oで前処理したDyneema Purity(登録商標)braidについて得られた増殖阻止ゾーンの幅である。抗微生物活性試験は、新たにコーティングした編組と、播種していない寒天中で予め8日間インキュベートしたコーティング済みの編組について行った。
【0072】
[試料]
3A:C:H:N前処理SiO2−トリクロサンコーティングHPPE編組(0.02g/Lトリクロサン)
3B:C:H:O前処理SiO2−トリクロサンコーティングHPPE編組(0.02g/Lトリクロサン)
3C:C:H:N前処理SiO2−トリクロサンコーティングHPPE編組(0.04g/Lトリクロサン)
3D:C:H:O前処理SiO2−トリクロサンコーティングHPPE編組(0.04g/Lトリクロサン)
3E:C:H:N前処理SiO2−トリクロサンコーティングHPPE編組(0.08g/Lトリクロサン)
3F:C:H:O前処理SiO2−トリクロサンコーティングHPPE(0.08g/Lトリクロサン)
【0073】
【表1】
【0074】
表1から明らかなように、試験前に寒天中で8日間のインキュベーションを行った後であっても、コーティングされた全ての試料が大腸菌(E.coli)試験株に対して抗微生物活性を有している。トリコサン含有率がより大きいコーティングでは、阻止ゾーンがやや大きくなっていることがわかる。観察された差異は、予め寒天中で8日間インキュベーションしたコーティングではより顕著である。阻止ゾーンの試験後、コーティングした編組を37℃の播種した寒天に入れておくと、それらは少なくとも3.5ヶ月間は無菌状態を維持する(これより長い試験は、時間とともに寒天の品質が劣化するため不可能であった)。
【0075】
[実施例4:コーティングの分解]
40g/Lの加水分解TEOSのエタノール溶液を、400rpmでガラスプレートにスピンコーティングして、約70nm厚さのコーティングを得た。コーティング塗布後、異なる温度、すなわち50および100℃でコーティング調合物の溶媒、すなわちエタノールを蒸発させることにより、異なる密度のコーティングを調製した。
【0076】
生体内の条件に似せるために、異なるコーティングを37℃のリン酸緩衝食塩水(PBS)中でインキュベーションした。PBS緩衝液中への珪素の放出を記録することにより、コーティングの分解をモニターした。原子吸光光度法により珪素の定量を行った。対照として、コーティングなしのガラスプレートを使用した。
【0077】
図2は、コーティング塗布後50℃(◆)および100℃(□)で5分間硬化させた、ガラスプレート上の厚さ70nmの二酸化ケイ素コーティングから、37℃のリン酸緩衝食塩水中へ放出された累積珪素量を示す。
【0078】
37℃のPBS緩衝液中で、100℃で硬化させたコーティングは、50℃で硬化させたコーティングより、37℃のPBS緩衝液中ではるかに安定であることが観察される。50℃で硬化させたコーティングでは、37℃のPBS緩衝液中で36日後にその約85%が分解するのに対し、100℃で硬化させたコーティングは24%のみが分解する。高温での硬化はより緻密なネットワークを形成するため、100℃で硬化させたコーティングはより高い安定性を示すことが予期された。
【0079】
抗微生物剤(例えばトリクロサン)または成長因子などの生物学的活性剤の放出は、活性薬剤のコーティングからの拡散(主として、活性薬剤の大きさとコーティングの開放性に依存する)と、図2で観察されるようなコーティングの分解による活性薬剤の放出との組み合わせにより制御される。コーティングの硬化温度を変えることにより、広範囲の分解プロファイルを有するコーティングを得ることができることは、実施例4から明らかである。これは、本発明が、所望の放出プロファイルにしたがってコーティングを設計することにより、本発明のコーティングおよびコーティングされた外科用修復製品に、活性成分の放出を制御する手段を与えることを証明するものである。
【0080】
[実施例5:コーティングの外観および接着性]
走査型電子顕微鏡(SEM)分析を使用し、
i)HPPEヤーン(Dyneema Purity(登録商標)yarn(220dTex SGX;2dpf)上のSiO2コーティング、および
ii)前処理(C:H:O処理)したHPPEヤーン(Dyneema Purity(登録商標)yarn(220dTex SGX;2dpf)
の接着性を評価した。i)のHPPEヤーンは以下ではHHPEヤーンSiO2と称し、ii)のHPPEヤーンは以下ではHHPEヤーンCHO/SiO2と称する。
【0081】
HPPEヤーンSiO2は次のようにして調製した:
コーティングを着色するために5.6g/LのBasonyl Violetを含有する、50g/Lの加水分解TEOSのエタノール溶液中で、前処理した糸をディップコーティングすることにより、約10nm厚さのSiO2コーティングをその後塗布した。コーティング塗布後、コーティング調合物の溶媒、すなわちエタノールを50℃(10分間)で蒸発させた。
【0082】
HPPEヤーンCHO/SiO2は次のようにして調製した:
HPPEヤーン(Dyneema Purity(登録商標)yarn(220dTex SGX;2dpf)を真空プラズマ重合とガスエッチング(C:H:O処理)とを併用して前処理した。その後、コーティングを着色するために5.6g/LのBasonyl Violetを含有する、50g/Lの加水分解TEOSのエタノール溶液中で、前処理した糸をディップコーティングすることにより、約10nm厚さのSiO2コーティングを塗布した。コーティング塗布後、コーティング調合物の溶媒、すなわちエタノールを50℃(10分間)で蒸発させた。
【0083】
前述のHPPEヤーン、すなわちHPPEヤーンSiO2およびHPPEヤーンCHO/SiO2を調製し、直ちにそれらを両面粘着テープでSEMのアルミニウム製サンプルホルダーに固定し、導電性Au/Pd層をコーティングした。
【0084】
前処理したDyneema Purity(登録商標)yarnへのコーティングの接着性を調べるために、ガラスプレート(2×5cm)を使用してコーティングした糸を粘着テープに押し付けた。その後、テープからヤーンを剥がし、上下逆転させて同一のSEMサンプルホルダーのテープに貼り付けた。ヤーンを90°回転させて、コーティングしたヤーンを剥がした後にテープ上に残ったコーティングの一部を調べられるようにした。
【0085】
画像化はPhilips CPSEM XL30を使用し、10kVの加速電圧で行った。前述のHPPEヤーンの画像化は
i)両面粘着テープからヤーンを剥がす前と、
ii)両面粘着テープからヤーンを剥がした後で
行った。簡単にするために、上記工程ii)を以下では「接着性試験」と称する。
【0086】
図3は、接着性試験前のHPPEヤーンCHO/SiO2上の着色二酸化ケイ素コーティングの外観を示す。均一なコーティングが観察された。
【0087】
図4は、接着性試験後のHPPEヤーンCHO/SiO2ヤーンを示す。
【0088】
図5は、接着性試験後のHPPEヤーンCHO/SiO2ヤーン、接着性試験後の前処理およびコーティングを施したヤーンを示す図4の拡大図である。
【0089】
図6は、接着性試験後のHPPEヤーンSiO2ヤーンを示す。
【0090】
図7は、接着性試験後のHPPEヤーンSiO2ヤーンを示す図6の拡大図である。
【0091】
図4および図5から、接着性試験後にSiO2コーティングがヤーン上に残留しているのを明確に観察することができる。コーティングヤーンを剥がした後のテープ上には、分離したコーティングの一部は全く認められなかった(図示なし)。コーティングされたヤーンをテープから剥がした後は、ポリエチレンの微細繊維が見えるようになる。このことは、Dyneema Purity(登録商標)yarnへのSiO2コーティングの付着が、剥離試験方向のDyneema Purity(登録商標)yarnの引張強さより強いことを示している。HPPEはポリエチレン固有の滑りやすい性質により、通常、コーティングを施すことが非常に困難であると考えられていることから、そのような強力な結合がSiO2コーティングとHPPEの間に生じたことは極めて驚くべきことである。このことは、コーティングとHPPEとの結合の完全性が、試験時にヤーンを非常に強く曲げた後も無傷のままであったという驚くべき事実によってさらに強調される。
【0092】
図4(HPPEヤーンCHO/SiO2ヤーン)と図6(HPPEヤーンSiO2ヤーン)、特に、それぞれ図5(HPPEヤーンCHO/SiO2ヤーン)および図7(HPPEヤーンSiO2ヤーン)で示されている図4と図6の拡大図を比較すれば、SiO2の接着性が、HPPEヤーンのC:H:O前処理により驚くほど向上したことが明らかである。また、図5と図7の比較からわかるように、接着性試験後(図5)のHPPEヤーンCHO/SiO2ヤーンの場合、HPPEの微細繊維が観察され、同時にSiO2コーティングが剥離していないことから、SiO2コーティングのHPPEヤーンに対する接着性の向上は極めて顕著であった。これは、接着性試験の結果、コーティング(SiO2)の破壊よりむしろ基材が破壊(HPPE)されたことを明確に示している。これとは対照的に、HPPEヤーンがC:H:O処理されなかった場合は、基材(HPPE)が破壊される前にSiO2コーティングが破壊される(接着性試験の結果、SiO2コーティング片の剥離が観察される図7を参照のこと)。
【特許請求の範囲】
【請求項1】
単数または複数の高性能ポリエチレン(HPPE)フィラメントからなる構造部材と、前記構造部材の表面に設けられた生分解性コーティングとを含み、前記コーティングが、ゾル・ゲル法で生成された無機酸化物と、その中に取り込まれた生物学的活性化合物とを含む外科用修復製品
【請求項2】
前記高性能ポリエチレンが、超高モル質量ポリエチレン(UHMWPE)を含む請求項1に記載の製品。
【請求項3】
前記無機酸化物が、酸化ケイ素、酸化アルミニウム、酸化チタンおよび酸化ジルコニウムからなる群より選択され、好ましくは酸化珪素である請求項1または2に記載の製品。
【請求項4】
前記生物学的活性化合物が、抗微生物剤もしくは成長因子、またはこれらの組み合わせを含む請求項1〜3のいずれか一項に記載の製品。
【請求項5】
前記コーティングが、前記構造部材の表面と直接接触している担持層を含む請求項1〜4のいずれか一項に記載の製品。
【請求項6】
前記担持層が、炭素原子を含む多孔質層を含む請求項5に記載の製品。
【請求項7】
前記担持層が、プラズマ蒸着、好ましくは真空プラズマ蒸着により前記構造部材の表面に設けられている請求項6に記載の製品。
【請求項8】
前記無機酸化物が、実質的に前記担持層に組み込まれている請求項5〜7のいずれか一項に記載の製品。
【請求項9】
担持コーティングおよび/または生分解性コーティングを有していない構造部材に対する引張強さ損失が10%未満である請求項1〜8のいずれか一項に記載の製品。
【請求項10】
前記コーティングの質量が、単数または複数のコーティングされたフィラメントの全質量の50%未満、より好ましくは30%未満、より一層好ましくは10%未満、より一層好ましくは5%未満、最も好ましくは1%未満である請求項1〜9のいずれか一項に記載の製品。
【請求項11】
前記コーティングの全体の厚さが1nm〜10μmであり、好ましくは前記コーティングの全体の厚さが5nm〜100nmであり、より好ましくは10〜80nmであり、最も好ましくは20〜60nmである請求項1〜10のいずれか一項に記載の製品。
【請求項12】
前記コーティングが、実質的に前記単数または複数のフィラメントの全表面を覆っている請求項1〜11のいずれか一項に記載の製品。
【請求項13】
前記製品が、メッシュ、布、外科用縫合糸および/または医療用ケーブルである請求項1〜12のいずれか一項に記載の製品。
【請求項14】
請求項13に記載の医療用ケーブルおよび外科用固定部材を含むパーツキット。
【請求項15】
請求項1〜13のいずれか一項に記載の外科用修復製品の製造方法であって、無機酸化物前駆体分子を適切な溶媒に溶解させた溶液を調製する工程、前記溶液を加水分解する工程、このようにして得られた前記加水分解溶液を、単数または複数のHPPEフィラメントを含む前駆体構造部材にコーティングする工程、ならびに、前記単数または複数のコーティングしたフィラメントを適切な温度で熱処理して、前記構造部材の表面および/または前記単数または複数のフィラメントの表面に前記無機酸化物のゾル/ゲル法コーティングを形成する工程を含む方法。
【請求項16】
前記熱処理温度が130℃未満、より好ましくは50℃未満、最も好ましくはほぼ室温である請求項15に記載の方法。
【請求項17】
前記前駆体分子の前記溶液が、20質量%未満の前駆体分子を含む請求項15または16に記載の方法。
【請求項18】
前記単数または複数のフィラメントが、2.0GPa超の引張強さを有する単数または複数のUHMWPEフィラメントを含む請求項15〜17のいずれか一項に記載の方法。
【請求項19】
前記単数または複数のフィラメントが、フィラメント1本当たり約0.3〜約10dtexの線密度を有する請求項15〜18のいずれか一項に記載の方法。
【請求項1】
単数または複数の高性能ポリエチレン(HPPE)フィラメントからなる構造部材と、前記構造部材の表面に設けられた生分解性コーティングとを含み、前記コーティングが、ゾル・ゲル法で生成された無機酸化物と、その中に取り込まれた生物学的活性化合物とを含む外科用修復製品
【請求項2】
前記高性能ポリエチレンが、超高モル質量ポリエチレン(UHMWPE)を含む請求項1に記載の製品。
【請求項3】
前記無機酸化物が、酸化ケイ素、酸化アルミニウム、酸化チタンおよび酸化ジルコニウムからなる群より選択され、好ましくは酸化珪素である請求項1または2に記載の製品。
【請求項4】
前記生物学的活性化合物が、抗微生物剤もしくは成長因子、またはこれらの組み合わせを含む請求項1〜3のいずれか一項に記載の製品。
【請求項5】
前記コーティングが、前記構造部材の表面と直接接触している担持層を含む請求項1〜4のいずれか一項に記載の製品。
【請求項6】
前記担持層が、炭素原子を含む多孔質層を含む請求項5に記載の製品。
【請求項7】
前記担持層が、プラズマ蒸着、好ましくは真空プラズマ蒸着により前記構造部材の表面に設けられている請求項6に記載の製品。
【請求項8】
前記無機酸化物が、実質的に前記担持層に組み込まれている請求項5〜7のいずれか一項に記載の製品。
【請求項9】
担持コーティングおよび/または生分解性コーティングを有していない構造部材に対する引張強さ損失が10%未満である請求項1〜8のいずれか一項に記載の製品。
【請求項10】
前記コーティングの質量が、単数または複数のコーティングされたフィラメントの全質量の50%未満、より好ましくは30%未満、より一層好ましくは10%未満、より一層好ましくは5%未満、最も好ましくは1%未満である請求項1〜9のいずれか一項に記載の製品。
【請求項11】
前記コーティングの全体の厚さが1nm〜10μmであり、好ましくは前記コーティングの全体の厚さが5nm〜100nmであり、より好ましくは10〜80nmであり、最も好ましくは20〜60nmである請求項1〜10のいずれか一項に記載の製品。
【請求項12】
前記コーティングが、実質的に前記単数または複数のフィラメントの全表面を覆っている請求項1〜11のいずれか一項に記載の製品。
【請求項13】
前記製品が、メッシュ、布、外科用縫合糸および/または医療用ケーブルである請求項1〜12のいずれか一項に記載の製品。
【請求項14】
請求項13に記載の医療用ケーブルおよび外科用固定部材を含むパーツキット。
【請求項15】
請求項1〜13のいずれか一項に記載の外科用修復製品の製造方法であって、無機酸化物前駆体分子を適切な溶媒に溶解させた溶液を調製する工程、前記溶液を加水分解する工程、このようにして得られた前記加水分解溶液を、単数または複数のHPPEフィラメントを含む前駆体構造部材にコーティングする工程、ならびに、前記単数または複数のコーティングしたフィラメントを適切な温度で熱処理して、前記構造部材の表面および/または前記単数または複数のフィラメントの表面に前記無機酸化物のゾル/ゲル法コーティングを形成する工程を含む方法。
【請求項16】
前記熱処理温度が130℃未満、より好ましくは50℃未満、最も好ましくはほぼ室温である請求項15に記載の方法。
【請求項17】
前記前駆体分子の前記溶液が、20質量%未満の前駆体分子を含む請求項15または16に記載の方法。
【請求項18】
前記単数または複数のフィラメントが、2.0GPa超の引張強さを有する単数または複数のUHMWPEフィラメントを含む請求項15〜17のいずれか一項に記載の方法。
【請求項19】
前記単数または複数のフィラメントが、フィラメント1本当たり約0.3〜約10dtexの線密度を有する請求項15〜18のいずれか一項に記載の方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公表番号】特表2013−500804(P2013−500804A)
【公表日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願番号】特願2012−523334(P2012−523334)
【出願日】平成22年8月5日(2010.8.5)
【国際出願番号】PCT/EP2010/061398
【国際公開番号】WO2011/015619
【国際公開日】平成23年2月10日(2011.2.10)
【出願人】(503220392)ディーエスエム アイピー アセッツ ビー.ブイ. (873)
【Fターム(参考)】
【公表日】平成25年1月10日(2013.1.10)
【国際特許分類】
【出願日】平成22年8月5日(2010.8.5)
【国際出願番号】PCT/EP2010/061398
【国際公開番号】WO2011/015619
【国際公開日】平成23年2月10日(2011.2.10)
【出願人】(503220392)ディーエスエム アイピー アセッツ ビー.ブイ. (873)
【Fターム(参考)】
[ Back to top ]