
ICタグの製造方法及びICタグ製造装置
【課題】基材としてプラスチックフィルムや紙の使用が可能で、アンテナ形状の変更が極めて容易であり、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、高速で生産性よく製造する方法を提供する。
【解決手段】被記録媒体上に、金属又は金属化合物微粒子を含有するインクを用いてアンテナパターンを描画する第一工程と、該アンテナパターンを焼成処理し、金属又は金属化合物微粒子を焼結させて導電性アンテナパターン7を形成する第二工程と、シート2の片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナ5を有し、かつシート2の他方の面に粘着剤層を有する小型ICタグ1を、第二工程で形成された導電性アンテナパターン7近傍に貼付する第三工程を有する、ICタグの製造方法。
【解決手段】被記録媒体上に、金属又は金属化合物微粒子を含有するインクを用いてアンテナパターンを描画する第一工程と、該アンテナパターンを焼成処理し、金属又は金属化合物微粒子を焼結させて導電性アンテナパターン7を形成する第二工程と、シート2の片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナ5を有し、かつシート2の他方の面に粘着剤層を有する小型ICタグ1を、第二工程で形成された導電性アンテナパターン7近傍に貼付する第三工程を有する、ICタグの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ICタグの製造方法及びICタグ製造装置に関する。さらに詳しくは、本発明は、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、基材としてプラスチックフィルムや紙を使用し、高速で生産性よく製造する方法、及び、この製造方法において用いるICタグ製造装置に関するものである。
【背景技術】
【0002】
従来、プラスチック等の基材の上にICチップとアンテナパターンとを備え、データの送受信を非接触で行うことができるRFID(Radio Frequency Identification)データキャリアが、非接触式ICタグ、非接触式ICカードなどに利用されている。特に、電波をやりとりして無線通信を行うUHF(Ultra High Frequency)帯(860〜960MHz)のRFIDは、通信距離が長いことから注目されている。
このようなアンテナパターンをシート基材上に形成するために、例えば、基材上にアルミニウム箔や銅箔などの金属箔を貼り合わせ、フォトリソグラフィー及びエッチングなどの方法によりアンテナパターンを形成することが知られている(例えば、特許文献1参照)。
【0003】
アンテナの通信距離を十分にするためには、少なくともアンテナの表面抵抗が0.5Ω/□以下であることが必要であり、特許文献1に開示されるような手法で作製されたアンテナパターンは、このような物性を満足するものである。
しかしながら、特許文献1に開示されるような手法では、紙基材に対し、アンテナパターンを形成するのが非常に困難であり、また、フィルム基材などに対してアンテナパターンを形成する場合も、非常に多くの工程が必要となる。
【0004】
一方、通常の導電性ペーストを使用してアンテナパターンを形成する方法もあり、例えば、導電性粉末と電子線硬化型成分とを含む電子線硬化型導電ペーストと、電子線硬化型成分を含む電子線硬化型絶縁ペーストの内の少なくとも一方のペーストとを用いて基材上にアンテナ回路を形成することを特徴とする、電子線を用いた非接触型ICメディアのアンテナ回路の形成方法が提案されている(特許文献2参照)。しかしながら、この方法では、粒径の大きい導電性粉末を使用するため、アンテナパターンの表面の凹凸が大きくなり、特に、電波により情報を通信するUHFタグでは、通信距離が短くなるという不具合が生じる。また、ICチップや、ICチップを担持した回路部品をアンテナへ実装する際に、界面に凹凸があることで接触抵抗が大きくなり、接合が不十分となって、信頼性が低下するという問題が生じる場合がある。さらに、アンテナパターンとICチップ又はICチップを担持した回路部品とを公知の熱硬化性接着剤を用いて十分に接合させるために時間がかかるという、生産性の問題がある。
【0005】
また、UHF帯のRFIDでは、アンテナが形成されている基材の材質や、ICタグを用いる製品の形態によってICタグとリーダ/ライタ間の電波の伝送効率が変化することから、通信感度、通信距離を最適化するために、アンテナ形状を適宜変更する必要がある。しかしながら、従来のエッチング法やスクリーン印刷法では、アンテナ形状の変更が煩雑で、かつ難しいという問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−150924号公報
【特許文献2】特開2002−197435号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような状況下になされたもので、基材としてプラスチックフィルムや紙の使用が可能で、アンテナ形状の変更が極めて容易であり、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、高速で生産性よく製造する方法、及び、この製造方法において用いるICタグ製造装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、下記の知見を得た。
被記録媒体上に、アンテナパターンを描画する第一工程において、金属微粒子又は金属化合物微粒子を含有するインクを用い、インクジェット記録方式でアンテナパターンを描画することにより小ロットや多品種に対応でき、従来行われているフレキソ印刷やスクリーン印刷よりも有利であること、そして描画されるアンテナパターンが薄膜であり、後述するICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有する小型ICタグ(以下、単に「小型ICタグ」と称することがある。)を貼付する場合、段差が生じにくいために接合が十分となり、通信距離が短くなる不具合が生じにくくなること、また、第二工程において、前記第一工程で描画されたアンテナパターンを、好ましくは光エネルギー処理や熱エネルギー処理により焼成して、金属微粒子又は金属化合物微粒子を焼結させることにより、薄膜でも表面抵抗の低い導電性アンテナパターンが得られること、さらに第三工程において、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、該シートの他方の面に粘着剤層を有する小型ICタグを貼付することによって、ICタグを、基材としてプラスチックフィルムや紙を使用し、生産性よく製造し得ることを見出した。
さらに、特定の第一ユニットと、第二ユニットと、第三ユニットとを有するICタグ製造装置を、前記ICタグの製造方法において用いることができることを見出した。
本発明は、かかる知見に基づいて完成したものである。
【0009】
すなわち、本発明は、
(1)被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する第一工程と、該アンテナパターンを焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターンを形成する第二工程と、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前記被記録媒体上に形成された前記導電性アンテナパターン近傍に貼付する第三工程を有する、ICタグの製造方法、及び、
(2)被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する第一ユニットと、該アンテナパターンを焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターンを形成する第二ユニットと、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前記被記録媒体上に形成された前記導電性アンテナパターン近傍に貼付する第三ユニットとを少なくとも有する、ICタグ製造装置、
を提供するものである。
【発明の効果】
【0010】
本発明によれば、基材としてプラスチックフィルムや紙の使用が可能で、アンテナ形状の変更が極めて容易であり、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、高速で生産性よく製造する方法、及び、この製造方法において用いるICタグ製造装置を提供することができる。
【図面の簡単な説明】
【0011】
【図1】本発明に用いられる小型ICタグの一例の構成を示す平面模式図である。
【図2】本発明に用いられる小型ICタグの一例の構成を示す断面模式図である。
【図3】導電性アンテナパターンとしてダイポール型の補助アンテナを形成し、その近傍に小型ICタグを貼付した一例の構成を示す平面模式図である。
【図4】ダイポール型の補助アンテナ(導電性アンテナパターン)と小型ICタグとの交信における高感度領域を示す、該補助アンテナの平面方向の模式図である。
【図5】ダイポール型の補助アンテナ(導電性アンテナパターン)と小型ICタグとの交信における高感度領域を示す、該補助アンテナの断面方向の模式図である。
【図6】連続的に製造されたICタグの一例の構成を示す平面模式図である。
【図7】本発明のICタグ製造装置の一例の構成を示す模式図である。
【図8】ICタグ製品の一例の構成を示す模式図である。
【発明を実施するための形態】
【0012】
まず、本発明のICタグの製造方法について説明する。
[ICタグの製造方法]
本発明のICタグの製造方法は、以下に示す第一工程と、第二工程と、第三工程とを有することを特徴とする。
【0013】
(第一工程)
本発明のICタグの製造方法における第一工程は、被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する工程である。
【0014】
<被記録媒体>
本発明において用いられる被記録媒体としては、従来ICタグの基材として用いられているシート状の基材の中から適宜選択して用いることができるが、プラスチックフィルム又は紙を好適に使用することができる。本発明のICタグの製造方法では、後述するように、アンテナパターンの形成に用いられるインク中の金属微粒子又は金属化合物微粒子を低温かつ短時間で焼結させることができるため、該焼成処理において被記録媒体に損傷を与えることが少ないためである。また、プラスチックフィルム又は紙の被記録媒体は、インクジェット記録方式によるアンテナパターンの描画にも適している。
【0015】
前記プラスチックフィルムを構成する素材としては、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリカーボネート、ポリイミド、ポリアミドイミド、ポリエーテルスルホン、ポリエーテルイミド、シクロオレフィン、アクリル樹脂、エポキシ樹脂、セルロース樹脂、ガラス−エポキシ樹脂、ポリフェニレンエーテル、ポリ乳酸などを使用することができる。これらのうち、耐熱性、機械強度、電気絶縁性、耐薬品性などの点では、ポリイミド樹脂が好ましく、柔軟性、コスト、平滑性の点ではポリエチレンテレフタレート、及びポリエチレンナフタレートが好ましい。
前記紙の被記録媒体としては、例えば、上質紙、中質紙、上質紙又は中質紙に白色塗料がコートされたコート紙、アート紙、軽量コート紙など、ならびに該コート紙、アート紙、軽量コート紙などが加工されたマットコート紙、ミラーコート紙、キャストコート紙などが挙げられる。
【0016】
前記被記録媒体の厚さについては特に制限はないが、通常10μm〜1mmの範囲である。10μm以上であると、次の第二工程における焼成処理において導電性アンテナパターンを形成する際に被記録媒体の変形が抑制され、形成される導電性アンテナパターンの形状安定性の点で好適である。また、1mm以下であると、巻き取り加工を連続して行う場合に、柔軟性の点で好適である。
なお、被記録媒体としてプラスチックフィルムを用いる場合、その表面に設けられる層との密着性を向上させる目的で、必要に応じて片面又は両面に、酸化法や凹凸化法などにより表面処理を施すことができる。上記酸化法としては、例えばコロナ放電処理、プラズマ処理、クロム酸処理(湿式)、火炎処理、熱風処理、オゾン・紫外線照射処理などが挙げられ、また、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理法は被記録媒体の種類に応じて適宜選択されるが、効果及び操作性などの面から、一般にはコロナ放電処理法が好ましく用いられる。また、片面又は両面にプライマー処理を施したものも用いることができる。
【0017】
≪インク受容層≫
当該被記録媒体は、アンテナパターンの描画を容易にするために、その上にインク受容層が形成されていてもよい。このインク受容層としては、例えばシリカ、アルミナ、カオリン、炭酸カルシウム、酸化チタン、雲母、タルクなどの中から選ばれる少なくとも1種の微粒子を含有する表面コーティング層、アクリル樹脂、ウレタン樹脂、ポリエステル樹脂、ポリビニルアルコール、セルロース樹脂、ポリエチレンオキシド、ポリビニルピロリドン、ポリアクリルアミドなどの樹脂層、これらの樹脂からなる多孔質層、これらの樹脂と上記微粒子からなる層などを挙げることができる。
このインク受容層の厚さは、インク受容層としての性能の観点から、0.1〜30μmの範囲が好ましく、0.2〜20μmの範囲がより好ましい。
【0018】
<インク>
当該第一工程においては、前述した被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する。インクジェット記録方式を用いることにより、微細なパターニングを行うことができ、特に小ロット多品種に対応できる観点から好適である。
また、本発明では、被記録媒体上に、所望の形状のアンテナパターンを、印刷版等を用いることなしに直接印刷することができるため、該アンテナパターンの形状の変更が極めて容易であり、従来のフォトレジスト及びエッチングを用いた手法に比較して、著しく生産性を向上させることができる。
【0019】
本発明において、前記アンテナパターンの描画に用いるインクとしては、吐出性等のインクジェット印刷適性、及び低温かつ短時間での焼結が可能であるという観点から、平均一次粒子径が、好ましくは1〜80nmの範囲にある金属微粒子又は金属化合物微粒子を含有するインクが用いられる。
<金属微粒子又は金属化合物微粒子>
金属微粒子を構成する金属の種類としては、導電性を有するものであれば特に制限されるものではなく、金、銀、白金、パラジウム、ロジウム、イリジウム、ルテニウム、オスミウム、銅、ニッケル、スズ、鉄、クロム、アルミニウム、モリブデン、タングステン、亜鉛、チタン、鉛、インジウムなどが挙げられる。
これらのうち、高い導電性を有し、かつ微粒子を容易に維持できるという観点から、金、銀、銅、及びニッケルが好ましく、導電性、経済性などを加味すると、銀、銅がより好ましい。
これらの金属は1種を単独で用いてもよいし、2種以上を混合して、又は合金化して使用してもよい。
【0020】
一方、金属化合物微粒子を構成する金属化合物の種類としては、上記金属の酸化物、硫化物、窒化物などが挙げられ、例えば酸化銀、酸化第一銅、酸化第二銅、硫化銀、硫化銅、又はこれらの混合物などが好適に挙げられる。
なお、ここで金属酸化物には、金属の表面が酸化された態様も含む。特に、金属は、微粒子形状としたときに表面が酸化されることがあり、本発明では、このような表面が酸化された金属微粒子も用いることができる。同様に、金属硫化物には、金属の表面が硫化された態様も含み、金属窒化物には、金属の表面が窒化された態様も含む。
【0021】
上記金属微粒子及び金属化合物微粒子の調製方法としては種々の方法があるが、メカノケミカル法などによる金属粉を粉砕して得る物理的な方法;CVD法や蒸着法、スパッタ法、熱プラズマ法、レーザー法のような化学的な乾式法;熱分解法、化学還元法、電気分解法、超音波法、レーザーアブレーション法、超臨界流体法、マイクロ波合成法等による化学的な湿式法と呼ばれる方法で調製できる。
得られた微粒子は、分散液とするために、微粒子にポリビニルピロリドンなどの水溶性高分子やグラフト共重合高分子のような保護剤、界面活性剤、金属と相互作用するようなチオール基やアミノ基、水酸基、カルボキシル基を有する化合物で被覆することが好ましい。また、合成法によっては、原料の熱分解物や金属酸化物が粒子表面を保護し、分散性に寄与する場合もある。熱分解法や化学還元法などの湿式法で作製した場合は、還元剤などがそのまま微粒子の保護剤として作用することがある。
また、分散液の分散安定性を高めるために、上記微粒子の表面処理を行ってもよく、高分子、イオン性化合物、界面活性剤等からなる分散剤を添加してもよい。
【0022】
上記微粒子の平均一次粒子径は80nm以下であることが好ましい。平均一次粒子径が80nm以下であると、融点が低く維持され、十分な焼結が可能であり、高い導電性が得られる。また、インクジェット記録方式によるアンテナパターンの描画において、インクの吐出時におけるノズルの目詰まり等も生じにくい。下限値については、1nm以上であることが好ましい。平均一次粒子径が1nm以上であると、分散液の分散安定性が良好であり、次工程の焼成処理により、導電性アンテナパターンを形成した際の導電性が良好となる。以上の観点から、微粒子の平均一次粒子径は、2〜60nmの範囲がより好ましく、10〜50nmの範囲が更に好ましい。
ここで、分散液中の微粒子の平均一次粒子径は、透過型電子顕微鏡による観察像から測定される。
なお、これらの微粒子は、単結晶からなる微粒子であっても、より小さい結晶子が複数集まった多結晶微粒子であってもよい。
【0023】
微粒子の分散液(インク)を構成し、上記微粒子を分散させる分散媒としては、水及び/又は有機溶媒を用いることができる。有機溶媒としては、n−プロパノール、イソプロパノール、n−ブタノール、エチレングリコール、ジエチレングリコール、トリエチレングリコール、プロピレングリコール、グリセリンなどのアルコール類;テトラヒドロフラン、ジオキサン、イソプロピルジグリコール、ブチルグリコール、ブチルジグリコール、イソブチルグリコール、ヘキシルグリコール、メチルグリコール、メチルジグリコール、エチルグリコール、ブチルグリコール、イソブチルジグリコール、メチルプロピレンジグリコール、ヘキシルグリコール、ヘキシルジグリコール、2−エチルヘキシルグリコール、ブチルプロピレンジグリコール、プロピルプロピレングリコール、ブチルプロピレングリコール、ジメチルジグリコール、ジメチルトリグリコール、メチルエチルジグリコール、ジエチルジグリコール、ブチルジグリコール、ジブチルジグリコール、ジエチレングリコールブチルメチルエーテル、ジエチレングリコールエチルメチルエーテル等のエーテル類;メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノンなどのケトン類;酢酸エチル、酢酸プロピル、酢酸ブチル、酢酸イソブチル、2−ヒドロキシプロパン酸メチル、2−ヒドロキシプロパン酸エチル、2−ヒドロキシプロパン酸ブチル、2−エトキシプロピオン酸エチル、メトキシブチルアセテート、エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、ジエチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテートなどのエステル類;デカン、ドデカン、テトラデカン、トルエン、キシレン、シクロヘキサンなどの炭化水素類;γ−ブチロラクトン、N−メチル−2−ピロリドン、ジメチルホルムアミド、ジメチルスルホキシドなどが挙げられる。
【0024】
さらに、造膜性を高めること、インクジェット印刷適性を付与すること、及び分散性を高めることを目的として、例えばポリエステル樹脂、アクリル樹脂、あるいはウレタン樹脂等を樹脂バインダーとして分散液に添加してもよい。また、必要に応じて、粘度調整剤、表面張力調整剤、あるいは安定剤等を添加してもよい。
【0025】
本発明で用いられるインクは、インクジェット印刷適性の観点から、固形分濃度が5〜70質量%の範囲が好ましい。固形分濃度が5質量%以上であると、焼成処理後に十分な導電性が得られるだけの厚みを有するアンテナパターンを描画することができ、70質量%以下であると、粘度が十分に低く、インクジェット印刷適性が良好である。以上の観点から、該インク中の固形分濃度は10〜60質量%の範囲がより好ましく、20〜60質量%の範囲が更に好ましい。
また、インクジェット印刷適性の観点から、インクの粘度は25℃において1〜30mPa・sの範囲であることが好ましい。
【0026】
<アンテナパターン>
本発明の第一工程でインクジェット記録方式により描画されるアンテナパターンは、電波信号の送受信に用いられるダイポールアンテナ形状であり、例えば、UHF帯の電波(860MHz〜960MHz)が送受信できるライン形状やその他形状に設計されたパターンである。該アンテナパターンの形状は、使用する小型ICタグの共振周波数、アンテナを形成する被記録媒体の材質などによって、最適な通信性能が得られるように設計することができる。
【0027】
(乾燥工程)
本発明のICタグの製造方法においては、前記第一工程と後述する第二工程との間に、該第一工程で描画したアンテナパターンを加熱処理等により乾燥させる工程(以下、「乾燥工程」と称する。)を行うことが好ましい。第一工程においてアンテナパターンの描画に用いられるインクには、前述した分散媒等の溶剤が含まれるため、該インクを用いて描画したアンテナパターン中に残存する上記溶剤を乾燥工程において除去する。
上記乾燥工程は公知の方法及び装置を用いて行うことができ、乾燥温度、乾燥時間等の条件は、前記インクに含有される上記分散媒等の溶剤の種類、被記録媒体の種類、描画されたアンテナパターンの厚み等により適宜選択することができる。具体的には、例えば、通常のオーブンや乾燥炉等を用いて、80〜140℃程度の温度で0.1〜60分加熱して乾燥させる。また、後述する焼成処理において熱エネルギー処理を行う場合には、上記乾燥工程と熱エネルギー処理とを兼ねることができる。
乾燥工程後のアンテナパターンの膜厚は、インクジェット印刷における吐出量や微粒子の平均一次粒子径等を変化させて適宜制御することができるが、通常、0.1〜6.0μmの範囲、好ましくは0.2〜3.0μmの範囲である。
【0028】
(第二工程)
本発明のICタグの製造方法における第二工程は、前記第一工程で形成されたアンテナパターンを焼成処理し、前記金属微粒子又は金属化合物微粒子を焼結させて、導電性アンテナパターン(以下、「補助アンテナ」と称することがある。)を形成する工程である。
なお、本発明において、「導電性アンテナパターン」とは、後述する焼成処理後の表面抵抗が1.0Ω/□以下、好ましくは0.5Ω/□以下、更に好ましくは0.2Ω/□以下となるアンテナパターンをいう。
【0029】
<焼成処理>
前述した第一工程で被記録媒体上に描画されたアンテナパターンを焼成処理する方法としては、前述した金属微粒子又は金属化合物微粒子を焼結させ、該アンテナパターンに導電性を付与することができる方法であれば特に制限はないが、例えば光エネルギー処理、熱エネルギー処理及びプラズマ雰囲気処理の中から選ばれる少なくとも1種の方法を用いることができる。これらの方法の中で、装置及び取り扱い性の簡便さなどの観点から、光エネルギー処理又は熱エネルギー処理が好ましい。
上記焼成処理は、金属又は金属化合物微粒子の焼結膜の導電性を向上させる観点からは、不活性ガス雰囲気下又は還元性ガス雰囲気下で行うことが好ましいが、装置及び取り扱い性の観点からは、大気下で行うことが好ましく、所望の導電性等に応じて適宜選択することができる。
【0030】
≪光エネルギー処理≫
本発明における焼成処理において用いられる光エネルギー処理としては、紫外線、真空紫外線、電子線、赤外線ランプアニール、フラッシュランプアニール、レーザーなどを用いることができるが、ミリ秒以下の高速処理が可能で、プラスチックフィルム又は紙の被記録媒体にもダメージを与えにくく、かつICタグの製造においてロールツーロール法の適用が可能であるという観点からは、フラッシュランプを用いた光照射による焼成を用いることが好ましい。上記光照射の1回の照射時間は、10ミリ秒以下が好ましい。
光照射時のフラッシュランプとアンテナパターン部分との距離は1〜30cmであることが好ましい。また、光照射回数は1〜20回程度であることが好ましい。光照射回数が上記範囲であれば、アンテナパターンに与える熱量が適正であり、被記録媒体が熱ダメージを受けたり、アンテナパターンにクラックが入ってしまい、導電性アンテナパターンとして使用できなくなくなるなどの不具合を回避できる。
【0031】
≪熱エネルギー処理≫
本発明における焼成処理において用いられる熱エネルギー処理は、公知の方法及び装置を用いて行うことができる。焼成条件は、前記金属微粒子又は金属化合物微粒子を焼結させることができ、かつ被記録媒体に損傷を与えない範囲の条件を適宜選択することができるが、例えば、被記録媒体としてプラスチックフィルムや紙を用いた場合には、焼成炉において、80〜150℃で1〜60分処理することが好ましい。
本発明に用いられる金属微粒子又は金属化合物微粒子は、低温かつ短時間での焼結が可能であるため、前述した被記録媒体としてプラスチックフィルムや紙を用いた場合でも、上記のように低温かつ短時間の熱エネルギー処理により、十分な通信性能を有するICタグを製造することができる。
【0032】
≪プラズマ雰囲気処理≫
本発明における焼成処理において用いられるプラズマ雰囲気処理は、公知の方法及び装置を用いて行うことができ、例えば、マイクロ波エネルギーの印加により発生する表面波プラズマ(以下「マイクロ波表面波プラズマ」と称することがある。)による焼成処理を行うことができる。以下、マイクロ波表面波プラズマによる焼成処理について詳述する。
【0033】
前記表面波プラズマの発生方法に特に制限はなく、例えば減圧状態の焼成処理室の照射窓からマイクロ波エネルギーを供給し、該焼成処理室内に照射窓に沿う表面波プラズマを発生させる無電極プラズマ発生手段を用いることができる。
前記プラズマ発生手段としては、例えば焼成処理室の照射窓から周波数2450MHzのマイクロ波エネルギーを供給し、該処理室内に、電子温度が約1eV以下、電子密度が約1×1011〜1×1013cm-3のマイクロ波表面波プラズマを発生させることができる。
なお、マイクロ波エネルギーは、一般に周波数が300MHz〜3000GHzの電磁波であるが、例えば、2450MHzの電磁波が用いられる。この際、マイクロ波発振装置であるマグネトロンの精度誤差などのために2450MHz/±50MHzの周波数範囲を持っている。
【0034】
このようなマイクロ波表面波プラズマは、プラズマ密度が高く、電子温度が低い特性を有し、前記金属微粒子又は金属化合物微粒子を低温かつ短時間で焼成処理することが可能であり、緻密かつ平滑な焼結膜からなる導電性アンテナパターンを形成することができる。
【0035】
前記マイクロ波表面波プラズマは、還元性気体の雰囲気、好ましくは水素ガス雰囲気下で発生させる。これにより、金属微粒子表面に存在する絶縁性の酸化物が還元除去され、導電性能の良好なアンテナパターンが形成される。
なお、還元性雰囲気を形成する還元性気体としては、水素、一酸化炭素、アンモニアなどのガス、あるいはこれらの混合ガスが挙げられるが、特に、副生成物が少ない点で水素ガスが好ましい。
また、還元性気体には、窒素、ヘリウム、アルゴン、ネオン、クリプトン、キセノンなどの不活性ガスを混合して用いれば、プラズマが発生し易くなるなどの効果がある。
前記マイクロ波表面波プラズマによる焼成処理時間は、5分以内が好ましく、2分以内とすることがより好ましい。
【0036】
<導電性アンテナパターン>
上記焼成処理を行うことにより得られた導電性アンテナパターンは、補助アンテナとしての十分な機能を有するという観点から、ある程度の厚みが必要であり、0.1μm以上であることが好ましい。これに対し、耐屈曲性や柔軟性、及び、小型ICタグを貼付した際に段差が生じにくいという観点から、該導電性アンテナパターンの厚みは6μm以下であることが好ましい。以上の観点から、本発明における導電性アンテナパターンの厚みは、0.2〜3.0μmの範囲がより好ましい。
【0037】
前記導電性アンテナパターンは、表面抵抗が1.0Ω/□以下であり、導電性が良好である。用いる金属又は金属酸化物微粒子の粒径、焼成処理の条件等によって、表面抵抗をさらに低下させることができ、好ましくは、0.5Ω/□以下、さらには、0.2Ω/□以下とすることもできる。
【0038】
(第三工程)
本発明のICタグの製造方法における第三工程は、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前述した第二工程で形成された導電性アンテナパターン(補助アンテナ)近傍に貼付し、ICタグを作製する工程である。
【0039】
<小型ICタグ>
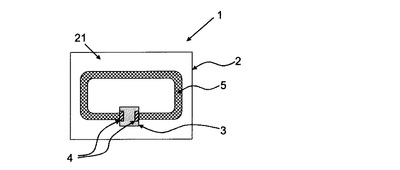
本発明において用いられる小型ICタグは、シートの片面に、ICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する。図1は、本発明において用いられる小型ICタグの一例の構成を示す平面模式図であり、図2は、その断面模式図である。該図1及び図2を参照しながら、本発明に用いられる小型ICタグについて説明する。
図1に示されるように、小型ICタグ1は、シート2と、シート2の片面21に設けられたICチップ3とを有している。ICチップ3は、2つのIC端子4を有しており、該2つのIC端子4の間は、シート2の片面21上に形成されたループアンテナ5により短絡されている。図1に示したループアンテナ5は1ターンのループアンテナであるが、本発明で用いられる小型ICタグのループアンテナは1ターンのものに限定されない。シート2は、前述した被記録媒体と同様、従来ICタグの基材として用いられているものであればよく、絶縁性のシートであってもよい。
一方、図2に示されるように、小型ICタグ1は、シート2の他方の面22に粘着剤層6を有する。粘着剤層6は、前記被記録媒体上に形成された導電性アンテナパターンの近傍に小型ICタグ1を貼付するのに十分な粘着性を有していればよい。例えば、常温で粘着性を有する粘着剤層のほか、加熱によって粘着性が付与される感熱性粘着剤からなる層であってもよい。また、該粘着剤層は離型紙などによって保護されていてもよい。
上記小型ICタグとしては、例えばTAGSYS社製、商品名「AK3」などの市販品が挙げられる。
【0040】
<小型ICタグの貼付>
当該小型ICタグは、前記被記録媒体上に形成された前記導電性アンテナパターン(補助アンテナ)近傍に貼付される。
前記補助アンテナと前記小型ICタグとの間には、前記シート及び前記粘着剤層を介しているため、両者は非接触であるが、電界結合方式あるいは磁界結合方式により交信することができる。そのため、前記補助アンテナ近傍に前記小型ICタグを粘着剤で貼付するという簡便な工程を行うだけで、従来品とほぼ同等の通信機能を有するICタグを作製することができる。
ここで「導電性アンテナパターンの近傍に貼付」とは、該導電性アンテナパターン(補助アンテナ)と、前記小型ICタグとが、電界結合方式あるいは磁界結合方式により交信可能な範囲に、該小型ICタグを配置して貼付することをいう。該交信可能な範囲は、補助アンテナの形状や伝送方式などによっても異なるが、通常、補助アンテナ形状に沿って概ね±3mm以内の範囲である。
【0041】
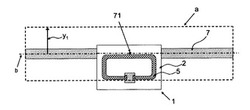
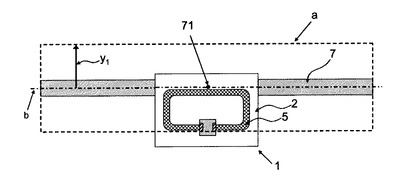
上記「交信可能な範囲」、及び交信における高感度領域について、図3〜図5を用いてさらに詳しく説明する。図3は、導電性アンテナパターンとしてダイポール型の補助アンテナを形成し、その近傍に小型ICタグを貼付した一例の構成を示す平面模式図である。図4は、ダイポール型の補助アンテナと小型ICタグとの交信における高感度領域を示す該補助アンテナの平面方向の模式図であり、図5は図4の矢印d側から見た、該補助アンテナの断面方向の模式図である。
図3〜図5において、7はダイポール型の導電性アンテナパターン(以下、単に「補助アンテナ7」ともいう)である。補助アンテナ7と、前記小型ICタグとが交信可能な範囲は、図3の破線で示される平面領域aで表すことができる。該平面領域aは、補助アンテナ7の重心71を通り、かつ補助アンテナ7の長手方向に平行な線bからの垂直距離y1が、概ね±3mmとなる領域である。
例えば、前述した図1で示される小型ICタグ1を補助アンテナ7に貼付する場合には、通常は該小型ICタグ1上のループアンテナ5を形成する配線の少なくとも一部が、交信可能な範囲である上記平面領域aに入るように貼付する。また、ループアンテナ5と補助アンテナ7の長手方向とが平行になるように貼付することが好ましい。これにより、交信感度の低下を抑制することができる。
【0042】
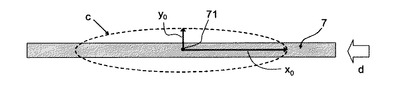
また、一般的には補助アンテナがダイポール型の補助アンテナであれば、前記補助アンテナ7の重心71上に小型ICタグ1のループアンテナ5を重ねて貼付した場合に最高感度を示すが、ループアンテナ5を形成する配線の少なくとも一部を、重心71を中心とした半径1〜2mm程度の球を補助アンテナ7の長手方向に長さ30mm程度に伸ばした楕円体の空間領域内に入るようにして貼付した場合には、最高感度と比較して感度の劣化が0.5〜1.0dBm程度に抑えられ、効率のよい交信が可能である。
当該楕円体の空間領域は、図4における破線の楕円形領域c、及び図5における破線の円形領域eで示される。図4において、x0は15mm程度であり、y0は1〜2mm程度である。また、図5において、8は被記録媒体であり、z0は1〜2mm程度であり、y0=z0である。補助アンテナ7の重心71は、前記楕円体の空間領域の重心である。
【0043】
本発明のICタグの製造方法では、上記第一工程〜第三工程を行うことにより、ロール状のプラスチックフィルムや紙などの被記録媒体を用いて連続的にICタグを製造することもできる。
図6は、連続的に製造されたICタグの一例の構成を示す平面模式図である。例えば図6に示すように、ロール状のプラスチックフィルムや紙などの大面積の被記録媒体8上に、前述の方法で複数の補助アンテナ7を形成し、次に該補助アンテナの近傍に複数の小型ICタグ1を、前述のようにして貼付する。最後にこれを裁断等して、ICタグやICタグ製品とすることができる。
【0044】
<ICタグ>
当該第三工程において、補助アンテナ近傍に小型ICタグを貼付することにより得られるICタグは、当該ICタグとリーダ/ライタのアンテナ間での伝送媒体方式が、電波方式となり、特にUHF帯(860MHz〜960MHz)の電波帯の伝送によるICタグとすることができる。前記補助アンテナは、そのアンテナ形状が通信性に寄与し、通信電波補強用のアンテナとして機能する。
【0045】
≪ICタグの通信感度及び通信距離の測定≫
上述したICタグの通信感度及び通信距離の測定には、送信/受信アンテナを有し、UHF通信が可能なICタグ用の測定器を用いる。
測定は電波暗室内で実施し、測定器の送信/受信アンテナとICタグは一定距離を保ち、設置される。この測定器の出力電力を加減しながら、ICタグに応答を求める。一例としては、ICタグへの応答を求める信号として、ISO18000−6CのQueryコマンドを用いる。この場合は、ICタグからの応答としてRN16が返信される。
本発明において、ICタグの通信感度は、ICタグから応答があった必要最低電力から求められる。必要最低電力をPr[W]、ICタグの通信感度をPrdBm[dBm]とすると、以下の関係式(1)が成り立つ。
PrdBm=10log(Pr/103) ・・・(1)
【0046】
次に、ICタグの通信距離の測定及び計算方法について説明する。
自由空間において測定器の送信アンテナから平面波が送信され、距離r[m]離れたICタグに達して該ICタグが応答した場合、送信アンテナに供給する電力をPt、その利得をGt、ICタグの送信アンテナから取り出しうる最大受信電力(すなわち必要最低電力)をPr、ICタグの空中線利得をGr、ICタグのアンテナの送信と受信の偏波面による損失(偏波損)をFとすれば、この距離r[m]を求める式は以下の式(2)で表される。なお、λは波長[m]である。
【0047】
【数1】

【0048】
本発明はまた、前述した本発明のICタグ製造方法において用いることのできるICタグ製造装置をも提供する。図7は、本発明のICタグ製造装置の一例の構成を示す模式図であり、以下、図7を参照しながら、本発明のICタグ製造装置について説明する。
[ICタグ製造装置]
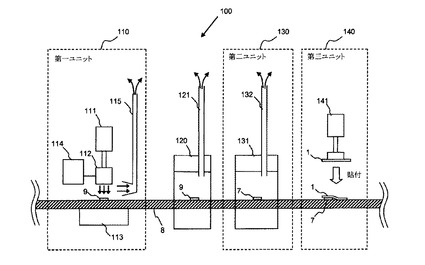
本発明のICタグ製造装置100は、図7に示すように、被記録媒体8上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてアンテナパターン9を描画する第一ユニット110と、アンテナパターン9を焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターン7を形成する第二ユニット130と、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグ1を、第二ユニット130で形成された導電性アンテナパターン7の近傍に貼付する第三ユニット140とを、少なくとも有することを特徴とする。
【0049】
<第一ユニット>
本発明のICタグ製造装置における第一ユニット110は、被記録媒体8上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてアンテナパターン9を描画するユニットである。被記録媒体8、及び、該金属微粒子又は金属化合物微粒子を含有するインクは、前述と同じである。
当該第一ユニット110の態様としては、例えば、前記金属微粒子又は金属化合物微粒子を含有するインクを充填するためのインクタンク111と、該インクを吐出してアンテナパターン9を描画する液体吐出ヘッド112と、被記録媒体8を載置するステージ113とを少なくとも有するものが挙げられる。また、ビットマップ形式のアンテナパターンデータを入力し、それを描画するためのプログラム制御装置114が付属されていることが好ましく、これにより液体吐出ヘッド112とステージ113との位置制御、インクの吐出条件などの制御が可能である。
前記インクの吐出方法としては、圧電体素子を用いたピエゾ方式や、熱の印加により蒸気を発生させてインクを吐出させる加熱方式などが挙げられる。該インクの液滴が被記録媒体に着弾した際のドット径から、ドット間のピッチを設定し、該設定ピッチでインクを繰り返し吐出することにより、所望のアンテナパターンを描画することができる。
【0050】
≪乾燥炉≫
本発明のICタグ製造装置100においては、第一ユニット110と後述する第二ユニット130との間に、描画されたアンテナパターン9を乾燥させる乾燥炉120を有することが好ましい。乾燥炉120としては、前述した乾燥工程を行うことが可能なものを用いることができ、処理速度、温度などが設定される。
【0051】
<第二ユニット>
本発明のICタグ製造装置100における第二ユニット130は、第一ユニット110で描画されたアンテナパターン9を焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターン7を形成するユニットである。
第二ユニット130の態様としては、例えば、前述した第二工程において記載した焼成処理方法に応じた焼成処理設備131を少なくとも有するものが挙げられる。第二ユニット130では、焼成処理条件、処理速度などの設定が行われる。
【0052】
<第三ユニット>
本発明のICタグ製造装置100における第三ユニット140は、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグ1を、第二ユニット130で形成された導電性アンテナパターン7の近傍に貼付する貼付装置141を有するユニットである。小型ICタグ1については、前述と同じである。
貼付装置141は、小型ICタグ1を、導電性アンテナパターン7が設けられた被記録媒体8上の所定の位置に貼付する位置制御機能を少なくとも有するものが挙げられる。第三ユニット140では、小型ICタグ1の貼付における位置制御や、処理速度などの設定が行われる。
【0053】
第一ユニット110及び第二ユニット130、ならびに乾燥炉120には、揮発する溶剤や有機物などを除去するための排気設備115、132及び121をそれぞれ設けることができる。
また、第一ユニット110、第二ユニット130、第三ユニット140、ならびに乾燥炉120は、それぞれ独立に制御されるものでもよく、一括して制御されるものでもよい。
ロールツーロール法などを用いて連続的にICタグを製造する場合には、第一ユニット110、第二ユニット130、第三ユニット140、ならびに乾燥炉120において行われる各工程の処理速度、処理条件を一括制御できるシステムとすることが好ましい。このような製造装置の一例としては、例えば、図7に示されるように第一ユニット110、乾燥炉120、第二ユニット130、及び第三ユニット140を順に有し、乾燥炉120が温風で乾燥する乾燥炉であり、第二ユニット130が、リニア型のキセノンフラッシュランプを用い、第一ユニット110で描画されたアンテナパターン9を1回の光照射により焼成処理できるユニットである製造装置が挙げられる。
上記のような製造装置を用いて行われる一連の工程は、通常、1〜50m/分の処理速度で連続して実施することができる。
【0054】
前述した本発明のICタグの製造方法及び製造装置を用いることにより、前述した第一工程、第二工程及び第三工程の3工程を同じ速度で行うことが可能であり、高速で生産性よくICタグを製造することができる。
【0055】
本発明の製造方法、製造装置を用いて作製されたICタグは、被記録媒体を包装フィルム、紙器、箱などに成形、あるいは製本して、そのままICタグ製品とすることが可能である。また、本発明のICタグに粘着加工を施してラベル状にし、これを包装フィルム、紙器、箱などの製品に貼付することも可能である。
図8は、ICタグ製品の一例の構成を示す模式図である。ICタグ製品200は、箱状に組み立てられた被記録媒体81上に補助アンテナ7が設けられ、該補助アンテナ7の近傍に、小型ICタグ1が貼付されてなる。ICタグ製品200は、例えば、シート状の被記録媒体8上に前述の製造方法、製造装置を用いて補助アンテナ7を形成し、補助アンテナ7の近傍に小型ICタグ1を貼付した後、被記録媒体8を箱状に組み立てることにより作製することができる。
【実施例】
【0056】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
なお、各例で形成された導電性アンテナパターンの表面抵抗、膜厚、並びに各例で得られたICタグの通信感度及び通信距離は、以下に示す方法により求めた。
【0057】
(1)導電性アンテナパターンの表面抵抗
表面抵抗計〔(株)ダイアインスツルメンツ製、「ロレスタGP」、PSPタイププローブ〕を用いて、アンテナパターンに4探針を接触させる4探針法により表面抵抗を測定した。
【0058】
(2)膜厚測定
走査型電子顕微鏡〔「S−4800(型番)」,(株)日立ハイテクノロジーズ製〕を用い、イオンミリングを用いて試料を切断し、断面観察を行い、加速電圧1kV、加速電流10μAで膜表面の観察を行った。
【0059】
(3)ICタグの通信感度及び通信距離
実施例で得られたICタグの通信感度の測定には、送信/受信アンテナを有し、UHF通信が可能なICタグ用の測定器を用いた。
測定は電波暗室内で実施し、測定器の送信/受信アンテナとICタグを一定距離を保ち、設置した。この測定器の出力電力を加減しながら、ICタグに応答を求めた。
ICタグの通信感度は、ICタグから応答があった必要最低電力から求めた。必要最低電力をPr[W]とした場合に、ICタグの通信感度PrdBm[dBm]を、前記式(1)から求めた。
なお、ICタグの通信距離は前記式(2)から求めることができ、その計算例は実施例2にて後述する。
【0060】
実施例1
被記録媒体である、厚さ100μmのポリエチレンテレフタレートフィルム〔東洋紡績(株)製、商品名「東洋紡エステルフィルムE5000」〕上に、インクとして平均一次粒子径が20nmの銀ナノ粒子が分散されたインク(固形分濃度40質量%)を用い、インクジェットプリンタ〔FUJI FILM Dimatix社製、機種名「DMP−2831」、カートリッジヘッド:吐出量10pL〕を使用して、長さ140mm、幅5mmの長方形のアンテナパターンを描画した。
その後、フィルムを熱風乾燥炉で、100℃にて30分間加熱処理して、該アンテナパターンの乾燥、焼成を行い、膜厚が1.2μm、表面抵抗が0.10Ω/□の銀微粒子の焼結体からなる導電性アンテナパターン(補助アンテナ)を得た。
次いで、このようにして形成された補助アンテナ上に、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡する1ターンのループアンテナを有し、該シートの他方の面に粘着剤層を有する小型ICタグ〔TAGSYS社製、商品名「AK3」〕を貼付することによってICタグを作製した。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−11.5dBm、918MHzで−12.0dBmとなった。
【0061】
実施例2
実施例1において、フィルムを150℃で30分間加熱処理した以外は、実施例1と同様の操作を行い、ICタグを作製した。なお、形成した補助アンテナの膜厚は1.0μm、表面抵抗は0.075Ω/□であった。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−11.9dBm、918MHzで−11.6dBmとなった。
また、実施例2で得られたICタグの通信距離の計算例を示す。
上記ICタグが953MHz(波長λは0.315[m])で通信したとき、応答に必要であった必要最低電力Prが6.457×10-5[W](感度:−11.9[dBm])であった場合、損失のない理想的な条件の下(Gr=1、F=1)で、日本電波法におけるUHF帯の最大送信電力EIRP=4[W]を与えた場合、ICタグが応答する最大通信距離は、前記式(2)から、約6.24mと計算される。なお、上記最大送信電力EIRP[W]は、前記式(2)においてPt×Gtで表される。
上記ICタグの通信距離は、従来品とほぼ同等の性能である。
【0062】
実施例3
厚さ100μmのポリエチレンテレフタレートフィルムの代わりに、コート紙〔王子製紙(株)製、商品名「OKトップコート+」〕を用いた以外は、実施例1と同様の操作を行い、ICタグを作製した。なお、形成した補助アンテナの膜厚は1.2μm、表面抵抗は0.15Ω/□であった。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−11.5dBm、918MHzで−12.0dBmとなった。
【0063】
実施例4
被記録媒体である、厚さ75μmのポリイミドフィルム〔東レ・デュポン(株)製、商品名「カプトン300H」〕上に、インクとして平均一次粒子径が50nmの銅ナノ粒子が分散されたインク(固形分濃度50質量%)を用い、インクジェットプリンタ〔FUJI FILM Dimatix社製、機種名「DMP−2831」、カートリッジヘッド:吐出量10pL〕を使用して、長さ140mm、幅5mmの長方形のアンテナパターンを描画し、200℃、10分間乾燥させた。
その後、マイクロ波表面波プラズマ処理装置〔ミクロ電子(株)製、型番「MSP−1500」〕を用いて減圧チャンバー内に水素ガスを導入しながら、水素プラズマにより1分間焼成処理を行い、膜厚が0.7μm、表面抵抗が0.07Ω/□の銅微粒子の焼結体からなる導電性アンテナパターン(補助アンテナ)を得た。次いで、実施例1と同様に小型ICタグを貼付し、ICタグを作製した。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−12.5dBm、918MHzで−11.6dBmとなった。
【0064】
実施例5
被記録媒体である、厚さ100μmのポリエチレンテレフタレートフィルム〔東洋紡績(株)製、商品名「東洋紡エステルフィルムE5000」〕上に、インクとして平均一次粒子径が50nmの銅ナノ粒子が分散されたインク(固形分濃度40%)を用い、インクジェットプリンタ〔FUJI FILM Dimatix社製、機種名「DMP−2831」、カートリッジヘッド:吐出量10pL〕を使用して、長さ140mm、幅5mmの長方形のアンテナパターンを描画し、80℃、15分乾燥させた。
その後、キセノンランプを用いたパルス光照射装置〔Xenon社製、機種名「SINTERON2000」〕を用い、ランプとアンテナパターンの距離2.4cmとし、パルス幅500μ秒、照射エネルギー625Jで焼成処理を行い、膜厚が0.3μm、表面抵抗が0.35Ω/□の銅微粒子の焼結体からなる導電性アンテナパターン(補助アンテナ)を得た。次いで、実施例1と同様に小型ICタグを貼付し、ICタグを作製した。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−10.3dBm、918MHzで−10.8dBmとなった。
【0065】
参考例1
厚さ12μmの銅箔をベースとした銅張積層フィルムに、フォトリソグラフィー及びエッチング処理を施し、実施例1と同じ大きさのパターンを形成し、補助アンテナを得た。
以下、実施例1と同様の操作を施し、ICタグを作製した。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−12.7dBm、918MHzで−11.8dBmとなった。
【0066】
実施例1〜5と参考例1との比較から、本発明の製造方法で得られたICタグは、従来のフォトリソグラフィー及びエッチングを用いて作製されたICタグとほぼ同等の性能(通信感度、通信距離)を有していることがわかる。
【産業上の利用可能性】
【0067】
本発明のICタグの製造方法によれば、基材としてプラスチックフィルムや紙の使用が可能であり、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、高速で生産性よく製造することができる。また、被記録媒体の材質や製品形態に応じて、通信感度、通信距離を最適化するために、アンテナ形状を変更することが極めて容易である。
さらに、本発明のICタグの製造方法によれば、補助アンテナの形成からICタグの製造までを連続して行うことができ、パッケージ用のフィルム、箱、包装紙、紙器、書籍、ポスターなどの製品の在庫管理などに用いるICタグを、該製品に直接形成することも可能である。
【符号の説明】
【0068】
1 小型ICタグ
2 シート
21 シートの片面
22 シートの他方の面
3 ICチップ
4 IC端子
5 ループアンテナ
6 粘着剤層
7 導電性アンテナパターン(補助アンテナ)
71 導電性アンテナパターン(補助アンテナ)の重心
8 被記録媒体
81 箱状に組み立てられた被記録媒体
9 アンテナパターン
100 ICタグ製造装置
110 第一ユニット
111 インクタンク
112 液体吐出ヘッド
113 ステージ
114 プログラム制御装置
115 排気設備
120 乾燥炉
121 排気設備
130 第二ユニット
131 焼成処理設備
132 排気設備
140 第三ユニット
141 貼付装置
200 ICタグ製品
【技術分野】
【0001】
本発明は、ICタグの製造方法及びICタグ製造装置に関する。さらに詳しくは、本発明は、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、基材としてプラスチックフィルムや紙を使用し、高速で生産性よく製造する方法、及び、この製造方法において用いるICタグ製造装置に関するものである。
【背景技術】
【0002】
従来、プラスチック等の基材の上にICチップとアンテナパターンとを備え、データの送受信を非接触で行うことができるRFID(Radio Frequency Identification)データキャリアが、非接触式ICタグ、非接触式ICカードなどに利用されている。特に、電波をやりとりして無線通信を行うUHF(Ultra High Frequency)帯(860〜960MHz)のRFIDは、通信距離が長いことから注目されている。
このようなアンテナパターンをシート基材上に形成するために、例えば、基材上にアルミニウム箔や銅箔などの金属箔を貼り合わせ、フォトリソグラフィー及びエッチングなどの方法によりアンテナパターンを形成することが知られている(例えば、特許文献1参照)。
【0003】
アンテナの通信距離を十分にするためには、少なくともアンテナの表面抵抗が0.5Ω/□以下であることが必要であり、特許文献1に開示されるような手法で作製されたアンテナパターンは、このような物性を満足するものである。
しかしながら、特許文献1に開示されるような手法では、紙基材に対し、アンテナパターンを形成するのが非常に困難であり、また、フィルム基材などに対してアンテナパターンを形成する場合も、非常に多くの工程が必要となる。
【0004】
一方、通常の導電性ペーストを使用してアンテナパターンを形成する方法もあり、例えば、導電性粉末と電子線硬化型成分とを含む電子線硬化型導電ペーストと、電子線硬化型成分を含む電子線硬化型絶縁ペーストの内の少なくとも一方のペーストとを用いて基材上にアンテナ回路を形成することを特徴とする、電子線を用いた非接触型ICメディアのアンテナ回路の形成方法が提案されている(特許文献2参照)。しかしながら、この方法では、粒径の大きい導電性粉末を使用するため、アンテナパターンの表面の凹凸が大きくなり、特に、電波により情報を通信するUHFタグでは、通信距離が短くなるという不具合が生じる。また、ICチップや、ICチップを担持した回路部品をアンテナへ実装する際に、界面に凹凸があることで接触抵抗が大きくなり、接合が不十分となって、信頼性が低下するという問題が生じる場合がある。さらに、アンテナパターンとICチップ又はICチップを担持した回路部品とを公知の熱硬化性接着剤を用いて十分に接合させるために時間がかかるという、生産性の問題がある。
【0005】
また、UHF帯のRFIDでは、アンテナが形成されている基材の材質や、ICタグを用いる製品の形態によってICタグとリーダ/ライタ間の電波の伝送効率が変化することから、通信感度、通信距離を最適化するために、アンテナ形状を適宜変更する必要がある。しかしながら、従来のエッチング法やスクリーン印刷法では、アンテナ形状の変更が煩雑で、かつ難しいという問題がある。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2003−150924号公報
【特許文献2】特開2002−197435号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、このような状況下になされたもので、基材としてプラスチックフィルムや紙の使用が可能で、アンテナ形状の変更が極めて容易であり、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、高速で生産性よく製造する方法、及び、この製造方法において用いるICタグ製造装置を提供することを目的とするものである。
【課題を解決するための手段】
【0008】
本発明者らは、前記目的を達成するために鋭意研究を重ねた結果、下記の知見を得た。
被記録媒体上に、アンテナパターンを描画する第一工程において、金属微粒子又は金属化合物微粒子を含有するインクを用い、インクジェット記録方式でアンテナパターンを描画することにより小ロットや多品種に対応でき、従来行われているフレキソ印刷やスクリーン印刷よりも有利であること、そして描画されるアンテナパターンが薄膜であり、後述するICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有する小型ICタグ(以下、単に「小型ICタグ」と称することがある。)を貼付する場合、段差が生じにくいために接合が十分となり、通信距離が短くなる不具合が生じにくくなること、また、第二工程において、前記第一工程で描画されたアンテナパターンを、好ましくは光エネルギー処理や熱エネルギー処理により焼成して、金属微粒子又は金属化合物微粒子を焼結させることにより、薄膜でも表面抵抗の低い導電性アンテナパターンが得られること、さらに第三工程において、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、該シートの他方の面に粘着剤層を有する小型ICタグを貼付することによって、ICタグを、基材としてプラスチックフィルムや紙を使用し、生産性よく製造し得ることを見出した。
さらに、特定の第一ユニットと、第二ユニットと、第三ユニットとを有するICタグ製造装置を、前記ICタグの製造方法において用いることができることを見出した。
本発明は、かかる知見に基づいて完成したものである。
【0009】
すなわち、本発明は、
(1)被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する第一工程と、該アンテナパターンを焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターンを形成する第二工程と、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前記被記録媒体上に形成された前記導電性アンテナパターン近傍に貼付する第三工程を有する、ICタグの製造方法、及び、
(2)被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する第一ユニットと、該アンテナパターンを焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターンを形成する第二ユニットと、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前記被記録媒体上に形成された前記導電性アンテナパターン近傍に貼付する第三ユニットとを少なくとも有する、ICタグ製造装置、
を提供するものである。
【発明の効果】
【0010】
本発明によれば、基材としてプラスチックフィルムや紙の使用が可能で、アンテナ形状の変更が極めて容易であり、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、高速で生産性よく製造する方法、及び、この製造方法において用いるICタグ製造装置を提供することができる。
【図面の簡単な説明】
【0011】
【図1】本発明に用いられる小型ICタグの一例の構成を示す平面模式図である。
【図2】本発明に用いられる小型ICタグの一例の構成を示す断面模式図である。
【図3】導電性アンテナパターンとしてダイポール型の補助アンテナを形成し、その近傍に小型ICタグを貼付した一例の構成を示す平面模式図である。
【図4】ダイポール型の補助アンテナ(導電性アンテナパターン)と小型ICタグとの交信における高感度領域を示す、該補助アンテナの平面方向の模式図である。
【図5】ダイポール型の補助アンテナ(導電性アンテナパターン)と小型ICタグとの交信における高感度領域を示す、該補助アンテナの断面方向の模式図である。
【図6】連続的に製造されたICタグの一例の構成を示す平面模式図である。
【図7】本発明のICタグ製造装置の一例の構成を示す模式図である。
【図8】ICタグ製品の一例の構成を示す模式図である。
【発明を実施するための形態】
【0012】
まず、本発明のICタグの製造方法について説明する。
[ICタグの製造方法]
本発明のICタグの製造方法は、以下に示す第一工程と、第二工程と、第三工程とを有することを特徴とする。
【0013】
(第一工程)
本発明のICタグの製造方法における第一工程は、被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する工程である。
【0014】
<被記録媒体>
本発明において用いられる被記録媒体としては、従来ICタグの基材として用いられているシート状の基材の中から適宜選択して用いることができるが、プラスチックフィルム又は紙を好適に使用することができる。本発明のICタグの製造方法では、後述するように、アンテナパターンの形成に用いられるインク中の金属微粒子又は金属化合物微粒子を低温かつ短時間で焼結させることができるため、該焼成処理において被記録媒体に損傷を与えることが少ないためである。また、プラスチックフィルム又は紙の被記録媒体は、インクジェット記録方式によるアンテナパターンの描画にも適している。
【0015】
前記プラスチックフィルムを構成する素材としては、例えば、ポリエチレン、ポリプロピレン、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリカーボネート、ポリイミド、ポリアミドイミド、ポリエーテルスルホン、ポリエーテルイミド、シクロオレフィン、アクリル樹脂、エポキシ樹脂、セルロース樹脂、ガラス−エポキシ樹脂、ポリフェニレンエーテル、ポリ乳酸などを使用することができる。これらのうち、耐熱性、機械強度、電気絶縁性、耐薬品性などの点では、ポリイミド樹脂が好ましく、柔軟性、コスト、平滑性の点ではポリエチレンテレフタレート、及びポリエチレンナフタレートが好ましい。
前記紙の被記録媒体としては、例えば、上質紙、中質紙、上質紙又は中質紙に白色塗料がコートされたコート紙、アート紙、軽量コート紙など、ならびに該コート紙、アート紙、軽量コート紙などが加工されたマットコート紙、ミラーコート紙、キャストコート紙などが挙げられる。
【0016】
前記被記録媒体の厚さについては特に制限はないが、通常10μm〜1mmの範囲である。10μm以上であると、次の第二工程における焼成処理において導電性アンテナパターンを形成する際に被記録媒体の変形が抑制され、形成される導電性アンテナパターンの形状安定性の点で好適である。また、1mm以下であると、巻き取り加工を連続して行う場合に、柔軟性の点で好適である。
なお、被記録媒体としてプラスチックフィルムを用いる場合、その表面に設けられる層との密着性を向上させる目的で、必要に応じて片面又は両面に、酸化法や凹凸化法などにより表面処理を施すことができる。上記酸化法としては、例えばコロナ放電処理、プラズマ処理、クロム酸処理(湿式)、火炎処理、熱風処理、オゾン・紫外線照射処理などが挙げられ、また、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理法は被記録媒体の種類に応じて適宜選択されるが、効果及び操作性などの面から、一般にはコロナ放電処理法が好ましく用いられる。また、片面又は両面にプライマー処理を施したものも用いることができる。
【0017】
≪インク受容層≫
当該被記録媒体は、アンテナパターンの描画を容易にするために、その上にインク受容層が形成されていてもよい。このインク受容層としては、例えばシリカ、アルミナ、カオリン、炭酸カルシウム、酸化チタン、雲母、タルクなどの中から選ばれる少なくとも1種の微粒子を含有する表面コーティング層、アクリル樹脂、ウレタン樹脂、ポリエステル樹脂、ポリビニルアルコール、セルロース樹脂、ポリエチレンオキシド、ポリビニルピロリドン、ポリアクリルアミドなどの樹脂層、これらの樹脂からなる多孔質層、これらの樹脂と上記微粒子からなる層などを挙げることができる。
このインク受容層の厚さは、インク受容層としての性能の観点から、0.1〜30μmの範囲が好ましく、0.2〜20μmの範囲がより好ましい。
【0018】
<インク>
当該第一工程においては、前述した被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する。インクジェット記録方式を用いることにより、微細なパターニングを行うことができ、特に小ロット多品種に対応できる観点から好適である。
また、本発明では、被記録媒体上に、所望の形状のアンテナパターンを、印刷版等を用いることなしに直接印刷することができるため、該アンテナパターンの形状の変更が極めて容易であり、従来のフォトレジスト及びエッチングを用いた手法に比較して、著しく生産性を向上させることができる。
【0019】
本発明において、前記アンテナパターンの描画に用いるインクとしては、吐出性等のインクジェット印刷適性、及び低温かつ短時間での焼結が可能であるという観点から、平均一次粒子径が、好ましくは1〜80nmの範囲にある金属微粒子又は金属化合物微粒子を含有するインクが用いられる。
<金属微粒子又は金属化合物微粒子>
金属微粒子を構成する金属の種類としては、導電性を有するものであれば特に制限されるものではなく、金、銀、白金、パラジウム、ロジウム、イリジウム、ルテニウム、オスミウム、銅、ニッケル、スズ、鉄、クロム、アルミニウム、モリブデン、タングステン、亜鉛、チタン、鉛、インジウムなどが挙げられる。
これらのうち、高い導電性を有し、かつ微粒子を容易に維持できるという観点から、金、銀、銅、及びニッケルが好ましく、導電性、経済性などを加味すると、銀、銅がより好ましい。
これらの金属は1種を単独で用いてもよいし、2種以上を混合して、又は合金化して使用してもよい。
【0020】
一方、金属化合物微粒子を構成する金属化合物の種類としては、上記金属の酸化物、硫化物、窒化物などが挙げられ、例えば酸化銀、酸化第一銅、酸化第二銅、硫化銀、硫化銅、又はこれらの混合物などが好適に挙げられる。
なお、ここで金属酸化物には、金属の表面が酸化された態様も含む。特に、金属は、微粒子形状としたときに表面が酸化されることがあり、本発明では、このような表面が酸化された金属微粒子も用いることができる。同様に、金属硫化物には、金属の表面が硫化された態様も含み、金属窒化物には、金属の表面が窒化された態様も含む。
【0021】
上記金属微粒子及び金属化合物微粒子の調製方法としては種々の方法があるが、メカノケミカル法などによる金属粉を粉砕して得る物理的な方法;CVD法や蒸着法、スパッタ法、熱プラズマ法、レーザー法のような化学的な乾式法;熱分解法、化学還元法、電気分解法、超音波法、レーザーアブレーション法、超臨界流体法、マイクロ波合成法等による化学的な湿式法と呼ばれる方法で調製できる。
得られた微粒子は、分散液とするために、微粒子にポリビニルピロリドンなどの水溶性高分子やグラフト共重合高分子のような保護剤、界面活性剤、金属と相互作用するようなチオール基やアミノ基、水酸基、カルボキシル基を有する化合物で被覆することが好ましい。また、合成法によっては、原料の熱分解物や金属酸化物が粒子表面を保護し、分散性に寄与する場合もある。熱分解法や化学還元法などの湿式法で作製した場合は、還元剤などがそのまま微粒子の保護剤として作用することがある。
また、分散液の分散安定性を高めるために、上記微粒子の表面処理を行ってもよく、高分子、イオン性化合物、界面活性剤等からなる分散剤を添加してもよい。
【0022】
上記微粒子の平均一次粒子径は80nm以下であることが好ましい。平均一次粒子径が80nm以下であると、融点が低く維持され、十分な焼結が可能であり、高い導電性が得られる。また、インクジェット記録方式によるアンテナパターンの描画において、インクの吐出時におけるノズルの目詰まり等も生じにくい。下限値については、1nm以上であることが好ましい。平均一次粒子径が1nm以上であると、分散液の分散安定性が良好であり、次工程の焼成処理により、導電性アンテナパターンを形成した際の導電性が良好となる。以上の観点から、微粒子の平均一次粒子径は、2〜60nmの範囲がより好ましく、10〜50nmの範囲が更に好ましい。
ここで、分散液中の微粒子の平均一次粒子径は、透過型電子顕微鏡による観察像から測定される。
なお、これらの微粒子は、単結晶からなる微粒子であっても、より小さい結晶子が複数集まった多結晶微粒子であってもよい。
【0023】
微粒子の分散液(インク)を構成し、上記微粒子を分散させる分散媒としては、水及び/又は有機溶媒を用いることができる。有機溶媒としては、n−プロパノール、イソプロパノール、n−ブタノール、エチレングリコール、ジエチレングリコール、トリエチレングリコール、プロピレングリコール、グリセリンなどのアルコール類;テトラヒドロフラン、ジオキサン、イソプロピルジグリコール、ブチルグリコール、ブチルジグリコール、イソブチルグリコール、ヘキシルグリコール、メチルグリコール、メチルジグリコール、エチルグリコール、ブチルグリコール、イソブチルジグリコール、メチルプロピレンジグリコール、ヘキシルグリコール、ヘキシルジグリコール、2−エチルヘキシルグリコール、ブチルプロピレンジグリコール、プロピルプロピレングリコール、ブチルプロピレングリコール、ジメチルジグリコール、ジメチルトリグリコール、メチルエチルジグリコール、ジエチルジグリコール、ブチルジグリコール、ジブチルジグリコール、ジエチレングリコールブチルメチルエーテル、ジエチレングリコールエチルメチルエーテル等のエーテル類;メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノンなどのケトン類;酢酸エチル、酢酸プロピル、酢酸ブチル、酢酸イソブチル、2−ヒドロキシプロパン酸メチル、2−ヒドロキシプロパン酸エチル、2−ヒドロキシプロパン酸ブチル、2−エトキシプロピオン酸エチル、メトキシブチルアセテート、エチレングリコールモノメチルエーテルアセテート、プロピレングリコールモノメチルエーテルアセテート、ジエチレングリコールモノブチルエーテルアセテート、ジエチレングリコールモノエチルエーテルアセテートなどのエステル類;デカン、ドデカン、テトラデカン、トルエン、キシレン、シクロヘキサンなどの炭化水素類;γ−ブチロラクトン、N−メチル−2−ピロリドン、ジメチルホルムアミド、ジメチルスルホキシドなどが挙げられる。
【0024】
さらに、造膜性を高めること、インクジェット印刷適性を付与すること、及び分散性を高めることを目的として、例えばポリエステル樹脂、アクリル樹脂、あるいはウレタン樹脂等を樹脂バインダーとして分散液に添加してもよい。また、必要に応じて、粘度調整剤、表面張力調整剤、あるいは安定剤等を添加してもよい。
【0025】
本発明で用いられるインクは、インクジェット印刷適性の観点から、固形分濃度が5〜70質量%の範囲が好ましい。固形分濃度が5質量%以上であると、焼成処理後に十分な導電性が得られるだけの厚みを有するアンテナパターンを描画することができ、70質量%以下であると、粘度が十分に低く、インクジェット印刷適性が良好である。以上の観点から、該インク中の固形分濃度は10〜60質量%の範囲がより好ましく、20〜60質量%の範囲が更に好ましい。
また、インクジェット印刷適性の観点から、インクの粘度は25℃において1〜30mPa・sの範囲であることが好ましい。
【0026】
<アンテナパターン>
本発明の第一工程でインクジェット記録方式により描画されるアンテナパターンは、電波信号の送受信に用いられるダイポールアンテナ形状であり、例えば、UHF帯の電波(860MHz〜960MHz)が送受信できるライン形状やその他形状に設計されたパターンである。該アンテナパターンの形状は、使用する小型ICタグの共振周波数、アンテナを形成する被記録媒体の材質などによって、最適な通信性能が得られるように設計することができる。
【0027】
(乾燥工程)
本発明のICタグの製造方法においては、前記第一工程と後述する第二工程との間に、該第一工程で描画したアンテナパターンを加熱処理等により乾燥させる工程(以下、「乾燥工程」と称する。)を行うことが好ましい。第一工程においてアンテナパターンの描画に用いられるインクには、前述した分散媒等の溶剤が含まれるため、該インクを用いて描画したアンテナパターン中に残存する上記溶剤を乾燥工程において除去する。
上記乾燥工程は公知の方法及び装置を用いて行うことができ、乾燥温度、乾燥時間等の条件は、前記インクに含有される上記分散媒等の溶剤の種類、被記録媒体の種類、描画されたアンテナパターンの厚み等により適宜選択することができる。具体的には、例えば、通常のオーブンや乾燥炉等を用いて、80〜140℃程度の温度で0.1〜60分加熱して乾燥させる。また、後述する焼成処理において熱エネルギー処理を行う場合には、上記乾燥工程と熱エネルギー処理とを兼ねることができる。
乾燥工程後のアンテナパターンの膜厚は、インクジェット印刷における吐出量や微粒子の平均一次粒子径等を変化させて適宜制御することができるが、通常、0.1〜6.0μmの範囲、好ましくは0.2〜3.0μmの範囲である。
【0028】
(第二工程)
本発明のICタグの製造方法における第二工程は、前記第一工程で形成されたアンテナパターンを焼成処理し、前記金属微粒子又は金属化合物微粒子を焼結させて、導電性アンテナパターン(以下、「補助アンテナ」と称することがある。)を形成する工程である。
なお、本発明において、「導電性アンテナパターン」とは、後述する焼成処理後の表面抵抗が1.0Ω/□以下、好ましくは0.5Ω/□以下、更に好ましくは0.2Ω/□以下となるアンテナパターンをいう。
【0029】
<焼成処理>
前述した第一工程で被記録媒体上に描画されたアンテナパターンを焼成処理する方法としては、前述した金属微粒子又は金属化合物微粒子を焼結させ、該アンテナパターンに導電性を付与することができる方法であれば特に制限はないが、例えば光エネルギー処理、熱エネルギー処理及びプラズマ雰囲気処理の中から選ばれる少なくとも1種の方法を用いることができる。これらの方法の中で、装置及び取り扱い性の簡便さなどの観点から、光エネルギー処理又は熱エネルギー処理が好ましい。
上記焼成処理は、金属又は金属化合物微粒子の焼結膜の導電性を向上させる観点からは、不活性ガス雰囲気下又は還元性ガス雰囲気下で行うことが好ましいが、装置及び取り扱い性の観点からは、大気下で行うことが好ましく、所望の導電性等に応じて適宜選択することができる。
【0030】
≪光エネルギー処理≫
本発明における焼成処理において用いられる光エネルギー処理としては、紫外線、真空紫外線、電子線、赤外線ランプアニール、フラッシュランプアニール、レーザーなどを用いることができるが、ミリ秒以下の高速処理が可能で、プラスチックフィルム又は紙の被記録媒体にもダメージを与えにくく、かつICタグの製造においてロールツーロール法の適用が可能であるという観点からは、フラッシュランプを用いた光照射による焼成を用いることが好ましい。上記光照射の1回の照射時間は、10ミリ秒以下が好ましい。
光照射時のフラッシュランプとアンテナパターン部分との距離は1〜30cmであることが好ましい。また、光照射回数は1〜20回程度であることが好ましい。光照射回数が上記範囲であれば、アンテナパターンに与える熱量が適正であり、被記録媒体が熱ダメージを受けたり、アンテナパターンにクラックが入ってしまい、導電性アンテナパターンとして使用できなくなくなるなどの不具合を回避できる。
【0031】
≪熱エネルギー処理≫
本発明における焼成処理において用いられる熱エネルギー処理は、公知の方法及び装置を用いて行うことができる。焼成条件は、前記金属微粒子又は金属化合物微粒子を焼結させることができ、かつ被記録媒体に損傷を与えない範囲の条件を適宜選択することができるが、例えば、被記録媒体としてプラスチックフィルムや紙を用いた場合には、焼成炉において、80〜150℃で1〜60分処理することが好ましい。
本発明に用いられる金属微粒子又は金属化合物微粒子は、低温かつ短時間での焼結が可能であるため、前述した被記録媒体としてプラスチックフィルムや紙を用いた場合でも、上記のように低温かつ短時間の熱エネルギー処理により、十分な通信性能を有するICタグを製造することができる。
【0032】
≪プラズマ雰囲気処理≫
本発明における焼成処理において用いられるプラズマ雰囲気処理は、公知の方法及び装置を用いて行うことができ、例えば、マイクロ波エネルギーの印加により発生する表面波プラズマ(以下「マイクロ波表面波プラズマ」と称することがある。)による焼成処理を行うことができる。以下、マイクロ波表面波プラズマによる焼成処理について詳述する。
【0033】
前記表面波プラズマの発生方法に特に制限はなく、例えば減圧状態の焼成処理室の照射窓からマイクロ波エネルギーを供給し、該焼成処理室内に照射窓に沿う表面波プラズマを発生させる無電極プラズマ発生手段を用いることができる。
前記プラズマ発生手段としては、例えば焼成処理室の照射窓から周波数2450MHzのマイクロ波エネルギーを供給し、該処理室内に、電子温度が約1eV以下、電子密度が約1×1011〜1×1013cm-3のマイクロ波表面波プラズマを発生させることができる。
なお、マイクロ波エネルギーは、一般に周波数が300MHz〜3000GHzの電磁波であるが、例えば、2450MHzの電磁波が用いられる。この際、マイクロ波発振装置であるマグネトロンの精度誤差などのために2450MHz/±50MHzの周波数範囲を持っている。
【0034】
このようなマイクロ波表面波プラズマは、プラズマ密度が高く、電子温度が低い特性を有し、前記金属微粒子又は金属化合物微粒子を低温かつ短時間で焼成処理することが可能であり、緻密かつ平滑な焼結膜からなる導電性アンテナパターンを形成することができる。
【0035】
前記マイクロ波表面波プラズマは、還元性気体の雰囲気、好ましくは水素ガス雰囲気下で発生させる。これにより、金属微粒子表面に存在する絶縁性の酸化物が還元除去され、導電性能の良好なアンテナパターンが形成される。
なお、還元性雰囲気を形成する還元性気体としては、水素、一酸化炭素、アンモニアなどのガス、あるいはこれらの混合ガスが挙げられるが、特に、副生成物が少ない点で水素ガスが好ましい。
また、還元性気体には、窒素、ヘリウム、アルゴン、ネオン、クリプトン、キセノンなどの不活性ガスを混合して用いれば、プラズマが発生し易くなるなどの効果がある。
前記マイクロ波表面波プラズマによる焼成処理時間は、5分以内が好ましく、2分以内とすることがより好ましい。
【0036】
<導電性アンテナパターン>
上記焼成処理を行うことにより得られた導電性アンテナパターンは、補助アンテナとしての十分な機能を有するという観点から、ある程度の厚みが必要であり、0.1μm以上であることが好ましい。これに対し、耐屈曲性や柔軟性、及び、小型ICタグを貼付した際に段差が生じにくいという観点から、該導電性アンテナパターンの厚みは6μm以下であることが好ましい。以上の観点から、本発明における導電性アンテナパターンの厚みは、0.2〜3.0μmの範囲がより好ましい。
【0037】
前記導電性アンテナパターンは、表面抵抗が1.0Ω/□以下であり、導電性が良好である。用いる金属又は金属酸化物微粒子の粒径、焼成処理の条件等によって、表面抵抗をさらに低下させることができ、好ましくは、0.5Ω/□以下、さらには、0.2Ω/□以下とすることもできる。
【0038】
(第三工程)
本発明のICタグの製造方法における第三工程は、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前述した第二工程で形成された導電性アンテナパターン(補助アンテナ)近傍に貼付し、ICタグを作製する工程である。
【0039】
<小型ICタグ>
本発明において用いられる小型ICタグは、シートの片面に、ICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する。図1は、本発明において用いられる小型ICタグの一例の構成を示す平面模式図であり、図2は、その断面模式図である。該図1及び図2を参照しながら、本発明に用いられる小型ICタグについて説明する。
図1に示されるように、小型ICタグ1は、シート2と、シート2の片面21に設けられたICチップ3とを有している。ICチップ3は、2つのIC端子4を有しており、該2つのIC端子4の間は、シート2の片面21上に形成されたループアンテナ5により短絡されている。図1に示したループアンテナ5は1ターンのループアンテナであるが、本発明で用いられる小型ICタグのループアンテナは1ターンのものに限定されない。シート2は、前述した被記録媒体と同様、従来ICタグの基材として用いられているものであればよく、絶縁性のシートであってもよい。
一方、図2に示されるように、小型ICタグ1は、シート2の他方の面22に粘着剤層6を有する。粘着剤層6は、前記被記録媒体上に形成された導電性アンテナパターンの近傍に小型ICタグ1を貼付するのに十分な粘着性を有していればよい。例えば、常温で粘着性を有する粘着剤層のほか、加熱によって粘着性が付与される感熱性粘着剤からなる層であってもよい。また、該粘着剤層は離型紙などによって保護されていてもよい。
上記小型ICタグとしては、例えばTAGSYS社製、商品名「AK3」などの市販品が挙げられる。
【0040】
<小型ICタグの貼付>
当該小型ICタグは、前記被記録媒体上に形成された前記導電性アンテナパターン(補助アンテナ)近傍に貼付される。
前記補助アンテナと前記小型ICタグとの間には、前記シート及び前記粘着剤層を介しているため、両者は非接触であるが、電界結合方式あるいは磁界結合方式により交信することができる。そのため、前記補助アンテナ近傍に前記小型ICタグを粘着剤で貼付するという簡便な工程を行うだけで、従来品とほぼ同等の通信機能を有するICタグを作製することができる。
ここで「導電性アンテナパターンの近傍に貼付」とは、該導電性アンテナパターン(補助アンテナ)と、前記小型ICタグとが、電界結合方式あるいは磁界結合方式により交信可能な範囲に、該小型ICタグを配置して貼付することをいう。該交信可能な範囲は、補助アンテナの形状や伝送方式などによっても異なるが、通常、補助アンテナ形状に沿って概ね±3mm以内の範囲である。
【0041】
上記「交信可能な範囲」、及び交信における高感度領域について、図3〜図5を用いてさらに詳しく説明する。図3は、導電性アンテナパターンとしてダイポール型の補助アンテナを形成し、その近傍に小型ICタグを貼付した一例の構成を示す平面模式図である。図4は、ダイポール型の補助アンテナと小型ICタグとの交信における高感度領域を示す該補助アンテナの平面方向の模式図であり、図5は図4の矢印d側から見た、該補助アンテナの断面方向の模式図である。
図3〜図5において、7はダイポール型の導電性アンテナパターン(以下、単に「補助アンテナ7」ともいう)である。補助アンテナ7と、前記小型ICタグとが交信可能な範囲は、図3の破線で示される平面領域aで表すことができる。該平面領域aは、補助アンテナ7の重心71を通り、かつ補助アンテナ7の長手方向に平行な線bからの垂直距離y1が、概ね±3mmとなる領域である。
例えば、前述した図1で示される小型ICタグ1を補助アンテナ7に貼付する場合には、通常は該小型ICタグ1上のループアンテナ5を形成する配線の少なくとも一部が、交信可能な範囲である上記平面領域aに入るように貼付する。また、ループアンテナ5と補助アンテナ7の長手方向とが平行になるように貼付することが好ましい。これにより、交信感度の低下を抑制することができる。
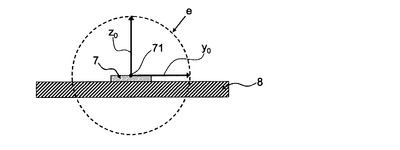
【0042】
また、一般的には補助アンテナがダイポール型の補助アンテナであれば、前記補助アンテナ7の重心71上に小型ICタグ1のループアンテナ5を重ねて貼付した場合に最高感度を示すが、ループアンテナ5を形成する配線の少なくとも一部を、重心71を中心とした半径1〜2mm程度の球を補助アンテナ7の長手方向に長さ30mm程度に伸ばした楕円体の空間領域内に入るようにして貼付した場合には、最高感度と比較して感度の劣化が0.5〜1.0dBm程度に抑えられ、効率のよい交信が可能である。
当該楕円体の空間領域は、図4における破線の楕円形領域c、及び図5における破線の円形領域eで示される。図4において、x0は15mm程度であり、y0は1〜2mm程度である。また、図5において、8は被記録媒体であり、z0は1〜2mm程度であり、y0=z0である。補助アンテナ7の重心71は、前記楕円体の空間領域の重心である。
【0043】
本発明のICタグの製造方法では、上記第一工程〜第三工程を行うことにより、ロール状のプラスチックフィルムや紙などの被記録媒体を用いて連続的にICタグを製造することもできる。
図6は、連続的に製造されたICタグの一例の構成を示す平面模式図である。例えば図6に示すように、ロール状のプラスチックフィルムや紙などの大面積の被記録媒体8上に、前述の方法で複数の補助アンテナ7を形成し、次に該補助アンテナの近傍に複数の小型ICタグ1を、前述のようにして貼付する。最後にこれを裁断等して、ICタグやICタグ製品とすることができる。
【0044】
<ICタグ>
当該第三工程において、補助アンテナ近傍に小型ICタグを貼付することにより得られるICタグは、当該ICタグとリーダ/ライタのアンテナ間での伝送媒体方式が、電波方式となり、特にUHF帯(860MHz〜960MHz)の電波帯の伝送によるICタグとすることができる。前記補助アンテナは、そのアンテナ形状が通信性に寄与し、通信電波補強用のアンテナとして機能する。
【0045】
≪ICタグの通信感度及び通信距離の測定≫
上述したICタグの通信感度及び通信距離の測定には、送信/受信アンテナを有し、UHF通信が可能なICタグ用の測定器を用いる。
測定は電波暗室内で実施し、測定器の送信/受信アンテナとICタグは一定距離を保ち、設置される。この測定器の出力電力を加減しながら、ICタグに応答を求める。一例としては、ICタグへの応答を求める信号として、ISO18000−6CのQueryコマンドを用いる。この場合は、ICタグからの応答としてRN16が返信される。
本発明において、ICタグの通信感度は、ICタグから応答があった必要最低電力から求められる。必要最低電力をPr[W]、ICタグの通信感度をPrdBm[dBm]とすると、以下の関係式(1)が成り立つ。
PrdBm=10log(Pr/103) ・・・(1)
【0046】
次に、ICタグの通信距離の測定及び計算方法について説明する。
自由空間において測定器の送信アンテナから平面波が送信され、距離r[m]離れたICタグに達して該ICタグが応答した場合、送信アンテナに供給する電力をPt、その利得をGt、ICタグの送信アンテナから取り出しうる最大受信電力(すなわち必要最低電力)をPr、ICタグの空中線利得をGr、ICタグのアンテナの送信と受信の偏波面による損失(偏波損)をFとすれば、この距離r[m]を求める式は以下の式(2)で表される。なお、λは波長[m]である。
【0047】
【数1】
【0048】
本発明はまた、前述した本発明のICタグ製造方法において用いることのできるICタグ製造装置をも提供する。図7は、本発明のICタグ製造装置の一例の構成を示す模式図であり、以下、図7を参照しながら、本発明のICタグ製造装置について説明する。
[ICタグ製造装置]
本発明のICタグ製造装置100は、図7に示すように、被記録媒体8上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてアンテナパターン9を描画する第一ユニット110と、アンテナパターン9を焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターン7を形成する第二ユニット130と、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグ1を、第二ユニット130で形成された導電性アンテナパターン7の近傍に貼付する第三ユニット140とを、少なくとも有することを特徴とする。
【0049】
<第一ユニット>
本発明のICタグ製造装置における第一ユニット110は、被記録媒体8上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてアンテナパターン9を描画するユニットである。被記録媒体8、及び、該金属微粒子又は金属化合物微粒子を含有するインクは、前述と同じである。
当該第一ユニット110の態様としては、例えば、前記金属微粒子又は金属化合物微粒子を含有するインクを充填するためのインクタンク111と、該インクを吐出してアンテナパターン9を描画する液体吐出ヘッド112と、被記録媒体8を載置するステージ113とを少なくとも有するものが挙げられる。また、ビットマップ形式のアンテナパターンデータを入力し、それを描画するためのプログラム制御装置114が付属されていることが好ましく、これにより液体吐出ヘッド112とステージ113との位置制御、インクの吐出条件などの制御が可能である。
前記インクの吐出方法としては、圧電体素子を用いたピエゾ方式や、熱の印加により蒸気を発生させてインクを吐出させる加熱方式などが挙げられる。該インクの液滴が被記録媒体に着弾した際のドット径から、ドット間のピッチを設定し、該設定ピッチでインクを繰り返し吐出することにより、所望のアンテナパターンを描画することができる。
【0050】
≪乾燥炉≫
本発明のICタグ製造装置100においては、第一ユニット110と後述する第二ユニット130との間に、描画されたアンテナパターン9を乾燥させる乾燥炉120を有することが好ましい。乾燥炉120としては、前述した乾燥工程を行うことが可能なものを用いることができ、処理速度、温度などが設定される。
【0051】
<第二ユニット>
本発明のICタグ製造装置100における第二ユニット130は、第一ユニット110で描画されたアンテナパターン9を焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターン7を形成するユニットである。
第二ユニット130の態様としては、例えば、前述した第二工程において記載した焼成処理方法に応じた焼成処理設備131を少なくとも有するものが挙げられる。第二ユニット130では、焼成処理条件、処理速度などの設定が行われる。
【0052】
<第三ユニット>
本発明のICタグ製造装置100における第三ユニット140は、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグ1を、第二ユニット130で形成された導電性アンテナパターン7の近傍に貼付する貼付装置141を有するユニットである。小型ICタグ1については、前述と同じである。
貼付装置141は、小型ICタグ1を、導電性アンテナパターン7が設けられた被記録媒体8上の所定の位置に貼付する位置制御機能を少なくとも有するものが挙げられる。第三ユニット140では、小型ICタグ1の貼付における位置制御や、処理速度などの設定が行われる。
【0053】
第一ユニット110及び第二ユニット130、ならびに乾燥炉120には、揮発する溶剤や有機物などを除去するための排気設備115、132及び121をそれぞれ設けることができる。
また、第一ユニット110、第二ユニット130、第三ユニット140、ならびに乾燥炉120は、それぞれ独立に制御されるものでもよく、一括して制御されるものでもよい。
ロールツーロール法などを用いて連続的にICタグを製造する場合には、第一ユニット110、第二ユニット130、第三ユニット140、ならびに乾燥炉120において行われる各工程の処理速度、処理条件を一括制御できるシステムとすることが好ましい。このような製造装置の一例としては、例えば、図7に示されるように第一ユニット110、乾燥炉120、第二ユニット130、及び第三ユニット140を順に有し、乾燥炉120が温風で乾燥する乾燥炉であり、第二ユニット130が、リニア型のキセノンフラッシュランプを用い、第一ユニット110で描画されたアンテナパターン9を1回の光照射により焼成処理できるユニットである製造装置が挙げられる。
上記のような製造装置を用いて行われる一連の工程は、通常、1〜50m/分の処理速度で連続して実施することができる。
【0054】
前述した本発明のICタグの製造方法及び製造装置を用いることにより、前述した第一工程、第二工程及び第三工程の3工程を同じ速度で行うことが可能であり、高速で生産性よくICタグを製造することができる。
【0055】
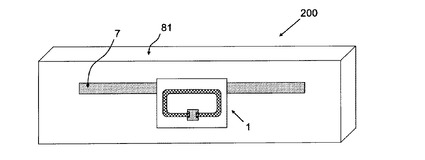
本発明の製造方法、製造装置を用いて作製されたICタグは、被記録媒体を包装フィルム、紙器、箱などに成形、あるいは製本して、そのままICタグ製品とすることが可能である。また、本発明のICタグに粘着加工を施してラベル状にし、これを包装フィルム、紙器、箱などの製品に貼付することも可能である。
図8は、ICタグ製品の一例の構成を示す模式図である。ICタグ製品200は、箱状に組み立てられた被記録媒体81上に補助アンテナ7が設けられ、該補助アンテナ7の近傍に、小型ICタグ1が貼付されてなる。ICタグ製品200は、例えば、シート状の被記録媒体8上に前述の製造方法、製造装置を用いて補助アンテナ7を形成し、補助アンテナ7の近傍に小型ICタグ1を貼付した後、被記録媒体8を箱状に組み立てることにより作製することができる。
【実施例】
【0056】
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、これらの例によってなんら限定されるものではない。
なお、各例で形成された導電性アンテナパターンの表面抵抗、膜厚、並びに各例で得られたICタグの通信感度及び通信距離は、以下に示す方法により求めた。
【0057】
(1)導電性アンテナパターンの表面抵抗
表面抵抗計〔(株)ダイアインスツルメンツ製、「ロレスタGP」、PSPタイププローブ〕を用いて、アンテナパターンに4探針を接触させる4探針法により表面抵抗を測定した。
【0058】
(2)膜厚測定
走査型電子顕微鏡〔「S−4800(型番)」,(株)日立ハイテクノロジーズ製〕を用い、イオンミリングを用いて試料を切断し、断面観察を行い、加速電圧1kV、加速電流10μAで膜表面の観察を行った。
【0059】
(3)ICタグの通信感度及び通信距離
実施例で得られたICタグの通信感度の測定には、送信/受信アンテナを有し、UHF通信が可能なICタグ用の測定器を用いた。
測定は電波暗室内で実施し、測定器の送信/受信アンテナとICタグを一定距離を保ち、設置した。この測定器の出力電力を加減しながら、ICタグに応答を求めた。
ICタグの通信感度は、ICタグから応答があった必要最低電力から求めた。必要最低電力をPr[W]とした場合に、ICタグの通信感度PrdBm[dBm]を、前記式(1)から求めた。
なお、ICタグの通信距離は前記式(2)から求めることができ、その計算例は実施例2にて後述する。
【0060】
実施例1
被記録媒体である、厚さ100μmのポリエチレンテレフタレートフィルム〔東洋紡績(株)製、商品名「東洋紡エステルフィルムE5000」〕上に、インクとして平均一次粒子径が20nmの銀ナノ粒子が分散されたインク(固形分濃度40質量%)を用い、インクジェットプリンタ〔FUJI FILM Dimatix社製、機種名「DMP−2831」、カートリッジヘッド:吐出量10pL〕を使用して、長さ140mm、幅5mmの長方形のアンテナパターンを描画した。
その後、フィルムを熱風乾燥炉で、100℃にて30分間加熱処理して、該アンテナパターンの乾燥、焼成を行い、膜厚が1.2μm、表面抵抗が0.10Ω/□の銀微粒子の焼結体からなる導電性アンテナパターン(補助アンテナ)を得た。
次いで、このようにして形成された補助アンテナ上に、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡する1ターンのループアンテナを有し、該シートの他方の面に粘着剤層を有する小型ICタグ〔TAGSYS社製、商品名「AK3」〕を貼付することによってICタグを作製した。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−11.5dBm、918MHzで−12.0dBmとなった。
【0061】
実施例2
実施例1において、フィルムを150℃で30分間加熱処理した以外は、実施例1と同様の操作を行い、ICタグを作製した。なお、形成した補助アンテナの膜厚は1.0μm、表面抵抗は0.075Ω/□であった。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−11.9dBm、918MHzで−11.6dBmとなった。
また、実施例2で得られたICタグの通信距離の計算例を示す。
上記ICタグが953MHz(波長λは0.315[m])で通信したとき、応答に必要であった必要最低電力Prが6.457×10-5[W](感度:−11.9[dBm])であった場合、損失のない理想的な条件の下(Gr=1、F=1)で、日本電波法におけるUHF帯の最大送信電力EIRP=4[W]を与えた場合、ICタグが応答する最大通信距離は、前記式(2)から、約6.24mと計算される。なお、上記最大送信電力EIRP[W]は、前記式(2)においてPt×Gtで表される。
上記ICタグの通信距離は、従来品とほぼ同等の性能である。
【0062】
実施例3
厚さ100μmのポリエチレンテレフタレートフィルムの代わりに、コート紙〔王子製紙(株)製、商品名「OKトップコート+」〕を用いた以外は、実施例1と同様の操作を行い、ICタグを作製した。なお、形成した補助アンテナの膜厚は1.2μm、表面抵抗は0.15Ω/□であった。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−11.5dBm、918MHzで−12.0dBmとなった。
【0063】
実施例4
被記録媒体である、厚さ75μmのポリイミドフィルム〔東レ・デュポン(株)製、商品名「カプトン300H」〕上に、インクとして平均一次粒子径が50nmの銅ナノ粒子が分散されたインク(固形分濃度50質量%)を用い、インクジェットプリンタ〔FUJI FILM Dimatix社製、機種名「DMP−2831」、カートリッジヘッド:吐出量10pL〕を使用して、長さ140mm、幅5mmの長方形のアンテナパターンを描画し、200℃、10分間乾燥させた。
その後、マイクロ波表面波プラズマ処理装置〔ミクロ電子(株)製、型番「MSP−1500」〕を用いて減圧チャンバー内に水素ガスを導入しながら、水素プラズマにより1分間焼成処理を行い、膜厚が0.7μm、表面抵抗が0.07Ω/□の銅微粒子の焼結体からなる導電性アンテナパターン(補助アンテナ)を得た。次いで、実施例1と同様に小型ICタグを貼付し、ICタグを作製した。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−12.5dBm、918MHzで−11.6dBmとなった。
【0064】
実施例5
被記録媒体である、厚さ100μmのポリエチレンテレフタレートフィルム〔東洋紡績(株)製、商品名「東洋紡エステルフィルムE5000」〕上に、インクとして平均一次粒子径が50nmの銅ナノ粒子が分散されたインク(固形分濃度40%)を用い、インクジェットプリンタ〔FUJI FILM Dimatix社製、機種名「DMP−2831」、カートリッジヘッド:吐出量10pL〕を使用して、長さ140mm、幅5mmの長方形のアンテナパターンを描画し、80℃、15分乾燥させた。
その後、キセノンランプを用いたパルス光照射装置〔Xenon社製、機種名「SINTERON2000」〕を用い、ランプとアンテナパターンの距離2.4cmとし、パルス幅500μ秒、照射エネルギー625Jで焼成処理を行い、膜厚が0.3μm、表面抵抗が0.35Ω/□の銅微粒子の焼結体からなる導電性アンテナパターン(補助アンテナ)を得た。次いで、実施例1と同様に小型ICタグを貼付し、ICタグを作製した。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−10.3dBm、918MHzで−10.8dBmとなった。
【0065】
参考例1
厚さ12μmの銅箔をベースとした銅張積層フィルムに、フォトリソグラフィー及びエッチング処理を施し、実施例1と同じ大きさのパターンを形成し、補助アンテナを得た。
以下、実施例1と同様の操作を施し、ICタグを作製した。
このICタグについて、周波数を変えて通信感度を測定した結果、953MHzで−12.7dBm、918MHzで−11.8dBmとなった。
【0066】
実施例1〜5と参考例1との比較から、本発明の製造方法で得られたICタグは、従来のフォトリソグラフィー及びエッチングを用いて作製されたICタグとほぼ同等の性能(通信感度、通信距離)を有していることがわかる。
【産業上の利用可能性】
【0067】
本発明のICタグの製造方法によれば、基材としてプラスチックフィルムや紙の使用が可能であり、従来品とほぼ同等の性能(通信感度、通信距離)を有するICタグを、高速で生産性よく製造することができる。また、被記録媒体の材質や製品形態に応じて、通信感度、通信距離を最適化するために、アンテナ形状を変更することが極めて容易である。
さらに、本発明のICタグの製造方法によれば、補助アンテナの形成からICタグの製造までを連続して行うことができ、パッケージ用のフィルム、箱、包装紙、紙器、書籍、ポスターなどの製品の在庫管理などに用いるICタグを、該製品に直接形成することも可能である。
【符号の説明】
【0068】
1 小型ICタグ
2 シート
21 シートの片面
22 シートの他方の面
3 ICチップ
4 IC端子
5 ループアンテナ
6 粘着剤層
7 導電性アンテナパターン(補助アンテナ)
71 導電性アンテナパターン(補助アンテナ)の重心
8 被記録媒体
81 箱状に組み立てられた被記録媒体
9 アンテナパターン
100 ICタグ製造装置
110 第一ユニット
111 インクタンク
112 液体吐出ヘッド
113 ステージ
114 プログラム制御装置
115 排気設備
120 乾燥炉
121 排気設備
130 第二ユニット
131 焼成処理設備
132 排気設備
140 第三ユニット
141 貼付装置
200 ICタグ製品
【特許請求の範囲】
【請求項1】
被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する第一工程と、
該アンテナパターンを焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターンを形成する第二工程と、
シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前記被記録媒体上に形成された前記導電性アンテナパターン近傍に貼付する第三工程を有する、ICタグの製造方法。
【請求項2】
第一工程と第二工程との間に、描画されたアンテナパターンの乾燥工程を有する、請求項1に記載のICタグの製造方法。
【請求項3】
第二工程におけるアンテナパターンの焼成処理を、光エネルギー処理、熱エネルギー処理及びプラズマ雰囲気処理の中から選ばれる少なくとも1種の方法で行う、請求項1又は2に記載のICタグの製造方法。
【請求項4】
被記録媒体が、プラスチックフィルム又は紙である、請求項1〜3のいずれかに記載のICタグの製造方法。
【請求項5】
被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する第一ユニットと、該アンテナパターンを焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターンを形成する第二ユニットと、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前記被記録媒体上に形成された前記導電性アンテナパターン近傍に貼付する第三ユニットとを少なくとも有する、ICタグ製造装置。
【請求項6】
第一ユニットと、第二ユニットとの間に、描画されたアンテナパターンを乾燥させる乾燥炉を有する、請求項5に記載のICタグ製造装置。
【請求項1】
被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する第一工程と、
該アンテナパターンを焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターンを形成する第二工程と、
シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前記被記録媒体上に形成された前記導電性アンテナパターン近傍に貼付する第三工程を有する、ICタグの製造方法。
【請求項2】
第一工程と第二工程との間に、描画されたアンテナパターンの乾燥工程を有する、請求項1に記載のICタグの製造方法。
【請求項3】
第二工程におけるアンテナパターンの焼成処理を、光エネルギー処理、熱エネルギー処理及びプラズマ雰囲気処理の中から選ばれる少なくとも1種の方法で行う、請求項1又は2に記載のICタグの製造方法。
【請求項4】
被記録媒体が、プラスチックフィルム又は紙である、請求項1〜3のいずれかに記載のICタグの製造方法。
【請求項5】
被記録媒体上に、金属微粒子又は金属化合物微粒子を含有するインクを用いてインクジェット記録方式でアンテナパターンを描画する第一ユニットと、該アンテナパターンを焼成処理し、金属微粒子又は金属化合物微粒子を焼結させて導電性アンテナパターンを形成する第二ユニットと、シートの片面にICチップ及び該ICチップの2つのIC端子間を短絡するループアンテナを有し、かつ該シートの他方の面に粘着剤層を有する小型ICタグを、前記被記録媒体上に形成された前記導電性アンテナパターン近傍に貼付する第三ユニットとを少なくとも有する、ICタグ製造装置。
【請求項6】
第一ユニットと、第二ユニットとの間に、描画されたアンテナパターンを乾燥させる乾燥炉を有する、請求項5に記載のICタグ製造装置。
【図1】

【図2】

【図3】
【図4】
【図5】
【図6】

【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−109715(P2013−109715A)
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願番号】特願2011−256316(P2011−256316)
【出願日】平成23年11月24日(2011.11.24)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成25年6月6日(2013.6.6)
【国際特許分類】
【出願日】平成23年11月24日(2011.11.24)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]