
ICタグを抄き込んだ和紙の製造装置

【課題】ICチップとアンテナを備えたICタグを含むテープ片を、ベース紙とカバー紙間に一定の間隔で定位置に抄き込んだ和紙の製造装置を提供する。
【解決手段】ICタグを抄き込んだ和紙の製造装置100は、第1シリンダー110と、第2シリンダー112と、この順に和紙を搬送するフェルト150と、ICテープ巻き出しリール120と、第1シリンダー110と第2シリンダー112間にフェルト150と近接させて配置し、ICテープ巻き出しリール120からICテープ2を巻き出すICタグ転写装置10と、を含む。第1シリンダー110を回転させて帯状のベース紙210を作りフェルト150に付着させ、該ベース紙210にICタグ転写装置10がICテープ2を裁断して転写させ、第2シリンダー112を回転させることによってカバー紙220を作ると共に、該ベース紙210に抄き合わせて該裁断されたICテープ2を挟み込む。
【解決手段】ICタグを抄き込んだ和紙の製造装置100は、第1シリンダー110と、第2シリンダー112と、この順に和紙を搬送するフェルト150と、ICテープ巻き出しリール120と、第1シリンダー110と第2シリンダー112間にフェルト150と近接させて配置し、ICテープ巻き出しリール120からICテープ2を巻き出すICタグ転写装置10と、を含む。第1シリンダー110を回転させて帯状のベース紙210を作りフェルト150に付着させ、該ベース紙210にICタグ転写装置10がICテープ2を裁断して転写させ、第2シリンダー112を回転させることによってカバー紙220を作ると共に、該ベース紙210に抄き合わせて該裁断されたICテープ2を挟み込む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ICタグを抄き込んだ和紙の製造装置およびその和紙の製造方法に関し、特に、ICタグを抄き込んだ和紙を製造するためのICタグ転写装置に関する。
【背景技術】
【0002】
紙に透かしやホログラムなどを加工して、認証や偽造防止を図る技術は古くから発展して来たが、近年ではICタグを埋め込んだ紙を製造する試みも多数なされている。
【0003】
例えば特許文献1では、次のようなICチップを埋着した和紙を製造する方法が開示されている。すなわち、「該和紙はベース紙とカバー紙が貼り合わされて構成し、ベース紙を漉く網目シリンダー外側面の一部をシールして厚さを薄くした溝空間を形成し、このベース紙を巻いた巻き出しリールからダンサロールを備えた張力機構を介してダブ付くことなく引き出し、ベース紙の移動を停止して該ベース紙に設けた溝空間を検出してノズルから接着剤を流出して塗布し、この場合、該ノズルはベース紙の巾方向に所定の速度で移動して溝空間の底に塗布し、そして該ベース紙を移動させて再び所定の位置で停止したところでICチップリールから巻き戻して裁断したICチップを溝空間に切り落として接着し、ICチップを接着したベース紙を張力機構を介して一定張力を付勢した状態で巻き取りリールに巻き付け、そしてこの巻き取りリールからベース紙を巻き戻してカバー紙を張り合わせたことを特徴とするICチップを埋着した和紙の製造方法。」である。
【0004】
この和紙の製造方法は、ベース紙とカバー紙の間にICチップを埋着して張り合わせたことを特徴とする和紙であり、ICチップを和紙(ベース紙とカバー紙)間に抄き込んだものではない。
【0005】
また、特許文献2には、「用紙基材の紙層間に、非接触方式のタグ部材が漉き込まれた状態で内蔵されてなることを特徴とする非接触方式のタグ部材が漉き込まれてなる用紙」が開示されているが、その製造方法については図示されない「非接触方式のタグ部材を貼付する装置」を設けると記載されているのみで、実施可能に記載されていない。
【0006】
これに続いて特許文献3には、「『所定の幅を有する連続状態のパルプ基紙中に、前記パルプ基紙の長手方向に平行に、導電性物質がアンテナとしての機能を備える状態で漉き込まれた領域と、導電性物質が漉き込まれていない領域とがストライプ状に交互に設けられていることを特徴とする』アンテナが漉き込まれている用紙」が開示されている。しかし、アンテナとして機能する導電性物質は長手方向に連続して広がっており、和紙の柔軟性や見栄えが損なわれる恐れがある。また、その製造方法については「導電性物質をノズルから噴出させる噴出装置」が記載されているものの、ICチップの貼付方法を含めて、実施可能には記載されていない。
【0007】
一方、特許文献4には、「ICチップを埋着した和紙において、該和紙は連続したベース紙とカバー紙の2層構造とし、ベース紙には長手方向に連続して形成した凹溝に長手方向に延びるテープを嵌めて一体化し、そして該テープには一定間隔でICチップを取付けていることを特徴とするICチップを埋着した和紙」が開示されている。
【0008】
この和紙を製造する方法においては、「紙料を収容した第1槽の内部に水平に取付けた第1シリンダーを回転することで網目から外周へ流れ出た上記紙料にてベース紙を連続して作り、そして第1シリンダーには該紙料が内部から外周へ流れ出る量を規制する部位を設けてベース紙の一部には凹溝を連続して形成し、この凹溝にICチップを一定間隔で取付けた一連のテープを嵌めて一体化し、その後、紙料を収容した第2槽の内部に水平に取付けた第2シリンダーを回転することで網目から外周へ流れ出る紙料にてカバー紙を作ると共に上記ベース紙に積層して上記テープを挟み込んだことを特徴とするICチップを埋着した和紙の製造方法」が採用されている。
【0009】
この和紙は、ベース紙とカバー紙を抄き合わせる際に、ICチップを一定間隔で取付けた一連のテープを挟み込んで抄き合わせることが特徴である。また、ベース紙の一部に凹溝を連続して形成し、この凹溝に上記テープを嵌めて一体化させた抄き合わせについても開示されている。
【0010】
【特許文献1】特許第4069868号公報
【特許文献2】特開2002−298118号公報
【特許文献3】特開2002−321475号公報
【特許文献4】特開2010−159516号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかし、特許文献4に開示されたICチップを埋着した和紙は、ベース紙とカバー紙間に、ICチップを一定間隔で取付けた一連のテープを挟み込んで抄き合わせるため、テープが和紙の一端から他端まで帯状に浮き出てしまう。また、ベース紙に凹溝を帯状に形成し、この凹溝にテープを嵌めて一体化させてカバー紙を抄き合わせても、やはり和紙の一端から他端まで帯状にテープが透けて見え、和紙の美観を損ねかねない。
【0012】
そこで本発明は、ICチップとアンテナを備えたICタグ、あるいはこれを含むテープ片を、ベース紙とカバー紙間に一定の間隔で定位置に抄き込んだ和紙の製造装置を提供し、このような和紙に抄き込んだICタグが和紙の美観を損ねないようにすることを目的とする。
【課題を解決するための手段】
【0013】
本発明に係るICタグを抄き込んだ和紙の製造装置は、紙料を収容した第1槽の内部に水平に支持した、外側周が第1網目により構成される第1シリンダーと、紙料を収容した第2槽の内部に水平に支持した、外側周が第2網目により構成される第2シリンダーと、前記第1シリンダーから前記第2シリンダーへ和紙を付着させて搬送するフェルトと、ICタグおよびマーカーを備えたICテープを巻き付けたICテープ巻き出しリールと、前記第1シリンダーと前記第2シリンダーとの間に前記フェルトと近接させて配置し、前記ICテープ巻き出しリールから前記ICテープを巻き出すICタグ転写装置と、を含み、前記第1シリンダーを回転させることによって前記第1網目から外側周方向へ流れ出た前記紙料にて帯状のベース紙を作り前記フェルトに付着させ、該ベース紙に前記ICタグ転写装置が前記ICテープを裁断して転写させ、前記第2シリンダーを該第1シリンダーと同速度で回転させることによって第2網目から外側周方向へ流れ出た前記紙料にてカバー紙を作ると共に、該ベース紙に抄き合わせて該裁断されたICテープを挟み込む、ICタグを抄き込んだ和紙の製造装置であって、前記ICタグ転写装置は、前記ICテープ巻き出しリールから前記ICテープを巻き出す搬送モーターと、前記搬送モーターが巻き出した該ICテープを、該ICテープに備えた前記マーカーの位置を感知することにより裁断してICテープ片に分切する裁断機と、前記裁断機から搬送された前記ICテープ片を吸引して回転し、前記ベース紙に該ICテープ片を放出して転写させるエアロールと、を含む。
【0014】
以下、本明細書において、互いに平行な第1シリンダーと第2シリンダーの軸方向を「短手方向」と、第1シリンダーから第2シリンダーへ向かう方向を「長手方向」ともいう。
【0015】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記ICタグ転写装置は、前記ベース紙の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置に前記ICテープ片を転写させる。
【0016】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記和紙の製造装置は、複数の前記ICテープ巻き出しリールを同軸に併設させてもよい。
【0017】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記ICタグ転写装置は、前記エアロールに近接して配置された搬送ロールを含み、前記裁断機が分切した所定の長さのICテープ片を該搬送ロールに搬送し、該エアロールが該ICテープ片を該搬送ロールから吸引して回転し、前記ベース紙に該ICテープ片を放出して転写させ得る。
【0018】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記裁断機は、歯を有するカッターロールと、該歯と嵌合する相歯を有するカッター受けロールと、を含み、該歯と該相歯とが嵌合するように該カッターロールと該カッター受けロールが前記ICテープを両面から挟んで回転し、前記嵌合により該ICテープを裁断して前記ICテープ片に分切する。
【0019】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記搬送モーターは、前記カッター受けロールを回転させることによって、該カッター受けロールと略同外周速度で回転する前記カッターロール間に前記ICテープを挟持して搬送し得る。
【0020】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記エアロールは、回転可能な外側周に複数の空気孔を有する円筒状であり、前記外側周の前記フェルト側の上端線近傍に位置する転写帯と、前記外側周の前記搬送ロール側の下端線を含み、前記転写帯を除く部分に吸引帯と、を有し、前記転写帯には外側周方向に送風し、前記吸引帯には該外側周から内側方向に吸引風を発生させるエアコントロール機構を含み得る。
【0021】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記エアロールの外側周は、前記第1シリンダーおよび前記第2シリンダーと同方向に同外周速度で回転してもよい。
【0022】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記和紙の製造装置は、前記ICテープに備えたマーカーの位置を感知するセンサーを含んでもよい。
【0023】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記和紙の製造装置は、少なくとも前記センサー、前記ICタグ転写装置が備える前記搬送モーター、および前記エアロールの外側周の動作を連動させるCPUを含むのが好ましい。
【0024】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記CPUは、前記搬送モーターを前記ICテープ巻き出しリールから前記エアロールの方向へ所定の速度で回転させ、前記センサーが前記ICテープに備えた前記マーカーの位置を感知後所定時間で該搬送モーターを停止させると共に、前記裁断機に該ICテープを裁断させて前記ICテープ片に分切させ得る。
【0025】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記CPUは、前記第1シリンダーおよび第2シリンダーの回転速度に適合させて、前記エアロールの外側周および該外側周に連動した前記搬送モーターの回転開始、回転速度、回転停止の動作を制御し得る。
【0026】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記CPUは、前記第1シリンダーから、前記フェルトに付着して前記エアロールの前記上端線方向へ搬入される前記ベース紙に、少なくとも長手方向に一定の間隔を保持した一定の位置に前記ICテープ片を転写させるように前記外側周および前記搬送モーターの動作を制御し得る。
【0027】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記第1槽の内部において、前記第1シリンダーの第1網目に前記紙料が内部から外側周へ流れ出る量を規制する部位を設けて、前記ベース紙の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置に凹溝を連続形成し、前記CPUは、前記エアロールを介して前記凹溝に前記ICテープ片を転写させて嵌合させ得る。
【0028】
本発明に係るICタグを抄き込んだ和紙の製造装置は、紙料を収容した第0槽の内部に前記第1シリンダーと平行に支持した外側周が第0網目により構成される第0シリンダーを含み、前記第0シリンダーを回転させることによって前記第0網目から外側周方向へ流れ出た前記紙料にて帯状のプレベース紙を作り前記フェルトに付着させ、前記第1シリンダーを該第0シリンダーと同速度で回転させることによって前記第1網目から外側周方向へ流れ出た前記第1槽の紙料にてベース紙を作ると共に、該プレベース紙に抄き合わせて3層構造の和紙を製造してもよい。
【発明の効果】
【0029】
本発明に係るICタグを抄き込んだ和紙の製造方法においては、ベース紙とカバー紙間に、ICタグ、あるいはICタグを含むICテープ片が和紙と一体化して抄き込まれるため、ICタグが容易に剥ぎ取られることはない。したがって、不正目的でICタグを別のタグと交換される危険を防止することが出来る。
【0030】
ベース紙に形成した凹溝にテープを嵌合して一体化させてカバー紙を抄き合わせることにより、出来上がった和紙の厚さを一定にすることが出来る。また、ベース紙とカバー紙間に、ICタグを含むICテープ片を、一定間隔の一定位置に挟み込んで抄き合わせるため、製造された和紙を一定のサイズに分切して用紙に分割した場合、各和紙用紙には少なくとも1以上のICタグを埋着することが出来る。したがって、このICタグを抄き込んだ和紙用紙を用いて書類や本などを構成すれば、ページの抜取りや改竄等を防ぐことが出来る。
【0031】
上記のように、ベース紙とカバー紙間に、ICテープ片を一定間隔の一定位置に挟み込んで抄き合わせて和紙を製造するため、当該和紙を一定のサイズに分切して用紙に分割してもICタグあるいはICテープ片の占める面積は小さく、和紙用紙の美観を損ねず、用紙のICタグ等による浮き出し部分も小さくて済む。
【0032】
また、ベース紙に凹溝を形成し、この凹溝にテープを嵌めて一体化させてカバー紙を抄き合わせても、やはり和紙のICタグ等による透けて見える部分が小さく、和紙用紙の美観を損ねずに済み、装飾として利用することも出来る。
【図面の簡単な説明】
【0033】
【図1】本発明に係るICタグを抄き込んだ和紙の製造装置の正面図。
【図2】本発明に係るICタグ転写装置の拡大正面図。
【図3】本発明に係るICタグを抄き込んだ和紙の製造装置の模式図。
【図4】(a)本発明に係るエアロールの断面図、(b)本発明に係るエアロールの側面図。
【図5】(a)本発明に係るICタグを抄き込んだ和紙の表面斜視図、(b)ICタグを挟み込んだ和紙図5(a)のA−A断面図、(c)ICタグを凹溝に嵌合させた和紙図5(a)のA−A断面図。
【図6】(a)本発明に係るベース紙の裏面斜視図、(b)図6(a)のB−B断面図。
【図7】本発明に係るICテープ片の平面図。
【図8】本発明に係るICタグの平面図。
【図9】本発明に係るICタグを抄き込んだ3層構造の和紙の断面図。
【発明を実施するための形態】
【0034】
以下、図面を参照しながら本発明に係るICタグを抄き込んだ和紙の製造装置およびその和紙の製造方法の実施形態について説明する。なお、以下各図面を通して同一の構成要素には同一の符号を使用するものとする。
【0035】
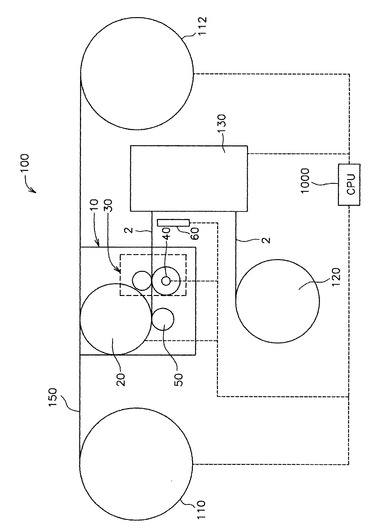
本発明に係るICタグを抄き込んだ和紙の製造装置100は、図1に示すように、紙料202を収容した第1槽114の内部に水平に支持した、外側周が第1網目111により構成される第1シリンダー110と、紙料202’を収容した第2槽116の内部に水平に支持した、外側周が第2網目113により構成される第2シリンダー112と、第1シリンダー110から第2シリンダー112へ和紙を付着させて搬送するフェルト150と、ICタグ3およびマーカー6を備えたICテープ2を巻き付けたICテープ巻き出しリール120と、第1シリンダー110と第2シリンダー112との間にフェルト150と近接させて配置し、ICテープ巻き出しリール120から巻き出したICテープ2を搬送・裁断するICタグ転写装置10と、を含む。
【0036】
上記第1シリンダー110は両端が開口して第1網目111を外側周に有す筒体をなして第1槽114の内部に水平に取付けられ、同じく第2シリンダー112は同じく両端が開口して第2網目113を外側周に有す筒体を成して第2槽116の内部に水平に取付けられている。そして第1シリンダー110及び第2シリンダー112の下側部分はそれぞれ紙料202、202’に浸かっており、各シリンダー110、112が回転するならば上記開口から入っている紙料202、202’は第1シリンダー110及び第2シリンダー112と共に回転する。そして、シリンダー内部の紙料202、202’は第1網目111、第2網目113から外側周へ流れ出て、各々の外側周に付着する。
【0037】
本製造装置100は、このように第1シリンダー110を回転させることによって第1網目111から外側周方向へ流れ出た紙料202にて帯状のベース紙210を作りフェルト150に付着させ、ベース紙210にICタグ転写装置10がICテープ2を裁断して転写させ、第2シリンダー112を第1シリンダー110と同速度で回転させることによって第2網目113から外側周方向へ流れ出た紙料202’にてカバー紙220を作ると共に、ベース紙210に抄き合わせて裁断されたICテープ2を挟み込む、ICタグ3を抄き込んだ和紙の製造装置100である。ローラー122は第1シリンダー110間にフェルト150、ベース紙210等を挟み込んで長手方向に送り出し、ローラー124は第2シリンダー112間にフェルト150、ベース紙210、カバー紙220等を挟みこんで次工程(例えば乾燥工程)へと搬送する。
【0038】
ICタグ転写装置10は、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212にICテープ片1を転写させてもよい(図5参照)。この場合、本製造装置100は、複数のICテープ巻き出しリール120を同軸に併設させればよい。
【0039】
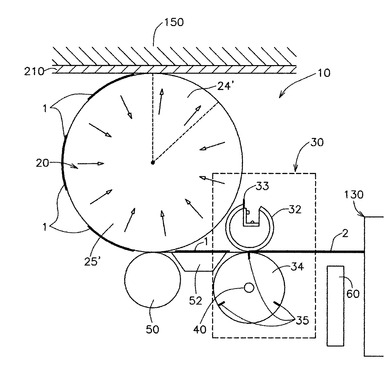
さらに図2を参照すると、本発明に係るICタグを抄き込んだ和紙の製造装置100においては、ICタグ転写装置10は、ICテープ巻き出しリール120から巻き出したICテープ2を、張力機構130(図1)を介して搬送する搬送モーター40と、搬送モーター40が搬送するICテープ2を所定の長さに裁断してICテープ片1に分切する裁断機30と、裁断機30から搬送されたICテープ片1を吸引して回転し、ベース紙210にICテープ片1を放出して転写させるエアロール20と、を含む。
【0040】
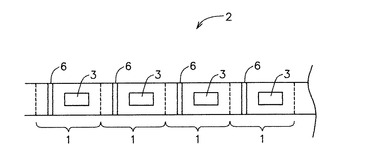
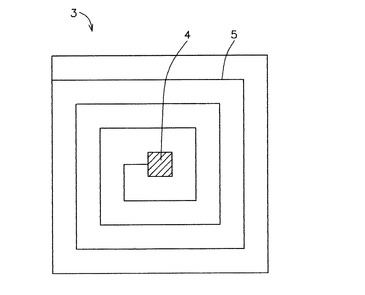
ここで、ICテープ片1は図7のように少なくとも1つのICタグ3を含むが、ICタグ3とは、「非接触ICタグ」、「非接触データキャリア」、「無線ICタグ」、「非接触IC」、「非接触ICラベル」、「RFIDタグ」等とも表現され、例えば図8のように、ICチップ4とアンテナ5の機能を同時に備えたタグ一般を指すものとする。ICテープ片1は図7のようにマーカー6を含んでもよく、この場合裁断機30は、ICテープ2に等間隔に備えたマーカー6の位置を感知することにより、ICテープ2を所定の長さに裁断してICテープ片1を連続的に生成する。
【0041】
本発明において、ICテープ片1とICタグ3は同寸法であってもよく、ICテープ片1自体がICタグ3そのものであってもよい。マーカー6は、ICテープ2の表面にあっても内部にあっても、あるいはICタグ3内に含まれてもよく、ICタグ3内に含まれるICチップ4の一部であってもよい。マーカー6は、例えば光や音波などの信号を遮ったり、反応を生じる構成とする。
【0042】
上記のように、ICテープ2はICタグ3およびマーカー6を備えるが、図8のようにICタグ3が同時に備えるICチップ4とアンテナ5は、ICテープ2(ICテープ片1)に印刷され、あるいは内包されていてもよく、アンテナ5がICチップ4上に印刷されていてもよい。また、マーカー6はICチップ4自身であってもよい。
【0043】
本発明では図7のように、ICタグ3、3、・・・を一定間隔で取付けたICテープ2を別途製作してICテープ片1に裁断し、図5(a)に示すように和紙200を製造するに際して、ICテープ片1をベース紙210とカバー紙220とで上記一定の位置212に挟持する構造としている。ICテープ2の両面または片面には、ベース紙210およびカバー紙220には貼着するが、ICテープ2同士は接着しない接着剤が塗布されているのが好ましい。尚、ICテープ2の材料は特に限定されないが、例えばポリエチレンや紙などが用いられる。
【0044】
図5(a)に示す和紙200を製造するに当たって、図1、図2等において、少なくとも第1シリンダー110、第2シリンダー112、エアロール20、ICテープ巻き出しリール120、搬送モーター40の軸方向(短手方向)は同一であるのが好適であり、エアロール20、ICテープ巻き出しリール120、搬送モーター40等は第1シリンダー110(第2シリンダー112)の軸方向の幅内にそれぞれ同数の複数台、同軸に並設されてよい。複数の併設されたICテープ巻き出しリール120にそれぞれ巻き込まれたICテープ2は、同時に同速で巻き出されて搬送モーター40により搬送され、一又は複数の裁断機30によって長手方向に上記複数個のICテープ片1に各々裁断され、1台あるいは上記複数台のエアロール20によってベース紙210に放出され転写される。
【0045】
このような、本発明に係るICタグを抄き込んだ和紙の製造装置100によって製造されたICタグを抄き込んだ和紙200の基本構造は、図5(a)に示すように、ベース紙210と、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に貼着させたICテープ片1と、ICテープ片1を覆ってベース紙210に抄き合わせたカバー紙220と、を含む。ICテープ片1は、ICテープ2を、裁断機30により上記一定の位置212のサイズと同寸法以下に長手方向に裁断することにより得られる。この場合、ベース紙210上の上記一定の位置212にICテープ片1を貼着してベース紙210を抄き合わせることになるので、和紙200はICテープ片1の抄き込まれた上記一定の位置212ではICテープ片1の厚みの分だけ僅かに厚みが出ることとなる。また、一定の位置212の形状は、例えば長方形や正方形などであるが、特に限定されない。
【0046】
一方、他の実施形態の和紙200の基本構造としては、第1槽114の内部において、第1シリンダー110の第1網目111に紙料202が内部から外側周へ流れ出る量を規制する部位を設けて、図6(a)のようにベース紙210の上記一定の位置212に凹溝214を連続形成し、凹溝214にICテープ片1を貼着させ、あるいは嵌合させてもよい。このようなICタグを抄き込んだ和紙200は、長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214を形成したベース紙210と、凹溝214に貼着または嵌合されたICテープ片1と、ICテープ片1を覆ってベース紙210に抄き合わせたカバー紙220と、を含む。
【0047】
図5(b)にはICテープ片1を一定の位置212に挟み込んだ和紙図5(a)のA−A断面図を、図5(c)にはICテープ片1を凹溝214に嵌合させた和紙図5(a)のA−A断面図を、それぞれ図示する。
【0048】
以上のような、上記製造装置100を用いた、本発明に係るICタグ3(ICテープ片1)を抄き込んだ和紙200の製造方法は、次のようなステップで記載することができる。
【0049】
本発明に係るICタグを抄き込んだ和紙の製造方法は、
(1)紙料202を収容した第1槽114の内部に水平に支持した、外側周が第1網目111により構成される第1シリンダー110を準備するステップ、
(2)紙料202’を収容した第2槽116の内部に水平に支持した、外側周が第2網目113により構成される第2シリンダー112を準備するステップ、
(3)第1シリンダー110から第2シリンダー112へ和紙を付着させて搬送するフェルト150を準備するステップ、
(4)ICタグ3およびマーカー6を備えたICテープ2を巻き付けたICテープ巻き出しリール120を準備するステップ、
(5)第1シリンダー110と第2シリンダー112との間にフェルト150と近接させて配置し、ICテープ巻き出しリール120からICテープ2を巻き出すICタグ転写装置10を準備するステップ、
(6)第1シリンダー110を回転させることによって第1網目111から外側周方向へ流れ出た紙料202にて帯状のベース紙210を作り、フェルト150に付着させるステップ、
(7)ICタグ転写装置10が、ICテープ巻き出しリール120から巻き出したICテープ2を裁断してICテープ片1に分切し、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212にICテープ片1を転写させるステップ、
(8)第2シリンダー112を第1シリンダー110と同速度で回転させることによって第2網目113から外側周方向へ流れ出た紙料202’にてカバー紙220を作ると共に、ベース紙210に抄き合わせてICテープ片1を挟み込むステップ、
を含む。
【0050】
本発明に係るICタグを抄き込んだ和紙の製造方法においては、帯状のベース紙210を作りフェルト150に付着させるステップ(6)は、第1シリンダー110の第1網目111に紙料202が内部から外側周へ流れ出る量を規制する部位を設けて、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214を連続形成するステップを含んでもよい。
【0051】
また、上記ICテープ片1を転写させるステップ(7)は、ベース紙210の上記一定の位置212に形成された凹溝214にICテープ片1を転写・嵌合させるステップを含んでもよい。
【0052】
したがって、ICタグを抄き込んだ和紙200は図5に示すように、連続したベース紙210とカバー紙220の少なくとも2層を有する構造であり、ベース紙210には長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212にICテープ片1が抄き込まれて埋着された構造である。一定の位置212に凹溝214を形成した場合は、ICテープ片1が透けて見えないように、ベース紙210のカバー紙220と反対側に更にもう一層の和紙(プレベース紙300)を抄き合わせて、3層以上の構造としてもよい(図9)。
【0053】
ICテープ片1、1、・・・を取付ける方法は色々ある為に特に限定しないが、例えばICタグ3、3、・・・を一定間隔で取付けたICテープ2を別途製作し、和紙200を製造するに際してICテープ2をベース紙210とカバー紙220とで挟持する構造とする。ICテープ2には、長手方向にICタグ3、3、・・・が一定間隔で連続して取付けられているが、短手方向にも一定間隔で複数のICタグ3、3、・・・が取付けられてもよい。ICテープ片1、1、・・・をベース紙210とカバー紙220間に抄きこむので、技術の進歩と共にICテープ片1が小型化すればするほど、和紙200に抄きこむICテープ片1は目立つことなく、和紙200の見栄えは自然なものとなる。あるいはICテープ片1に模様や色などを施し、形状を変化させる等して、和紙200の装飾としてもよい。
【実施例1】
【0054】
本発明に係るICタグを抄き込んだ和紙の製造装置において、ICタグ転写装置10は最も重要な機能を担う装置の1つであり、以下図1、図2を用いて実施例を説明する。
【0055】
上記のように、ICタグ転写装置10は、ICテープ巻き出しリール120から巻き出したICテープ2を張力機構130を介して搬送する搬送モーター40と、搬送モーター40が搬送するICテープ2を所定の長さに裁断してICテープ片1に分切する裁断機30と、裁断機30から搬送されたICテープ片1を吸引して回転し、ベース紙210にICテープ片1を放出して転写させるエアロール20と、を含む。
【0056】
すなわちICタグ転写装置10は、エアロール20に近接して配置された搬送ロール50と、搬送ロール50と裁断機30の間に配置された搬送台52と、を含み、裁断機30が分切した所定の長さのICテープ片1を、搬送台52を介して搬送ロール50に搬送し、エアロール20がICテープ片1を搬送ロール50から吸引して回転し、ベース紙210にICテープ片1を放出して転写させる。尚、搬送台52は、ICテープ片1の長さが十分長い場合は省略することが出来る。
【0057】
裁断機30は、歯33を有するカッターロール32と、歯33と嵌合する相歯35を有するカッター受けロール34と、を含み、歯33と相歯35とが嵌合するようにカッターロール32とカッター受けロール34がICテープ2を両面から挟んで回転し、上記嵌合によりICテープ2を裁断してICテープ片1に分切する。
【0058】
搬送モーター40は、カッター受けロール34を回転させることによって、カッター受けロール34と略同外周速度で回転するカッターロール32との間にICテープ2を挟持して搬送する構成としてもよい。
【0059】
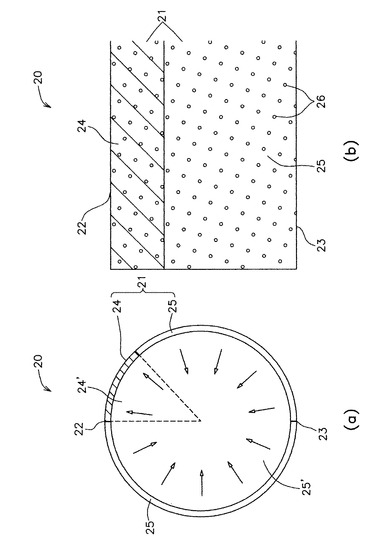
またエアロール20は、図4(a)、(b)に示すように、回転可能な外側周21に複数の空気孔26を有する円筒状であり、外側周のフェルト150側の上端線22近傍に位置する転写帯24と、外側周21の搬送ロール50側の下端線23を含み転写帯24を除く部分に吸引帯25と、を有し、転写帯24には外側周21方向に送風し、吸引帯25には外側周21から内側方向に吸引風を発生させるエアコントロール機構を含む。ここで、図4(a)はエアロール20の径方向の断面図を示し、図4(b)は図4(a)の断面円の右半分に相当するエアロール20の側面図を表す。
【0060】
図2に示すように、エアロール20は、外側周21の上端線22がフェルト150に、下端線23が搬送ロール50に近接するように配置され、図4(a)、(b)に示された外側周21の上端線22からICテープ片1の搬送方向に設けられた転写帯24の周方向の長さは、ICテープ片1の搬送方向の長さ程度であってよい。また、吸引帯25は、外側周21の下端線23を含み転写帯24を除く部分に相当している。
【0061】
エアロール20の内部は、図4(a)のように、外側周21の転写帯24に対応する転写セル24’と、転写セル24’以外の部分である吸引セル25’より構成される。転写セル24’の外側周21の全部または一部は吸引帯25である。エアロール20は、図示しないエアコントロール機構をその内外に有しており、転写帯24には転写セル24’から外側周21方向に送風し、吸引帯25には外側周21から吸引セル25’方向に吸引風を発生させる。上記外側周21の転写帯24と吸引帯25は相対的な名称であり、空気孔26を有する外側周21が回転すると共に、それぞれ、転写セル24’上部に位置する部分が転写帯24と、吸引セル25’上部に位置する部分が吸引帯25となる。ICテープ片1は、吸引帯25では外側周21に吸着され、転写帯24では外側周21から離れる方向に風圧を受ける。なお、上記エアコントロール機構は、公知のブロワー、コンプレッサーなどを組み合わせることによって容易に構成することができる。
【0062】
エアロール20の外側周21は、第1シリンダー110および第2シリンダー112と同方向に同外周速度で回転するのが好ましく、上記のように、ICテープ片1を吸引帯25にて搬送ロール50から吸引して回転し、転写帯24にてベース紙210にICテープ片1を放出して転写させる。
【0063】
次に図2、図3を参照して、本発明に係るICタグを抄き込んだ和紙の製造装置100における、主にICタグ転写装置10の動作について以下説明する。
【0064】
本発明のICタグ3を抄き込んだ和紙の製造装置100は、ICテープ2に備えたマーカー6の位置を感知するセンサー60を含むが、製造装置100は、少なくともこのセンサー60、ICタグ転写装置10が備える搬送モーター40、およびエアロール20が備える外側周21の動作を連動させるCPU1000を含む。CPU1000は、第1シリンダー110、第2シリンダー112および張力機構130内の巻出しロール132の動作をも連動させて制御してもよい。また、センサー60は、例えば一対のレーザーの発信機と受信機であり、発信機の発信したレーザーがマーカー6により遮られる事によってマーカー6を感知する。なお、マーカー6は上記のように、特には明示されないICチップ自身等であってよい。
【0065】
CPU1000は、搬送モーター40をICテープ巻き出しリール120からエアロール20の方向へ所定の速度で回転させ、センサー60がICテープ2に備えたマーカー6の位置を感知後所定時間で搬送モーター40を停止させると共に、裁断機30にICテープ2を裁断させてICテープ片1に分切させる。上記所定時間は、第1シリンダー110、第2シリンダー112と外側周21の回転速度、および、搬送モーター40の回転・停止の動作速度等を総合的に計算して決定され、CPU1000が連動する構成要素の動作を調整する。なお、ICテープ2は、張力機構130により常に略一定の張力に保たれている。
【0066】
ICタグ転写装置10において、外側周21は、CPU1000を介して搬送モーター40と連動して回転し、裁断機30から搬送台52を介して搬送されたICテープ片1を、搬送ロール50との間に挟んで当該エアロール20に吸引させ、エアロールの外側周21を回転させる。上記のように、エアロール20の外側周21は、第1シリンダー110、第2シリンダー112と同方向に同外周速度で回転させるのが好ましい。
【0067】
すなわち、CPU1000は、第1シリンダー110および第2シリンダー112の回転速度に適合させて外側周21を回転させ、外側周21に連動した搬送モーター40の回転開始、回転速度、回転停止の動作を制御する。このようにCPU1000は、第1シリンダー110から、フェルト150に付着してエアロール20の上端線22方向へ搬入されるベース紙210に、一定の間隔を保持した一定の位置212にICテープ片1を転写させるように搬送モーター40および外側周21の動作を制御する。
【0068】
以上のようにCPU1000は和紙の製造装置100の複数の構成要素を制御するが、第1シリンダー110、第2シリンダー112、エアロール20の外側周21、および張力機構130内の巻出しロール132は、同方向に同一の外周速度で回転するように制御するのが最もシンプルである。CPU1000は、例えば外側周21の回転に連動させて
搬送モーター40の回転開始、回転速度、回転停止の動作を制御し、裁断機30によりICテープ2を裁断するが、この間、ICテープ2の張力は張力機構130により常に略一定に保たれる。
【0069】
また、本発明に係るICタグ3を抄き込んだ和紙の製造装置100の別の実施形態としては、まず、第1槽114の内部において、第1シリンダー110の第1網目111に紙料202が内部から外側周へ流れ出る量を規制する部位を設けて、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214を連続形成する。CPU1000は、エアロール20を介して凹溝214にICテープ片1を転写させて嵌合させる。その後、紙料202’を収容した第2槽116の内部の第2シリンダー112を回転により第2網目113から外側周へ流れ出る紙料202’にてカバー紙220を作ると共にベース紙210に抄き込んでICテープ片1を挟み込む。このようにして、ICタグ3を凹溝214に嵌合し抄き込んだ和紙200を得ることが出来る。
【実施例2】
【0070】
次に、本和紙の製造装置100における張力機構130を、図1を用いて実施例を説明する。
【0071】
張力機構130は、ICテープ巻き出しリール120と搬送モーター40(裁断機30)間に配置され、ICテープ2の張力を略一定に保つ機能を担う。張力機構130は、巻出しロール132、ダンサロール134およびロール136から構成され、ICテープ巻き出しリール120から巻出しロール132により巻き出されたICテープ2はダンサロール134およびロール136を経て、一定の張力が付勢されている状態で搬送モーター40により裁断機30に搬送される。
【0072】
張力機構130はダンサロール134を備えている為に、巻出しロール132と搬送モーター40(裁断機30)間のICテープ2はダブ付くことがないように一定の張力が付勢される。巻出しロール132が一定速度で回転することでICテープ2は移動するが、裁断機30がICテープ2を裁断する際には搬送モーター40は停止する。このように、ICテープ2が停止してもダンサロール134が降下することで、ICテープ巻き出しリール120と搬送モーター40(裁断機30)間で一定の張力は付勢された状態とすることが出来る。
【実施例3】
【0073】
上記、凹溝214を有する、他の実施形態のICタグを抄き込んだ和紙200について、その製法を以下詳細に説明する。図5(c)にその断面を示すように、このような和紙200は、長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214を形成したベース紙210と、凹溝214に貼着または嵌合されたICテープ片1と、ICテープ片1を覆ってベース紙210に抄き合わせたカバー紙220と、を含む。図6(a)はベース紙210の裏面斜視図であり、ベース紙210の表面がフェルト150に付着し、裏面に形成された凹溝214にICテープ片1が嵌合されて、カバー紙220と抄き合わされる。
【0074】
図6(b)は図6(a)のB−B断面図を表しているが、ベース紙210の下面(裏面)には一定の位置212に凹溝214が形成されている。この凹溝214は、上記第1シリンダー110の第1網目111の粗さを細かくすることで紙料202の通過が抑制され、その為にこの部分のベース紙210の厚さが薄くなる。すなわち、第1シリンダー110は第1網目111を有す筒状を成し、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214が形成されるように、筒状の円周方向と軸方向に網目を細かくした部位が設けられている。
【0075】
以下主に、ベース紙210の下面の一定の位置212に凹溝214を形成する場合について、本発明に係る製造装置100を用いた和紙200の製造方法を説明する。
【0076】
第1シリンダー110は両端が開口した筒状であり、開口から流入した紙料202は第1シリンダー110の内面に付着し、回転に伴って上昇する。同時に網目を通過することで外周面に流れ出てローラー122にて押えられ、第1シリンダー110の外周面から剥離してフェルト150に付着してベース紙210が作られる。ところが、第1シリンダー110の上記一定の位置212の対応部に上記網目を細かくした部位を設けることで、紙料が通過し難くなり、ベース紙210に凹溝214が形成される。
【0077】
そして、水分を含んで軟らかいベース紙210はフェルト150に付着して移動し、途中でICテープ片1が組み込まれる。ICテープ巻き出しリール120にそれぞれ巻き込まれたICテープ2は、搬送モーター40により同時に巻き出されて裁断機30によって長手方向に上記複数個のICテープ片1に裁断され、エアロール20によってベース紙210の凹溝214に嵌合される。
【0078】
このようにベース紙210に形成した凹溝214にICテープ片1が嵌り、その状態でフェルト150に付着して移動する。ここでベース紙210は水分を含んで十分湿っている為に、ICテープ片1が紙製であればベース紙210の凹溝214に嵌って接することで同じく湿ってベース紙210と一体化される。しかし、上記のようにICテープ片1が紙である場合も、出来るだけ両面に接着剤を塗布するのが好ましい。特に上述のように、ベース紙210に凹溝214を形成せず、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212にICテープ片1を貼着させる場合は、接着剤を使用するのが望ましい。
【0079】
凹溝214にICテープ片1が嵌って組み込まれたベース紙210はフェルト150に付着して移動し、第2シリンダー112へ進入する。第2シリンダー112はベース紙210と同一速度で回転し、カバー紙220が積層される。すなわち、第1シリンダー110の場合と同じように、第2槽116に収容されている紙料202’が第2シリンダー112の内部に流れ込み、回転と共に内面に付着した紙料202’は上昇すると共に、第2網目113から外側周へ流出する。
【0080】
外側周へ流れ出た紙料202’が移動してきたベース紙210の下面に抄き合わされる。図5(c)はベース紙210にカバー紙220が抄き合わされた状態の断面図であり、ベース紙210、ICテープ片1、及びカバー紙220が一体化して和紙200と成る。図5(c)はカバー紙220がベース紙210の上側に積層されているが、図1に示す製造装置100では第2シリンダー112によって下側にカバー紙220が積層されている。
【0081】
そして、カバー紙220が抄き合わされた和紙200はローラー124に巻き付いて方向を変え、乾燥工程へ送られる。このように、ICテープ2を裁断したICテープ片1、1、・・・を連続して断続的に取付けることで、和紙200の製造工程において簡単にICテープ片1を組み込むことが可能である。すなわち、ICテープ巻き出しリール120にそれぞれ巻き込まれたICテープ2とICタグ転写装置10等を既存の装置に付加することで、本発明に係るICタグを抄き込んだ和紙200を簡単に製造することが出来る。
【実施例4】
【0082】
さらに、プレベース紙300に上記ベース紙210を抄き合わせ、上述のようにベース紙210の一定の位置にICテープ片1を挟んでカバー紙220をベース紙210に抄き合わせる、3層構造の和紙について図1、9を参考にして簡単に説明する。
【0083】
本発明に係るICタグを抄き込んだ和紙の製造装置100は、紙料を収容した第0槽の内部に上記第1シリンダー110と平行に支持した外側周が第0網目により構成される第0シリンダーを、第1槽114の前工程において含む。当該第0シリンダーを回転させることによって上記第0網目から外側周方向へ流れ出た上記紙料にて帯状のプレベース紙300を作って上記フェルト150に付着させ、第0シリンダーを第1シリンダー110と同速度で回転させることによって第1網目111から外側周方向へ流れ出た第1槽114の紙料にてベース紙210を作ると共に、上記プレベース紙300に抄き合わせて3層構造の和紙200を製造することが出来る。
【0084】
このような3層構造のICタグを抄き込んだ和紙200は、特に上記のように、ベース紙210の下面の一定の位置212に凹溝214を形成する場合に有効である。凹溝214をベース紙210の下面に形成すると、凹溝214の部分はベース紙210が薄くなり、ICテープ片1を嵌合すると、ICテープ片1がベース紙210の方向から見て透けて見え易くなる。したがって、ICテープ片1が抄き合わされているのを隠したい場合等は、ベース紙210の側に上記プレベース紙300を抄き合わせてICテープ片1を目立たせなくすることが出来、効果的である。
【0085】
以上、本発明に係るICタグを抄き込んだ和紙、これを製造する和紙の製造装置について詳細に説明したが、本発明のICタグを抄き込んだ和紙の製造装置は上記実施形態および実施例に限定されるものではない。
【0086】
CPUが制御する和紙の製造装置の構成要素は特に限定されず、ICタグ転写装置や張力機構の構成は適宜変更することができ、和紙の一定の位置にICタグを抄き込めるのであれば特に限定されない。和紙やICテープ等の大きさ・材料等も特に限定されず、和紙を抄き合わせる和紙の層数も2層以上であれば自由に選択することが出来る。
【0087】
その他、本発明は、その主旨を逸脱しない範囲で当業者の知識に基づき種々の改良、修正、変更を加えた態様で実施できるものである。
【産業上の利用可能性】
【0088】
本発明に係るICタグを抄き込んだ和紙の製造装置およびその製造方法は、秘密情報を含むファイルや高級書類などに特に利用することが出来る。
【符号の説明】
【0089】
1:ICテープ片
2:ICテープ
3:ICタグ
4:ICチップ
5:アンテナ
6:マーカー
10:ICタグ転写装置
20:エアロール
21:外側周
22:上端線
23:下端線
24:転写帯
24’:転写セル
25:吸引帯
25’:吸引セル
26:空気孔
30:裁断機
32:カッターロール
33:歯
34:カッター受けロール
35:相歯
40:搬送モーター
50:搬送ロール
52:搬送台
60:センサー
100:ICタグを抄き込んだ和紙の製造装置
110:第1シリンダー
111:第1網目
112:第2シリンダー
113:第2網目
114:第1槽
116:第2槽
120:ICテープ巻き出しリール
122、124:ローラー
130:張力機構
132:巻出しロール
134:ダンサロール
136:ロール
150:フェルト
200:ICタグを抄き込んだ和紙
202、202’:紙料
210:ベース紙
212:一定の位置
214:凹溝
220:カバー紙
300:プレベース紙
1000:CPU
【技術分野】
【0001】
本発明は、ICタグを抄き込んだ和紙の製造装置およびその和紙の製造方法に関し、特に、ICタグを抄き込んだ和紙を製造するためのICタグ転写装置に関する。
【背景技術】
【0002】
紙に透かしやホログラムなどを加工して、認証や偽造防止を図る技術は古くから発展して来たが、近年ではICタグを埋め込んだ紙を製造する試みも多数なされている。
【0003】
例えば特許文献1では、次のようなICチップを埋着した和紙を製造する方法が開示されている。すなわち、「該和紙はベース紙とカバー紙が貼り合わされて構成し、ベース紙を漉く網目シリンダー外側面の一部をシールして厚さを薄くした溝空間を形成し、このベース紙を巻いた巻き出しリールからダンサロールを備えた張力機構を介してダブ付くことなく引き出し、ベース紙の移動を停止して該ベース紙に設けた溝空間を検出してノズルから接着剤を流出して塗布し、この場合、該ノズルはベース紙の巾方向に所定の速度で移動して溝空間の底に塗布し、そして該ベース紙を移動させて再び所定の位置で停止したところでICチップリールから巻き戻して裁断したICチップを溝空間に切り落として接着し、ICチップを接着したベース紙を張力機構を介して一定張力を付勢した状態で巻き取りリールに巻き付け、そしてこの巻き取りリールからベース紙を巻き戻してカバー紙を張り合わせたことを特徴とするICチップを埋着した和紙の製造方法。」である。
【0004】
この和紙の製造方法は、ベース紙とカバー紙の間にICチップを埋着して張り合わせたことを特徴とする和紙であり、ICチップを和紙(ベース紙とカバー紙)間に抄き込んだものではない。
【0005】
また、特許文献2には、「用紙基材の紙層間に、非接触方式のタグ部材が漉き込まれた状態で内蔵されてなることを特徴とする非接触方式のタグ部材が漉き込まれてなる用紙」が開示されているが、その製造方法については図示されない「非接触方式のタグ部材を貼付する装置」を設けると記載されているのみで、実施可能に記載されていない。
【0006】
これに続いて特許文献3には、「『所定の幅を有する連続状態のパルプ基紙中に、前記パルプ基紙の長手方向に平行に、導電性物質がアンテナとしての機能を備える状態で漉き込まれた領域と、導電性物質が漉き込まれていない領域とがストライプ状に交互に設けられていることを特徴とする』アンテナが漉き込まれている用紙」が開示されている。しかし、アンテナとして機能する導電性物質は長手方向に連続して広がっており、和紙の柔軟性や見栄えが損なわれる恐れがある。また、その製造方法については「導電性物質をノズルから噴出させる噴出装置」が記載されているものの、ICチップの貼付方法を含めて、実施可能には記載されていない。
【0007】
一方、特許文献4には、「ICチップを埋着した和紙において、該和紙は連続したベース紙とカバー紙の2層構造とし、ベース紙には長手方向に連続して形成した凹溝に長手方向に延びるテープを嵌めて一体化し、そして該テープには一定間隔でICチップを取付けていることを特徴とするICチップを埋着した和紙」が開示されている。
【0008】
この和紙を製造する方法においては、「紙料を収容した第1槽の内部に水平に取付けた第1シリンダーを回転することで網目から外周へ流れ出た上記紙料にてベース紙を連続して作り、そして第1シリンダーには該紙料が内部から外周へ流れ出る量を規制する部位を設けてベース紙の一部には凹溝を連続して形成し、この凹溝にICチップを一定間隔で取付けた一連のテープを嵌めて一体化し、その後、紙料を収容した第2槽の内部に水平に取付けた第2シリンダーを回転することで網目から外周へ流れ出る紙料にてカバー紙を作ると共に上記ベース紙に積層して上記テープを挟み込んだことを特徴とするICチップを埋着した和紙の製造方法」が採用されている。
【0009】
この和紙は、ベース紙とカバー紙を抄き合わせる際に、ICチップを一定間隔で取付けた一連のテープを挟み込んで抄き合わせることが特徴である。また、ベース紙の一部に凹溝を連続して形成し、この凹溝に上記テープを嵌めて一体化させた抄き合わせについても開示されている。
【0010】
【特許文献1】特許第4069868号公報
【特許文献2】特開2002−298118号公報
【特許文献3】特開2002−321475号公報
【特許文献4】特開2010−159516号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
しかし、特許文献4に開示されたICチップを埋着した和紙は、ベース紙とカバー紙間に、ICチップを一定間隔で取付けた一連のテープを挟み込んで抄き合わせるため、テープが和紙の一端から他端まで帯状に浮き出てしまう。また、ベース紙に凹溝を帯状に形成し、この凹溝にテープを嵌めて一体化させてカバー紙を抄き合わせても、やはり和紙の一端から他端まで帯状にテープが透けて見え、和紙の美観を損ねかねない。
【0012】
そこで本発明は、ICチップとアンテナを備えたICタグ、あるいはこれを含むテープ片を、ベース紙とカバー紙間に一定の間隔で定位置に抄き込んだ和紙の製造装置を提供し、このような和紙に抄き込んだICタグが和紙の美観を損ねないようにすることを目的とする。
【課題を解決するための手段】
【0013】
本発明に係るICタグを抄き込んだ和紙の製造装置は、紙料を収容した第1槽の内部に水平に支持した、外側周が第1網目により構成される第1シリンダーと、紙料を収容した第2槽の内部に水平に支持した、外側周が第2網目により構成される第2シリンダーと、前記第1シリンダーから前記第2シリンダーへ和紙を付着させて搬送するフェルトと、ICタグおよびマーカーを備えたICテープを巻き付けたICテープ巻き出しリールと、前記第1シリンダーと前記第2シリンダーとの間に前記フェルトと近接させて配置し、前記ICテープ巻き出しリールから前記ICテープを巻き出すICタグ転写装置と、を含み、前記第1シリンダーを回転させることによって前記第1網目から外側周方向へ流れ出た前記紙料にて帯状のベース紙を作り前記フェルトに付着させ、該ベース紙に前記ICタグ転写装置が前記ICテープを裁断して転写させ、前記第2シリンダーを該第1シリンダーと同速度で回転させることによって第2網目から外側周方向へ流れ出た前記紙料にてカバー紙を作ると共に、該ベース紙に抄き合わせて該裁断されたICテープを挟み込む、ICタグを抄き込んだ和紙の製造装置であって、前記ICタグ転写装置は、前記ICテープ巻き出しリールから前記ICテープを巻き出す搬送モーターと、前記搬送モーターが巻き出した該ICテープを、該ICテープに備えた前記マーカーの位置を感知することにより裁断してICテープ片に分切する裁断機と、前記裁断機から搬送された前記ICテープ片を吸引して回転し、前記ベース紙に該ICテープ片を放出して転写させるエアロールと、を含む。
【0014】
以下、本明細書において、互いに平行な第1シリンダーと第2シリンダーの軸方向を「短手方向」と、第1シリンダーから第2シリンダーへ向かう方向を「長手方向」ともいう。
【0015】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記ICタグ転写装置は、前記ベース紙の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置に前記ICテープ片を転写させる。
【0016】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記和紙の製造装置は、複数の前記ICテープ巻き出しリールを同軸に併設させてもよい。
【0017】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記ICタグ転写装置は、前記エアロールに近接して配置された搬送ロールを含み、前記裁断機が分切した所定の長さのICテープ片を該搬送ロールに搬送し、該エアロールが該ICテープ片を該搬送ロールから吸引して回転し、前記ベース紙に該ICテープ片を放出して転写させ得る。
【0018】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記裁断機は、歯を有するカッターロールと、該歯と嵌合する相歯を有するカッター受けロールと、を含み、該歯と該相歯とが嵌合するように該カッターロールと該カッター受けロールが前記ICテープを両面から挟んで回転し、前記嵌合により該ICテープを裁断して前記ICテープ片に分切する。
【0019】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記搬送モーターは、前記カッター受けロールを回転させることによって、該カッター受けロールと略同外周速度で回転する前記カッターロール間に前記ICテープを挟持して搬送し得る。
【0020】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記エアロールは、回転可能な外側周に複数の空気孔を有する円筒状であり、前記外側周の前記フェルト側の上端線近傍に位置する転写帯と、前記外側周の前記搬送ロール側の下端線を含み、前記転写帯を除く部分に吸引帯と、を有し、前記転写帯には外側周方向に送風し、前記吸引帯には該外側周から内側方向に吸引風を発生させるエアコントロール機構を含み得る。
【0021】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記エアロールの外側周は、前記第1シリンダーおよび前記第2シリンダーと同方向に同外周速度で回転してもよい。
【0022】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記和紙の製造装置は、前記ICテープに備えたマーカーの位置を感知するセンサーを含んでもよい。
【0023】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記和紙の製造装置は、少なくとも前記センサー、前記ICタグ転写装置が備える前記搬送モーター、および前記エアロールの外側周の動作を連動させるCPUを含むのが好ましい。
【0024】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記CPUは、前記搬送モーターを前記ICテープ巻き出しリールから前記エアロールの方向へ所定の速度で回転させ、前記センサーが前記ICテープに備えた前記マーカーの位置を感知後所定時間で該搬送モーターを停止させると共に、前記裁断機に該ICテープを裁断させて前記ICテープ片に分切させ得る。
【0025】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記CPUは、前記第1シリンダーおよび第2シリンダーの回転速度に適合させて、前記エアロールの外側周および該外側周に連動した前記搬送モーターの回転開始、回転速度、回転停止の動作を制御し得る。
【0026】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記CPUは、前記第1シリンダーから、前記フェルトに付着して前記エアロールの前記上端線方向へ搬入される前記ベース紙に、少なくとも長手方向に一定の間隔を保持した一定の位置に前記ICテープ片を転写させるように前記外側周および前記搬送モーターの動作を制御し得る。
【0027】
本発明に係るICタグを抄き込んだ和紙の製造装置において、前記第1槽の内部において、前記第1シリンダーの第1網目に前記紙料が内部から外側周へ流れ出る量を規制する部位を設けて、前記ベース紙の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置に凹溝を連続形成し、前記CPUは、前記エアロールを介して前記凹溝に前記ICテープ片を転写させて嵌合させ得る。
【0028】
本発明に係るICタグを抄き込んだ和紙の製造装置は、紙料を収容した第0槽の内部に前記第1シリンダーと平行に支持した外側周が第0網目により構成される第0シリンダーを含み、前記第0シリンダーを回転させることによって前記第0網目から外側周方向へ流れ出た前記紙料にて帯状のプレベース紙を作り前記フェルトに付着させ、前記第1シリンダーを該第0シリンダーと同速度で回転させることによって前記第1網目から外側周方向へ流れ出た前記第1槽の紙料にてベース紙を作ると共に、該プレベース紙に抄き合わせて3層構造の和紙を製造してもよい。
【発明の効果】
【0029】
本発明に係るICタグを抄き込んだ和紙の製造方法においては、ベース紙とカバー紙間に、ICタグ、あるいはICタグを含むICテープ片が和紙と一体化して抄き込まれるため、ICタグが容易に剥ぎ取られることはない。したがって、不正目的でICタグを別のタグと交換される危険を防止することが出来る。
【0030】
ベース紙に形成した凹溝にテープを嵌合して一体化させてカバー紙を抄き合わせることにより、出来上がった和紙の厚さを一定にすることが出来る。また、ベース紙とカバー紙間に、ICタグを含むICテープ片を、一定間隔の一定位置に挟み込んで抄き合わせるため、製造された和紙を一定のサイズに分切して用紙に分割した場合、各和紙用紙には少なくとも1以上のICタグを埋着することが出来る。したがって、このICタグを抄き込んだ和紙用紙を用いて書類や本などを構成すれば、ページの抜取りや改竄等を防ぐことが出来る。
【0031】
上記のように、ベース紙とカバー紙間に、ICテープ片を一定間隔の一定位置に挟み込んで抄き合わせて和紙を製造するため、当該和紙を一定のサイズに分切して用紙に分割してもICタグあるいはICテープ片の占める面積は小さく、和紙用紙の美観を損ねず、用紙のICタグ等による浮き出し部分も小さくて済む。
【0032】
また、ベース紙に凹溝を形成し、この凹溝にテープを嵌めて一体化させてカバー紙を抄き合わせても、やはり和紙のICタグ等による透けて見える部分が小さく、和紙用紙の美観を損ねずに済み、装飾として利用することも出来る。
【図面の簡単な説明】
【0033】
【図1】本発明に係るICタグを抄き込んだ和紙の製造装置の正面図。
【図2】本発明に係るICタグ転写装置の拡大正面図。
【図3】本発明に係るICタグを抄き込んだ和紙の製造装置の模式図。
【図4】(a)本発明に係るエアロールの断面図、(b)本発明に係るエアロールの側面図。
【図5】(a)本発明に係るICタグを抄き込んだ和紙の表面斜視図、(b)ICタグを挟み込んだ和紙図5(a)のA−A断面図、(c)ICタグを凹溝に嵌合させた和紙図5(a)のA−A断面図。
【図6】(a)本発明に係るベース紙の裏面斜視図、(b)図6(a)のB−B断面図。
【図7】本発明に係るICテープ片の平面図。
【図8】本発明に係るICタグの平面図。
【図9】本発明に係るICタグを抄き込んだ3層構造の和紙の断面図。
【発明を実施するための形態】
【0034】
以下、図面を参照しながら本発明に係るICタグを抄き込んだ和紙の製造装置およびその和紙の製造方法の実施形態について説明する。なお、以下各図面を通して同一の構成要素には同一の符号を使用するものとする。
【0035】
本発明に係るICタグを抄き込んだ和紙の製造装置100は、図1に示すように、紙料202を収容した第1槽114の内部に水平に支持した、外側周が第1網目111により構成される第1シリンダー110と、紙料202’を収容した第2槽116の内部に水平に支持した、外側周が第2網目113により構成される第2シリンダー112と、第1シリンダー110から第2シリンダー112へ和紙を付着させて搬送するフェルト150と、ICタグ3およびマーカー6を備えたICテープ2を巻き付けたICテープ巻き出しリール120と、第1シリンダー110と第2シリンダー112との間にフェルト150と近接させて配置し、ICテープ巻き出しリール120から巻き出したICテープ2を搬送・裁断するICタグ転写装置10と、を含む。
【0036】
上記第1シリンダー110は両端が開口して第1網目111を外側周に有す筒体をなして第1槽114の内部に水平に取付けられ、同じく第2シリンダー112は同じく両端が開口して第2網目113を外側周に有す筒体を成して第2槽116の内部に水平に取付けられている。そして第1シリンダー110及び第2シリンダー112の下側部分はそれぞれ紙料202、202’に浸かっており、各シリンダー110、112が回転するならば上記開口から入っている紙料202、202’は第1シリンダー110及び第2シリンダー112と共に回転する。そして、シリンダー内部の紙料202、202’は第1網目111、第2網目113から外側周へ流れ出て、各々の外側周に付着する。
【0037】
本製造装置100は、このように第1シリンダー110を回転させることによって第1網目111から外側周方向へ流れ出た紙料202にて帯状のベース紙210を作りフェルト150に付着させ、ベース紙210にICタグ転写装置10がICテープ2を裁断して転写させ、第2シリンダー112を第1シリンダー110と同速度で回転させることによって第2網目113から外側周方向へ流れ出た紙料202’にてカバー紙220を作ると共に、ベース紙210に抄き合わせて裁断されたICテープ2を挟み込む、ICタグ3を抄き込んだ和紙の製造装置100である。ローラー122は第1シリンダー110間にフェルト150、ベース紙210等を挟み込んで長手方向に送り出し、ローラー124は第2シリンダー112間にフェルト150、ベース紙210、カバー紙220等を挟みこんで次工程(例えば乾燥工程)へと搬送する。
【0038】
ICタグ転写装置10は、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212にICテープ片1を転写させてもよい(図5参照)。この場合、本製造装置100は、複数のICテープ巻き出しリール120を同軸に併設させればよい。
【0039】
さらに図2を参照すると、本発明に係るICタグを抄き込んだ和紙の製造装置100においては、ICタグ転写装置10は、ICテープ巻き出しリール120から巻き出したICテープ2を、張力機構130(図1)を介して搬送する搬送モーター40と、搬送モーター40が搬送するICテープ2を所定の長さに裁断してICテープ片1に分切する裁断機30と、裁断機30から搬送されたICテープ片1を吸引して回転し、ベース紙210にICテープ片1を放出して転写させるエアロール20と、を含む。
【0040】
ここで、ICテープ片1は図7のように少なくとも1つのICタグ3を含むが、ICタグ3とは、「非接触ICタグ」、「非接触データキャリア」、「無線ICタグ」、「非接触IC」、「非接触ICラベル」、「RFIDタグ」等とも表現され、例えば図8のように、ICチップ4とアンテナ5の機能を同時に備えたタグ一般を指すものとする。ICテープ片1は図7のようにマーカー6を含んでもよく、この場合裁断機30は、ICテープ2に等間隔に備えたマーカー6の位置を感知することにより、ICテープ2を所定の長さに裁断してICテープ片1を連続的に生成する。
【0041】
本発明において、ICテープ片1とICタグ3は同寸法であってもよく、ICテープ片1自体がICタグ3そのものであってもよい。マーカー6は、ICテープ2の表面にあっても内部にあっても、あるいはICタグ3内に含まれてもよく、ICタグ3内に含まれるICチップ4の一部であってもよい。マーカー6は、例えば光や音波などの信号を遮ったり、反応を生じる構成とする。
【0042】
上記のように、ICテープ2はICタグ3およびマーカー6を備えるが、図8のようにICタグ3が同時に備えるICチップ4とアンテナ5は、ICテープ2(ICテープ片1)に印刷され、あるいは内包されていてもよく、アンテナ5がICチップ4上に印刷されていてもよい。また、マーカー6はICチップ4自身であってもよい。
【0043】
本発明では図7のように、ICタグ3、3、・・・を一定間隔で取付けたICテープ2を別途製作してICテープ片1に裁断し、図5(a)に示すように和紙200を製造するに際して、ICテープ片1をベース紙210とカバー紙220とで上記一定の位置212に挟持する構造としている。ICテープ2の両面または片面には、ベース紙210およびカバー紙220には貼着するが、ICテープ2同士は接着しない接着剤が塗布されているのが好ましい。尚、ICテープ2の材料は特に限定されないが、例えばポリエチレンや紙などが用いられる。
【0044】
図5(a)に示す和紙200を製造するに当たって、図1、図2等において、少なくとも第1シリンダー110、第2シリンダー112、エアロール20、ICテープ巻き出しリール120、搬送モーター40の軸方向(短手方向)は同一であるのが好適であり、エアロール20、ICテープ巻き出しリール120、搬送モーター40等は第1シリンダー110(第2シリンダー112)の軸方向の幅内にそれぞれ同数の複数台、同軸に並設されてよい。複数の併設されたICテープ巻き出しリール120にそれぞれ巻き込まれたICテープ2は、同時に同速で巻き出されて搬送モーター40により搬送され、一又は複数の裁断機30によって長手方向に上記複数個のICテープ片1に各々裁断され、1台あるいは上記複数台のエアロール20によってベース紙210に放出され転写される。
【0045】
このような、本発明に係るICタグを抄き込んだ和紙の製造装置100によって製造されたICタグを抄き込んだ和紙200の基本構造は、図5(a)に示すように、ベース紙210と、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に貼着させたICテープ片1と、ICテープ片1を覆ってベース紙210に抄き合わせたカバー紙220と、を含む。ICテープ片1は、ICテープ2を、裁断機30により上記一定の位置212のサイズと同寸法以下に長手方向に裁断することにより得られる。この場合、ベース紙210上の上記一定の位置212にICテープ片1を貼着してベース紙210を抄き合わせることになるので、和紙200はICテープ片1の抄き込まれた上記一定の位置212ではICテープ片1の厚みの分だけ僅かに厚みが出ることとなる。また、一定の位置212の形状は、例えば長方形や正方形などであるが、特に限定されない。
【0046】
一方、他の実施形態の和紙200の基本構造としては、第1槽114の内部において、第1シリンダー110の第1網目111に紙料202が内部から外側周へ流れ出る量を規制する部位を設けて、図6(a)のようにベース紙210の上記一定の位置212に凹溝214を連続形成し、凹溝214にICテープ片1を貼着させ、あるいは嵌合させてもよい。このようなICタグを抄き込んだ和紙200は、長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214を形成したベース紙210と、凹溝214に貼着または嵌合されたICテープ片1と、ICテープ片1を覆ってベース紙210に抄き合わせたカバー紙220と、を含む。
【0047】
図5(b)にはICテープ片1を一定の位置212に挟み込んだ和紙図5(a)のA−A断面図を、図5(c)にはICテープ片1を凹溝214に嵌合させた和紙図5(a)のA−A断面図を、それぞれ図示する。
【0048】
以上のような、上記製造装置100を用いた、本発明に係るICタグ3(ICテープ片1)を抄き込んだ和紙200の製造方法は、次のようなステップで記載することができる。
【0049】
本発明に係るICタグを抄き込んだ和紙の製造方法は、
(1)紙料202を収容した第1槽114の内部に水平に支持した、外側周が第1網目111により構成される第1シリンダー110を準備するステップ、
(2)紙料202’を収容した第2槽116の内部に水平に支持した、外側周が第2網目113により構成される第2シリンダー112を準備するステップ、
(3)第1シリンダー110から第2シリンダー112へ和紙を付着させて搬送するフェルト150を準備するステップ、
(4)ICタグ3およびマーカー6を備えたICテープ2を巻き付けたICテープ巻き出しリール120を準備するステップ、
(5)第1シリンダー110と第2シリンダー112との間にフェルト150と近接させて配置し、ICテープ巻き出しリール120からICテープ2を巻き出すICタグ転写装置10を準備するステップ、
(6)第1シリンダー110を回転させることによって第1網目111から外側周方向へ流れ出た紙料202にて帯状のベース紙210を作り、フェルト150に付着させるステップ、
(7)ICタグ転写装置10が、ICテープ巻き出しリール120から巻き出したICテープ2を裁断してICテープ片1に分切し、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212にICテープ片1を転写させるステップ、
(8)第2シリンダー112を第1シリンダー110と同速度で回転させることによって第2網目113から外側周方向へ流れ出た紙料202’にてカバー紙220を作ると共に、ベース紙210に抄き合わせてICテープ片1を挟み込むステップ、
を含む。
【0050】
本発明に係るICタグを抄き込んだ和紙の製造方法においては、帯状のベース紙210を作りフェルト150に付着させるステップ(6)は、第1シリンダー110の第1網目111に紙料202が内部から外側周へ流れ出る量を規制する部位を設けて、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214を連続形成するステップを含んでもよい。
【0051】
また、上記ICテープ片1を転写させるステップ(7)は、ベース紙210の上記一定の位置212に形成された凹溝214にICテープ片1を転写・嵌合させるステップを含んでもよい。
【0052】
したがって、ICタグを抄き込んだ和紙200は図5に示すように、連続したベース紙210とカバー紙220の少なくとも2層を有する構造であり、ベース紙210には長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212にICテープ片1が抄き込まれて埋着された構造である。一定の位置212に凹溝214を形成した場合は、ICテープ片1が透けて見えないように、ベース紙210のカバー紙220と反対側に更にもう一層の和紙(プレベース紙300)を抄き合わせて、3層以上の構造としてもよい(図9)。
【0053】
ICテープ片1、1、・・・を取付ける方法は色々ある為に特に限定しないが、例えばICタグ3、3、・・・を一定間隔で取付けたICテープ2を別途製作し、和紙200を製造するに際してICテープ2をベース紙210とカバー紙220とで挟持する構造とする。ICテープ2には、長手方向にICタグ3、3、・・・が一定間隔で連続して取付けられているが、短手方向にも一定間隔で複数のICタグ3、3、・・・が取付けられてもよい。ICテープ片1、1、・・・をベース紙210とカバー紙220間に抄きこむので、技術の進歩と共にICテープ片1が小型化すればするほど、和紙200に抄きこむICテープ片1は目立つことなく、和紙200の見栄えは自然なものとなる。あるいはICテープ片1に模様や色などを施し、形状を変化させる等して、和紙200の装飾としてもよい。
【実施例1】
【0054】
本発明に係るICタグを抄き込んだ和紙の製造装置において、ICタグ転写装置10は最も重要な機能を担う装置の1つであり、以下図1、図2を用いて実施例を説明する。
【0055】
上記のように、ICタグ転写装置10は、ICテープ巻き出しリール120から巻き出したICテープ2を張力機構130を介して搬送する搬送モーター40と、搬送モーター40が搬送するICテープ2を所定の長さに裁断してICテープ片1に分切する裁断機30と、裁断機30から搬送されたICテープ片1を吸引して回転し、ベース紙210にICテープ片1を放出して転写させるエアロール20と、を含む。
【0056】
すなわちICタグ転写装置10は、エアロール20に近接して配置された搬送ロール50と、搬送ロール50と裁断機30の間に配置された搬送台52と、を含み、裁断機30が分切した所定の長さのICテープ片1を、搬送台52を介して搬送ロール50に搬送し、エアロール20がICテープ片1を搬送ロール50から吸引して回転し、ベース紙210にICテープ片1を放出して転写させる。尚、搬送台52は、ICテープ片1の長さが十分長い場合は省略することが出来る。
【0057】
裁断機30は、歯33を有するカッターロール32と、歯33と嵌合する相歯35を有するカッター受けロール34と、を含み、歯33と相歯35とが嵌合するようにカッターロール32とカッター受けロール34がICテープ2を両面から挟んで回転し、上記嵌合によりICテープ2を裁断してICテープ片1に分切する。
【0058】
搬送モーター40は、カッター受けロール34を回転させることによって、カッター受けロール34と略同外周速度で回転するカッターロール32との間にICテープ2を挟持して搬送する構成としてもよい。
【0059】
またエアロール20は、図4(a)、(b)に示すように、回転可能な外側周21に複数の空気孔26を有する円筒状であり、外側周のフェルト150側の上端線22近傍に位置する転写帯24と、外側周21の搬送ロール50側の下端線23を含み転写帯24を除く部分に吸引帯25と、を有し、転写帯24には外側周21方向に送風し、吸引帯25には外側周21から内側方向に吸引風を発生させるエアコントロール機構を含む。ここで、図4(a)はエアロール20の径方向の断面図を示し、図4(b)は図4(a)の断面円の右半分に相当するエアロール20の側面図を表す。
【0060】
図2に示すように、エアロール20は、外側周21の上端線22がフェルト150に、下端線23が搬送ロール50に近接するように配置され、図4(a)、(b)に示された外側周21の上端線22からICテープ片1の搬送方向に設けられた転写帯24の周方向の長さは、ICテープ片1の搬送方向の長さ程度であってよい。また、吸引帯25は、外側周21の下端線23を含み転写帯24を除く部分に相当している。
【0061】
エアロール20の内部は、図4(a)のように、外側周21の転写帯24に対応する転写セル24’と、転写セル24’以外の部分である吸引セル25’より構成される。転写セル24’の外側周21の全部または一部は吸引帯25である。エアロール20は、図示しないエアコントロール機構をその内外に有しており、転写帯24には転写セル24’から外側周21方向に送風し、吸引帯25には外側周21から吸引セル25’方向に吸引風を発生させる。上記外側周21の転写帯24と吸引帯25は相対的な名称であり、空気孔26を有する外側周21が回転すると共に、それぞれ、転写セル24’上部に位置する部分が転写帯24と、吸引セル25’上部に位置する部分が吸引帯25となる。ICテープ片1は、吸引帯25では外側周21に吸着され、転写帯24では外側周21から離れる方向に風圧を受ける。なお、上記エアコントロール機構は、公知のブロワー、コンプレッサーなどを組み合わせることによって容易に構成することができる。
【0062】
エアロール20の外側周21は、第1シリンダー110および第2シリンダー112と同方向に同外周速度で回転するのが好ましく、上記のように、ICテープ片1を吸引帯25にて搬送ロール50から吸引して回転し、転写帯24にてベース紙210にICテープ片1を放出して転写させる。
【0063】
次に図2、図3を参照して、本発明に係るICタグを抄き込んだ和紙の製造装置100における、主にICタグ転写装置10の動作について以下説明する。
【0064】
本発明のICタグ3を抄き込んだ和紙の製造装置100は、ICテープ2に備えたマーカー6の位置を感知するセンサー60を含むが、製造装置100は、少なくともこのセンサー60、ICタグ転写装置10が備える搬送モーター40、およびエアロール20が備える外側周21の動作を連動させるCPU1000を含む。CPU1000は、第1シリンダー110、第2シリンダー112および張力機構130内の巻出しロール132の動作をも連動させて制御してもよい。また、センサー60は、例えば一対のレーザーの発信機と受信機であり、発信機の発信したレーザーがマーカー6により遮られる事によってマーカー6を感知する。なお、マーカー6は上記のように、特には明示されないICチップ自身等であってよい。
【0065】
CPU1000は、搬送モーター40をICテープ巻き出しリール120からエアロール20の方向へ所定の速度で回転させ、センサー60がICテープ2に備えたマーカー6の位置を感知後所定時間で搬送モーター40を停止させると共に、裁断機30にICテープ2を裁断させてICテープ片1に分切させる。上記所定時間は、第1シリンダー110、第2シリンダー112と外側周21の回転速度、および、搬送モーター40の回転・停止の動作速度等を総合的に計算して決定され、CPU1000が連動する構成要素の動作を調整する。なお、ICテープ2は、張力機構130により常に略一定の張力に保たれている。
【0066】
ICタグ転写装置10において、外側周21は、CPU1000を介して搬送モーター40と連動して回転し、裁断機30から搬送台52を介して搬送されたICテープ片1を、搬送ロール50との間に挟んで当該エアロール20に吸引させ、エアロールの外側周21を回転させる。上記のように、エアロール20の外側周21は、第1シリンダー110、第2シリンダー112と同方向に同外周速度で回転させるのが好ましい。
【0067】
すなわち、CPU1000は、第1シリンダー110および第2シリンダー112の回転速度に適合させて外側周21を回転させ、外側周21に連動した搬送モーター40の回転開始、回転速度、回転停止の動作を制御する。このようにCPU1000は、第1シリンダー110から、フェルト150に付着してエアロール20の上端線22方向へ搬入されるベース紙210に、一定の間隔を保持した一定の位置212にICテープ片1を転写させるように搬送モーター40および外側周21の動作を制御する。
【0068】
以上のようにCPU1000は和紙の製造装置100の複数の構成要素を制御するが、第1シリンダー110、第2シリンダー112、エアロール20の外側周21、および張力機構130内の巻出しロール132は、同方向に同一の外周速度で回転するように制御するのが最もシンプルである。CPU1000は、例えば外側周21の回転に連動させて
搬送モーター40の回転開始、回転速度、回転停止の動作を制御し、裁断機30によりICテープ2を裁断するが、この間、ICテープ2の張力は張力機構130により常に略一定に保たれる。
【0069】
また、本発明に係るICタグ3を抄き込んだ和紙の製造装置100の別の実施形態としては、まず、第1槽114の内部において、第1シリンダー110の第1網目111に紙料202が内部から外側周へ流れ出る量を規制する部位を設けて、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214を連続形成する。CPU1000は、エアロール20を介して凹溝214にICテープ片1を転写させて嵌合させる。その後、紙料202’を収容した第2槽116の内部の第2シリンダー112を回転により第2網目113から外側周へ流れ出る紙料202’にてカバー紙220を作ると共にベース紙210に抄き込んでICテープ片1を挟み込む。このようにして、ICタグ3を凹溝214に嵌合し抄き込んだ和紙200を得ることが出来る。
【実施例2】
【0070】
次に、本和紙の製造装置100における張力機構130を、図1を用いて実施例を説明する。
【0071】
張力機構130は、ICテープ巻き出しリール120と搬送モーター40(裁断機30)間に配置され、ICテープ2の張力を略一定に保つ機能を担う。張力機構130は、巻出しロール132、ダンサロール134およびロール136から構成され、ICテープ巻き出しリール120から巻出しロール132により巻き出されたICテープ2はダンサロール134およびロール136を経て、一定の張力が付勢されている状態で搬送モーター40により裁断機30に搬送される。
【0072】
張力機構130はダンサロール134を備えている為に、巻出しロール132と搬送モーター40(裁断機30)間のICテープ2はダブ付くことがないように一定の張力が付勢される。巻出しロール132が一定速度で回転することでICテープ2は移動するが、裁断機30がICテープ2を裁断する際には搬送モーター40は停止する。このように、ICテープ2が停止してもダンサロール134が降下することで、ICテープ巻き出しリール120と搬送モーター40(裁断機30)間で一定の張力は付勢された状態とすることが出来る。
【実施例3】
【0073】
上記、凹溝214を有する、他の実施形態のICタグを抄き込んだ和紙200について、その製法を以下詳細に説明する。図5(c)にその断面を示すように、このような和紙200は、長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214を形成したベース紙210と、凹溝214に貼着または嵌合されたICテープ片1と、ICテープ片1を覆ってベース紙210に抄き合わせたカバー紙220と、を含む。図6(a)はベース紙210の裏面斜視図であり、ベース紙210の表面がフェルト150に付着し、裏面に形成された凹溝214にICテープ片1が嵌合されて、カバー紙220と抄き合わされる。
【0074】
図6(b)は図6(a)のB−B断面図を表しているが、ベース紙210の下面(裏面)には一定の位置212に凹溝214が形成されている。この凹溝214は、上記第1シリンダー110の第1網目111の粗さを細かくすることで紙料202の通過が抑制され、その為にこの部分のベース紙210の厚さが薄くなる。すなわち、第1シリンダー110は第1網目111を有す筒状を成し、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212に凹溝214が形成されるように、筒状の円周方向と軸方向に網目を細かくした部位が設けられている。
【0075】
以下主に、ベース紙210の下面の一定の位置212に凹溝214を形成する場合について、本発明に係る製造装置100を用いた和紙200の製造方法を説明する。
【0076】
第1シリンダー110は両端が開口した筒状であり、開口から流入した紙料202は第1シリンダー110の内面に付着し、回転に伴って上昇する。同時に網目を通過することで外周面に流れ出てローラー122にて押えられ、第1シリンダー110の外周面から剥離してフェルト150に付着してベース紙210が作られる。ところが、第1シリンダー110の上記一定の位置212の対応部に上記網目を細かくした部位を設けることで、紙料が通過し難くなり、ベース紙210に凹溝214が形成される。
【0077】
そして、水分を含んで軟らかいベース紙210はフェルト150に付着して移動し、途中でICテープ片1が組み込まれる。ICテープ巻き出しリール120にそれぞれ巻き込まれたICテープ2は、搬送モーター40により同時に巻き出されて裁断機30によって長手方向に上記複数個のICテープ片1に裁断され、エアロール20によってベース紙210の凹溝214に嵌合される。
【0078】
このようにベース紙210に形成した凹溝214にICテープ片1が嵌り、その状態でフェルト150に付着して移動する。ここでベース紙210は水分を含んで十分湿っている為に、ICテープ片1が紙製であればベース紙210の凹溝214に嵌って接することで同じく湿ってベース紙210と一体化される。しかし、上記のようにICテープ片1が紙である場合も、出来るだけ両面に接着剤を塗布するのが好ましい。特に上述のように、ベース紙210に凹溝214を形成せず、ベース紙210の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置212にICテープ片1を貼着させる場合は、接着剤を使用するのが望ましい。
【0079】
凹溝214にICテープ片1が嵌って組み込まれたベース紙210はフェルト150に付着して移動し、第2シリンダー112へ進入する。第2シリンダー112はベース紙210と同一速度で回転し、カバー紙220が積層される。すなわち、第1シリンダー110の場合と同じように、第2槽116に収容されている紙料202’が第2シリンダー112の内部に流れ込み、回転と共に内面に付着した紙料202’は上昇すると共に、第2網目113から外側周へ流出する。
【0080】
外側周へ流れ出た紙料202’が移動してきたベース紙210の下面に抄き合わされる。図5(c)はベース紙210にカバー紙220が抄き合わされた状態の断面図であり、ベース紙210、ICテープ片1、及びカバー紙220が一体化して和紙200と成る。図5(c)はカバー紙220がベース紙210の上側に積層されているが、図1に示す製造装置100では第2シリンダー112によって下側にカバー紙220が積層されている。
【0081】
そして、カバー紙220が抄き合わされた和紙200はローラー124に巻き付いて方向を変え、乾燥工程へ送られる。このように、ICテープ2を裁断したICテープ片1、1、・・・を連続して断続的に取付けることで、和紙200の製造工程において簡単にICテープ片1を組み込むことが可能である。すなわち、ICテープ巻き出しリール120にそれぞれ巻き込まれたICテープ2とICタグ転写装置10等を既存の装置に付加することで、本発明に係るICタグを抄き込んだ和紙200を簡単に製造することが出来る。
【実施例4】
【0082】
さらに、プレベース紙300に上記ベース紙210を抄き合わせ、上述のようにベース紙210の一定の位置にICテープ片1を挟んでカバー紙220をベース紙210に抄き合わせる、3層構造の和紙について図1、9を参考にして簡単に説明する。
【0083】
本発明に係るICタグを抄き込んだ和紙の製造装置100は、紙料を収容した第0槽の内部に上記第1シリンダー110と平行に支持した外側周が第0網目により構成される第0シリンダーを、第1槽114の前工程において含む。当該第0シリンダーを回転させることによって上記第0網目から外側周方向へ流れ出た上記紙料にて帯状のプレベース紙300を作って上記フェルト150に付着させ、第0シリンダーを第1シリンダー110と同速度で回転させることによって第1網目111から外側周方向へ流れ出た第1槽114の紙料にてベース紙210を作ると共に、上記プレベース紙300に抄き合わせて3層構造の和紙200を製造することが出来る。
【0084】
このような3層構造のICタグを抄き込んだ和紙200は、特に上記のように、ベース紙210の下面の一定の位置212に凹溝214を形成する場合に有効である。凹溝214をベース紙210の下面に形成すると、凹溝214の部分はベース紙210が薄くなり、ICテープ片1を嵌合すると、ICテープ片1がベース紙210の方向から見て透けて見え易くなる。したがって、ICテープ片1が抄き合わされているのを隠したい場合等は、ベース紙210の側に上記プレベース紙300を抄き合わせてICテープ片1を目立たせなくすることが出来、効果的である。
【0085】
以上、本発明に係るICタグを抄き込んだ和紙、これを製造する和紙の製造装置について詳細に説明したが、本発明のICタグを抄き込んだ和紙の製造装置は上記実施形態および実施例に限定されるものではない。
【0086】
CPUが制御する和紙の製造装置の構成要素は特に限定されず、ICタグ転写装置や張力機構の構成は適宜変更することができ、和紙の一定の位置にICタグを抄き込めるのであれば特に限定されない。和紙やICテープ等の大きさ・材料等も特に限定されず、和紙を抄き合わせる和紙の層数も2層以上であれば自由に選択することが出来る。
【0087】
その他、本発明は、その主旨を逸脱しない範囲で当業者の知識に基づき種々の改良、修正、変更を加えた態様で実施できるものである。
【産業上の利用可能性】
【0088】
本発明に係るICタグを抄き込んだ和紙の製造装置およびその製造方法は、秘密情報を含むファイルや高級書類などに特に利用することが出来る。
【符号の説明】
【0089】
1:ICテープ片
2:ICテープ
3:ICタグ
4:ICチップ
5:アンテナ
6:マーカー
10:ICタグ転写装置
20:エアロール
21:外側周
22:上端線
23:下端線
24:転写帯
24’:転写セル
25:吸引帯
25’:吸引セル
26:空気孔
30:裁断機
32:カッターロール
33:歯
34:カッター受けロール
35:相歯
40:搬送モーター
50:搬送ロール
52:搬送台
60:センサー
100:ICタグを抄き込んだ和紙の製造装置
110:第1シリンダー
111:第1網目
112:第2シリンダー
113:第2網目
114:第1槽
116:第2槽
120:ICテープ巻き出しリール
122、124:ローラー
130:張力機構
132:巻出しロール
134:ダンサロール
136:ロール
150:フェルト
200:ICタグを抄き込んだ和紙
202、202’:紙料
210:ベース紙
212:一定の位置
214:凹溝
220:カバー紙
300:プレベース紙
1000:CPU
【特許請求の範囲】
【請求項1】
紙料を収容した第1槽の内部に水平に支持した、外側周が第1網目により構成される第1シリンダーと、
紙料を収容した第2槽の内部に水平に支持した、外側周が第2網目により構成される第2シリンダーと、
前記第1シリンダーから前記第2シリンダーへ和紙を付着させて搬送するフェルトと、
ICタグを備えたICテープを巻き付けたICテープ巻き出しリールと、
前記第1シリンダーと前記第2シリンダーとの間に前記フェルトと近接させて配置し、前記ICテープ巻き出しリールから巻き出した前記ICテープを搬送・裁断するICタグ転写装置と、
を含み、
前記第1シリンダーを回転させることによって前記第1網目から外側周方向へ流れ出た前記紙料にて帯状のベース紙を作り前記フェルトに付着させ、該ベース紙に前記ICタグ転写装置が前記ICテープを裁断して転写させ、前記第2シリンダーを該第1シリンダーと同速度で回転させることによって第2網目から外側周方向へ流れ出た前記紙料にてカバー紙を作ると共に、該ベース紙に抄き合わせて該裁断されたICテープを挟み込む、ICタグを抄き込んだ和紙の製造装置。
【請求項2】
前記ICタグ転写装置は、
前記ICテープを搬送する搬送モーターと、
前記ICテープを所定の長さに裁断してICテープ片に分切する裁断機と、
前記裁断機から前記搬送モーターにより搬送された前記ICテープ片を吸引して回転し、前記ベース紙に該ICテープ片を転写させるエアロールと、
を含む、請求項1に記載のICタグを抄き込んだ和紙の製造装置。
【請求項3】
前記ICタグ転写装置は、前記ベース紙の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置に前記ICテープ片を転写させる、請求項1または2に記載のICタグを抄き込んだ和紙の製造装置。
【請求項4】
前記和紙の製造装置は、複数の前記ICテープ巻き出しリールを同軸に併設させた、請求項1乃至3のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項5】
前記ICタグ転写装置は、
前記エアロールに近接して配置された搬送ロールを含み、
前記裁断機が分切した所定の長さのICテープ片を該搬送ロールに搬送し、該エアロールが該ICテープ片を該搬送ロールから吸引して回転し、前記ベース紙に該ICテープ片を放出して転写させる、請求項2乃至4のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項6】
前記裁断機は、
歯を有するカッターロールと、該歯と嵌合する相歯を有するカッター受けロールと、を含み、該歯と該相歯とが嵌合するように該カッターロールと該カッター受けロールが前記ICテープを両面から挟んで回転し、前記嵌合により該ICテープを裁断して前記ICテープ片に分切する、請求項2乃至5のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項7】
前記搬送モーターは、前記カッター受けロールを回転させることによって、該カッター受けロールと略同外周速度で回転する前記カッターロール間に前記ICテープを挟持して搬送する、請求項6に記載のICタグを抄き込んだ和紙の製造装置。
【請求項8】
前記エアロールは、
回転可能な外側周に複数の空気孔を有する円筒状であり、
前記外側周の前記フェルト側の上端線近傍に位置する転写帯と、
前記外側周の前記搬送ロール側の下端線を含み、前記転写帯を除く部分に吸引帯と、
を有し、
前記転写帯には外側周方向に送風し、前記吸引帯には該外側周から内側方向に吸引風を発生させるエアコントロール機構を含む、請求項2乃至7のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項9】
前記エアロールの外側周は、前記第1シリンダーおよび前記第2シリンダーと同方向に同外周速度で回転する、請求項2乃至7のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項10】
前記和紙の製造装置は、
前記ICテープに備えたマーカーの位置を感知するセンサーを含む、請求項1乃至9のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項11】
前記和紙の製造装置は、
少なくとも前記センサー、前記ICタグ転写装置が備える前記搬送モーター、および前記エアロールの外側周の動作を連動させるCPUを含む、請求項10に記載のICタグを抄き込んだ和紙の製造装置。
【請求項12】
前記CPUは、
前記搬送モーターを前記ICテープ巻き出しリールから前記エアロールの方向へ所定の速度で回転させ、前記センサーが前記ICテープに備えた前記マーカーの位置を感知後所定時間で該搬送モーターを停止させると共に、前記裁断機に該ICテープを裁断させて前記ICテープ片に分切させる、請求項11に記載のICタグを抄き込んだ和紙の製造装置。
【請求項13】
前記CPUは、
前記第1シリンダーおよび第2シリンダーの回転速度に適合させて、前記エアロールの外側周および該外側周に連動した前記搬送モーターの回転開始、回転速度、回転停止の動作を制御する、請求項11または12に記載のICタグを抄き込んだ和紙の製造装置。
【請求項14】
前記CPUは、
前記第1シリンダーから、前記フェルトに付着して前記エアロールの前記上端線方向へ搬入される前記ベース紙に、少なくとも長手方向に一定の間隔を保持した一定の位置に前記ICテープ片を転写させるように前記外側周および前記搬送モーターの動作を制御する、請求項13に記載のICタグを抄き込んだ和紙の製造装置。
【請求項15】
前記第1槽の内部において、前記第1シリンダーの第1網目に前記紙料が内部から外側周へ流れ出る量を規制する部位を設けて、前記ベース紙の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置に凹溝を連続形成し、
前記CPUは、前記エアロールを介して前記凹溝に前記ICテープ片を転写させて嵌合させる、請求項13に記載のICタグを抄き込んだ和紙の製造装置。
【請求項16】
紙料を収容した第0槽の内部に前記第1シリンダーと平行に支持した、外側周が第0網目により構成される第0シリンダーを含み、
前記第0シリンダーを回転させることによって前記第0網目から外側周方向へ流れ出た前記紙料にて帯状のプレベース紙を作り前記フェルトに付着させ、前記第1シリンダーを該第0シリンダーと同速度で回転させることによって前記第1網目から外側周方向へ流れ出た前記第1槽の紙料にてベース紙を作ると共に、該プレベース紙に抄き合わせて3層構造の和紙を製造する、請求項1乃至15のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項1】
紙料を収容した第1槽の内部に水平に支持した、外側周が第1網目により構成される第1シリンダーと、
紙料を収容した第2槽の内部に水平に支持した、外側周が第2網目により構成される第2シリンダーと、
前記第1シリンダーから前記第2シリンダーへ和紙を付着させて搬送するフェルトと、
ICタグを備えたICテープを巻き付けたICテープ巻き出しリールと、
前記第1シリンダーと前記第2シリンダーとの間に前記フェルトと近接させて配置し、前記ICテープ巻き出しリールから巻き出した前記ICテープを搬送・裁断するICタグ転写装置と、
を含み、
前記第1シリンダーを回転させることによって前記第1網目から外側周方向へ流れ出た前記紙料にて帯状のベース紙を作り前記フェルトに付着させ、該ベース紙に前記ICタグ転写装置が前記ICテープを裁断して転写させ、前記第2シリンダーを該第1シリンダーと同速度で回転させることによって第2網目から外側周方向へ流れ出た前記紙料にてカバー紙を作ると共に、該ベース紙に抄き合わせて該裁断されたICテープを挟み込む、ICタグを抄き込んだ和紙の製造装置。
【請求項2】
前記ICタグ転写装置は、
前記ICテープを搬送する搬送モーターと、
前記ICテープを所定の長さに裁断してICテープ片に分切する裁断機と、
前記裁断機から前記搬送モーターにより搬送された前記ICテープ片を吸引して回転し、前記ベース紙に該ICテープ片を転写させるエアロールと、
を含む、請求項1に記載のICタグを抄き込んだ和紙の製造装置。
【請求項3】
前記ICタグ転写装置は、前記ベース紙の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置に前記ICテープ片を転写させる、請求項1または2に記載のICタグを抄き込んだ和紙の製造装置。
【請求項4】
前記和紙の製造装置は、複数の前記ICテープ巻き出しリールを同軸に併設させた、請求項1乃至3のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項5】
前記ICタグ転写装置は、
前記エアロールに近接して配置された搬送ロールを含み、
前記裁断機が分切した所定の長さのICテープ片を該搬送ロールに搬送し、該エアロールが該ICテープ片を該搬送ロールから吸引して回転し、前記ベース紙に該ICテープ片を放出して転写させる、請求項2乃至4のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項6】
前記裁断機は、
歯を有するカッターロールと、該歯と嵌合する相歯を有するカッター受けロールと、を含み、該歯と該相歯とが嵌合するように該カッターロールと該カッター受けロールが前記ICテープを両面から挟んで回転し、前記嵌合により該ICテープを裁断して前記ICテープ片に分切する、請求項2乃至5のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項7】
前記搬送モーターは、前記カッター受けロールを回転させることによって、該カッター受けロールと略同外周速度で回転する前記カッターロール間に前記ICテープを挟持して搬送する、請求項6に記載のICタグを抄き込んだ和紙の製造装置。
【請求項8】
前記エアロールは、
回転可能な外側周に複数の空気孔を有する円筒状であり、
前記外側周の前記フェルト側の上端線近傍に位置する転写帯と、
前記外側周の前記搬送ロール側の下端線を含み、前記転写帯を除く部分に吸引帯と、
を有し、
前記転写帯には外側周方向に送風し、前記吸引帯には該外側周から内側方向に吸引風を発生させるエアコントロール機構を含む、請求項2乃至7のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項9】
前記エアロールの外側周は、前記第1シリンダーおよび前記第2シリンダーと同方向に同外周速度で回転する、請求項2乃至7のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項10】
前記和紙の製造装置は、
前記ICテープに備えたマーカーの位置を感知するセンサーを含む、請求項1乃至9のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【請求項11】
前記和紙の製造装置は、
少なくとも前記センサー、前記ICタグ転写装置が備える前記搬送モーター、および前記エアロールの外側周の動作を連動させるCPUを含む、請求項10に記載のICタグを抄き込んだ和紙の製造装置。
【請求項12】
前記CPUは、
前記搬送モーターを前記ICテープ巻き出しリールから前記エアロールの方向へ所定の速度で回転させ、前記センサーが前記ICテープに備えた前記マーカーの位置を感知後所定時間で該搬送モーターを停止させると共に、前記裁断機に該ICテープを裁断させて前記ICテープ片に分切させる、請求項11に記載のICタグを抄き込んだ和紙の製造装置。
【請求項13】
前記CPUは、
前記第1シリンダーおよび第2シリンダーの回転速度に適合させて、前記エアロールの外側周および該外側周に連動した前記搬送モーターの回転開始、回転速度、回転停止の動作を制御する、請求項11または12に記載のICタグを抄き込んだ和紙の製造装置。
【請求項14】
前記CPUは、
前記第1シリンダーから、前記フェルトに付着して前記エアロールの前記上端線方向へ搬入される前記ベース紙に、少なくとも長手方向に一定の間隔を保持した一定の位置に前記ICテープ片を転写させるように前記外側周および前記搬送モーターの動作を制御する、請求項13に記載のICタグを抄き込んだ和紙の製造装置。
【請求項15】
前記第1槽の内部において、前記第1シリンダーの第1網目に前記紙料が内部から外側周へ流れ出る量を規制する部位を設けて、前記ベース紙の長手方向と短手方向にそれぞれ一定の間隔を保持した一定の位置に凹溝を連続形成し、
前記CPUは、前記エアロールを介して前記凹溝に前記ICテープ片を転写させて嵌合させる、請求項13に記載のICタグを抄き込んだ和紙の製造装置。
【請求項16】
紙料を収容した第0槽の内部に前記第1シリンダーと平行に支持した、外側周が第0網目により構成される第0シリンダーを含み、
前記第0シリンダーを回転させることによって前記第0網目から外側周方向へ流れ出た前記紙料にて帯状のプレベース紙を作り前記フェルトに付着させ、前記第1シリンダーを該第0シリンダーと同速度で回転させることによって前記第1網目から外側周方向へ流れ出た前記第1槽の紙料にてベース紙を作ると共に、該プレベース紙に抄き合わせて3層構造の和紙を製造する、請求項1乃至15のいずれか1つに記載のICタグを抄き込んだ和紙の製造装置。
【図1】



【図2】
【図3】
【図4】
【図5】

【図6】

【図7】
【図8】
【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2012−62599(P2012−62599A)
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願番号】特願2010−207734(P2010−207734)
【出願日】平成22年9月16日(2010.9.16)
【出願人】(504030738)有限会社 小畑製紙所 (3)
【Fターム(参考)】
【公開日】平成24年3月29日(2012.3.29)
【国際特許分類】
【出願日】平成22年9月16日(2010.9.16)
【出願人】(504030738)有限会社 小畑製紙所 (3)
【Fターム(参考)】
[ Back to top ]