
ICダイ又はウエハをTSVウエハに接合するためのデュアルキャリア
シリコン貫通ビア(TSV)ウエハを用いてスタックされた電子的部品を形成する方法が、第1ディボンデング温度を有する第1接着性材料(206)を用いてTSVウエハ(202)の上側に第1キャリアウエハ(205)を搭載することを含む。TSVウエハは、その下側から薄くされて薄くされたTSVウエハ(202’)を形成する。第1ディボンデング温度より高い第2ディボンデング温度を有する第2接着性材料(207)を用いて、TSVウエハ(202’)の下側に第2キャリアウエハ(215)が搭載される。薄くされたTSVウエハ(202’)はそれから第1キャリアウエハ(205)を取り除くため、前記第1ディボンデング温度を超える温度まで加熱される。スタックされた電子的部品を形成するため、少なくとも1つの個片化されたICダイが、薄くされたTSVウエハの上面上に形成されたTSVダイに結合される。

【発明の詳細な説明】
【技術分野】
【0001】
開示される実施例は、集積回路(IC)アッセンブリプロセスに関し、更に特定して言えば、ダイ又はウエハをウエハを含むTSVに結合することに関連する。
【背景技術】
【0002】
標準的なフリップチップ・アッセンブリ手法を用いてフェース・トゥー・フェース式にICダイをスタックするため、アッセンブリは、第1の薄くされたICダイを、その後、第2の薄くされたICダイ(例えば、厚さ25〜150マイクロメートルに薄くされたダイ)をパッケージ基板(例えば、PCB)上に順次方式で結合することにより従来行なわれている。典型的な配置において、第1のICダイは、TSVがパッケージ基板面上のパッドとの接合を形成するパッケージ基板の表面上に表(即ち、能動回路/上側)を上に搭載されるダイを含むTSVであり得る。その後、キャピラリアンダーフィルが一般的に実行される。その後第2のICダイは、第1のICダイの上側に一般的にフリップチップ(FC)搭載される。
【0003】
この従来の順次スタックされるダイアッセンブリ手法に関する問題には、パッケージ基板上に搭載される第1のICダイが著しい歪み/撓みを有し得るため、ダイとダイのバンプを介した接合の困難さがある。また、両方のICダイが薄くされ、アッセンブリの間いずれも上側が露出されるため、ICダイハンドリングが一般に困難であり、クラックの入ったICダイ又はICダイのスクラッチによる歩留まりロスにつながり得る。
【0004】
スタックされるダイは、ダイ・ツー・ウエハ法(D2W)によって形成することもできる。1つの既知のD2W法において、ダイ・ウエハスタックは、TSVウエハの下側でTSVティップを露出させるため、TSVウエハの上側に結合されるキャリアウエハを用いてTSVウエハを薄く(例えば厚さ100マイクロメートルより薄く)することによって形成される。キャリアウエハはその後取り除かれ、その後、ICダイは、薄くされたTSVウエハの上側に結合される。しかし、薄くされたTSVウエハの歪みが、ICダイとの接合/結合を複雑にし得る。例えば、当業界で既知であるように、歪みが不整合な接合をもたらし、これが、コンタクト領域を低減し、特にファインピッチ化されたパッドの場合、接合のコンタクト抵抗を増加させ、さらにはオープンサーキットコンタクトを引き起こすことすらある。
【0005】
また、スクラッチやクラックし易くなり得る、従来の薄いダイ・ウエハスタックは扱いが困難である。第2の既知のD2W法において、薄くされたICダイはTSVウエハの上部に結合され、その後、TSVがその下側から薄くされて、TSVウエハの下側でTSVを露出させる。ウエハを薄くすることが進むにつれて増加するTSVティップ露出の間のTSVウエハの歪み/湾曲により、この第2の既知のD2W法は、個々のICダイにわたる著しい高さ変動を含む著しいTSVティップ高さ変動を生じさせ得、これは、後に続くダイスタックのTSVティップのパッケージ基板への結合の間の結合の問題を引き起こし得る。
【0006】
ウエハ・ツー・TSVウエハ(W2W)の結合は、D2W法に関連して上述した同じ課題を共有している。従って、ダイ又はウエハをウエハを含むTSVに結合するため新しいアッセンブリプロセスが必要とされている。
【発明の概要】
【0007】
開示される実施例は、少なくとも1つのTSVダイを含む薄いダイスタックを形成するために個片化され得る、電子的部品を含むスタックされたTSVウエハを形成するため、ダイ又はウエハをウエハを含むTSVに結合するとき、上述の歪み/撓み、及びスクラッチの問題に対する解決策を提供する。第1のディボンデング温度を有する第1の接着性材料を用いて複数のICダイを含むTSVウエハの上面に第1のキャリアウエハが搭載される。TSVウエハはその後その下側から薄くされて、埋め込まれたTSVティップを露出させるため薄くされたTSVウエハを形成する。薄くする間、フラットなキャリアウエハがTSVウエハを支持するため、その結果のTSVティップ高さ変動は、上述の第2のD2W法に比べて著しく低減される。
【0008】
第1のキャリアウエハがTSVウエハの上部に結合されたままの状態で、その後、第2のキャリアウエハが、第2の接着性材料を用いてTSVウエハの下側にTSVウエハを挟んで搭載される。第2の接着性材料は、第1の接着剤のディボンデング温度に比べて高い第2のディボンデング温度を有する。その後、第2のキャリアウエハがTSVウエハに取り付けられたままとなるように、第1のディボンデング温度より高いが第2のディボンデング温度より低い温度まで過熱することにより、TSVウエハの上側から第1のキャリアウエハが選択的に取り除かれる。
【0009】
その後、個片化されたICダイ又はウエハを含み得る少なくとも1つの第2のICダイが、薄くされたTSVウエハの上側の複数のTSVダイに結合されて、電子的部品を含むスタックされたTSVウエハを形成する。このTSVウエハは、個片化されたICダイ又はウエハの結合の間第2のキャリアウエハにより支持されるため、歪み/撓みが著しく低減され、これは接合のコンタクト抵抗を低減させ、その結果、電子的部品を含むスタックされたTSVウエハの個片化(例えばソーイング)により生成される、個片化されたスタックされたICダイの回路性能及び信頼性を改善する。
【0010】
添付の図面を参照して、開示される実施例を説明する。
【図面の簡単な説明】
【0011】
【図1】図1は、開示される実施例に従って、各々が、埋め込まれたTSVティップ及び少なくとも1つの第2のICダイを有するTSV前駆物質を含む、複数のTSVダイを含むTSVウエハから、電子的部品を含むスタックされたTSVウエハを形成するための一例の方法における工程を示すフローチャートである。
【0012】
【図2A】図2Aは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2B】図2Bは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2C】図2Cは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2D】図2Dは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2E】図2Eは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2F】図2Fは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2G】図2Gは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【0013】
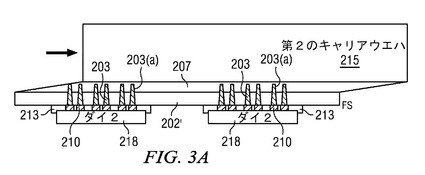
【図3A】図3Aは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
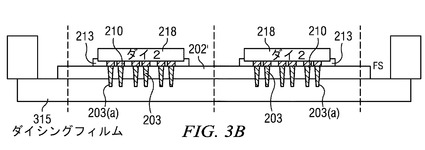
【図3B】図3Bは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
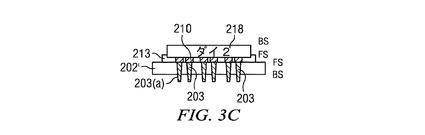
【図3C】図3Cは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
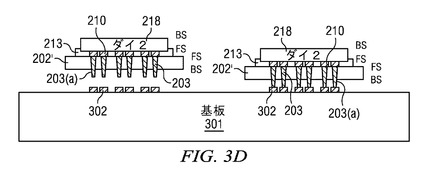
【図3D】図3Dは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
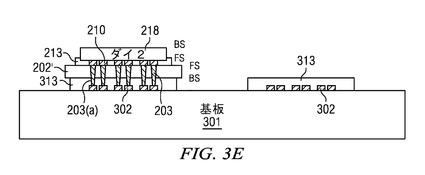
【図3E】図3Eは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
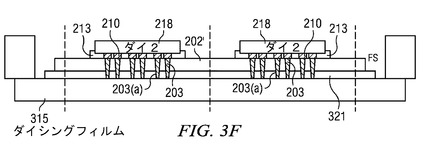
【図3F】図3Fは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
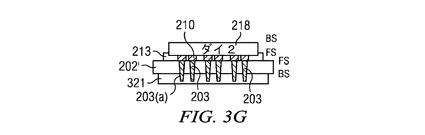
【図3G】図3Gは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
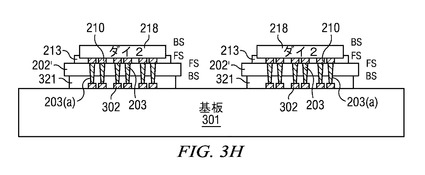
【図3H】図3Hは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【0014】
【図4A】図4Aは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4B】図4Bは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4C】図4Cは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4D】図4Dは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4E】図4Eは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4F】図4Fは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4G】図4Gは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4H】図4Hは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4I】図4Iは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【0015】
【図5】図5は、開示される実施例と共に用いることができる、異なるディボンデング温度を提供する幾つかの接着性材料を示す一例の粘度対温度のグラフである。
【発明を実施するための形態】
【0016】
開示される実施例は、個片化の際複数の個片化されたスタックされたICダイを提供する電子的部品を含むスタックされたTSVウエハを形成するためのデュアルキャリアウエハ法を含む。本明細書において用いられるように「TSVウエハ」は、能動回路、及び埋め込まれるTSVティップを含む「TSV前駆物質」がその上に形成される複数のTSVダイを含む上側と、下側とを含む。「TSV前駆物質」という用語は、その後のTSVウエハの下側から薄くすることが、TSV前駆物質が基板を通した電気的接続性を提供するように、TSVティップへの電気的アクセスを提供するのに充分である構造を指す。当業界で既知であるように、能動回路は、全体として、トランジスタ、ダイオード、コンデンサ、及びレジスタを含む回路要素だけでなく、これらの種々の回路要素を相互接続する信号線及び他の導体を含む。
【0017】
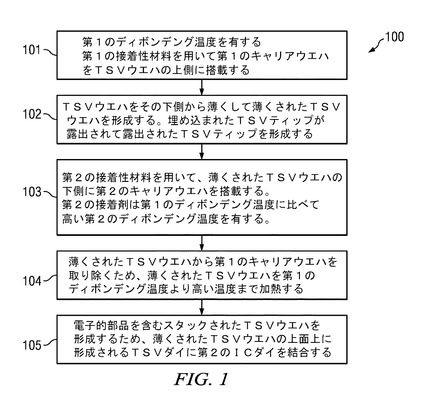
図1は、開示される実施例に従って、TSVウエハから電子的部品を含むスタックされたTSVウエハを形成するための、一例のデュアルキャリア方法100における工程を示すフローチャートである。工程101が、第1のディボンデング温度を有する第1の接着性材料を用いて第1のキャリアウエハをTSVウエハの上側に搭載することを含む。キャリアウエハは、例えば、クオーツ又はシリコンを含み得る。TSVウエハは、一般的に、少なくとも100マイクロメートルの厚みを有するよう本明細書において定義され、典型的には少なくとも200マイクロメートル(例えば500〜800マイクロメートル)の厚みである、厚いウエハである。
【0018】
工程102において、TSVウエハがその下側から薄くされて、薄くされたTSVウエハを形成する。TSVウエハは、全般的に、少なくとも25マイクロメートル、典型的には、25マイクロメートル〜150マイクロメートルの厚みまで薄くされる。薄くすることは、薄くされたTSVウエハの下側から埋め込まれたTSVティップを露出させて、露出されたTSVティップを形成することを含む。一実施例において、露出されたTSVティップは、TSVウエハの下側から少なくとも5マイクロメートル、例えば、5〜50マイクロメートル、突出する。別の実施例において、TSVティップはウエハの下側から突出せず、ウエハの下側上の再配線層(RDL)が露出されたTSVティップへの接触を提供する。
【0019】
工程103が、第2の接着性材料を用いて、薄くされたTSVウエハの下側に第2のキャリアウエハを搭載することを含む。第2の接着剤がそのキャリアウエハの取り付けを維持する一方、第1の接着剤が第1のキャリアウエハの除去を可能とするようディボンデングするように、第2の接着性材料は第1のディボンデング温度に比べて高い第2のディボンデング温度を有する。ディボンデング温度の差は、一般的に少なくとも10℃であり、より典型的には少なくとも20℃、例えば50℃又はそれ以上、である。
【0020】
それぞれの接着剤は、熱可塑性物質、熱硬化物質から選択され得、いずれの場合も任意選択で光(例えばUV)硬化可能なポリマーを備えていてよい。
【0021】
工程104が、薄くされたTSVウエハから第1のキャリアウエハを取り除くため、薄くされたTSVウエハを第1のディボンデング温度より高い温度までを加熱することを含む。工程104における温度は、第2のキャリアウエハを取り付けられたままとするよう第2の接着剤をその場に維持するように充分に低い。例えば、一実施例において、選択されたディボンデング温度で安定的であるように第2の接着剤を選択して、約250度まで過熱することなどにより、第1の接着剤の粘度が約100Pa・S(またはそれ以下)まで低下すると、第1の接着剤の選択的ディボンデングが行われ得る。残った第1の接着剤を取り除くため、溶剤処理が用いられ得る。
【0022】
工程105が、電子的部品を含むスタックされたTSVウエハを形成するため、薄くされたTSVウエハの上面上に形成されるTSVダイに第2のICダイを結合することを含む。第2のICダイは、1つ又は複数の個片化された第2のICダイを含み得る。この実施例において、スタックされたTSVウエハは、ダイ・TSVウエハスタックを含む電子的部品を含む。第2のICダイは、複数の第2のICダイを含むウエハを含むこともできる。この実施例において、スタックされたTSVウエハは、ウエハ・TSVウエハスタックを含む電子的部品を含む。
【0023】
結合はFC結合であり得る。他の実施例において、第2のICダイがTSVを含むときなど、第2のICダイは、TSVウエハの上面上に上側(即ち、能動回路側)を上にして結合され得る。本明細書では全般的に、薄くされたTSVウエハに一つの第2のICダイが結合されるよう記載しているが、当業者であれば、複数のスタックされた第2のICダイ(例えば、2つ、3つ、又はそれ以上のダイ及び/又はウエハのスタック)を含むダイ又はウエハスタックが、本明細書に開示する方法に基づいて薄くされたTSVウエハに結合され得ることが認識されるであろう。
【0024】
第2のキャリアウエハはその後、電子的部品を含むスタックされたTSVウエハから取り除かれ得る。熱的及び非熱的に(例えばレーザー除去)を含む種々の方式で、第2の接着剤が取り除かれ得る。第2のキャリアウエハの除去に続いて、幾つかの例示の実施例に関連して以降で説明するように、パッケージ基板(例えば有機基板)上にその後搭載され得る複数のスタックされたICダイを形成するため、電子的部品を含むTSVウエハが個片化され(例えばソーイングされ)得る。
【0025】
図2A〜Gは、開示される実施例に従って、電子的部品を含むTSVウエハを形成するための、一例のデュアルキャリアFC法に関連する連続する断面図を示す。簡潔にするため、従来の誘電性ライナーや、銅などの金属充填材を有するTSVに存在する金属拡散障壁層は、いずれもここに提供する図面には示していない。また、上述したように、開示される実施例は全般的にFCアッセンブリ法であるとして説明しているが、薄くされたTSVウエハ自体の上に搭載される第2のICダイを含む第2のICダイ又はウエハがTSVを含むとき、第2のダイは上側/フェースアップでマウントされ得る。
【0026】
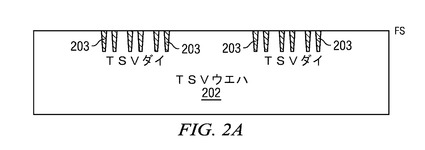
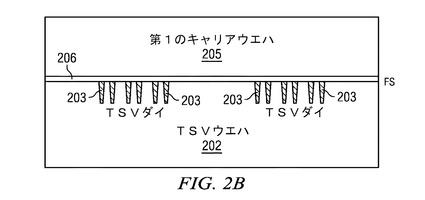
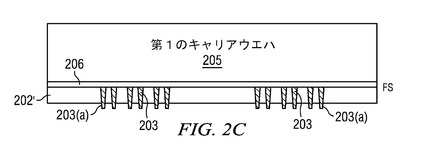
ウエハファブ処理(例えば、パッシベーション処理)が終了した後、埋め込まれたTSV203及び複数のTSVダイを有するTSVウエハ202を図2Aに示す。図面において、「FS」はダイ又はウエハのフロント/上側に対応し、「BS」はダイ又はウエハの下側に対応する。図2Bに示すように、第1のキャリアウエハ205が、第1のディボンデング温度を有する第1の接着性材料206を用いてTSVウエハ202の上側に搭載される。図2Cは、露出されたTSVティップ203(a)を有するTSV203を含む、薄くされたTSVウエハ202’を形成するために、TSVウエハを薄くした(例えばバックグラインド)後の図を示す。
【0027】
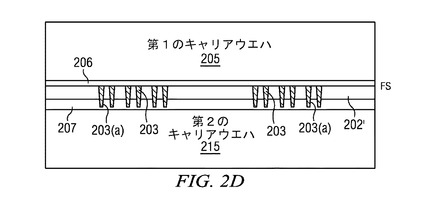
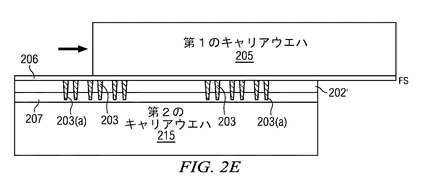
図2Dは、第2の接着性材料207を用いて、薄くされたTSVウエハ202’の下側に第2のキャリアウエハ215を搭載した後の断面図を示す。上述のように、第2の接着性材料207は、第1のディボンデング温度に比べて高い第2のディボンデング温度を有する。図2Eは、薄くされたTSVウエハ202’からの第1のキャリアウエハ205の除去を可能にする過熱後の断面図を示す。第2のキャリアウエハ215は、第2の接着剤207により、薄くされたTSVウエハ202’に取り付けられたままである。
【0028】
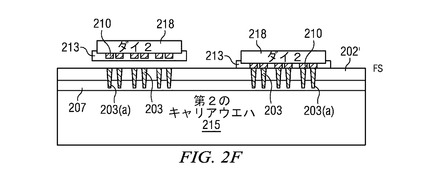
上述のように、第2のICダイは、1つ又は複数の個片化されたICダイを含み得る。この実施例において、形成される電子的部品を含むスタックされたTSVウエハは、ダイ・TSVウエハスタックを含む。図2Fは、ダイ・ウエハスタックを形成するため、ダイ2 218として示す個片化された第2のICダイを、薄くされたTSVウエハ202’の上側に形成された複数のTSVダイのフロント側に結合した後の断面図を示す。ダイ2 218は、FC接合のための複数の結合導体(バンプ)210を有して示されている。ダイ2は、半導体IC、MEMSデバイス、又はICを含むMEMS、或いは受動デバイスであり得る。
【0029】
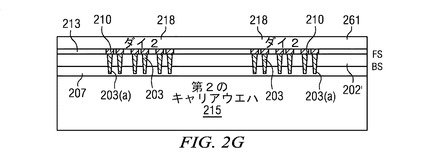
上述のように、第2のICダイは、複数の第2のICダイを含むウエハを含むこともできる。この実施例において、形成される電子的部品を含むスタックされたTSVウエハは、ウエハ・TSVウエハスタックを含む。図2Gは、ウエハ・TSVウエハスタック形成するため、ダイ2 218として示す複数の第2のICダイを含むウエハ261を、薄くされたTSVウエハ202’の上側に形成される複数のTSVダイのフロント側に結合した後の断面図を示す。ダイ2 218は、FC接合のための複数の結合導体(バンプ)210を有して示されている。上述のように、ダイ2 218は、半導体IC、MEMSデバイス、又はICを含むMEMS、或いは受動デバイスであり得る。硬化可能な誘電体フィルム(CDF)213が、図2Fのダイ2 218と薄くされたTSVウエハ202’のFSとの間、及び図2Gのウエハ261と薄くされたTSVウエハ202’のFSとの間に示されている。CDF213は、アンダーフィル層を形成する(例えば、クロスリンキング)CDF213となるのに充分な熱で、バンプ210と薄くされたTSVウエハ202’の上側のTSVダイのFS上の結合フィーチャー(features)との間の金属性接合を形成するため、CDF層213に貫通するダイ2 218上のFC接合のためのバンプ210となるのに充分な押す力(圧力)を用いて、接合を同時に形成するだけでなくアンダーフィル材料を形成するための、圧縮結合を可能にする。
【0030】
圧縮結合の間の典型的な熱プレス条件は、150〜180℃の温度、35〜133Kgf/cm2のプレス中の力/面積(圧力)、及び100〜180秒のプレス時間を含み得る。従って、この実施例において、キャピラリアンダーフィル又は非導電性のペースト(NCP)プロセスなどの従来のアンダーフィルプロセスが不要となる。
【0031】
CDF213は、ダイ2 218の上/フロント側(FS)に塗布され(例えば、ラミネートされ)得る。硬化前のCDF材料は、一般的に、500〜1,000パスカル秒(Pa・s)より低いなどの低溶融粘度、及び少なくとも180℃の温度で30秒の硬化時間などの高速硬化性を提供する。CDF213は、CDFの熱膨張係数(CTE)のラミネーションエリア表面のCTEとのマッチングに基づく一実施例において充填材の重量%を備えた任意の充填材を含み得る。CDF213の厚みは、一般に、製造性マージンを反映する付加的な厚み量を有するわずかなアンダーフィルギャップ領域を充填するように計算される。例えば、アンダーフィルギャップが10マイクロメートルである場合、CDFの厚みは15〜20マイクロメートルであり得る。CDF材料はフラックスを含み得る。当業界で既知であるように、フラックスとは、酸化物洗浄が可能であり、はんだでの金属(例えば、銅)のぬれ性を可能とする、化学的又は物理的にアクティブなフォーミュレーションを指す。結合導体が、銅など高度に酸化可能な金属を含むとき、一般的にフラックスがCDFに含まれる。金属性接合はこの工程では形成されない。以降で説明するように、CDFは、アンダーフィル層を形成する熱プレスを可能にし、単一のアッセンブリ工程での結合を提供する。
【0032】
図3A〜Hは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。パッケージ基板は、例えば、有機又はセラミック印刷回路基板(PCB)を含み得る。図3Aは、図2Fに示すダイ・ウエハスタックからの第2のキャリアウエハ215の除去を示す断面図を示す。図3Bは、キャリアウエハレスダイ・ウエハスタックのダイシングフィルム315上への搭載を示す断面図を示す。
【0033】
図3C〜Eは、モールドフリー・キャピラリアンダーフィルフローアッセンブリオプションを示す。図3Cは、複数の個片化されたスタックされたダイを提供するため、図3Bに示すダイ・ウエハスタックをウエハソーイングした後の結果を示す。図3Dは、TC結合又はマス・リフローを含むプロセスを用いて、個片化されたスタックされたダイを、パッド302を含むパッケージ基板301上に搭載することを示す。図3Eは、個片化されたスタックされたダイの底部と基板301の表面との間のギャップ領域にアンダーフィル313を配置する、キャピラリアンダーフィル後の結果の構造を示す。
【0034】
図3F〜Hは、モールドフリーのプリアプライド・アンダーフィルアッセンブリオプションを示す。図3Fは、図2Fに示すダイ・ウエハスタックとダイシングフィルム315との間にCDFフィルム321を置くことを示す。図3Gは、ダイ図3Fに示すダイ・ウエハスタックをソーイングした後提供される個片化されたスタックされたウエハを示す。図3Hは、個片化されたスタックされたダイをパッケージ基板上に置くこと、及び、個片化されたスタックされたダイのパッケージ基板上のパッドへの結合となる圧縮結合、及び、個片化されたスタックされたダイとパッケージ基板との間にCDF321からのアンダーフィル材料の形成後の結果の構造を示す。
【0035】
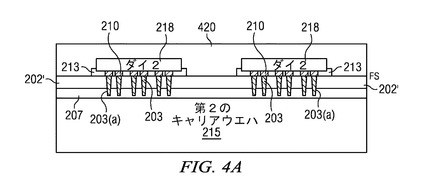
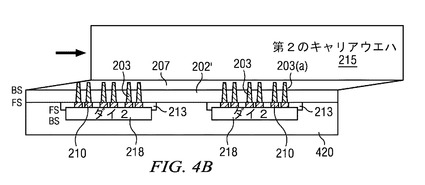
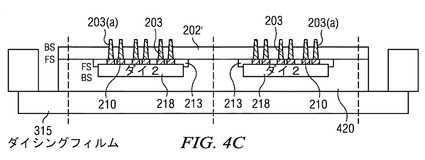
図4A〜Iは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。図4Aは、図2Fに示すダイ・ウエハスタックにモールド材料410を適用した後の図を示す。図4Bは、ダイ・ウエハスタックからの第2のキャリアウエハ215の除去を示す断面図を示す。図4Cは、モールディングされたダイ・ウエハスタックTSVティップ203(a)側を上にダイシングフィルム315上に搭載することを示す。
【0036】
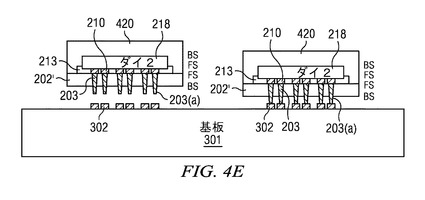
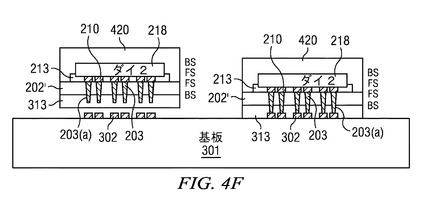
図4D〜Eは、キャピラリアンダーフィルフローアッセンブリオプションを含むモールドを示す。図4Dは、個片化されたスタックされたダイを含む複数のモールドを提供するための、図4Cに示すモールディングされたダイ・ウエハスタックをウエハソーイングした後の結果を示す。図4Eは、TC結合又はマス・リフローを含むプロセスを用いて、個片化されたスタックされたダイを含むモールドを、パッド302を含むパッケージ基板301上に搭載することを示す。図4Fは、個片化されたスタックされたダイの底部と基板301の表面との間のギャップ領域にアンダーフィル313を配置するキャピラリアンダーフィル後の結果の構造を示す。
【0037】
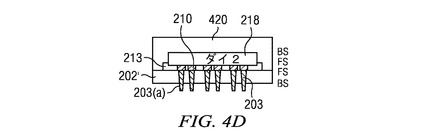
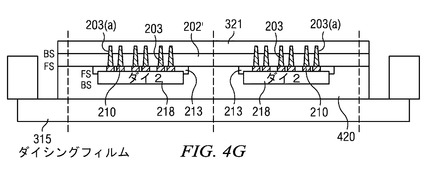
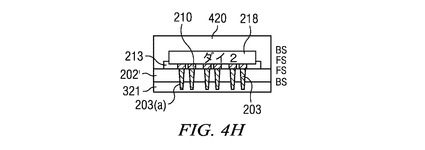
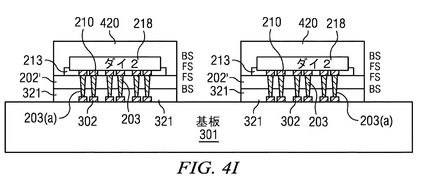
図4G〜Iは、モールドフリーのプリアプライド・アンダーフィルアッセンブリオプションを示す。図4Gは、モールディングされたダイ・ウエハスタックのTSVティップ側上にCDFフィルム321を置き、さらに、モールドされたウエハスタックTSVティップ側を上にダイシングフィルム315上に搭載した後の構造を示す。図4Hは、図4Gに示すダイシングフィルム315上にモールディングされたダイ・ウエハスタックをソーイングした後提供される、モールディングされ個片化されたスタックされたダイを示す。図41は、モールディングされ個片化されたスタックされたダイをパッケージ基板上に置いた後の結果の構造、及び、個片化されたスタックされたダイのパッケージ基板301上のパッド302への結合、更に、モールディングされ個片化されたスタックされたダイとパッケージ基板301との間へのCDF321からのアンダーフィル材料の形成をもたらす、圧縮結合を示す。
【0038】
上述のように、突出するTSVティップ203(a)は上に示されているが、本発明の他の実施例において、TSV209は、TSVウエハの下側から電気的にアクセス可能であるが、RDLが含まれる場合など、ウエハの下側から突出しない。
例
【0039】
本発明の実施例は、以下の特定の例で更に図示するが、これらがいかなる方式においても本発明の実施例の範囲又は内容を制限するものと解釈すべきではない。
【0040】
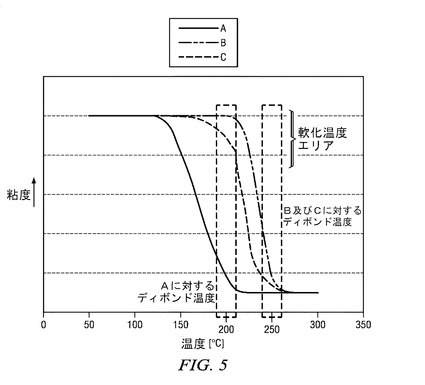
図5は、全般的に本明細書に記載の結合接着剤として用いることが可能な3つの異なる例示の接着性材料の粘度対温度(℃)のグラフである。接着性Aは、低いディボンデング温度の接着性として、接着材B又はCは、高いディボンデング温度の接着性として用いることができる。本明細書において用いられる軟化温度とは、粘度が、少なくとも200Pa・Sなど、ディボンデングに耐えるのに必要とされる最低粘度である温度を指す。曲線Aは、ミズーリ州スプリングフィールドのBrewer Science社により製造されるBrewer Science WaferBOND(登録商標)HT−10.10コーティングに対する粘度曲線である。曲線B及びCは、曲線Aに示すものに比べて高いディボンデングを提供する他の材料に対し、他の粘度曲線を提供する。
【0041】
高い方のディボンデング温度の接着剤の一例は、UV硬化接着性であるSumitomo 3Mからのものである。このUV硬化液体接着剤は、キャリアウエハ取り付けのためにHT10.10と同様に用いることができる。このUV硬化接着性を用いて、ガラス又は他のキャリアから、ガラスへの境界に小さなバブルを形成するためのレーザー露出により取り除くことが可能であり、その後、除去テープによるウエハからの除去が続く。住友スリーエム株式会社によって製造されるSumitomo 3Mは、図5の曲線B及びCに対して示すように、約250℃のディボンデングに対する耐熱能力を有する。
【0042】
一例のシーケンスにおいて、図2Dに示すものに類似して、高いディボンデング温度の第2の接着剤が、他方の側に低い結合温度の接着剤を有するTSVウエハに付加される。その後、第2の接着剤がUV硬化される。第1の接着剤がその後、第1の接着剤HT10に対し200℃近辺などで、選択的に取り除かれる一方、第2のキャリアウエハは第2の接着剤により取り付けられたまま残る。ダイ・ウエハスタックを形成するためのTSVウエハへのダイ取り付けの後、個片化されたスタックされたダイを形成するためのダイ・ウエハスタックの個片化の前に、ダイ・ウエハスタックからガラスキャリア及びUV硬化された材料を取り除くためのバブルを形成するためレーザー露出が用いられ得る。
【0043】
本発明の実施例は、種々のデバイス及び関連する製品を形成するための種々のプロセス・フローに統合することができる。半導体基板は、その中の種々の要素及び/又はその上の層を含み得る。これらは、障壁層、他の誘電体層、デバイス構造、或いは、ソース領域、ドレイン領域、ビット線、ベース、エミッタ、コレクタ、導電性線、導電性ビアなどを含む能動要素及び受動要素を含み得るまた、バイポーラ、CMOS、BiCMOS及びMEMSを含む種々のプロセスにおいて本発明の実施例を用いることができる。
【0044】
例示の実施例の文脈で説明したような特徴又は工程のすべて又はその幾つかを有する例示の実施例の文脈で説明した1つ又はそれ以上の特徴又は工程の異なる組み合わせを有する実施例も、本明細書に包含されることも意図している。当業者であれば、他の多くの実施例及び変形も特許請求の範囲に包含されることが理解されるであろう。
【技術分野】
【0001】
開示される実施例は、集積回路(IC)アッセンブリプロセスに関し、更に特定して言えば、ダイ又はウエハをウエハを含むTSVに結合することに関連する。
【背景技術】
【0002】
標準的なフリップチップ・アッセンブリ手法を用いてフェース・トゥー・フェース式にICダイをスタックするため、アッセンブリは、第1の薄くされたICダイを、その後、第2の薄くされたICダイ(例えば、厚さ25〜150マイクロメートルに薄くされたダイ)をパッケージ基板(例えば、PCB)上に順次方式で結合することにより従来行なわれている。典型的な配置において、第1のICダイは、TSVがパッケージ基板面上のパッドとの接合を形成するパッケージ基板の表面上に表(即ち、能動回路/上側)を上に搭載されるダイを含むTSVであり得る。その後、キャピラリアンダーフィルが一般的に実行される。その後第2のICダイは、第1のICダイの上側に一般的にフリップチップ(FC)搭載される。
【0003】
この従来の順次スタックされるダイアッセンブリ手法に関する問題には、パッケージ基板上に搭載される第1のICダイが著しい歪み/撓みを有し得るため、ダイとダイのバンプを介した接合の困難さがある。また、両方のICダイが薄くされ、アッセンブリの間いずれも上側が露出されるため、ICダイハンドリングが一般に困難であり、クラックの入ったICダイ又はICダイのスクラッチによる歩留まりロスにつながり得る。
【0004】
スタックされるダイは、ダイ・ツー・ウエハ法(D2W)によって形成することもできる。1つの既知のD2W法において、ダイ・ウエハスタックは、TSVウエハの下側でTSVティップを露出させるため、TSVウエハの上側に結合されるキャリアウエハを用いてTSVウエハを薄く(例えば厚さ100マイクロメートルより薄く)することによって形成される。キャリアウエハはその後取り除かれ、その後、ICダイは、薄くされたTSVウエハの上側に結合される。しかし、薄くされたTSVウエハの歪みが、ICダイとの接合/結合を複雑にし得る。例えば、当業界で既知であるように、歪みが不整合な接合をもたらし、これが、コンタクト領域を低減し、特にファインピッチ化されたパッドの場合、接合のコンタクト抵抗を増加させ、さらにはオープンサーキットコンタクトを引き起こすことすらある。
【0005】
また、スクラッチやクラックし易くなり得る、従来の薄いダイ・ウエハスタックは扱いが困難である。第2の既知のD2W法において、薄くされたICダイはTSVウエハの上部に結合され、その後、TSVがその下側から薄くされて、TSVウエハの下側でTSVを露出させる。ウエハを薄くすることが進むにつれて増加するTSVティップ露出の間のTSVウエハの歪み/湾曲により、この第2の既知のD2W法は、個々のICダイにわたる著しい高さ変動を含む著しいTSVティップ高さ変動を生じさせ得、これは、後に続くダイスタックのTSVティップのパッケージ基板への結合の間の結合の問題を引き起こし得る。
【0006】
ウエハ・ツー・TSVウエハ(W2W)の結合は、D2W法に関連して上述した同じ課題を共有している。従って、ダイ又はウエハをウエハを含むTSVに結合するため新しいアッセンブリプロセスが必要とされている。
【発明の概要】
【0007】
開示される実施例は、少なくとも1つのTSVダイを含む薄いダイスタックを形成するために個片化され得る、電子的部品を含むスタックされたTSVウエハを形成するため、ダイ又はウエハをウエハを含むTSVに結合するとき、上述の歪み/撓み、及びスクラッチの問題に対する解決策を提供する。第1のディボンデング温度を有する第1の接着性材料を用いて複数のICダイを含むTSVウエハの上面に第1のキャリアウエハが搭載される。TSVウエハはその後その下側から薄くされて、埋め込まれたTSVティップを露出させるため薄くされたTSVウエハを形成する。薄くする間、フラットなキャリアウエハがTSVウエハを支持するため、その結果のTSVティップ高さ変動は、上述の第2のD2W法に比べて著しく低減される。
【0008】
第1のキャリアウエハがTSVウエハの上部に結合されたままの状態で、その後、第2のキャリアウエハが、第2の接着性材料を用いてTSVウエハの下側にTSVウエハを挟んで搭載される。第2の接着性材料は、第1の接着剤のディボンデング温度に比べて高い第2のディボンデング温度を有する。その後、第2のキャリアウエハがTSVウエハに取り付けられたままとなるように、第1のディボンデング温度より高いが第2のディボンデング温度より低い温度まで過熱することにより、TSVウエハの上側から第1のキャリアウエハが選択的に取り除かれる。
【0009】
その後、個片化されたICダイ又はウエハを含み得る少なくとも1つの第2のICダイが、薄くされたTSVウエハの上側の複数のTSVダイに結合されて、電子的部品を含むスタックされたTSVウエハを形成する。このTSVウエハは、個片化されたICダイ又はウエハの結合の間第2のキャリアウエハにより支持されるため、歪み/撓みが著しく低減され、これは接合のコンタクト抵抗を低減させ、その結果、電子的部品を含むスタックされたTSVウエハの個片化(例えばソーイング)により生成される、個片化されたスタックされたICダイの回路性能及び信頼性を改善する。
【0010】
添付の図面を参照して、開示される実施例を説明する。
【図面の簡単な説明】
【0011】
【図1】図1は、開示される実施例に従って、各々が、埋め込まれたTSVティップ及び少なくとも1つの第2のICダイを有するTSV前駆物質を含む、複数のTSVダイを含むTSVウエハから、電子的部品を含むスタックされたTSVウエハを形成するための一例の方法における工程を示すフローチャートである。
【0012】
【図2A】図2Aは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2B】図2Bは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2C】図2Cは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2D】図2Dは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2E】図2Eは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2F】図2Fは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【図2G】図2Gは、開示される実施例に従って、ダイ・TSVウエハスタック又はウエハ・TSVウエハスタックを形成するための一例のデュアルキャリアFC法に関連する連続する断面図を示す。
【0013】
【図3A】図3Aは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【図3B】図3Bは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【図3C】図3Cは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【図3D】図3Dは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【図3E】図3Eは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【図3F】図3Fは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【図3G】図3Gは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【図3H】図3Hは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。
【0014】
【図4A】図4Aは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4B】図4Bは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4C】図4Cは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4D】図4Dは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4E】図4Eは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4F】図4Fは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4G】図4Gは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4H】図4Hは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【図4I】図4Iは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。
【0015】
【図5】図5は、開示される実施例と共に用いることができる、異なるディボンデング温度を提供する幾つかの接着性材料を示す一例の粘度対温度のグラフである。
【発明を実施するための形態】
【0016】
開示される実施例は、個片化の際複数の個片化されたスタックされたICダイを提供する電子的部品を含むスタックされたTSVウエハを形成するためのデュアルキャリアウエハ法を含む。本明細書において用いられるように「TSVウエハ」は、能動回路、及び埋め込まれるTSVティップを含む「TSV前駆物質」がその上に形成される複数のTSVダイを含む上側と、下側とを含む。「TSV前駆物質」という用語は、その後のTSVウエハの下側から薄くすることが、TSV前駆物質が基板を通した電気的接続性を提供するように、TSVティップへの電気的アクセスを提供するのに充分である構造を指す。当業界で既知であるように、能動回路は、全体として、トランジスタ、ダイオード、コンデンサ、及びレジスタを含む回路要素だけでなく、これらの種々の回路要素を相互接続する信号線及び他の導体を含む。
【0017】
図1は、開示される実施例に従って、TSVウエハから電子的部品を含むスタックされたTSVウエハを形成するための、一例のデュアルキャリア方法100における工程を示すフローチャートである。工程101が、第1のディボンデング温度を有する第1の接着性材料を用いて第1のキャリアウエハをTSVウエハの上側に搭載することを含む。キャリアウエハは、例えば、クオーツ又はシリコンを含み得る。TSVウエハは、一般的に、少なくとも100マイクロメートルの厚みを有するよう本明細書において定義され、典型的には少なくとも200マイクロメートル(例えば500〜800マイクロメートル)の厚みである、厚いウエハである。
【0018】
工程102において、TSVウエハがその下側から薄くされて、薄くされたTSVウエハを形成する。TSVウエハは、全般的に、少なくとも25マイクロメートル、典型的には、25マイクロメートル〜150マイクロメートルの厚みまで薄くされる。薄くすることは、薄くされたTSVウエハの下側から埋め込まれたTSVティップを露出させて、露出されたTSVティップを形成することを含む。一実施例において、露出されたTSVティップは、TSVウエハの下側から少なくとも5マイクロメートル、例えば、5〜50マイクロメートル、突出する。別の実施例において、TSVティップはウエハの下側から突出せず、ウエハの下側上の再配線層(RDL)が露出されたTSVティップへの接触を提供する。
【0019】
工程103が、第2の接着性材料を用いて、薄くされたTSVウエハの下側に第2のキャリアウエハを搭載することを含む。第2の接着剤がそのキャリアウエハの取り付けを維持する一方、第1の接着剤が第1のキャリアウエハの除去を可能とするようディボンデングするように、第2の接着性材料は第1のディボンデング温度に比べて高い第2のディボンデング温度を有する。ディボンデング温度の差は、一般的に少なくとも10℃であり、より典型的には少なくとも20℃、例えば50℃又はそれ以上、である。
【0020】
それぞれの接着剤は、熱可塑性物質、熱硬化物質から選択され得、いずれの場合も任意選択で光(例えばUV)硬化可能なポリマーを備えていてよい。
【0021】
工程104が、薄くされたTSVウエハから第1のキャリアウエハを取り除くため、薄くされたTSVウエハを第1のディボンデング温度より高い温度までを加熱することを含む。工程104における温度は、第2のキャリアウエハを取り付けられたままとするよう第2の接着剤をその場に維持するように充分に低い。例えば、一実施例において、選択されたディボンデング温度で安定的であるように第2の接着剤を選択して、約250度まで過熱することなどにより、第1の接着剤の粘度が約100Pa・S(またはそれ以下)まで低下すると、第1の接着剤の選択的ディボンデングが行われ得る。残った第1の接着剤を取り除くため、溶剤処理が用いられ得る。
【0022】
工程105が、電子的部品を含むスタックされたTSVウエハを形成するため、薄くされたTSVウエハの上面上に形成されるTSVダイに第2のICダイを結合することを含む。第2のICダイは、1つ又は複数の個片化された第2のICダイを含み得る。この実施例において、スタックされたTSVウエハは、ダイ・TSVウエハスタックを含む電子的部品を含む。第2のICダイは、複数の第2のICダイを含むウエハを含むこともできる。この実施例において、スタックされたTSVウエハは、ウエハ・TSVウエハスタックを含む電子的部品を含む。
【0023】
結合はFC結合であり得る。他の実施例において、第2のICダイがTSVを含むときなど、第2のICダイは、TSVウエハの上面上に上側(即ち、能動回路側)を上にして結合され得る。本明細書では全般的に、薄くされたTSVウエハに一つの第2のICダイが結合されるよう記載しているが、当業者であれば、複数のスタックされた第2のICダイ(例えば、2つ、3つ、又はそれ以上のダイ及び/又はウエハのスタック)を含むダイ又はウエハスタックが、本明細書に開示する方法に基づいて薄くされたTSVウエハに結合され得ることが認識されるであろう。
【0024】
第2のキャリアウエハはその後、電子的部品を含むスタックされたTSVウエハから取り除かれ得る。熱的及び非熱的に(例えばレーザー除去)を含む種々の方式で、第2の接着剤が取り除かれ得る。第2のキャリアウエハの除去に続いて、幾つかの例示の実施例に関連して以降で説明するように、パッケージ基板(例えば有機基板)上にその後搭載され得る複数のスタックされたICダイを形成するため、電子的部品を含むTSVウエハが個片化され(例えばソーイングされ)得る。
【0025】
図2A〜Gは、開示される実施例に従って、電子的部品を含むTSVウエハを形成するための、一例のデュアルキャリアFC法に関連する連続する断面図を示す。簡潔にするため、従来の誘電性ライナーや、銅などの金属充填材を有するTSVに存在する金属拡散障壁層は、いずれもここに提供する図面には示していない。また、上述したように、開示される実施例は全般的にFCアッセンブリ法であるとして説明しているが、薄くされたTSVウエハ自体の上に搭載される第2のICダイを含む第2のICダイ又はウエハがTSVを含むとき、第2のダイは上側/フェースアップでマウントされ得る。
【0026】
ウエハファブ処理(例えば、パッシベーション処理)が終了した後、埋め込まれたTSV203及び複数のTSVダイを有するTSVウエハ202を図2Aに示す。図面において、「FS」はダイ又はウエハのフロント/上側に対応し、「BS」はダイ又はウエハの下側に対応する。図2Bに示すように、第1のキャリアウエハ205が、第1のディボンデング温度を有する第1の接着性材料206を用いてTSVウエハ202の上側に搭載される。図2Cは、露出されたTSVティップ203(a)を有するTSV203を含む、薄くされたTSVウエハ202’を形成するために、TSVウエハを薄くした(例えばバックグラインド)後の図を示す。
【0027】
図2Dは、第2の接着性材料207を用いて、薄くされたTSVウエハ202’の下側に第2のキャリアウエハ215を搭載した後の断面図を示す。上述のように、第2の接着性材料207は、第1のディボンデング温度に比べて高い第2のディボンデング温度を有する。図2Eは、薄くされたTSVウエハ202’からの第1のキャリアウエハ205の除去を可能にする過熱後の断面図を示す。第2のキャリアウエハ215は、第2の接着剤207により、薄くされたTSVウエハ202’に取り付けられたままである。
【0028】
上述のように、第2のICダイは、1つ又は複数の個片化されたICダイを含み得る。この実施例において、形成される電子的部品を含むスタックされたTSVウエハは、ダイ・TSVウエハスタックを含む。図2Fは、ダイ・ウエハスタックを形成するため、ダイ2 218として示す個片化された第2のICダイを、薄くされたTSVウエハ202’の上側に形成された複数のTSVダイのフロント側に結合した後の断面図を示す。ダイ2 218は、FC接合のための複数の結合導体(バンプ)210を有して示されている。ダイ2は、半導体IC、MEMSデバイス、又はICを含むMEMS、或いは受動デバイスであり得る。
【0029】
上述のように、第2のICダイは、複数の第2のICダイを含むウエハを含むこともできる。この実施例において、形成される電子的部品を含むスタックされたTSVウエハは、ウエハ・TSVウエハスタックを含む。図2Gは、ウエハ・TSVウエハスタック形成するため、ダイ2 218として示す複数の第2のICダイを含むウエハ261を、薄くされたTSVウエハ202’の上側に形成される複数のTSVダイのフロント側に結合した後の断面図を示す。ダイ2 218は、FC接合のための複数の結合導体(バンプ)210を有して示されている。上述のように、ダイ2 218は、半導体IC、MEMSデバイス、又はICを含むMEMS、或いは受動デバイスであり得る。硬化可能な誘電体フィルム(CDF)213が、図2Fのダイ2 218と薄くされたTSVウエハ202’のFSとの間、及び図2Gのウエハ261と薄くされたTSVウエハ202’のFSとの間に示されている。CDF213は、アンダーフィル層を形成する(例えば、クロスリンキング)CDF213となるのに充分な熱で、バンプ210と薄くされたTSVウエハ202’の上側のTSVダイのFS上の結合フィーチャー(features)との間の金属性接合を形成するため、CDF層213に貫通するダイ2 218上のFC接合のためのバンプ210となるのに充分な押す力(圧力)を用いて、接合を同時に形成するだけでなくアンダーフィル材料を形成するための、圧縮結合を可能にする。
【0030】
圧縮結合の間の典型的な熱プレス条件は、150〜180℃の温度、35〜133Kgf/cm2のプレス中の力/面積(圧力)、及び100〜180秒のプレス時間を含み得る。従って、この実施例において、キャピラリアンダーフィル又は非導電性のペースト(NCP)プロセスなどの従来のアンダーフィルプロセスが不要となる。
【0031】
CDF213は、ダイ2 218の上/フロント側(FS)に塗布され(例えば、ラミネートされ)得る。硬化前のCDF材料は、一般的に、500〜1,000パスカル秒(Pa・s)より低いなどの低溶融粘度、及び少なくとも180℃の温度で30秒の硬化時間などの高速硬化性を提供する。CDF213は、CDFの熱膨張係数(CTE)のラミネーションエリア表面のCTEとのマッチングに基づく一実施例において充填材の重量%を備えた任意の充填材を含み得る。CDF213の厚みは、一般に、製造性マージンを反映する付加的な厚み量を有するわずかなアンダーフィルギャップ領域を充填するように計算される。例えば、アンダーフィルギャップが10マイクロメートルである場合、CDFの厚みは15〜20マイクロメートルであり得る。CDF材料はフラックスを含み得る。当業界で既知であるように、フラックスとは、酸化物洗浄が可能であり、はんだでの金属(例えば、銅)のぬれ性を可能とする、化学的又は物理的にアクティブなフォーミュレーションを指す。結合導体が、銅など高度に酸化可能な金属を含むとき、一般的にフラックスがCDFに含まれる。金属性接合はこの工程では形成されない。以降で説明するように、CDFは、アンダーフィル層を形成する熱プレスを可能にし、単一のアッセンブリ工程での結合を提供する。
【0032】
図3A〜Hは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、例示のモールドフリー・アッセンブリフローに関連する連続する断面図を示す。パッケージ基板は、例えば、有機又はセラミック印刷回路基板(PCB)を含み得る。図3Aは、図2Fに示すダイ・ウエハスタックからの第2のキャリアウエハ215の除去を示す断面図を示す。図3Bは、キャリアウエハレスダイ・ウエハスタックのダイシングフィルム315上への搭載を示す断面図を示す。
【0033】
図3C〜Eは、モールドフリー・キャピラリアンダーフィルフローアッセンブリオプションを示す。図3Cは、複数の個片化されたスタックされたダイを提供するため、図3Bに示すダイ・ウエハスタックをウエハソーイングした後の結果を示す。図3Dは、TC結合又はマス・リフローを含むプロセスを用いて、個片化されたスタックされたダイを、パッド302を含むパッケージ基板301上に搭載することを示す。図3Eは、個片化されたスタックされたダイの底部と基板301の表面との間のギャップ領域にアンダーフィル313を配置する、キャピラリアンダーフィル後の結果の構造を示す。
【0034】
図3F〜Hは、モールドフリーのプリアプライド・アンダーフィルアッセンブリオプションを示す。図3Fは、図2Fに示すダイ・ウエハスタックとダイシングフィルム315との間にCDFフィルム321を置くことを示す。図3Gは、ダイ図3Fに示すダイ・ウエハスタックをソーイングした後提供される個片化されたスタックされたウエハを示す。図3Hは、個片化されたスタックされたダイをパッケージ基板上に置くこと、及び、個片化されたスタックされたダイのパッケージ基板上のパッドへの結合となる圧縮結合、及び、個片化されたスタックされたダイとパッケージ基板との間にCDF321からのアンダーフィル材料の形成後の結果の構造を示す。
【0035】
図4A〜Iは、開示される実施例に従って、ダイ・ウエハスタックから個片化されたダイスタックを形成するため、及びその後、個片化されたダイスタックをパッケージ基板に結合するための、アッセンブリフローを含む例示のモールドに関連する連続する断面図を示す。図4Aは、図2Fに示すダイ・ウエハスタックにモールド材料410を適用した後の図を示す。図4Bは、ダイ・ウエハスタックからの第2のキャリアウエハ215の除去を示す断面図を示す。図4Cは、モールディングされたダイ・ウエハスタックTSVティップ203(a)側を上にダイシングフィルム315上に搭載することを示す。
【0036】
図4D〜Eは、キャピラリアンダーフィルフローアッセンブリオプションを含むモールドを示す。図4Dは、個片化されたスタックされたダイを含む複数のモールドを提供するための、図4Cに示すモールディングされたダイ・ウエハスタックをウエハソーイングした後の結果を示す。図4Eは、TC結合又はマス・リフローを含むプロセスを用いて、個片化されたスタックされたダイを含むモールドを、パッド302を含むパッケージ基板301上に搭載することを示す。図4Fは、個片化されたスタックされたダイの底部と基板301の表面との間のギャップ領域にアンダーフィル313を配置するキャピラリアンダーフィル後の結果の構造を示す。
【0037】
図4G〜Iは、モールドフリーのプリアプライド・アンダーフィルアッセンブリオプションを示す。図4Gは、モールディングされたダイ・ウエハスタックのTSVティップ側上にCDFフィルム321を置き、さらに、モールドされたウエハスタックTSVティップ側を上にダイシングフィルム315上に搭載した後の構造を示す。図4Hは、図4Gに示すダイシングフィルム315上にモールディングされたダイ・ウエハスタックをソーイングした後提供される、モールディングされ個片化されたスタックされたダイを示す。図41は、モールディングされ個片化されたスタックされたダイをパッケージ基板上に置いた後の結果の構造、及び、個片化されたスタックされたダイのパッケージ基板301上のパッド302への結合、更に、モールディングされ個片化されたスタックされたダイとパッケージ基板301との間へのCDF321からのアンダーフィル材料の形成をもたらす、圧縮結合を示す。
【0038】
上述のように、突出するTSVティップ203(a)は上に示されているが、本発明の他の実施例において、TSV209は、TSVウエハの下側から電気的にアクセス可能であるが、RDLが含まれる場合など、ウエハの下側から突出しない。
例
【0039】
本発明の実施例は、以下の特定の例で更に図示するが、これらがいかなる方式においても本発明の実施例の範囲又は内容を制限するものと解釈すべきではない。
【0040】
図5は、全般的に本明細書に記載の結合接着剤として用いることが可能な3つの異なる例示の接着性材料の粘度対温度(℃)のグラフである。接着性Aは、低いディボンデング温度の接着性として、接着材B又はCは、高いディボンデング温度の接着性として用いることができる。本明細書において用いられる軟化温度とは、粘度が、少なくとも200Pa・Sなど、ディボンデングに耐えるのに必要とされる最低粘度である温度を指す。曲線Aは、ミズーリ州スプリングフィールドのBrewer Science社により製造されるBrewer Science WaferBOND(登録商標)HT−10.10コーティングに対する粘度曲線である。曲線B及びCは、曲線Aに示すものに比べて高いディボンデングを提供する他の材料に対し、他の粘度曲線を提供する。
【0041】
高い方のディボンデング温度の接着剤の一例は、UV硬化接着性であるSumitomo 3Mからのものである。このUV硬化液体接着剤は、キャリアウエハ取り付けのためにHT10.10と同様に用いることができる。このUV硬化接着性を用いて、ガラス又は他のキャリアから、ガラスへの境界に小さなバブルを形成するためのレーザー露出により取り除くことが可能であり、その後、除去テープによるウエハからの除去が続く。住友スリーエム株式会社によって製造されるSumitomo 3Mは、図5の曲線B及びCに対して示すように、約250℃のディボンデングに対する耐熱能力を有する。
【0042】
一例のシーケンスにおいて、図2Dに示すものに類似して、高いディボンデング温度の第2の接着剤が、他方の側に低い結合温度の接着剤を有するTSVウエハに付加される。その後、第2の接着剤がUV硬化される。第1の接着剤がその後、第1の接着剤HT10に対し200℃近辺などで、選択的に取り除かれる一方、第2のキャリアウエハは第2の接着剤により取り付けられたまま残る。ダイ・ウエハスタックを形成するためのTSVウエハへのダイ取り付けの後、個片化されたスタックされたダイを形成するためのダイ・ウエハスタックの個片化の前に、ダイ・ウエハスタックからガラスキャリア及びUV硬化された材料を取り除くためのバブルを形成するためレーザー露出が用いられ得る。
【0043】
本発明の実施例は、種々のデバイス及び関連する製品を形成するための種々のプロセス・フローに統合することができる。半導体基板は、その中の種々の要素及び/又はその上の層を含み得る。これらは、障壁層、他の誘電体層、デバイス構造、或いは、ソース領域、ドレイン領域、ビット線、ベース、エミッタ、コレクタ、導電性線、導電性ビアなどを含む能動要素及び受動要素を含み得るまた、バイポーラ、CMOS、BiCMOS及びMEMSを含む種々のプロセスにおいて本発明の実施例を用いることができる。
【0044】
例示の実施例の文脈で説明したような特徴又は工程のすべて又はその幾つかを有する例示の実施例の文脈で説明した1つ又はそれ以上の特徴又は工程の異なる組み合わせを有する実施例も、本明細書に包含されることも意図している。当業者であれば、他の多くの実施例及び変形も特許請求の範囲に包含されることが理解されるであろう。
【特許請求の範囲】
【請求項1】
スタックされた電子的部品を形成する方法であって、
第1のディボンデング温度を有する第1の接着性材料を用いて、シリコン貫通ビア(TSV)ダイを含むTSVウエハの上側に第1のキャリアウエハを搭載すること、
薄くされたTSVウエハを形成するため、前記TSVウエハの下側から前記TSVウエハを薄くすることであって、前記薄くすることが、露出されたTSVティップを形成するため、前記TSVウエハ上に埋め込まれたTSVティップを露出させることを含むこと、
第2の接着性材料を用いて前記下側に第2のキャリアウエハを搭載することであって、前記第2の接着性材料が、前記第1のディボンデング温度に比較して高い第2のディボンデング温度を有すること、
前記薄くされたTSVウエハから前記第1のキャリアウエハを取り除くため、
前記薄くされたTSVウエハを前記第1のディボンデング温度を超える温度まで加熱すること、及び、
電子的部品を含むスタックされたTSVウエハを形成するため、前記薄くされたTSVウエハの前記上側の前記TSVダイ上に少なくとも第2のICダイを結合すること、
を含む、方法。
【請求項2】
請求項1に記載の方法であって、前記第1の接着性材料及び前記第2の接着性材料の両方が熱可塑性物質を含む、方法。
【請求項3】
請求項1に記載の方法であって、前記露出されたTSVティップが、前記薄くされたTSVウエハの下側から少なくとも5マイクロメートル突出する、突出するTSVティップである、方法。
【請求項4】
請求項1に記載の方法であって、
前記第2のICダイと前記TSVウエハの前記上側との間に硬化可能な誘電体フィルム(CDF)を提供することを更に含み、
単一の処理工程で、電子的部品を含む前記スタックされたTSVウエハを形成するため、前記第2のICダイを前記結合することが、前記CDFからのアンダーフィルと、前記第2のICダイを結合するための接合とを形成する、圧縮成形を提供する熱プレスプロセス、を含む、
方法。
【請求項5】
請求項1に記載の方法であって、電子的部品を含む前記スタックされたTSVウエハを前記形成することが、前記第2のICダイを前記結合した後、アンダーフィル材料又は非導電性のペースト(NCP)でアンダーフィルすることを更に含む、方法。
【請求項6】
請求項4に記載の方法であって、前記第2のICダイを前記結合することが、フリップチップ結合を含む、方法。
【請求項7】
請求項4に記載の方法であって、前記第2のICダイが複数のTSVを含み、前記第2のICダイを前記結合することが、前記第2のICダイのフェイスアップ結合を含む、方法。
【請求項8】
請求項1に記載の方法であって、
電子的部品を含む前記スタックされたTSVウエハから前記第2のキャリアウエハを取り除くこと、及び、
複数の個片化されたスタックされたICダイを形成するため、電子的部品を含む前記スタックされたTSVウエハをソーイングすること、
を更に含む、方法。
【請求項9】
請求項8に記載の方法であって、
前記複数の個片化されたスタックされたICダイの少なくとも1つを、その上にランドパッドを有するパッケージ基板に結合すること、及び、
アンダーフィル材料又は非導電性のペースト(NCP)でキャピラリアンダーフィルすること、
を更に含む、方法。
【請求項10】
請求項8に記載の方法であって、前記露出されたTSVティップが、前記薄くされたTSVウエハの前記下側から少なくとも5マイクロメートル突出する、突出するTSVティップであり、この方法が、
前記ソーイングする前に前記突出するTSVティップ上に硬化可能な誘電体フィルム(CDF)を提供すること、
前記複数の個片化されたスタックされたICダイの少なくとも1つを、その上にランドパッドを有するパッケージ基板上に置くこと、及び
単一の処理工程で、前記個片化されたスタックされたICダイの前記突出するTSVティップを、前記パッケージ基板の前記ランドパッドへ結合するため、前記CDFからのアンダーフィルと接合と形成するため圧縮成形を提供する熱プレスプロセスを含む、結合すること、
を更に含む、方法。
【請求項11】
請求項1に記載の方法であって、
前記第2のICダイを前記結合した後の前記第2のICダイを覆うため、モールド材料をオーバーモールドすることを含むモールド層を形成すること、
電子的部品を含む前記スタックされたTSVウエハから前記第2のキャリアウエハを取り除くこと、及び、
複数の個片化されたスタックされたICダイを形成するため、電子的部品を含む前記スタックされたTSVウエハをソーイングすること、
を更に含む、方法。
【請求項12】
請求項11に記載の方法であって、
前記複数の個片化されたスタックされたICダイの少なくとも1つを、その上にランドパッドを有するパッケージ基板に結合すること、及び、
その後、アンダーフィル材料又は非導電性のペースト(NCP)でキャピラリアンダーフィルすること、
を更に含む、方法。
【請求項13】
請求項11に記載の方法であって、前記露出されたTSVティップが、前記薄くされたTSVウエハの前記下側から少なくとも5マイクロメートル突出する、突出するTSVティップであり、この方法が、
前記ウエハをソーイングする前に前記突出するTSVティップ上に硬化可能な誘電体フィルム(CDF)を提供すること、
前記複数の個片化されたスタックされたICダイの少なくとも1つを、その上にランドパッドを有するパッケージ基板を置くこと、及び、
単一の処理工程で、パッケージ基板の前記ランドパッドに前記突出するTSVティップを結合するために、前記CDFからのアンダーフィルと接合とを形成するため圧縮成形を提供する熱プレスプロセスを含む第2の結合をすること、
を更に含む、方法。
【請求項1】
スタックされた電子的部品を形成する方法であって、
第1のディボンデング温度を有する第1の接着性材料を用いて、シリコン貫通ビア(TSV)ダイを含むTSVウエハの上側に第1のキャリアウエハを搭載すること、
薄くされたTSVウエハを形成するため、前記TSVウエハの下側から前記TSVウエハを薄くすることであって、前記薄くすることが、露出されたTSVティップを形成するため、前記TSVウエハ上に埋め込まれたTSVティップを露出させることを含むこと、
第2の接着性材料を用いて前記下側に第2のキャリアウエハを搭載することであって、前記第2の接着性材料が、前記第1のディボンデング温度に比較して高い第2のディボンデング温度を有すること、
前記薄くされたTSVウエハから前記第1のキャリアウエハを取り除くため、
前記薄くされたTSVウエハを前記第1のディボンデング温度を超える温度まで加熱すること、及び、
電子的部品を含むスタックされたTSVウエハを形成するため、前記薄くされたTSVウエハの前記上側の前記TSVダイ上に少なくとも第2のICダイを結合すること、
を含む、方法。
【請求項2】
請求項1に記載の方法であって、前記第1の接着性材料及び前記第2の接着性材料の両方が熱可塑性物質を含む、方法。
【請求項3】
請求項1に記載の方法であって、前記露出されたTSVティップが、前記薄くされたTSVウエハの下側から少なくとも5マイクロメートル突出する、突出するTSVティップである、方法。
【請求項4】
請求項1に記載の方法であって、
前記第2のICダイと前記TSVウエハの前記上側との間に硬化可能な誘電体フィルム(CDF)を提供することを更に含み、
単一の処理工程で、電子的部品を含む前記スタックされたTSVウエハを形成するため、前記第2のICダイを前記結合することが、前記CDFからのアンダーフィルと、前記第2のICダイを結合するための接合とを形成する、圧縮成形を提供する熱プレスプロセス、を含む、
方法。
【請求項5】
請求項1に記載の方法であって、電子的部品を含む前記スタックされたTSVウエハを前記形成することが、前記第2のICダイを前記結合した後、アンダーフィル材料又は非導電性のペースト(NCP)でアンダーフィルすることを更に含む、方法。
【請求項6】
請求項4に記載の方法であって、前記第2のICダイを前記結合することが、フリップチップ結合を含む、方法。
【請求項7】
請求項4に記載の方法であって、前記第2のICダイが複数のTSVを含み、前記第2のICダイを前記結合することが、前記第2のICダイのフェイスアップ結合を含む、方法。
【請求項8】
請求項1に記載の方法であって、
電子的部品を含む前記スタックされたTSVウエハから前記第2のキャリアウエハを取り除くこと、及び、
複数の個片化されたスタックされたICダイを形成するため、電子的部品を含む前記スタックされたTSVウエハをソーイングすること、
を更に含む、方法。
【請求項9】
請求項8に記載の方法であって、
前記複数の個片化されたスタックされたICダイの少なくとも1つを、その上にランドパッドを有するパッケージ基板に結合すること、及び、
アンダーフィル材料又は非導電性のペースト(NCP)でキャピラリアンダーフィルすること、
を更に含む、方法。
【請求項10】
請求項8に記載の方法であって、前記露出されたTSVティップが、前記薄くされたTSVウエハの前記下側から少なくとも5マイクロメートル突出する、突出するTSVティップであり、この方法が、
前記ソーイングする前に前記突出するTSVティップ上に硬化可能な誘電体フィルム(CDF)を提供すること、
前記複数の個片化されたスタックされたICダイの少なくとも1つを、その上にランドパッドを有するパッケージ基板上に置くこと、及び
単一の処理工程で、前記個片化されたスタックされたICダイの前記突出するTSVティップを、前記パッケージ基板の前記ランドパッドへ結合するため、前記CDFからのアンダーフィルと接合と形成するため圧縮成形を提供する熱プレスプロセスを含む、結合すること、
を更に含む、方法。
【請求項11】
請求項1に記載の方法であって、
前記第2のICダイを前記結合した後の前記第2のICダイを覆うため、モールド材料をオーバーモールドすることを含むモールド層を形成すること、
電子的部品を含む前記スタックされたTSVウエハから前記第2のキャリアウエハを取り除くこと、及び、
複数の個片化されたスタックされたICダイを形成するため、電子的部品を含む前記スタックされたTSVウエハをソーイングすること、
を更に含む、方法。
【請求項12】
請求項11に記載の方法であって、
前記複数の個片化されたスタックされたICダイの少なくとも1つを、その上にランドパッドを有するパッケージ基板に結合すること、及び、
その後、アンダーフィル材料又は非導電性のペースト(NCP)でキャピラリアンダーフィルすること、
を更に含む、方法。
【請求項13】
請求項11に記載の方法であって、前記露出されたTSVティップが、前記薄くされたTSVウエハの前記下側から少なくとも5マイクロメートル突出する、突出するTSVティップであり、この方法が、
前記ウエハをソーイングする前に前記突出するTSVティップ上に硬化可能な誘電体フィルム(CDF)を提供すること、
前記複数の個片化されたスタックされたICダイの少なくとも1つを、その上にランドパッドを有するパッケージ基板を置くこと、及び、
単一の処理工程で、パッケージ基板の前記ランドパッドに前記突出するTSVティップを結合するために、前記CDFからのアンダーフィルと接合とを形成するため圧縮成形を提供する熱プレスプロセスを含む第2の結合をすること、
を更に含む、方法。
【図1】

【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図2G】
【図3A】
【図3B】
【図3C】
【図3D】
【図3E】
【図3F】
【図3G】
【図3H】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図4F】
【図4G】
【図4H】
【図4I】
【図5】
【図2A】
【図2B】
【図2C】
【図2D】
【図2E】
【図2F】
【図2G】
【図3A】
【図3B】
【図3C】
【図3D】
【図3E】
【図3F】
【図3G】
【図3H】
【図4A】
【図4B】
【図4C】
【図4D】
【図4E】
【図4F】
【図4G】
【図4H】
【図4I】
【図5】
【公表番号】特表2013−518432(P2013−518432A)
【公表日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2012−551156(P2012−551156)
【出願日】平成22年12月17日(2010.12.17)
【国際出願番号】PCT/US2010/060927
【国際公開番号】WO2011/093955
【国際公開日】平成23年8月4日(2011.8.4)
【出願人】(390020248)日本テキサス・インスツルメンツ株式会社 (219)
【出願人】(507107291)テキサス インスツルメンツ インコーポレイテッド (50)
【Fターム(参考)】
【公表日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成22年12月17日(2010.12.17)
【国際出願番号】PCT/US2010/060927
【国際公開番号】WO2011/093955
【国際公開日】平成23年8月4日(2011.8.4)
【出願人】(390020248)日本テキサス・インスツルメンツ株式会社 (219)
【出願人】(507107291)テキサス インスツルメンツ インコーポレイテッド (50)
【Fターム(参考)】
[ Back to top ]