
III族窒化物エピタキシャル積層基板
【課題】基板の反り量を大きくすることなく、III族窒化物半導体の結晶性を向上させることが可能なIII族窒化物エピタキシャル積層基板を提供する。
【解決手段】基板2上に形成されたバッファ3と、その上にIII族窒化物層4をエピタキシャル成長する積層基板1であって、バッファ3は、基板2と接する初期成長層5ならびに初期成長層上に形成された第1超格子積層体6および第1超格子積層体上に形成された第2超格子積層体7からなり、第1超格子積層体6は、AlN材料からなる第1AlN層6aおよびGaN材料からなる第2GaN層6bを交互に5〜20組積層してなり、かつ、第1AlN層6aおよび第2GaN層6bの1組の厚みが44nm未満であり、第2超格子積層体7は、AlN材料またはAlGaN材料からなる第1層7aおよび該第1層とはバンドギャップの異なるAlGaN材料からなる第2層7bを交互に複数組積層する。
【解決手段】基板2上に形成されたバッファ3と、その上にIII族窒化物層4をエピタキシャル成長する積層基板1であって、バッファ3は、基板2と接する初期成長層5ならびに初期成長層上に形成された第1超格子積層体6および第1超格子積層体上に形成された第2超格子積層体7からなり、第1超格子積層体6は、AlN材料からなる第1AlN層6aおよびGaN材料からなる第2GaN層6bを交互に5〜20組積層してなり、かつ、第1AlN層6aおよび第2GaN層6bの1組の厚みが44nm未満であり、第2超格子積層体7は、AlN材料またはAlGaN材料からなる第1層7aおよび該第1層とはバンドギャップの異なるAlGaN材料からなる第2層7bを交互に複数組積層する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、III族窒化物エピタキシャル積層基板に関し、特に、結晶品質の良く、基板の反り量が少ないIII族窒化物エピタキシャル積層基板に関する。
【背景技術】
【0002】
近年、一般に、Al、Ga、InなどとNとの化合物からなるIII族窒化物半導体は、発光素子や電子デバイス用素子等に広く用いられている。このようなデバイスの特性は、III族窒化物半導体の結晶性に大きく影響されるため、結晶性の高いIII族窒化物半導体を成長させるための技術が求められている。
【0003】
III族窒化物半導体は、従来、サファイア基板上にエピタキシャル成長させることによって形成されていた。しかしながら、サファイア基板は熱伝導率が小さいために放熱性が悪く、高出力デバイスの作成には適さないという問題があった。
【0004】
そのため、近年、III族窒化物半導体の結晶成長基板として、シリコン基板を用いる技術が提案されている。シリコン基板は、上記サファイア基板よりも放熱性が良いため高出力デバイスの作成に適しており、また、大型基板が安価であることから、製造コストを抑えることができるという利点を有している。しかしながら、サファイア基板と同様に、シリコン基板はIII族窒化物半導体とは格子定数が異なり、このシリコン基板上に直接III族窒化物半導体を成長させても、結晶性の高いIII族窒化物半導体を得ることは期待できなかった。
【0005】
また、シリコン基板上に直接III族窒化物半導体を成長させた場合、このIII族窒化物半導体の熱膨張係数はシリコンと比較して非常に大きいため、高温の結晶成長工程から室温にまで冷却する過程において、III族窒化物半導体に大きな引っ張り歪が生じ、これに起因して、シリコン基板側を凸として反ってしまうと同時に、高密度のクラックが発生してしまうという問題があった。
【0006】
そのため、特許文献1には、シリコン基板とIII族窒化物半導体との間にAlN系超格子バッファ層を設けることにより、結晶性が高く、かつ、クラックの発生を防止したIII族窒化物半導体を製造する技術が開示されている。
【0007】
ここで、特許文献1では、窒化物半導体層の表面を原子層レベルで平滑にすることで、結晶性を良くし、クラックの発生を防止することに言及してはいるが、基板の反りに関しては何ら言及がない。
【0008】
一方で、このようなバッファ層の厚さに関しては、厚ければ厚いほど、その上に形成されるIII族窒化物半導体の結晶性を向上させることができるが、シリコンとの熱膨張係数の違いによる反りは大きくなるという傾向があった。すなわち、バッファ層を厚くすれば結晶性を高めることができると思われるものの、その場合、基板の反りがより大きく生じてしまうという背反の関係にある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−67077号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記のような課題に鑑み、本発明は、基板の反り量を大きくすることなく、III族窒化物半導体の結晶性を向上させることが可能な、すなわち、結晶性の向上と基板の反りの抑制とを両立させたIII族窒化物エピタキシャル積層基板を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明の要旨構成は以下のとおりである。
(1)基板と、該基板上に形成されたバッファと、該バッファ上にIII族窒化物層をエピタキシャル成長することにより形成された主積層体とを具えるIII族窒化物エピタキシャル積層基板であって、前記バッファは、前記基板と接する初期成長層ならびに該初期成長層上に形成された第1超格子積層体および該第1超格子積層体上に形成された第2超格子積層体からなり、前記第1超格子積層体は、AlN材料からなる第1AlN層およびGaN材料からなる第2GaN層を交互に5〜20組積層してなり、かつ、前記第1AlN層および前記第2GaN層の1組の厚みが44nm未満であり、前記第2超格子積層体は、AlN材料またはAlGaN材料からなる第1層および該第1層とはバンドギャップの異なるAlGaN材料からなる第2層を交互に複数組積層してなることを特徴とするIII族窒化物エピタキシャル積層基板。
【0012】
(2)前記第1超格子積層体の前記第1AlN層および前記第2GaN層の一組の厚みが、24nm以下で、かつ前記第1AlN層の厚みが4nm以下である上記(1)に記載のIII族窒化物エピタキシャル積層基板。
【0013】
(3)前記第1超格子積層体の前記第1AlN層および前記第2GaN層の一組の厚みが、10.5nm未満で、かつ前記第1AlN層の厚みが4nm未満である上記(2)に記載のIII族窒化物エピタキシャル積層基板。
【0014】
(4)前記第2超格子積層体の前記第1層がAlN材料からなり、前記第2層がAlxGayN(0<x<1, 0<y<1, x+y=1)材料からなる上記(1)〜(3)のいずれか一に記載のIII族窒化物エピタキシャル積層基板。
【0015】
(5)前記第2超格子積層体の前記第1層および前記第2層の組数は、40〜300の範囲である上記(1)〜(4)のいずれか一に記載のIII族窒化物エピタキシャル積層基板。
【0016】
(6)前記バッファが絶縁性であり、横方向を電流導通方向とする上記(1)〜(54)のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【0017】
(7)前記第2超格子積層体の平均C濃度が1×1018/cm3以上である上記(1)〜(6)のいずれか一に記載のIII族窒化物エピタキシャル積層基板。
【0018】
(8)前記基板は、Si単結晶基板である上記(1)〜(7)のいずれか一に記載のIII族窒化物エピタキシャル積層基板。
【発明の効果】
【0019】
本発明は、バッファが、初期成長層と第2超格子積層体との間に第1超格子積層体を具えることにより、基板の反り量を大きくすることなく、バッファ上に成長させるIII族窒化物層の結晶性を向上させることができる。
【図面の簡単な説明】
【0020】
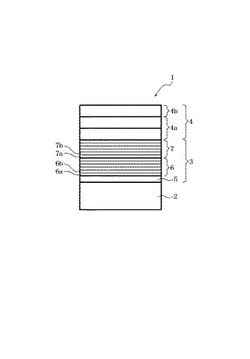
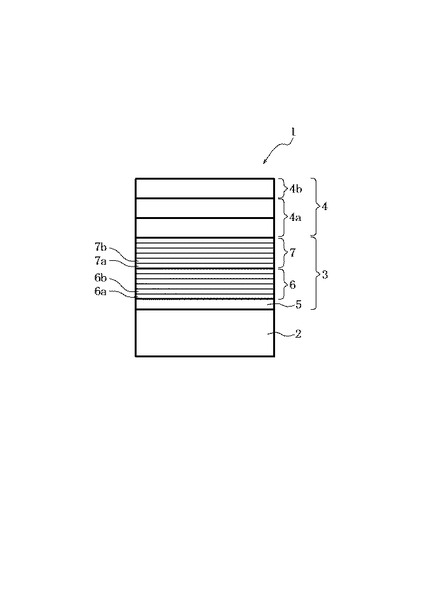
【図1】図1は、本発明に従うIII族窒化物エピタキシャル積層基板の模式的断面図である。
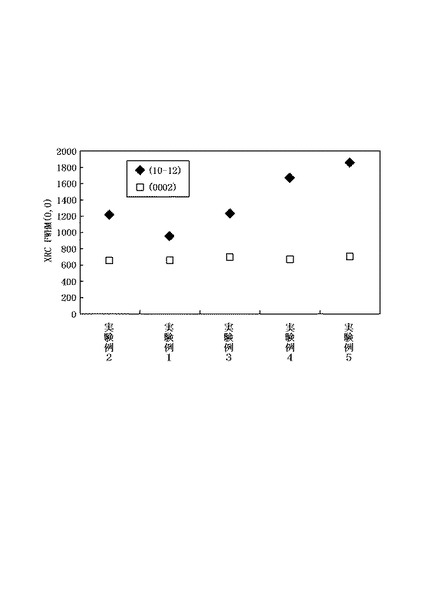
【図2】図2は、実験例1〜5について、GaNチャネル層の(0002)面と(10-12)面のX線ロッキングカーブ(ωスキャン)を測定した結果をプロットしたグラフである。
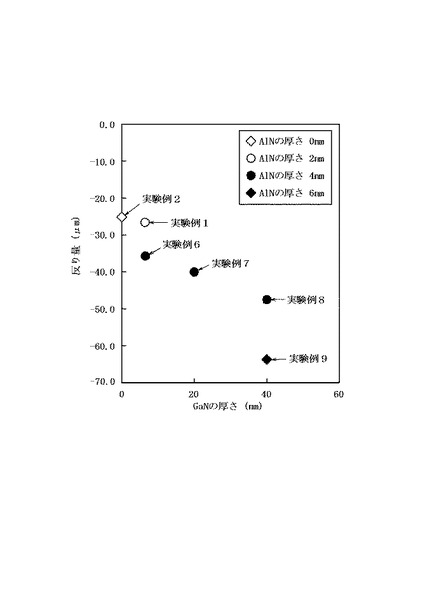
【図3】図3は、実験例1〜2および6〜9について、Si単結晶基板の反り量を測定し、第1超格子積層体の第2GaN層の厚さを横軸、測定した反り量と初期反り量との差を縦軸として測定結果をプロットしたグラフである。
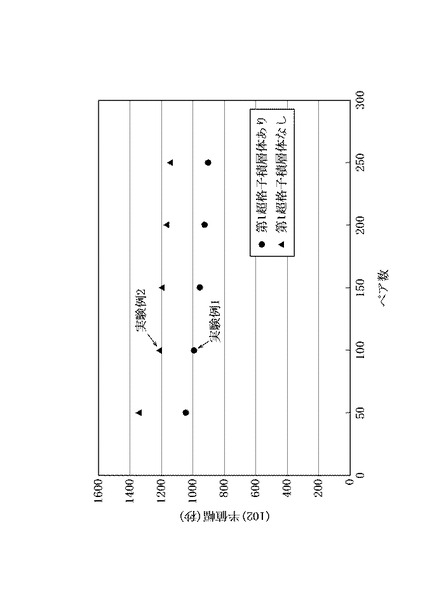
【図4】図4は、実験例1,2において、第2超格子積層体の組数を変化させたときの半値幅の変化を示したグラフである。
【発明を実施するための形態】
【0021】
次に、本発明のIII族窒化物エピタキシャル積層基板の実施形態について図面を参照しながら説明する。図1は、本発明に従う電子デバイス用III族窒化物エピタキシャル積層基板の断面構造を模式的に示したものである。なお、図1は、説明の便宜上、厚さ方向を誇張して描いたものである。
【0022】
本発明のIII族窒化物エピタキシャル積層基板1は、図1に示すように、基板2と、この基板2上に形成されたバッファ3と、このバッファ3上にIII族窒化物層をエピタキシャル成長することにより形成された主積層体4とを具え、バッファ3は、基板2と接する初期成長層5ならびにこの初期成長層5上に形成された第1超格子積層体6およびこの第1超格子積層体6上に形成された第2超格子積層体7からなる。
【0023】
第1超格子積層体6は、AlN材料からなる第1AlN層6aおよびGaN材料からなる第2GaN層6bを交互に複数組積層してなる。ただし、本明細書でいうAlN材料およびGaN材料は、好ましくはAlNおよびGaNであるが、合計5%以下の他のIII族元素(AlN材料の場合は、B,Ga,In、GaN材料の場合は、B,Al,In)を含んでいてもよい。また、たとえばSi,H,O,C,B,Mg,As,Pなどの微量不純物を含むことができる。
【0024】
第2超格子積層体7は、AlN材料またはAlGaN材料からなる第1層7aおよびこの第1層7aとはバンドギャップの異なるAlGaN材料からなる第2層7bを交互に複数組積層してなる。ただし、本明細書でいう「AlGaN材料」は、好ましくはAlGaNであるが、合計5%以下の他のIII族元素(B,In)を含んでいても良い。また、たとえばSi,H,O,C,Mg,As,Pなどの微量不純物を含むことができる。
【0025】
本発明のIII族窒化物エピタキシャル積層基板は、上述したように、第2超格子積層体の下に第1超格子積層体を設ける点が特徴的構成の一つである。このような従来にないバッファ層の層構成を採用することにより、基板の反り量を大きくすることなく、バッファ上に成長させるIII族窒化物層の結晶性を向上させることができるものである。すなわち、従来の層構成のバッファの場合、膜厚を厚くすればその分基板の反りが大きくなることを回避できないが、上記の層構成を採用すれば、従来よりも基板の反りを抑制することができる。
【0026】
また、第1の超格子積層体を上記構成とすることは、結晶性の観点からも好ましい。第2GaN層を構成するGaN材料は、横方向成長速度が速く、転位を屈曲消滅させる効果の高く、また、第1AlN層を構成するAlN層は、GaN内の歪をより強くすることができるため、GaN材料の効果を最大化させることができるためである。
【0027】
また、第2の超格子積層体を上記のように、よりバンドギャップが大きく抵抗率の高いAlN材料またはAlGaN材料とAlGaN材料とを組み合わせることは、縦方向耐圧を高める観点からも好ましい。
【0028】
本発明における結晶性は、後述する実験例に記載のとおり、GaNチャネル層の(10-12)面のX線ロッキングカーブ(ωスキャン)の半値幅(FMHW)で評価する。また、基板の反りは、後述する実験例に記載のとおり、全層成長後のSi単結晶基板の反り量と初期反り量との差で評価する。本発明では、半値幅が1200未満かつ反り量が50μm以下を得ることができ、より好ましくは、半値幅が1150以下かつ反り量が40μm以下、さらに好ましくは、半値幅が1100以下かつ反り量が35μm以下であることが好ましい。
【0029】
基板2は、Si単結晶基板であるのが好ましい。このとき、Si単結晶基板の面方位は特に指定されず、(111),(100),(110)面等を使用することができるが、III族窒化物の(0001)面を成長させるためには(110)(111)面が望ましく、さらに、表面平坦性よく成長させるためには、(111)面を使用することが望ましい。オフ角度については、単結晶成長を損なわないように、1°以下で適宜設定される。また、p型、n型いずれの伝導型としてもよく、0.001Ωcm〜100000Ωcmまでの各種抵抗率に適用可能である。また、必ずしも抵抗率はSi単結晶基板全体で均一である必要はない。また、Si基板内に導電性を制御する以外の目的の不純物(C、O、N、Geなど)を含むこともできる。また、Si単結晶基板とは、成長層側が単結晶基板である場合を総称しており、成長層と反対側には別の基板が張り合わされたり、酸化膜・窒化膜などの他の材料からなる膜が形成されていたりしているものも含む。基板の厚みは、単結晶成長後の反り量等を勘案して、適宜設定される。
【0030】
初期成長層5を構成する典型的な材料としては、AlxGa1−xN(0.9≦x≦1.0)が挙げられる。また、初期成長層5の基板近接部分をAlN材料で形成することにより、Si単結晶基板との反応を抑制し、縦方向耐圧を向上させることができる。なお、AlNとSi単結晶基板の界面部分に、Siの窒化膜・酸化膜・炭化膜等の薄膜を挿入したり、こうした膜とAlNが反応した薄膜を挿入したりすることは可能である。また、初期成長層5は、結晶品質を損ねない範囲の厚みで、例えば低温バッファ層のようなアモルファス層、多結晶層を形成することもできる。ただし、初期成長層5は、膜厚方向に必ずしも均一組成である必要はなく、基板近接部分をAlN材料とすれば、異なる組成の複数層の積層としたり、組成傾斜させたりすることができる。
【0031】
本発明における各層の成長方法としては、界面急峻性の確保が容易な、MOCVD法、MBE法を用いることが好ましい。特に、MOCVD法において本願発明の結晶品質向上効果が期待できる。MOCVD法の場合は、MBE法の場合と比較して横方向成長速度が速いため、第1超格子積層体における転位の合体消失確率が高く、結晶品質をより向上できるからである。
【0032】
第1超格子積層体6の第1AlN層6aおよび第2GaN層6bの一組の厚み(第1AlN層6aの厚み+第2GaN層6bの厚み)は、44nm未満とし、より好ましくは24nm以下、さらに好ましくは10.5nm未満とする。また、第1AlN層6aの厚みは、好ましくは4nm以下、さらに好ましくは4nm未満である。第1AlN層6aおよび第2GaN層6bの一組の厚みまたは第1AlN層6aの厚みを上記厚み以上とすると、反り量の絶対値が大きくなるおそれがあるためである。なお、第2超格子積層体は、縦方向耐圧を確保する観点から所定厚み以上設けることが好ましいため、本発明では、第1超格子積層体の膜厚を上記のように制限する。
【0033】
本発明のIII族窒化物エピタキシャル積層基板1においては、第1超格子積層体6の第1AlN層6aおよび第2GaN層6bの組数は、5〜20の範囲とする。組数が20を超えると、反りが大きくなるおそれがあり、一方、組数が5未満だと、挿入したとしても結晶品質改善効果が十分見込めないためである。
【0034】
また、第2超格子積層体7の第1層7aがAlN材料からなり、第2層7bがAlxGayN(0<x<1, 0<y<1, x+y=1)材料からなるのが好ましい。これにより、Bを含有した場合における、六方晶系以外の結晶構造の発生の可能性による結晶品質の劣化の可能性を低くすることができ、また、Inを含有した場合における、In金属析出による結晶品質の低下の可能性を低くすることができる。また、超格子積層体の歪緩衝効果によるクラックの抑制を図るには、第1層7aと第2層7bとの間に組成差が必要であることから、0.1≦x≦0.5とするのがより好ましい。さらに好ましくは、0.1≦x≦0.2とする。
【0035】
第2超格子積層体7の第1層7aおよび第2層7bの組数は、40〜300の範囲であるのが好ましい。組数が300を超えると、クラックが発生するおそれがあり、一方、組数が40未満だと、後述の絶縁性を十分に確保できなくなるおそれがあるためである。
【0036】
また、バッファ3の第1および第2超格子積層体6,7を構成する各層(第1AlN層6a,第2GaN層6b,第1層7a,第2層7b)の厚みが、0.5nm以上であることが好ましい。0.5nm未満では1原子層未満の厚みとなるためである。
【0037】
さらに、バッファ3が絶縁性であり、横方向を電流導通方向とするのが好ましい。ここで、「横方向を電流導通方向とする」とは、主に積層体の幅方向に電流が流れることを意味し、例えば半導体を一対の電極で挟んだ構造のように、主に縦方向すなわち積層体の厚さ方向に電流が流れるものとは異なることを意味する。
【0038】
なお、第2超格子積層体7の平均C濃度は1×1018/cm3以上であるのが好ましい。第2超格子積層体7の平均C濃度を1×1018/cm3以上とすることにより、縦方向耐圧を向上させることができる。また、この場合、絶縁性を確保するためにはCの混入を効率的に行うためにも、第2層7bのAl組成比xは、0.1を超えるのが好ましい。また、第2超格子で絶縁性が十分確保されていれば、第1超格子の平均C濃度は特に指定されないが、さらに縦方向耐圧を向上させるには、第1超格子の平均C濃度も1×1018/cm3以上とすることが好ましい。ここで、本明細書において「平均Cの濃度」とは、第1層7aおよび第2層7bを交互に積層した積層体の内部の炭素濃度の厚みに対する加重平均を意味し、SIMSにて、膜をエッチングしながら、深さ方向の炭素濃度プロファイルを測定し、この測定結果に基づいて算出するものとする。
【0039】
本発明のIII族窒化物エピタキシャル積層基板1は、任意の電子デバイスに用いることができ、特にHEMTに用いるのが好ましい。図1に示す主積層体4は、Ba1Alb1Gac1Ind1N(0≦a1≦1, 0≦b1≦1, 0≦c1≦1, 0≦d1≦1, a1+b1+c1+d1=1)材料からなるチャネル層4aおよびチャネル層4aよりバンドギャップの大きいBa2Alb2Gac2Ind2N(0≦a2≦1, 0≦b2≦1, 0≦c2≦1, 0≦d2≦1, a2+b2+c2+d2=1)材料からなる電子供給層4bを有することができる。この際、両層とも単一もしくは複数の組成から構成することができる。特に、合金散乱をさけ、電流導通部分の比抵抗を下げるためには、チャネル層4aの少なくとも電子供給層4bと接する部分はGaN材料とすることが好ましい。
【0040】
チャネル層4aのバッファ層とは反対側の部分は、C濃度が低いことが好ましく、3×1016/cm3以下に設定することが好ましい。この部分は、電子デバイスの電流導通部分に相当するため、導電性を阻害したり、電流コラプスを発生させたりする不純物は含まないほうが望ましいからである。
【0041】
なお、図1は、代表的な実施形態の例を示したものであって、本発明はこの実施形態に限定されるものではない。たとえば、各層の間に本発明の効果に悪影響を与えない程度の中間層や他の超格子層を挿入したり、組成に傾斜をつけたりすることもできる。また、基板の表面に、窒化膜、炭化膜、Al層などを形成することもできる。
【実施例】
【0042】
(実施例1)
(実験例1)
(111)面3インチn型Si単結晶基板(Sbドープ比抵抗0.015Ωcm、厚さ:600μm)上に、バッファ層として、AlNとAl0.25Ga0.75Nを順に積層した初期成長層(AlNの厚さ:100nm、Al0.25Ga0.75Nの厚さ40nm)ならびに第1超格子積層体(AlN/GaNを20組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)および第2超格子積層体(AlN/Al0.15Ga0.85Nを100組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)をエピタキシャル成長させ、この第2超格子積層体上に、主積層体として、GaNチャネル層(厚さ:1.5μm)およびAl0.25Ga0.75N電子供給層(厚さ:30nm)をエピタキシャル成長させてHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。成長方法としては、原料として、TMA(トリメチルアルミニウム)、TMG(トリメチルガリウム)、アンモニアを用いたMOCVD法を用いている。キャリアガスとしては、窒素・水素を用いた。各層の成長条件(圧力・温度)は表1に示す通りである。
【0043】
【表1】

【0044】
(実験例2)
上記第1超格子積層体を形成しなかったこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0045】
(実験例3)
(111)面3インチn型Si単結晶基板(厚さ:600μm)上に、バッファ層として、AlN材料からなる初期成長層(厚さ:100nm)ならびに第2超格子積層体(AlN/Al0.15Ga0.85Nを50組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)、第1超格子積層体(AlN/GaNを20組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)および第2超格子積層体(AlN/Al0.15Ga0.85Nを50組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)をエピタキシャル成長させ、この第2超格子積層体上に、主積層体として、GaNチャネル層(厚さ:1.5μm)およびAl0.25Ga0.75N電子供給層(厚さ:30nm)をエピタキシャル成長させてHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0046】
(実験例4)
(111)面3インチn型Si単結晶基板(厚さ:600μm)上に、バッファ層として、AlN材料からなる初期成長層(厚さ:100nm)ならびに第2超格子積層体(AlN/Al0.15Ga0.85Nを100組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)および第1超格子積層体(AlN/GaNを20組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)をエピタキシャル成長させ、この第1超格子積層体上に、主積層体として、GaNチャネル層(厚さ:1.5μm)およびAl0.25Ga0.75N電子供給層(厚さ:30nm)をエピタキシャル成長させてHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0047】
(実験例5)
(111)面3インチn型Si単結晶基板(厚さ:600μm)上に、バッファ層として、AlN材料からなる初期成長層(厚さ:100nm)ならびに第1超格子積層体(AlN/GaNを10組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)、第2超格子積層体(AlN/Al0.15Ga0.85Nを100組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)および第1超格子積層体(AlN/GaNを10組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)をエピタキシャル成長させ、この第1超格子積層体上に、主積層体として、GaNチャネル層(厚さ:1.5μm)およびAl0.25Ga0.75N電子供給層(厚さ:30nm)をエピタキシャル成長させてHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0048】
(実験例6)
上記第1超格子積層体のAlNの厚さを4nmとしたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0049】
(実験例7)
上記第1超格子積層体のAlNの厚さを4nmとし、GaNの厚さを20nmとしたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0050】
(実験例8)
上記第1超格子積層体のAlNの厚さを4nmとし、GaNの厚さを40nmとしたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0051】
(実験例9)
上記第1超格子積層体のAlNの厚さを6nmとし、GaNの厚さを40nmとしたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0052】
(実験例10)
上記第1の超格子積層体のAlN/GaNの組数を5組としたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0053】
(実験例11)
上記第1の超格子積層体のAlN/GaNの組数を40組としたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0054】
(実験例12)
上記第1の超格子積層体のAlN/GaNの組数を100組としたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0055】
(評価)
実験例1〜12について、X線回折装置(D8、Bruker社製)を用い、GaNチャネル層の(0002)面と(10-12)面のX線ロッキングカーブ(ωスキャン)を測定した。この(10-12)面のX線ロッキングカーブの半値幅(FMHW)は、III族窒化物層の結晶性を評価する指標となるものである。
結晶性の評価は、以下の通りである。
○:1100以下
△:1200−1100
×:1200以上
また、実験例1〜12について、光干渉式の反り測定装置を用い、全層成長後のSi単結晶基板の反り量を測定し、初期反り量との差を計算し、評価した。
これらの結果を表2に示す。
なお、本実験例の範囲では、クラックは見られなかった。
【0056】
【表2】
【0057】
(評価1)
図2は、実験例1〜5の結果をプロットしたものである。図2から、実験例1は、実験例2〜5と比較して、(10-12)面の結晶性に優れていることがわかる。このことから、バッファ層が、基板側から順に初期成長層、第1超格子積層体、第2超格子積層体の順に形成された層構成からなる場合にのみ、その上に形成したIII族窒化物層の結晶性向上の効果が得られることがわかる。すなわち、第1超格子積層体がない場合(実験例2)はもちろん、第1および第2超格子積層体の順序が逆の場合(実験例4)や、本発明に対して余分な超格子積層体を付加した場合(実験例3,5)においては、十分な結晶性を得ることができない。
【0058】
(評価2)
図3は、実験例1〜2、6〜9の結果をプロットしたものである。
表2に示すように、実験例6,7は、実験例2と比較して、(10-12)面の結晶性が良い。また図3から、実験例6,7に比べて、実験例8,9では第1超格子積層体の膜厚が厚く、反りを十分抑制することができていない。すなわち、第1超格子積層体のAlNの厚さは薄い方がSi単結晶基板の反り量が小さくなることが分かる。
【0059】
(評価3)
表2に示すように、実験例10〜12は、実験例2と比較して、(10-12)面の結晶性が良い。このため、本発明の結晶性向上効果は、第1超格子積層体が5ペア以上から得ることができる。一方、実験例11,12は、第1超格子積層体の組数が多く、基板の反りを十分に抑制することができない。すなわち、第1超格子積層体の組数は少ない方がSi単結晶基板の反り量が小さくなることが分かる。
【0060】
(評価4)
さらに、実験例1,2のIII族窒化物エピタキシャル積層基板について、ホール効果測定法により、チャネル部分の電気特性を評価したところ、ウェーハ中心でのシート抵抗は410Ω/□、移動度は1480cm2/Vsであった。
【0061】
(評価5)
また、全ての実験例のエピタキシャル積層基板について、SIMS(二次イオン質量分析計)にて、第1超格子積層体、第2超格子積層体、GaNチャネル層の超格子積層体側、GaNチャネル層の電子供給層側のC濃度を評価したところ、それぞれ、8×1018/cm3、8×1018/cm3、1×1019/cm3、2×1016/cm3であり、縦方向の破壊耐圧は、700V以上であることが確認された。
【0062】
(実施例2)
実験例1,2に対して、第2超格子積層体の組数を変更させた以外は実験例1(第1超格子積層体あり),実験例2(第1超格子積層体なし)と同様に行い、(10-12)面の結晶性の評価を行った結果を、図4に示す。第2超格子積層体のペア数については、第1超格子積層体の有無に関わらず、ペア数を増加させると半値幅が減少するという傾向を示し、第1超格子積層体を設けた場合の方が、どのペア数においても第1超格子積層体を設けない場合に比べて半値幅が小さいことがわかる。また、実験例1(第1超格子積層体あり)に対して第2超格子積層体の組数を変化させた場合(図4中黒塗り丸)の反り量は、実験例1の反り量(26μm)に対して±5μm以内の範囲に抑えられていたのに対し、実験例2(第1超格子積層体なし)に対して第2超格子積層体の組数を変化させた場合(図4中黒塗り三角)の反り量は、実験例2の反り量(25μm)よりも5μmを超えた。
【0063】
(実施例3)
また、実験例1に対して、第2超格子積層体のAl組成を変更させた以外は、実験例1と同様に行い、(10-12)面の結晶性の評価を行った。第2超格子積層体をAlN/Al0.05Ga0.95N(x=0.05)とした場合、反り量と結晶性の評価指標である半値幅(10-12)は実験例1と同等の良好な結果が得られたが、半導体層表面に一部クラックが発生するものがあった。第2超格子積層体をAlN/Al0.2Ga0.8N(x=0.2)とした場合、反り量と結晶性の評価指標である半値幅(10-12)は実験例1と同等の良好な結果が得られ、半導体層表面にクラックが発生するものはなかった。
【産業上の利用可能性】
【0064】
本発明によれば、バッファが、初期成長層と第2超格子積層体との間に第1超格子積層体を具えることにより、基板の反り量を大きくすることなく、バッファ上に成長させるIII族窒化物層の結晶性を向上させることができる。
【符号の説明】
【0065】
1 III族窒化物エピタキシャル積層基板
2 基板
3 バッファ
4 主積層体
4a チャネル層
4b 電子供給層
5 初期成長層
6 第1超格子積層体
6a 第1AlN層
6b 第2GaN層
7 第2超格子積層体
7a 第1層
7b 第2層
【技術分野】
【0001】
本発明は、III族窒化物エピタキシャル積層基板に関し、特に、結晶品質の良く、基板の反り量が少ないIII族窒化物エピタキシャル積層基板に関する。
【背景技術】
【0002】
近年、一般に、Al、Ga、InなどとNとの化合物からなるIII族窒化物半導体は、発光素子や電子デバイス用素子等に広く用いられている。このようなデバイスの特性は、III族窒化物半導体の結晶性に大きく影響されるため、結晶性の高いIII族窒化物半導体を成長させるための技術が求められている。
【0003】
III族窒化物半導体は、従来、サファイア基板上にエピタキシャル成長させることによって形成されていた。しかしながら、サファイア基板は熱伝導率が小さいために放熱性が悪く、高出力デバイスの作成には適さないという問題があった。
【0004】
そのため、近年、III族窒化物半導体の結晶成長基板として、シリコン基板を用いる技術が提案されている。シリコン基板は、上記サファイア基板よりも放熱性が良いため高出力デバイスの作成に適しており、また、大型基板が安価であることから、製造コストを抑えることができるという利点を有している。しかしながら、サファイア基板と同様に、シリコン基板はIII族窒化物半導体とは格子定数が異なり、このシリコン基板上に直接III族窒化物半導体を成長させても、結晶性の高いIII族窒化物半導体を得ることは期待できなかった。
【0005】
また、シリコン基板上に直接III族窒化物半導体を成長させた場合、このIII族窒化物半導体の熱膨張係数はシリコンと比較して非常に大きいため、高温の結晶成長工程から室温にまで冷却する過程において、III族窒化物半導体に大きな引っ張り歪が生じ、これに起因して、シリコン基板側を凸として反ってしまうと同時に、高密度のクラックが発生してしまうという問題があった。
【0006】
そのため、特許文献1には、シリコン基板とIII族窒化物半導体との間にAlN系超格子バッファ層を設けることにより、結晶性が高く、かつ、クラックの発生を防止したIII族窒化物半導体を製造する技術が開示されている。
【0007】
ここで、特許文献1では、窒化物半導体層の表面を原子層レベルで平滑にすることで、結晶性を良くし、クラックの発生を防止することに言及してはいるが、基板の反りに関しては何ら言及がない。
【0008】
一方で、このようなバッファ層の厚さに関しては、厚ければ厚いほど、その上に形成されるIII族窒化物半導体の結晶性を向上させることができるが、シリコンとの熱膨張係数の違いによる反りは大きくなるという傾向があった。すなわち、バッファ層を厚くすれば結晶性を高めることができると思われるものの、その場合、基板の反りがより大きく生じてしまうという背反の関係にある。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2007−67077号公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
上記のような課題に鑑み、本発明は、基板の反り量を大きくすることなく、III族窒化物半導体の結晶性を向上させることが可能な、すなわち、結晶性の向上と基板の反りの抑制とを両立させたIII族窒化物エピタキシャル積層基板を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明の要旨構成は以下のとおりである。
(1)基板と、該基板上に形成されたバッファと、該バッファ上にIII族窒化物層をエピタキシャル成長することにより形成された主積層体とを具えるIII族窒化物エピタキシャル積層基板であって、前記バッファは、前記基板と接する初期成長層ならびに該初期成長層上に形成された第1超格子積層体および該第1超格子積層体上に形成された第2超格子積層体からなり、前記第1超格子積層体は、AlN材料からなる第1AlN層およびGaN材料からなる第2GaN層を交互に5〜20組積層してなり、かつ、前記第1AlN層および前記第2GaN層の1組の厚みが44nm未満であり、前記第2超格子積層体は、AlN材料またはAlGaN材料からなる第1層および該第1層とはバンドギャップの異なるAlGaN材料からなる第2層を交互に複数組積層してなることを特徴とするIII族窒化物エピタキシャル積層基板。
【0012】
(2)前記第1超格子積層体の前記第1AlN層および前記第2GaN層の一組の厚みが、24nm以下で、かつ前記第1AlN層の厚みが4nm以下である上記(1)に記載のIII族窒化物エピタキシャル積層基板。
【0013】
(3)前記第1超格子積層体の前記第1AlN層および前記第2GaN層の一組の厚みが、10.5nm未満で、かつ前記第1AlN層の厚みが4nm未満である上記(2)に記載のIII族窒化物エピタキシャル積層基板。
【0014】
(4)前記第2超格子積層体の前記第1層がAlN材料からなり、前記第2層がAlxGayN(0<x<1, 0<y<1, x+y=1)材料からなる上記(1)〜(3)のいずれか一に記載のIII族窒化物エピタキシャル積層基板。
【0015】
(5)前記第2超格子積層体の前記第1層および前記第2層の組数は、40〜300の範囲である上記(1)〜(4)のいずれか一に記載のIII族窒化物エピタキシャル積層基板。
【0016】
(6)前記バッファが絶縁性であり、横方向を電流導通方向とする上記(1)〜(54)のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【0017】
(7)前記第2超格子積層体の平均C濃度が1×1018/cm3以上である上記(1)〜(6)のいずれか一に記載のIII族窒化物エピタキシャル積層基板。
【0018】
(8)前記基板は、Si単結晶基板である上記(1)〜(7)のいずれか一に記載のIII族窒化物エピタキシャル積層基板。
【発明の効果】
【0019】
本発明は、バッファが、初期成長層と第2超格子積層体との間に第1超格子積層体を具えることにより、基板の反り量を大きくすることなく、バッファ上に成長させるIII族窒化物層の結晶性を向上させることができる。
【図面の簡単な説明】
【0020】
【図1】図1は、本発明に従うIII族窒化物エピタキシャル積層基板の模式的断面図である。
【図2】図2は、実験例1〜5について、GaNチャネル層の(0002)面と(10-12)面のX線ロッキングカーブ(ωスキャン)を測定した結果をプロットしたグラフである。
【図3】図3は、実験例1〜2および6〜9について、Si単結晶基板の反り量を測定し、第1超格子積層体の第2GaN層の厚さを横軸、測定した反り量と初期反り量との差を縦軸として測定結果をプロットしたグラフである。
【図4】図4は、実験例1,2において、第2超格子積層体の組数を変化させたときの半値幅の変化を示したグラフである。
【発明を実施するための形態】
【0021】
次に、本発明のIII族窒化物エピタキシャル積層基板の実施形態について図面を参照しながら説明する。図1は、本発明に従う電子デバイス用III族窒化物エピタキシャル積層基板の断面構造を模式的に示したものである。なお、図1は、説明の便宜上、厚さ方向を誇張して描いたものである。
【0022】
本発明のIII族窒化物エピタキシャル積層基板1は、図1に示すように、基板2と、この基板2上に形成されたバッファ3と、このバッファ3上にIII族窒化物層をエピタキシャル成長することにより形成された主積層体4とを具え、バッファ3は、基板2と接する初期成長層5ならびにこの初期成長層5上に形成された第1超格子積層体6およびこの第1超格子積層体6上に形成された第2超格子積層体7からなる。
【0023】
第1超格子積層体6は、AlN材料からなる第1AlN層6aおよびGaN材料からなる第2GaN層6bを交互に複数組積層してなる。ただし、本明細書でいうAlN材料およびGaN材料は、好ましくはAlNおよびGaNであるが、合計5%以下の他のIII族元素(AlN材料の場合は、B,Ga,In、GaN材料の場合は、B,Al,In)を含んでいてもよい。また、たとえばSi,H,O,C,B,Mg,As,Pなどの微量不純物を含むことができる。
【0024】
第2超格子積層体7は、AlN材料またはAlGaN材料からなる第1層7aおよびこの第1層7aとはバンドギャップの異なるAlGaN材料からなる第2層7bを交互に複数組積層してなる。ただし、本明細書でいう「AlGaN材料」は、好ましくはAlGaNであるが、合計5%以下の他のIII族元素(B,In)を含んでいても良い。また、たとえばSi,H,O,C,Mg,As,Pなどの微量不純物を含むことができる。
【0025】
本発明のIII族窒化物エピタキシャル積層基板は、上述したように、第2超格子積層体の下に第1超格子積層体を設ける点が特徴的構成の一つである。このような従来にないバッファ層の層構成を採用することにより、基板の反り量を大きくすることなく、バッファ上に成長させるIII族窒化物層の結晶性を向上させることができるものである。すなわち、従来の層構成のバッファの場合、膜厚を厚くすればその分基板の反りが大きくなることを回避できないが、上記の層構成を採用すれば、従来よりも基板の反りを抑制することができる。
【0026】
また、第1の超格子積層体を上記構成とすることは、結晶性の観点からも好ましい。第2GaN層を構成するGaN材料は、横方向成長速度が速く、転位を屈曲消滅させる効果の高く、また、第1AlN層を構成するAlN層は、GaN内の歪をより強くすることができるため、GaN材料の効果を最大化させることができるためである。
【0027】
また、第2の超格子積層体を上記のように、よりバンドギャップが大きく抵抗率の高いAlN材料またはAlGaN材料とAlGaN材料とを組み合わせることは、縦方向耐圧を高める観点からも好ましい。
【0028】
本発明における結晶性は、後述する実験例に記載のとおり、GaNチャネル層の(10-12)面のX線ロッキングカーブ(ωスキャン)の半値幅(FMHW)で評価する。また、基板の反りは、後述する実験例に記載のとおり、全層成長後のSi単結晶基板の反り量と初期反り量との差で評価する。本発明では、半値幅が1200未満かつ反り量が50μm以下を得ることができ、より好ましくは、半値幅が1150以下かつ反り量が40μm以下、さらに好ましくは、半値幅が1100以下かつ反り量が35μm以下であることが好ましい。
【0029】
基板2は、Si単結晶基板であるのが好ましい。このとき、Si単結晶基板の面方位は特に指定されず、(111),(100),(110)面等を使用することができるが、III族窒化物の(0001)面を成長させるためには(110)(111)面が望ましく、さらに、表面平坦性よく成長させるためには、(111)面を使用することが望ましい。オフ角度については、単結晶成長を損なわないように、1°以下で適宜設定される。また、p型、n型いずれの伝導型としてもよく、0.001Ωcm〜100000Ωcmまでの各種抵抗率に適用可能である。また、必ずしも抵抗率はSi単結晶基板全体で均一である必要はない。また、Si基板内に導電性を制御する以外の目的の不純物(C、O、N、Geなど)を含むこともできる。また、Si単結晶基板とは、成長層側が単結晶基板である場合を総称しており、成長層と反対側には別の基板が張り合わされたり、酸化膜・窒化膜などの他の材料からなる膜が形成されていたりしているものも含む。基板の厚みは、単結晶成長後の反り量等を勘案して、適宜設定される。
【0030】
初期成長層5を構成する典型的な材料としては、AlxGa1−xN(0.9≦x≦1.0)が挙げられる。また、初期成長層5の基板近接部分をAlN材料で形成することにより、Si単結晶基板との反応を抑制し、縦方向耐圧を向上させることができる。なお、AlNとSi単結晶基板の界面部分に、Siの窒化膜・酸化膜・炭化膜等の薄膜を挿入したり、こうした膜とAlNが反応した薄膜を挿入したりすることは可能である。また、初期成長層5は、結晶品質を損ねない範囲の厚みで、例えば低温バッファ層のようなアモルファス層、多結晶層を形成することもできる。ただし、初期成長層5は、膜厚方向に必ずしも均一組成である必要はなく、基板近接部分をAlN材料とすれば、異なる組成の複数層の積層としたり、組成傾斜させたりすることができる。
【0031】
本発明における各層の成長方法としては、界面急峻性の確保が容易な、MOCVD法、MBE法を用いることが好ましい。特に、MOCVD法において本願発明の結晶品質向上効果が期待できる。MOCVD法の場合は、MBE法の場合と比較して横方向成長速度が速いため、第1超格子積層体における転位の合体消失確率が高く、結晶品質をより向上できるからである。
【0032】
第1超格子積層体6の第1AlN層6aおよび第2GaN層6bの一組の厚み(第1AlN層6aの厚み+第2GaN層6bの厚み)は、44nm未満とし、より好ましくは24nm以下、さらに好ましくは10.5nm未満とする。また、第1AlN層6aの厚みは、好ましくは4nm以下、さらに好ましくは4nm未満である。第1AlN層6aおよび第2GaN層6bの一組の厚みまたは第1AlN層6aの厚みを上記厚み以上とすると、反り量の絶対値が大きくなるおそれがあるためである。なお、第2超格子積層体は、縦方向耐圧を確保する観点から所定厚み以上設けることが好ましいため、本発明では、第1超格子積層体の膜厚を上記のように制限する。
【0033】
本発明のIII族窒化物エピタキシャル積層基板1においては、第1超格子積層体6の第1AlN層6aおよび第2GaN層6bの組数は、5〜20の範囲とする。組数が20を超えると、反りが大きくなるおそれがあり、一方、組数が5未満だと、挿入したとしても結晶品質改善効果が十分見込めないためである。
【0034】
また、第2超格子積層体7の第1層7aがAlN材料からなり、第2層7bがAlxGayN(0<x<1, 0<y<1, x+y=1)材料からなるのが好ましい。これにより、Bを含有した場合における、六方晶系以外の結晶構造の発生の可能性による結晶品質の劣化の可能性を低くすることができ、また、Inを含有した場合における、In金属析出による結晶品質の低下の可能性を低くすることができる。また、超格子積層体の歪緩衝効果によるクラックの抑制を図るには、第1層7aと第2層7bとの間に組成差が必要であることから、0.1≦x≦0.5とするのがより好ましい。さらに好ましくは、0.1≦x≦0.2とする。
【0035】
第2超格子積層体7の第1層7aおよび第2層7bの組数は、40〜300の範囲であるのが好ましい。組数が300を超えると、クラックが発生するおそれがあり、一方、組数が40未満だと、後述の絶縁性を十分に確保できなくなるおそれがあるためである。
【0036】
また、バッファ3の第1および第2超格子積層体6,7を構成する各層(第1AlN層6a,第2GaN層6b,第1層7a,第2層7b)の厚みが、0.5nm以上であることが好ましい。0.5nm未満では1原子層未満の厚みとなるためである。
【0037】
さらに、バッファ3が絶縁性であり、横方向を電流導通方向とするのが好ましい。ここで、「横方向を電流導通方向とする」とは、主に積層体の幅方向に電流が流れることを意味し、例えば半導体を一対の電極で挟んだ構造のように、主に縦方向すなわち積層体の厚さ方向に電流が流れるものとは異なることを意味する。
【0038】
なお、第2超格子積層体7の平均C濃度は1×1018/cm3以上であるのが好ましい。第2超格子積層体7の平均C濃度を1×1018/cm3以上とすることにより、縦方向耐圧を向上させることができる。また、この場合、絶縁性を確保するためにはCの混入を効率的に行うためにも、第2層7bのAl組成比xは、0.1を超えるのが好ましい。また、第2超格子で絶縁性が十分確保されていれば、第1超格子の平均C濃度は特に指定されないが、さらに縦方向耐圧を向上させるには、第1超格子の平均C濃度も1×1018/cm3以上とすることが好ましい。ここで、本明細書において「平均Cの濃度」とは、第1層7aおよび第2層7bを交互に積層した積層体の内部の炭素濃度の厚みに対する加重平均を意味し、SIMSにて、膜をエッチングしながら、深さ方向の炭素濃度プロファイルを測定し、この測定結果に基づいて算出するものとする。
【0039】
本発明のIII族窒化物エピタキシャル積層基板1は、任意の電子デバイスに用いることができ、特にHEMTに用いるのが好ましい。図1に示す主積層体4は、Ba1Alb1Gac1Ind1N(0≦a1≦1, 0≦b1≦1, 0≦c1≦1, 0≦d1≦1, a1+b1+c1+d1=1)材料からなるチャネル層4aおよびチャネル層4aよりバンドギャップの大きいBa2Alb2Gac2Ind2N(0≦a2≦1, 0≦b2≦1, 0≦c2≦1, 0≦d2≦1, a2+b2+c2+d2=1)材料からなる電子供給層4bを有することができる。この際、両層とも単一もしくは複数の組成から構成することができる。特に、合金散乱をさけ、電流導通部分の比抵抗を下げるためには、チャネル層4aの少なくとも電子供給層4bと接する部分はGaN材料とすることが好ましい。
【0040】
チャネル層4aのバッファ層とは反対側の部分は、C濃度が低いことが好ましく、3×1016/cm3以下に設定することが好ましい。この部分は、電子デバイスの電流導通部分に相当するため、導電性を阻害したり、電流コラプスを発生させたりする不純物は含まないほうが望ましいからである。
【0041】
なお、図1は、代表的な実施形態の例を示したものであって、本発明はこの実施形態に限定されるものではない。たとえば、各層の間に本発明の効果に悪影響を与えない程度の中間層や他の超格子層を挿入したり、組成に傾斜をつけたりすることもできる。また、基板の表面に、窒化膜、炭化膜、Al層などを形成することもできる。
【実施例】
【0042】
(実施例1)
(実験例1)
(111)面3インチn型Si単結晶基板(Sbドープ比抵抗0.015Ωcm、厚さ:600μm)上に、バッファ層として、AlNとAl0.25Ga0.75Nを順に積層した初期成長層(AlNの厚さ:100nm、Al0.25Ga0.75Nの厚さ40nm)ならびに第1超格子積層体(AlN/GaNを20組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)および第2超格子積層体(AlN/Al0.15Ga0.85Nを100組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)をエピタキシャル成長させ、この第2超格子積層体上に、主積層体として、GaNチャネル層(厚さ:1.5μm)およびAl0.25Ga0.75N電子供給層(厚さ:30nm)をエピタキシャル成長させてHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。成長方法としては、原料として、TMA(トリメチルアルミニウム)、TMG(トリメチルガリウム)、アンモニアを用いたMOCVD法を用いている。キャリアガスとしては、窒素・水素を用いた。各層の成長条件(圧力・温度)は表1に示す通りである。
【0043】
【表1】
【0044】
(実験例2)
上記第1超格子積層体を形成しなかったこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0045】
(実験例3)
(111)面3インチn型Si単結晶基板(厚さ:600μm)上に、バッファ層として、AlN材料からなる初期成長層(厚さ:100nm)ならびに第2超格子積層体(AlN/Al0.15Ga0.85Nを50組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)、第1超格子積層体(AlN/GaNを20組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)および第2超格子積層体(AlN/Al0.15Ga0.85Nを50組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)をエピタキシャル成長させ、この第2超格子積層体上に、主積層体として、GaNチャネル層(厚さ:1.5μm)およびAl0.25Ga0.75N電子供給層(厚さ:30nm)をエピタキシャル成長させてHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0046】
(実験例4)
(111)面3インチn型Si単結晶基板(厚さ:600μm)上に、バッファ層として、AlN材料からなる初期成長層(厚さ:100nm)ならびに第2超格子積層体(AlN/Al0.15Ga0.85Nを100組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)および第1超格子積層体(AlN/GaNを20組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)をエピタキシャル成長させ、この第1超格子積層体上に、主積層体として、GaNチャネル層(厚さ:1.5μm)およびAl0.25Ga0.75N電子供給層(厚さ:30nm)をエピタキシャル成長させてHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0047】
(実験例5)
(111)面3インチn型Si単結晶基板(厚さ:600μm)上に、バッファ層として、AlN材料からなる初期成長層(厚さ:100nm)ならびに第1超格子積層体(AlN/GaNを10組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)、第2超格子積層体(AlN/Al0.15Ga0.85Nを100組、AlNの厚さ:4nm、AlGaNの厚さ:25nm)および第1超格子積層体(AlN/GaNを10組、AlNの厚さ:2nm、GaNの厚さ:6.5nm)をエピタキシャル成長させ、この第1超格子積層体上に、主積層体として、GaNチャネル層(厚さ:1.5μm)およびAl0.25Ga0.75N電子供給層(厚さ:30nm)をエピタキシャル成長させてHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0048】
(実験例6)
上記第1超格子積層体のAlNの厚さを4nmとしたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0049】
(実験例7)
上記第1超格子積層体のAlNの厚さを4nmとし、GaNの厚さを20nmとしたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0050】
(実験例8)
上記第1超格子積層体のAlNの厚さを4nmとし、GaNの厚さを40nmとしたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0051】
(実験例9)
上記第1超格子積層体のAlNの厚さを6nmとし、GaNの厚さを40nmとしたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0052】
(実験例10)
上記第1の超格子積層体のAlN/GaNの組数を5組としたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0053】
(実験例11)
上記第1の超格子積層体のAlN/GaNの組数を40組としたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0054】
(実験例12)
上記第1の超格子積層体のAlN/GaNの組数を100組としたこと以外は、実験例1と同様の方法によりHEMT構造を持つIII族窒化物エピタキシャル積層基板を作製した。
【0055】
(評価)
実験例1〜12について、X線回折装置(D8、Bruker社製)を用い、GaNチャネル層の(0002)面と(10-12)面のX線ロッキングカーブ(ωスキャン)を測定した。この(10-12)面のX線ロッキングカーブの半値幅(FMHW)は、III族窒化物層の結晶性を評価する指標となるものである。
結晶性の評価は、以下の通りである。
○:1100以下
△:1200−1100
×:1200以上
また、実験例1〜12について、光干渉式の反り測定装置を用い、全層成長後のSi単結晶基板の反り量を測定し、初期反り量との差を計算し、評価した。
これらの結果を表2に示す。
なお、本実験例の範囲では、クラックは見られなかった。
【0056】
【表2】
【0057】
(評価1)
図2は、実験例1〜5の結果をプロットしたものである。図2から、実験例1は、実験例2〜5と比較して、(10-12)面の結晶性に優れていることがわかる。このことから、バッファ層が、基板側から順に初期成長層、第1超格子積層体、第2超格子積層体の順に形成された層構成からなる場合にのみ、その上に形成したIII族窒化物層の結晶性向上の効果が得られることがわかる。すなわち、第1超格子積層体がない場合(実験例2)はもちろん、第1および第2超格子積層体の順序が逆の場合(実験例4)や、本発明に対して余分な超格子積層体を付加した場合(実験例3,5)においては、十分な結晶性を得ることができない。
【0058】
(評価2)
図3は、実験例1〜2、6〜9の結果をプロットしたものである。
表2に示すように、実験例6,7は、実験例2と比較して、(10-12)面の結晶性が良い。また図3から、実験例6,7に比べて、実験例8,9では第1超格子積層体の膜厚が厚く、反りを十分抑制することができていない。すなわち、第1超格子積層体のAlNの厚さは薄い方がSi単結晶基板の反り量が小さくなることが分かる。
【0059】
(評価3)
表2に示すように、実験例10〜12は、実験例2と比較して、(10-12)面の結晶性が良い。このため、本発明の結晶性向上効果は、第1超格子積層体が5ペア以上から得ることができる。一方、実験例11,12は、第1超格子積層体の組数が多く、基板の反りを十分に抑制することができない。すなわち、第1超格子積層体の組数は少ない方がSi単結晶基板の反り量が小さくなることが分かる。
【0060】
(評価4)
さらに、実験例1,2のIII族窒化物エピタキシャル積層基板について、ホール効果測定法により、チャネル部分の電気特性を評価したところ、ウェーハ中心でのシート抵抗は410Ω/□、移動度は1480cm2/Vsであった。
【0061】
(評価5)
また、全ての実験例のエピタキシャル積層基板について、SIMS(二次イオン質量分析計)にて、第1超格子積層体、第2超格子積層体、GaNチャネル層の超格子積層体側、GaNチャネル層の電子供給層側のC濃度を評価したところ、それぞれ、8×1018/cm3、8×1018/cm3、1×1019/cm3、2×1016/cm3であり、縦方向の破壊耐圧は、700V以上であることが確認された。
【0062】
(実施例2)
実験例1,2に対して、第2超格子積層体の組数を変更させた以外は実験例1(第1超格子積層体あり),実験例2(第1超格子積層体なし)と同様に行い、(10-12)面の結晶性の評価を行った結果を、図4に示す。第2超格子積層体のペア数については、第1超格子積層体の有無に関わらず、ペア数を増加させると半値幅が減少するという傾向を示し、第1超格子積層体を設けた場合の方が、どのペア数においても第1超格子積層体を設けない場合に比べて半値幅が小さいことがわかる。また、実験例1(第1超格子積層体あり)に対して第2超格子積層体の組数を変化させた場合(図4中黒塗り丸)の反り量は、実験例1の反り量(26μm)に対して±5μm以内の範囲に抑えられていたのに対し、実験例2(第1超格子積層体なし)に対して第2超格子積層体の組数を変化させた場合(図4中黒塗り三角)の反り量は、実験例2の反り量(25μm)よりも5μmを超えた。
【0063】
(実施例3)
また、実験例1に対して、第2超格子積層体のAl組成を変更させた以外は、実験例1と同様に行い、(10-12)面の結晶性の評価を行った。第2超格子積層体をAlN/Al0.05Ga0.95N(x=0.05)とした場合、反り量と結晶性の評価指標である半値幅(10-12)は実験例1と同等の良好な結果が得られたが、半導体層表面に一部クラックが発生するものがあった。第2超格子積層体をAlN/Al0.2Ga0.8N(x=0.2)とした場合、反り量と結晶性の評価指標である半値幅(10-12)は実験例1と同等の良好な結果が得られ、半導体層表面にクラックが発生するものはなかった。
【産業上の利用可能性】
【0064】
本発明によれば、バッファが、初期成長層と第2超格子積層体との間に第1超格子積層体を具えることにより、基板の反り量を大きくすることなく、バッファ上に成長させるIII族窒化物層の結晶性を向上させることができる。
【符号の説明】
【0065】
1 III族窒化物エピタキシャル積層基板
2 基板
3 バッファ
4 主積層体
4a チャネル層
4b 電子供給層
5 初期成長層
6 第1超格子積層体
6a 第1AlN層
6b 第2GaN層
7 第2超格子積層体
7a 第1層
7b 第2層
【特許請求の範囲】
【請求項1】
基板と、該基板上に形成されたバッファと、該バッファ上にIII族窒化物層をエピタキシャル成長することにより形成された主積層体とを具えるIII族窒化物エピタキシャル積層基板であって、
前記バッファは、前記基板と接する初期成長層ならびに該初期成長層上に形成された第1超格子積層体および該第1超格子積層体上に形成された第2超格子積層体からなり、
前記第1超格子積層体は、AlN材料からなる第1AlN層およびGaN材料からなる第2GaN層を交互に5〜20組積層してなり、かつ、前記第1AlN層および前記第2GaN層の1組の厚みが44nm未満であり、
前記第2超格子積層体は、AlN材料またはAlGaN材料からなる第1層および該第1層とはバンドギャップの異なるAlGaN材料からなる第2層を交互に複数組積層してなることを特徴とするIII族窒化物エピタキシャル積層基板。
【請求項2】
前記第1超格子積層体の前記第1AlN層および前記第2GaN層の一組の厚みが、24nm以下で、かつ前記第1AlN層の厚みが4nm以下である請求項1に記載のIII族窒化物エピタキシャル積層基板。
【請求項3】
前記第1超格子積層体の前記第1AlN層および前記第2GaN層の一組の厚みが、10.5nm未満で、かつ前記第1AlN層の厚みが4nm未満である請求項2に記載のIII族窒化物エピタキシャル積層基板。
【請求項4】
前記第2超格子積層体の前記第1層がAlN材料からなり、前記第2層がAlxGayN(0<x<1, 0<y<1, x+y=1)材料からなる請求項1〜3のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項5】
前記第2超格子積層体の前記第1層および前記第2層の組数は、40〜300の範囲である請求項1〜4のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項6】
前記バッファが絶縁性であり、横方向を電流導通方向とする請求項1〜5のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項7】
前記第2超格子積層体の平均C濃度が1×1018/cm3以上である請求項1〜6のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項8】
前記基板は、Si単結晶基板である請求項1〜7のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項1】
基板と、該基板上に形成されたバッファと、該バッファ上にIII族窒化物層をエピタキシャル成長することにより形成された主積層体とを具えるIII族窒化物エピタキシャル積層基板であって、
前記バッファは、前記基板と接する初期成長層ならびに該初期成長層上に形成された第1超格子積層体および該第1超格子積層体上に形成された第2超格子積層体からなり、
前記第1超格子積層体は、AlN材料からなる第1AlN層およびGaN材料からなる第2GaN層を交互に5〜20組積層してなり、かつ、前記第1AlN層および前記第2GaN層の1組の厚みが44nm未満であり、
前記第2超格子積層体は、AlN材料またはAlGaN材料からなる第1層および該第1層とはバンドギャップの異なるAlGaN材料からなる第2層を交互に複数組積層してなることを特徴とするIII族窒化物エピタキシャル積層基板。
【請求項2】
前記第1超格子積層体の前記第1AlN層および前記第2GaN層の一組の厚みが、24nm以下で、かつ前記第1AlN層の厚みが4nm以下である請求項1に記載のIII族窒化物エピタキシャル積層基板。
【請求項3】
前記第1超格子積層体の前記第1AlN層および前記第2GaN層の一組の厚みが、10.5nm未満で、かつ前記第1AlN層の厚みが4nm未満である請求項2に記載のIII族窒化物エピタキシャル積層基板。
【請求項4】
前記第2超格子積層体の前記第1層がAlN材料からなり、前記第2層がAlxGayN(0<x<1, 0<y<1, x+y=1)材料からなる請求項1〜3のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項5】
前記第2超格子積層体の前記第1層および前記第2層の組数は、40〜300の範囲である請求項1〜4のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項6】
前記バッファが絶縁性であり、横方向を電流導通方向とする請求項1〜5のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項7】
前記第2超格子積層体の平均C濃度が1×1018/cm3以上である請求項1〜6のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【請求項8】
前記基板は、Si単結晶基板である請求項1〜7のいずれか一項に記載のIII族窒化物エピタキシャル積層基板。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−119715(P2011−119715A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2010−247432(P2010−247432)
【出願日】平成22年11月4日(2010.11.4)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成22年11月4日(2010.11.4)
【出願人】(506334182)DOWAエレクトロニクス株式会社 (336)
【Fターム(参考)】
[ Back to top ]